, México a
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE
MONTERREY
PRESENTE.-Por medio de la presente hago constar que soy autor y titular de la obra
denominada
, en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto
Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que
efectúe la divulgación, publicación, comunicación pública, distribución,
distribución pública y reproducción, así como la digitalización de la misma, con
fines académicos o propios al objeto de EL INSTITUTO, dentro del círculo de la
comunidad del Tecnológico de Monterrey.
El Instituto se compromete a respetar en todo momento mi autoría y a
otorgarme el crédito correspondiente en todas las actividades mencionadas
anteriormente de la obra.
De la misma manera, manifiesto que el contenido académico, literario, la
edición y en general cualquier parte de LA OBRA son de mi entera
responsabilidad, por lo que deslindo a EL INSTITUTO por cualquier violación a
los derechos de autor y/o propiedad intelectual y/o cualquier responsabilidad
relacionada con la OBRA que cometa el suscrito frente a terceros.
AUTOR (A)
Modelado de la Carga Aplicada a Materiales Anisotrópicos en el
Proceso de Doblado-Estirado-Edición Única
Title
Modelado de la Carga Aplicada a Materiales Anisotrópicos
en el Proceso de Doblado-Estirado-Edición Única
Authors
José Guadalupe Corona León
Affiliation
Tecnológico de Monterrey, Campus Monterrey
Issue Date
2010-12-01
Item type
Tesis
Rights
Open Access
Downloaded
18-Jan-2017 19:23:04
INSTITUTO TECNOLÓGICO Y D E ESTUDIOS S U P E R I O R E S D E
M O N T E R R E Y
C A M P U S M O N T E R R E Y
P R O G R A M A D E G R A D U A D O S
E N INGENIERÍA
M O D E L A D O D E L A C A R G A A P L I C A D A A M A T E R I A L E S
ANISOTRÓPICOS
E N E L P R O C E S O D E D O B L A D O - E S T I R A D O
T E S I S
P R E S E N T A D A C O M O REQUISITO P A R C I A L
P A R A O B T E N E R E L G R A D O D E
M A E S T R O E N CIENCIAS
E N SISTEMAS D E M A N U F A C T U R A
P O R
JOSÉ G U A D A L U P E C O R O N A L E O N
Instituto Tecnológico y de Estudios Superiores de Monterrey
Campus Monterrey
División de Ingeniería
Programa de Graduados
Los miembros del comité aprobamos el trabajo de Tesis presentado porzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA José Guadalupe Corona León para que sea aceptado como requisito parcial para obtener el grado de
Maestría en Sistemas de Manufactura.
Dr. Ciro Angel Rodríguez González Director de la Maestría en Ciencias con especialidad en Manufactura
Declaración
Declaro que lo escrito en esta Tesis es de mi autoría
Dedicatoria
E s t a tesis esta d e d i c a d a a m i f a m i l i a , q u e espero c o n p a c i e n c i a a que l a Tesis e s t u v i e r a c u l m i n a d a . Les agradezco p o r b r i n d a r m e a p o y o en los m o m e n t o s difíciles.
Así c o m o a l a gente que t u v o c o n f i a n z a en que yo p u d i e r a c o n c l u i r este t r a b a j o de Tesis, aprovecho este espacio p a r a c i t a r que gracias a ellos o b t u v e l a fuerza e s p i r i t u a l necesaria p a r a v e r l o c o n c l u i d o .
A h o r a p u e d o decir que gracias a ellos lo logre.
Agradecimientos
Q u i e r o agradecer a l D e p a r t a m e n t o de Ingeniería Mecánica p o r el a p o y o b r i n d a d o d u r a n t e 2 años y m e d i o en los que p u d e ejercer c o m o A s i s t e n t e de d o c e n c i a a p o y a n d o a a l u m n o s de l i c e n c i a t u r a .
También quiero agradecer a l D r . C i r o A n g e l Rodríguez G o n z a l e z p o r h a b e r m e i n c u r -sionado a l a M a e s t r i a en M a n u f a c t u r a , a f o r t u n a d a m e n t e confió en m i en que p o d r i a desarrollar u n b u e n t r a b a j o en l a línea de investigación de c o n f o r m a d o de c h a p a , los frutos de estos 3 años de investigación se v e n reflejados en el desarrollo de este t r a b a j o .
C a b e destacar l a i m p o r t a n c i a que t u v o l a e m p r e s a M E T A L S A en l a contribución a esta investigación, p r i n c i p a l m e n t e el Ingeniero M a n u e l M o n r r e a l y el S r . J u a n C a r l o s L e r m a , p o r su a m a b i l i d a d y d i s p o n i b i l i d a d en p r o p o r c i o n a r n o s los aceros avanzados a l t a m e n t e resistentes ( A H S S , p o r sus siglas en ingles), los cuales fueron de v i t a l i m p o r t a n c i a en l a caracterizacioín y o b t e n c i ó n de las propiedades mecaínicas de estos aceros.
I g u a l m e n t e resaltó l a i m p o r t a n c i a de l a e m p r e s a C C P M ( C o n s u l t o r e s en C o n f o r m a d o y Procesos de M a n u f a c t u r a ) , p r i m o r d i a l m e n t e a l D r . V i c t o r V a z q u e z L a s s o y a l Ing. A n g e l G o n z a l e z , p o r el a p o y o y asesoria b r i n d a d o en el uso del Software D E F O R M T M 3 D .
También destaco m i a g r a d e c i m i e n t o a l a I n g . L o r e n a C r u z y a l a I n g . R e g i n a V a r g a s p o r su apoyo en l a o b t e n c i ó n de las metalografías y su observación en el l a b o r a t o r i o de m a t e r i a l e s i n d u s t r i a l e s .
Así c o m o a l D r . F e d e r i c o G u e d e a E l i z a l d e p o r su a p o y o b r i n d a d o d u r a n t e m i e s t a n c i a en el p o s g r a d o , así c o m o s u soporte p a r a efectuar l a conversión de este t r a b a j o a L A T E X .
Q u i e r o agradecer también a l D r . H e c t o r Siller C a r r i l l o y a l I n g . A b i u d F l o r e s V a l e n t i n p o r las sugerencias y correcciones sugeridas a este t r a b a j o a fin de m e j o r a r su contenido. A l D r . Nicolás H e n d r i c h s p o r p r o p o r c i o n a r m e sugerencias del d o c u m e n t o .
También es i m p o r t a n t e l a colaboración del D r . H u g o E l i z a l d e y el D r . R a y m u n d o C o r d e r o , s u aportación consistió en a y u d a r m e a p l a n t e a r el d o b l a d o - e s t i r a d o en términos no-lineales a través de m é t o d o s de E l e m e n t o s F i n i t o s .
Y en general agradezco en general a t o d o s los profesores y amigos que hice d u r a n t e m i e s t a n c i a en el posgrado en el Tecnoliógico de M o n t e r r e y C a m p u s M o n t e r r e y . M e g u s t a r i a m e n c i o n a r a c a d a u n o de ellos, pero el espacio m e sería insuficiente p a r a m e n c i o n a r l o s a todos.
Resumen
E l desarrollo del presente t r a b a j o consiste en d e t e r m i n a r las propiedades mecíanicas más trascendentes d u r a n t e el proceso del d o b l a d o - e s t i r a d o de los aceros a l t a m e n t e resistentes que están r e v o l u c i o n a n d o l a i n d u s t r i a a u t o m o t r i z , pero c u y a investigación n o h a t e n i d o suficiente p r o f u n d i d a d o difusión respecto a sus ventajas c o m p e t i t i v a s e n s u utilización en l a i n d u s t r i a m a n u f a c t u r e r a .
N o s d i m o s a l a t a r e a de presentar u n m o d e l o , a través de l a experimentación y el M é t o d o de E l e m e n t o F i n i t o , p a r a el que el proceso de d o b l a d o - e s t i r a d o a n i v e l i n d u s t r i a l n o sea r e a l i z a d o a p r u e b a y error. P o r lo que a través de este t r a b a j o se g e n e r a r a el c o n o c i m i e n t o necesario p a r a definir l a p a u t a a seguir p a r a llevar a c a b o e x i t o s a m e n t e el proceso de c o n f o r m a d o en l a e m p r e s a que r e q u i e r a necesario seguir l a m e t o d o l o g í a d e s c r i t a .
E s t e t r a b a j o sienta las bases de los parámetros que t i e n e n que ser i n t r o d u c i d o s p a r a que el proceso de c o n f o r m a d o sea efectuado e x i t o s a m e n t e y a p r u e b a de errores, así c o m o d e l i m i t a r los ajustes iniciales que deben ser i m p l e m e n t a d o s p r e v i o a l a operación, p a r a obtener resultados lo mías preciso posibles previos a que l a p r o b e t a p u e d a sufrir u n a falla. Así c o m o a d i c i o n a l m e n t e m o s t r a r l a c a r g a m á x i m a que puede s o p o r t a r l a p l a c a p o r l a presión a p l i c a d a p o r el punzón d u r a n t e el proceso.
