“
Propuesta de Control y Automatización para el
proceso de Inyección de Plásticos utilizando el Sistema
de Control Freelance
”
T
É
S
I
S
Q U E P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O E N C O N T R O L Y A U T O M A T I Z A C I Ó N
P R E S E N T A
ADRIAN RENATO PIÑA ROMERO
ASESORES:
M. en C. OSCAR A. GONZÁLEZ VARGAS ING. RICARDO HURTADO RANGEL
INSTITUTO POLITÉCNICO NACIONAL
AGRADECIMIENTOS
En la vida es inevitable ser agradecido, ya que la misma es un regalo de Dios; ofreciéndote una Familia que te apoya incondicionalmente; primeramente con un padre y una madre, a los cuales les agradezco su fe, amor, esperanza, paciencia, mansedumbre, bondad, templanza, su corrección en mí, formando una ancla inamovible .Agradezco a mi hermano el cual con sus ejemplo me motivo, su compañía me alentó, y su integridad me ayudo. Así también doy gracias a mi abuelita, tíos, primos, Amigos, Compañeros, Maestros, Pastores, etc.
Sin embardo esté agradecimiento lo quiero centrar de forma primordial a una persona muy especial, que se convirtió en el aliento de mi mañana, en el bálsamo para mi alma, en mi roca eterna, roca mi salvación, mi confianza, mi fortaleza, mi Amigo, mi buen Pastor, mi Padre Celestial, mi Dios, al cual delante de él y de los hombres reconozco ampliamente que sin su existencia, su amor y fidelidad, yo soy menos que nada. Por estos motivos esté trabajo como mi vida se lo ofrezco en una actitud de gratitud eterna, a ti mi Dios, a ti te dedico mi hechos, a ti el gran Constructor, a ti Rey de Reyes, Señor de Señores, Ingeniero de Ingenieros, Amo y Señor de la Verdadera Ciencia, a ti sea el reconocimiento y mis aplausos de pide síntoma de mi mas grande Admiración, a ti JESUCRISTO.
“Porque de tal manera Dios Amo al mundo, que ha dado a su Hijo unigénito, para que todo aquel que en él cree no se pierda, mas tenga vida eterna.” Jn. 3.16
INDICE GENERAL
CAPITULO I: Proceso de Inyección de Plástico. ... 12
1.1 Descripción del proceso ... 13
1.1.1 Secuencia lógica de la unidad principal de producción ... 14
1.1.2 Máquinas de Inyección... 20
1.1.3 Unidad Inyectora ... 35
1.1.4 Unidad de Cierre ... 43
1.2 Mantenimiento ... 48
1.2.1 Objetivos del Mantenimiento ... 48
1.2.2 Clasificación de las Fallas ... 49
1.2.3 Tipos de Mantenimiento... 49
1.2.4 Mantenimiento Preventivo ... 50
1.2.5 Mantenimiento Predictivo ... 51
CAPITULO 2: Definición de la Instrumentación y Control de
Proceso
………..
52
2.1 Definición de la Instrumentación y Control de Proceso ... 52
2.1.1 Temperatura ... 52
2.1.2 Velocidades ... 52
2.1.3. Presiones... 53
2.1.4 Distancias ... 54
2.1.5 Tiempos ... 55
2.2 Elementos de medición, control y corrección ... 56
2.2.1 Sistema Hidráulico ... 56
2.2.2 Bombas hidráulicas ... 63
2.2.3 Tipos de bombas hidráulicas. ... 66
2.2.4 Bombas de engrane. ... 72
2.2.5 Bombas de Paleta ... 72
2.2.7 Sistema de Control de Presión ... 78
2.2.8 Sistemas de Calefacción ... 87
2.2.9 Sistema de Posición ... 97
2.2.10 Sistema Eléctrico de Potencia ... 103
CAPITULO 3: Propuesta Técnica de Control y Automatización de
la Máquina de Inyección de Plástico con el Sistema Freelance
800F ... 104
3.1 Definición de Instrumentación y Descripción de la Máquina de Inyección Negri Bossi V.22-175 FA ... 104
3.1.1 Descripción de la Máquina de Inyección de Plásticos Negri Bossi V.22-175 ... 105
3.1.2 Tablero de Control ... 156
3.1.3 Estación de Proceso del Sistema Freelance 800F ... 157
3.2 Secuencia Lógica de Control de la Máquina de Inyección Negri Bossi V.22-175 FA ... 158
3.2.1 Modo de Operación Manual ... 158
3.2.2 Modo de Operación Semiautomático ... 161
3.2.3 Modo de operación Automático ... 164
3.3 Desarrollo del Algoritmo de Control del Proceso de Inyección de Plástico ... 167
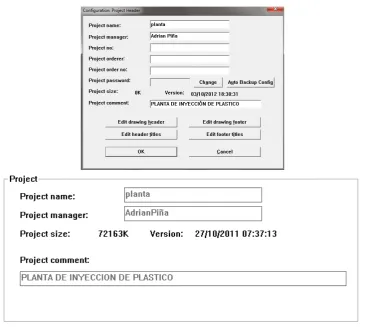
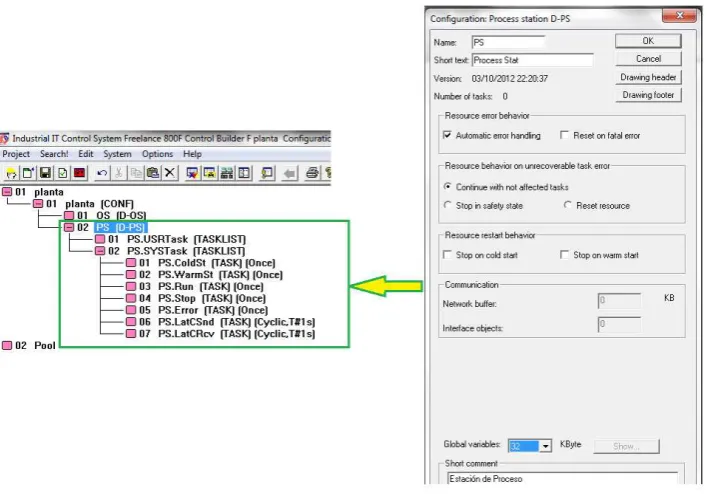
3.3.1 Iniciación y Desarrollo del Árbol del Proyecto ... 168
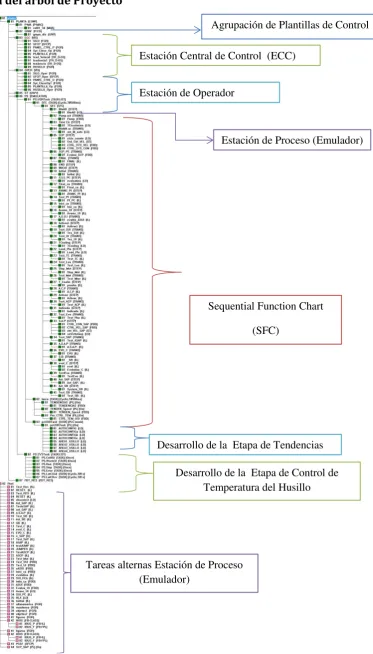
3.3.2 Descripción del árbol de Proyecto ... 177
3.3.3 Algoritmo de Control y Automatización de la Unidad de Producción Principal Negri Bossi V22-175 FA... 188
3.3.4 Algoritmo de control del sistema de Refrigeración ... 229
3.3.5 Algoritmo de control de la sección de Alimentación del Sistema Dosificación Automático ... 231
CAPITULO 4: COSTO DE PROYECTO ... 233
4.1 Costo de Ingeniería ... 233
4.1.1 Métricas para la Productividad y Calidad del software... 233
4.1.2 Estimación del Proyecto de Software... 234
4.1.3 Modelos de Estimación Empírica ... 235
4.3 Resolución de Costos de Materiales y Equipos ... 243
4.4 Costos Total del Proyecto ... 244
CONCLUSIÓN ... 245
BIBLIOGRAFÍA ... 246
APÉNDICES_____________________________
APÉNDICE A:Tabla Característica de los Materiales Plásticos . 248
APÉNDICE B: Sintonización del Controlador Nivel ... 252
B.1 Método de Sintonización de Ziegler-Nichois ... 252
APÉNDICE C: Controlador Lógico Programable ... 255
C.1 Controlador Lógico Programable – PLC ... 255
C.2 Modo de Funcionamiento ... 255
C.3 Estructura Básica ... 256
C.4 Clasificación de un PLC ... 257
C.5 Aplicaciones ... 259
C.6 Selección del P.L.C. ... 259
C.7 Lenguajes de Programación. ... 260
C.8 Ciclo de SCANEO de un P.L.C. ... 261
C.9 Desarrollo de un proyecto con P.L.C. ... 262
APENDICE D: Sistema de Control Distribuido Freelance ... 263
D.1 Definición. ... 263
D.2 Arquitectura del sistema. ... 270
APÉNDICE E: Control de Procesos Mediante Controladores
Lógicos Programables ... 284
E.1 Introducción ... 284
E.2 Controladores no lineales intermitentes ... 286
E.2.1 Controlador todo-nada básico ... 287
E.2.2 Controlador todo-nada de dos posiciones ... 288
E.2.3 Controlador todo-nada multiposición ... 290
E.2.4 Controlador intermitente proporcional en el tiempo... 291
E.3 Controladores lineales continuos ... 293
E.3.0 Controlador continuo Proporcional ... 293
E.3.1 Controlador continuo Proporcional, Integral, Derivativo (PID) ... 296
E.3.2 Elección del algoritmo de control ... 308
E.3.3 Ajuste empírico de controladores PID ... 312
E.3.4 Métodos empíricos de ajuste con identificación en bucle cerrado ... 321
E.3.5 Implementación de un Control Continuo PID Mediante un Controlador Lógico Programable ... 325
Tema: Propuesta de Control y Automatización para el proceso de Inyección de Plásticos utilizando el sistema de Control Freelance
Objetivo General
Proponer un Sistema de Control y Automatización, para el proceso de inyección de plástico, mediante el uso de un controlador digital, que integre todas las líneas de producción, la interfaz gráfica y la gestión que permita mejorar la producción.
