TESIS
PARA PRESENTAR EL EXAMEN DOCTORAL PARA OBTENER EL GRADO DEDOCTOR EN CIENCIAS EN INGENIERIA MECANICA
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
ANÁL I S I S DIN Á M I C O NO LIN E A L Y
DIS C R E TO PAR A UN SI S T E M A DE
EN S A M B L E Y MA N U FA C T U R A
AUTO M Á T I C O DE EST R U C T U R A S DE
COL E C TO R E S SO L A R E S MO D U L A R E S
P R E S E N T A
M. en C. Héctor Domíng uez Aguirre
DIRECTO R E S DE TESIS
Dr. José Ángel Orteg a Herrera
Dr. Valery R. Nosov
México, D.F. Mayo del 2010
Este trabajo está licenciado bajo una licencia Creative Commons BY-NC-SA-2.5. Los usuarios de la información pueden copiar, distribuir y comunicar públicamente la obra y hacer obras derivadas bajo las condiciones de la licencia Creative Commons de Atribución, Sin Uso Comercial y Licenciamiento Recíproco (CC Atribución-Sin Uso Comercial-Licenciamiento Recíproco 2.5-México).
AL DOCTOR JOSÉ ÁNGEL ORTEGA HERRERA SIN SU ASESORÍA Y APOYO ACADÉMICO
ÍNDICE DE CONTENIDO
RESUMEN
... i
ABSTRACT
...iii
INTRODUCCIÓN
... v
Presentación... v
Antecedentes... ix
Objetivo general... x
Objetivos específicos... x
Justificación... xi
Alcance... xii
Aportaciones principales
...xii
CAPÍTULO 1. INTRODUCCIÓN A MODELOS MATEMÁTICOS DE
MICROMECANISMOS
1.1 Introducción... 11.2 Descripción de diseños básicos de micromáquinas... 4
1.3 Análisis de errores en micromáquinas...7
1.4 Métodos de Calibración... 13
1.5 Modelos de micromáquinas, microceldas y microfábricas... 16
Referencias...25
CAPÍTULO 2. ANÁLISIS NO LINEAL DE DINÁMICA COMPLEJA EN
MECANISMOS
2.1 Introducción... 292.2 Deformación térmica...30
2.3 Compensación por expansión diferencial nominal... 33
2.4 Efectos dinámicos y fuerzas de corte en máquinas herramienta...35
2.5 Las vibraciones mecánicas debido a la estructura de la máquina... 41
2.6 No linealidades presentes en una máquina herramienta... 45
2.6.1 Fricción... 45
2.6.2 Saturación de actuadores... 51
2.6.3 Paso mínimo... 52
2.6.4 Palabras finales de los modelos matemáticos... 53
CAPÍTULO 3. DISEÑO DE ALGORITMOS DE MODELACIÓN Y CONTROL
PARA MICROMECANISMOS DE ALTA PRECISIÓN
3.1 Introducción... 57
3.2 Análisis de estabilidad e inestabilidad de sistemas dinámicos con retardo...58
3.3 Sistemas híbridos en máquinas de control numérico... 61
3.3.1. Sistemas híbridos...63
3.3.2 Modelo de una micromáquina fresadora CNC...65
3.3.3. Definición de abstracciones y simulaciones...67
3.3.4. Alcance de la dinámica del sistema híbrido. ... 69
3.3.5 Extensiones a los sistemas híbridos...74
3.4 Sistemas dinámicos Conmutables... 75
3.4.1 Definición de Sistemas dinámicos conmutables... 75
3.4.2 Péndulo simple conmutable...78
3.4.3 Comportamiento complejo de un péndulo simple conmutable. ... 80
3.4.4 Sistemas conmutables con transiciones aleatorias... 81
3.5 Modelos y algoritmos integrales de micromáquinas...88
3.5.1 Modelación matemática de una microfresadora de tipo cartesiana...88
3.5.2 Análisis cinemático y dinámico de un micromanipulador robótico... 96
3.5.2.1 Análisis de la cinemática directa de un micro manipulador scara... 96
3.5.2.2 Solución de la cinemática inversa de un microrobot scara...100
3.5.2.3 Dinámica de un micromanipulador tipo Scara... 102
3.6 Diseño de controladores en micromáquinas de precisión... 106
3.6.1 Introducción...106
3.6.2 Control adaptivo... 107
3.6.3 Estabilidad de perturbaciones en una máquina... 109
Referencias... 111
CAPÍTULO 4. SIMULACIÓN COMPUTACIONAL NO LINEAL Y DISCRETA DE
MICROMECANISMOS DE ALTA PRECISIÓN
4.1 simulación de sistemas híbridos de micromecanismos... 1154.2 Caos en un oscilador armónico conmutable. ...119
4.2.1 Comportamiento caótico de un oscilador armónico conmutable...119
4.2.2 Otros tipos de caos basados en un oscilador armónico conmutable...126
4.2.3 Oscilador armónico conmutable con transiciones aleatorias...128
4.2.4 Estabilizando el caos en un oscilador armónico conmutable... 131
4.3 Simulaciones cinemáticas y dinámicas de micromecanismos... 139
4.3.1 Simulación de una micro máquina CNC... 139
CAPÍTULO 5. DISEÑO E IMPLEMENTACIÓN DE MICROMECANISMOS DE
MANUFACTURA DE ALTA PRECISIÓN PARA EL ENSAMBLE AUTOMÁTICO
DE COLECTORES SOLARES MODULARES
5.1 Diseño mecánico de una micromáquina... 151
5.2 Diseño del control electrónico de una micromáquina...155
5.3 Diseño del programa de control de movimiento... 158
5.3.1 Diseño del hardware de control de movimiento...158
5.3.2 Diseño de la interface en la PC con la tarjeta de control de movimiento...164
5.4 Diseño del ensamble automático de estructuras complejas: Caso del ensamble automático de un colector solar... 168
5.4.1 Introducción...168
5.4.2 Estructura del Colector Solar...169
5.4.3 Sistema de micromanufactura ... 171
5.4.4 Descripción de elementos estructurales ... 173
5.4.4 Método de ensamble automático propuesto... 175
5.4.5 Modelo matemático para el proceso de ensamble...179
5.4.6 Otros métodos propuestos de ensamble automático...189
5.4.7 Análisis del costo-rendimiento de los colectores solares... 192
5.5 Colaboración y complejidad en micromáquinas en el ensamble automático...199
Referencias...201
CONCLUSIONES
...
203RECOMENDACIONES Y TRABAJO A FUTURO
...
207BIBLIOGRAFÍA GENERAL
...
209ANEXO A. USO DE ENERGÍAS LIMPIAS EN LA VIDA COMÚN
...
A-1ANEXO B. CÓDIGO FUENTE DE SOFTWARE DESARROLLADO
...
B-1ANEXO C. HERRAMIENTAS DE DESARROLLO COMPUTACIONAL
...
C-1ANEXO D. PORTADAS DE PUBLICACIONES
...