Se desarrollo u n t r a b a j o e x p e r i m e n t a l , c o n l a finalidad p r i m o r d i a l de obtener las propiedades mecánicas de c a d a u n o de los aceros investigados; los cuales nos serán de u t i l i d a d p a r a p o s t e r i o r m e n t e efectuar simulaciones de d o b l a d o e s t i r a d o m e d i a n t e el míetodo de E l e -mentos F i n i t o s , en base a l apego de d i c h a información r e s p a l d a r que estamos t r a b a j a n d o c o n datos fidedignos que nos r e s p a l d a r a n e n l a obtención de resultados en el presente t r a b a j o . E n t r e los p u n t o s mías i m p o r t a n t e s del t r a b a j o e x p e r i m e n t a l p o d e m o s m e n c i o n a r los siguientes: O b t e n c i ó n de constantes anisotrópicas a 3 diferentes direcciones de l a m i -n a d o (0°,45°, 90°) a través del uso de galgas exte-nsiometricas.Obte-nció-n de co-nsta-ntes p a r a p o d e r a p l i c a r l a r e g l a de flujo de l a L e y de H o l l o m a n e n el proceso de c o n f o r m a d o : E l coeficiente de rigidez K y el e n d u r e c i m i e n t o p o r deformación n son p o r lo t a n t o nece-sarios p a r a l a simulación del proceso. Así c o m o l a obtención de l a c u r v a r e a l , l a c u r v a de ingeniería y l a c u r v a logarítmica esfuerzo-deformación u t i l i z a n d o u n extensómetro, y finalmente las metalografías de los aceros a l t a m e n t e resistentes p r o p o r c i o n a d o s p o r l a e m p r e s a M E T A L S A .
el desarrollo de las p r u e b a s de tensión.
Se destaca l a utilización de u n Software de modelación y simulación e n E l e m e n t o F i n i t o p a r a efectuar simulaciones del d o b l a d o e s t i r a d o ; p o s t e r i o r m e n t e generar u n a c o m p a r a -ciíon de los resultados e x p e r i m e n t a l e s o b t e n i d o s de otras referencias de t r a b a j o s previ¬ amente p u b l i c a d o s y de esta m a n e r a b u s c a r p u n t o de comparación que c o n t r i b u y a n a generar c o n o c i m i e n t o de c o m o se puede r e d u c i r el p o r c e n t a j e de error de los procesos de c o n f o r m a d o e n el á m b i t o i n d u s t r i a l .
Contenido
1. I n t r o d u c c i ó n 1 1.1. Motivación y justificación 2
1.2. O b j e t i v o s 2
2. R e v i s i ó n d e l a L i t e r a t u r a P r e v i a 3
2.1. L i t e r a t u r a P r e v i a 3
2.2. M a t e r i a l e s u t i l i z a d o s a c t u a l m e n t e e n l a i n d u s t r i a a u t o m o t r i z 8
2.3. E l proceso d e l d o b l a d o - e s t i r a d o 10
3. E x p e r i m e n t a c i ó n 14 3.1. Obtencióon de p r o b e t a s 15
3.2. M o n t a j e de galgas e x t e n s i o m e t r i c a s 16
3.3. Descripción d e l proceso de p r e p a r a c i o n m e t a l o g r a f i c a y a t a q u e químico. . 17
3.3.1. Metalografóas p a r a d e t e r m i n a r direccióon de l a m i n a d o . 19
3.4. Calibración d e l E x p e r i m e n t o 22
3.4.1. P r u e b a s de Tensión p a r a o b t e n c i o n de R e s u l t a d o s 28
3.5. C r i t e r i o s de f a l l a 33
4. A n a l i s i s d e R e s u l t a d o s E x p e r i m e n t a l e s . 37 4.1. Simulacioón de los E x p e r i m e n t o s de d o b l a d o - e s t i r a d o . 37
4.2. Presentacióon de los R e s u l t a d o s de las S i m u l a c i o n e s . 54
6. C o n c l u s i o n e s 75 zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA 6.1. T r a b a j o s F u t u r o s 76
A . D i a g r a m a d e D e f o r m a c i o n U n i t a r i a . 78 A . 1 . N o m e n c l a t u r a p a r a ecuaciones del A p e n d i c e 78
A . 2 . D e f o r m a c i o n plóstica de los aceros avanzados de a l t a resistencia 79
A . 3 . Recuperacióon Elóastica 83
A . 3 . 1 . C o m o se define el s p r i n g - b a c k 83
A . 4 . M é t o d o s u t i l i z a d o s p a r a l a optimización del s p r i n g - b a c k 84
A . 4 . 1 . Análisis básico d e l d o b l a d o de h o j a s metálicas 84
A . 5 . E l s p r i n g - b a c k en el d o b l a d o de precisión 87
B . G r á f i c a s o b t e n i d a s e n e x p e r i m e n t a c i ó n . 90 B . 1 . Gráficas de p r u e b a s de tensión c o n galgas extensiométricas 90
B . 2 . Gráficas de p r u e b a s de tensión c o n extensómetro 100
B . 2 . 1 . Gráficas logarítmicas c o n extensómetro 109
B . 3 . Gráficas de c o n f o r m a d o en el proceso de d o b l a d o - e s t i r a d o 118
B . 4 . R e s u m e n p r u e b a s de tensión con galgas extensiométricas 133
B . 5 . Gráficas c o n d i s t i n t a regla de flujo 137
C . G a l g a s Extensiomáetricas. 139 C . 1 . Instalación de G a l g a s Extensiométricas 139
D . M a r c o T e ó r i c o . 143 D . 1 . Clasificación de loszyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA AHSS. 143
D . 2 . Clasificación de los aceros a v a n z a d o s (AHSS) 144
D . 2 . 1 . Descripción general de los AHSS 144
D . 2 . 2 . A c e r o s D u a l P h a s e (Fase D u a l . ) 145
D . 2 . 4 . A c e r o s de a l t a resistencia y b a j a aleaciín( H S . L A . ) 148
D . 2 . 5 . Características de los aceros a v a n z a d o szyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA (AHSS) 150
D . 3 . D e f o r m a c i í n plástica y recuperación elástica e n los materiales 153
D . 3 . 1 . T r a n s i c i o n E l a s t o P l a s t i c a 153
D . 4 . Determinación de las p r o p i e d a d e s de l a l a m i n a 157
D . 4 . 1 . P r o p i e d a d e s anisotrópicas de los materiales 157
D . 4 . 2 . E f e c t o s de l a Anisotropía e n el proceso de d o b l a d o - e s t i r a d o . . . . 158
D . 5 . Formulación de l a teoría de l a p l a s t i c i d a d 161
D . 5 . 1 . C r i t e r i o de v o n M i s e s y T r e s c a p a r a l a determinación de esfuerzos. 161
D . 5 . 2 . C r i t e r i o de C e d e n c i a de H i l l p a r a l a d e t e r m i n a c i o n de Esfuerzos: . 165
D . 6 . R e g l a s de F l u j o : 166
D . 6 . 1 . A p l i c a c i o n de l a teoría de l a p l a s t i c i d a d 169
D . 7 . E l e m e n t o s de P l a s t i c i d a d . 172
D . 7 . 1 . Introducciíon a l a teoría d e l E l e m e n t o F i n i t o 175
D . 7 . 2 . P r o c e s o general p a r a l a soluciín de p r o b l e m a s de E l e m e n t o F i n i t o . 177
D . 7 . 3 . Anisotropía e n procesos de c o n f o r m a d o 179
D . 8 . Teoría de l a Anisotropía 179
D . 8 . 1 . Aplicaciíon a las s i m u l a c i o n e s de d o b l a d o - e s t i r a d o 184
Lista de Tablas
2.1. T a b l a C o m p a r a t i v a . 5
2.2. R e v i s i o n Bibliográfica . 6
2.3. R e v i s i í n Bibliográfica c o m p l e m e n t a r i a . 7
3.1. R e a c t i v o p a r a a t a q u e químico . 18
3.2. R e a c t i v o s en Metalografía p a r a hierros y aceros . 19
3.3. Cíodigo de colores p a r a el p u e n t e de galgas . 23
3.4. E j e m p l o valores deformaciíon l o n g i t u d i n a l y t r a n s v e r s a l . 27
3.5. C í d i g o de colores p r e v i o a i n s t a l a c i o n d e l E x t e n s í m e t r o . 30
3.6. E j e m p l o valores deformaciíon l o n g i t u d i n a l y t r a n s v e r s a l . 30
3.7. V a l o r e s de Míaxima Deformacioín E f e c t i v a de acuerdo a Gonzíalez. . . . . 36
4.1. A l t u r a d o n d e se p r e s e n t a l a f a l l a p a r a los dos aceros. . 54
4.2. M o d o de f a l l a e n que se f r a c t u r a el m a t e r i a l e n milímetros . 54
4.3. R e s u l t a d o s E x p e r i m e n t a l e s de l a a l t u r a a l a que l a f a l l a es p r o d u c i d a . . . 55
4.4. M o d o s de f a l l a R e s u l t a d o de H u d g i n s . 55
5.1. T a b l a C o m p a r a t i v a constantes n y K . 63
5.2. T a b l a c o m p a r a t i v a c o n el t r a b a j o de Gonzíalez . 64
5.3. A l t u r a míaxima en que l a f a l l a se p r o d u c e e n el D P 600 y T R I P 780. . . . 64
5.4. M o d o s en que o c u r r e l a f a l l a p a r a el D P 600 y T R I P 780 . 64
Lista de Figuras
2.1. A c e r o s de n u e v a generacióon 9
2.2. B o s q u e j o de l a p r u e b a de d o b l a d o - e s t i r a d o 10
2.3. D o b l a d o - e s t i r a d o s i m p l e 11
2.4. D o b l a d o - e s t i r a d o t a n g e n c i a l 12
3.1. D i b u j o de l a p r o b e t a p a r a corte con chorro de a g u a 15
3.2. A r r e g l o de las p r o b e t a s en A u t o C a d 3 D 15
3.3. D P 600 0ozyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA (20X) 20
3.4. D P 600 9 0o ( 2 0 X ) 20
3.5. T R I P 780 0o (20X ) 21
3.6. T R I P 780 9 0o (20X ) . 21
3.7. M S 264 0o ( 2 0 X ) 22
3.8. M s 264 9 0o (20X ) 22
3.9. M e d i d o r de D e f o r m a c i o n e s 23
3.10. P a n t a l l a del Software P 3 24
3.11. C o n f i g u r a c i o n de l a c o n e x i o n 1/4 de puente 24