Justificación
La causa del trabajo se explica a partir de las problemáticas y las oportunidades de mejora que presentan las unidades de producción principales (es decir las Máquinas de Inyección) del Proceso de moldeo de Plástico, como por ejemplo en el comportamiento retardado en el tiempo de las variables de Temperatura de las bandas calefactoras, así como la ausencia total de Monitoreo.
La Seguridad que es indispensable y juega un papel importante en cualquier ramo industrial; no se hace una excepción, sino una necesidad en el proceso de inyección de plástico, teniendo en el presente trabajo la Seguridad como una importante labor, la cual ofrece grandes beneficios a la Empresa. Dicho lo anterior, la seguridad se expone en dos partes, numero uno; la Seguridad Intrínseca en el proceso de inyección de plástico y, numero dos; la Seguridad que beneficia al operador.
Por otra parte, un punto esencial que vale la pena mencionar es el que está relacionado a la Automatización eficiente de las Máquinas de Inyección, proponiendo una mejora en Control Lógico Secuencial a través de un GRAFCET. Es así que se cubre una parte fundamental de las necesidades, pero no su totalidad, tan así que es significativo no descartar la Comunicación que se necesita entre las unidades producción principales y una estación Central de Control y Monitoreo, que ofrezca a un personal capacitado tener una toma de decisiones eficaz y eficientemente ante cualquier situación adversa al funcionamiento deseado del proceso de inyección de plástico.
Por lo cual en los siguientes puntos se enlistan y se presentan las siguientes problemáticas en las Máquinas de Inyección de Plástico, dando a conocer en cada punto una propuesta que solucione los conflictos de la empresa de moldeo plástico.
1.-Seguridad Básica en el proceso de inyección de plástico
protección tanto en la unidad de inyección, como en el sistema de unidad de cierre de la platina (que son las partes Fundamentales de las unidades principales de producción), proponiendo un sistema de Monitoreo que vigile el buen funcionamiento de cada subsistema, los cuales intervienen en el comportamiento de las Máquinas de Inyección de Plástico.
2.- Seguridad en la integridad física del operador
Uno de los problemas en común que presentan las Unidades de Producción Principales, es la integridad física del operador, ya que la mayoría de dichas Máquinas de Inyección de Plástico no cuentan con un sistema de seguridad en el mecanismo de apertura y cierre de la platina ocasionando accidentes contra el operador, es así que se propone homogenizad la instalación de puertas de cada máquina de inyección, que permita bloquear el acceso al operador hacia el cierre de la platina.
3.-Existencia de Retardos en el tiempo de las variables de Temperatura en las bandas calefactoras
En este punto existe la necesidad de reducir los tiempos muertos de cada unidad de producción, dichos retardos de tiempo provienen de las variables de temperatura en las bandas calefactoras; afectando así, el tiempo de Producción de piezas de moldeo. Por lo cual se propone una solución en la reducción de tiempo de la respuesta de la variable de temperatura, cuando se presente una perturbación o cambio de setpoint; es decir, el sistema responderá con mayor rapidez y con un error permisible, todo esto por medio del sistema Freelance.
4.-No existe un control de posición y velocidad en el Sistema de Unidad de Cierre de las Máquinas de Inyección de Plásticos.
La mayor parte de las máquinas de inyección cuentan con un sistema de placas que abren y cierran bruscamente dañando el molde que da forma al producto, además provocando paulatinamente rupturas internas del mismo hasta llegar a un punto en el cual se tenga una fractura total. En el presente trabajo se propone un sistema donde se regule la velocidad de apertura-cierre de dichas placas, con el objeto de evitar la ruptura del molde así como aumentar la vida útil del mismo.
5.-Ausencia total en el monitoreo de las variables que intervienen en el proceso de inyección de Plástico.
posición de la platina de la unidad de cierre, etc. Dicho lo anterior se propone un sistema Monitoreo con el sistema Freelance en tiempo real (Cabe mencionar que en este trabajo se está hablando en tiempo de simulación), que le permite a la estación central de control mantener, vigilar, y controlar de forma eficiente y segura los eventos del proceso de inyección.
6.-Incapacidad de comunicación entre las Unidades principales de Producción y una Estación Central de Control y Monitoreo
La incapacidad de comunicación que se presenta en las máquinas de inyección de plásticos y la Estación de Central de Control y Monitoreo se debe a que las primeras se encuentran sobre una tecnología basada en principios electromagnéticos, es decir su lógica de control se tiene con un control electromagnético (Relevadores), así como controladores de temperatura analógicos (Pirómetros) e instrumentos de medición (Manómetros) que son ya obsoletos , por lo cual es imposible establecer un Historial de las variables de control (Presión, Temperatura, Velocidad, Posición, etc.) de cada unidad de Producción Principal.
Cabe aclarar que el objetivo de este trabajo no es el de comunicación de cada una de la unidades principales de producción a la Estación Central de Control y Monitoreo, pero serviría de base para futuros trabajos.
7.-Ausencia Total de un sistema de gestión de Producción y Mantenimiento
Antecedentes
El moldeo por inyección de plásticos es un proceso que emplea un material termoplástico o termo fijo para producir una o mas piezas moldeadas mediante su inyección en un molde. Siendo este un proceso de total dependencia entre ambos elementos (el material termoplástico y las características propias del proceso). La elaboración de materias termoplásticas por el proceso de inyección ofrece amplias posibilidades de racionalización desde el punto de vista de producción económica, a si como la de ofrecer una seguridad implícita en el proceso y operador. El proceso de inyección ofrece las siguientes ventajas:
Exactitud de forma y dimensiones de las piezas moldeadas
Producción de gran cantidad de piezas en moldes duraderos con varias cavidades, permitiendo de está forma plazos de entrega relativamente cortos y una capacidad de almacenaje reducida.
