Análisis y Complemento entre Seis Sigma y Ace-Edición Única
Title Análisis y Complemento entre Seis Sigma y Ace-Edición Única
Authors Luis Osvaldo Treviño Alvarez Affiliation ITESM
Issue Date 2003-05-01 Item type Tesis
Rights Open Access
Downloaded 19-Jan-2017 00:12:51
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISION DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERIA
TECNOLÓGICO
DE MONTERREY
ANALISIS Y COMPLEMENTO ENTRE
SEIS SIGMA Y ACE
T E S I S
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE:
MAESTRO EN CIENCIAS
ESPECI ALIDAD EN SISTEMAS DE MANUFACTURA
POR
INSTTTUTO TECNOLOGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISION DE INGENIERIA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comite de tesis recomendamos que el presente proyecto de
tesis presentado por el Ing. Luis Osvaldo Trevino Alvarez sea aceptado como
requisite parcial para obtener el grado academico de Maestro en Ciencias con
especialidad en:
SISTEMAS DE MANUFACTURA
DEDICATORIA
A MIS PADRES: Bertha y Arturo A MI ESPOSA: Gaby
A MI BEBE que viene en camino
AGRADECIMIENTOS
Un profundo agradecimiento al Dr. Alberto Hernandez y su equipo Seis Sigma por
su apoyo y ensenanzas para el logro de esta investigation.
A mi sinodal, Juan C. Gonzalez, por su apoyo y ensenanzas en esta etapa de mi
vida. Gracias por ser aparte de un jefe un amigo.
A mi sinodal, Jose" Fco. Gomez, por sus recomendaciones y tiempo dedicado a
mejorar este trabajo de tesis.
Al equipo ACE, por compartir conmigo su experiencia dentro del mundo ACE
ademcis de ser compafteros y amigos.
A CMX por permitirme ser parte de esta gran organizacion.
Al equipo de recursos humanos de CMX por darme todo el apoyo a lo largo de
este camino recorrido.
A todos sinceramente, MUCHAS GRACIAS!!
RESUMEN
Empresas como GE, Motorola y muchas otras cuentan con estrategias de negocios bien estructuradas con la fmalidad de implantar la mejora a traves de todos sus procesos. Estas estrategias incluyen el uso de un numeroso grupo de herramientas de mejora que pueden ser usadas en procesos administrativos y operativos. Tal es el caso de Seis Sigma usado como todo un sistema de direction duradero en el negocio y un desempeho de primer nivel en un ambito global con el cual se logra casi la perfection en los procesos o productos [3].
Asi como GE desarrolla su estrategia de mejora usando estos y otros sistemas enfocados hacia un mismo objetivo, existen otros grupos empresariales que tienen su propio grupo de herramientas customizadas a sus procesos productivos y administrativos. Tal es el caso del grupo UTC (A United Technologies Company) at cual pertenece un sinfin de empresas del ramo de aire acondicionado. Como se menciono antes, el grupo UTC combine varies de estos sistemas dentro de un metodo de implementation al cual llaman ACE con sus siglas en ingles "Achivieng the Competence Excellence" que signified o lo traducen como Alcanzando la Excelencia Competitive.
Este trabajo de investigation busca determinar y documentar si Seis Sigma y ACE son similares y como pueden complementarse.
El complemento propuesto para ambas iniciativas esta dividido en tres areas principales para un mejor estudio y analisis. Estas areas principales son, estrategia de negocios, es dear como la iniciativa apoya directamente a la alta direcci6n en la seleccion y definition de proyectos. Proceso administrative, con la finalidad de saber como funciona la iniciativa dentro de la organization, infraestructura, planes de capacitacion etc. Por ultimo, el modo operative en que ambas iniciativas desarrollan los proyectos una vez que han sido seleccionados.
Algunas de las propuestas induidas en la Tesis para la iniciativa ACE son el trabajar fuertemente en ia seleccion de proyectos. Al trabajar en esta area por consiguiente se estableceran los ahorros estimados antes de las certificaciones. Otra propuesta que se considera critica en esta iniciativa es el agregar en nivel entre el Piloto y el coordinador ACE. Por ultimo se propone reforzar el entrenamiento a todos los empleados y con mayor cantidad de horas de entrenamiento.
GLOSARIO
ACE: Achivieng the Competence Excellence CP: Process Certification
RRCA: Relentless Root Cause Analysis
QCPC: Quality Clinic Process Charts PS: Passport System
MFA: Market Feedback Analysis
TPM: Total Productive Maintenance ! MP: Mistake Proofing
SR: Setup Reduction SW: Standard Work PM: Process Management
PQ: Product Quantity
BPM: Business Process Management
COPQ: Cost Of Poor Quality KPO: Key Process Output KPI: Key Process Input KG: Key Characteristic
KPP: Key Process Parameter
Piloto: Involucrados en la certificacion de procesos en tiempo parcial.
GLOSARIO
Hallazgo: Cualquier actividad que entorpece el flujo del proceso.
Celda: Proceso de manufactura
Coordinador ACE: Principal responsable de la implementacion ACE.
Black Belt: Lideres de equipo responsables del proceso DMAIC.
Champions: Directores de nivel ejecutivo que estan involucrados en el soporte Seis Sigma.
DPMO: Defectos por Millon de Oportunidad
Green Belts: Involucrados en el proceso DMAIC de tiempo parcial
Linea Base: Comportamiento historico de un proceso.
Master Black Belt: Principal responsable de la implementacion de la iniciativa Seis Sigma
INDICE
RESUMEN i
GLOSARK) « INDICE. iv
CAPITULO I: INTRODUCCION
1.1 ANTECEDENTS. 1 1.2 DEFINIdbN DEL PROBLEMA 4 1.3 PREGUNTAS DE INVESTIGACl6N 4 1.40B3ETIVO DE LA INVESTIGACION 4
i.5JusnHCAa6N , 5
i1.6ALCANCE 5 1.7RESULTADOSESPERADOS. 6 1.8 GUfA DEL DOCUMENTO. 6 CAPmJLO II: MARCO TEORICO
PARTI 1
2.5 LA ESTRATEGIA DE SEIS SIGMA. 19
2.6 IMPLEMENTANDO SBS SIGMA. 21
2.7 LOS 10 PRINdPALESTIPS PARA ADMINISTRAR SBS SIGMA. 22
2.8 RECOLECaON DE AHORROS POR PROYECTO 23
2.9 PUNTOS CLAVE QUE HACEN TRABAJAR A SEIS SIGMA. 23
2.10 EL PROCESO DE MEJORA DMAIC VS EL PROCESO DE DISENO DMADV 23
2.11 EL PROCESO DE MEJORA DMAIC 24
2.11.1 ETAPA 1: DEFINIR. 24 2.11.2 ETAPA 2: MEDIR. 26 2.11.3ETAPA3:ANALIZAR. 27 2.11.4 ETAPA 4: MEJORAR. 29 2.11.5 ETAPA 5: CONTROLAR. 29
PARTE2
2.12 DERNIdONDE ACE 31
2.13 HISTORIA DE ACE 31
2.14 MISION DE ACE 32
2.15 DESCRIPdON GENERAL DE LAS HERRAMIENTAS ACE 32
2.16 COMO TRABAJA ACE, ASPECTOS GENERALES. 38
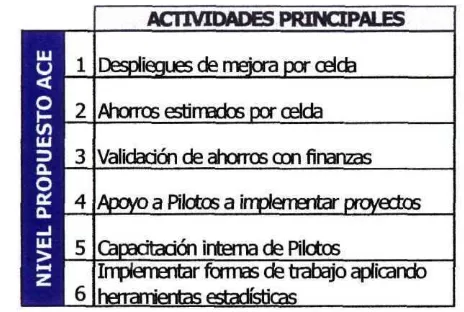
2.16.1 NIVELES DE CERTIRCACION 38 2.16.2 ORGANlZAdON ACE POR UNIDAD DE NEGOQO 39 2.16.3 ENTRENAMIENTO A PILOTOS Y COORDINADOR ACE 40 2.16.4 REQUERIMBENTOS POR NIVEL A EVALUAR. 41 2.16.5 PROCEDIMIENTO DE EVALUAdON EN AUDITORIA ACE 44