D-1ÍNDICE DE
FIGURAS
CAPÍTULO 1. INTRODUCCIÓN A MODELOS MATEMÁTICOS DE
MICROMECANISMOS
Figura 1.1. Análisis del flujo de las fuentes de errores... 7
Figura 1.2. Mapa de errores en una fresadora cartesiana convencional...11
Figura 1.3. Mapa de compensación de error ... 11
Figura 1.4. jerarquía: desde sensores y actuadores hasta la organización por grupos... 18
Figura 1.5. Estructura de la escala de tiempo en cuanto a los ciclos de acción de cada uno de los niveles en la jerarquía de la manufactura. ... 20
CAPÍTULO 2. ANÁLISIS NO LINEAL DE DINÁMICA COMPLEJA EN
MECANISMOS
Figura 2.1. Deformación térmica en un elemento viga libre... 30Figura 2.2. Representación de la deformación térmica de un cuerpo restringido por dos paredes...31
Figura 2.3. Modelo armónico para las fuerzas de corte de una máquina herramienta en un plano...36
Figura 2.4. Planos fase para los osciladores en las direcciones Y y Z debidas a fuerzas de corte en un proceso de maquinado en una fresadora convencional... 37
Figura 2.5. Vista desde arriba del maquinado de una fresa con una herramienta de corte con cuatro dientes... 37
Figura 2.6.Modelo regenerativo de las fuerzas de corte en una fresa... 45
Figura 2.7. Fuerzas de corte para las direcciones Y y Z obtenidas por simulación de corte de acero usando 4 herramientas de corte distribuidos uniformemente en el sujetador. ... 40
Figura 2.8. Ejemplo de fuerzas generalizadas en una máquina herramienta con 4 elementos dinámicos...41
Figura 2.9. Resultados de una prueba de movimiento circular mostrando el efecto de la fricción seca en una maquina herramienta... 46
Figura 2.10. Modelo de fricción no lineal que muestra cuatro diferentes regiones o regímenes de comportamiento... 47
Figura 2.11. Modelo de fricción en un diagrama a bloques...49
Figura 2.12. Pruebas de fricción comparando un mecanismo desalineado con otro mejor alineado...50
Figura 2.13. Torque de un motor moviendo una carga vertical. ...51
Figura 2.14. Prueba de micro paso con la posición del controlador y la real medida con un sensor láser...53
CAPÍTULO 3. DISEÑO DE ALGORITMOS DE MODELACIÓN Y CONTROL
PARA MICROMECANISMOS DE ALTA PRECISIÓN
Figura 3.1. Máquina de estados finitos por eje... 68Figura 3.2. Secuencia de eventos y estados para el comando G01 de interpolación lineal en una máquina herramienta. ... 69
Figura 3.3 Modelo con una planta lineal y una retroalimentación no lineal para la prueba de estabilidad absoluta. ...72
Figura 3.4 a) Aproximación del modelo de fricción por una función en la región [k1, k2]. b) Criterio del círculo....74
Figura 3.6. Representación de dos sistemas dinámicos en el espacio de fases...77
Figura 3.7 Comportamiento dinámico del sistema conmutable completo...78
Figura 3.8. Péndulo simple conmutable con dos regiones de conmutación. ... 79
Figura 3.9. Péndulo simple conmutable. a) sistema inestable con l1=1.0 y l2 = 1.1. b) sistema estable con l1=1.0 y l2 = 0.9. Posición inicial = 1.0...80
Figura 3.10. Regiones de conmutación para un péndulo simple con comportamiento complejo...80
Figura 3.11. Transiciones en un sistema conmutable vistas como una secuencia de eventos...82
Figura 3.12. Transiciones aleatorias de un oscilador armónico conmutable...83
Figura 3.13. Péndulo aleatorio conmutable para (a) lb = 0.9 y lc = 0.8, (b) lb = 1.1 y lc = 1.2...85
Figura 3.14 Péndulo aleatorio conmutable con lb = 1.1 y lc = 0.9 y Pa,b = 0.5, el sistema permanece cerca del ciclo límite... 86
Figura 3.15 Péndulo aleatorio conmutable con lb = 1.1 y lc = 0.9 y Pa,b = 0.7. El sistema es inestable al infinito. ...87
Figura 3.16 Péndulo aleatorio conmutable con lb = 1.1 y lc = 0.9 y Pa,b = 0.3. El sistema es asintóticamente estable al infinito... 87
Figura 3.17. Esquema de la disposición de los ejes de movimiento de una micro fresadora...89
Figura 3.18. Modelo lineal de la mesa de movimiento XY de la micro máquina fresadora. ...90
Figura 3.19. Diagrama a bloques de un control básico para un mecanismo lineal. Abstracción de uno de los ejes horizontales de una micro máquina fresadora... 91
Figura 3.20 Primer ciclo de reducción del modelo de control de los ejes horizontales... 92
Figura 3.21. Lazo cerrado de control reducido para una planta lineal representando los ejes horizontales...93
Figura 3.22 Modelo dinámico lineal del eje vertical de la micro máquina fresadora... 94
Figura 3.23. Diagrama a bloques de la función de transferencia para el eje Z de movimiento vertical...95
Figura 3.24 Diagrama de la cinemática de un robot Scara tipo RRRP... 97
Figura 3.25. Planta generalizada con retroalimentación... 110
Figura 3.26. Planta con perturbación después de la transformación de los lazos cerrados... 110
CAPÍTULO 4. SIMULACIÓN COMPUTACIONAL NO LINEAL Y DISCRETA DE
MICROMECANISMOS DE ALTA PRECISIÓN
Figura 4.1. Modelo de una máquina híbrida. La máquina de estados finitos envía las señales de conmutación al bloque continuo... 116Figura 4.2.Modelo global de la micro máquina de Control Numérico. ...116
Figure 4.3. Vistas del modelo de la micro fresadora para visualización en 3 dimensiones...117
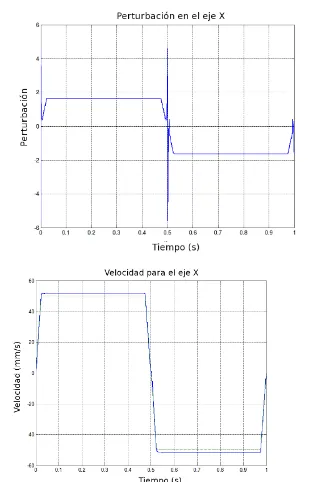
Figure 4.4. a) La señal de perturbación generada en la simulación y los picos muestran las transiciones de baja a alta velocidad y viceversa. b) El controlador reacciona rápidamente a los cambios de estado...118
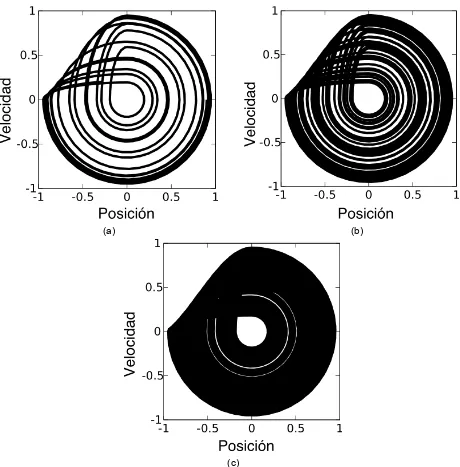
Figura 4.5 Diferente comportamiento para un oscilador armónico conmutable definido por (a) α = 1.0 – asintóticamente estable, (b) α = 2.5 – ciclo límite sencillo y (c) α = 3.0 un ciclo límite doble...120
Figure 4.6. Evolución dinámica del oscilador armónico conmutable =1x2 para α = 3.8 y x(0) = 0.9, ˙ x0=0 en los tiempos (a) t=100, (b) t =300 y (c) t= 1000...121
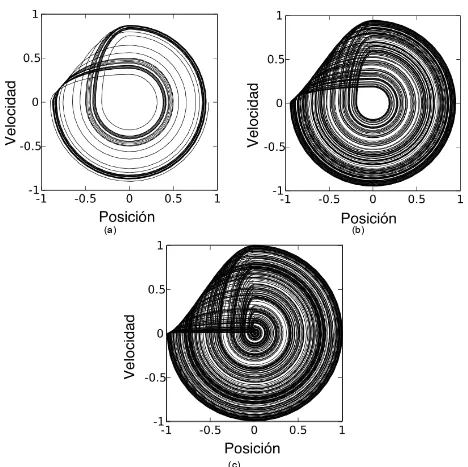
Figure 4.7. Evolución dinámica de un oscilador armónico conmutable en el régimen caótico =1x2 (a) α = 3.5, (b) α = 3.8 y (c) α = 4.0 y x0=0.9,x˙0=0 ... 123
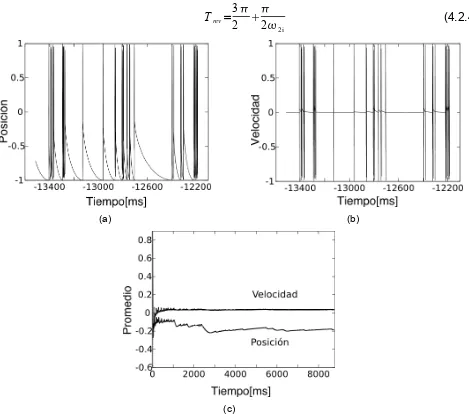
Figure 4.8 Valores promedios de la posición y la velocidad de un oscilador armónico conmutable en régimen caótico con α = 4.0, (a) Posición, (b) Velocidad y (c) valor promedio en la escala de tiempo de [0,10000] ...124
= 6.3 y (b) α = 6.75 y condiciones iniciales x0=0.9,x˙0=0 ...126
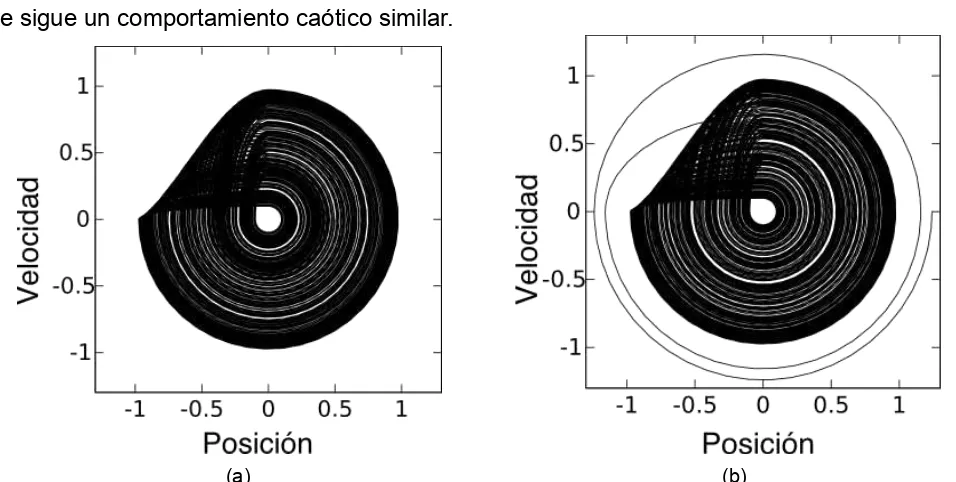
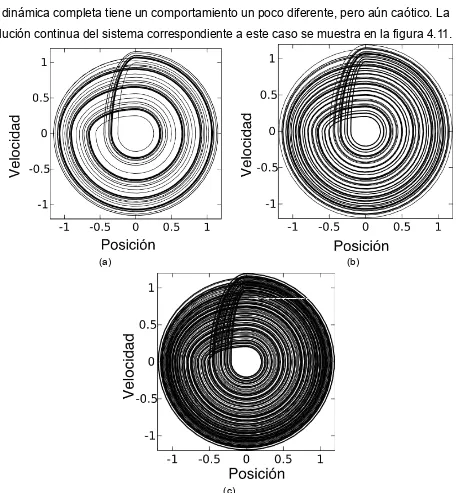
Figura 4.11 Evolución del atractor extraño para la frecuencia dada por ecuación 4.x con α = 0.8 y un mapa de Bernoulli sobre el semi-eje negativo de la posición en (a) t=500, (b) t=1000 y (c) t=2000... 127
