UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA DE MATERIALES
TESIS DE INVESTIGACIÓN
“EFECTO DE LA POSICION DE SOLDEO SOBRE LA DUREZA,
RESISTENCIA A LA TRACCIÓN Y DUCTILIDAD EN LA UNION SOLDADA
DEL ACERO ASTM A615 MEDIANTE PROCESO SMAW”
PARA OBTENER EL TÍTULO PROFESIONAL DE INGENIERO DE
MATERIALES
AUTORES : Br. GUTIERREZ VILLALOBOS SERGIO CARLOS
ASESOR : Dr. VERA ALVARADO JORGE WILFREDO
TRUJILLO - PERÚ
Jurado
---
--- --- Ing. Guarnís Herrera William
Presidente
CIP
Ing., Chávez Novoa Danny
Secretario
CIP
Ing. Vera Alvarado Jorge
Asesor
DEDICATORIA
A Dios, quien supo guiarme por
el buen camino y darme fuerzas a
seguir adelante
.
A mis hermanos Eduardo, Ysabel,
David, Lucy y mi sobrina Ximena
Por su apoyo incondicional
A mis Padres, Wilfredo y Lucila por sus
consejos, comprensión, amor y paciencia.
Me han dado todo lo que soy como
persona, mis valores, mis principios para
conseguir mis objetivos
A mis profesores de la Universidad
por su excelente dirección
investigadora y a mis compañeros y
PRESENTACIÓN
Les saludamos muy cordialmente señores miembros del jurado y
cumpliendo con el reglamento de grados y títulos vigente en la Facultad de
Ingeniería, Escuela de ingeniería de Materiales de la Universidad Nacional de
Trujillo, ponemos a vuestra disposición el presente trabajo de investigación
titulado “EFECTO DE LA POSICION DE SOLDEO SOBRE LA DUREZA, RESISTENCIA A LA TRACCIÓN Y DUCTILIDAD EN LA UNION SOLDADA DEL ACERO ASTM A615 MEDIANTE PROCESO SMAW” para obtener el título profesional de ingeniero metalurgista.
Autor:
AGRADECIMIENTO
Deseamos expresar nuestro sincero agradecimiento al Dr. Jorge Vera Alvarado y
a Víctor Salinas Guerra, Gerente del área de Calidad de SiderPerú, por el apoyo para el
desarrollo y culminación del presente trabajo de investigación.
Asimismo nuestro agradecimiento a todos los docentes de la Escuela Académico
Profesional de Ingeniería de Materiales por los conocimientos transmitidos durante el
desarrollo de nuestra formación universitaria y a nuestros compañeros por el aliento
brindado.
RESUMEN
Se ha estudiado el efecto de la posición de soldeo sobre resistencia a la tracción, ductilidad y distribución de dureza en la unión de acero ASTM A615 soldada mediante el proceso SMAW.
Se determinó que al variar la posición de soldeo de 1G a 2G, se produce una reducción de la resistencia a la tracción y dureza. Además El acero ASTM A615 soldado en posición 1G, presenta una buena soldabilidad y con las propiedades mecánicas requeridas de acuerdo a la Norma de Soldadura Estructural para Acero de Refuerzo ANSI/AWS D1.4 de la Sociedad Americana de Soldadura. No siendo así para posición de soldeo 2G y estadísticamente se determinó que la posición de soldeo influye significativamente en las propiedades mecánicas de dureza y resistencia a la tracción en uniones soldadas de acero ASTM A615.
Para ello se aplicó un diseño unifactorial con 5 repeticiones de la variable
posición de soldeo plana y horizontal, más una prueba testigo para cada calidad de
acero, obteniéndose 10 pruebas de estudio en total. Cada probeta fue de 50 cm de
longitud de 1 3/8 pulgadas de diámetro de barras de construcción de aceros Sider Perú.
El soldeo se realizó según el diseño de aleatorización de corridas
experimentales, estas 10 uniones soldadas para su respectivo estudio fueron realizadas
por un soldador homologado del área de mantenimiento de Sider Perú, y las variables
fueron debidamente controladas por nuestro asesor (inspector calificado) e ingenieros
del área de calidad acompañados por nosotros; se ejecutaron de 9 a 11 cordones en
multipase por cada unión soldada y se controlaron los parámetros especificados en la
norma de soldadura estructural para acero de refuerzo ANSI/AWS D1.4 de la Sociedad
Americana de Soldadura.
ABSTRACT
We have studied the effect of welding position on tensile strength, ductility and hardness distribution in the binding of ASTM A615 steel welded by SMAW process.
It was determined that by varying the welding position of 1G to 2G, a reduction in tensile strength and hardness is produced. Besides ASTM A615 steel welded 1G position, has good weldability and mechanical properties required according to the Standard Structural Welding for Reinforcing Steel ANSI / AWS D1.4 of the American Welding Society. Not so for welding position 2G and statistically determined that the welding position significantly influences the mechanical properties of toughness and tensile strength in ASTM A615 steel welded joints.
To do univariate design it was applied with 5 levels of variable flat, horizontal position welding test more control for each steel grade, study obtained 10 tests in total. Each specimen was 50 cm length of 1 3/8 inch diameter steel bar construction SiderPerú.
The welding was performed according to the design of randomization of experimental runs, the 12 welded joints for their respective study were performed by an approved maintenance area SIDERPERU welder, and variables were duly checked by our consultant (qualified inspector) and engineers quality area accompanied by us; were executed by 9-11 per laces in multipass weld and parameters specified in the standard structural steel welding ANSI / AWS D1.4 strengthening the American Welding Society is controlled.
NOMENCLATURA
AWS : Sociedad Americana de Soldadura
%C : Porcentaje de carbono
HV : Dureza Vickers
SAE : Sociedad Americana de Ingenieros
Tp : Temperatura de precalentamiento
T° : Temperatura
ZF : Zona fundida o zona de fusión
ÍNDICE
Pág.
DEDICATORIA ... ii
PRESENTACIÓN ... iii
AGRADECIMIENTO ... iiv
RESUMEN ...v
ABSTRACT ... ¡Error! Marcador no definido. NOMENCLATURA ... vii
CAPÍTULO I: INTRODUCCION 1.1 Generalidades ... 5
1.2 Antecedentes del problema de investigacion ... 7
1.3 Fundamento teorico...8
1.4 Planteamiento del problema ... 12
1.3 Hipotesis ... 13
1.4 Objetivos ... 13
1.5 Justificación del problema ... 13
CAPÍTULO II: MATERIALES Y METODOS 2.1 Material de estudio ... 14
2.2 Métodos ... 14
2.2.1 Proceso de soldadura ... 14
Procedimiento de soldadura para la junta en posición 1G ... 15
Procedimiento de soldadura para la junta en posición 2G ... 16
Maquinado de probetas para el proceso de soldadura ... 17
2.2.2 Procedimiento experimental ... 19
Ensayo de Tracción ... 21
Ensayo de Macroataque ... 21
Ensayos Complementarios ... ¡Error! Marcador no definido.