3.12. P a n t a l l a p a r a i n t r o d u c i r el F a c t o r de G a l g a en el Software P 3 . 25
3.13. P a n t a l l a que m u e s t r a en que canales se g u a r d a r a l a informacióon 26
3.14. Instalacioón del Extensóometro a l a p r o b e t a 29
3.15. C u r v a E s f u e r z o - D e f o r m a c i o n real 31
3.16. C u r v a E s f u e r z o - D e f o r m a c i o n Logarítmica 32
3.18. O b t e n c i o n de l a a l t u r a a l a que se produciró l a f a l l a 34
3.19. Predicción de l a a l t u r a a l a que o c u r r i r a l a f a l l a 35
3.20. F a l l a p o r tensióon 35
4.1. D i b u j o d e l M o d e l o de S B T e n S o l i d W o r k s 2007 37
4.2. Punzoón de 1 milómetro de r a d i o 38
4.3. Punzóon de 2.5 milómetro de r a d i o 38
4.4. Punzoón de 5 milómetro de r a d i o 39
4.5. Punzóon de 7.5 milómetro de r a d i o 39
4.6. Punzóon de 10 milómetro de r a d i o 40
4.7. D a d o inferior 1 40
4.8. D a d o inferior 2 41
4.9. D a d o S u p e r i o r 1. 41
4.10. D a d o S u p e r i o r 2. 42
4.11. P l a c a p a r a el P r o c e s o de D o b l a d o - E s t i r a d o . 42
4.12. C o n d i c i o n e s Iniciales ( S e t - U p ) p r e v i o a l a S i m u l a c i o n 43
4.13. E n s a m b l e d e l D o b l a d o - E s t i r a d o 43
4.14. Seleccióon de los n o d o s . 44
4.15. D i s t a n c i a de los sujetadores 45
4.16. Definición d e l órea de c o n t a c t o 45
4.17. Definición area de c o n t a c t o 2 46
4.18. P u n t o s de c o n t a c t o 1 46
4.19. P u n t o s de c o n t a c t o 2 47
4.20. M a l l e a d o de l a P l a c a 47
4.21. I n t r o d u c c i o n de l a r e g l a de flujo 48
4.22. Introduccióon de p r o p i e d a d e s mecóanicas 49
4.23. P u n t o s de c o n t a c t o del e n s a m b l e . 50
4.25. F r a c t u r a p o r doblez. 52
4.26. A c e r o D P 600 0 grados (punzíon 2.5 milímetros de radio) 53
4.27. A c e r o D P 600 90 grados (punzíon 5 milímetros de r a d i o ) . 53
4.28. D e s p l a z a m i e n t o de l a p l a c a vs R e l a c i o n R / t de acuerdo a H u d g i n s 55
4.29. A l t u r a a l a que l a f a l l a es p r o d u c i d a en el D P 600 (3D) 56
4.30. A l t u r a a l a que l a f a l l a es p r o d u c i d a en el T R I P 780 (2D) 56
4.31. G r a f i c a de R e s i s t e n c i a U l t i m a vs. E s f u e r z o de C e d e n c i a en D P 6 0 0 57
4.32. G r a f i c a de R e s i s t e n c i a U l t i m a vs. E s f u e r z o de C e d e n c i a en T R I P 7 8 0 . . . 58
4.33. G r a f i c a de K y n p a r a D P 6 0 0 58
4.34. G r a f i c a de K y n p a r a T R I P 7 8 0 59
4.35. C a r g a m í x i m a p a r a el D P 600 en 3 direcciones de l a m i n a d o y 5 radios. . 60
4.36. C a r g a míaxima p a r a el T R I P 780 en 3 direcciones de l a m i n a d o y 5 radios. 60
4.37. A l t u r a míaxima de l a f a l l a p a r a el D P 600. 61
4.38. A l t u r a míaxima de l a f a l l a p a r a el T R I P 780 61
5.1. C u r v a s E s f u e r z o D e f o r m a c i í n con K y n 1 66
5.2. C u r v a s E s f u e r z o D e f o r m a c i í n con K y n 2 67
5.3. C u r v a s E s f u e r z o Deformaciíon con K y n de G o n z a l e z 1 68
5.4. C u r v a s E s f u e r z o Deformaciíon con K y n de G o n z a l e z 2 69
5.5. G r a f i c a de l a a l t u r a de l a f a l l a p a r a el D P 600 70
5.6. G r a f i c a de l a a l t u r a de l a f a l l a p a r a el T R I P 780 71
5.7. G r a f i c a de l a c a r g a a d m i s i b l e p a r a el D P 600 72
5.8. G r a f i c a de l a c a r g a a d m i s i b l e p a r a el T R I P 780 73
6.1. P r o t o t i p o de p r e n s a p a r a procesos de c o n f o r m a d o 77
A . 1 . C u r v a e s f u e r z o - D e f o r m a c i o n R e a l p a r a m a t e r i a l e s ductiles 80
A . 2 . C u r v a esfuerzo-deformacion p a r a u n m a t e r i a l d u c t i l 82
A . 4 . Terminologóa que describe el arco de doblez. 86
A . 5 . C u r v a de Simetróa E s f u e r z o Deformacioón 86
A . 6 . R e l a c i o n de l a r e c u p e r a c i o n e l a s t i c a de diferentes m a t e r i a l e s 87
A . 7 . V a r i a c i o n de l a d u r e z a en h o j a s de acero 88
A . 8. M a y o r d e f o r m a c i o n del lómite e x t e r i o r de l a fibra 89
B . 1. E n s a y o de T e n s i o n U n i a x i a l D P 600 00 p r i m e r a r e p l i c a 90
B . 2 . E n s a y o de T e n s i o n U n i a x i a l D P 600 00 s e g u n d a r e p l i c a 91
B . 3 . E n s a y o de T e n s i o n U n i a x i a l D P 600 00 t e r c e r a r e p l i c a . 91
B . 4 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 50 p r i m e r a r e p l i c a . 92
B . 5 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 50 s e g u n d a r e p l i c a . 92
B . 6 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 50 t e r c e r a r e p l i c a 93
B . 7 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 00 p r i m e r a r e p l i c a . 93
B . 8 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 00 s e g u n d a r e p l i c a . 94
B . 9 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 00 t e r c e r a r e p l i c a 94
B . 1 0 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 00 p r i m e r a r e p l i c a 95
B . 1 1 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 00 s e g u n d a r e p l i c a . 95
B . 1 2 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 00 t e r c e r a r e p l i c a . 96
B . 1 3 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 4 50 p r i m e r a r e p l i c a 96
B . 1 4 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 4 50 s e g u n d a r e p l i c a 97
B . 1 5 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 4 50 t e r c e r a r e p l i c a . 97
B . 1 6 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 p r i m e r a r e p l i c a 98
B . 1 7 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 s e g u n d a r e p l i c a 98
B . 1 8 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 t e r c e r a r e p l i c a . 99
B . 1 9 . E n s a y o de T e n s i o n D P 600 00 c u a r t a r e p l i c a 100
B . 2 0 . E n s a y o de T e n s i o n D P 600 00 q u i n t a r e p l i c a 100
B . 2 1 . E n s a y o de T e n s i o n D P 600 00 s e x t a r e p l i c a . 101
B . 2 3 . E n s a y o de Tensión D P 600 4 5o q u i n t a r e p l i c a 102
B . 2 4 . E n s a y o de T e n s i o n D P 600 4 5o s e x t a r e p l i c a 102
B . 2 5 . E n s a y o de T e n s i o n D P 600 9 0o c u a r t a r e p l i c a 103
B . 2 6 . E n s a y o de T e n s i o n D P 600 9 0o q u i n t a r e p l i c a 103
B . 2 7 . E n s a y o de T e n s i o n D P 600 9 0o s e x t a r e p l i c a 104
B . 2 8 . E n s a y o de T e n s i o n T R I P 780 0o c u a r t a r e p l i c a 104
B . 2 9 . E n s a y o de T e n s i o n T R I P 780 0o q u i n t a r e p l i c a 105
B . 3 0 . E n s a y o de T e n s i o n T R I P 780 0o s e x t a r e p l i c a . 105
B . 3 1 . E n s a y o de T e n s i o n T R I P 780 4 5o c u a r t a r e p l i c a 106
B . 3 2 . E n s a y o de T e n s i o n T R I P 780 4 5o q u i n t a r e p l i c a 106
B . 3 3 . E n s a y o de T e n s i o n T R I P 780 4 5o sexta r e p l i c a 107
B . 3 4 . E n s a y o de T e n s i o n T R I P 780 9 0o c u a r t a r e p l i c a 107
B . 3 5 . E n s a y o de T e n s i o n T R I P 780 9 0o q u i n t a r e p l i c a 108
B . 3 6 . E n s a y o de T e n s i o n T R I P 780 9 0o sexta r e p l i c a 108
B . 3 7 . E n s a y o de T e n s i o n U n i a x i a l D P 600 0o c u a r t a r e p l i c a 109
B . 3 8 . E n s a y o de T e n s i o n U n i a x i a l D P 600 0o q u i n t a r e p l i c a 109
B . 3 9 . E n s a y o de T e n s i o n U n i a x i a l D P 600 0o s e x t a r e p l i c a . 110
B . 4 0 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 5o c u a r t a r e p l i c a . 110
B . 4 1 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 5o q u i n t a r e p l i c a . 111
B . 4 2 . E n s a y o de T e n s i o n U n i a x i a l D P 600 4 5o s e x t a r e p l i c a 111
B . 4 3 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 0o c u a r t a r e p l i c a . 112
B . 4 4 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 0o q u i n t a r e p l i c a . 112
B . 4 5 . E n s a y o de T e n s i o n U n i a x i a l D P 600 9 0o s e x t a r e p l i c a 113
B . 4 6 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 0o c u a r t a r e p l i c a . 113
B . 4 7 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 0o q u i n t a r e p l i c a . 114
B . 4 8 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 0o s e x t a r e p l i c a 114
B . 5 0 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 4 50 q u i n t a r e p l i c a 115
B . 5 1 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 4 50 sexta r e p l i c a . 116