Figura 4.12 Destrucción de caos en un oscilador armónico conmutable con (a) frecuencia dada por ecuación 4.x y valores iniciales x(0) > 1.25 y (b) frecuencia dada por ecuación 4.x y valores iniciales x(0) > 1.0...128
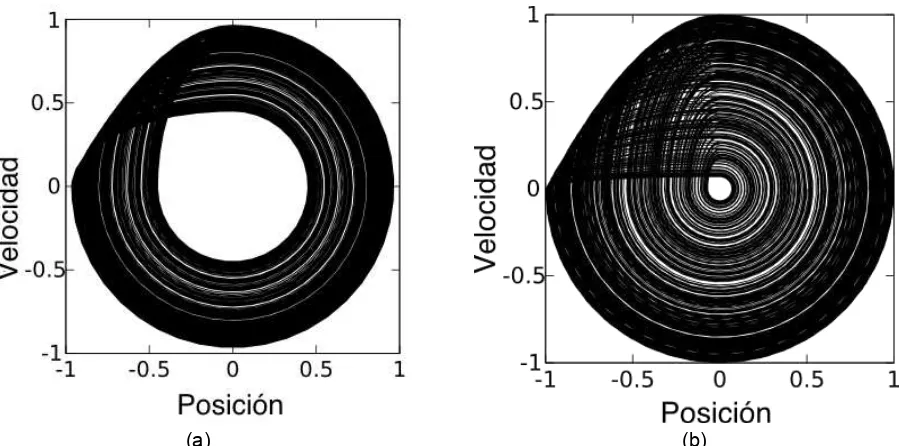
Figure 4.13 (a) Comportamiento caótico de un oscilador armónico aleatorio conmutable para α(z) con una función de distribución de probabilidad uniforme entre [0,4] y (b) valores de α(z)...129
Figure 4.14 (a) comportamiento caótico de un oscilador armónico aleatorio conmutable para α(z) con una función de distribución de probabilidad con una norma de 3.5 y varianza de 0.5 y (b) valores de α(z)...130
Figura 4.15. Efectos de pequeña retroalimentación de la velocidad en el oscilador armónico conmutable...132
Figura 4.16. Retroalimentación en el oscilador armónico conmutable caótico, (a) β = 0.05, (b)β = 0.08 y (c)β = 0.10... 133
Figura 4.17. Retroalimentación en el oscilador armónico conmutable caótico, (a) β = 0.20, (b) β = 0.30 y (c) β = 0.50... 134
Figura 4.18. Retroalimentación en el oscilador armónico conmutable caótico, (a) β = 0.60, (b) β = 0.80 y (c) β = 1.00... 135
Figura 4.19. Retroalimentación de posición en un oscilador armónico conmutable caótico. a) β = -0.02, (b) β = -0.05 y (c) β = -0.08...137
Figura 4.20. Retroalimentación de posición en un oscilador armónico conmutable caótico. a) β=-0.10, (b) β =-0.50 y (c) β= -1.00...138
Figura 4.21. Fuerza de corte para la simulación de una micro máquina... 142
Fig. 4.22. Fuerza distribuida al giro de la herramienta de corte...143
Figura 4.23 Diagrama a bloques del control PID de un solo eje de movimiento de una micro máquina de corte. ...144
Figura 4.24. Representación del modelo de sistema híbrido de una micro máquina CNC...146
Figura 4.25. Modelo de simulación dentro del sistema híbrido...147
Figura 4.26. Resultados de simulación del sistema mostrado en 4.25 y un comando de posición de 10 mm...148
CAPÍTULO 5. DISEÑO E IMPLEMENTACIÓN DE MICROMECANISMOS DE
MANUFACTURA DE ALTA PRECISIÓN PARA EL ENSAMBLE AUTOMÁTICO
DE COLECTORES SOLARES MODULARES
Figura 5.1 Vistas de la micro fresadora desarrollada como prototipo de micromáquina... 151Figura 5.2. Vistas de la fabricación de los motores a pasos para la micromáquina. (a) soporte del estator, (b) con los devanados del estator y (c) el ensamble completo del motor... 152
Figura 5.3 Tornillos de uno de los ejes de movimiento de la micromáquina... 153
Figura 5.4. Guías de movimiento de los ejes de la micro fresadora... 153
Figura 5.5. Diagrama de los componentes mecánicos de un eje simple de la micro fresadora...154
Figura 5.6.(a) Diagrama a bloques del sistema de control y (b) Diagrama esquemático de la tarjeta de control de movimiento...156
Figura 5.7 Vista de las tarjetas de control del sistema de movimiento... 157
Figura 5.8. Topología de conexión en cadena tipo Daisy de los controles de movimiento...159
Figura 5.9. Diagrama de flujo de la implementación del programa de control en la tarjeta electrónica...160
Figura 5.10. Análisis de generación de pulsos de control para el motor a pasos. El intervalo de tiempo entre pulsos está definido por la pendiente del perfil de velocidad deseado...161
...164
Figura 5.13. Módulos del programa de control en la PC...166
Figura 5.14. interface de usuario para el control de movimiento de dos ejes... 167
Figure 5.15. Celda hexagonal propuesta por Kussul y otros [4] para formar el colector solar...169
Figure 5.16. Estructura de soporte de un espejo plano triangular para el concentrador solar parabólico...170
Figura 5.17. Fotografías de una celda del colector solar y sus unidades básicas. a) y b) una celda triangular sencilla y c) la estructura de un colector solar de dos zonas de espejos... 174
Figure 5.18. Identificación de nodos para (a) la región 1 y (b) la región 2 en el lado superior de la estructura del colector solar... 176
Figure 5.19. Pared externa de la primera zona de la estructura del colector solar...177
Figure 5.20. Corte de la pared longitudinal mostrando los número de nodos de la estructura del colector solar. ...177
Figura 5.21. Elementos barra identificados para la primera zona (a) elementos internos, (b) pared externa (elementos superiores) y (c) barras cruzadas en la pared externa...178
Figure 5.22. Secuencia del ensamble de la primera región del colector solar. (a) estructura de ensamble básico. (b) secuencia de ensamble para la primera región y (c) la secuencia de ensamble de los espejos...180
Figura 5.23. Distribución de los elementos de ensamble para la segunda región y la propuesta de ensamble iniciando por el nodo C1,2,1... 181
Figura 5.24. Elementos compuestos de ensamble para nodos que comparten paredes de la estructura de soporte. Ambos elementos son un reflejo uno de otro y van intercalados en la estructura dependiendo de su posición y región...182
Figura 5.25. Evolución del ensamble de las regiones exteriores de la estructura de soporte de colectores solares. En esta figura solo se ilustra una cara y una sección por limitantes de espacio, se supone que las regiones interiores están completas... 183
Figura 5.26. Corte transversal de la estructura de soporte del colector solar... 184
Figura 5.27. Simulación de un disco parabólico formado por elementos barra de 5 cm, con un disco de 2 m de diámetro y foco a 1 m...185
Figura 5.28. Disposición de un concentrador solar parabólico de disco hexagonal de 2 m de diámetro y foco a 1m. Vista superior y lateral... 187
Figura 5.29. Propuesta de estructura con un segundo nivel que genera la curva de la parábola deseada para el concentrador solar... 189
Figura 5.30. Propuesta de construcción de pasillos de ensamble de elementos interiores para las diferentes regiones de espejos. ... 190
Figura 5.31. Aproximación del disco usando segmentos tipo tesela...191
Figura 5.32. Formas en que el colector solar puede tomar a partir de regiones de espejos...192
Figura 5.33. Factores que afectan la concentración de energía en el colector solar... 193
Figura 5.34. Peso del concentrador solar para diferentes diámetros y tamaños de la barra base de la estructura ...196
Figura 5.35. relación del costo total, diámetro del concentrador y tamaño de la barra base de la estructura....197
Resumen
El principal objetivo de esta disertación es el de desarrollar técnicas
innovadoras dentro del campo de micromáquinas y micromecanismos para
procesos de manufactura y ensamble automático para la construcción de
estructuras de colectores solares modulares, así como realizar un estudio
matemático y computacional de sistemas dinámicos no lineales aplicados a
estos mismos sistemas.
