INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y
ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
TESIS
ANÁLISIS ESTRUCTURAL DE LA UNIÓN
SOLDADA CON PROCESO GTAW,
SOMETIDO A TRATAMIENTO TÉRMICO,
DONDE EL MATERIAL DE BASE ES ACERO
INOXIDABLE AUSTENÍTICO Y DE APORTE
NITINOL.
PARA OBTENER EL GRADO DE:
MAESTRO EN CIENCIAS EN INGENIERÍA MECÁNICA
OPCIÓN DISEÑO
PRESENTA:
ING. MILTON CARLOS ELIAS ESPINOSA
DIRECTOR: M. en C. ALLA KABATSKAIA IVANOVNA
DEDICATORIAS
A MI ESPOSA: SELENE CON TODO MI AMOR Y RESPETO LA MUJER QUE ME APOYA Y ACOMPAÑA EN LOS MOMENTOS MÁS DIFÍCILES, QUIEN ES MI FUENTE DE INSPIRACIÓN Y ALIENTO PARA SEGUIR SUPERÁNDOME; COMO TRIBUTO A SU GRAN AMOR.
DEDICACIÓN ESPECIAL A MI HIJA: KARLA FERNANDA POR SU ALEGRÍA CONTAGIOSA, POR EL CARIÑO Y AMOR QUE LE TENGO, POR ESTAR CONMIGO Y POR SER LA RAZÓN DE MÍ LUCHA DIARIA.
A MI FAMILIA: MIS HERMANOS JORGE Y GERSON, POR TODO SU APOYO. MI MADRE SILVIA, POR TODO EL AMOR QUE ME OFRECE DÍA A DÍA. MI PADRE CARLOS, POR HABERME INICIADO EN ESTA BELLA PROFESIÓN.
POR TODO ESTO Y MÁS... GRACIAS.
AGRADECIMIENTOS
A MIS PROFESORES: POR TRASMITIRME PARTE DE SUS CONOCIMIENTOS SIENDO EJEMPLO A SEGUIR.
A LA COMISIÓN REVISORA: DR. VALERY ROMANOVICH NOSSOV DR. IGNACIO CARBAJAL MARISCAL M. EN C. ALLA KABATSKAIA IVANOVNA DR. VÍCTOR MANUAL LÓPEZ HIRATA DR. FEDERICO CHÁVEZ ALCALÁ M. EN C. GABRIEL VILLA Y RABASA POR TODOS SUS COMENTARIOS Y SUGERENCIAS.
A LA PROFESORA M. EN C. ALLA KABATSKAIA IVANOVNA: POR SER MI ASESORA Y DIRECTORA DE TESIS POR TODO EL APOYO Y TIEMPO DEDICADO A MI TRABAJO.
AL DEPARTAMENTO DE INGENIERIA MECANICA DEL TEC: POR EL PRÉSTAMO DE LAS INSTALACIONES PARA LA REALIZACIÓN DE LA EXPERIMENTACIÓN, AL APOYO DE ROGELIO, VALENTIN, MARCO Y JESÚS ENCARGADOS DE LOS LABORATORIOS.
A MIS AMIGOS: MIGUEL, Y LOS CHACHALONES FRESAS DE ARAGÓN POR ESOS MOMENTOS DE DIVERSIÓN.
GRACIAS.
ÍNDICE
Página
ÍNDICE I
FIGURAS IV
TABLAS V
RESUMEN VI
ABSTRACT VII
OBJETIVO VIII
JUSTIFICACIÓN IX
INTRODUCCIÓN X
CAPÍTULO I. MARCO TEÓRICO 1
1.1 Clasificación de los procesos de soldadura 2
1.1.1 Aspectos principales 2
1.2 Soldadura GTAW 3
1.2.1 Descripción de los procesos de soldadura GTAW 3
1.2.1.1 Ventajas y desventajas 4
1.2.2 Gases empleados 5
1.2.3 Variables del proceso 6
1.2.4 Características del equipo 7
1.2.5 Materiales 8
1.3 Función de tratamiento térmico 8
CAPÍTULO II. DESCRIPCIÓN DEL METAL BASE Y DE APORTE 10
2.2 Clasificación de los aceros 12
2.3 Característica de los aceros inoxidables 13
2.3.1 Aceros inoxidables martensíticos 13
2.3.2 Aceros inoxidables ferríticos 14
2.3.3 Aceros inoxidables austeníticos 14
2.3.1.1 Soldabilidad del acero inoxidable austenítico 15
2.4 Descripción de los materiales de memoria de forma 16
2.4.1 NITINOL (Metal aporte) 18
2.4.1.1 Memoria de la forma 19
2.4.1.2 Supereslaticidad 21
2.4.1.3 Soldabilidad del NiTi 22
CAPÍTULO III. DEFINICIÓN Y CÁLCULO MATEMÁTICO DE LAS 23
VARIABLES DE LA SOLDADURA GTAW 3.1 Definición de las variables de soldadura GTAW 24
3.2 Modelo matemático para la soldadura por proceso GTAW 27
3.3 Calculo numérico para la soldadura GTAW 32
3.4 Pruebas de evaluación de las uniones soldadas 36
3.4.1 Prueba de tensión 36
3.4.1.1 Prueba de tensión en el metal base 36
3.4.1.2 Calculo numérico de la prueba de tensión en el 37
metal base 3.4.1.2 Calculo numérico de la prueba de tensión en el 38
metal de aporte CAPÍTULO IV. PROCEDIMIENTO EXPERIMENTAL 39
4.1 Preparación de piezas 40
4.1.2 Limpieza 50
4.2 Aplicación de soldadura GTAW 51
4.2.1 Descripción del equipo 51
4.2.2 Aplicación 54
4.3 Medición de la longitud de charco de la soldadura 56
4.4 Análisis metalográfico 56
4.5 Medición de dureza 60
4.6 Ensayo de tensión 61
4.7 Tratamiento térmico 62
4.8 Medición de dureza posterior al tratamiento térmico 64
4.9 Ensayo de tensión posterior al tratamiento térmico 65
4.10 Análisis metalográfico posterior al tratamiento térmico 65
CAPÍTULO V. RESULTADOS Y DISCUSIONES 66
5.1 Análisis de la unión soldada 67
5.2 Estudio micrográfico 73
5.3 Estudio micrográfico 74
5.4 Análisis con Microscopio Electrónico de Barrido 76
5.5 Análisis mecánico 77
CONCLUSIONES Y RECOMENDACIONES 78
BIBLIOGRAFÍA 80
FIGURAS
Página
Figura 1.1 Proceso GTAW para placa de acero inoxidable austenítico 6 de 3 mm de espesor en ángulo utilizando Infra-Inoxx.