Aprovechamiento de la Materia prima ya que en muchos casos puede efectuarse la trituración de los defectos, y ser nuevamente insertados junto al granulado fresco.
Debido a que el proceso de inyección depende de las materias termoplásticas y cada día tiene exigencias diferentes para la elaboración de nuevos plásticos que requiere el mercado, es de suma importancia la aplicación de la tecnología existente en las Máquinas de inyección, ya que se demandan grandes velocidades de producción y costos reducidos por la mano de obra, así como la seguridad del proceso.
De esta forma se construye una propuesta Técnica de Control y Automatización de la Máquina de Inyección de Plástico con el sistema Freelance permitiendo empalmar y dar a conocer las soluciones que atañen a las necesidades de las Máquinas de inyección de plástico, en donde se plantea como referencia general a la unidad de producción principal Negri Bossi V.22 -175 con el propósito de análisis, como la obtención de la filosofía y secuencia lógica de control permitiendo desarrollar una mejora en los sistemas que involucran a dichas máquinas de inyección, por mencionar un ejemplo; el sistema de temperatura del Husillo, o la apertura y cierre de la platina, etc. De manera general se Presentan los sistemas alternos o periféricos que permiten a la industria del plástico obtener mayor productividad, como son la dosificación automática de la materia prima a las máquinas de inyección, la presencia de un sistema de refrigeración que asegure la posibilidad de reducción de daños en las unidades principales de producción. Por lo cual estos sistemas periféricos también involucran una filosofía de control la cual se expone explícitamente.
Explicando el desarrollo del algoritmo de control de los diferentes sistemas (sin dejar de tomar en cuenta a los sistemas periféricos). Proponiendo para cada sistema involucrado una interfaz Hombre-Máquina que permita la gestión y monitoreo de las variables del proceso, así como el desarrollo de un algoritmo que ofrezcan seguridad en contra de una eventualidad que ponga entre dicho el flujo de la producción.
INTRODUCCIÓN
En ingeniería el moldeo por inyección es un proceso semi-continuo que consiste en inyectar un polímero o cerámico en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar los polímeros semi-cristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada (ver Figura 1.0).
[image:13.612.219.394.446.638.2]Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas, etc.; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden ser reciclados y algunos susceptibles de ser reciclados son depositados en el ambiente, causando daños al medio ambiente. La popularidad de este método se explica con la versatilidad de piezas que pueden fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos rápidos , altos niveles de producción y bajos costos, alta o baja automatización según el costo de la pieza, geométricas muy complicadas que serían imposibles por otras técnicas, las piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de piezas moldeadas con o sin insertos y con diferentes colores.
Figura 1.0: Imagen de los polímeros obtenidos atreves del proceso de inyección
1.1 Descripción del proceso
La inyección de termoplásticos es un proceso físico y reversible, en el que se funde una materia prima llamada termoplástica, por el efecto del calor, en una máquina llamada inyectora. Esta máquina con el termoplástico en estado fundido, lo inyecta, dentro de las cavidades huecas de un molde, con una determinada presión, velocidad y temperatura. Transcurrido un cierto tiempo, el plástico fundido en el molde, va perdiendo su calor y volviéndose sólido, copiando las formas de las partes huecas del molde donde ha estado alojado.
Las máquinas de inyección se caracterizan por dos componentes principales:
a) La unidad inyectora: Abarca el dispositivo de aportación del material, los elementos
mecánicos para la plastificación del mismo y el accionamiento del émbolo inyector. La unidad de inyección realiza las funciones de cargar y plastificar el material sólido mediante el giro del tornillo, mover el tornillo axialmente para inyectar el material plastificado hacia las cavidades del molde y mantenerlo bajo presión hasta que sea expulsado. El tornillo tiene una acción reciprocante además de girar para fundir el plástico, se mueve de manera axial para actuar como pistón durante el proceso de inyección.
Figura 1.1: Unidad de Inyección
b) La unidad de cierre: efectúa movimientos de apertura y cierre del molde inyección
Básicamente todas las máquinas de inyección están formadas por los mismos elementos. Las diferencias entre una máquina y otra radican en su tamaño, la unidad de cierre y el diseño de la unidad de plastificación.
1.1.1 Secuencia lógica de la unidad principal de producción
Inicia a través de la abertura del cilindro (Figura 1.3 A), posteriormente cae la granza de la tolva sobre el husillo, siendo transportada en dirección a la boquilla por el giro del husillo dentro del cilindro calentado externamente. El material en contacto con la pared caliente del cilindro es cizallado y amasado constantemente por los filetes del husillo, obteniéndose en la cámara interior una fusión homogénea con viscosidad estructural. Esta concentración de material disgregado produce un retraso axial del embolo-husillo superando la presión ajustable del sistema de accionamiento hidráulico. Al alcanzar el volumen necesario para el llenado del molde, el embolo-husillo acciona, mediante una leva del interruptor final de caudal, regulable, que para la rotación e interrumpe el transporte. Efectuado el cierre del molde, la unidad inyectora avanza hasta establecer contacto entre boquilla y bebedero. El pistón del cilindro hidráulico (generalmente de efecto simple) es impulsado con aceite, y este presiona hacia adelante el émbolo-husillo. El material fundido situado ante el mismo es comprimido hacia la cavidad del molde a través de boquilla y bebedero, consiguiendo así el llenado (Figura 1.3 B). Terminado éste permanece una efectiva presión reducida del elemento durante la operación de compresión. Después se inicia un nuevo ciclo con la rotación del émbolo-husillo; durante el posterior movimiento de apertura del molde se desmoldea la pieza inyectada (Figura 1.3 C).
Figura 1.3 A: Representación Esquemática de la Unidad de inyección (lado derecho) con la unidad de Cierre (lado izquierdo).(1) boquilla. (2) bandas calefactoras. (3) cilindro de plastificación. (4) tolva. (5) eje del accionamiento del émbolo-husillo. (6) árbol con perfil estriado para el accionamiento axial y de giro del émbolo-husillo. (7) leva. (8) cilindro hidráulico de efecto simple. (9) pistón hidráulico. (10) manómetro. (11) interruptor final del caudal. (12) interruptor final para límite del avance del émbolo-husillo. (13) rueda helicoidal. (14) émbolo- husillo. (15) mitad molde lado boquilla. (16) mitad molde lado extractor. (HO) volumen aceite hidráulico. (T) pieza inyectada.
Paso 2 Inyección acabada
Figura 1.3 B: Representación Esquemática del acercamiento e inyección de la Unidad de inyección
Pasó 3 Molde abierto
1.1.1.1 Ciclo de Inyección
De esta forma, la conformación del producto se realiza siguiendo cinco grandes fases:
1.-Dosificación
El material sólido en forma de grano o polvo se introduce en la tolva un tornillo sin fin (husillo) se encarga de hacer avanzar el material hasta la boquilla, mientras este retrocede. El movimiento del husillo y las resistencias calefactoras situadas sobre el cilindro de plastificación permiten la fusión y la homogeneización del polímero.
El cálculo de la carrera de dosificación se realiza teniendo en cuenta el llenado volumétrico de la cavidad. Por lo que será necesario conocer aspectos como:
Volumen de la cavidad
La Densidad del material, tanto a temperatura ambiente como a la temperatura de procesado.
Fig.1.4: Proceso de Dosificación
2.-Llenado- inyección
Fig.1.5: Proceso de llenado-inyección
La velocidad de inyección es uno de los parámetros que más influyen en esta etapa del proceso. Ésta debe de ajustarse hasta conseguir un llenado de la cavidad con una velocidad
de flujo lo más uniforme y constante posible:
200-300 mm/s en máquinas hidráulicas.
900 mm/s en máquinas eléctricas.