Se ha usado un procedimiento de análisis de errores en micro mecanismos
obteniendo una matriz de transformación homogénea de seis grados de
libertad que contiene errores geométricos, de dinámica lenta y rápida y no
linealidades. El procedimiento para encontrar esta matriz puede ser usado
no solamente en micro mecanismos, sino también en máquinas
convencionales con el fin de mejorar sus rendimiento.
Como filosofía de desarrollo se ha hecho énfasis en la Integración de
diferentes herramientas de prototipos rápidos para el análisis y diseño de
micro mecanismos. Como resultado se ha desarrollado software de
simulación en diferentes lenguajes de programación y paquetes de
simulación y modelación computacional para cada uno de los módulos del
sistema, entre ellos podemos mencionar ptolemy, python, C, ensamblador y
matlab.
Es importante mencionar que la aportación mas innovadora de este trabajo
es el desarrollo de modelos dinámicos conmutables con gran potencial en el
área de sistemas dinámicos complejos y sus aplicaciones. El desarrollo de
implementando varios mapas caóticos. Finalmente, se abordó el problema
de estabilización del caos con valores muy pequeños de retroalimentación
de velocidad y posición.
Se ha desarrollado un sistema de control de movimiento que ha sido
implementado en una mesa de pruebas de inspección automática de
tarjetas electrónicas usando un sensor láser. Esta implementación tiene
aplicaciones industriales y en metrología.
Este trabajo incluye también varias piezas de software de análisis de
procesos de maquinado, modelos robóticos, automatización y construcción
de concentradores solares con micro espejos planos. Se ha propuesto el
uso de áreas geométricas superpuestas como mosaicos o teselas sobre la
superficie del concentrador solar. Esto permitirá una mejor paralelización del
proceso de ensamble, transporte a la zona final de instalación y mejor
administración desde el punto de vista económico. Las potenciales
aplicaciones de estás estructuras son varias y van desde arquitectura,
Abstract
The main goal for this dissertation is to develop novel techniques within the
field of micro machinery and micro mechanisms aim to manufacturing and
automatic assembly process, applied to the construction of modular solar
collectors with flat facet mirrors. In addition to that, a major goal is to develop
mathematical studies and computational developments of non linear
dynamical systems applied to micro mechanisms.
A novel six degrees of freedom machine error analysis has been applied to
micro mechanisms obtaining a homogeneous transformation matrix that
contains all geometrical, slow and fast dynamics and non linear errors. This
procedure can be used not only with micro mechanisms, but with
conventional mechanisms also in order to improve its performance.
A fundamental philosophy for development in this work it to integrate
different tools for rapid prototyping in these studies and designs of micro
mechanisms. Also, several pieces of software have been developed in
several programming languages and modeling and simulation packages, like
ptolemy, python, C, assembler and matlab.
It is also important to mention that the most innovative development are the
models of dynamical commutable systems, which we believe may have an
important role in non linear and complex dynamical systems. Studies done in
this area led us to complex behavior of very simple commutable systems,
such as harmonic oscillators. We found the rule for generating a chaotic
behavior in a bi-dimensonal realization with continuous and deterministic
using small amount of velocity and position feedback into the chaotic system.
A motion control system was developed and implemented in an automatic
inspection system for printed circuit boards using a laser sensor. This
implementation has industrial and metrology applications.
This research also includes several pieces of software aim to analyze
machining process, robotic models, automation and construction of micro
facet flat mirrors solar collectors. This research proposes an algorithm for
automatic assembly of such solar collectors and also the use of different
geometrical pre-assembled regions like tessellations on the surface of the
concentrator. This would allow a better parallel assembly process,
transportation and final installation on site. This type of structures have other
Introducción
INTRODUCCIÓN
Presentación
El uso de energías limpias en el planeta es prioritario para disminuir los efectos en el cambio
climático y la energía solar representa una fuente prácticamente ilimitada y muy barata de
energía. Desarrollar tecnología energética que esté al alcance de la mayoría de la gente
debe de ser prioridad para cualquier sociedad en búsqueda de una mejor calidad de vida.
En este momento, la solar representa la fuente mas importante de energía en el planeta y
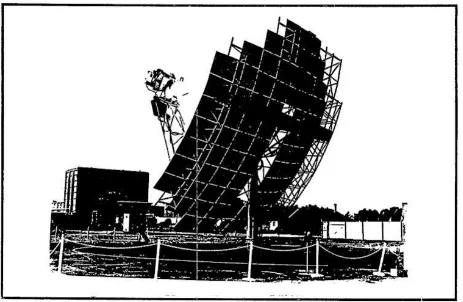
existen avances considerables al respecto. La figura i.1 muestra uno de los primeros diseños
de concentrador solar desarrollado en los 80s, este modelo representa un paraboloide
[image:17.612.78.541.372.674.2]segmentado por areas cuadradas y en el foco se conecta un motor térmico tipo Stirling.
Introducción
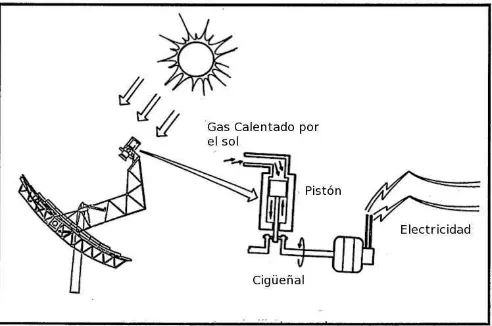
El proceso de generación de energía en este caso es relativamente simple, el foco de la
parabola concentra la energía térmica del sol, en este punto se coloca un motor térmico que
transforma el calor en movimiento mecánico, este mueve un cigüeñal que transmite el
[image:18.612.62.554.188.514.2]movimiento a un generador eléctrico. Este proceso puede apreciarse en la figura i.2.
Figura i.2. Proceso de generación de energía eléctrica con un concentrador solar.
A pesar de todo el desarrollo y el conocimiento del impacto negativo del uso de energías no
renovables como el carbón o el petroleo, el uso de energías renovables aún está muy poco
desarrollado y representa un porcentaje muy pequeño de la generación energética mundial
actualmente. La tabla i.1 muestra datos de la Agencia internacional de energía del 2002,
Introducción
Tabla i.1. Generación mundial de electricidad
Carbón 39.0%
Petroleo 7.2%
Gas 19.1%
Nuclear 16.6%
Hidráulica 16.2%
otras (geotérmica, solar, eólica, etc) 1.9%
Fuente: Agencia Internacional de la Energía Key World Energy Statistics 2002
Figura i.3. Gráfica de la distribución de las fuentes de energía mundial en el 2002.