CAPÍTULO III: RESULTADOS
3.1 Resultados del ensayo de tracción para el acero ASTM A615 ... 23
3.3 Resultados del ensayo de ductilidad para el acero ASTM A615 .. ¡Error! Marcador
no definido.
3.5 Resultados del ensayo de dureza para el acero ASTM A615 .. ¡Error! Marcador no
definido.
CAPÍTULO IV: DISCUSIÓN DE RESULTADOS
4.1 De los ensayos de tracción ... 27
4.1 De los ensayos de dureza ... 27
CAPÍTULO V: CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones... 30
BIBLIOGRAFÍA ... 30
ANEXOS
FOTOGRAFÍAS
LISTADO DE TABLAS
CAPÍTULO I
Tabla 1.2: Longitud total mínima de probeta de tracción de barra corrugada
Tabla 1.3: Mínima temperatura de precalentamiento e interpasesa,b
Tabla 1.4: Exposición atmosférica permisible de electrodos de bajo hidrógeno.
CAPÍTULO II
Tabla 2.2: Propiedades mecánicas según norma ASTM A615/A615M ó NTP 341.031
Tabla 2.4: Composición química en la cuchara (%)
Tabla 2.5: Composición química del producto terminado (%)
Tabla 2.6: Propiedades químicas y físicas del material de aporte
CAPÍTULO III
Tabla 3.2: Resultados de los ensayos de resistencia a la tracción del acero ASTM A615
en posición 1G
Tabla 3.3: Resultados de los ensayos de resistencia a la tracción del acero ASTM A615
en posición 2G
Tabla 3.6: Resultados de los ensayos de ductilidad del acero ASTM A615 en posición
1G
Tabla 3.7: Resultados de los ensayos de ductilidad del acero ASTM A615 en posición
2G
Tabla 3.10: Resultados de los ensayos de dureza (HV) del acero ASTM A615 en
posición 1G
Tabla 3.11: Resultados de los ensayos de dureza (HV) del acero ASTM A615 en
posición 2G
LISTADO DE FIGURAS
CAPÍTULO I
Figura 1.1: Probeta para ensayo de tracción de barra corrugada.
Figura 1.2. Variación del coeficiente de soldabilidad en función de la concentración de
carbono
CAPÍTULO II
Figura 2.1: Detalle geométrico y técnica de soldeo para la posición 1G
Figura 2.2: Detalle geométrico y técnica de soldeo para la posición 2G
Figura 2.3: Proceso de maquinado y corte de las probetas de estudio
Figura 2.4: Probeta para ensayo de tracción de junta directa a tope.
Figura 2.6: Esquema de barrido de dureza
CAPÍTULO III
Figura 3.1: Influencia de la temperatura de precalentamiento sobre la resistencia a la
tracción del acero ASTM A615 en posición 1G antes y después de la
soldadura.
Figura 3.2: Influencia de la temperatura de precalentamiento sobre la resistencia a la
tracción del acero ASTM A615 en posición 2G antes y después de la
soldadura.
Figura 3.5: Influencia de la temperatura de precalentamiento sobre la ductilidad del
acero ASTM A615 en posición 1G antes y después de la soldadura
Figura 3.6: Influencia de la temperatura de precalentamiento sobre la ductilidad del
CAPÍTULO I
INTRODUCCIÓN
1.1 GENERALIDADES
En la preparación del concreto reforzado para construcción es muy frecuente el
uso de barras corrugadas de acero ASTM A 615. Sin embargo, en la norma técnica de
este producto no se establece ninguna consideración para una posible unión por
soldadura de estas barras. Por lo tanto en el presente trabajo de investigación se
pretende estudiar el efecto de la posición de soldadura sobre la resistencia a la tracción,
ductilidad y dureza en uniones soldadas del acero ASTM A615, ya que las propiedades
mecánicas de las uniones pudieran estar afectadas por la posición con la que el soldador
realiza la unión (6).
Las barras corrugadas ASTM A615 son barras laminadas obtenidas a partir de
palanquillas producidas por coladas en lingotes o colada continua. Estas barras, con
resalte y lisas, son utilizadas como refuerzo para concreto armado. Dichas barras están
disponibles en nuestro mercado en presentación de 9 o 12 metros de longitud. Estas
barras se clasifican de acuerdo a cuatro niveles de resistencia a la fluencia mínima, y
son designadas como grado 40 (280 MPa), grado 60 (420 MPa), grado 75 (520 MPa) y
grado 80 (550 MPa). En nuestro país se comercializan las de grado 60 (420 MPa),
puesto que son las que se usan de forma obligatoria en nuestro mercado local (9).
La especificación de la barra corrugada, según ASTM A615, no limita la
composición química ni el carbono equivalente (CE). Cuando el acero va a ser soldado,
se debe emplear un procedimiento de soldadura adecuado para la composición química
y la aplicación particular de cada caso. Con este fin se recomienda el uso de la última
versión del código ANSI/AWS D1.4 código de soldadura estructural para acero
reforzado. Este documento describe la selección adecuada de los procesos de soldadura,
rendimiento y los requerimientos de calificación del procedimiento. Para estas barras, el
fabricante deberá hacer un análisis de cada colada a partir de probetas tomadas
preferentemente durante el vaciado de las coladas. Se deberá determinar los porcentajes
de carbono, manganeso, fósforo y azufre. El contenido de fósforo no deberá exceder el
0,06%.
El código ANSI/AWS D1.4 de soldadura estructural para acero de refuerzo
describe la selección adecuada de procesos de soldadura, temperaturas de
precalentamiento e interpase, los materiales de aporte, así como el rendimiento y los
requerimientos de calificación del procedimiento.