Figura 1.2 Equipo básico para GTAW. 8 Figura 1.3 Esquema de un tratamiento térmico posterior típico. 9 Figura 2.1 Esquema de clasificación de los aceros según su aleación. 12 Figura 2.2 Explicación del efecto memoria de forma. 18 Figura 2.3 Efecto de memoria de forma y superelasticidad . 19 Figura 2.4 Efecto de memoria de forma de compresión en un resorte tensor. 20
Figura 3.1 Variables del proceso GTAW. 26
TABLAS
Página
Tabla 2.1 Clasificación de los aceros inoxidables. 13 Tabla 3.1 Difusividad térmica y punto de fusión en diferentes metales. 31 Tabla 3.2 Propiedades del acero inoxidable austenítico, AISI 304. 33 Tabla 4.1 Composición química del acero inoxidable Austenítico, AISI 304. 40 Tabla 4.2 Información técnica del acero inoxidable Austenítico, AISI 304. 41 Tabla 4.3 Composición química del Nitinol, NiTi. 42 Tabla 4.4 Información técnica del Nitinol (NiTi). 42 Tabla 4.5 Dimensiones de la piezas de acero inoxidable AISI 304, para la 44
realización de las diferentes pruebas.
Tabla 4.6 Dimensiones de las probetas de prueba de tensión. 45 Tabla 4.7 Porcentajes de soluciones utilizadas para el proceso de Pickling. 51 Tabla 4.8 Variables utilizadas para la realización de la soldadura GTAW. 55
Tabla 4.9 Procesos de tratamiento térmico aplicado a las probetas en estudio. 64 Tabla 5.1 Longitud de charco de soldadura. 71 Tabla 5.2 Comparación de la estimación de la longitud de charco y la longitud 72
RESUMEN
En el presente trabajo se realizó el análisis estructural de la unión soldada con el proceso de soldadura de arco de tungsteno y gas “GTAW” conocido también como “TIG”, donde el material de base fue acero inoxidable austenítico “AISI 304” y de aporte material de memoria de forma NITINOL.
Se realizó el análisis matemático con el cual se definieron las principales variables del proceso “GTAW”. Se empleo la “Teoría Matemática de la Distribución del Calor durante la Soldadura y el Corte” y el estudio de “Distribución Térmica en la Unión soldada a través del Modelo Matemático para el Proceso GTAW (TIG)”. Una vez efectuado el análisis se logró obtener la longitud del charco de soldadura, el cual muestra el radio efectivo de distribución de calor e influencia térmica en la zona afectada por el calor de los materiales utilizados.
Para lograr una buena soldadura es de importancia saber la viscosidad del material de aporte NITINOL, por lo que se utilizó el modelo matemático de Masazumi Iría. Con los resultados obtenidos se logró optimizar el proceso de la soldadura para los materiales empleados.
ABSTRACT
In the present work the structural analysis of the union welded with the process of weld of arc of tungsten and well-known gas “GTAW” like “TIG” was also made, where the base material was stainless steel austenitic “AISI 304” and of material contribution of memory of form NITINOL.
The mathematical analysis was made with which the main variables of process “GTAW” were defined. Use the “Mathematical Theory of the Distribution of the Heat during the Weld and the Court” and the study of “Thermal Distribution in the Union welded through Mathematical Model for Process GTAW (TIG)”. Once carried out the analysis it was managed to obtain the length of the weld pool, which shows the effective radius of heat distribution and influences thermal in the zone affected by the heat of the used materials.
In order to obtain a good weld it is of importance of knowing the viscosity of the material of contribution NITINOL, reason why the mathematical model of Masazumi Iría was used. With the obtained results it was managed to optimize the process of the weld for the used materials.
OBJETIVO
JUSTIFICACIÓN
En los países tecnológicamente avanzados utilizan ampliamente materiales con memoria de forma y en particular en la soldadura como material de aporte.
En México no existe conocimiento del comportamiento de estos materiales en general y en particular en los procesos de soldadura.
INTRODUCCIÓN
En la tecnología moderna se utilizan nuevos métodos y materiales para uniones de elementos mecánicos. Entre los nuevos materiales se encuentran los de memoria de forma y su principal característica es la superelasticidad. Por esta característica se emplean estos materiales en diferentes ramas de la industria, entre ellas la soldadura, pero para aprovechar su principal propiedad mecánica requiere llevar a cabo un análisis amplio.
Nitinol es una aleación con memoria de forma. Esta aleación fue descubierta en el año 1962. En base a minuciosas investigaciones se encontraron varias aleaciones no ferrosos y en últimos años ferrosos. Estas aleaciones se caracterizan por sus funciones especiales, conocidos como Efecto de Memoria de Forma y de Superelasticidad. Estas características se deben a la transformación martensítica – austenítica y a su reversión. Estas características son posibles de activar por cargas térmicas o mecánicas. Particularmente, el Efecto de Memoria de Forma es un fenómeno evidente de la tensión, mecanismo debido de la deformación de la estructura cristalina. Además, describe el proceso de restaurar la forma original de una muestra plástico deformado calentándola. Éste es un resultado de un cambio cristalino de la fase conocido como Transformación Martensítica Termoelástica. La Superelasticidad del Nitinol es una forma muy flexible o elástico de la aleación y tiene la capacidad de recuperar tensiones a la orden del 8%. Se utiliza extensamente en diferentes ramas como la industria, medicina, tecnología, entre otras.