Para ello se utiliza un perfil de velocidades variable y parametrizado entre 5 y 10 intervalos. La duración de esta fase puede ser desde décimas de segundo hasta varios segundos, dependiendo de la cantidad a inyectar y de las características del proceso.
3.- Compactación
Lleno ya el molde, debe introducirse una cantidad de material suplementaria por dos motivos, uno para que el material a presión dentro del molde no retroceda de nuevo hacia el husillo y otro para compensar la contracción del polímero que hace que el material disminuya de dimensión al enfriar.
Fig.1.6: Proceso de compactación
4.-Enfriamiento
La fase de enfriamiento comienza simultáneamente con la fase de llenado (Fig. 1.7), ya que el material empieza a perder calor tan pronto como entra en contacto con las paredes del molde y Finaliza cuando el material alcanza una temperatura con la que puede mantener su forma (temperatura de expulsión). Aunque la pieza continua enfriando después del desmoldeo hasta alcanzar la temperatura ambiente.
El tiempo y la velocidad de enfriamiento influye de forma decisiva en:
La contracción final de pieza.
Las tensiones residuales de la pieza final.
El grado de cristalinidad del material.
5.-Expulsión
Cuando la pieza está fría el molde se abre para expulsar la pieza y se activa el sistema de Botadores para empujarla firmemente.
Fig1.8: Accionamiento del sistema de Botadores y expulsión de la pieza
Rangos de tiempos en Segundos
Tabla 1: Ciclo de inyección1
Cierre molde 1-2 s
Inyección 0.5 -5 s
Compactación 8-10 s
Enfriamiento 10-20 s
Carga de material 2-5 s
Apertura molde 1 s
Expulsión 1 s
1.1.2 Máquinas de Inyección
Para la elaboración de materias termoplásticas por el procedimiento de inyección se dispone de una gran variedad de maquinas, que se diferencian no tanto por su concepción básica, condicionada por el proceso, si no con variantes en el diseño de sus elementos de montaje, así como sus sistemas de accionamiento.
Es decir, para crear una clasificación de las máquinas inyectoras, es necesario definir el punto de vista de tal clasificación. Las máquinas inyectoras para su estudio se pueden analizar de la siguiente manera:
I. Por de estructura o tipo de disposición de las unidades principales de Trabajo II. Por el Tipo de Sistema de unidad de cierre y apertura de la Platina
III. Por el Tipo de Unidad de inyección IV. Por el sistema de potencia
V. Por el sistema de control
Algunas de estas clasificaciones se pueden subclasificar y generar los otros tipos de máquinas inyectoras que se encuentran en la industria.
1.1.2.1 Tipo de Disposición en las Unidades Principales de Trabajo
La disposición de las unidades principales de una maquina inyectora define la posición de la unidad inyectora con respecto a la unidad de cierre, permitiendo así, generar técnicas de inyección de acuerdo a la necesidades del producto. En los siguientes puntos se expone las cuatro direcciones principales de trabajo en las maquinas de inyección de plástico.
a) Trabajo o Disposición Horizontal: La inyección de material se efectúa en línea recta
Fig. 1.9 Representación Esquemática de la disposición Horizontal de las unidades principales de trabajo en la máquina de inyección de plástico.
b) Trabajo o Disposición horizontal modificado: esta una variante modificada de el
trabajo horizontal, pero en esta se le posiciona un cilindro dispuesto verticalmente, en donde el flujo de material se desvía 90° a una dirección en horizontal y penetra perpendicularmente al plano de dirección. La estructura también puede ser definida teniendo en cuenta la forma de la bancada en ella se definen la disposición en “L” (definida con respecto a la disposición de sus unidades principales) también nombrada por su estructura como cuello de cisne etc.
c) Trabajo vertical: indispensable para la inserción de elementos metálicos o similares.
Aquí la inyección de material adopta un curso rectilíneo y se efectúa verticalmente hacia abajo, perpendicularmente al plano de separación del molde. Es decir la placa móvil se desplaza sobre unas guías en posición vertical, y los movimientos de la unidad de inyección se hacen también de forma vertical, unas de las ventajas de esta disposición es la economía de espacio en la planta y la facilidad de inyectar piezas con inserción metálica o plástica sin mucha interferencia de la fuerza de gravedad
Fig. 1.11 Representación Esquemática de la disposición vertical de las unidades principales de trabajo en la máquina de inyección de plástico.
d) Trabajo o Disposición angular: En esta unidad inyectora en posición angular
respecto a la unidad de cierre como se muestra en la figura 1.12. Un ángulo de 90°, en esta el material penetra en forma rectilínea en el plano de separación del molde.
1.1.2.2 Tipo de Sistema de Unidad de Cierre y Apertura de la Platina
El mecanismo de Cierre es el encargado de realizar todos los movimientos y fuerzas sobre el Molde, desde este punto de vista las máquinas pueden ser:
a) Unidad de inyección hidráulica: También llamada unidad de accionamiento directo o por arrastre de fuerza. Son aquellas donde todos los movimientos y fuerzas los provee un cilindro o cilindros hidráulicos. Los movimientos de acercamiento los puede hacer el mismo cilindro u otros cilindros auxiliares lo cual permite hacer
movimientos con mayor eficiencia.
Fig. 1.13 Imagen del sistema de inyección hidráulico de la unidad de cierre y apertura de la Platina.
Fig. 1.14 Imagen de la Máquina Inyección por arrastre de la unidad de cierre y apertura de la Platina.
c) Unidad de Cierre y Apertura con mecanismo Hibrido: Esta unidad posee una combinación de los dos sistemas anteriores, un completo sistema de accionamiento por rodilleras para los movimientos rápidos de la placa móvil y un mecanismo de cilindro hidráulico que permite levantar la presión de cierre necesaria para generar la fuerza en las dos mitades del molde, que evite que este se abra al momento de la inyección del material plástico.
d) Unidad de Cierre y Apertura con mecanismo rotativo: Estas son Máquinas con unidad de cierre dispuesta en un carro que gira sobre un eje vertical y permite posicionar varios moldes en secuencia programada. Este sistema permite la inyección de varias o la misma referencia de pieza en un mismo proceso de producción, generalmente se usa en el área industrial del calzado.
Fig. 1.16 Imagen de la Máquina de Inyección del tipo rotativo de la unidad cierre y apertura de la Platina.
e) Máquinas con unidad de cierre sin columnas: Este sistema de cierre es un sistema moderno que permite realizar montajes de molde por los laterales de la máquina pues las columnas o guías en las maquinas de cierre por rodilleras de acuerdo a la normatividad no lo permite. La máquina sin columnas ofrece la ventaja de mayor manejo del espacio de molde.
1.1.2.3 Tipo de Unidad de Inyección
a) Unidad de inyección por pistón: Es aquella donde la plastificación se hace mediante el uso de un cilindro-pistón, esta máquina fue usada en los inicios de la inyección. En esta clasificación caben todas aquellas máquinas donde el sistema de plastificación no posee tornillo plastificador.
Fig. 1.18: Diagrama simplificado de la máquina de moldeo por inyección tipo pistón Todos los componentes móviles de la maquina están representados al finalizar el ciclo. Nótese que la pieza moldeada (5) es expulsada del molde -1. Pistón de cierre del molde -2. Platina móvil-3. Circuito de agua para el enfriamiento del molde -4. Medio molde móvil -5. Pieza moldeada-6. Medio molde fijo -7. Boquilla -8. Platina fija -9. Cilindro de plastificación -10. Torpedo-11. Resistencia eléctrica para calentamiento del cilindro de plastificación -12. Circuito de agua para el enfriamiento del cilindro de plastificación -13. Tolva -14. Dosificador -15 Pistón de inyección -16. Brazo que actúa el dosificador -17. Pistón hidráulico de inyección.
b) Unidad de inyección por pre-plastificación: la plastificación en esta unidad se basa en el principio de fluidificar el material por medio de un sistema cela factor acoplado al tornillo plastificador, transportando la fusión termoplástica al cilindro de inyección mediante un sistema de canales.