2.17 ACE DENTRO DE LA ESTRATEGIA DE NEGOdOS. 45
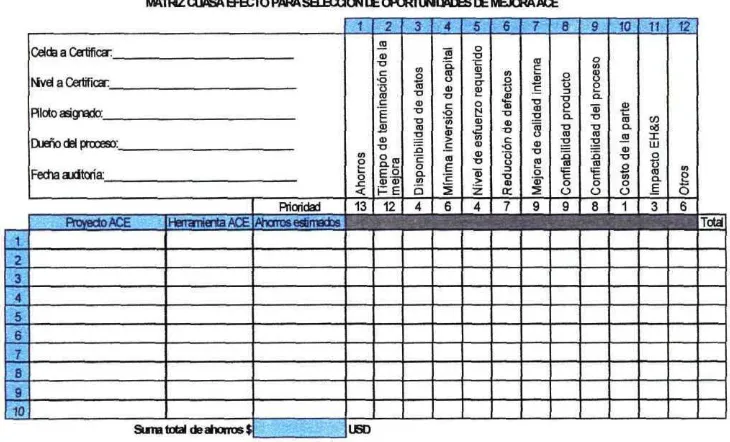
2.18 SELECTION DE PROYECTOS Y AHORROS POR CERTIRCAdON 47
2.19 IMPLEMENTANDO ACE 48
2.20 INTRODUCaON A LA CERTIRCAdON DE PROCESOS 49
2.21 OONOJUSIONES 55 CAPITULOIH: ANALJSIS COMPARATIVO DE SEIS SIGMA Y ACE
3.1 ESTRATEGIA DE NEGOdOS. 57 3.1.1 SEIS SIGMA COMO ESTRATEGIA DE NEGOdOS 57 3.1.2 ACE COMO EblkhlbdA DE NEGOdOS. 59 3.1.3 SIMILITUDES ENTRE SEIS SIGMA Y ACE, ESTRETEGIA DE NEGOdOS 60 3.1.4 DIFERENOA ENTRE SEIS SIGMA Y ACE, ESTRATEGIA DE NEGOdOS. 60 3.2 PROCESOS ADMINISTRATIVOS Y ASPECTOS GENERALES ENTRE 62
SEIS SIGMA Y ACE
3.2.1 SIMILITUDES ENTRE SEIS SIGMA Y ACE 62 3.2.2 DIFERENCIAS ENTRE SSS SIGMA Y ACE 63 3.3 MODO OPERATIVO DE SEIS SIGMA Y ACE A TRAVfe DE SUS 67
SISTEMAS DMAIC Y CERTIFICAdON DE PROCESOS
|
3.3.1 SIMILITUDES Y DIFERENCIAS ENTRE DMAIC Y CERTIFtCACION 67 DE PROCESOS DMAIIC
3.4 CONCLJUSIONES. 70 CAPITULO IV: COMPLEMENT© ENTRE SEIS SIGMA Y ACE
4.1 ESTRATEGIA DE NEGOdOS. 73 4.2 PROCESOS ADMINISTRATIVOS Y ASPECTOS GENERALES ENTRE 75
SEIS SIGMA Y ACE
4.3 MODO OPERATIVO DE DMAIC Y CERTIFICACION DE PROCESOS. 78 4.4 CONCLUSIONES 78 CAPITULO V: CONCLUSIONES Y RECOMENDACIONES
Introduction
CAPITULO I
Alcanzar la perfection en los procesos de las empresas mediante
metodologias de mejora continua puede ser un verdadero exito o un rotundo
fracaso, esto depende principalmente de como esta implementada a travel de la
infraestructura de la empresa [1].
Creando una infraestructura exitosa se lograra un proceso de mejora
continua que ayudara a infundir una conciencia de calidad y productividad dentro
de la forma en que los empleados realizan sus actividades del dia con dia. Este
proceso de mejora debe enfocarse principalmente en la elimination de
desperdicios y actividades sin valor agregado mientras que se mejore la calidad de
los productos y procesos [2]. Por otro lado las infraestructuras pueden variar
significativamente, dependiendo en la cultura y objetivos de la estrategia de
negocios. La metodologi'a de mejora de cada empresa es unica y diferente, sin
embargo, existen factores comunes para cada historia de exito. Estos factores
comunes pueden ser la selection de proyectos, entrenamiento, recursos, selection
de ejecutores de la mejora, metricos, comunicaciones, planeaci6n, resultados y
principalmente la cultura de trabajo [1].
Por otro lado la globalization de los mercados y la creciente competentia
international, han generado en las empresas una gran necesidad de
replanteamiento de los enfoques estrategicos de negocio y ajustes en sus metodos
de trabajo. El reto fundamental consiste en que la mejora continua se convierta en
una filosofia de trabajo.
1.1 ANTECEDENTES
Introduction
Otro sistema usado, es el analisis RTY con sus siglas en ingles "Rolled Throughput Yield". Este sistema identifies las areas de oportunidad de los procesos. La informacion que obtenemos de un analisis RTY es muy valiosa en los proyectos Seis Sigma ya que este nos identifica en que partes del proceso la eficiencia es muy baja. Ademas muchas de las veces el RTY se usa como el indicador clave de la mejora Seis Sigma, ya que este normalmente es medido en porcentaje y este porcentaje a su vez puede ser traducido a niveles Sigma.
Asi como GE desarrolla su estrategia de mejora usando estos y otros sistemas enfbcados hacia un mismo objetivo, existen otros grupos empresariales que tienen su propio grupo de herramientas customizadas a sus procesos productivos y administrativos. Tal es el caso del grupo UTC (A United Technologies Company) al cual pertenece un sinfin de empresas del ramo de aire acondicionado.
I
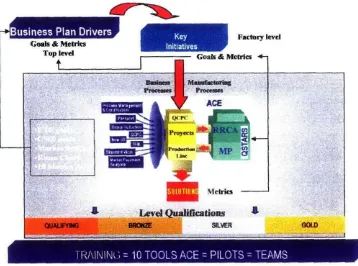
UTC engloba una serie de sistemas de mejora como un conjunto de requerimientos a cubrir en todas y cada una de sus plantas. Algunos de estos sistemas son por ejemplo PC con sus siglas en ingles "Process Certification'' que signified Certification de procesos. Este sistema de mejora es un equivalente a Seis Sigma desde el punto de vista de control de procesos. Otro sistema usado por UTC es el analisis QCPC, que significa en ingles "Quality Chart Process Clinic". Por medio de este analisis se puede determinar en que partes del proceso estan ocurriendo mayores hallazgos.
Como se menciono antes el grupo UTC combine varies de estos sistemas dentro de un m&odo de implementation al cual llaman ACE con sus siglas en ingles "Achivieng the Competence Excellence" que significa o lo traducen como Alcanzando la Excelencia Competitive.
Este programa de mejora continua consta de 10 herramientas o sistemas que pueden ser usados e implementados en todos los procesos de negocio. El objetivo de consolidar varios sistemas en uno se realize con el fin de elaborar un criterio de certificacion que integre los 10 sistemas en cada uno de los procesos de negocio. Asi de esta forma se puede tener la implementacion de varios sistemas en un mismo nivel de conocimiento y detalle alcanzando sus tres niveles que scran descritos mas adelante.
Introduction
En resumen podemos mencionar algunos sistemas para los dos grupos
antes mencionados.
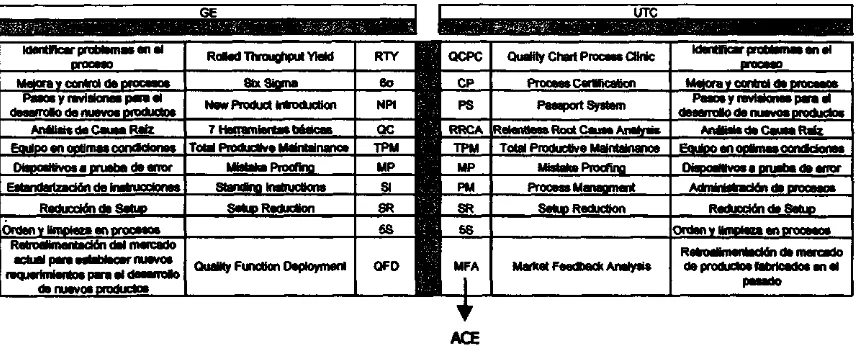
kMnHncar proMemaa an el RdM Throughput Yield Quality Chart Process Clinic Process Certification Mejora y control da proceaos Metarav control deDTOcesos Paan y reviskjnes pan el desarroHo de nuevoe productos Pasosy leviskmos para el desarroUo de nuavoe productos New Product IntroductionAntttisde Causa Rate Relentless Root Cause Analysis Anflisia da Causa Rafz ToM Productive Matatainance Total Productive MakHamanca
Mistake Proofing
en ontima»ccnoJctones Disoosttivos a prueta de error
[image:16.619.71.500.144.319.2]Estandarfzadon de Instruodones StaraRnQ (nstructions Process Managrnent Adminrtoaiioii rje procesos Reduction de Setup Orden y Hmpfeza en nrocescs Ordeiiy Hrnpfeza en procesos Retroatimentacian del mercado actual para estaMecer ruevos requenmlentoe para el deearrolo de nuevos Dfoductos RelioattiiienUKion de mercado de productos fabricados en el Quality Function Deployment Market Feedback Analysis ACE Tabla 1.1 Algunos sistemas de mejora usados por GE y LTTC
Como podemos observer en la tabla 1.1 los sistemas o herramientas de
mejora entre ambos grupos son muy parecidos pero no necesariamente son
iguales. Sin embargo es posible que ambos grupos de herramientas sean efectivos
en la organization.