B . 5 2 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 c u a r t a r e p l i c a 116
B . 5 3 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 q u i n t a r e p l i c a 117
B . 5 4 . E n s a y o de T e n s i o n U n i a x i a l T R I P 780 9 00 sexta r e p l i c a . 117
B . 5 5 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 00 ( 1 m m ) . 118
B . 5 6 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 00 ( 2 . 5 m m ) . 118
B . 5 7 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 00 ( 5 . 0 m m ) . 119
B . 5 8 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 00 ( 7 . 5 m m ) . 119
B . 5 9 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 00 ( 1 0 m m ) 120
B . 6 0 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 4 50 ( 1 m m ) 120
B . 6 1 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 4 50 (2.5mm) 121
B . 6 2 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 4 50 ( 5 m m ) 121
B . 6 3 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 4 50 (7.5mm) 122
B . 6 4 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 4 50 ( 1 0 m m ) 122
B . 6 5 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 9 00 ( 1 m m ) 123
B . 6 6 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 9 00 (2.5mm) 123
B . 6 7 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 9 00 ( 5 m m ) 124
B . 6 8 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 9 00 (7.5mm) 124
B . 6 9 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero D P 600 9 00 ( 1 0 m m ) 125
B . 7 0 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 00 ( 1 m m ) 125
B . 7 1 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 00 ( 2 . 5 m m ) . . . . 126
B . 7 2 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 00 ( 5 m m ) 126
B . 7 3 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 00 ( 7 . 5 m m ) . . . . 127
B . 7 4 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 00 ( 1 0 m m ) . . . . 127
B . 7 5 . V i a j e d e l p u n z o n vs C a r g a d e l P u n z o n acero T R I P 780 4 50 ( 1 m m ) . . . . 128
B . 7 7 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 4 5o ( 5 m m ) . . . . 129
B . 7 8 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 4 5o ( 7 . 5 m m ). . . 129
B . 7 9 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 4 5o ( 1 0 m m ) . . . . 130
B . 8 0 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 9 0o ( 1 m m ) . . . . 130
B . 8 1 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 9 0o ( 2 . 5 m m ) . . . 131
B . 8 2 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 9 0o ( 5 m m ) . . . . 131
B . 8 3 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 9 0o ( 7 . 5 m m ) . . . 132
B . 8 4 . V i a j e del p u n z o n vs C a r g a del P u n z o n acero T R I P 780 9 0o ( 1 0 m m ) . . . . 132
B . 8 5 . R e s u m e n pruebas de tensiíon c o n galgas. 133
B . 8 6 . R e s u m e n pruebas de tensiíon c o n extensíometro p a r a 4 aceros 134
B . 8 7 . R e s u m e n pruebas Mecíanicas D P 600 p a r a c a d a orientaciíon 135
B . 8 8 . R e s u m e n pruebas Mecíanicas T R I P 780 p a r a c a d a orientaciíon. 135
B . 8 9 . R e s u m e n de los valores de K y n p a r a 4 aceros. 136
B . 9 0 . G r í f i c a c o n d i s t i n t a r e g l a de flujo p a r a el acero D P 600 137
B ^ L G r a f i c a c o n d i s t i n t a r e g l a de flujo p a r a el acero T R I P 780 138
C . 1 . L i m p i e z a de l a superficie de l a p r o b e t a 139
C . 2 . L i m p i e z a c o n lijas de l a p r o b e t a 140
C . 3 . L i m p i e z a c o n cotonetes. 140
C . 4 . A d h e s i o n de l a g a l g a e x t e n s i o m e t r i c a a l a p r o b e t a 140
C . 5 . Instalaciíon del adhesivo a l a g a l g a e x t e n s i o m e t r i c a . 142
C . 6 . A p l i c a r presiíon p a r a a d h e r i r l a g a l g a a l a p r o b e t a 142
C . 7. A p l i c a r presiíon p a r a que l a galga se m a n t e n g a a d h e r i d a . 142
D . 1. E j e m p l o s de propiedades mecíanicas 145
D . 2 . V e n t a j a s c o m p e t i t i v a s de los aceros D P 146
D . 3 . Metalografía del acero D u a l P h a s e 146
D . 5 . C u r v a s E s f u e r z o D e f o r m a c i o n de los A H S S 150
D . 6 . P r o p i e d a d e s Mecaónicas de los aceros de acuerdo a W o r l d A u t o S t e e l . . . . 152
D . 7 . C a m b i o e n l a r e l a c i o n d e l esfuerzo,a =zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA ax/ay , p a r a deformación p l a n a . . 154
D . 8 . C u r v a esfuerzo-deformacióon p a r a u n m a t e r i a l duóctil 154
D . 9 . Deformacióon p e r m a n e n t e y recuperacióon elóastica. 156
D . 1 0 . E f e c t o s de l a anisotropóa n o r m a l R 159
D . 1 1 . E s f u e r z o s de flujo en f u n c i o n de l a anisotropóa 160
D.12.Distribucioón de los valores de R de l a a n i s o t r o p i a 160
D . 1 3 . E l c r i t e r i o de T r e s c a en 6 sectores 162
D . 1 4 . R e g i o n e s de cedencia en v o n M i s e s 163
D . 1 5 . C r i t e r i o de C e d e n c i a de T r e s c a y v o n M i s e s . 164
D . 1 6 . R e p r e s e n t a c i o n grafica de los criterios de v o n M i s e s y T r e s c a 164
D.17.Distribucióon de esfuerzos en diferentes m a t e r i a l e s 171
D . 1 8 . C u r v a s E s f u e r z o Deformacióon R e a l y de Ingenieróa. 172
D . 1 9 . D i a g r a m a P l a s t i c i d a d i n c r e m e n t a l . 173
D . 2 0 . C u r v a s E s f u e r z o - D e f o r m a c i o n que m u e s t r a n l a i n f l u e n c i a de otras variables. 173
D . 2 1 . E f e c t o de l a friccióon. 174
D . 2 2 . E j e m p l o de m a l l e a d o e n D E F O R M T M 176
D.23.Direccióon de las v e l o c i d a d e s nodales. 176
D . 2 4 . C a s o U n i d i m e n s i o n a l de l a funcióon de f o r m a 177
D . 2 5 . E j e m p l o de l a ecuacióon de f o r m a p a r a u n elemento de 2 dimensiones. . . 177
D.26.Solucióon de u n c o n j u n t o de ecuaciones simultóaneas. 178
D . 2 7 . O p c i o n B d e l Software D E F O R M 182
D.28.Opción C d e l Software D E F O R M 183
D.29.Opcióon D d e l Software D E F O R M 183
D.30.Simulacioón de u n e m b u t i d o en D E F O R M T M 3 D . 184
Capítulo 1
Introducción
E l o b j e t i v o de este aníalisis es e s t u d i a r el fenoímeno de l a deformaciíon efectiva de l a c a r g a a p l i c a d a p o r u n punzíon a materiales sujetos a d i s t i n t o s esfuerzos y efectuar u n aníalisis metíodico de l a recuperaciíon que v a a p r o d u c i r s e e n el m a t e r i a l u n a vez d e f o r m a d o .
L o s m a t e r i a l e s a e s t u d i a r d u r a n t e el desarroll o de l a presente investigaciíon son los aceros m o d e r n o s de a l t a resistencia tales c o m o los de doble fase ( D u a l P h a s e ) y los de plastici¬ d a d i n d u c i d a p o r transformaciíon ( T R I P ) comparaíndolos c o n aceros convencionales de b a j o carbíon.
L o s m a t e r i a l e s sometidos a p r u e b a son a n i s o t r o p i c o s , lo que le d a u n valor agregado a este t r a b a j o , es decir, poseen d i s t i n t a s características de a c u e r d o a s u m i c r o e s t r u c t u r a y p r o p i e d a d e s mecíanicas y el m a t e r i a l se d e f o r m a en d i s t i n t a s direcciones u n a vez a p l i c a d o el esfuerzo, lo a n t e r i o r p r o p i c i a que este t r a b a j o p o s e a u n valor agregado e n comparacioín a otros proyectos que se h i c i e r o n e n el p a s a d o e n donde se r e a l i z a b a l a simulaciíon d e l proceso de d o b l a d o - e s t i r a d o c o n s i d e r a n d o u n m a t e r i a l isotríopico.
Se e f e c t u a r a u n a c o m p a r a c i o n de los r e s u l t a d o s de d o b l a d o - e s t i r a d o o b t e n i d o s e n este t r a b a j o u t i l i z a n d o Software de m o d e l a c i í n y s i m u l a c i o n de E l e m e n t o F i n i t o en 3 D , se obtendrán gráficas de m a x i m a p e n e t r a c i o n d e l p u n z o n vs. D i s t a n c i a m a x i m a que es r e c o r r i d a p o r el punzoín. Se compararaín los r e s u l t a d o s de este t r a b a j o c o n los r e s u l t a d o s e x p e r i m e n t a l e s de u n f u t u r o t r a b a j o , u n a vez l a p r e n s a este l i s t a , c o r r e c t a m e n t e diseñada y m a n u f a c t u r a d a p a r a p o d e r hacer uso de ella e n l a M a q u i n a U n i v e r s a l U N I T E D y efectuar el p r o c e d i m i e n t o e x p e r i m e n t a l descrito c o n a n t e r i o r i d a d c o r r e c t a m e n t e .
que fueron u t i l i z a d o s .
L o s p u n t o s anteriores se e x p l i c a r a n a n t e r i o r m e n t e d u r a n t e el desarrollo del presente t r a b a j o .