El desarrollo de tecnología relacionada a la generación de energía renovable y limpia es de
suma importancia para revertir los efectos negativos generados por cientos de años de uso
de carbón y petroleo, desde su generación, transformación, uso y manejo posterior de los
desechos. Es necesario empezar a ver esto como un flujo entero de energía.
La propuesta de usar micro máquinas se basa en el hecho que está tecnología hace un uso
mas eficiente de la energía de operación y se basa en la paralelización de tareas. La escala
de trabajo de estos dispositivos es obviamente pequeño y esto obliga al uso de múltiples
máquinas simultáneamente.
Generación de Electricidad
Fuente: Agencia Internacional de Energía 2002
Carbón Petroleo Gas Nuclear Hidráulica otras
Introducción
Hoy en día la tecnología está mas cerca de nosotros y los dispositivos y máquinas cada vez
se miniaturizan mas. Los procesos de manufactura y ensamble de dichos dispositivos deben
de hacerse de forma automática y eficiente; por ejemplo, el ensamble de un teléfono celular
actualmente requiere precisiones de hasta 10 micras que un robot convencional actual
requiere de componentes mecánicos de alta precisión, así como de sistemas de control mas
especializados. Todo esto hace que el proceso se vuelva mas caro y requiera aún mayor
nivel de entrenamiento.
Sin embargo, existen alternativas basadas en la miniaturización de las máquinas, en una
estrategia de acuerdo a la tendencia que siguen los dispositivos y elementos que se están
fabrican. Esto es básicamente, reducir o escalar el tamaño de máquinas convencionales para
fabricar componentes estándares, pero escalados.
Esto trae consigo retos y beneficios inmediatos. Por ejemplo, todo el software y sistemas de
control y comunicación son los mismos a los utilizados en las máquinas convencionales, solo
es necesario ir escalando los parámetros para ajustarlos a las nuevas dimensiones. Además,
los mecanismos se vuelven mas rígidos, estables y controlables al minimizar los
componentes y esto facilita la realización de movimientos de precisión en las máquinas.
Entre los nuevos retos se pueden mencionar aquellos que están relacionados con el
desarrollo de nuevos actuadores mas aptos para esas escalas, desarrollo de nuevos
sistemas de integración de manufactura y estratégicas para trabajar con múltiples máquinas
y micro-componentes y cambio de cultura de los fabricantes.
Los retos de usar micro mecanismos son relativamente nuevos y dada la escala de
operación, muchos de los modelos convencionales no aplican a este nivel. Es necesario
considerar mejor los elementos no lineales, los efectos de retardo y lazos de operación con
otros niveles jerarquicos, tanto hacia arriba como hacia abajo. Los capítulos 1 y 2 ofrecen
Introducción
De igual forma, el paralelismo y la colaboración entre micro máquinas presenta nuevos retos
en el esquema de control, por lo que el desarrollo de librerías de modelos, diseños de
controladores y estructuras de control es de gran impacto en estos desarrollos tecnológicos.
Estos puntos se irán abordando en el cuerpo de esta disertación.
Antecedentes
El grupo de Ingeniería Computacional y Matemática Aplicada de la Sección de Estudios de
Posgrado de la Escuela Superior de Ingeniería Mecánica y Eléctrica dirigido por el Dr. José
Ángel Ortega Herrera, tiene una larga historia de desarrollo y estudios de modelos
matemáticos y computacionales aplicados a la ingeniería. Este grupo de investigación cuenta
con infraestructura computacional y software para realizar simulaciones y se está integrando
un grupo de desarrollo e investigación de modelos matemáticos en el área de mecatrónica.
El área de estudio de sistemas dinámicos, control y mecatrónica es de suma importancia
para poder ofrecer soluciones y desarrollos a la industria Mexicana y promover el intercambio
académico con otras instituciones tanto nacionales como internacionales, por lo que existe
gran interés de incursionar seriamente en este campo.
Este trabajo está principalmente basado en los desarrollos realizados por el Dr. Yuichi
Okazaki del AIST, la Agencia de Información Ciencia y Tecnología, de Japón y el Dr. Ernst
Kussul del CCADET, Centro de Ciencias Aplicadas y Desarrollo Tecnológico, de la UNAM. El
Dr. Okazaki tiene mas de 20 años desarrollando sistemas de micromáquinas e integrando
estos sistemas a la industria en Japón; mientras que el Dr. Kussul se ha enfocado al
desarrollo de micromáquinas de bajo costo con aplicaciones a la investigación y formación
académica de estudiantes en la UNAM. Además, se está integrando el trabajo del Dr. Adriano
de Luca hecho en el departamento de Computación del CINVESTAV en el área de sistemas
digitales usando FPGA's (field programming gate arrays) para el desarrollo de sistemas de
Introducción
Héctor Domínguez Aguirre tiene un gran experiencia en cuanto a su formación académica y
profesional en áreas de automatización y diseño de mecanismos, mecatrónica, diseño de
sistemas computacionales, modelado matemático de sistemas de control lineal, no lineal e
inteligente, así como implementación y construcción de sistemas robóticos y control en
tiempo real. Su experiencia académica incluye una maestría en diseño mecánico en la
SEPI-ESIME-IPN, una maestría en Ingeniería en control por la Universidad de California en
Berkeley, un intercambio académico en Robótica y automatización en Tsukuba, Japón, así
como experiencia profesional como ingeniero de software para sistemas robóticos en Adept
Robotics, Inc en Livermore, California y múltiples experiencias de desarrollo en los
departamentos de control y computación CINVESTAV, el Instituto Mexicano del Petroleo y
CIATEQ en Querétaro.
Objetivo general
Desarrollar técnicas innovadoras dentro del campo de micromáquinas y micromecanismos
para procesos de manufactura y ensamble automático para la construcción de estructuras de
colectores solares modulares, así como realizar un estudio matemático y computacional de
sistemas dinámicos no lineales aplicados a estos mismos sistemas.
Objetivos específicos
Este trabajo pretende investigar de manera integral el modelado matemático de la dinámica
de un micro mecanismo usando esquemas de máquinas inteligentes y arquitectura abierta.
De igual manera, se pretende desarrollar modelos matemáticos y software de simulación que
sean innovadores en el área y que potencialmente consideren la complejidad intrínseca de
Introducción
Se diseñara software, hardware electrónico y mecanismos para probar el método de
desarrollo de sistemas con micro máquinas para aplicaciones en laboratorio con potencial
industrial.
Se analizará la estructura propuesta para la construcción de un concentrador solar con el fin
de optimizar su manufactura y potencial de fabricación y posible comercialización.
Finalmente, este trabajo de tesis doctoral intenta también demostrar que existe al menos un
procedimiento viable de ensamble automático de estructuras de colectores solares usando
micromáquinas de alta precisión.
Justificación
El área de automatización de sistemas de manufactura está tomando caminos cada vez mas
especializados enfocados en la optimización de procesos, el incremento en la precisión y la
reducción de errores mecánicos en el maquinado de piezas y ensamble. Existe una gran
demanda de productos cada vez mas pequeños y cercanos a la vida humana, entre ellos se
encuentran dispositivos médicos, de entretenimiento, de medición, científicos e inclusive de
producción industrial.
Es de suma importancia desarrollar tecnologías para resolver estos retos que se presentan
en el mundo actual. Una opción que se presenta son las micromáquinas y los sistemas de
fabricación automática usando estos sistemas pequeños en forma paralela y colaborativa.
Los retos en esta área son múltiples, para empezar muchos de los modelos matemáticos
existentes en la industria no pueden usarse tal cual en el mundo de mecanismos a escalas
mili o micrométricas, ciertos efectos no lineales derivados de fuerzas de fricción,
electrostáticas, de Van der Waals, etc.
Introducción
sistemas de micromáquinas; además de pensar en estratégias de trabajo colaborativo de
inclusive cientos o miles de micromáquinas en una microfábrica o un sistema de manufactura
automática.
Hay que resaltar que la escala de reducción del tipo de mecanismos y máquinas propuestas
en este trabajo de investigación y desarrollo tecnológico está en el rango de milímetros con el
fin de tener precisiones de micrómetros y hacer piezas que conformen un producto que una
persona pueda manejar. A diferencia de muchos sistemas usados en nanotecnología o
MEMS en cuyo caso los productos están en escala de nanómetros y cuyas aplicaciones
están aún fuera del mundo convencional de productos comerciales. En este trabajo se
intentará exponer los elementos matemáticos y técnicos que afectan a micro máquinas en
trabajo colaborativo en una celda de manufactura, tal es el caso de micro robots, micro
máquinas CNC y micro bandas transportadoras.