1.2 Antecedentes del problema de investigación
Con respecto a estudios realizados en la unión de piezas soldables, se
encontraron los siguientes antecedentes:
MASHILEV (1983), dice que en soldadura por arco eléctrico la zona de
influencia térmica alcanza 12 mm por ambos lados de la unión y que la soldabilidad
depende de la conductividad térmica la cual contribuye a la concentración de calor en
una zona limitada y las tensiones interiores son tanto mayor y cuanto mayor sea el
coeficiente de dilatación lineal y contracción. Y que la influencia térmica en la zona
afectada produce una heterogeneidad estructural que afecta a sus propiedades mecánicas
y estructurales.
HORWITZ (1990), menciona que las propiedades (dureza, tensión, resiliencia)
de los metales depende de la forma de los granos y de su distribución, por el cambio de
temperatura y por la solución solida existente cuando un metal base (solvente) tiene la
capacidad para solubilizar los átomos de un segundo metal, en muchos de los casos no
presenta problemas en soldadura porque se homogeniza el metal fundido. De otro lado
se tiene que en soldadura el metal fundido tiene una temperatura elevada y como
resultado del enfriamiento rápido las reacciones químicas que se inician en el metal
fundido y en la escoria no tienen tiempo de completarse. De otro lado el metal base que
está adyacente a la soldadura es alterado fuertemente por el calor recibiendo el nombre
de ZAC, donde ocurren alteraciones estructurales como zonas de fusión incompletas
con formación de granos gruesos, zonas más lejanas con tamaño de grano más pequeño,
pero una zona más alejada se da el normalizado con grano fino y luego zonas de
Para PENDER (1992), muchas de las dificultades que se encuentran al soldar, se
deben al calentamiento y enfriamiento. En soldadura la fuente de calor no está fija sino
en movimiento produciéndose isotermas que sufren un alargamiento, lo que hace que
tienda apiñarse frente a la fuente de calor y extenderse detrás de ella, y como la fuente
de calor esta en movimiento, el gradiente térmico es muy alto, debido a extremos de
calor frio y caliente, este calentamiento y enfriamiento disparejo producen
deformaciones, esfuerzos y soldaduras agrietadas. Si se permite la disminución
uniforme de calor se eliminarían muchos de estos problemas de deformación, en
cualquier proceso de soldadura se producen esfuerzos térmicos que crecen por
calentamiento del metal y esfuerzos residuales que se forman después del enfriamiento.
1.3 Fundamento teórico
Temperatura de precalentamiento e interpases
El precalentamiento es un excelente método para disminuir la velocidad de
enfriamiento del metal de soldadura y la zona afectada por el calor, en el
precalentamiento se puede lograr:
a. Prevenir la fisuración en caliente.
b. Reducir la dureza en la ZAC y mejorar la velocidad de enfriamiento de la
soldadura, disminuyendo la posibilidad de agrietamiento o fractura.
c. Atenuar la importancia de las transformaciones estructurales desplazándolos a
estructura de equilibrio.
d. Reducir las tensiones residuales producidas por las transformaciones.
e. Facilitar la difusión del hidrógeno causa inicial del agrietamiento y otros gases.
f. Existe algunas veces el peligro de fragilización del metal fundido o zona afectada
por el calor del metal base durante la soldadura, esto es debido a que después de la
soldadura se enfría rápidamente a altas temperaturas, las que están sujetos a la
acción severa del temple el cual se debe evitar. El grado de fragilización y
generación de fisuras llamadas “fisuras bajo cordón” que depende del carbono
equivalente del acero, espesor del material y el hidrógeno en el acero de soldadura
Figura 1.1. Variación del coeficiente de soldabilidad en función de la concentración de
carbono. (6)
La mínima temperatura de precalentamiento e interpases debe estar en
concordancia con la tabla 1.3, utilizando el valor de carbono equivalente más alto del
metal base. Para el caso de la barra corrugada ASTM A 615, el valor del carbono
equivalente se calculará con la siguiente fórmula:
C.E. = %C + %Mn / 6
Tabla 1.1: Mínima temperatura de precalentamiento e interpasesa,b (6)
SMAW con electrodos de bajo hidrógeno, GMAW o FCAW
Temperatura mínima Carbón equivalente
(C.E) Rango, %c,d
Tamaño de la barra
reforzada °F °C
Hasta 0.40 Hasta 11 [36] inclusive 14 y
18 [43 y 57]
ningunae 50
ningunae 10
Más de 0.40 hasta 0.45 inclusive
Hasta 11 [36] inclusive 14 y 18 [43 y 57]
ningunae 50
ningunae 10
Más de 0.45 hasta 0.55 inclusive
Hasta 6 [19] inclusive 7 a 11 [22 a 36] y 18 [43 y 57]
ningunae 50 200 ningunae 10 90
Más de 0.55 hasta 0.65 inclusive
Hasta 6 [19] inclusive 7 a 11 [22 a 36] y 18 [43 y 57]
100 200 300 40 90 150
Más de 0.65 hasta 0.75 Hasta 6 [19] inclusive 7 a 18 [22 y 57]
300 400
150 200
Más de 0.75 Hasta 6 [19] inclusive 7 a
18 [22 y 57]
300 500
150 260
aCuando el acero reforzado será soldado con un acero al carbono, los requerimientos de precalentamiento
del acero estructural deben ser considerados (ver AWS D1.1, tabla titulada temperatura mínima de precalentamiento e interpases precalificada).
bLas soldaduras no deben ser hechas cuando la temperatura ambiente este por debajo de 0°F (-18°C). cDespués de que la soldadura es completada, las barras deberán seguir un enfriamiento natural hasta la
temperatura ambiente. Enfriamientos acelerados están prohibidos.
dCuando no se cuenta con el análisis químico, el carbono equivalente debe ser asumido por encima de
0.75%.
eCuando el metal base está por debajo de 32°F [0°C], el metal base debe ser precalentado hasta al menos
70°F [20°C], o más, y mantenido a esta temperatura mínima durante la soldadura.
f La soldadura no debe realizarse cuando la temperatura ambiente es menor de -18°C, o cuando las
Material de aporte
Para cualquier conexión soldada con el código ANSI/AWS D1.4-92, la relación
de resistencia entre metal base y metal de aporte que se muestra en la tabla 1.3, para
determinar si se requiere metales de aporte con igual o menor resistencia. Cuando se
unen aceros de diferente grado, el metal de aporte debe ser seleccionado en base al
acero de menor resistencia a la tracción (3).
En el presente estudio nos limitaremos a revisar los electrodos del proceso
SMAW por ser el empleado en el mismo.
Electrodos SMAW
Los electrodos de soldadura por arco con electrodo revestido - SMAW, deben
cumplir los requerimientos de la última edición de ANSI/AWS A5.1, especificación
para electrodos de acero al carbono para soldadura de arco con electrodo revestido, o
los requerimientos de ANSI/AWS A5.5, especificación para electrodos de acero de baja
aleación para soldaduras de arco con electrodo revestido.