El soldar puede ser una técnica eficaz para ensamblar NiTi al acero inoxidable y a otros materiales. Sin embargo, un flujo apropiado debe ser seleccionado, que inhiba la formación de los óxidos superficiales durante el proceso de unión.
El proceso GTAW, conocido como TIG (tungsteno y gas inerte), es uno de los más empleados en la soldadura de aceros inoxidables y materiales no-ferrosos [6]. Fue desarrollado inicialmente con el propósito de soldar metales anticorrosivos y difíciles de soldar.
Para optimizar el proceso GTAW es de gran importancia conocer la intensidad de calor entrante y la temperatura en gradientes en la pieza de trabajo. Además, el cociente entre el calor eficaz al objeto y la energía eléctrica consumida, es un buen indicativo del funcionamiento de proceso.
El ciclo térmico de una soldadura no puede determinarse con precisión, porque depende de muchas variables. Pero, se pueden hacer estimaciones muy cercanas a la realidad. Con el propósito de optimizar el proceso de soldadura y predecir o explicar los efectos de calor, provenientes sobre un determinado material bajo condiciones practicas.
Capítulo I
1.1 Clasificación de los procesos de soldadura
1.1.1 Aspectos principales
La soldadura es uno de lo procesos mas antiguos que se conocen, surgió ante la necesidad de poder unir metales. La American Welding Society (AWS) define a una soldadura, un proceso de unión de materiales, que producen su coalescencia, calentándolos a una temperatura de soldado con o sin la aplicación de presión, o por medio de aplicación de presión solamente y con o sin uso de material de aporte. [1]
Todos los metales son soldables siempre que se aplique el procedimiento y la técnica adecuados, en ocasiones fracasa el intento de soldar metales porque se ha pasado por alto una de estos dos factores… si se comprenden la composición, la estructura y las propiedades de un metal, se estará en la posibilidad de diseñar y hacer mejores soldaduras. Esto pone de relieve la estrecha relación que existe entre la metalurgia de un metal y su soldabilidad o habilidad para dejarse soldar… [2]
1.2 Soldadura
GTAW
1.2.1 Descripción de los procesos de soldadura GTAW
La soldadura GTAW (gas tugsten arc welding) o Soldadura TIG (tungsten inert gas) es conocida como soldadura Heliarc, es un proceso en el que se usa un electrodo no consumible de tungsteno sólido, el electrodo, el arco y el área alrededor de la soldadura fundida son protegidas de la atmósfera por un escudo de gas inerte, si algún metal de aporte es necesario es agregado a la soldadura desde el frente del borde de la soldadura que se va formando. La Soldadura TIG fue desarrollada inicialmente con el propósito de soldar metales anticorrosivos y otros metales difíciles de soldar, no obstante al pasar del tiempo, su aplicación se ha expandido incluyendo tanto soldaduras como revestimientos endurecedores (hardfacing) en prácticamente todos los metales usados comercialmente. [3]
1.2.1.1
Ventajas y desventajas
a) Las ventajas del proceso GTAW, son:
• Produce una soldadura de alta calidad, soldaduras lisas adecuado para recipientes de alimentos o medicamentos, en donde los residuos de material orgánico en descomposición que se guardan en las irregularidades podrían tener serias consecuencias
• Puede soldar casi todos los metales y aleaciones, incluso materiales disímiles con máxima protección contra la contaminación por la atmósfera circundante • Permite soldar en todas las posiciones y controlar de manera precisa las
variables de soldadura.
• No utiliza fundente por lo tanto no genera escoria y no existe riesgo de inclusiones
• No produce salpicaduras, esto ayuda a reducir el tiempo de limpieza • Excelente control de la penetración de la soldadura en la pasada de raíz
• Se puede trabajar a velocidades mas altas y con menos deformación en comparación con la soldadura de oxiacetileno
• Puede usarse o no metal de aporte, permite controlar las adiciones de metal de aporte cuando se necesite
b) Las desventajas del proceso GTAW, son:
• Requiere mayor destreza que los otros métodos de soldadura ya que a un principio la soldadura generara porosidad y agrietamiento
• Tiene una tasa de deposición y una productividad menores que los otros métodos de soldadura
• El equipo es más complejo y costoso
• El metal de base y el metal de aporte tienen menos tolerancia a los contaminantes
1.2.2 Gases empleados
Los dos gases inertes con uso más extenso en la GTAW, son el argón y el helio. Inerte significa simplemente que un gas u otro elemento no reaccionan ni se combinan con otros elementos. El propósito del gas es proteger la soldadura y el electrodo contra la contaminación por la atmósfera ambiente. Se recomienda el argón para la soldadura GTAW manual porque se necesita 2.5 veces mas de helio para producir los mismos efectos que el argón. Sin embargo se prefiere el helio para la soldadura GTAW automática y semiautomática porque produce un arco mas caliente y de mayor penetración.
Algunos fabricantes han experimentado con mezclas de argón y helio con excelentes resultados. Para la soldadura de aluminio y sus aleaciones, la mezcla de argón y helio permitirá mayores velocidades y más penetración de la soldadura que el argón por sí solo. De todos modos se tienen las principales ventajas de éste, con mayor facilidad de formar el arco, mejor acción de limpieza y menor consumo de gas. En fechas recientes se han tenido buenos resultados con adiciones de hidrógeno y nitrógeno al argón para soldar los aceros inoxidables, pues evitan la decoloración del cordón en ele metal. El argón, mucho más denso que el helio, da mejor protección cuando se suelda hacia abajo. El helio dará mejor protección para soldadura en posiciones incomodas (en especial sobre la cabeza por que no es tan denso. Aunque con el helio se puede formar un arco más caliente y mejor penetración, es probable que se produzca deformación del metal base si se utilizan secciones delgadas. [5]
Grupo INFRA es una importante organización mexicana con 85 años de presencia en la industria nacional ha realizado estudios sobre los gases empleados para la soldadura. Para la soldadura GTAW, desarrollo una mezcla denominada Infra-Inoxx.