Alcance
Este trabajo de investigación pretende principalmente desarrollar modelos matemáticos,
algoritmos y procedimientos de análisis de micro mecanismos, así como de métodos de
ensamble automático de estructuras de colectores solares con espejos planos pequeños.
Aportaciones principales
La aportación mas innovadora de este trabajo es el desarrollo de modelos dinámicos
conmutables con gran potencial en el área de sistemas dinámicos complejos y sus
aplicaciones. Se han desarrollado modelos de sistemas complejos que generan un
comportamiento caótico a partir de la realización bidimensional de mapas caóticos discretos.
El sistema caótico conmutable es determinístico y continuo. Adicionalmente, se ha hecho
Introducción
Procedimiento de análisis de errores en micro mecanismos obteniendo una matriz de
transformación homogénea de seis grados de libertad que contiene errores geométricos, de
dinámica lenta y rápida y no linealidades.
Integración de diferentes herramientas de prototipos rápidos para el análisis y diseño de
micro mecanismos. Así como diferentes lenguajes de programación para cada uno de los
módulos del sistema, entre ellos podemos mencionar python, C, ensamblador y matlab.
Varias piezas de software de análisis de procesos de maquinado, modelos robóticos,
automatización y construcción de concentradores solares con micro espejos planos. Se ha
propuesto el uso de áreas geométricas superpuestas como mosaicos o teselas sobre la
superficie del concentrador solar. Esto permitirá una mejor paralelización del proceso de
ensamble, transporte a la zona final de instalación y mejor administración desde el punto de
vista económico.
Desarrollo de un sistema de control de movimiento que ha sido implementado en una mesa
Capítulo 1
CAPÍTULO 1.
INTRODUCCIÓN A MODELOS MATEMÁTICOS DE
MICROMECANISMOS
1.1 Introducción
En la larga historia de la mecanización y automatización de procesos industriales, mucho se
ha hecho por mejorar las formas en que se realizan las operaciones de manufactura. Desde
el diseño propio de los mecanismos hasta las formas y niveles de automatización de una
cadena completa de producción e inclusive plantas industriales en su totalidad.
Tradicionalmente, tanto los modelos matemáticos formales como los heurísticos, intentan
representar máquinas abordando solo una área específica de la misma; por ejemplo, ya sea
solo la parte mecánica, estructural, de producción, de servo control, etc. Sin embargo,
aunque estás aproximaciones han sido suficientes hasta hace aproximadamente 20 años,
debido a la aparición de nuevos mecanismos y demandas del mercado se ha obligado a
abordar el problema de modelación de máquinas utilizando formas mas completas y
complejas de representación, considerando a una máquina mas como un sistema dinámico
multimodal, es decir cuyos componentes cambian a diferentes frecuencias, y con múltiples
interrelaciones entre sus diferentes módulos y otras máquinas trabajando en colaboración
dentro de un proceso productivo.
Modelos teóricos como el de Meystel y Albus [1] consideran todos los niveles involucrados
dentro de un proceso de manufactura. Este tipo de modelos tienen una visión integral que
incluye la parte física de diseño y operación de los mecanismos, el control, manejo de
Introducción a modelos matemáticos de micro mecanismos
decisiones humanas. Estos modelos, que podríamos llamar cibernéticos por ver al sistema
como un todo a partir de sus partes, representan la mejor forma contemporánea para poder
entender los complejos sistemas que se ocupan actualmente.
Hoy en día, no solo la rapidez y la precisión son parámetros que hay que evaluar en una
máquina o proceso productivo, sino también la flexibilidad de configuración y el bajo
consumo de energía son parte fundamental de los sistemas modernos de manufactura. Este
es el principal motivador para buscar nuevas formas de fabricación y con ello abordar nuevos
retos técnicos, científicos y de logística.
De igual forma el desarrollo de las máquinas puede analizarse de acuerdo a la forma en que
se origina y como se administra la energía que mueve sus componentes mecánicos. Por
ejemplo, originalmente las máquinas eran completamente manuales, la energía y el control
se originan por fuerza bruta y es el operador quien determina como se va a utilizar la
máquina. Con la introducción de potencia de alguna fuente externa y la adición de controles
analógicos definidos dentro del mismo mecanismo o controlando la fuente de energía, se
obtiene mas eficiencia, velocidad y precisión comparado con las máquinas manuales.
El siguiente desarrollo histórico dentro de las máquinas fue la introducción del control digital y
el desarrollo de los sistemas servo/actuador. Esto permitió una mayor sofisticación en el
movimiento, una integración de procesos y su sistematización. Mientras que el siguiente
paso era el lógico, el permitir una autonomía de la máquina desarrollando sistemas
automáticos de control los cuales tenían una función muy objetiva y se basaba en la
introducción de sensores, los cuales generan señales que indican el estado de la máquina en
general.
En las últimas dos décadas se han desarrollado sistemas de información inteligente, los
cuales representan el siguiente paso en la evolución de las máquinas. Los sistemas
inteligentes permiten un mejor manejo de la información generada por los sensores y la
Capítulo 1
inteligentes permiten el manejo de entradas ambiguas, el uso de la experiencia y el
know-how de los procesos, así como la acumulación del conocimiento a través del aprendizaje [2].
Los retos y desarrollos actuales dentro de la tecnología de la manufactura nos indica que la
optimización de la energía consumida en un proceso de manufactura, así como la
coordinación de diferentes máquinas operando simultáneamente y dentro de una planta de
producción, representa el reto actual de desarrollo. El manejo de múltiples máquinas permite
la flexibilidad de los procesos, es decir, que una misma celda de producción sea capaz de
realizar actividades autónomas con el menor uso de energía y mayor calidad posible.
Esto último ha motivado el desarrollo de las micromáquinas las cuales pueden clasificarse en
diferentes formas dependiendo su escala con respecto al mundo de las personas. La idea de
escalar hacia abajo las operaciones de manufactura empezó hace ya mucho tiempo cuando
los primeros mecanismos de precisión para relojes y automatismos se construyeron.
Actualmente la escala de los micro mecanismos va desde los centímetros (10-2m) hasta unos
cuantos átomos (10-10m), este tan amplio espectro de escalas obliga a concentrar recursos
en el desarrollo y análisis de para cada caso en particular.
Aunque el diseño de micromáquinas o micromecanismos depende en gran medida de la
escala en que se esté trabajando; sin embargo, existen ciertos parámetros comunes a todos
los niveles debido al tipo de operaciones a las cuales están creadas. Mientras mas pequeña
la escala, los modelos matemáticos se vuelven aún mas no lineales y la interacción entre
elementos aumenta la complejidad y su controlabilidad se vuelve más difícil. Es cuando
nuevas estrategias son requeridas.
Las micromáquinas ofrecen grandes ventajas en cuanto a la flexibilidad de los procesos de
producción que pueden desarrollar, así como en el mejor uso y manejo de la energía que
consumen para realizar las operaciones para las cuales están diseñadas; sin embargo,
nuevos retos de controlabilidad colectiva, de desarrollo de modelos matemáticos y de
Introducción a modelos matemáticos de micro mecanismos
investigación en de la Sección de Estudios de Posgrado e Investigación del Instituto
Politécnico Nacional.
En el caso particular de este trabajo de desarrollo tecnológico, es necesario considerar la
infraestructura existente y las posibilidades de desarrollo con el fin de encontrar la mejor
estrategia. La experiencia personal de haber trabajado en el laboratorio Nacional de
Ingeniería Mecánica en la ciudad de Tsukuba en Japón dentro del grupo de máquinas de alta
precisión a cargo del Dr. Yuichi Okazaki y el hecho de haber cursado una maestría en la
Universidad de California en Berkeley en donde he tomado cursos de teoría de control (lineal
y no lineal) y de manufactura de precisión, se han combinado con el encuentro en México en
la Sección de Estudios de Posgrado e Investigación con el Dr. José Ángel Ortega y el Dr.
Valery Nosov, además del Dr. Ernst Kussul del CCADET-UNAM, quien liderea el equipo de
trabajo en desarrollo de micromáquinas de bajo presupuesto en la UNAM, y con el Dr.
Adriano de Luca del Departamento de Computación del CINVESTAV-IPN con quien se ha
hecho el desarrollo del sistema de control electrónico y computacional.