Después que los contenedores herméticamente sellados son abiertos o después
que los electrodos han sido removidos de los hornos de resecado o almacenamiento, la
exposición del electrodo a la atmósfera no debe exceder de los valores recomendados
en la tabla 1.2, para la clasificación de electrodo especifica con designaciones
suplementarias opcionales, cuando sea aplicable:
Tabla 1.2: Exposición atmosférica permisible de electrodos de bajo hidrógeno. (7)
Electrodo Columna A (Horas) Columna B (Horas)
A5.1
E70XX 4 máx.
E70XXR 9 máx.
De 4 a 10 máx.
E70XXHZR 9 máx.
E7018M 9 máx.
A5.5
E70XX-X 4 máx. De 4 a 10 máx.
E80XX-X 2 máx. De 2 a 10 máx.
E90XX-X 1 máx. De 1 a 5 máx.
E100XX-X 1/2 máx. De 1/2 a 4 máx.
E110XX-X 1/2 máx. De 1/2 a 4 máx.
Los electrodos que han sido expuestos a la atmósfera por periodos menores que
los permitidos por la columna A de la Tabla 1.4, pueden ser devueltos a un horno
mantenido a 120°C, como mínimo; después de un periodo de permanencia de 4 horas
a 120°C, como mínimo, los electrodos pueden ser nuevamente empleados. Electrodos
que se encuentren húmedos no deben ser usados. El tiempo de exposición alternativo
de los electrodos mostrados en la columna B de la tabla 1.4, pueden ser usados,
realizando ensayos que establezcan el máximo tiempo permitido. Los ensayos deben
ser ejecutados de acuerdo con la norma ANSI/AWS A5.5, subsección 3.10, para cada
clasificación de electrodo y para cada fabricante.
Electrodos Resecados
Los electrodos que han sido expuestos a la atmósfera por períodos mayores a los
permitidos, deben ser resecados como sigue:
1. Todos los electrodos que tengan recubrimiento de bajo hidrógeno, de acuerdo con
ANSI/AWS A5.1, deben ser resecados por lo menos 2 horas entre 206°C y 430°C, ó
2. Todos los electrodos que tengan recubrimiento de bajo hidrógeno, de acuerdo con
ANSI/AWS A5.5, deben ser resecados por lo menos 1 hora entre 370°C y 430°C.
El electrodo no debe ser resecado más de una vez.
Procesos de soldadura
El código ANSI/AWS D1.4-92 recomienda soldar las barras corrugadas ASTM A
615 utilizando cualquiera de los siguientes procesos:
- Soldadura por Arco con electrodo revestido (shielded metal arc welding SMAW),
- Soldadura por arco de metal y gas (gas metal arc welding - GMAW), y
- Soldadura por arco con núcleo fundente (flux cored arc welding - FCAW)
Otros procesos de soldadura pueden ser utilizados siempre y cuando sean
aprobados por el Ingeniero responsable, dado que algunos requerimientos de prueba de
calificación especial no cubiertos por el código son cumplidos para asegurar que las
soldaduras obtenidas sean satisfactorias para la aplicación requerida.
1.4 PLANTEAMIENTO DEL PROBLEMA
¿Cuál es el efecto de la posición de soldadura sobre la dureza, resistencia a la tracción, y
1.5 HIPOTESIS
Al variar la posición de soldeo plana (1G) a horizontal (2G) disminuye la dureza
resistencia a la tracción y ductilidad, de uniones soldadas del acero ASTM A615
mediante proceso SMAW.
1.6 OBJETIVOS
Nos planteamos los siguientes objetivos de investigación:
a) Determinar la influencia de la posición de soldadura sobre la resistencia a la
tracción ductilidad y dureza en uniones soldadas de los aceros ASTM A615
mediante el proceso SMAW
b) Obtener un procedimiento de soldadura calificado con las mejores condiciones
de temperatura de precalentamiento para aceros los ASTM A615.
1.7 JUSTIFICACIÓN DEL PROBLEMA
El presente trabajo de investigación es importante porque los resultados que se
obtengan sirvan para verificar si es posible cumplir con los requerimientos
mecánicos de la normativa vigente y solucionar uno de los problemas de
CAPÍTULO II
MATERIAL Y MÉTODOS
2.1 Material de estudio
En lo que respecta a la población se ha considerado a todos las barras de acero
ASTM A615 fundidas y coladas en la empresa SIDERPERU (Chimbote). El material base se utilizará los aceros ASTM A615 Grado 60 de uso comercial, 10 muestras de acero con diámetro 1 3/8 pulgadas y longitud 50 cm, soldadas utilizando el proceso SMAW con junta a tope en posiciones 1G y 2G. La composición química del acero ASTM A615 es la siguiente.
Tabla 2.1. Composición química de los aceros de estudio. (8)
MUESTRA ACERO
ALEADO ANÁLISIS QUÍMICO, %
Material C Mn Otros C.E
BC ASTM A615
DIÁMETRO 1 3/8"
0.374 1.278 … 0.59
Las barras corrugadas SIDERPERU de calidad ASTM A615 Grado 60, cuyas
corrugas o resaltes tipo high-bond permiten una alta adherencia con el concreto, son
usadas como refuerzo en elementos de concreto armado.
Tabla 2.2: Propiedades mecánicas según norma ASTM A615/A615M. (9)
Diámetro Nominal Características mecánicas (valores
mínimos) Doblado a 180°
Milímetros (mm) Pulgadas (pulg.) Límite de Fluencia MPa (kgf/mm²) Resistencia a la Tracción MPa (kgf/mm²) %Alargamiento Lo = 200 mm
Diámetro de mandril de
doblado
8 ----
420 (42,8)
620 (63,3)
9 3,5 d ---- 3/8"
----
---- 1/2"
---- 5/8"
---- 3/4"
5 d
---- 1" 8
---- 1 3/8" 7 7 d
Para conseguir la calidad adecuada de la unión soldada, nos basaremos
principalmente en la Norma de Soldadura Estructural para Acero de Refuerzo
ANSI/AWS D1.4-92 de la Sociedad Americana de Soldadura, esta norma nos indicará
los parámetros y el tipo de ensayos a realizar y el criterio de evaluación de los mismos
para obtener una unión soldada que cumpla con los requerimientos especificados.