Infra-Inoxx. Mezclas de gases de dos y tres componentes con base Ar/CO2/H2. Estas
espesores), entre otros. Ofrece nuevas posibilidades en el campo de la soldadura por la incorporación de gas Hidrógeno que mejora notablemente las variables del proceso. Actúan principalmente como protección del charco de soldadura, pero además cumplen una segunda función importante, ya que permiten el control de la distribución del calor sobre el cordón y la pieza y de esta manera una reducción en tiempo (hasta un 30%) y consumibles utilizados. [6]
Figura 1.1 Proceso GTAW para placa de acero inoxidable austenitico de 3mm de espesor en ángulo utilizando Infra-Inoxx.
(Imagen tomada de: http://www.infra.com.mx/infragases/inframixx/infrainoxx.htm)
1.2.3 Variables del proceso
Las principales variables en la soldadura GTAW son:
• La polaridad de arco. • La corriente del arco. • El gas de protección.
• La temperatura de precalentamiento.
• El tamaño de la pieza que esta siendo soldada. • La conductividad térmica de la pieza.
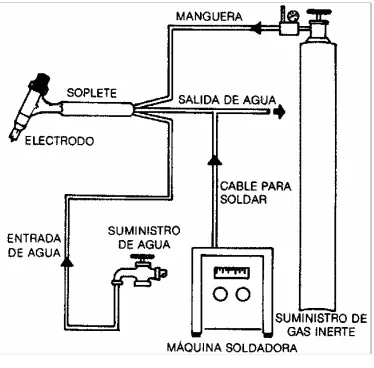
1.2.4 Característica del equipo
Los componentes que conforman el equipo para la soldadura GTAW, son:
• Fuente de poder de amperaje constante, ya sea de corriente continua o alterna/continua.
• Soplete o pistola para soldar.
• Mordaza para conectar a la pieza de trabajo. • Cables.
• Electrodos de tungsteno.
• Cilindro de gas de protección, regulador de presión y mangueras. • Fuente de agua de enfriamiento y drenaje.
Como componentes opcionales se puede tener:
• Metal de aporte.
• Control de corriente o pedal o de gatillo.
[image:23.612.228.415.495.679.2]• Sistema de recirculación de agua de enfriamiento.
Figura 1.2 Equipo básico para GTAW.
1.2.5 Materiales
Metales base. La soldadura de fusión puede ser ejecutada en casi todos los metales usados industrialmente, incluyendo las aleaciones de Aluminio, Acero Inoxidable, aleaciones de Magnesio, Níquel y las aleaciones con base de Níquel, Cobre, Cobre-Silicón, Cobre-Níquel, Plata, Bronce fosfórico, las aleaciones de acero de alto carbón y bajo carbón, Hierro Colado (cast iron) y otros. El proceso también es ampliamente conocido por su versatilidad para soldar materiales no similares y aplicar capas de endurecimiento de diferentes materiales al acero. [3]
Metales de aporte. La composición del metal de aporte se ajusta tratando de igualar las propiedades del metal base en su condición soldada. Estos metales de aporte se producen con un mayor control sobre su química, pureza y calidad que los metales base. Es frecuente que se les añadan desoxidantes para garantizar la integridad de la soldadura. Algunas composiciones de metales de aporte se ajustan para mejorar la respuesta al tratamiento térmico posterior. El metal de aporte debe tanto a la aleación que se va a soldar como al servicio al que se le piensa destinar. Los metales de aporte para GTAW están disponibles en forma de varillas, por lo regular de 1 m (36") de largo y diámetros desde 0.5 mm (0.020") para trabajo fino y delicado hasta 5 mm (3/16") para soldadura o recubrimiento manual con corriente elevada.
1.3 Función del tratamiento térmico
Generalmente mejora la resistencia a la fatiga, a la fractura frágil, agrietamiento debido a tenso-corrosión, soluciones de fases específicas, entre otros.
El tratamiento térmico posterior en las uniones soldadas consiste en calentar la pieza con determinada velocidad de calentamiento hasta una temperatura adecuada, luego mantener esta temperatura durante un tiempo determinado y luego enfriarla con una velocidad de enfriamiento requerida.
Figura 1.3 Esquema de un tratamiento térmico posterior típico.
El tratamiento térmico posterior aplicado al proceso de soldadura es tan importante como lo son el proyecto de la unión soldada y la aplicación de un proceso de soldadura determinado. En la determinación de un tratamiento térmico adecuado se deben precisar las siguientes cuestiones: temperatura, tiempo de permanencia, velocidades de calentamiento y enfriamiento, y métodos para realizar el tratamiento térmico.
T ( ºC )
Capítulo II
2.1 Descripción de materiales metálicos
Los materiales metálicos se caracterizan por tener un tipo de enlace (metálico), al cual se atribuye en parte la buena conductividad eléctrica que los distingue. La mayoría de los metales poseen estructuras cristalinas de simetría “simple”, lo cual en parte contribuye a una moderada combinación de tenacidad y resistencia mecánica que es característica en ellos.
Existen dos tipos de materiales metálicos:
a) Metales ferrosos
Los metales ferrosos como su nombre lo indica su principal componente es el fierro, sus principales características son su gran resistencia a la tensión y dureza. Las principales aleaciones se logran con el estaño, plata, platino, manganeso, vanadio y titanio.