Fig.1.19 Representación Esquemática de la Unidad de inyección por pre-plastificación:1.-Molde; 2.-Cilindro de Pre-plastificación; 3.-Mecanismo de Rotación; 4.-Tornillo plastificador; 5.-Bandas calefactoras; 6.-Pistón de Inyección; 7.- Cilindro de Inyección; válvula check;
c) Máquinas con unidad de inyección convencional: la unidad de inyección convencional es la unidad de plastificación cilindro-tornillo (Husillo), esta tipo unidad de inyección realiza el proceso de recepción y transporte de material, plastificación, dosificación e inyección. La plastificación por husillo utiliza le principio del extrusor para la disgregación de material (Fig1.20) y transporta mediante el husillo (tornillo sin fin) el flujo termoplástico ante el embolo de inyección.
Un material adecuado, de consistencia apta para la elaboración, es dividido en pequeñas secciones (formadas por la pared interior del cilindro y los pasos del husillo) mediante un husillo con dos pasos adecuados, durante su torsión en el interior de un cilindro hueco, siendo transportado hacia el extremo de salida. El material se mezcla intensamente durante este proceso. La disgregación tiene lugar tanto por el calentamiento de la masa desde el exterior como también, en cierto modo, por la conversión de energía mecánica relacionada con los efectos de fricción dentro del material. En la zona de la abertura de salida (en el extremo de salida del cilindro extrusor) termina el proceso de plastificación y el material cruza esta abertura como fusión termoplástica homogénea.
Fig.1.20 Representación Esquemática de la Unidad de inyección por Husillo
D.-Unidad de inyección de dos disparos o Twin shot: es una máquina en la cual mediante un solo tornillo se puede hacer co-inyeccion, que es una técnica en la cual se puede inyectar piezas con materiales diferentes en el centro como en la superficie. Es decir la concepción original de la idea de la tecnología de Twinshot es que cuenta con dos tornillos concéntricos los cuales procesan una resina diferente cada uno de ellos, teniendo un tornillo insertado dentro de otro tornillo hueco en el centro, cada tornillo procesa independientemente una resina diferente y las dos corrientes se almacenan en una piscina al frente de los tornillos, donde uno de los materiales ha entrado primero y el otro lo ha hecho en segundo término; enseguida, el material almacenado se inyecta en la cavidad mediante un envión axial de los tornillos(Fig.1.21).
Fig.1.21 Representación Esquemática de la Unidad de inyección por Twin shot
esta máquina es convencional pero la disposición tanto del molde como de la estructura la hace una máquina especial.
1.22 Imagen de las Máquinas de Inyección tipo Multi-unidades.
1.1.2.4 Tipo de sistema de potencia
Las máquinas inyectoras para su funcionamiento necesitan contar con una fuente que provea la fuerza necesaria para que sucedan sus desplazamientos. En este apartado las máquinas las podemos clasificar de la siguiente manera:
a) Máquinas Inyectoras Manuales: son máquinas donde todos los movimientos son efectuados por el operador, los movimientos de cierre y apertura de molde, como el de inyección y mantenimiento de la presión, funcionan con sistemas de palancas para disminuir las fuerzas necesarias. Son poco usadas actualmente en la industria, su principal aplicación es en los laboratorios.
b) Máquinas Inyectoras Electromecánicas: Son máquinas que se posicionaron en la industria en años anteriores, todos los movimientos de cierre y de inyección se hace mediante motores y mecanismos mecánicos de palancas y volantes, estas máquinas pueden trabajar en modo manual, semiautomático o automático.
Fig. 1.24: Imagen de una Máquina de Inyección Electromecánica.
c) Máquinas Inyectoras Neumáticas: Estas son inyectoras en las cuales el sistema de potencia es un compresor que se encarga de comprimir el aire mediante el cual se provee la fuerza necesaria para realizar todos los movimientos necesarios en el proceso estas maquinas son usadas con eficiencia en la producción donde no sean necesarias fuerzas muy altas de funcionamiento y principalmente en la producción limpia y pueden trabajar en los tres modos de producción de acuerdo al grado de automatización.
Fig. 1.25: Imagen de la Máquina de Inyección con una fuente de potencia Hidráulica.
e) Máquinas Inyectoras Totalmente Eléctricas: se puede aseverar que es la máquina más actual que existe, en estas máquinas todos los movimientos son realizados por servomotores actuando sobre tornillos de bolas re circulantes por lo cual estas máquinas prometen ser las máquinas más eficientes, silenciosas y ecológicas actualmente. Las articulaciones en la unidad de sujeción se extienden y retraen mediante un servomotor, y se utilizan engranes reductores de la transmisión para obtener las fuerzas requeridas. El cierre es mucho más estable pues no tiene un cierre hidráulico que genere calor, además, los servomotores proveen un movimiento extremadamente exacto de los componentes de la máquina. También es mucho más limpia en su operación que los otros tipos de máquina de moldeo. Todas las máquinas eléctricas son la máquina de elección para la mayor parte de productos médicos
1.1.2.5 Tipo de sistema de Control
El sistema de control es el encargado de controlar todas las variables de la máquina, en el esta prácticamente el continuo desarrollo actual, las máquinas desde este punto de vista pueden ser:
a) Control manual: Se define como la labor del operador, es decir; cerrar el molde al inyectar, controlar las variables que intervienen en el movimiento de trabajo y que pueden ser activadas mediante palancas o llaves eléctricas (interruptores), que dependen del tiempo que maneje el operador al realizar la inyección. Este control no tiene más modos pues no posee los mecanismos ni dispositivos necesarios.
b) Control eléctrico: En este sistema todos los movimientos son programados mediante un programador electromecánico. La potencia eléctrica es manejada mediante sistemas de contactores. Esta máquina puede ser manual, semiautomática, o Automática.
Fig. 1.27: Imagen del tablero de control de una Máquina de Inyección Negri Bossi V220 basado en un control electromagnético.
Fig. 1.28: Imagen del Panel de control de una Máquina de Inyección Negri Bossi NB 130 basado en un control electrónico de Compuertas.
d) Control por programador lógico: inicialmente este control permitió sintetizar un poco el gabinete de mandos eléctricos en la máquina, pues gracias a los PLC´s se pudo eliminar un poco de la lógica cableada que anterior mente se utilizaba, pero a través de los desarrollos en la informática y las comunicaciones este control se ha convertido en la clave del control de la producción y los sistemas integrados de calidad permiten tener un agente programable de control de calidad en las piezas inyectadas, y continuo monitoreo del proceso de producción.
f) Control por PC: Las máquinas inyectoras modernas cuentan ya con un computador industrial dedicado (microprocesador autónomo) en su gabinete de control que junto con la interfaz hombre-máquina permiten manipular todas las variables, conjugado esto con toda la versatilidad que puede proveer un sistema de control por computador, en cuanto a manejo de información velocidad e respuesta y almacenamiento de datos. Mediante los PC industriales instalados en las máquinas inyectoras se ha logrado generar sistemas de monitoreo que permiten trabajar el justo a tiempo. Mediante los sistemas de redes se puede generar toda la información necesaria de material, producción, seguridad, etc.
1.1.3 Unidad Inyectora
La tarea de la unidad inyectora consiste en introducir en los canales de flujo de molde una cantidad de material previamente determina, que corresponde al volumen de la cavidad o cavidades del molde, y disgregada mediante uno de los sistemas de plastificación. La elaboración de materiales con estrechas tolerancias de fluidificación exige por lo general un rápido llenado de molde, para evitar que la solidificación prematura de la masa de inyección en las vías de llenado impida el completo llenado del molde. También para la fabricación de piezas con diversos espesores de pared hay que provocar un rápido llenado del molde. Puede decirse que, en la mayor parte de todas las tareas de producción, es preciso trabajar con rápida velocidad de inyección.