El Material de aporte especificado según norma, es el electrodo clase AWS
E-8018 C3 (comercialmente como tenacito 80), para arco manual con revestimiento
básico, de excelentes propiedades a baja temperatura y alta calidad radiográfica. Su
depósito tipo 1% Níquel, le da buenas propiedades mecánicas y lo hace apto para
soldaduras que requieren resistencia al impacto a bajas temperaturas. Está diseñado para
aceros de grano fino y aceros con elevada resistencia mecánica.
Tabla 2.3: Propiedades químicas del material de aporte. (7)
Análisis Químico (%)
C Mn Si P S Mo Ni Cr Cu Otros
0.06 1.20 0.30 máx. 0.020
máx.
0.020 0.10 1.10 0.05 - -
Tabla 2.4: Propiedades Mecánicas del material de aporte (7)
Tratamiento Térmico Resistencia a la Tracción [Mpa (psi)] Límite de Fluencia [Mpa (psi)] Elongación en 2" (%)
Energía Absorbida ISO - V [°C (°F)]
[J(Ft-Lbf)]
Sin Tratamiento
560 - 650 (81 200 - 94
250)
Mín. 470
(68 150) mín. 24
[-40°C (-40°F)] mín. 70 (53)
2.2 Métodos
2.2.1 Procedimiento de soldadura
El procedimiento de soldadura fue de acuerdo con las especificaciones de la
norma ANSI/AWS D1.4-1992, la técnica fue la soldadura por arco manual con
adecuada para el acero ASTM A615 es de 90°C, además esta norma menciona que el
material de aporte adecuado para un barra de acero soldable es E8018-C3; se han
elaborados los procedimientos de soldadura para junta directa a tope en posiciones 1G y
2G por ser los más empleados en nuestro país, según lo consideran los especialistas de
la construcción. Las uniones soldadas fueron de 50 cm de longitud y diámetros 1 3/8”,
en posiciones 1G y 2G, las variables a controlar son, la posicion de soldadura (1G y
2G), y las propiedades que se evaluaron fueron, la resistencia a la tracción, ductilidad y
dureza, estos parámetros se basan en la ANSI/AWS D1.4 que califican la calidad
adecuada de soldabilidad estos aceros. El total de ensayos es de 10 muestras.
Procedimiento de soldadura para la junta en posición 1G
Especificación del Material Base ASTM A615 Grados 60
Tamaño de Barra ∅ 13/8”)
Tipo de Revestimiento de la Barra ---
Material de Respaldo ---
Tamaño de Respaldo ---
Proceso de Soldadura SMAW
Carbono Equivalente ≤0.55
Manual o Mecánica MANUAL
Posición de Soldadura 1G
Progresión Vertical ---
Especificación del Material de Aporte ANSI/AWS A5.5-96
Clasificación de Material de Aporte E8018-C3 (Tenacito 80)
Gas de Protección ---
Rango del flujo de gas ---
Pase simple o múltiple MÚLTIPLE
Técnica RECTA Y MULTIPASE (Ver Foto)
Arco simple o múltiple SIMPLE
Corriente de Soldadura CONTINUA
Polaridad INVERSA (ELECTRODO AL POSITIVO)
Tratamiento de la Raíz
SOLDADURA DE RESPALDO (BACK GOUGE) - Posición de Soldadura 1G.
Precalentamiento y Temperatura de Interpase 90°C
Limpieza Con escobilla metálica: Inicial e Interpases.
Tabla 2.5: Parámetros de soldadura. (7)
PASE N°
Diámetro del electrodo
Parámetros de soldadura
Amperios Voltios
1-n 1/8" 120 - 140 20-27
Soldadura de Refuerzo 1/8" 120 - 140 20-27
En el siguiente esquema se muestra la disposición de los elementos a soldar, la técnica y secuencia utilizadas para esta posición.
Figura 2.1: Detalle geométrico y técnica de soldeo para la posición 1G. (8)
Procedimiento de soldadura para la junta en posición 2G
Especificación del Material Base ASTM A615 Grados 60
Tamaño de Barra ∅ 13/8”)
Proceso de Soldadura SMAW
Carbono Equivalente ≤0.55
Manual o Mecánica MANUAL
Posición de Soldadura 2G
Progresión Vertical ---
Especificación del Material de Aporte ANSI/AWS A5.5-96
Clasificación de Material de Aporte E8018-C3 (Tenacito 80)
Gas de Protección ---
Rango del flujo de gas ---
Pase simple o múltiple MÚLTIPLE
Técnica RECTA Y MULTIPASE (Ver foto)
Arco simple o múltiple SIMPLE
Corriente de Soldadura CONTINUA
Polaridad INVERSA (ELECTRODO AL POSITIVO)
Tratamiento de la Raíz SOLDADURA DE RESPALDO (BACK GOUGE)
Precalentamiento y Temperatura de Interpase 90°C
Limpieza Con escobilla metálica (Inicial e Interpases)
Tabla 2.6: Parámetros de soldadura. (7)
PASE N°
Diámetro del electrodo
Parámetros de soldadura
Amperios Voltios
1-n 1/8" 120 - 140 20-27
Soldadura de Refuerzo 1/8" 120 - 140 20-27
En el siguiente esquema se muestra la disposición de los elementos soldadois, la técnica y secuencia utilizadas para esta posición.
Figura 2.2: diseño de junta. (8)
Maquinado de probetas para el proceso de soldadura
En este estudio se siguió la geometría de la junta mostrada en la figura 2.3 y 2.4 para posiciones 1G y 2G respectivamente, que están basadas en la norma de soldadura estructural para acero de refuerzo ANSI/AWS D1.4-1992.
Figura 2.4: Detalle geométrico y técnica de soldeo para la posición 2G
2.2.2 Procedimiento experimental
Los Ensayos de calificación de los procedimientos de soldadura según código
ANSI/AWS D1.4 son los siguientes:
Inspección Visual
Realizada antes, durante y después de realizada la unión soldada:
1. Antes de la soldadura, verificar:
a. Preparación de la junta, dimensiones y limpieza.
b. Dimensiones libres de láminas de respaldo, anillos o insertos consumibles.
c. Alineamiento y encaje de las partes a ser soldadas.
d. Proceso de soldadura y ajuste de máquina.
e. Temperatura de precalentamiento especificada.
f. Calidad de la soldadura de apuntalamiento.