Los principales productos representantes de los materiales metálicos son:
• Fundición de hierro gris • Hierro maleable
• Aceros
• Fundición de hierro blanco
Su temperatura de fusión va desde los 1360ºC hasta los 1425ªC y uno de sus principales problemas es la corrosión.
b) Metales no ferrosos
Por lo regular tienen menor resistencia a la tensión y dureza que los metales ferrosos, sin embargo su resistencia a la corrosión es superior. Su costo es alto en comparación a los materiales ferrosos pero con el aumento de su demanda y las nuevas técnicas de extracción y refinamiento se han logrado abatir considerablemente los costos, con lo que su competitividad ha crecido notablemente en los últimos años.
• Aluminio • Cobre • Magnesio • Níquel
• Plomo • Titanio • Zinc
Los metales no ferrosos son utilizados en la manufactura como elementos complementarios de los metales ferrosos, también son muy útiles como materiales puros o aleados los que por sus propiedades físicas y de ingeniería cubren determinadas exigencias o condiciones de trabajo, por ejemplo el bronce (cobre, plomo, estaño) y el latón (cobre zinc). [7]
2.2 Clasificación de los aceros
[image:28.612.102.539.451.706.2]2.3 Característica de los aceros inoxidables
Los aceros inoxidables son resistentes a un gran número de medios corrosivos. El elemento de aleación absolutamente indispensable para que un acero sea inoxidable es el cromo en cantidades superiores al 12%. Los aceros inoxidables son; básicamente, aleaciones Fe-Cr o Fe-Cr-Ni, con cantidades de carbono entre 0.02 y 1% y algunos elementos que se encuentran en menores cantidades, como molibdeno, cobre, silicio y titanio. La presencia del cromo permite la formación superficial de una película pasiva o inerte que confiere a la aleación su carácter de inoxidable. [9]
Los aceros inoxidables son designados por el sistema de clasificación de 3 números dígitos, establecidos por la American Iron and Steel Institute (AISI).
SERIES MAYORES ELEMENTOS ALEADOS
CARACTERISTICAS
2XX Cr, Ni, Mn Austenítico. No se endurece
3XX Cr, Ni Austenítico. No se endurece
4XX Cr Martensítico. Sí se endurece
Ferrítico. No se endurece 5XX Cr (4 a 6%) Martensítico. Se endurece al aire
Clasificación de los aceros inoxidables.
2.3.1 Aceros inoxidables martensíticos
Debido a sus características su aplicación es para utensilios de cocina como cubiertos y cuchillería. O también navajas de bolsillo, instrumentos dentales y de cirugía, resortes para funcionamiento de alta temperatura y válvulas de bola y esféricas. [11]
2.3.2 Aceros inoxidables ferríticos
Los aceros inoxidables ferríticos, manifiestan propiedades magnéticas debido a que están constituidos por la estructura cúbica centrada en el cuerpo del fierro α, sin embargo, por lo mismo, este tipo de aceros no puede endurecerse por tratamiento térmico
2.3.3 Aceros inoxidables austeníticos
Los aceros inoxidables austeníticos corresponden al más amplio tipo de aceros inoxidables. Presentan la estructura cúbica centrada en las caras de la austenita, por lo que no son tratables térmicamente; además estos aceros no son magnéticos. [10] Además posee excelentes propiedades de ductibilidad, resistencia al golpe y buena resistencia a la corrosión.
2.3.3.1 Soldabilidad del acero inoxidable austenítico
La soldadura por TIG (Tungsten Inert Gas) es un proceso ideal para soldar los aceros inoxidables. No hay salpicadura ni mínima parte de dislocación. Las cuentas son brillantes y suaves lo que es esencial para un revestimiento de soldadura eficiente. Este es un aspecto importante como muchos inoxidables soldados son usados en la industria médica, química y de procesos de comida y todas las cuentas de soldadura son desbastadas con un acabado suave y a ras.
El acero inoxidable está listo para la soldadura desde fabricante. La excepción podrían ser los aceros y formas con acabados de cepillado o pulido que tienen una cubierta de papel adhesivo. Cualquier residuo adhesivo debe ser removido con acetona. Uniones limpias y justas son esenciales. Utilizar barras frías, sujetar tan cerca de la junta de unión como se pueda, no sólo al limite de distorsión, pero manteniendo la descoloramiento de calor en un mínimo. El uso de barras detrás del de la junta de unión reduce la posibilidad de quemarlo. Si la unión será penetrada completamente, el derretido debe ser cubierto con gas inerte (purgado).
El argón es generalmente la mejor elección para acero inoxidable en diferentes espesores. Cuando se suelda utilizando tungstenos e inyectores de diámetro pequeño, el flujo de argón debe ser más lento que 10 CFH para evitar la turbulencia sobre el área soldada. Usualmente se utiliza el 2% de Tungsteno Torio. En aplicaciones más críticas, se utilizan electrodos de Zirconio.
La técnica para soldar acero inoxidable es similar a la del acero de carbono, pero con pequeñas modificaciones. Para evitar adherir el tungsteno y hacer marcas de arco accidentales sobre superficies altamente pulidas, inicializar el arco al descansar la boquilla sobre el trabajo en un ángulo que permita una longitud de arco adecuada. Iniciar la secuencia de soldado y conforme se encienda el arco, levante la boquilla y ponga la flama en una posición más vertical. Como fue mencionado, el acero inoxidable tiene una alta resistencia eléctrica. Esto ocasiona que la junta soldada se ponga muy caliente, tanto que el cráter y la última pulgada de 1/4 a 1/2 cuenta se despide un reflejo rojo. Para prevenir la contaminación, sostener la flama en la posición sobre el cráter antes de que el arco se rompa y permitan el flujo posterior de gas para proteger la soldadura hasta que se enfríe. En general, el uso de cordones múltiples es preferible a ondas holgadas para evitar que se forme calor en la parte soldada. El final del rellenar la barra debería mantenerse sin el flujo del gas inerte conforme el proceso de soldadura. [12]
2.4 Descripción de los materiales de memoria de forma
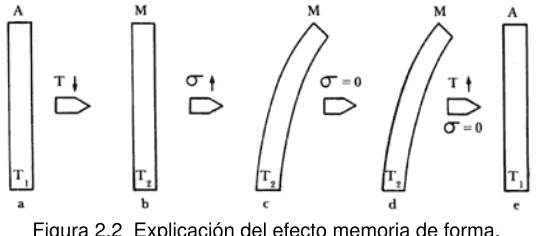
tomar su forma inicial de semicírculo. El experimento se repite una y otra vez, y la cinta invariablemente "recuerda" que cuando está en presencia de una flama (60°C) debe estar recta, y que cuando está expuesta al ambiente (20°C) debe tomar la forma de semicírculo.