En contraposición a esto, se encuentran problemas prácticos de producción que solamente pueden resolverse con una velocidad de inyección fuertemente reducida. Por ejemplo, la inserción de los elementos metálicos se hace difícil cuando estos no pueden ser fijados suficientemente dentro del molde y pueden cambiar de posición bajo la influencia de la fusión termoplástica que penetra en la cavidad. También la producción de piezas con paredes extremadamente finas exige un lento llenado de molde, para poder compensar los fenómenos negativos que presentan en el curso de la solidificación.
La exigencia que se deduce de lo expuesto precedentemente, de una posibilidad de adaptación de la velocidad de inyección a la tarea de producción. Las máquinas de inyección hoy en día permiten una regulación de la presión de inyección dentro de ciertos límites, para poder compensar la resistencia originada en el recorrido del cilindro de inyección, que varía según el sistema de plastificación.
Otras manipulaciones para tener una presión específica, se refiere al empleo de embolo de inyección con diversos diámetros. Esta última medida tiene también, naturalmente, como consecuencia una modificación del volumen de inyección. Las máximas presiones especificas se obtienen utilizando pequeños diámetros de embolo con reducido volumen de inyección. De este modo se elaboran predominantemente materiales como polivinil-carbobazol politrifluorcloretileno y PVC rígido, es decir materiales con campo de disgregación termoplástica relativamente estrecho. Por el contrario para la elaboración de masas de inyección con gran volumen de fluidificación, se utiliza grandes diámetros de embolo de esto modo se trabaja con bajas presiones específicas.
correspondiente, con objeto de poder equilibrar, mediante nueva aportación de material plastificado, la contracción de volumen que se presenta durante el enfriamiento, que se manifiesta por la formación de cavidades y depresiones. Resulta ventajoso para la producción el que también la unidad de inyección se distancie del bebedero del molde automáticamente tras el retroceso del embolo de inyección, al finalizar la tarea de compresión.
El movimiento de la unidad inyectora que se representa esquemáticamente como ejemplo en la figura 1.31, parte de un cilindro de avance, cuya función puede regularse en el tiempo.
Fig. 1.31: Representación Esquemática De la Unidad Inyectora
1. Guías de la maquina
2. Plato porta molde lado de la boquilla
3. Cilindro calefactor
4. Embolo inyector
5. Embolo de trabajo de cilindro Hidráulico
6. Cilindro Hidráulico para el accionamiento del embolo de inyección
7. Vástago del émbolo del cilindro Hidráulico (9)
8. Tuberías de conexión hidráulicas
10. Placa transversal de la unidad inyectora
El movimiento de retroceso trae consigo varias ventajas:
Se reduce a un mínimo la posibilidad de que, con el tiempo, tenga lugar una transmisión térmica (lado de la boquilla) desde la propia boquilla, a través del bebedero del molde.
La oportunidad de una disipación térmica del cilindro de inyección a través de la boquilla.
1.1.3.1 Boquilla de Inyección
Mediante las boquillas de inyección, que se fijan en la parte anterior del cilindro de inyección, se establece la conexión con el molde para dirigir el material termoplástico al bebedero. Análogamente a la diversidad de posibilidades en la técnica de llenado, se dispone de boquillas de diversa construcción, cuyas tareas serán demostradas mediante algunos ejemplos, Las boquillas se fijan a la parte anterior de cilindro de inyección mediante rosca o también mediante un perfil de bayoneta. Este último (fig. 1.32) ofrece la ventaja de un rápido cambio de boquilla y permite en muchos casos el desmontaje del émbolo hacia adelante.
Boquilla
1. Ajuste de Bayoneta
2. Cilindro
3. Tornillo de Fijación del cuerpo de Ajuste
4. Boquilla deslizable
5. Tope de límite de carrea
6. Ajuste de bayoneta
7. Cilindro
8. Tornillo de fijación de ajuste
9. Cilindro
10. Tornillo de fijación para el cuerpo de la Boquilla
1.1.3.2 Tolva de alimentación
Las partículas sólidas de la resina en forma de gránulos, se depositan en la tolva de alimentación de la máquina, esta tolva normalmente está conectada a algún equipo periférico o auxiliar que proporciona las condiciones especificadas por el fabricante de la resina para obtener los óptimos resultados de procesamiento. Estas condiciones normalmente son las de porcentaje máximo permitido de humedad. Dependiendo del material a inyectar, si es higroscópico o no, será necesario secarlo antes de introducirlo al cañón o barril de inyección a través de una tolva secadora especial. También se encuentra que algunos manufactureros emplean sistemas de alimentación continua de resina de manera centralizada para toda la planta o particular en cada máquina.
Como ya se ha mencionado, los gránulos de plástico se vierten en la tolva de alimentación y esta a su vez lo alimenta al husillo dentro del barril. Aunque los gránulos pueden introducirse directamente al husillo, usualmente el material se alimenta por gravedad dentro de la zona de alimentación del barril. Estas tolvas son en realidad contenedores de forma cónica truncada, aunque esta geometría depende de cada fabricante de máquina. Pueden clasificarse en tolvas cortas y tolvas largas.
Tolvas cortas: son típicamente utilizadas cuando se seca la resina de manera independiente en una mezanine o en una máquina de secado fuera de la máquina de inyección, esto con la finalidad de que no se acumule mucho material en la tolva y que alcance a absorber humedad del ambiente.
Fig. 1.33: Máquina con tolva corta.
Fig. 1.34: Tolva larga con secador.
1.1.3.3 Husillo
Las principales funciones de este tipo de unidades de inyección son:
Moverse para acercar o alejar la boquilla de la unidad de inyección del bebedero del molde.
Generar la presión requerida entre la boquilla de la unidad de inyección y el bebedero del molde.
Girar el tornillo durante la etapa de alimentación.
Mover el tornillo de manera axial durante el proceso de inyección.
Mantener la presión generada durante la inyección.
Fig. 1.35: Zonas del tornillo reciprocarte.
Los husillos, o tornillos reciprocantes por lo general se dividen en 3 zonas y tienen relaciones de longitud/diámetro (L/D) de 20:1. Esto es debido a que husillos con relaciones más pequeñas no proporcionan un fundido homogéneo, y con husillo con relaciones L/D mayores a 24 se tiene una degradación no deseada en muchos plásticos de ingeniería debido a que el material tendrá un tiempo de residencia excesivamente largo.
1.1.3.4 Válvulas anti retorno o puntas de husillo (válvula check).
La función de esta válvula es esencialmente dejar pasar el material libremente desde el husillo a la cámara de fundido durante el proceso de dosificación y evitar que el material fundido regrese hacia los filetes del husillo durante el proceso de inyección. Van montadas en el extremo izquierdo del husillo.
Fig. 1.37: Funcionamiento de la válvula anti retorno.
El correcto funcionamiento de esta válvula es esencial para tener un proceso estable, ya que si tenemos fugas de material de la cámara de dosificación hacia los filetes del husillo tendremos una variación considerable en el volumen inyectado al molde, esto por supuesto que tendrá severas repercusiones en el peso y calidad de la pieza moldeada. Es importante establecer revisiones periódicas a estas válvulas así como hacer una adecuada selección de las mismas. Estas variaciones de volumen de dosificación se conocen como variaciones del colchón, pudiendo provocar burbujas en la pieza inyectada o hasta el llenado incompleto de material en el molde.
1.1.4 Unidad de Cierre
Tiene la misión de efectuar el movimiento hacia la posición de cierre y apertura del molde dentro del ciclo toral del trabajo de la máquina.
Los moldes constan casi exclusivamente de dos mitades que se unen y separan entre sí por el plano de separación. La mitad correspondiente al bebedero está unida a la placa porta moldes del lado de la boquilla, generalmente es fija o tiene escaso movimiento. La mitad del molde de lado del expulsor efectúa un cambio juntamente con el plato porta molde de lado expulsor, a la que va unida los movimientos de apertura y cierre. Fundamentalmente se distinguen dos sistemas diversos en las unidades de cierre para máquinas de inyección.