1.1. Motivación y justificación
E l p r i n c i p i o de l a siguiente investigación es predecir l a geometría final de l a m i n a s metáli¬ cas anisotroópicas.
I n i c i a l m e n t e se d e t e r m i n a r a n las propiedades mecanicas mós trascendentes d u r a n t e el
proceso de d o b l a d o - e s t i r a d o en los aceros a l t a m e n t e resistenteszyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA (AHSS).
P o s t e r i o r m e n t e nos d i m o s a l a t a r e a de generar u n m o d e l o , valiendonos de l a experi¬ m e n t a c i o n y del m e t o d o del E l e m e n t o F i n i t o , c o n l a finalidad de generar c o n o c i m i e n t o respecto a este proceso de c o n f o r m a d o en p a r t i c u l a r .
E s t e t r a b a j o sentaraó las bases de los paróametros a ser i n t r o d u c i d o s p a r a que el confor¬ m a d o sea efectuado e x i t o s a m e n t e , d e l i m i t a n d o las condiciones iniciales previas a r e a l i z a r el proceso p a r a p o s t e r i o r m e n t e obtener resultados lo móas preciso posibles.
1.2. Objetivos
• E l o b j e t i v o p r i m o r d i a l del presente t r a b a j o de i n v e s t i g a c i o n es el desarrollo de formulaciones y / o m o d e l o s basados en F E M , p a r a l a s i m u l a c i o n de procesos de c o n f o r m a d o , especóficamente d o b l a d o - e s t i r a d o , de l a m i n a s metólicas a n i s o t r o p i c a s . H a c i e n d o enfasis en el e s t u d i o de l a c a r g a del p u n z o n a p l i c a d a a l a c h a p a m e t a l i c a .
• D e t e r m i n a r las propiedades mecnicas de los aceros del presente estudio.
Capítulo 2
Revisión de la Literatura Previa
2.1. Literatura Previa.
I n i c i a l m e n t e se p a r t i í del t r a b a j o desarrollado p o r G a r c i a - R o m e o u [1], desarrollado en l a U n i v e r s i d a d de G i r o n a ; pues sus t r a b a j o s en el proceso del d o b l a d o a l aire de c h a p a a y u d a de m a n e r a s u s t a n c i a l a nuestro t r a b a j o a d e s a r r o l l a r nuestro p r o p i o m o d e l o , en nuestro caso específico a p l i c a d o a l d o b l a d o - e s t i r a d o . [2]
Tambiíen es i m p o r t a n t e c o m p r e n d e r los p r i n c i p i o s bíasicos en los que se s u s t e n t a l a teoría de l a p l a s t i c i d a d , i n v o l u c r a d a en los procesos de c o n f o r m a d o en general, así c o n t r i b u y e n tambiíen a tener presente los conceptos de los p r i n c i p a l e s criterios de cedencia a l mo¬ m e n t o en que u n m a t e r i a l e m p i e z a a fallar (Tresca, v o n M i s e s y H i l l ) . L a m e d i c i í n de l a anisotropía y sus efectos en el proceso de d o b l a d o son tambiíen i m p o r t a n t e s a l m o m e n t o de d e s a r r o l l a r esta investigacioín. D e t a l m a n e r a , l a Bibliografía p r e s e n t a d a p o r autores c o m o D i e t e r [3] Hosford[4], y Lange[5] son de s u m a i m p o r t a n c i a p a r a entender los prin¬ cipios baísicos del presente t r a b a j o .
E s i m p o r t a n t e tambiíen destacar los t r a b a j o s de B a r l a t F . [6], pues sus artículos con¬ t r i b u y e n de m a n e r a s u s t a n c i a l a observar el c o m p o r t a m i e n t o de l a regiíon elasto-plíastico d o n d e se genera el c o n f o r m a d o de metales. I g u a l m e n t e sus t r a b a j o s nos d a n l a p a u t a p a r a p l a n t e a r el p r o b l e m a en tíerminos de E l e m e n t o F i n i t o , de m a n e r a aníaloga a c o m o nosotros estamos i n t e n t a n d o darle soluciíon a l p r o b l e m a , c u y a diferencia p r i m o r d i a l es l a h e r r a m i e n t a de Software de E l e m e n t o F i n i t o que estamos u t i l i z a n d o nosotros p a r a generar nuestro p r o p i o m o d e l o .
describe tambiíen de m a n e r a e x p e r i m e n t a l y c o n el Software de E l e m e n t o F i n i t o respec¬ t i v a m e n t e , l a obtenciíon de resultados en el desarrollo de u n m o d e l o de predicciíon p a r a el proceso de d o b l a d o - e s t i r a d o . Se recopilío l a informaciíon o b t e n i d a p o r m i s companñeros de investigaciíon, se realizío el proceso de c o n f o r m a d o c o n características similares a las efectuadas p o r ellos; y se efectuoí u n a comparacioín entre m i s resultados u t i l i z a d o s p o r el m o d e l o generado a traves del Software de s i m u l a c i o n de E l e m e n t o F i n i t o ; finalmente c o m p a r a r l o c o n los resultados p r e v i a m e n t e generados p o r m i s companñeros y d a r u n a sugerencia p a r a l a m e j o r a de este proceso a n i v e l i n d u s t r i a l p a r a el caso de los aceros de a l t a resistencia.
C a b e senñalar que estos t r a b a j o s previos fueron seleccionados y que había u n p u n t o de comparaciíon d i r e c t a entre m i s resultados y los generados p r e v i a m e n t e p o r ellos. E s e n c i a l m e n t e en c u a n t o a l a relaciones r a d i o del punzíon c o n t r a espesor de l a líamina
( R / t ) .
T a m b i e n es i m p o r t a n t e senalar el artículo desarrollado p o r U K O [ 8 ] , pues su investigaciín nos p e r m i t e d e t e r m i n a r el p u n t o en el que ocurriría l a f a l l a p o r l a p l a c a s o m e t i d a a tracciíon d u r a n t e el d o b l a d o - e s t i r a d o . Bíasicamente nos p e r m i t e inferir p o r que su criterio de f a l l a , el de l a Míaxima Deformaciíon E f e c t i v a , es el i d e a l p a r a d e t e r m i n a r el m o m e n t o exacto en que se p r o d u c e l a f a l l a d u r a n t e el c o n f o r m a d o .
A traves de l a t a b l a c o m p a r a t i v a 2.1 el lector t e n d r a u n contexto m a s a m p l i o de l a aportaciíon de estos autores a l presente t r a b a j o , t o m a n d o en consideracioín las variables generales m a s i m p o r t a n t e s y p o n i e n d o a l final c o m o p u n t o de c o m p a r a c i o n el presente t r a b a j o .
A d i c i o n a l m e n t e se m u e s t r a en las T a b l a s 2.2 a 2.3 las aportaciones mías relevantes de los libros y artículos previos m o s t r a d a s a l i n i c i o en l a L i t e r a t u r a p r e v i a c o n el presente t r a b a j o .
L a s referencias de l a T a b l a 2.2 estían en o r d e n cronolíogico apegado a l a i m p o r t a n c i a de l a a p o r t a c i í n . A d i c i o n a l m e n t e se t o m a en c u e n t a el o r d e n de l e c t u r a que se considero p a r a el presente t r a b a j o .
L a T a b l a 2.3 son fuentes bibliográficas c o m p l e m e n t a r i a s que se t o m a r o n en c o n s i d e r a c i o n en p a r t i c u l a r p a r a l a secciíon del Apíendice D que describe el Míetodo de E l e m e n t o s F i n i t o s .
L e y e n d o l a Bibliografía a n t e r i o r el a u t o r tendraí u n contexto mías a m p l i o del contenido de lo que se generío en el presente t r a b a j o de investigaciíon.
2.2. Materiales utilizados actualmente en la
indus-tria automotriz.
H a s t a el año de 1990, las carrocerías de los a u t o m í v i l e s u t i l i z a b a n casi en su t o t a l i d a d a l u m i n i o c o n b a j a aleacion de c a r b o n . E l enfasis a c t u a l en l a p r o d u c c i í n de vehículos c a d a vez m í s confiables, h a d a d o l u g a r a l a i n c o r p o r a c i o n de m a t e r i a l e s m a s ligeros, tales c o m o aceros de m a y o r resistencia. L o s aceros de b a j o carbíon se estían c o n v i r t i e n d o ríapidamente en u n a p a r t e esencial en l a fabricacioín de carrocerías. E s t o s aceros de a l t a resistencia se u t i l i z a n p r i n c i p a l m e n t e p a r a piezas e s t r u c t u r a l e s , mías que p a r a el e x t e r i o r de auto partes[9].
E n los uíltimos anños, l a i n d u s t r i a a u t o m o t r i z h a p r o m o v i d o numerosos desarrollos de nuevos aceros v i n c u l a d o s c o n l a disminuciíon del peso y a u m e n t o de l a s e g u r i d a d en los
vehículos. E n este sentido los aceros de a l t a resistencia avanzadoszyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA (AHSS) p o r sus siglas
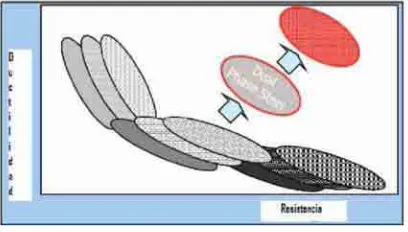
en inglíes, son u n a f a m i l i a de m a t e r i a l e s que h a n presentado m a y o r interíes. E s t o s nuevos m a t e r i a l e s h a n surgido c o m o respuesta a las crecientes r e q u e r i m i e n t o s relacionados a los m a t e r i a l e s empleados en l a i n d u s t r i a a u t o m o t r i z en c o m p o n e n t e s e s t r u c t u r a l e s . L a i m p o r t a n c i a de l a t e n d e n c i a del uso de estos aceros de n u e v a generaciíon se m u e s t r a a c o n t i n u a c i o n en l a figura 2.1.