que tenía a la temperatura T1, y de aquí el nombre de fenómeno de "memoria de forma simple". [13]
Figura 2.2 Explicación del efecto memoria de forma.
(Imagen tomada de: http://omega.ilce.edu.mx:3000/sites/ciencia/volumen2/ciencia3/069/htm/sec_8.htm)
Existe además el fenómeno de "memoria de forma doble", que consiste en que el material recuerda tanto la forma geométrica observada en la fase austenítica o fase a alta temperatura, como la de la fase martensítica o de baja temperatura, de tal modo que siempre que el material se encuentre a la temperatura T1 tomará la forma que "aprendió" en tal condición y ocurrirá lo mismo a la temperatura T2.
En la actualidad existen un gran número de aplicaciones de los materiales de memoria de forma, dichos materiales se utilizan generalmente en la ingeniería y la medicina (ver Anexo 2).
2.4.1 Nitinol
forma original de una muestra plástico deformado calentándola. Éste es un resultado de un cambio cristalino de la fase conocido como Transformación Martensítica Termoelástica. La Superelasticidad del Nitinol es una forma muy flexible o elástico de la aleación y tiene la capacidad de recuperar tensiones a la orden del 8%.
2.4.1.1 Memoria de la forma
El efecto de la memoria de la forma describe el proceso de restaurar la forma original de una muestra plástica deformada calentándola. Éste es un resultado de un cambio cristalino de la fase conocido como "transformación martensítica termoelástica". Debajo de la temperatura de la transformación, el Nitinol es martensítico. La microestructura martensítica suave es caracterizada por un acomodo identico, en un zigzag como arreglo. La microestructura martensítica es deformada fácilmente de la igualdad. La calefacción del material convierte el material a su alta fuerza, condición austenítica La transformación del austenita a martensita (el refrescarse) y del ciclo reverso del martensita a austenita (calefacción) no ocurre en la misma temperatura. Hay una curva de la histéresis para cada aleación de Nitinol que defina el ciclo completo de la transformación. El efecto de la memoria de la forma es repetible y puede dar lugar típicamente a la recuperación de la tensión del hasta 8%.
[image:35.612.116.529.520.687.2]
Donde:
[image:36.612.125.557.253.596.2]Af: Temperatura del final de Austenite (o final) As: Temperatura del comienzo de Austenite Ms: Temperatura del comienzo de Martensite Mf: Temperatura del final de Martensite (o final)
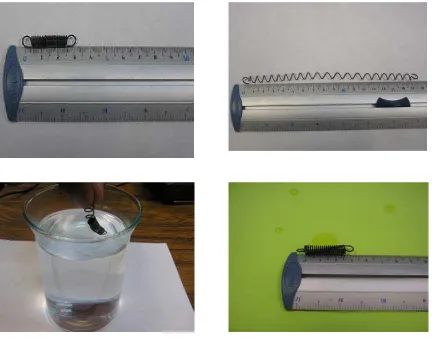
Figura 2.4 Efecto de memoria de forma de compresión en un resorte tensor. a) Forma original, b) deformación, c) recuperación.
mínima es de 44ºC, ya que con temperaturas menores no recupera con totalidad su forma original), en 2.2d ha recuperado con totalidad su forma original.
2.4.1.2 Superelasticidad
2.4.1.3 Soldabilidad del NiTi
Muchas aplicaciones que usan NiTi, requieren que una parte de NiTi sea unida con otra parte del mismo material o con otra parte hecha con un material diferente como el acero. Como la unión de estos no siempre es tan satisfactoria, la selección del método apropiado deber ser cuidadosa.
Capítulo III
Definición y cálculo
matemático de las
3.1 Definición de las variables de soldadura GTAW
El análisis del comportamiento térmico del fenómeno físico es muy importante en el proceso y es crucial entenderlo por la formación de la geometría de la soldadura, cambios microestructurales en el metal base afectado térmicamente y la distribución de esfuerzos residuales en la unión. Conocer la intensidad de calor de entrada y la temperatura en gradientes en la pieza de trabajo es extremadamente importante en el estudio de procesos de soldadura. Además, da la proporción entre el calor efectivo entregado al poder eléctrico consumido es un indicativo de la ejecución de proceso. [17]
El calor de la soldadura provoca varios efectos perjudiciales en la unión soldada tales como:
• Tensiones residuales provenientes de tensiones diferenciales de encogimiento, las cuales pueden conducir a una fractura.
• Reducción de la ductilidad y endurecimiento en la zona afectada. • Deterioro de las propiedades de dureza de la unión.
• Perdida de resistencia mecánica en la unión.