2. Durante la soldadura, verificar:
a. Tratamiento de las soldaduras de apuntalamiento.
b. Calidad del pase de raíz y las capas de soldadura siguientes.
c. Temperatura de precalentamiento e interpases adecuada.
d. Secuencia de pases de soldadura.
e. Limpieza interpases.
f. Condiciones de la raíz previa a la soldadura del segundo lado.
g. Distorsión.
h. Conformidad con el procedimiento de soldadura aplicable.
3. Después de la soldadura, verificar:
a. Apariencia final de la soldadura.
b. Tamaño final de la soldadura.
c. Extensión de la soldadura.
d. Discontinuidades: fisuras, mordeduras, traslape, porosidad e inclusiones de
escoria expuestas, refuerzo inaceptable y no uniformidad de las caras de
soldadura.
e. Exactitud dimensional.
f. Cantidad de distorsión.
- Los perfiles de soldadura a tope deben estar conforme a la norma ANSI/AWS D1.4,
donde el refuerzo de la soldadura a tope no debe exceder los 3mm.
- Las soldaduras no deben tener fisuras ni en el metal de soldadura, ni en la ZAC.
- Debe haber fusión completa entre el metal de soldadura y el metal base, y entre los
pases sucesivos de soldadura.
- Todos los cráteres deben ser llenados hasta la sección transversal completa.
- La soldadura debe estar libre de traslapes.
- Profundidades de mordedura mayores a 1mm, en la sección sólida de la barra, no
deben ser permitidas.
- La suma de los diámetros de las porosidades vermiculares en las soldaduras de bisel
acampanado y de filete no debe exceder a 10mm, en cualquier longitud de 25mm
de soldadura, y no debe exceder de 14mm en cualquier longitud de 150mm de
soldadura.
- Cuando la inspección radiográfica de juntas directas a tope sea requerida, la
máxima dimensión de alguna porosidad aislada o discontinuidad tipo fusión, o la
suma de las máximas dimensiones de todas las porosidades o discontinuidades tipo
fusión, no debe exceder los límites establecidos.
- Reparaciones de soldaduras hechas con SMAW, GMAW, FCAW deben ser hechas
en concordancia con un WPS calificado, aprobado por un ingeniero y aplicable a
estos procesos.
- El tamaño de soldadura debe ser igual o mayor que el tamaño de soldadura
especificado. La longitud de soldadura que contiene este tamaño de soldadura debe
ser igual o mayor que la longitud de soldadura especificada. Cualquier porción de la
longitud, incluyendo inicios y paradas, que contengan un tamaño de soldadura
menor, no debe ser considerado en la longitud de soldadura.
La evaluación de los dos procedimientos de soldadura fueron realizados a través de
ensayos requeridos por ANSI/AWS D1.4 - 92: ensayo visual, tracción y macroataque.
Adicionalmente a estos ensayos se han efectuado las pruebas de doblado, dureza y
análisis metalográfico. Como tema proyecto de investigación nos centraremos en los
resultados de ensayos de tracción donde obtendremos la resistencia a la tracción (MPa),
y la ductilidad (% Alargamiento), y así mismo el ensayo de dureza donde obtendremos
Ensayo de Tracción
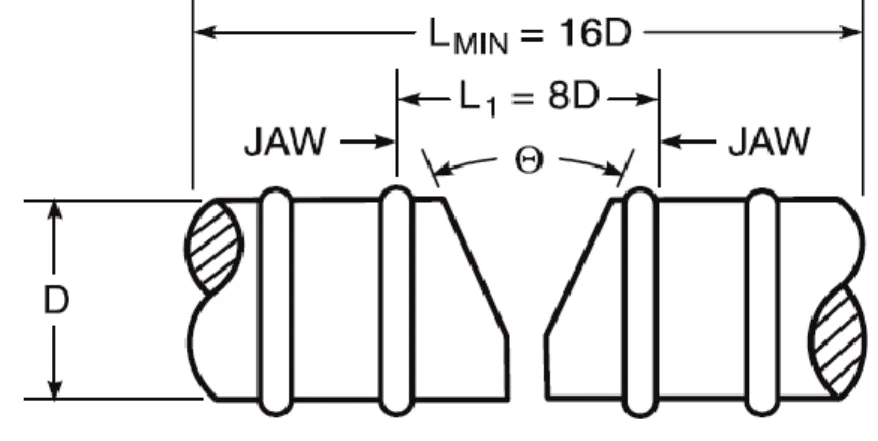
La longitud mínima de los ensambles para ensayos de tracción de juntas directas
a tope, a menos que una longitud mayor sea requerida para el ensayo, de por lo menos
16 veces el diámetro de la barra, con la soldadura localizada en el centro. Tal como se
aprecia en la Figura 2.6:
Figura 2.6: Probeta para ensayo de tracción de junta directa a tope.
Los ensayos de tracción se realizaron a 72 horas como mínimo de ser soldadas. La
distancia mínima entre las mordazas de la maquina debe ser igual al menos a 8 veces el
diámetro de la barra, para juntas directas a tope. Las probetas deben ser rotas bajo carga
de tracción, y la máxima carga debe ser determinada. El esfuerzo de tracción debe ser
obtenido dividiendo la máxima carga entre el área transversal nominal de la barra.
El esfuerzo de tracción no debe ser menor a 1.25 veces el esfuerzo de fluencia
mínimo especificado del tipo y grado de barra a ser unido, a menos que se encuentre
especificado de otra manera por la especificación general. Debido a que el esfuerzo de
fluencia mínimo especificado para las barras corrugadas ASTM A615 es de 420 MPa, el
esfuerzo de tracción no deberá ser menor a 525 MPa.
Ensayo de Macroataque
Las probetas para el ensayo de macroataque, de juntas directas a tope, se
prepararon de la siguiente manera:
- El ensamble fue cortado mecánicamente en una posición transversal a la dirección
de soldadura.
- La probeta de ensayo muestra la sección de cruce longitudinal completa de la
Figura 2.7: Probeta para ensayo de macroataque de junta directa a tope.
La probeta fue examinada en busca de discontinuidades, y cualquiera que tenga
discontinuidades prohibidas por el apartado 2.2.1.1 de la norma ANSI/AWS D1.4, sobre
el criterio de aceptación para las barras corrugadas ASTM A615, debe ser considerada
como fallida. Las secciones transversales atacadas deben tener penetración completa
con el metal base, para soldadura de canal simple en V o doble V. Para soldaduras de
canal con bisel acampanado y en V acampanada, el tamaño de la soldadura designado
debe ser obtenido.