De la tabla 1.1 mostrada arriba podemos recalcar a Seis Sigma como el
motor que hace funcionar los proyectos de GE. Ademas se puede dear que es Seis
Sigma la metodologia que de alguna forma trabaja con el resto de los sistemas a
traves del negocio con sus metodologias DMAIC y DMADV. Estas dos metodologias
son ya universalmente conocidas y seran descritas de nuevo mas adelante.
Por otro lado, no cabe duda que es ACE el sistema que hace funcionar los
proyectos de UTC siendo la Certificacion de Procesos uno de los sistemas mas
importantes, ademas de que es muy parecido al DMAIC de Seis Sigma.
Introduction
Es muy importante saber que tan similares pueden ser estos sistemas de mejora desde el punto de vista operative, con la finalidad de saber la forma en que se pueden desarrollar las mejoras con ambos sistemas. Dentro de estas actividades estan por ejemplo saber que herramientas se usan para el desarrollo de los proyectos, cuando aplicarlas, que resultados se obtienen de ellas, y a que nivel de detalle se analizan los proyectos entre otras cosas.
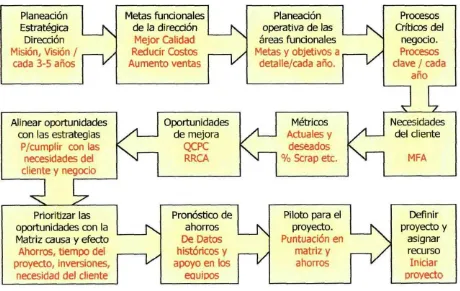
De igual forma es importante evaluar ambos sistemas pero desde el punto de vista estrategico y administrative, es decir, saber el papel que hacen o llevan dentro del negocio para apoyar a la alta direction a llevar a cabo las actividades de planeacion estrategica en el despliegue de proyectos clave que llevaran al exito del negocio. Dentro de estas actividades de planeacion estrategica estan por ejemplo, como estos sistemas ayudan a defmir las metas funcionales, definir los procesos criticos, identificar las necesidades de los clientes, alinear las oportunidades de mejora con las estrategias del negocio, pronostico de ahorros y definition de proyectos entre otras cosas. Por el lado administrative sera importante saber otros aspectos clave como lo son entrenamientos, equipos de trabajo entre otras cosas.
1.2 DEFINICION DEL PROBLEMA
La problematic^ consiste en encontrar si Seis Sigma y ACE son similares entre si, y saber si pueden ser complementados con la finalidad de mejorar los beneficios que ambos sistemas proporcionan al negocio en los procesos productivos y administrativos.
1.3 PREGUNTAS DE INVESTIGACION
dSon similares Seis Sigma y ACE? dComo se pueden complementer?
1.4 OBJETIVO DE INVESTIGACl6N
Elaborar un reporte que complemente ambos sistemas y que incluya una propuesta de cambio (sf aplica) a cualquiera de los sistemas.
Introduction
Otra cosa que se aclara en esta investigacion es que no se pretende el
desarrollar el despliegue de ambos sistemas (Seis Sigma y ACE) en su totalidad ya
que ambos son muy completos y por si solos llevan'an una investigacion individual.
En la parte de referencias se proporcionan las fuentes tomadas para cada
herramienta.
1.5 JUSTIFICAClbN
Con frecuencia los sistemas de mejora como Seis Sigma y ACE son muy
usados en la solution de proyectos clave, y muy a menudo se invierte tiempo en la
solution de estos proyectos. Si por alguna razon, el proyecto no se desarrolla
segun lo planeado, la mayon'a de las veces se mira hacia el entorno del proyecto
con la finalidad de que todo este bien, es decir, que el equipo de trabajo cubra con
todas las actividades a realizar, que el soporte de algun gerente este presente, que
algun proveedor de material crftico no haya failado etc. y nunca se observa si el
sistema o herramienta usado necesita alguna modification o mejora para
solucionar ese problema en sf. Aunque estas herramientas ya se han usado en
muchos proyectos exitosos se sabe que cada proyecto tiene perspectivas
diferentes que pueden afectar el exito de los mismos.
Esta investigacion ayuda de alguna forma a ver estos sistemas de mejora
con una perspectiva diferente con la finalidad de proponer alguna mejora
significativa en el impacto del proyecto.
1.6ALCANCE
Hoy en dia, las empresas globales para tener presencia de clase mundial
necesitan tener herramientas que generen la suficiente sinergia para estandarizar
la mejora continua a traves de todos los puntos de negocio. En general, estas
herramientas son separadas en dos areas conocidas como area suave y area
tecnica. La primer area se relaciona en como la alta direction (leva a cabo la
implementation de estas herramientas tomando en cuenta aspectos propios de la
forma de administrar de la organizaci6n para lograr tener un liderazgo exitoso. La
otra area se relaciona a los aspectos operativos y administrativos de estas
herramientas en la organization.
Introduction
la estrategia de negocios, proceso administrative y proceso operative.
For otro lado, como este tipo de iniciativas Seis Sigma y ACE se implementan a traves de toda la organizacion con mucho empuje de la alta direccion, y normalmente requieren de un tiempo y esfuerzo significative para implementarlas o interrumpirlas una vez ya implementadas, el alcance de esta tesis es solo de complementar ambas herramientas y de ninguna manera se pretende decir que una puede sustituir a la otra en cualquier organizacion. Lo que se pretende en esta tesis es tomar lo bueno de ambas iniciativas y mejorarias con el objetivo de tener beneficios claros para la organizacion.
La mejora que se espera encontrar en esta investigacion puede ser la clave del exito de muchos proyectos y/o una forma de trabajar mas eficiente para el negocio. Estas mejoras pueden ser aplicadas a los sistemas ACE de UTC y todas las empresas que lo forman, asi como GE y muchas otras que usan Seis Sigma como forma de vida.
1.7 RESULTADOS ESPERADOS
Los resultados de esta investigacion tendran en UTC dos conclusions importantes en su contenido actual del sistema.
1. Se podra saber con certeza si se puede complementar ACE con ventajas de Seis Sigma con la infraestructura actual.
2. Que complementos se requieren para llevar a los procesos a niveles Seis Sigma. Estos complementos pueden ser recursos requeridos, como lo son mayor capacitacion, mayor recurso humano, aumento del nivel de detalle en herramientas estadisticas y/o en su caso una reestructuracion del organigrama actual de personal enfocado a este tipo de proyectos.
1.8 GUIA DEL DOCUMENT©
Introduction
Para la parte estrategica de Seis Sigma una de las principales fuentes de analisis esta basada en la referenda [1] debido a la forma en que esta fuente desarrolla la information a comparar contra el sistema ACE.
Por otro lado, es posible que algunas de las cosas que se nombran para Seis Sigma no sean mencionadas para ACE. Esto es debido a que en teona son sistemas diferentes y tal vez esa ventaja o diferencia no es usada en el otro sistema. Esto podra ser confirmado a traves del desarrollo del capitulo 3 (Analisis comparativo de Seis Sigma y ACE), donde estara descrito un analisis de diferencias y similitudes como metodologia de investigation.
En el capitulo IV de esta investigation se hace una revision importante de las diferencias encontradas en el capitulo III con la finalidad de establecer las mejoras para el complemento de los sistemas Seis Sigma y ACE segun aplique.
Capftulo II: Marco Teorico
CAPITULO II
En este capftulo se analizaran algunos aspectos clave de Seis Sigma y ACE vistos desde varias perspectivas tales como estrategia de negocios, herramienta administrativa y como herramienta de solution de problemas para la mejora de los procesos. Estos aspectos seran de alguna forma los mas importantes para el desarrollo del analisis que se quiere llevar a cabo en los capftulos 3 y 4 de esta investigacion.
Con la finalidad de simplificar y presenter de una mejor forma la informacion contenida en este capftulo, este se divide en dos partes principales, los cuales describiran los aspectos clave mencionados arriba para ambos sistemas. En la parte 1 se mostrara Seis Sigma y en la parte 2 la iniciativa ACE.
De igual forma se aclara que en este capitulo no estara contenida toda la informacion que concierne a Seis Sigma y ACE ya que al hacerlo requerin'a mucho mas documentation de esta investigacion.
Parte 1 "Seis Sigma"
Seis Sigma cuenta con bloques muy completes de informacion divididos por estructura en los siguientes rubros.
Estrategico: Aquellos aspectos que pianearan de una forma efectiva el exito de los negocios, desde la selection de proyectos clave y su monitoreo a traves del tiempo.
Administrativos: Aquellos aspectos que de alguna forma permitan a Seis Sigma ser lo que es para llevar a cabo estos proyectos, recurso humano requerido, inversiones requeridas, asi como reconocimientos y certificaciones.
Operativas: Todas las metodologias clave para el exito de los proyectos seleccionados en la planeacion estrategica, DMAIC y DMADV.
2.1 Definicidn de Seis Sigma
Capitulo II: Marco Teorico
[4]. Para alcanzar Seis Sigma, un proceso no debe de producir mas de 3.4
defectos por millon de oportunidades. Un defecto Seis Sigma es definido como
cualquier cosa que este por fuera de las especificaciones del cliente.