En este capítulo se tratarán temas generales de diseño de máquinas y su aplicabilidad a los
micromecanismos, así como la descripción de modelos teóricos contemporáneos de
máquinas.
1.2 Descripción de diseños básicos de micromáquinas
El diseño de micromáquinas puede ser un gran reto al empezar a considerar efectos que en
escalas mayores no representan gran impacto; sin embargo, en pequeñas escalas pueden
cambiar completamente el comportamiento y demandar nuevos diseños y estrategias de
control. En general, el éxito o fracaso de una máquina de precisión puede evaluarse
Capítulo 1
• Precisión dimensional
• Precisión angular
• Precisión de la forma
• Acabado superficial
• Precisión cinemática
• Alteraciones en la capa superficial
Cada máquina debe de ser diseñada de acuerdo a estos criterios y de alguna forma
medidos. Diferentes autores han propuestos varias metodologías para el diseño y medición
del rendimiento de máquinas. Nakazawa [3] establece una serie de estos principios. Los
principios de diseño de máquinas propuestos por Nakazawa se basan en cuatro
requerimientos funcionales buscando incrementar la precisión de la máquina. Estos son:
• La posesión de una referencia cinemática perfecta
• La posesión de un par cinemático perfecto los cuales ejecutan movimientos perfectos con respecto a la referencia.
• Construcción para minimizar y prevenir el ruido en operación
• Poder detectar el movimiento con precisión
Uno de los principios mas importantes del diseño de máquinas propuestos por Nakazawa es
el principio de independencia funcional, el cual dice;
“Cuando un requerimiento funcional controlable existe, es preferible un sistema
en el cual las funciones son independientes a aquel en el cual las funciones no
son independientes”
Este principio fue originalmente desarrollado por Suh citado en [4] y aplica a una amplia
variedad de sistemas mecánicos. El segundo principio diseño de Nakazawa es el principio de
Introducción a modelos matemáticos de micro mecanismos
“Cuando las restricciones existen para ciertos elementos de evaluación, el
diseño total es mejor que el diseño aditivo o diseño combinacional.”
Por ejemplo, podría ser mejor diseñar una máquina totalmente nueva que cumpla con las
seis características críticas, que modificar un diseño ya existente o ensamblar una máquina
utilizando componentes existentes. Por supuesto que esta aproximación podría ser mas
costosa inicialmente.
Moore [5] propone una metodología de como lograr esto a partir de lo que él llama “Las
cuatro artes mecánicas.”:
• Geometría, desde el diseño en un plano, del cual parte de métodos de alineación, revolución y la forma de construcción.
• Estándares de longitud, se refiere al elemento de medida de la máquina herramienta del cual la máquina obtiene su precisión.
• Dividiendo el círculo, la división del círculo ha sido un reto dentro del diseño de máquinas por siglos
• Curvatura, el rendimiento general de una máquina depende de la precisión total de agujeros, ejes, bolas y otros componentes circulares, cilíndricos o esféricos.
Todos estos principios de diseño de máquinas, los cuales se han aplicado en el desarrollo y
producción de máquinas herramienta y robots en la última década del siglo pasado, son el
punto de partida del diseño de máquinas aún mas especializadas y hechas para realizar
operaciones en áreas tan diferentes como en aplicaciones médicas, de entretenimiento,
Capítulo 1
Uno de los factores mas importantes dentro del estudio de las máquinas de precisión, es el
análisis de las diferentes fuentes de error, para luego buscar la forma de compensación o
corrección de dicho error. Existen diferentes fuentes error con características muy
particulares. Esto se abordará en las secciones siguientes, así como su importancia en el
diseño y desarrollo en micromecanismos.
1.3 Análisis de errores en micromáquinas
La precisión de la máquina es inversamente proporcional al error de la misma, por lo cual es
de suma importancia minimizar el efecto de las diferentes fuentes de error en los
componentes de la maquinaria. De acuerdo a Dornfeld [6], los errores en máquinas tienen
cuatro diferentes fuentes: Errores geométrico, de Corte, de Manejo y ambientales. La figura 1
muestra las relaciones entre las fuentes de error, los elementos mecánicos que son
afectados, el proceso de generación del error y su efecto en la precisión final de maquinado.
Introducción a modelos matemáticos de micro mecanismos
Los errores producidos por una máquina herramienta o el proceso de maquinado pueden ser
analizados desde diferentes puntos de vista. Ya sea desde la fuente del error, el sistema
mecánico que es afectado, la manera en que se da el proceso de generación del error o el
efecto final en el maquinado. El presente trabajo no tiene por objeto hacer un análisis
exhaustivo de estos puntos, pero es posible ver la referencia [7], la cual muestra excelentes
análisis de errores mecánicos y [8] en errores de origen térmico.
Desde el punto de vista de la compensación del error, es necesario analizar las variaciones
del maquinado desde un punto de vista geométrico considerando que una pieza de trabajo
es en realidad un objeto volumétrico definido por el espacio que ocupa. La calidad de la
geometría de la pieza de trabajo ya maquinada con respecto al diseño original, se relaciona
con los diferentes errores y compilando los efectos de variación con lo que se llama matriz
de error de la máquina herramienta.
Esta matriz de error puede ser solo una representación estática de los mismos [9]; sin
embargo, esta matriz puede mejorarse al adicionar los errores dinámicos, tanto de acción
lenta como los rápidos. Los errores dinámicos lentos, como la deformación térmica o el
desgaste acumulado de la herramienta de corte, tienen un efecto incremental y son
relativamente fáciles de compensar. En cambio, los errores dinámicos debidos a la estructura
de la máquina, vibraciones por el efecto del corte y errores de control o de cálculo de
trayectorias multidimensionales, son mucho mas difíciles de compensar y se requiere un
análisis mas exhaustivo de la naturaleza del error específico para poder determinar los
límites del diseño de la máquina misma. En [10], Altintas expone un análisis de las diferentes
fuerzas estáticas y dinámicas que afectan a una máquina herramienta convencional.
Generalmente las vibraciones generadas por el movimiento y la estructura misma de la
máquina representan una fuente considerable de error de acabado, mas que error
Capítulo 1
Tu
C
=
[
1 −p y ax
p 1 −r by −y r 1 cz
0 0 0 1
]
(1.3.1)
La ecuación (1) muestra una matriz de error con coeficientes estáticos donde ε es un escalar
que representa el error promedio de rotación en tres ejes [p, y, r] en la transformación
homogénea CT
u que va un punto a otro, δ es el error promedio de translación sobre cada uno
de los ejes coordenados [x, y, z] y las constantes a, b y c son valores de offset de la máquina
herramienta en sí. Todos estos parámetros son encontrados experimentalmente y existen
estándares y normas internacionales como la ISO-232-2 que definen los procedimientos y el
equipo requerido para estas pruebas.
En trabajos previos [11] y [12] se han analizado las diferentes fuentes de error y se ha
propuesto una matriz de error aumentada que pueda considerar los errores dinámicos de
forma que sea posible compensar errores de naturaleza lenta, deformaciones estáticas a lo
largo de los ejes de movimiento y errores térmicos. De igual manera se han propuesto
metodologías para encontrar los parámetros requeridos en tales matrices de error
extendidas.
Estas matrices de transformación homogéneas que incluyen el error cinemático son
realmente útiles al analizar la transmisión y multiplicación de los errores en los diferentes
componentes en movimiento de una máquina; esto incluye máquinas herramientas, robots,
dispensadores de material, y cadenas cinemáticas en general. La ecuación 2 muestra la
transmisión del error cinemático a partir de una matriz de error de transformación homogénea
en donde aT
b es la transformación geométrica del cuerpo a al cuerpo b, T0 son las distancias
Introducción a modelos matemáticos de micro mecanismos
Errorgeométrico =
[
RTW−RTC]
[
x
y
z
1
]
=
[
1 −p y ax
p 1 −r by −y r 1 cz
0 0 0 1
][
x
y
z
1
]
=
[
1 −p y x
p 1 −r y −y r 1 z
0 0 0 1
]
[
1 0 0 a
0 1 0 b
0 0 1 c
0 0 0 1
]
[
x
y
z
1
]
=
[
R 1 1
]
[
I P
0 1
][
X
1
]
= Tba
T0X
(1.3.2)
En la figura 2 muestra el mapeo de los errores tridimensionales producidos por una máquina
fresadora convencional generada a partir de mediciones de error en cada uno de los ejes de
movimiento y usando la cadena de matrices de transformación de error desde la pieza de
trabajo al último eje de movimiento enlazado en la cadena cinemática de movimiento. Este
mapa tridimensional muestra la superficie del error sobre la mesa de trabajo X-Y y como
cada punto tiene ya un error definido y que se puede compensar. La figura 3 muestra el
mapa de compensación de errores en el plano XY de la misma máquina fresadora analizada
Capítulo 1
Figura 1.2. Mapa de errores en una fresadora cartesiana convencional.