Barrido de Durezas (HV)
La finalidad de este ensayo es identificar las zonas duras como consecuencia del
cambio microestructural provocado por el aporte térmico y la velocidad de
enfriamiento. La superficie debe estar debidamente preparada, debe presentar plenitud y
paralelismo entre la superficie a identar
y la superficie de apoyo. El tiempo de ensayo es después de 72 horas (mínimo)
de ser soldadas.
CAPÍTULO III
RESULTADOS
3.1 RESULTADOS DEL ENSAYO DE TRACCION
Tabla 3.1: Ensayo de tracción de las barras corrugadas ASTM A615 en condición
soldadas
RESISTENCIA A
LA TRACCION DUCTILIDAD
DUREZA
(METAL BASE)
DUREZA
(METAL DE
APORTE) DUREZA (ZAC)
639,00 8,00 234,00 180,00 231,00
654,00 9,00 231,00 190,00 247,00
1G 642,00 8,50 231,00 172,00 247,00
664,00 7,50 245,00 188,00 260,00
628,00 8,20 256,00 171,00 259,00
5 5 5 5 5
MEDIA 645,4000 8,2400 239,4000 180,2000 248,8000
DESVIACION 13,92121 ,55946 10,92245 8,78635 11,75585
588,00 7,00 228,00 180,00 231,00
2G 566,00 7,50 231,00 169,00 240,00
548,00 7,00 228,00 172,00 247,00
582,00 7,80 229,00 158,00 237,00
551,00 8,00 217,00 162,00 230,00
5 5 5 5 5
MEDIA 567,0000 7,4600 226,6000 168,2000 237,0000
DESVIACION 17,91647 ,45607 5,50454 8,61394 6,96419
Tabla 3.2: Ensayo de tracción de las barras corrugadas ASTM A615
Propiedades Mecánicas L. Fluencia (MPa) R. Tracción (MPa) Alargamiento
(%) Requerimiento Observación
BC ASTM A615 514 695 16
L.F: 420 mín. R.T: 620 mín. %A: 7 mín.
Conforme
Norma de ensayo: ASTM A370-09.
cumplen con lo especificado en la norma ANSI/AWS D1.4-92, el cual estipula que el
esfuerzo de tracción no debe ser menor a 620 Mpa y no menor a 1.25 veces el esfuerzo
de fluencia mínimo especificado, no menor a 525 MPa. Por otro lado las probetas
soldadas en posición de soldeo 2G presentan resultados del ensayo de tracción que no
cumplen con el requerimiento de resistencia mínima a la tracción especificada (mínimo
620 Mpa).
3.2 DISTRIBUCION DE DUREZA EN LA SOLDADURA
En las probetas macro gráficas los valores de dureza máxima en la zona afectada por el
calor es de 260 HV. Estos valores son muy favorables para las condiciones de servicio.
Como criterio de evaluación, se toma el Anexo XVI del código AWS D1.1, el cual en el
punto XI3.3 refiere que según pruebas de laboratorio, la fisuración en la zona afectada
por el calor de juntas en filete no ocurre si esta zona presenta durezas por debajo de 350
HV, aún para electrodos de alto hidrógeno. Para electrodos de bajo hidrógeno, durezas
de 400 HV pueden ser toleradas sin fisuración. Para nuestro caso, ninguna de las
uniones soldadas supero los 350 HV, por lo que se presume que no existirán problemas
de fisuración o la presencia de zonas frágiles, tales como la martensita.
Acero ASTM A615 – Posición 1G
Tabla 3.3: Probeta ASTM A615 posición 1G
PA: Porosidad Aislada MA: Metal de Aporte
EA: Inclusión de Escoria LF: Línea de Fusión
Discontinuidad Posición Tamaño (mm) Requerimiento Calificación
PA MA 0.78 ∑ máx: 10mm CONFORME
Acero ASTM A615 – Posición 2G
Tabla 3.4: Probeta ASTM A615 posición 2G
Leyenda:
PA: Porosidad Aislada MA: Metal de Aporte
EA: Inclusión de Escoria LF: Línea de Fusión
Discontinuidad Posición Tamaño (mm) Requerimiento Calificación
PA MA 0.24
∑ máx: 10mm CONFORME
PA MA 0.27
EA MA 0.44 x 0.20 No contemplado CONFORME
CAPÍTULO IV
DISCUSIÓN DE RESULTADOS
4.1 De los ensayos de tracción
Según la tabla 4.1, se observa que la resistencia a la tracción disminuye al variar
la posición de soldeo de 1G a 2G, hasta un valor que de acuerdo a norma no cumple con
el requerimiento mínimo para resistencia a la tracción, esta disminución en la propiedad
mecánica es posible debido a que en posición horizontal aumenta el calor de aporte,
produciendo una menor velocidad de enfriamiento y en consecuencia en la zona de
soldadura los granos y estructura metalúrgica es de mayor tamaño, esto conlleva a
producir una disminución en su resistencia mecánica y dureza, esto en las tres zonas
características de la soldadura, tal como se aprecia en la tabla 3.1. y 4.1
Tabla 4.1: Estadísticos de muestras relacionadas en tracción posición 1G y 2G
Media N Desviación típ. Error típ. de la
media
Par 1
TRACCION 1G 645,4000 5 13,92121 6,22575
TRACCION 2G 567,0000 5 17,91647 8,01249
Se han realizado el tratamiento de datos para comprobar si estadísticamente los
resultados de la medias de tracción corresponde a medias diferentes y de acuerdo a la
tabla 4.2 la significancia es 0.00 menor a 0.05, por lo tanto es altamente significativa la
diferencia de medias, por lo tanto los resultados obtenidos de resistencia a la tracción
son diferentes al variar la posición de soldeo.
Tabla 4.2: Prueba T para datos de ensayo de tracción
Diferencias relacionadas
t gl
Sig.
(bilateral)
Media Desviación típ.
Error típ. de la
media
95% Intervalo de confianza para
la diferencia
Inferior Superior
Para comprobar si es que la variable posición de soldeo influye en los resultados
de resistencia a la tracción
, se ha realizado el análisis de varianza, tal como se aprecia en la tabla 4.3,
determinándose que es altamente significativa la influencia de la posición de soldadura
en los resultados obtenidos.
Tabla 4.3: análisis de varianza para datos de resistencia a la tracción
ANOVA de un factor
RESISTENCIA A LA TRACCION
Suma de
cuadrados
gl Media
cuadrática
F Sig.