El objetivo fundamental de la metodologfa Seis Sigma es la implementation
de un sistema de medicion adecuado que se concentre en la mejora de los
procesos y reduction de la variation a traves de la aplicacion de proyectos de
mejora. Esto es logrado a traves del uso de dos submetodologias conocidas como
DMAIC y DMADV. El proceso Seis Sigma DMAIC (Definir, Medir, Analizar, Mejorar,
Controlar) es un sistema de mejora para procesos existentes que estan fuera de
especificaciones y que buscan la mejora incremental. El proceso Seis Sigma
DMADV (Definir, Medir, Analizar, Disenar, Verificar) es un sistema de mejora usado
para desarrollar nuevos procesos o productos con niveles de calidad Seis Sigma
Por otro lado Seis Sigma es tambien visto como una iniciativa estrategica de
negocios mas que un programa de calidad. Esto implica, no que Seis Sigma
reemplace todas las iniciativas de mejora continua en una organization, pero si
que la direction se concentre sobre esos procesos identificados como criticos para
la calidad en los ojos de los clientes.
2.2 Historia de Seis Sigma
Las raices de Seis Sigma como una medida estandar puede ser trazada al
pasado con Carl Frederick Gauss (17771885) quien introdujo el concepto de la
curva normal. Seis Sigma como una medida estandar en variacion del producto
puede ser trazada al ano 1920 cuando Walter Shewart demostro que Tres Sigma
desde la media es el punto donde un proceso requiere correccion. Otro conjunto
de metricos como Cpk, Cero defectos, etc. mas tarde aparecio en la escena, pero
el credito sobre el termino "Seis Sigma" se le debe al Ingeniero de Motorola
llamado Bill Smith aunque algunos consultores no quieran reconocer quien es el
creador de Seis Sigma. La marca Seis Sigma actualmente esta registrada por
Motorola con fecha de registro el 28 de Diciembre de 1993 [5].
Capitulo II: Marco Teorico
en la cultura asociado con este. Seis Sigma ayudo a Motorola a darse cuenta de lo
importante que eran los resultados en la organization. De hecho, ellos
documentaron mas de $16 Billones en ahorros como resultado de sus esfuerzos
Seis Sigma. Desde entonces cientos de companias en el mundo han adoptado Seis
Sigma como una forma de hacer negocio. Este es un resultado directo de muchos
lideres en America que estuvieron abiertos a los beneficios de Seis Sigma. Lideres
como Larry Bossidy de Allied Signal (ahora Honeywell) y Jack Welch de General
Electric [5].
2.3 Algunas herramfentas que hacen sinergia con Seis Sigma
7 Herramientas Basicas QC Ishikawa
i
Las siete herramientas basicas son las herramientas mas sencillas y rapkjas para la
solucion de un problema estructurado. En muchos casos estas herramientas van a
definir una solucion apropiada a los problemas de calidad. Son una parte integral
de las herramientas de Seis Sigma para el proceso MAIC.
Lluvia de ideas
Pareto
Histograma
Diagrama de causa y efecto / Espina de pescado
Diagrama de Flujo / Mapeo de proceso
Diagramas de dispersion
RTY
Se podria decir que el RTY es una de las herramientas mas usadas por Seis Sigma
ya que en la mayoria de los casos es usado como el indicador principal de mejora,
con sus siglas en ingles, "Rolled Throughput Yield" que signifies eficiencia a traves
del proceso. Por ejemplo, si la eficiencia de seis procesos en secuencia es 99.7%,
99.5%, 95%, 92.5%, 88.9% y 92.1% entonces el RTY al final del proceso es igual
a:
Capitulo II: Marco Teorico
Como este porcentaje puede ser traducido a Sigma, es muy usado como el indicador principal de Seis Sigma. Lo que se pretende es mejorar los procesos, esto a su vez aumentara los porcentajes de eficiencia de los procesos RTY y esto a su vez incrementara el nivel Sigma de la empresa.
NPI
Con sus siglas en ingles "New Product Introduction" es la disciplina usada para crear nuevos productos dentro del negocio. NPI es usado como una referenda rapida para resumir los objetivos y fechas clave para calificar completamente una nueva parte.
Todos los proyectos durante su desarrollo pasan por 8 etapas basicas: Alcance del proyecto
Factibilidad
Congelacion de especificaciones Confirmacion del disefio
PrePiloto Piloto Produccion
Revision de produccion
El NPI es la herramienta que ayuda a planear las actividades para estas fases y dependiendo del tipo de proyecto se hace hincapie en algunas otras etapas [17]. QFD
Con sus siglas en ingles "Quality Function Deployment" que significa despliegue de la Funcion de Calidad, ayuda a entender las verdaderas necesidades de los clientes pero traducidas en information tecnica para los disenadores y planeadores, ya que esta actividad nunca ha sido sencilla. QFD es la herramienta usada en traducir to que el cliente quiere en CTQ's (Critical to Quality). Un CTQ es cualquier caracterfstica crftica en un producto. [18]
QFD se debe de usar:
Capftulo II: Marco Teorico
Seis Sigma OMAIC
Cuando la mayoria de la gente se refiere a Seis Sigma, ellos se estan refiriendo a
la metodologia DMAIC. Esta es usada cuando un producto o proceso esta en
existencia pero no esta cumpliendo con la especificacion de los clientes o no esta
funcionando adecuadamente.
Esta metodologia es casi universalmente reconocida y definida como un
compromise que sigue las siguientes fases: Definir, Medir, Analizar, Mejorar y
Controlar. En algunos negocios, solo se aplican 4 fases (Medir, Analizar, Mejorar y
Controlar), en estos casos la etapa definir es considerada como actividades previas
al proyecto. De igual forma se aplica DMAIIC, donde la primera I es mejorar y la
segunda por Implementar [19].
5S, A prueba de error, Reduction de Setup
Estas herramientas son consideradas como la base requerida para poder
implementar la mejora requerida para los procesos Seis Sigma. Por ejemplo, no se
puede tener un proceso con nivel Seis Sigma si no se tiene implementado en el
proceso la metodologia de las 55. Por otro lado, serfa diffcil mantener los procesos
libres de defectos (nivel Seis Sigma) si no se tienen en el proceso dispositivos a
prueba de error [20], [21], [22].
Instrucciones Estandar
Nos sirven para documentar los metodos de trabajo administrativo con la fmalidad
de mantener un trabajo estandar en la organization. Estas instructions son
comunmente aplicadas a Instrucciones de Ingenieria del Producto y Manufactura.
Seis Sigma y la integration de herramientas estadfsticas
Zinkgraf y Snee (1999) proporcionaron una lista de 8 herramientas esenciales que
representan un gran arreglo de herramientas administrativas y estadfsticas en una
misma version.
Mapeo de procesos
Matriz de causa y efectos
Capitulo II: Marco Teorico
Analisis de modos y efectos de fallas (FMEA)
Estudios de multivariables
Diseflo de experimentos (DOE)
Planes de control
2.4 Como trabaja Seis Sigma, aspectos generates.
2.4.1 Factores clave del negocio
De acuerdo con Forrest W. Breyfogle [1] y con Mark D. Goldstein [6]. Seis
Sigma puede ser un gran exito o un gran fracaso, dependiendo de como sea
implementada a traves de la infraestructura de la empresa. Esta infraestructura
puede variar signiflcativamente, dependiendo de la cultura, estrategia de negocios
y objetivos de las organizaciones. Cada organizacion con infraestructura Seis
Sigma es unica, sin embargo existen factores comunes de cada historia de 6xito.
Estos factores de exito comunmente son llamados indicadores clave de Seis Sigma
y normalmente se reiacionan entre si para lograr la mejora en la organizacion.
Algunos de ellos son, liderazgo, enfoque al cliente, objetivos estrategicos, seleccion
de proyectos, entrenamiento y practica, recursos, seleccion de Black Belts,
metricos, cultura, comunicaciones, planeacion y resultados. Cabe aclarar que Mark
D. Goldstein [6] ademas menciona otros factores como el plan de implementation,
revision de proyectos, soporte tecnico de Master Black Belts, tiempo complete de
Black Belts hacia el seguimiento a proyectos, seguridad ambiental y plan de
proveedores.
Los factores mencionados anteriormente son pieza clave para que se pueda
desarrollar la mejora Seis Sigma en cualquier organizacion. Si cuaiquiera de estos
factores no esta incluido en la infraestructura Seis Sigma, es muy probable que el
exito de la mejora no sea el esperado.
Enseguida se describiran en forma breve algunos de estos factores para
despues empezar con la etapa de implementation y entrenamiento requeridos
para consolidar una infraestructura Seis Sigma exitosa.