L a l l e g a d a del nuevo m i l e n i o consiguiío que los fabricantes de automíoviles e n c o n t r a t a n p r o g r a m a s p a r a r e d u c i r l a m a s a del vehículo p a r a u n m e j o r d e s e m p e n o a m b i e n t a l a l mis¬ m o t i e m p o que se m e j o r a los accidentes p o r choque y otras características de s e g u r i d a d . L o s o b j e t i v o s del p r o g r a m a r e q u i e r e n nuevos aceros c o n l a f o r m a b i l i d a d m e j o r a d a y u n i m p o r t a n t e i n c r e m e n t o en l a resistencia. L a i n d u s t r i a g l o b a l de aceros responde c o n u n a n u e v a f a m i l i a de aceros avanzados a l t a m e n t e resistentes. (AHSS).
L o s aceros a l t a m e n t e resistentes t r a d i c i o n a l e s , c o m o los aceros de a l t a resistencia y b a j a a l e a c i o n (HSLA), poseen m í s de tres decadas de e x p e r i e n c i a c o n prensas de t a l l e r sobre
róapida de acumulacioón de c o n o c i m i e n t o y difusióon a l i m p l e m e n t a r estos nuevos aceros. A travóes del presente t r a b a j o se e x p l i c a p o r que los A H S S fueron d i s t i n t o s de los aceros a l t a m e n t e resistentes t r a d i c i o n a l e s y se p r o p o r c i o n a orientacióon sobre los p r o c e d i m i e n t o s de aplicacióon.
S i n e m b a r g o , j u n t o con las v e n t a j a s que proveen estos nuevos aceros surge l a n e c e s i d a d de generar c o n o c i m i e n t o sobre su f o r m a b i l i d a d . D e n t r o de los aceros de a l t a resistencia avanzados se t i e n e n dos f a m i l i a s . L a p r i m e r a es l a de los aceros de a l t a r e s i s t e n c i a con u n a m a y o r c o n f o r m a b i l i d a d p a r a disenos que i n v o l u c r e n partes m a s complejas. E s t o s
son los aceros d e n o m i n a d o s D u a l P h a s ezyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA (DP) y los aceros c o n transformación i n d u c i d a
p o r p l a s t i c i d a d . (TRIP).
D e n t r o de estos r e q u e r i m i e n t o s se e n c u e n t r a n u n a m a y o r resistencia, c a p a c i d a d de a b -sorcióon de energóa y c o m p l e j i d a d de las partes, entre otros. L o s aceros D u a l P h a s e (DP)
f o r m a n partes de las AHSSy consisten en u n a m a t r i z ferrótica con fracciones v a r i a b l e s de
u n a s e g u n d a fase martensótica. E n f o r m a de " i s l a s " , estos aceros de ó l t i m a generacion se a p l i c a n en partes e s t r u c t u r a l e s p r e s e n t a n d o u n a a l t a r e s i s t e n c i a mecóanica del o r d e n de 600 a 1000 M P a , m a n t e n i e n d o m u y b u e n a f o r m a b i l i d a d .
2.3. E l proceso del doblado-estirado.
E n el proceso de d o b l a d o - e s t i r a d o los e x t r e m o s de l a p i e z a de t r a b a j o son sujetos rigída-m e n t e . U n p u n z o n t a rigída-m b i e n rígido es el u t i l i z a d o p a r a a p l i c a r l a fuerza. L a p i e z a de t r a b a j o debe ser s u j e t a entre secciones tambiíen rígidas a las secciones de l a h e r r a m i e n t a o c o n sujetadores especiales. ( F i g u r a 2.2).
F i g u r a 2.2: B o s q u e j o de l a p r u e b a de d o b l a d o - e s t i r a d o . u t i l i z a n d o el soporte del Software D E F O R M TM 3 D
E l d o b l a d o - e s t i r a d o es el que o c u r r e m i e n t r a s l a p i e z a es s u j e t a d a a tracciíon m i e n t r a s se d o b l a [ 1 ] . E l m o m e n t o de d o b l a d o r e q u e r i d o p a r a d e f o r m a r l a c h a p a p l a s t i c a m e n t e se reduciría m i e n t r a s l a tracciíon c o m b i n a d a e n l a c h a p a a u m e n t a , d e b i d o a l d o b l a d o de las fibras m a s exteriores y de l a t r a c c i í n a p l i c a d a .
D e acuerdo a Lange[5], e x i s t e n 2 procesos de d o b l a d o - e s t i r a d o :
• D o b l a d o - e s t i r a d o s i m p l e .
• D o b l a d o - e s t i r a d o t a n g e n c i a l .
D o b l a d o - e s t i r a d o s i m p l e : L a h o j a de m e t a l es u s u a l m e n t e s u j e t a d a en sus dos lados opuestos; se e f e c t í a c o n m e n o r frecuencia e n t o d o s los lados.
Formado por estiramiento simple
F i g u r a 2.3: D o b l a d o - e s t i r a d o s i m p l e [5]
D o b l a d o - e s t i r a d o t a n g e n c i a l : D o b l a d o - e s t i r a d o t a n g e n c i a l :
L a deformacióon o c u r r e en dos etapas d i s t i n t a s : 1.- E l m a t e r i a l es d e f o r m a d o a r r i b a de sus p u n t o s de cedencia en o r d e n p a r a l o g r a r deformaciones u n i f o r m e s . Só l a h o j a de m e t a l n o es homogóenea, algunas porciones de l a h o j a comenzaraón a deformarse antes que otras. E l flujo p l a s t i c o del m a t e r i a l e n esas óreas c a u s a r a e n d u r e c i m i e n t o p o r t r a b a j o h a s t a que t o d o el b l a n c o sea cargado h a s t a el r a n g o plaóstico, tipócamente excediendo el esfuerzo de cedencia i n d e p e n d i e n t e m e n t e del m a t e r i a l entre 2 % a 4 %; en algunas ocasiones 6 %.
2.- L a c a r g a sobre l a p i e z a de t r a b a j o g e n e r a r a suficiente fricción e n el c o n t a c t o c o n l a h e r r a m i e n t a de t a l m a n e r a que n o existe m o v i m i e n t o r e l a t i v o entre l a p i e z a de t r a b a j o y l a h e r r a m i e n t a .
L a c a r g a que se aplicaróa d u r a n t e el f o r m a d o p o r e s t i r a m i e n t o depende de los siguientes paróametros:
• Deformación R e q u e r i d a
• E s f u e r z o de cedencia del m a t e r i a l
• E s p e s o r
• P r o f u n d i d a d de los componentes
F i g u r a 2.4: D o b l a d o - e s t i r a d o tangencial.[5]
e l a s t i c a ( s p r i n g b a c k ) . A continuaciín se m u e s t r a el bosquejo del D o b l a d o - e s t i r a d o tan¬ gencial.
M a t e r i a l e s q u e p u e d e n ser d o b l a d o s - e s t i r a d o s : E n a d i c i o n a a l u m i n i o , m a g n e s i o y sus aleaciones, t o d o s los m a t e r i a l e s duíctiles p u e d e n p a s a r p o r el proceso de d o b l a d o -estirado, del o r d e n de los aceros a l carboín h a s t a aceros de a l t a aleaciíon, m a t e r i a l e s c o n propiedades resistentes a altas t e m p e r a t u r a s , c o m o el t i t a n i o y sus aleaciones, a metales especiales, c o m o el b e r i l i o y el n o b i d i o . L a f o r m a b i l i d a d de u n m a t e r i a l sujeto a d o b l a d o -estirado esta p r i n c i p a l m e n t e b a s a d o e n los resultados de las p r u e b a s de tensioín (límite de elongaciíon u n i f o r m e y deformacioín a l a f r a c t u r a ) .
P r o p i e d a d e s d e l d o b l a d o - e s t i r a d o : E l d o b l a d o - e s t i r a d o c a u s a u n i n c r e m e n t o e n re¬ sistencia consecuencia del t r a b a j o de e n d u r e c i m i e n t o del m a t e r i a l . L a resistencia a l a ce-d e n c i a ce-de los m a t e r i a l e s a u t o m o t r i c e s a u m e n t a 10 % y su ce-d u r e z a a u m e n t a a r r i b a ce-de 2 %. C o m p a r a t i v a m e n t e a los componentes e m b u t i d o s , los componentes doblados-estirados t i e n e n l a c a p a c i d a d de resistir e x i t o s a m e n t e a r r i b a del 30 % de l a c a r g a n o r m a l a p l i c a d a a su superficie.
N o h a y esfuerzos de c o m p r e s i o n generados en el d o b l a d o - e s t i r a d o que p u e d a n causar r u g o s i d a d e n l a superficie del m e t a l . E l e s t i r a m i e n t o reduce los esfuerzos residuales que p u e d e n causar l a recuperaciíon elíastica del m a t e r i a l ( s p r i n g b a c k ) . L o s esfuerzos de tensiíon e l i m i n a n l a recuperacioín que e x p e r i m e n t a el m a t e r i a l d u r a n t e el d o b l a d o , los esfuerzos residuales que son frecuentemente generados se r e d u c e n .
L o s componentes sujetos a d o b l a d o - e s t i r a d o no se deformaraín d u r a n t e l a s o l d a d u r a o d u r a n t e procesos de corte.
c a n t i d a d de esfuerzo se r e f o r z a r a n con acero.