En el sistema por arrastre de fuerza: El cierre de molde se produce exclusivamente
con ayuda de uno de varios cilindros hidráulicos.
En el sistema de arrastre de forma accionado hidráulica o electrónicamente: Se
realiza en cambio el cierre del molde mediante elementos de cierre mecánicos por auto bloques.
Con ambos sistemas se produce al final de movimiento de cierre una energía que mantiene el molde cerrado actuando contra la fuerza de apertura (presión interior) cualquiera que sea la construcción de la unidad de cierre de una máquina proporciona siempre un determinado valor de presión de cierre como se muestra un ejemplo en la siguiente figura.
Partiendo de aquí hay que observar siempre que la fuerza de apertura del molde, resultante de la presión interna sea siempre menor que la presión de cierre. Si el llenado del molde es extremadamente asimétrico y las piezas tienen grandes superficies destacan mucho más esta circunstancia. Sólo las máquinas construidas en forma rígida sin oscilaciones y con precisión cumplen las altas exigencias impuestas a su unidad de cierre. Hay que tener en cuenta aquí que la posición extendida de la palanca articulada determina la posición final del plato porta molde lado extractor, y por lo tanto la fuerza de accionamiento sólo es efectiva hasta alcanzar la posición extendida de la palanca articulada ,la fuerza de cierre del molde propiamente dicha de una unidad de cierre con sistema de palanca articulada consiste en fuerza de resorte producida por deformación elástica de los elementos de la máquina que produce el cierre del molde. Sin embargo algunas piezas no pueden inyectarse en forma simétrica, ya que no se puede evitar una configuración asimétrica de las vías de llenado, y por lo tanto un resultado en un esfuerzo de apertura excéntrico. En tales casos es aconsejable deducir un factor de seguridad de aproximadamente 20 a 30 %de la presión máxima de cierre del molde.
Para absorber las altas presiones internas de llenado que se producen durante la operación de inyección y evitar una separación de las partes del molde por su plano de separación e impedir gruesas rebabas o una salida material, hay que tener las siguientes disposiciones constructivas.
En los ejemplos indicados puede verse a la izquierda la representación de la superficie efectiva de la fuerza de cierre del molde, y la derecha el curso de flujo de fuerza en el sistema de cierre de la platina (marcados en rojo).
1.1.4.1 Construcción con arrastre de forma Sencilla
Fig. 1.40: Representación esquemática de la Construcción con arrastre de Forma Sencilla de la Unidad de Apertura y Cierre de la platina.
1.1.4.2 Construcción con arrastre de forma de Palancas Extensoras
Con este sistema de cierre accionado por un cilindro hidráulico de doble efecto , tiene lugar el desplazamiento a una posición final de carrera de la placa de cierre por desplazamiento de una placa intermedia fijada por una parte al cilindro hidráulico y por otra al sistema de palancas articuladas.
Fig. 1.41: Representación esquemática de la Construcción con arrastre de Forma de Palancas Extensoras de la Unidad de Apertura y Cierre de la platina.
1.1.4.3 Construcción con arrastre de forma de Palancas Doble
Fig. 1.42: Representación esquemática de la Construcción con arrastre de Forma de Palancas Dobles de la Unidad de Apertura y Cierre de la platina.
1.1.4.4 Construcción con arrastre de Fuerza Hidráulica
En este caso puede verse a la izquierda la superficie efectiva que ejerce el sistema de cierre del molde la cual es uniformemente circular proporcionado una disminución en oscilaciones y un aumento de precisión en el acoplamiento de las partes; ya que no existen elementos intermedios como son las rodilleras, mientras que del lado derecho de la imagen 1.43 se visualiza el curso de la fuerza ejercida sobre el molde de inyección.
Fig. 1.43: Representación esquemática de la Construcción con arrastre de Fuerza Hidraulica de la Unidad de Apertura y Cierre de la platina.
1.1.4.5 Construcción con arrastre de Fuerza Hidráulica y Movimiento Electrónico
superficie efectiva (mayor que la construcción anterior) que ejerce el sistema de cierre del molde la cual es uniformemente circular.
Fig. 1.44: Representación esquemática de la Construcción con arrastre de Fuerza Hidraulica y Movimiento Electronico de la Unidad de Apertura y Cierre de la platina.
1.1.4.6 Construcción con arrastre de Fuerza y Movimiento Hidráulico
En este caso puede verse a la izquierda la superficie efectiva que ejerce el sistema de cierre del molde la cual es uniformemente circular distribuida en la extremidades de las columnas proporcionado una menor disminución en oscilaciones y un aumento de precisión en el acoplamiento de las partes; ya que no existen elementos intermedios como son las rodilleras, mientras que del lado derecho de la imagen 1.45 se visualiza el curso de la fuerza ejercida sobre el molde de inyección.
1.2 Mantenimiento
Introducción
La labor del departamento de mantenimiento, está relacionada muy estrechamente en la prevención de accidentes y lesiones en el trabajador ya que tiene la responsabilidad de mantener en buenas condiciones, la maquinaria y herramienta, equipo de trabajo, lo cual permite un mejor desenvolvimiento y seguridad evitando en parte riesgos en el área laboral.
La necesidad de organizar adecuadamente el servicio de mantenimiento con la introducción de programas de mantenimiento preventivo y el control del mantenimiento correctivo es fundamentalmente de optimizar la disponibilidad de los equipos productores.
Más recientemente, la exigencia a que la industria está sometida es de optimizar todos sus aspectos, tanto de costos, como de calidad, como de cambio rápido de producto, conduce a la necesidad de analizar de forma sistemática las mejoras que pueden ser introducidas en la gestión, tanto técnica como económica del mantenimiento.
1.2.1 Objetivos del Mantenimiento
En el caso del mantenimiento su organización e información debe estar encaminada a la permanente consecución de los siguientes objetivos
Optimización de la disponibilidad del equipo productivo.
Disminución de los costos de mantenimiento.
Optimización de los recursos humanos.
Maximización de la vida de la máquina.
Disminuir la gravedad de las fallas que no se lleguen a evitar.
Evitar detenciones inútiles o paro de las máquinas.
Evitar accidentes
Evitar incidentes y aumentar la seguridad para las personas.
Conservar los bienes productivos en condiciones seguras y preestablecidas de operación.
Balancear el costo de mantenimiento con el correspondiente al lucro cesante.
1.2.2 Clasificación de las Fallas
1.2.2.1 Fallas Tempranas
Ocurren al principio de la vida útil y constituyen un porcentaje pequeño del total de fallas. Pueden ser causadas por problemas de materiales, de diseño o de montaje.
1.2.2.2 Fallas adultas
Son las fallas que presentan mayor frecuencia durante la vida útil. Son derivadas de las condiciones de operación y se presentan más lentamente que las anteriores (suciedad en un filtro de aire, cambios de rodamientos de una máquina, etc.).
1.2.2.3 Fallas tardías
Representan una pequeña fracción de las fallas totales, aparecen en forma lenta y ocurren en la etapa final de la vida del bien (envejecimiento de la aislación de un pequeño motor eléctrico, perdida de flujo luminoso de una lámpara, etc.).
1.2.3 Tipos de Mantenimiento
1.2.3.1 Mantenimiento para Usuario
En este tipo de mantenimiento se responsabiliza del primer nivel de mantenimiento a los propios operarios de máquinas.
Es trabajo del departamento de mantenimiento delimitar hasta donde se debe formar y orientar al personal, para que las intervenciones efectuadas por ellos sean eficaces.
1.2.3.2 Mantenimiento correctivo
Es aquel que se ocupa de la reparación una vez se ha producido el fallo y el paro súbito de la máquina o instalación. Dentro de este tipo de mantenimiento podríamos contemplar dos tipos de enfoques:
1.2.3.3 Mantenimiento paliativo o de campo (de arreglo)
Este se encarga de la reposición del funcionamiento, aunque no quede eliminada la fuente que provoco la falla.