2.4.1.1 Liderazgo de la direction
Capftulo II: Marco Teorico
2.4.1.2 Enfbque al cliente
De igual forma el enfoque a las necesidades del cliente es otra base
fundamental que ira de la mano con la creacion de infraestructuras exitosas Seis
Sigma. Evaluar la percepcion del cliente en cuanto a calidad debe de ser la directriz
a seguir para la implementacion del proceso y una base solida de una
infraestructura.
Una vez que las necesidades clave de los clientes han sido recolectadas y
analizadas, se requiere de un metodo para transformarlos a objetivos estrat&jicos
de la organizacion. En esta etapa del proceso de implementacion, el despliegue de
Ja funcion de calidad o casa de la calidad (QFD) es una herramienta de mucha
ayuda para obtener de los requerimientos del cliente y los objetivos estrategicos a
desarrollar por todas las aYeas de la organizacion. i
2.4.1.3 Organizacidn Seis Sigma
La metodologfa Seis Sigma necesita ser combinada con la gente correcta
para obtener resultados reales. GE ha tenido mucho exito con las
implementaciones de tecnicas Seis Sigma con los individuos llamados Black Belts,
quienes trabajan tiempo completo implementando proyectos Seis Sigma. Estos
individuos son los lideres de proyectos, pero defmitivamente ellos no pueden hacer
las actividades Seis Sigma por si solos.
Para el proceso de los equipos que alcanzan resultados significantes, las
prioridades de los miembros necesitan ser alineadas a cumplir con los objetivos
estrategicos de los proyectos. La direction necesita crear un ambiente de soporte y
alinear recursos a prioridades cuando sean requeridos. Enseguida se listara'n solo
algunos roles y responsabilidades de un buen equipo Seis Sigma dentro de una
empresa. Para mas detalle de estos roles vease el Anexo
1
de esta investigacion.
• Champion (Nivel Ejecutivo Gerente o Director)
Remover barreras que impidan el exito
Desarrollo de programas incentives
Aprobar o rechazar recomendaciones de mejora de proyectos
Implementar el cambio
Capitulo II: Marco Teorico
Determinar el criterio de selection de proyectos
Colocar los recursos necesarios para asegurar el exito de los proyectos • Master Black Belt (Experto en estadistica)
Apoyo a los Black Belts
Compartir la experiencia de la metodologia Seis Sigma Mejorar la eficiencia en la ejecucion general de proyectos Conducir y monitorear el entrenamiento Seis Sigma Formular estrategias de negocio con la direccion
Ayudar en selection de proyectos que cumplan con las necesidades estrategicas del negocio
Aprobar proyectos terminados
• Black Belt (Gerente de proyecto / Facilitador) Lider del cambio
Guiar al equipo en la utilization efectiva de la metodologfa Seis Sigma. Seleccionar, ensenar, y usar las herramientas mas efectivas.
Desarrollar y administrar en detalle un proyecto Programar y guiar juntas de equipos
Monitorear recoleccion de datos y analisis.
Establecer sistemas de medicion que sean confiables (cuando se requieran) Sostener motivation y estabilidad al equipo
Calcular los ahorros por proyecto
Interface entre Rnanzas e information a la Direccion Apoyar a Green Belts
• Miembro de un equipo
Contribuir con la experiencia del proceso Recolectar datos
Aceptar y completar todas las acciones asignadas Implementar mejoras
Atender y participar en todas las juntas Estar motivado
Capitulo II: Marco Teorico
Asegurar que las mejoras del proceso sean implementadas y sostenidas.
Obtener las autorizaciones requeridas para afectar el proceso
Seleccionar los miembros del equipo
2.4.1.4 Seleccidn de los Black Belts
Los Black Belts necesitan tener muchas cualidades para ser efectivos.
Necesitan tener un fuerte liderazgo y habilidades de administration de proyectos.
Tambien necesitan saber con certeza las herramientas correctas a usar en el
desarrollo de proyectos, asi mismo deben de tener las bases de conocimiento
tecnico estadi'stico de Seis Sigma para apoyar a los Green belts.
2.4.1.5 Metricos
Una infraestructura exitosa Seis Sigma necesita ser pensada como un
proceso de mejora continua que puede ser continuamente mejorado. Por lo tanto
los metricos deben de ser creados para proporcionar information clave sobre la
variabilidad y eficiencia de este proceso [23].
GE implement^ una base de datos para la revision de proyectos donde
todos los black belts registrar! la information al detalle acerca de sus proyectos.
La information que se captura en esta base de datos es la siguiente:
Miembros del equipo
Variables de salidas clave del proceso
Variables de entradas clave del proceso
Fechas estimadas de terminacion de actividades por etapa
Estatus de terminacion por etapa
Herramientas Seis Sigma utilizadas en el proyecto
Actividades abiertas
Definition del defecto
Metricos de linea Base
Calculo financiero
Ahorros del proyecto actuates
Lecciones aprendidas acerca de la implementation
2.4.1.6 Recursos de Tiempo Complete vs Tiempo Parcial
Capftulo II: Marco Teorico
asignacion de recursos de tiempo completo contra los de tiempo parcial en los proyectos de mejora. Realmente no existe una respuesta para las organizaciones, solo algunos puntos a considerar cuando se realice esta decision:
Existe una mayor competencia
Se estan perdiendo clientes por altos grades de insatisfaccion Existe un mayor reto de las ganancias
Existe la introduction de un nuevo producto
Existe la posibilidad de un rediseno de un producto o servicio Se tiene poco desarrollo en el mercado
Cuales son los costos u objetivos de reduction de defectos y el programa para alcanzarlos.
2.4.1.7 Administration de proyectos.
Establecer un sistema para seguir los proyectos. Este incluye proyectos listados para consideration, aceptados para implementation, proyectos en progreso y proyectos terminados.
Un buen sistema de seguimiento es una herramienta de administration que: Registra los resultados acumulativos
Alerta de los proyectos que estan bloqueados
Sirve como una libreria de information que puede ser revisada por todos los miembros de la organization para revisar lecciones aprendidas.
Mantiene un archive con el historial de beneflcios para duenos de procesos de futures procesos.
2.4.2 Entrenamiento
De acuerdo con Forrest W. Breyfogle [1] un entrenamiento completo para Black Belts debe ser normalmente desarrollado en un periodo de 3 a 4 semanas las cuales deben de ser llevadas a cabo en periodos de una semana por mes. En este perfodo el participante debera aplicar lo que ha aprendido en un proyecto de su area.
Capitulo II: Marco Teorico
Este entrenamiento se alinea mas comunmente con las etapas de medir
analizarmejorarcontrolar que ya hemos mencionado anteriormente y las cuales
estan descritas en Breygogle (1999), Implementing Six Sigma [7].
2.4.2.1 Programa de entrenamiento
Enseguida se presentan los temas recomendados para estas cuatro semanas
de entrenamiento a todo el personal de la organization.
Semana 1 (Primer Mes) Definition y Medicion
Semana 2 (Segundo Mes) Analisis
Semana 3 (Tercer Mes) Mejora
Semana 4 (Cuarto Mes) Control
Las 4 semanas de entrenamiento pueden ser reducidas a 3 semanas si
ciertos topicos no son considerados aplicables.
Por lo general estos entrenamientos se dan por olas de empleados, cada ola
contiene un cierto numero de empleados que ban sido seleccionados
estrategicamente por el Master Black Belt de la organization.
Tipos de entrenamiento
Normalmente se selecciona el tipo de entrenamiento que recibira cada Green
o Black Belt dependiendo del area de trabajo.
Manufacture)
Transaccional
Diseno
Entrenamiento a los Green Belts
Los Green Belts no necesitan ser entrenados como los Black Belts, se
recomienda que scan 2 semanas de entrenamiento pero en el caso de que las
organizaciones asignen a los Green Beits en proyectos substantiates, se
recomienda que si se tomen las 4 semanas.
Entrenamiento a los Ejecutivos
Capitulo II: Marco Teorico
Entrenamiento al Champion
Se recomienda que los ejecutivos que seran Champions Seis Sigma reciban 5 di'as de entrenamiento con toda la documentation que se muestra en la capacitacion de las 4 semanas.
Entrenamiento al Master Black Belt
Son entrenados como las personas que tienen que saber ensenar y ser buenos mentores de la herramienta Seis Sigma a la organization.
2.4.2.2 Forma de entrenamiento
La mayoria de la gente subestima drasticamente el tiempo y costo asociados con el desarrollo de materiales de entrenamiento requeridos para un entrenamiento Seis Sigma. Desarrollar un entrenamiento de clase mundial puede tomar muchos anos de esfuerzo. Si una organizacion cuenta con una "universidad corporativa", con facultad calificada y especialistas desarrollados, podria ser factible desarrollar el material sin embargo para el exito de Seis Sigma no solo hay que combinar el control estadistico de procesos (SPC) con el diseno de experimentos (DOE), y otro curso de material estadistico. Seis Sigma no solo debe incluir las herramientas sino que tambien debe incluir la infraestructura organizacional que las soporte.
Otra opcion es contratar una compafiia externa para dar el entrenamiento y capacitacion Seis Sigma. Este tipo de servicio puede ser muy importante durante las etapas iniciales de Seis Sigma.