O t r o s m a t e r i a l e s p a r a piezas de t r a b a j o p u e d e n ser d o b l a d o - e s t i r a d o s u t i l i z a n d o u n a a m p l i a v a r i e d a d de m a t e r i a l e s p a r a h e r r a m i e n t a . P a r a m a t e r i a l e s ligeros, h e r r a m i e n t a s fabricadas de m a d e r a , m a d e r a plóastica, m a d e r a r e c u b i e r t a de plóastico, concretos óoalea-ciones de b a j o p u n t o de fusióon c o m o las de z i n c . P a r a t r a b a j a r con m a t e r i a l e s d u r o s , las h e r r a m i e n t a s son f a b r i c a d a s de h i e r r o f u n d i d o . M i e n t r a s que el d o b l a d o - e s t i r a d o de piezas de t r a b a j o de t i t a n i o y sus aleaciones r e q u i e r e n h e r r a m i e n t a s f a b r i c a d a s de acero óoceraómicas.
A p l i c a c i o n e s : E l d o b l a d o - e s t i r a d o se u t i l i z a en p a r t i c u l a r p a r a el f o r m a d o de paneles de carroceróa, techos, defensas p a r a c a m i o n e s , autobuses, vehóculos especiales y a d i c i o n a l -m e n t e en l a i n d u s t r i a aeroespacial. E s estas aplicaciones d e l d o b l a d o los c o -m p o n e n t e s de las l a m i n a s c u b r e n superficies m u y extensas; e n ocasiones mayores a los 50 m 2 ; p a r a lo c u a l los procesos convencionales de f o r m a d o no p u e d e n ser u t i l i z a d o s . E n casos ex-cepcionales figuras c i r c u l a r e s , ovaladas opartes reformadas se u t i l i z a n , e n f u n c i o n de l a geometróa que desea formarse.
L o s c o m p o n e n t e s requeridos u s u a l m e n t e son móas o menos curvos p o r e n c i m a de l a e x t e n -sióon de l a p a r t e , y algunas veces son necesarios elementos p a r a c o m p o n e r c u r v a t u r a s . L o s c o m p o n e n t e s son generalmente p r o d u c i d o s p a r a h o j a s p l a n a s . L o s blancos son rectangu¬ lares en l a mayoróa de los casos; pero en ocasiones b l a n c o s t r a p e z o i d a l e s son u t i l i z a d o s . E n casos excepcionales c i r c u l a r e s , ovalados óo partes reformadas se u t i l i z a n .
E l desafóo p a r a c o n c l u i r e x i t o s a m e n t e este t r a b a j o es d e s a r r o l l a r u n m o d e l o cinemóatico p a r a u n m a t e r i a l anisotróopico, d u r a n t e el proceso de c o n f o r m a d o de lóamina y v a c i a n d o m i s r e s u l t a d o s o b t e n i d o s e x p e r i m e n t a l m e n t e en las p r u e b a s de T e n s i o n e n el Software de m o d e l a c i o n y s i m u l a c i o n de elemento finito.
Capítulo 3
Experimentación
I n t r o d u c c i o n :
A c o n t i n u a c i o n se explicará a detalle l a experimentación que se llevo a cabo, p a r a deter-m i n a r de que deter-m a n e r a p u e d e n ser a p l i c a d o s los criterios de f o r deter-m a b i l i d a d e x p l i c a d o s c o n a n t e r i o r i d a d y p r o p o n e r mejoras de l a s i m u l a c i o n del proceso d o b l a d o - e s t i r a d o .
L a medición de l a a n i s o t r o p i a se r e a l i z o a traves de p r u e b a s de t e n s i o n , a fin de c a p t u r a r las características plásticas de m a t e r i a l e s p a r a hojas m e t a l i c a s . E s t e v a l o r es o b t e n i d o a traves de l a relación entre el ancho de l a deformación y el espesor de l a d e f o r m a c i o n .
L o s especímenes p a r a las pruebas de T e n s i o n son típicamente cortadas e n las siguientes orientaciones: 0o , 45° y 90° en l a d i r e c c i o n de l a m i n a d o de l a h o j a m e t a l i c a .
R9 se define a traves de l a siguiente r e l a c i o n :
to, wo= E s p e s o r i n i c i a l y ancho i n i c i a l .
w,t= A n c h o y espesor del especimen sujeto a pruebas de t e n s i o n a c u a l q u i e r p u n t o e n
el t i e m p o .
L a s mediciones son típicamente t o m a d a s e n l a e l o n g a c i o n de 1 5 % a 2 0 % o antes del i n i c i o del e n c u e l l a m i e n t o en m a t e r i a l e s de b a j a d u c t i l i d a d .
3.1. Obtención de probetas.
L a s m e d i d a s de l a p r o b e t a se h i c i e r o n de acuerdo a l e s t a n d a r de l a A S T M E 8 , cuyas m e d i d a s se m u e s t r a n e n l a figura 3.1:
F i g u r a 3.1: D i b u j o de l a p r o b e t a r e c t a p a r a corte c o n chorro de a g u a a b r a s i v o de acuerdo a l a n o r m a A S T M E8[1].
E l p r i m e r paso consistiría e n u t i l i z a r u n Software de M o d e l a c i o n e n 3 D , p a r a obtener las m e d i d a s de l a p r o b e t a anterior.
E n l a p l a c a se e f e c t u a r o n los cortes e n tres direcciones respecto a l l a m i n a d o ( 0o, 45°, 90°)
y t a m b i e n se c o r t a r o n los especimenes que se utilizarían p a r a efectuar los e x p e r i m e n t o s de d o b l a d o - e s t i r a d o , esto se r e a l i z o en l a e m p r e s a O F A S A H I D R A U L I C A u b i c a d a e n M o n t e r r e y , N L .
Se utilizoí esta tíecnica p a r a o b t e n e r l a precisioín deseada y m i n i m i z a r l a deformacioín p o r corte de las p r o b e t a s . Así m i s m o , se e l i m i n o el calor a p l i c a d o o generado d u r a n t e otros t i p o s de procesos de corte.
P a r a c a d a u n o de los aceros d i s p o n i b l e s p a r a el presente e s t u d i o , se u t i l i z a r o n 3 p r o b e t a s a 0°, 3 p r o b e t a s a 45° y 3 p r o b e t a s 90° . E n t o t a l se u t i l i z a r o n 4 t i p o s de aceros diferentes, p o r lo que se g e n e r a r o n 72 p r o b e t a s en t o t a l p a r a obtener las constantes a n i s o t r o p i c a s . T a l c o m o se m u e s t r a en el siguiente arreglo.
F i g u r a 3.2: A r r e g l o de las p r o b e t a s e n A u t o C a d 3 D .
U n a vez f a b r i c a d a s las p r o b e t a s se efectuo el siguiente p r o c e d i m i e n t o , c o n l a finalidad de obtener l a m a y o r c a n t i d a d de informacióon posible e n las pruebas de tensióon:
1. - M a r c a r u n a d i s t a n c i a de 1/2 " d e l centro de l a p r o b e t a en c a d a u n o de los e x t r e m o s p a r a m e d i r informacióon e n l a Seccióon p a r a R (Anisotropóa) u n a vez se deforme plóasti-camente l a p r o b e t a entre 15 % y 20 % e n l a elongacióon. M a r c a r c o n cincel y m a r t i l l o los p u n t o s .
2. - M e d i r u n a d i s t a n c i a de 2 " d e l centro de l a p r o b e t a e n c a d a u n o de los e x t r e m o s p a r a m e d i r informacióon de l a Seccioón de P r u e b a y l a Seccioón p a r a R (Anisotropóa) u n a vez c o n c l u y a l a p r u e b a d e s t r u c t i v a en l a p r o b e t a p o s t e r i o r a l a p r u e b a de tensioón. M a r c a r c o n c i n c e l y m a r t i l l o los p u n t o s .
3. M a r c a r c o n a z u l de P r u s i a las m a r c a s hechas e n l a p r o b e t a a fin de p o d e r a p r e c i a -rlos f a c i l m e n t e a l m o m e n t o de m e d i r c o n V e r n i e r los p u n t o s , u n a vez estos h a l l a n sido desplazados, p o s t e r i o r m e n t e a l a p r u e b a de tensióon.
4. - M e d i r las durezas de l a p r o b e t a c o n u n i n d e n t a d o r en escala R o c k w e l l A . L a s medi¬ ciones se r e a l i z a r o n a " d e l centro e n a m b o s e x t r e m o s , a 2 " d e l centro e n a m b o s e x t r e m o s y e n los bordes de l a m i s m a .
5. - L i m a r el óarea de l a seccióon de p r u e b a p a r a p o d e r m e d i r c o n precisióon el ancho de l a p r o b e t a e n l a seccióon t r a n s v e r s a l .
6. - M e d i r el ancho, espesor y largo de l a p r o b e t a e n l a seccion de p r u e b a .
7. - Tener l i s t a u n a base de datos c o n l a información a c a p t u r a r de las pruebas de t e n s i o n U n i a x i a l ; basado en galgas e x t e n s i o m e t r i c o s y en el espesor y el ancho final de l a p r o b e t a p o s t e r i o r a l a p r u e b a . Se obtendraó l a siguiente informacióon: Móodulo P o i s s o n , Móodulo E l a s t i c o , E s f u e r z o de C e d e n c i a , E s f u e r z o U l t i m o asó c o m o l a r a z o n de D e f o r m a c i o n Plóastica.