Por lo anterior es necesario controlar el calor aplicado a la unión soldada antes de efectuar el proceso, por esto un modelo matemático, que calcule la energía optima en dicha unión, servirá para corregir los efectos antes mencionados. El ciclo térmico de una soldadura no puede determinarse con precisión por que depende de muchas variables. Sin embargo, se pueden hacer estimaciones, bastante aceptables, para predecir o explicar los efectos del calor, provenientes de un proceso específico de soldadura, sobre determinado metal bajo condiciones prácticas. [18]
a) La polaridad de arco. El proceso puede usar corriente continua o corriente alterna. La elección depende en buena parte del metal, que se va a soldar. La corriente continua con electrodo negativo ofrece las ventajas de penetración profunda y de velocidades de soldadura altas, sobre todo, cuando se usa un escudo e helio. La corriente alterna tiene una acción de limpieza catódica (chisporroteo), que elimina óxidos refractarios de las superficies de unión de aluminio y magnesio lo que permite usar soldaduras de muy buena calidad. En este caso, es preciso, usar argón como gas protector porque sin este no puede lograrse el efecto de chisporroteo a diferencia con el helio. Existe una tercera opción, en cuanto a la potencia, usar corriente continúa con electrodo positivo. Esta polaridad casi nunca se usa, por que provoca el sobrecalentamiento del electrodo.
b) La corriente del arco. En términos generales, la corriente de arco controla la penetración de la soldadura; su efecto es directamente proporcional. Además, la corriente de arco afecta el voltaje; si se mantiene constante la longitud de arco, su voltaje aumentara en proporción con la corriente. Por esta razón si se desea mantener la longitud de arco fija, es necesario ajustar, también, el voltaje cuando se ajusta la corriente.[19]
c) El gas de protección. El propósito del gas es proteger la soldadura y el electrodo contra la contaminación por la atmósfera ambiente, así como, ofrece las posibilidades de lograr un perfil uniforme de la franja de raíz y ausencia de socavamiento.
superior a los 105°C. El precalentamiento elimina la humedad, la cual es causante de la presencia de poros en las uniones soldadas.
e) El tamaño de la pieza que esta siendo soldada. La velocidad de enfriamiento aumenta a medida que crece el espesor de la plancha, debido a que la masa adyacente al cordón de soldadura en estado fundido es mayor y, por lo tanto, la conducción del calor aumenta.
f) La conductividad térmica de la pieza. La experiencia demuestra que cuando existe un gradiente de temperatura, ∆T/∆x en un cuerpo, hay una transferencia
de energía de la región de alta temperatura a la de baja temperatura. Se dice que la energía se transfiere por conducción y que la rapidez de transferencia de energía por unidad de área es proporcional al gradiente de temperatura en la dirección normal al área A. [20]
g) El punto de fusión del metal de la pieza. El punto de fusión es la temperatura a la que el elemento cambia de la fase sólida a la líquida, a la presión de 1 atmósfera.
h) La velocidad de avance de la soldadura. Ayuda a hacer un cordón uniforme sea con aporte de material ayuda depositar la misma cantidad y si material de porte da el mismo tiempo de fundición del material en mm/mm.
3.2 Modelo matemático para la soldadura por proceso GTAW
En el presente punto se tratara como obtener el cálculo de la longitud de charco de soldadura, el cual mostrara el radio efectivo de la distribución de calor y su influencia en la zona afectada por el calor.
3.2 Formación de la zona afectada por el calor.
(Imagen tomada de: http://www.kuleuven.ac.be/bwk/materials/Teaching/master/wg03/l0300.htm)
Zona fundida y zona de influencia térmica.
Algunos de los conceptos importantes aquí son:
Zona de influencia térmica (ZIT). Es la zona del metal base que no ha sido fundida, pero que producto del calentamiento o aplicación de soldadura, se producen cambios en la microestructura que pueden variar las propiedades mecánicas.
Zona de transición. Es una zona muy delgada que se encuentra en el metal base y que separa la zona fundida de la zona de influencia térmica.
Isotermas. Es el lugar geométrico obtenido por la unión de puntos de igual temperatura en el metal base o en la zona de influencia térmica.
Para poder calcular la longitud del charco de soldadura se utiliza la formula propuesta por la profesora Alla Kabastskaia Ivanovna. [18]
L =
) (
2 Tf To
Q
−
πλ
Donde:
L = Longitud del charco de soldadura (m)
Q = Energía Especifica Entrante (W)
λ = Conductividad (W/mm°K) f
T = Temperatura de fusión (°K)
o
Todos los términos anteriores son fáciles de conocer en la práctica pero hay alguno que hay que calcular como la Energía Especifica Entrante:
Q = ql
Donde:
Q = Energía Especifica Entrante (W)
q = Energía Calórica por unidad de longitud (J/m)
l = longitud total de la unión (m)
Y este a su vez arroja la variable de Energía Calórica por unidad de longitud. Se sabe que el electrodo no influye directamente por su diámetro, sino por la energía calórica en la unidad de longitud, la cual se expresa según los parámetros del arco, mediante la ecuación siguiente:
q= n v IV
Donde:
q = Energía Calórica por unidad de longitud (J/m)
V = Diferencia de potencial (V) I = Intensidad de corriente (A) v = Velocidad de soldadura (m/s)
n = Eficiencia térmica en el proceso GTAW (%)
3.4 Distribución del calor suministrado en la soldadura GTAW.
Entonces para obtener el calor eficiente utilizado se puede obtener de la relación calor de la pieza entre poder eléctrico suministrado, la unidades son adimensionales por loe que la eficiencia térmicas se va a dar en términos porcentuales.
rad cv fus
u Q Q Q
Q = + int + /
P Q
n= u
Las características térmicas del metal base se evalúan a partir del concepto de difusividad térmica, que es más que la razón entre la conductividad térmica del material y el producto de la densidad por el calor específico, tal como se muestra en la siguiente formula:
Dt = pC
Donde:
Dt = Difusividad Térmica (cm2/s)
λ = Conductividad (J/(s/cm2/°C))
p = Densidad (g/cm3)
C = Calor especifico (J/g/°C)
Los materiales que tienen difusividad térmica elevada provocan velocidades de enfriamiento grandes en el ciclo térmico de una costura soldada, tal es el caso del aluminio con respecto al hierro. Esto ocasiona que la temperatura en la superficie del metal sea menor producto que del calor que se transfiere por conducción mas rápidamente el resto de la masa del metal dificultando la realización del proceso de soldadura.