Inter-grupos 15366,400 1 15366,400 59,699 ,000
Intra-grupos 2059,200 8 257,400
Total 17425,600 9
Por otro lado la norma exige una resistencia a la tracción del acero ASTM A615
mínimo de 620 Mpa en estado soldado. Los resultados indican que en posición de
soldeo 2G no se cumple este requerimiento, por tanto no se asegura la calidad de las
uniones soldadas en este tipo de material corrugado usado en la industria de la
construcción mediante esta posición.
De acuerdo a las tablas 4.4, 4.5 y 4.6 se aprecia que los resultados de ductilidad
estadísticamente la posición de soldeo no influye en sus resultados, se corrobora
también con el análisis de varianza al determinarse que es poco significativo la
influencia de la posición de soldeo en la ductilidad.
Tabla 4.4: Estadísticos de muestras relacionadas ductilidad posición 1G y 2G
Estadísticos de muestras relacionadas
Media N Desviación típ. Error típ. de la
media
Par 1
DUCTILIDAD 1G 8,2400 5 ,55946 ,25020
Tabla 4.5: Prueba T para datos de ensayo de tracción
Diferencias relacionadas
t gl
Sig.
(bilateral
)
Media Desviación típ.
Error típ. de la
media
95% Intervalo de confianza para
la diferencia
Inferior Superior
,78000 ,80436 ,35972 -,21875 1,77875 2,168 4 ,096
Tabla 4.6: Análisis de varianza para datos de resistencia a la tracción
ANOVA de un factor
DUCTILIDAD
Suma de
cuadrados
gl Media
cuadrática
F Sig.
Inter-grupos 1,521 1 1,521 5,839 ,042
Intra-grupos 2,084 8 ,261
Total 3,605 9
En cuanto a la distribución de durezas obtenidas tanto en posición 1G y 2G de
las probetas soldadas en todos los casos estamos por debajo de 350 Hv haciendo
imposible que se produzca daño por fisuración en frio. Según Horwitz la dureza
depende de los cristales y su distribución debido al cambio de temperatura, también al
enfriamiento rápido hace que las reacciones que se inician entre el metal y la escoria no
llegan a completarse produciendo tensiones internas. Por otro lado la zona adyacente a
la soldadura sufre transformaciones estructurales y un tratamiento térmico de temple
incrementándose de esta manera la dureza la que va acompañada de un aumento de
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
a. El acero ASTM A615 soldado en posición 1G, presenta una buena soldabilidad y
con las propiedades mecánicas requeridas de acuerdo a la Norma de Soldadura
Estructural para Acero de Refuerzo ANSI/AWS D1.4 de la Sociedad Americana de
Soldadura. No siendo así para posición de soldeo 2G
b. La posición de soldeo influye significativamente en las propiedades mecánicas de
dureza y resistencia a la tracción en uniones soldadas de acero ASTM A615.
c. Los valores de dureza encontrados en las diferentes zonas que componen las uniones
soldadas están muy por debajo de los 350 HV, que recomienda la norma
ANSI/AWS D1.1 para evitar la fisuración en la zona afectada por el calor o la
presencia de zonas frágiles, tales como la martensita.
d. El procedimiento de soldadura de acuerdo a la norma ANSI/AWS D1.4 califica solo
para la posición de soldeo 1G
5.2 Recomendaciones
a. Se recomienda investigar respecto a mejorar los parámetros de soldadura para
posición 2G, de tal forma que cumpla con el requerimiento de la normativa de
REFERENCIAS BIBLIOGRAFÍCAS
1. HORWITZ, H. (1990) “Soldadura: aplicaciones y práctica”. Editorial Alto Omega. México 2. MASHILEV, A. (1986). “Tecnología de los metales”. Editorial MIR. Moscú
3. OERLIKON. (1995). “Manual de soldadura”. 5ta Edición, Editorial Exsa 4. PENDER, J. (1992). “Soldadura”. Editorial Mc Graw HILL. México
5. RED, J. (1986). “Principios de metalurgia física”. 3ra Edición. Editorial Continental. México
6. Sotero C. Álvaro, SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO PARA CONSTRUCCIÓN ASTM A 706 DE 3/4”, Pontificia Universidad Católica del Perú, Facultad de Ciencias e Ingeniería, Av. Universitaria 1801 Lima 32, Perú. 2004., p. 1 – 6. 7. American Welding Society, AWS D1.1/D1.1M, STRUCTURAL WELDING CODESTEEL.
2010.
8. American Welding Society, AWS D1.4/D1.4M, STRUCTURAL WELDING CODEREINFORCED STEEL. 1992
9. American Society for Testing and Materials, ASTM A615/A615M-09b Standard Specification for Deformed and Plain Carbon-Steel Bars for Concrete Reinforcement. 2009.
10.American Society for Testing and Materials, ASTM A706/A706M-09b Standard Specification for Low Alloy Steel Deformed and Plain Bars for Concrete Reinforcement. 2009.
CONSIDERACIONES INICIALES:
Las muestras de BC 1 3/8” fueron proporcionadas por el solicitante:
ME (BC 1 3/8” ASTM A615)
Norma empleada para el análisis:
ASTM E112: Standard Test Methods for Determining Average Grain Size.
ANÁLISIS METALOGRÁFICO (*):
Los análisis micrográficos confirman la ausencia de estructuras frágiles en las uniones
soldadas, lo cual minimizará la probabilidad de fisuración. Encontrándose
mayoritariamente estructuras ferritico-perliticas en el metal base y en la zona afectada
por el calor.
Muestra Tamaño de
Grano Microestructura
MP
Metal Base: 7.5 Aprox. ZAC: 10.5 Aprox. Zona Fusión: 9.0 Aprox.
Matriz 50% Ferrita y 50% Perlita
ME
Metal Base: 7.0 Aprox. ZAC: 12.0 Aprox. Zona Fusión: 9 .0 Aprox
Matriz Perlítica
MICROFOTOGRAFÍAS ME (Zona afectada por el calor)
Microdurezas
Leyenda: 1-MATRIZ 2-ZAC 3-MATERIAL DE APORTE. MP-2 (205) HV.
MP-3 (159) HV.
ME-1 (260) HV.
800 750 700 650 600 550 500 450 99 95 90 80 70 60 50 40 30 20 10 5 1 RESISTENCIA P o rc e n ta je Media 606.2 Desv.Est. 44.00 N 10 AD 0.421 Valor P 0.258
Gráfica de probabilidad de RESISTENCIA
40 30 20 10 0 -10 -20 -30 -40 99 95 90 80 70 60 50 40 30 20 10 5 1 Residuo P o rc e n ta je
Gráfica de probabilidad normal