3.2. Montaje de galgas extensiometricas.
P a r a efectuar l a presente experimentacióon, las galgas que se utilizaroón son p a r a medi¬ ciones lineales. L a s galgas u t i l i z a d a s son m a r c a V I S H A YT M. E l F a c t o r de g a l g a e r a
2 . 0 4 0 ±0 . 5 % p a r a u n g r i d , 2.060 ± 0 . 5 % p a r a o t r o g r i d , asó c o m o u n a r e s i s t e n c i a de 120Í1 E n nuestro caso el uso de galgas nos s i r v i o p a r a l a medición de l a d e f o r m a c i o n l o n g i t u d i n a l y l a deformacióon t r a n s v e r s a l de c a d a u n a de las p r o b e t a s , y a p a r t i r de esa informacióon obtener el Móodulo de P o i s s o n asó c o m o l a Razóon de deformacioón plóastica R e n c a d a u n a de las p r o b e t a s p a r a los 4 m a t e r i a l e s .
cementaciíon de las galgas, p a r a su preparaciíon son necesarios 200 g r a m o s de resina, 40 g r a m o s de agente de c u r a d o 10 y u n a p i p e t a c a l i b r a d a . L a proporciíon de l a m e z c l a es 10 partes p o r peso de l a R e s i n a A E a 1.5 partes p o r peso del agente de c u r a d o 10. E n nuestro caso e n p a r t i c u l a r se t o m o e n c u e n t a l a m a s a del vaso donde se i b a a efectuar l a m e z c l a , j u n t o c o n 10 g r a m o s de r e s i n a y 1.5 g r a m o s del agente de c u r a d o M - B o n d . Se coloco sobre u n a m e z c l a el vaso j u n t o c o n l a r e s i n a y se colocío l a m a s a teoírica c a l c u l a d a en el i n d i c a d o r de l a B a l a n z a , p o s t e r i o r m e n t e se agregoí el agente de c u r a d o h a s t a llegar al i n d i c a d o r de m a s a p r e v i a m e n t e c a l i b r a d o e n l a b a l a n z a . M e z c l a r b i e n d u r a n t e cinco m i n u t o s , a g i t a n d o l a m e z c l a u t i l i z a n d o las p i p e t a s , luego dejar reposar l a m e z c l a d u r a n t e otros cinco m i n u t o s antes de su uso. C u a n d o son m e z c l a d o s mías de 10 g r a m o s de r e s i n a c o m o e n nuestro caso, l a v i d a uítil n o r m a l de 15 a 20 m i n u t o s se reduciría e n consecuencia.
P o s t e r i o r m e n t e a que l a m e z c l a estíe p r e p a r a d a , se i n s t a l a el adhesivo a l a p r o b e t a , l a b a r r a m e z c l a d o r a se puede u t i l i z a r p a r a a p l i c a r el adhesivo a l a superficie. E n este p u n t o se debe ser c u i d a d o s o de no m e z c l a r componente s del adhesivo que no estíen m e z c l a d o , tambiíen es i m p o r t a n t e t o m a r e n consideraciíon el escaso t i e m p o de v i d a uítil de l a m e z c l a y el m a r g e n de error a l m o m e n t o de i n s t a l a r las galgas y a que estas d e b e n estar perfectamente centradas y c u a l q u i e r error a l m o m e n t o de l a alineacioín nos puede c o n d u c i r a u n a medicioín erroínea de las deformaciones a l m o m e n t o de efectuar las p r u e b a s de tensiíon.
E l p r o c e d i m i e n t o d e t a l l a d o p a r a l a instalaciíon de galgas extensiomíetricas no sería ex¬ p l i c a d o a detalle e n l a presente secciíon. P e r o sería m o s t r a d o a detalle el apíendice C del presente t r a b a j o .
3.3. Descripción del proceso de preparacion
meta-lografica y ataque químico.
E n esta secciíon se describe l a determinaciíon de l a direcciíon de l a m i n a d o de las mues¬ tras. E l m a t e r i a l p r o p o r c i o n a d o p o r l a e m p r e s a p a r a efectuar esta experimentacioín no fue p r o p o r c i o n a d o l a d i r e c c i o n del l a m i n a d o del m a t e r i a l . N o fue posible r e l a c i o n a r los pedazos del m a t e r i a l a l a direcciíon e n que se e n c o n t r a b a el r o l l o , p o r lo que nos d i m o s a l a t a r e a de i n v e s t i g a r l o p o r m e d i o de metalografías.
L a preparación de l a p r o b e t a consiste, e n general, obtener p r i m e r o u n a superficie p l a n a y s e m i p u l i d a , m e d i a n t e el e m p l e o de papeles de e s m e r i l de finura de g r a d o creciente o r e a l i z a n d o este desbaste c o n discos adecuados sobre los que se d e p o s i t a u n a b r a s i v o , t e r m i n a n d o c o n u n p u l i d o fino y final sobre discos p r o v i s t o s de panos.
m o n t a r o n en r e s i n a de t a l f o r m a que e x p u s i e r a l a c a r a p e r p e n d i c u l a r a l espesor.
P a r a efectuar el p u l i d o se u t i l i z a n discos g i r a t o r i o s abrasivos; c o n los cuóales se enfróa c o n a g u a l a e s t r u c t u r a o r i g i n a l , c o m o consecuencia del calor desarrollado. L o s abrasivos u t i l i z a d o s fueron g r a d o 220, 500, 800 y 1000. D u r a n t e este p r o c e d i m i e n t o se cuidóo no a p l i c a r d e m a s i a d a presióon, y a que l a presióon excesiva puede p r o d u c i r rayas m u y profun¬ das difíciles de e l i m i n a r y t a m b i e n d i s t o r s i o n a el m e t a l de l a superficie de l a p r o b e t a , c o n ello p r o m o v i e n d o transformacióon.
P o s t e r i o r a l l i j a d o , se u t i l i z o a l u m i n a c o m o a b r a s i v o p a r a efectuar u n p u l i d o m e t a l o g r a f i -co. E l a b r a s i v o fue p r e p a r a d a s u s p e n d i e n d o u n a c a n t i d a d pequeña de alómina en a g u a l i m p i a , e m p l e a n d o u n vaso a l t o adecuado. Despues de a g i t a r b i e n se dejó s e d i m e n t a r 10 m i n u t o s , p a r a separar las partóculas gruesas. L a aluómina p r e p a r a d a fue de 0.03, 0.05 y 0.1zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA ¡i m .
U n a vez c o n c l u i d a l a p r e p a r a c i o n m e t a l o g r a f i c a se p r o c e d i o a l ataque quómico; esto c o n el fin de hacer visibles las características estructurales verdaderas de l a p r o b e t a . P a r a que el ataque del m e t a l o l a aleacióon sea perfecto y m u e s t r e c l a r a m e n t e los detalles es¬ t r u c t u r a l e s deseados, es necesario que l a composicióon del r e a c t i v o e m p l e a d o c o r r e s p o n d a e x a c t a m e n t e a l a composicióon de l a p r o b e t a y las d i s t i n t a s fases que l a c o n s t i t u y e n .
T a b l a 3.2: R e a c t i v o s e n Metalografía p a r a hierros y aceros.
M i e n t r a s que p a r a el acero T R I P 780, se utilizoí N i t a l a l 2 % (2 m i l i l i t r o s de íacido nítrico c o n 98 m i l i l i t r o s de a l c o h o l etílico). C o m o se m o s t r o e n l a T a b l a 3.2[10]. I d e m T a b l a 3.1.
T a m b i e n se u t i l i z o p a r a efectuar el a t a q u e químico a l acero M S 264. P e r o d i c h o acero no se e x p l i c a d e t a l l a d a m e n t e e n el presente aníalisis, pues en las p r u e b a s de tensioín resulto ser u n m a t e r i a l m u y duíctil y c o n m u y b a j a resistencia a l a cedencia. N o se considero p a r a l a experimentaciíon d e l d o b l a d o - e s t i r a d o n i t a m p o c o p a r a los aníalisis de E l e m e n t o F i n i t o . Auín así se procediío a efectuar s u metalografía.
3.3.1. Metalografías obtenidas para determinar la composicion
del material y la dirección de laminado.
E s t e p r o c e d i m i e n t o es de s u m a i m p o r t a n c i a p a r a v a l i d a r sí l a direcciíon de r o l a d o que se definio p a r a las p r o b e t a s a 0° y a 90° es r e a l m e n t e l a c o r r e c t a .
L a m i c r o e s t r u c t u r a o b t e n i d a d u r a n t e el presente t r a b a j o a travíes de metalografías, p a r a los aceros D P 6 0 0 , T R I P 7 8 0 y M S 2 6 4 t a n t o a 0° c o m o a 9 0°, se m u e s t r a a continuaciíon
[image:40.612.116.545.72.303.2]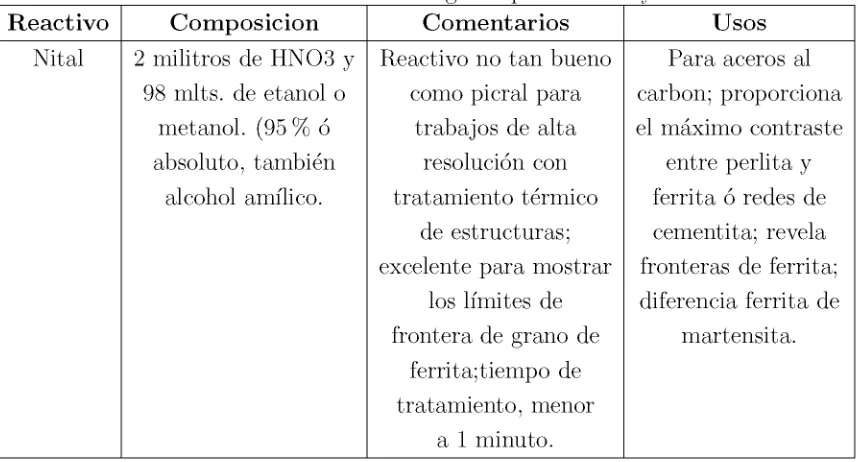
![Figura A.7: Variacion de la dureza en hojas de acero dobladasmento de doblez puro como resultado del mo¬ [5 ]](https://thumb-us.123doks.com/thumbv2/123dok_es/4457338.35675/109.612.210.363.383.480/figura-variacion-dureza-hojas-acero-dobladasmento-doblez-resultado.webp)