Cuando el entrenamiento inicial de una ola de entrenamiento Seis Sigma no es exitoso por el material deficiente presentado durante ia semana de capacitacion, las oportunidades de exito para el future de la organizacion Seis Sigma seran reducidas.
2.5 La estrategia de Seis Sigma
Algunas organizaciones que se dicen ser empresas Seis Sigma no toman en cuenta la parte estrategica atacando proyectos que en ocasiones no tienen ningun beneficio para la organizacion.
Capftulo II: Marco Teorico
negocio. Si se hace apropiadamente, los procesos funcionaran mas eficientemente
en los meses 3 y 6, los empleados se sentiran satisfechos por realizar mejoras en
el negocio. En cambio si la selection de proyectos se hace en forma inapropiada,
un proyecto puede ser seleccionado sin que la direction le preste atencion debido
a las prioridades provocando que el equipo se sienta mat y no efectivo. Nadie gana
en esta situacion, especialmente el gerente de calidad. El proceso de despliegue de
proyectos se debe de hacer en una forma cuidadosa tomando en cuenta varios
aspectos del negocio y todo su entorno principalmente con los clientes [12].
Enseguida se listan 2 formas de llegar a la mejor selection de proyectos.
Segun George Eckes existen 6 pasos esenciales en un buen sistema de
administration de procesos de negocios BPM [8] los cuales se listan a
continuacion:
|
1. Creadon y acuerdo de los objetivos estrategicos del negocio
2. Creacion de los procesos y subprocesos clave
3. Identificaci6n del dueno del proceso
4. Creacion y validation de los metricos
5. Recoleccion de datos sobre los metricos establecidos
6. Creacion del criterio para la seleccion de primeros proyectos
Por otro lado existen modelos donde se listan los elementos basicos
necesarios para un buen despliegue de proyectos Seis Sigma dentro del negocio
[9]. Los pasos esenciales de uno de estos modelos se describen a continuacion:
1. Realizar la planeacion estrategica de la empresa. (Mision, Vision)
2. Definir las Metas Funcionales de la Direction (Key Bussiness Factors KBF)
3. Determinar la planeacion operativa para las areas funcionales.
4. Definir los procesos criticos dentro del negocio (Critical Bussiness Processes)
5. Identificar las neceskJades de los clientes
6. Revisar los m&ricos actuates y definir metricos en caso de ser necesario
7. Identificar las oportunidades de mejora
8. Alinear las oportunidades con las estrategias
9. Prioritizar las oportunidades con la matriz causa y efecto.
10. Hacer pron6stico de los ahorros del proyecto
11. Determinar si un proyecto sera asignado a un Green o Black Belt.
12. Definir y asignar el proyecto
Capftulo II: Marco Teorico
Segun lo visto anteriormente podemos decir que Seis Sigma ademas de ser una estructura bien elaborada para Itevar a cabo la mejora es tambien un sistema estrategico que de alguna forma enlaza los objetivos y forma de trabajo de la empresa con las necesidades de los clientes transformadas en oportunidades de mejora dando prioridad a aquellas de mayor relevancia para la organizacion dando como resultado proyectos estrategicamente bien seleccionados.
Para mas detalles sobre como Seis Sigma participa en la planeacion estrategica refierase a las siguientes referencias: [1] Cap. 10, [8] Cap. 2 [9] Cap. 3
2.6 Implementando Seis Sigma
Todos los proponentes Seis Sigma estan de acuerdo al hecho de que la clave del exito de Seis Sigma, es la construction de una infraestructura efectiva. [10]
La dificultad de implantar esta infraestructura efectiva Seis Sigma es que actualmente no existen estandares, ni una institution de certification que asegure que se esta siguiendo el camino correcto.
Basicamente la dificultad recae en implementar este concepto dentro de la cultura organizational. [11]
De acuerdo con Uwe H. Kaufmann [11] la mayon'a de las organizations que siguen la implementation de Seis Sigma deben de entrar sobre cuatro fases de implementacion.
En la fase 1, el equipo li'der de la organizacion decide ir por Seis Sigma y es captado entre suenos de incrementar sus entradas con grandes ahorros y duda si estos conceptos funcionaran. Una implementacion Seis Sigma normalmente empieza con el entrenamiento y conocimiento de la herramienta a lo largo de la organizacion y algunos proyectos de mejora.
Cuando los primeros proyectos han sido seleccionados, la organizacion demuestra su competencia Seis Sigma asignando proyectos relacionados con el negocio dentro del equipo li'der o demuestra el antiguo modelo de calidad delegando actividades a su Black Belt o equipo de calidad. Si el proyecto solo se enfoca en manufacture la organizacion se limitara a las iniciativas tradicionales de mejora de calidad.
Capitulo II: Marco Teorico
estan perdiendo interes?. Organizaciones exitosas establecen un comite de calidad para tomar decisiones acerca de los proyectos, especialmente acerca de la seleccion de la estrategia de negocios y necesidades del cliente implementando mejoras y reconocimientos. Los resultados necesitan ser comunicados a toda la organizacion. Es crftlco vender Seis Sigma intemamente y convencer a los escepticos, de otra manera la organizacion no estara lista para llegar a la siguiente fase.
En la fase 3, se establecen los metricos para monitorear los resultados de los proyectos iniciales y asegurar las ultimas mejoras. Organizaciones exitosas agregan estos matrices a su tablero intemo y a su sistema de monitoreo de lealtad del cliente.
Para facilitar la fase 4, construyendo Seis Sigma dentro de "negocio como normal" todos los departamentos son involucrados. Seis Sigma incluye una herramienta poderosa que puede ser usada para mejorar todos los procesos de negocio clave incluyendo procesos administrative^ a traves de la organizacion. Adicionalmente hay algunos departamentos clave que deben de soportar la iniciativa Seis Sigma. Rnanzas debe monitorear los beneficios y costos. Ventas y mercadotecnia deben de dar retroalimentacion del cliente y monitorear el nivel de satisfaction del cliente. Recursos Humanos debe de soportar con la debida comunicacion, Black Belt y Green Belt seleccidn y desarrollo, recompense, reconocimiento, monitoreo y analisis de la satisfaction del empleado.
La organizacion sabra cuando Seis Sigma sera finalmente parte del negocio, o simplemente parte de la cultura.
2.7 Los 10 principales tips para administrar Seis Sigma
Ritesh Chatterjee proporciona 10 principales lecciones aprendidas para la implementation Seis Sigma dentro de una organizacion. [16]
1. Liderazgo y compromise de la alta direction son esenciales.
2. Todos los lideres deben de ser entrenados como Champions Seis Sigma. 3. Incluir las planeation Seis Sigma dentro del plan de operation.
4. Seleccionar al correcto consultor para entrenar a los Belts. 5. Asegurar que el ROI sea al menos de 20 a 1.
Capitulo II: Marco Teorico
8. Desarrollar un proceso de ensefianza.
9. Asegurar la validation financiera del proyecto.
10. No clasificar a Seis Sigma con un Gerente de Calidad.
2.8 Recoleccion de ahorros por proyecto
Como se pudo observar en la parte estrategica de Seis Sigma existe una serie detallada de pasos que se deben de llevar para alcanzar los proyectos adecuados. Con esto, una vez que los ahorros por proyecto han sido estimados en la etapa de definicion estrategica, se establecen los ahorros base por olas de capacitacion de empleados. Estos ahorros son capturados en la base de datos de ahorros y al final de los proyectos el Green o Black Belt debera elaborar un reports del calculo final de los ahorros del proyecto. Este calculo debera ser validado por el departamento de Finanzas para su captura al monto de ahorros por proyectos Seis Sigma. Si se quiere saber los ahorros promedio que ha dejado Seis Sigma en distintas organizaciones como GE, Motorola y Allied Signal refierase a la referenda
[14].
2.9 Puntos clave que hacen trabajar a Seis Sigma
Tal parece que Seis Sigma es solo diferente de TQM en terminos de herramientas de calidad, tecnicas, y principles, pero desde una perspectiva global es todo un sistema por las siguientes razones: [15]
Un nuevo tipo de soporte en la direccion Solucion de problemas y liderazgo de equipos Entrenamiento como nunca antes visto
Nuevos metricos (CTQ)
Un mejor uso de equipos (Varies departamentos) Un nuevo proceso de comparacion (DPMO) Una nueva actitud corporativa / Cultura
2.10 El proceso de mejora DMAIC contra el proceso de diseno DMADV
Capitulo II: Marco Teorico
proceso de mejora. Para crear nuevos procesos, se deberan de usar Procesos de Diseno [24]. Enseguida se discutira brevemente el proceso de disefio, sin embargo nos concentraremos en el proceso de mejora. El proceso de diseno es mejor usado cuando uno de las siguientes tres situaciones existe en la organization:
1. Cuando un nuevo proceso asistira a una organizacion. 2. Cuando un proceso actual es irreparable.
3. Cuando un proceso alcanzo su nivel maximo de mejora.
Debido a que la mayoria de los procesos en una organizacion requieren mejora, nos enfocaremos en el proceso de mejora.