1.2.3.4 Mantenimiento curativo (de reparación)
Ventajas
Si el equipo esta preparado la intervención en el fallo es rápida y la reposición en la mayoría de los casos será con el mínimo tiempo.
No se necesita una infraestructura excesiva, un grupo de operarios competentes será suficiente, por lo tanto el costo de mano de obra será mínimo, será más prioritaria la experiencia y la pericia de los operarios, que la capacidad de análisis o de estudio del tipo de problema que se produzca.
Es rentable en equipos que no intervienen de manera instantánea en la producción, donde la implantación de otro sistema resultaría poco económica.
Desventajas
Se producen paradas y daños imprevisibles en la producción que afectan a la planificación de manera incontrolada.
Se suele producir una baja calidad en las reparaciones debido a la rapidez en la intervención, y a la prioridad de reponer antes que reparar definitivamente, por lo que produce un hábito a trabajar defectuosamente, sensación de insatisfacción e impotencia, ya que este tipo de intervenciones a menudo generan otras al cabo del tiempo por mala reparación por lo tanto será muy difícil romper con esta inercia.
1.2.4 Mantenimiento Preventivo
Básicamente consiste en programar revisiones de los equipos, apoyándose en el conocimiento de la máquina en base a la experiencia y los históricos obtenidos de las mismas. Se confecciona un plan de mantenimiento para cada máquina, donde se realizaran las acciones necesarias, engrasan, cambian correas, desmontaje, limpieza, etc.
Ventajas:
Se hace correctamente, si se tiene un conocimiento de las máquinas y una revisión continua de los históricos que ayudará en gran medida a controlar la maquinaria e instalaciones.
El cuidado periódico con lleva un estudio óptimo de conservación con la que es indispensable una aplicación eficaz para contribuir a un correcto sistema de calidad y a la mejora de los continuos.
Reducción del correctivo representará una reducción de costos de producción y un aumento de la disponibilidad, esto posibilita una planificación de los trabajos del departamento de mantenimiento, los recambios o medios necesarios.
Desventajas:
Representa una inversión inicial en infraestructura y mano de obra. El desarrollo de planes de mantenimiento se debe realizar por técnicos especializados.
Si no se hace un correcto análisis del nivel de mantenimiento preventivo, se puede sobrecargar el costo de mantenimiento sin mejoras sustanciales en la disponibilidad.
1.2.5 Mantenimiento Predictivo
Este tipo de mantenimiento se basa en predecir la falla antes de que esta se produzca. Se trata de conseguir adelantarse a la falla o al momento en que el equipo o elemento deja de trabajar en sus condiciones óptimas.
Ventajas
La intervención en el equipo o cambio de un elemento.
Nos obliga a dominar el proceso y a tener unos datos técnicos.
Desventajas
2.1 Definición de la Instrumentación y Control de Proceso
Los parámetros y variables a controlar en el proceso de inyección dependen del material a trabajar, del diseño del molde y la pieza. Cada caso es particular, las variables a controlar son:
1. Temperatura 2. Velocidades 3. Presiones
4. Distancias y tiempos.
2.1.1 Temperatura
Las temperaturas pueden ser del cilindro de plastificación, de la boquilla y del molde. La temperatura del cilindro de plastificación y de la boquilla, esta dada por el tipo de material a trabajar, estas temperaturas se ajustan de acuerdo a la temperatura de la masa fundida, la temperatura de la masa fundida determina las propiedades estructurales de una pieza moldeada, por lo que debe ser constante y uniforme ya que controla la densidad y contracción. El proceso de plastificación de una resina cristalina es muy estrecho y requiere más energía.
De igual manera la temperatura el molde esta en función o es determinada por el material plástico a trabajar. Y el acabado de la pieza.
La temperatura del aceite de la máquina se controla mediante un sistema de refrigeración. La temperatura del aceite de la máquina debe ser de 40°C y no rebasar los 50°C.
2.1.2 Velocidades
Velocidad de cierre de molde: es la distancia que recorre la platina móvil hasta hacer contacto con la platina fija del molde en un tiempo determinado, la velocidad de cierre del molde se realiza en varias etapas: Alta velocidad, media velocidad y baja velocidad, esto con el fin de evitar aceleraciones y frenados bruscos durante la fase de cerrado del plato móvil, también dependerá de la pieza a moldear.
Velocidad de apertura de molde: es la distancia que recorre la platina móvil del molde hasta separarse de la platina fija y dejar el espacio suficiente para la expulsión de las piezas en un tiempo determinado. La velocidad de apertura del molde se realiza al contrario de la
fase de cierre de molde: baja velocidad, media velocidad y alta velocidad, también esto dependerá de la pieza a moldear.
Velocidad de plastificación: la velocidad de plastificación se controla por las revoluciones por minuto o giros por minuto del husillo o tornillo en el momento de la plastificación.
Velocidad de inyección: La velocidad de inyección dependerá de los siguientes factores
A) La viscosidad del polímero.
B) Condiciones del molde.
C) Tamaño y número de puntos de entrada de material.
D) Tamaño de los canales o venas de alimentación del material.
E) Salidas de aire en el molde.
F) Temperatura de la masa fundida
G) Temperatura del molde.
H) Acabado de la pieza.
Cuando se moldean piezas de secciones delgadas se requieren generalmente velocidades de inyección altas con objeto de llenar la pieza antes de que se solidifique. El uso de una velocidad de inyección alta mejorara el aspecto y brillo superficial de la pieza, ya que la cavidad del molde se llena completamente antes de que la resina comience su solidificación, variando la velocidad de inyección adecuadamente se pueden reducir los defectos superficiales en la pieza, tales como las ráfagas y manchas en la zona del punto de inyección.
Velocidad de expulsión: Es la distancia que recorren los expulsores en un tiempo determinado para expulsar la pieza moldeada.
2.1.3. Presiones
Segunda presión de inyección: también es conocida como de sostenimiento o recalque, tiene como objeto el mantener bajo presión el material fundido que se solidifica y se contrae en la cavidad del molde, la función de esta segunda presión, es la de completar el llenado y así compensar la contracción, introduciendo un poco más de material fundido en el molde. Es importante mencionar que si se excede en aplicar esta presión puede producir rebaba (flash) o una compactación tal que originara que las piezas se peguen en el lado fijo.
2.1.3.1 Contrapresión: En el momento de la plastificación el material es llevado hacia delante en tanto que el husillo va girando hacia atrás, la contrapresión se aplica sobre el husillo que gira y tiene como función el impedir el retorno de éste, mejorando la acción de la mezcla del material. Dicho en otras palabras, esto ayuda a que se logre una buena homogenización del plástico. Otra definición: es la oposición a que el husillo se mueva libremente hacia atrás mientras esta cargando.
2.1.3.2 Descompresión: Es la distancia que el husillo se hace para atrás con la finalidad de liberar la presión ejercida sobre el plástico de tal manera que no escurra el material al momento que abra el molde. Existe la posibilidad de hacerlo antes o después de la dosificación, también es valido de que si no se puede usar este recurso, se debe jugar con la temperatura de la nariz, bajando poco a poco la temperatura hasta un punto en que nos permita inyectar y se vea que no escurre material.
2.1.3.3 Presión de expulsión: Una vez terminada la apertura del molde, la pieza se debe separar del molde, y esto se logra a través de un mecanismo de expulsión, que requiere de una presión de botado que esta activada durante toda la fase de expulsión.
2.1.3.4 Presión de retorno expulsión: es la presión que estará presente una vez que los botadores han expulsado la pieza en la fase de expulsión.
2.1.4 Distancias
2.1.4.1 Distancia de dosificación (inyección) y espesor del colchón: Son los milímetros de material inyectado en función del volumen (cm3) y la unidad de plastificación. Otra definición, es la cantidad de plástico necesaria para llenar todas las cavidades y la colada.