Introducción a modelos matemáticos de micro mecanismos
Para el caso de micro máquinas y micro mecanismos, los principios de diseño aplicados en
máquinas convencionales siguen vigentes. Sin embargo, existen ciertos criterios de
escalabilidad que deben de considerarse. Reduciendo el tamaño de una máquina no implica
que los parámetros de maquinado deban de escalarse en una razón proporcional o inclusive
generalizada para todos los parámetros. Algunos factores continuarán afectando de igual
manera, mientras que otros se reducirán al grado de no tener efecto alguno en el proceso; de
igual manera, al reducir el tamaño a escalas mucho menores, se presentarán nuevos efectos
que no influyen en la operación de máquinas convencionales, pero a nivel micro tienen un
efecto mayor en el proceso de maquinado o manipulación de piezas.
El Dr. Ernst Kussul y su equipo en el CCADET-UNAM (antes Centro de Instrumentos) han
realizado diferentes estudios sobre la escalabilidad de factores dinámicos en micro
mecanismos y aplicado en sus diseños de micromáquinas. En [13] y [14] ellos desarrollan un
amplio ensayo de diferentes efectos en micro máquinas y micro mecanismos, mencionando
como algunas fuerzas nuevas aparecen con un efecto mucho mayor en escalas pequeñas,
tal es el caso de las fuerzas electrostáticas y las de tensión superficial o capilaridad.
Hay que resaltar en escalas pequeñas, los efectos que pudieran tener las vibraciones se
reducen considerablemente al aumentar la frecuencia natural de vibración de la máquina
misma. En cambio fuerzas derivadas de efectos tribológicos tienen una gran influencia en el
movimiento de precisión, que inclusive pueden hacer que la máquina requiera un rediseño en
cuanto a sus componentes de contacto, buscando mejores opciones de materiales o
controles especializados. Igualmente vibraciones autoinducidas provenientes del proceso
mismo de maquinado también son difíciles de manejar, dichas vibraciones crean errores en
el acabado de la pieza de trabajo y se generan efectos de fuerzas no lineales y remanentes,
con retardos, debido a las fuerzas entre la herramienta de corte y la pieza de trabajo.
En los próximos capítulos se describirán métodos de compensación de errores dinámicos
Capítulo 1
1.4 Métodos de Calibración
La correcta calibración de una máquina nos asegura una mejor referencia cinemática para el
cálculo de los movimientos de la misma; pero, para hablar de calibración de máquinas,
primero es necesario tocar el tema de medición. En nuestro caso tenemos que mencionar
tres principios fundamentales de medición: la precisión, repetibilidad y resolución de una
máquina.
La precisión está relacionada con el sesgo o bias de las mediciones en sí. En sentido
coloquial, hablar de la precisión de una máquina es hablar del rendimiento total de la misma;
en cambio, utilizar un concepto matemático de precisión es referirse a una medida
dimensional en la que intervienen factores estadísticos derivados de la acumulación de los
errores de la máquina, el proceso de maquinado y los instrumentos de medición.
Dentro del proceso de diseño y evaluación de una máquina, la precisión es a menudo
referida con el término de “tolerancia natural” la cual es el rango natural de variación en la
dimensión del proceso. Estimando la desviación estándar de la población, σ, de medidas de
un proceso de manufactura a través de medios convencionales, el diseño asociado de la
tolerancia debe de estar en el orden de ± 3σ. Esto es un rango de seis sigma de las
dimensiones mínima a máxima, D, de todo el proceso. Por supuesto que es considerando
que las mediciones tienen una distribución normal lo cual no es necesariamente el caso para
todas las máquinas. En este breve análisis se va a considerar de esta manera.
Como se ha mencionado en el segmento anterior de fuentes de error, dichas variaciones en
el proceso de manufactura provienen de diferentes orígenes y la naturaleza de cada uno de
estos errores ocasionan la aparición de dicho sesgo que para muchos pudiera parecer
aleatorio. En un sentido matemático estricto, la diferencia entre la dimensión nominal o la
deseada y la media es lo que definimos como sesgo o bias, . Entre mas pequeño es el
Introducción a modelos matemáticos de micro mecanismos
Dmedia=1
N
∑
i=1N
Di (1.4.1)
donde N es el número de partes medidas.
La repetibilidad es la habilidad de obtener el mismo movimiento o medición dentro de ciertas
fronteras definidas. Esta repetibilidad en realidad indica la dispersión del proceso y es
calculado mediante la desviación estándar del mismo,
=
1N−1
∑
i=1N
Di−Dmedia2 (1.4.2)
Dentro de las mediciones de máquinas se asume normalmente una repetibilidad
bidireccional, pero como se ha mostrado no es la generalidad. En un trabajo previo [11] he
mostrado como se puede encontrar dicha medida en particular para cada dirección y cada
eje y usar estos valores en la compensación del movimiento. Por otro lado, Slocum [7] tiene
una muy buena disertación sobre precisión y repetibilidad.
La resolución es simplemente el mínimo incremento identificable de la medición o del
movimiento. Es decir, para el caso de una máquina es el paso mínimo al cual se puede
comandar un movimiento. En máquinas de movimiento discretizado, como es el caso de
aquellas con motores a pasos, la resolución es el paso mínimo después de todo el tren de
transmisión del movimiento; en cambio, para máquinas con servomotores, la resolución es
en realidad un umbral de movimiento mínimo relacionado muy cercanamente con los factores
de error mecánico y los elementos de medición.
En teoría de la medida se considera el estudio de las incertidumbres como fundamental para
determinar el valor correcto de la variable en cuestión y el error de la medida.
Internacionalmente, los centros e institutos de metrología desarrollan estándares y criterios
para el manejo de la incertidumbre en las mediciones. Para el caso de las máquinas
herramientas, la incertidumbre en la medida se transforma en un error estadístico que debe
Capítulo 1
referentes a la inducción matemática e inferencia probabilística que se involucra en un
proceso de medida poniendo un par de ejemplos interesantes para una pieza de trabajo y un
proceso de producción industrial en el que se rechaza o aprueba una pieza específica. Tyler
muestra como dependiendo de las condiciones consideradas para un proceso en particular,
la o las funciones de distribución de probabilidad en los componentes del proceso, las
correlaciones y el método de medición pueden afectar la referencia requerida en la máquina
herramienta.
El instituto nacional de estándares y tecnología de los Estados Unidos ha publicado un
documento de guia para el cálculo de incertidumbres en las mediciones [16]. Conocer la
incertidumbre intrínseca de una máquina nos permite evaluar también los límites de la
misma. Hay que resaltar la diferencia entre incertidumbre y error, pues en nuestro caso el
error puede ser compensando de alguna manera debido a que es una medida determinística,
mientras que la incertidumbre es solo posible tener una estimación y sin poder compensarla
exactamente, sino mediante una aproximación probabilística, lo cual está fuera de este
trabajo pero que representa un amplia área de investigación en la teoría de la medida.
Retomando el tópico de esta sección, el proceso de calibración de máquinas es
indispensable para definir una referencia cinemática y entre mejor esté realizada la
calibración, su referencia será mas próximo a lo perfecto. Éste, como se mencionó
anteriormente, es uno de los principios de diseño de una máquina de precisión.
La calibración en una máquina es el proceso o sistema con el que se encuentran los
parámetros de compensación de errores definidos en una matriz de error o algún otro
parámetro requerido por la máquina. Las referencias [17] y [18] muestran el trabajo en
conjunto desarrollado por el CIRP, College International pour la Recherche en Productique,
describiendo los criterios involucrados para la calibración de máquinas. Básicamente los
criterios pueden resumirse en la determinación de la rectitud, ortogonalidad de ejes de
movimiento, paralelismo, movimiento planar, interpolación circular o división del círculo y
![Figure 4.13 (a) Comportamiento caótico de un oscilador armónico aleatorio conmutable para α(z) con una función de distribución de probabilidad uniforme entre [0,4] y (b) valores de α(z).](https://thumb-us.123doks.com/thumbv2/123dok_es/4955341.74940/154.612.86.543.405.632/comportamiento-oscilador-armonico-aleatorio-conmutable-funcion-distribucion-probabilidad.webp)