2.11 El proceso de mejora DMAIC
Como se menciono anteriormente el proposito de esta investigacion no es profundizar sobre la tematica Seis Sigma mas alia de to que se ha hecho hasta el momento. En si lo que se esta realizando es encontrar las mejores fuentes bibliograficas para el mejor analisis y comprension del lector en esta investigacion.
Segun Peter S. Pande y Larry Holpp [3] los equipos de mejora, resolution de problemas y diseno de experimentos son los componentes m£s visibles y actives de una iniciativa Seis Sigma, en especial los primeros. Estos equipos como hemos notado se crean para resolver problemas y para capitalizar una oportunidad. Liderados por un BB o GB, los equipos, de entre 3 a 10 miembros (se recomienda 5 o 6) representan diferentes partes del proceso sobre el que se trabaja. Como ya se platico el proceso de mejora "DMAIC" Definir, Medir, Analizar, Mejorar y Controlar es un conjunto de 5 pasos que logran que las mejoras sucedan y se mantengan. Al trabajar con el proceso DMAIC el equipo tambien interacciona con otras organizaciones, entrevistando a clientes, recogiendo datos, y hablando con gente cuyo trabajo puede verse afectado por las recomendaciones de solution del equipo.
2.11.1 Etapa 1: Definir el problema
La primera etapa define el marco del proyecto como un todo y, a menudo, el mayor desafio para un equipo. El equipo debe plantearse toda una serie de preguntas:
Capitulo II: Marco Teorico
dPorque se trabaja en este problema en particular? <LQuien es el cliente?
dCuales son los requerimientos del cliente? dComo se (leva el trabajo en la actualidad?
dCuales son los beneficios de implantar esta mejora?
Este tipo de preguntas resulta ser una reflexion fundamental sobre el negocio e impulsan nuevas formas de pensar sobre problemas del negocio que fueron a menudo ignorados en el pasado. Una vez que estas preguntas se contestan, al menos en borrador, se podra desarrollar el documento marco del proyecto.
Estos documentos varfan de una organizacion a otra pero ti'picamente incluyen:
• Una plan de negocio: Porque se ha elegido esta oportunidad?
• Declaraciones del problema/oportunidad y objetivos: dCual es el problema especifico o el dano que queremos solucionar, y que resultados buscamos? • Limitaciones/hipotesis: dQue limitaciones se aplicaran al proyecto y que
expectativas de recursos hemos hecho?
• Ambito: dCuanto del proceso y/o del rango de cuestiones a tratar esta induido en el proyecto?
• Protagonistas y papales: dQuienes son los miembros del equipo, el Champion y otros interesados?
• Plan Preliminar: dCuando completaremos cada fase (D, M, A, I y C)?
Este plan del proyecto pretende definir y limitar el ambito del proyecto, clarificar los resultados que buscamos, confirmar el valor del negocio, fijar los limites y los recursos para el equipo, y ayudar al equipo a comunicar sus objetivos y planes. Este plan del proyecto es la primera autorizacion, y a menudo la mas importante que debe de dar el Champion del proyecto antes de que el equipo siga adelante.
Capitulo II: Marco Teorico
El desaffo para el equipo DMAIC es descubrir cuales de estas "X" tienen el mayor impacto en el problema que atacamos. Cuando el equipo encuentra la "X" o "Xs" principal(es) entonces se encontro la causa rai'z del problema.
El enlace o la relacion entre la entrada y actividades del proceso y los resultados, o salidas, se suele representar como una ecuacion:
Y=f(X)
Esto signified que los resultados (Y) que se consiguen son funcion (el sfmbolo 0 de las X.
Para empezar a lograr datos sobre las causas potenciales, el equipo prepara un plan de toma de datos.
Para mas detalles sobre la etapa de medicion en Sets Sigma vease el capftulo 5 de la referencia [8] donde encontrara a detalle el plan de recoleccion de datos.
2.11.3 Etapa 3: Analizar
En esta etapa el equipo DMAIC entra en los detalles, aumenta su comprension del proceso y del problema y si todo va como esta previsto, identifica el culpable tras el problema. El equipo usa la etapa de analizar para descubrir la causa rafz. A veces las causas raices de un problema son evidentes. Cuando lo son, los equipos pueden moverse a traves del analisis. Pero en ocasiones las causas rai'ces estan enterradas debajo de montones de papel y de procesos obsoletos, perdidas entre las complejidades de mucha gente haciendo el trabajo a su manera y sin documentarlo, afio tras aho. Cuando esto ocurre el equipo puede invertir semanas o meses aplicando una serie de herramientas antes de cerrar finalmente el caso.
Capitulo II: Marco Teorico
Calcular el nivel en sigmas para la mayorfa de los procesos es bastante facil. Enseguida se anexa un ejemplo de calculo de sigmas de un proceso.
Para esto se necesita saber lo siguiente:
• La unidad o articulo que se entrega al cliente
• Los requerimientos que hagan que la unidad sea buena o mala para el cliente • El numero de requerimientos, o de oportunidades de defectos para c/unidad Proceso: Pizzas a domicilio
Unidad: Pizza
Requerimientos principales: Ingredientes correctos, temperature, entrega a tiempo y sin danos.
Estos 4 requerimientos tambien son las 4 oportunidades de defecto para cada pizza.
Datos de 500 pizzas entregadas 25 llegaron tarde
10 llegaron Mas 7 con danos
16 tenian ingredientes equivocados
Para calcuiar el nivel sigma tomamos el total de defectos, lo dividimos por el numero total de unidades y lo multiplicamos por el numero de oportunidades de defecto. Llamaremos al resultado defectos por unidad DPO.
(25+10+7+16)7500 X 4 = 0.029 DPO
Considerando habitualmente 1 millon de oportunidades, eso daria .029 X 1,000,000 = 29,000 defectos por millon de oportunidades (DPMO). Ahora todo lo que se necesita es buscar el nivel de sigmas que esto representa. Para este caso el proceso de la pizzeria opera en 3.3 sigmas.
Capftulo II: Marco Teorico
la causa. Cuando las causas son mas profundas o cuando la relacion entre el
problema y otros factores es compleja y oculta, es probable que se requieran
tecnicas estadisticas avanzadas para identificar y verificar la causa.
Para mas detalles sobre la etapa de analisis en Seis Sigma vease el
caprtulo 6 y 7 de la referenda [8] donde encontraran a detalle herramientas de
analisis.
2.11.4 Etapa 4: Mejorar
Esta etapa la solucion y la accion es a la que muchos se sienten
tentados a saltar desde el inicio del proyecto. De hecho, el habito de empezar a
resolver un problema sin primero entenderlo es tan fuerte que muchos equipos
consideran un desafio adherirse al rigor objetivo del proceso OMAIC. Sin embargo,
cuando ven el valor de hacerse preguntas, de verificar la hipotesis y de usar datos,
los miembros del equipo se dan cuenta de cuanto mejor es el enfoque Seis Sigma.
Las soluciones creativas de verdad que ataquen las causas principales del
problema y que el equipo que trabaja en el proceso considere factibles no se
encuentran facilmente. Y una vez que estas nuevas ideas se desarrollan, tienen
que ensayarse, refinarse e implementarse.
Una vez que se ban propuesto varias soluciones potenciales, las tecnicas
anah'ticas regresan y se usan varios criterios, incluyendo costos y beneficios
probables, para seleccionar las soluciones mas prometedoras y practicas. La
solucion final o series de cambio deben de ser aprobadas por el Champion y, a
menudo, por el equipo entero de liderazgo. En este punto mejorar pasa a ser
Implementar.
La implementacion no es una actividad inmediata. Las soluciones DMAIC
tienen que gestionarse con cuidado y verificarse. Es casi obligatorio hacer una
implementacion piloto a pequeha escala; los equipos tienen que hacer un
cuidadoso analisis de problemas potenciales para determinar que puede ir mal y
prevenir o manejar dificultades. Los nuevos cambios tienen que venderse a los
miembros de la organization cuya participation es crrtica.
2.11.5 Etapa 5: Controlar
Capftulo II: Marco Teorico
elasticas. Se puede trabajar duro y estirarlas mucho dandoles incluso formas diferentes nuevas e interesantes, pero inmediatamente que las suelte, como muelle, vuelven a la forma original [3].
Precisamente el principal objetivo de la etapa de controlar es evitar ese efecto de regresar a los viejos habitos y procesos.
Tareas de control especifico que los Black Belts y equipos DMAIC deben de completar incluyen:
• Desarrollar un proceso de seguimiento para verificar el resultado de los cambios implementados.
• Crear un plan de respuesta para tratar los problemas que puedan surgir.
• Ayudar a fijar la atencion de la direccion en unas pocas medidas criticas que les den informacion actual sobre los resultados del proyecto (Y) y tambien de las medidas clave de procesos (X).
Parte2
ACE como herramienta y programa de mejora es usado sob dentro de aquellas organizaciones que pertenecen al grupo UTC, por tal motive es posible que no se encuentren referencias de esta herramienta a dominio publico. De igual forma se informa que para poder trabajar con ACE se pidio autorizacion al corporative UTC con la finalidad de evitar problemas de derechos por uso de la informacion contenida en la herramienta.
Lo que se revisara a traves de este caprtulo sera basicamente saber que es ACE, en que consisten sus herramientas, como aplicarlas al negocio y como estas ayudan de una buena forma a la mejora del negocio reduciendo desperdicios e incrementando la calidad. Asf mismo, al final del capitulo se analizara una de sus herramientas conocida como Certificacion de Procesos para poderla comparar contra DMAIC de Seis Sigma.
Capítulo II: Marco Teórico
2.12 Definición de ACE
Con sus siglas en inglés "Achieving the Competitive Excellence" traducido como Alcanzando la Excelencia Competitiva", es un proceso enfocado a la eliminación de desperdicio y actividades que no agregan valor al negocio mientras que se mejoran los procesos y calidad de los productos [2].
ACE, es asegurar calidad y productividad en todas las disciplinas. Como se mencionó, ACE es eliminar el desperdicio en cualquier cosa que se haga, y hacer todo bien a la primera vez, esto proporcionará el sistema exitoso que administrará, mejorará y controlará los procesos. También proporciona una buena forma de trabajar en cualquier situación sin importar la función o el puesto. ACE no esta limitado al área de manufactura. En áreas como finanzas, marketing y compras también se pueden aplicar las herramientas de ACE [2].
Sus principios generales son el involucramiento del personal como base sólida y de ahí construir exitosamente los bloques que formarán la estructura sólida que alcanzará la excelencia competitiva. Ver figura 2.1.
Demanda DFX Una pieza a la vez
Alianzas con proveedores Trabajo Estándar
QCPC 5S
Certificación de procesos Análisis de causa Raíz
Reducción de Setup A prueba de error
TPM Involucramiento del empleado
Ventaja Competitiva
Bloques de Construcción
Base sólida
Rgura 2.1 Principios Generales ACE
2.13 Historia de ACE
Caprtulo II: Marco Teorico
Con la finalidad de evitar que la gente se confundiera con estas 2 ideologi'as, a un equipo se le ocurrio la idea de combinar ambas filosoffas en un solo metodo de implementacion. La idea fue hacerlo como en las olimpiadas donde tuvieras que trabajar mas duro cada vez para obtener una medalla de mayor rango hasta llegar a la medalla de clase mundial.
Realmente se supo lo que se tenia que saber, pero aun existfan algunas dudas de como llamar al programa. En una junta con el consejo Ejecutivo, se evaluaron varies nombres, de esa junta el nombre ganador fue el de ACE. La razon fue porque, tomando en cuenta que P&W hacia turbinas de avion, se recordo que en los Estados Unidos un Piloto de la fuerza aerea es llamado Piloto ACE por ser de los mejores en su clase. Una vez establecido esto, el siguiente paso era que significarfan las iniciales, para esto todos sabian que querian ser los mejores en su clase y que se querfa alcanzar los mas altos estandares de excelencia, de aquf nace el significado de las iniciales, Alcanzando la Excelencia Competitiva.
Tomando en cuenta las exigencias del mercado para finales de 1996, se formaliza todo este programa de mejora continua que vendria a perpetrar todas las divisiones del corporativo con el objetivo principal de reducir costos con alta calidad y entrega a tiempo.
2.14 Misidn de ACE
La mision de ACE no es mas que imponer exitosamente un seguimiento continue a la satisfaction del cliente y resultados del negocio, capacitando a los asociados de la empresa para lograr la mejora continua a traves de la education e integracion de las herramientas y metodologias en el sistema de operaciones.
2.15 Description general de las herramientas ACE.
Son tres conjuntos de herramientas que consisten en lo siguiente: 1. Mejora de proceso y elimination de desperdicio
2. Solution de problemas 3. Toma de decisiones
Capi'tulo II: Marco Teorico
Las herramientas de ACE son:
1. RRCA Analisis de causa raiz
2. QCPC Graficas de proceso para la clinica de calidad
3. PS Sistema Pasaporte
4. MFA Analisis de retroalimentacion de mercado
5. CP Certificacion de procesos
6. 55 Orden y limpieza
7. TPM Mantenimiento productive total
8. MP A prueba de error
9. SR Reducci6n de setup
10.SW Trabajo esta"ndar
2.15.1 RRCA Analisis de causa raiz
Busqueda rcipida y persistente de la falla fundamental 6 falla de proceso,
que cuando se resuelve, previene la renuencia del problema.
Algunas de las herramientas que pueden ser usadas para determinar la
causa raiz verdadera de un problema son:
Lluvia de ideas
Diagramas de dispersidn
Diagramas de causa y efecto
La prueba de los 5 "porque"
Analisis de modo de falla y efecto
Graficas de corrida
Diseno de experimentos
2.15.2 QCPC
Herramienta sencilla para identificar y dar prioridad a los problemas del
proceso. Usada para analizar estas oportunidades de mejora de la calidad e
ineficiencias y encontrar a lo que comunmente llamamos hallazgos.
Capítulo II: Marco Teórico
• Retrabajos (Análisis de causa raíz)
• Interrupciones de máquinas (TPM)
• Brocas quebradas (Análisis de causa raíz)
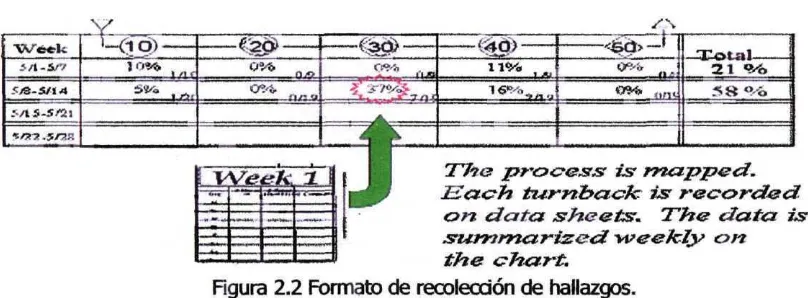
Estos hallazgos son registrados en una hoja de datos y son totalizados al
final de la semana para determinar el flujo del proceso. Ver figura 2.2.
Tha j?ro<?ess is tumbadle is
[image:46.615.79.483.193.342.2]on data sheets- The data is summariz&d \veekly on the chart.
Figura 2.2 Formato de recolección de hallazgos.
Pasos para la implementación de QCPC:
1. Iniciar proceso haciendo análisis detallado del proceso recolectando datos.
2. Resumen de los hallazgos
3. Paretos de hallazgos
4. Definición de los proyectos o mejoras
5. Documentación de historias de éxitos
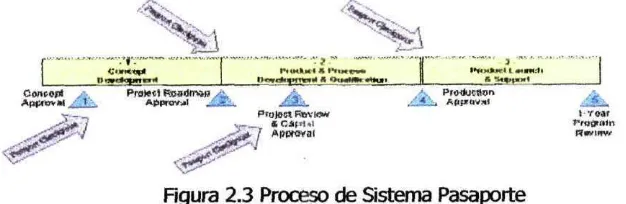
2.15.3 Sistema pasaporte
Es una herramienta administrativa que integra puntos de chequeo en una
forma estructurada a los programas de revisión. Algunas ventajas del Sistema
Pasaporte:
• Asegura que el producto logre los objetivos estipulados
• Ayuda a la toma de decisiones en los niveles apropiados
• Garantiza que ningún producto se envíe al mercado si no esta listo.
Capítulo II: Marco Teórico
Un proceso que asegura que todos los requerimientos del programa son cumplidos (calidad, desempeño, función, confiabilidad). Ver figura 2.3.
—vr;'"" O*W**4
Conocí* .•• Pretítl Px&Bdmau ^^ . .„»*..„..
• •" • * ^: JL, .ü jLu Aflí*uv:«i
[image:47.625.122.435.148.250.2]píüieffíR&viw AppKwai
Figura 2.3 Proceso de Sistema Pasaporte
2.15.4 Análisis de retroaüntentación de Mercado
El propósito de esta herramienta es asignar recursos eficientemente identificando la causa raíz y prevenir los problemas desde el diseño. Determinar problemas que le cuestan dinero a los clientes y la obtención de datos del cliente, datos de campo y datos internos. Esto mediante el uso de las gráficas Russo, Elefante y Marciano.
• Gráfica Russo
Un método para enfocar los recursos mediante la obtención y análisis de los datos de los problemas de los clientes, referentes a problemas con los productos existentes que causan que los clientes pierdan ingresos o pierdan dinero.
• Gráfica Elefante
Asegura el enfoque hacia los programas recurrentes mostrando cómo las partes de los componentes se desempeñan en el campo en un tiempo dado. Además evalúa la efectividad de las pruebas de aceptación interna.
• Gráfica Marciano