METALES TEMPERATURA DE FUSIÓN (°C)
DIFUSIVIDAD TÉRMICA a 20°C (cm2/s)
Aluminio 660 0.912
Cromo 1890 0.202
Cobalto 1500 0.187
Cobre 1080 1.14
Hierro 1540 0.208
Plomo 330 0.236
Magnesio 650 0.873
Molibdeno 2630 0.562
Níquel 1455 0.236
Plata 960 1.7
Estaño 230 0.406
Titanio 1820 0.063
Uranio 1130 0.122
[image:47.612.139.503.340.685.2]Zinc 420 0.414
En la tabla anterior se identifica que entre mayor sea el valor de la difusividad térmica, mayor es la dificultad para realizar una soldadura en el material.
Masazumi Hirai en el articulo titulado “Estimation of Viscosities of Liquid Alloys” [XX] describe un modelo matemático para el cálculo de la viscosidad, el cual aplica para metales puros o aleaciones binarias. El modelado matemático se muestra en las siguientes ecuaciones.
) / exp(B RT A = η ) / exp( 10 7 .
1 7 23 12 16
M M RT B M T x A − − = ρ 25 . 1 65 .
2 TM
B =
Donde:
ρ = Densidad de la aleación a temperatura ambiente TM = Temperatura de fusión
M = Peso atómico
R = Constante de los gases ideales T = Temperatura absoluta de la unión
Para resolver la ecuación (1) es necesario resolver primero las Eq. (2) y (3).
3.3 Cálculo
numérico
para la soldadura GTAW
VARIABLE SIMBOLO VALOR
Conductividad (AISI 304) λ 16.27 W/m°C
Temperatura de fusión (AISI 304) Tf 1400-1450°C
Calor especifico (AISI 304) C 503 J/kg°C
Densidad (AISI 304) p 8030 kg/m3
Eficiencia térmica en el proceso (AISI 304) n 60 %
Densidad (NiTi) p 6450 kg/m3
Temperatura de fusión (NiTi) Tf 1310°C
Conductividad (NiTi) λ 10 W/m°C
Temperatura de transformación (NiTi) 60°C
Diferencia de potencial V 11V
Intensidad de corriente I 120 A
Velocidad de soldadura v 0.00833 m/s
Longitud total de la unión l 0.019 m
Temperatura inicial To 293 °K (20 °C)
Tabla 3.2 Propiedades del acero inoxidable austenítico, AISI 304.
La conductividad, temperatura de fusión, densidad y calor especifico, son los datos que ofrece el proveedor en su material y la Society for Amateur Scientists. [21] [22]
Los datos de diferencial de potencial, intensidad de corriente, velocidad de soldadura, entre otros mas; están basados en estudios de la eficiencia del proceso y estos a su vez están basados en las pruebas de soldadura de la AWS. [17]
• El cálculo de la viscosidad
mol KJ T
B=265 M1.25 =30.66
La masa del Níquel es de 0.05869Kg/mol y para el Titanio de 0.04788Kg/mol, por lo tanto, la masa total es de 0.10657Kg/mol. La constante universal de los gases ideales es R=8.3144 J/mol. Sustituyendo se obtiene:
s -Pa 4 -3.3142x10 ) / exp( 10 7 .
1 7 23 12 16
= = − − M M RT B M T x A
ρ
Finalmente, se determinan los distintos valores de viscosidad a tres temperaturas. a) T1=1360ºC(1633ºK)
s -Pa 3 -.17x10 ) / exp( =
= A B RT
η
b) T2=1380ºC(1653ºK) s -Pa 3 -3.08x10 ) / exp( =
= A B RT
η
c) T3=1410ºC(1683ºK) s -Pa 3 -2.96x10 ) / exp( == A B RT
η
Se comparan los valores de viscosidad; así como, los parámetros A y B para distintos metales puros y algunas aleaciones [XX]. (ver Anexo 4).
• Cálculo de la Energía Calórica por unidad de longitud:
q= n v IV
q=
(
)( )
0.60 / 00833 . 0 11 120 s m V A• Cálculo de la Energía Específica Entrante:
Q = ql
Q =
(
95,078.03J/m)(
0.019m)
Q = 1,806.48 W
• Cálculo de la Longitud del charco de soldadura:
L =
) (
2 Tf To
Q
−
πλ
L =
(
)(
)
K K m K W ° − ° 1583 293 / 27 . 16 2 48 . 806 , 1 π
L = 0.013699 m
L = 13.699 mm
• Cálculo de la Difusividad Térmica:
Dt = pC
λ
Dt =
(
)
(
J kg C)
m kg C m W ° ° / 503 / 8030 / 27 . 16 3
Dt = 0.000004028 m2/s a 20 °C
3.4 Pruebas de evaluación de las uniones soldadas
Análisis de esfuerzos • Esfuerzo axial • Esfuerzo cortante • Esfuerzo de torsión • Esfuerzo de flexión
3.4.1 Prueba de tensión
La prueba de tensión es frecuentemente utilizada para evaluar la fuerza de ruptura y ductilidad de un metal y así determinar los requerimientos específicos para una aplicación. Las uniones soldadas contienen cambios metalúrgicos y de composición diferentes en cada proceso de soldadura. Por eso es importante conocer los efectos de esos cambios en las propiedades mecánicas. Debido a eso, las pruebas de tensión son frecuentemente hechas para determinar la conveniencia de la unión soldada para utilizarla. Esto también es usado en la calidad de procedimiento de soldadura y soldado de acuerdo a lo especificado en la norma correspondiente. [23]
3.4.1.1 Prueba de tensión en el metal base
La fuerza y ductilidad de metales es generalmente obtenido de una simple prueba de tensión uníaxial. Las propiedades que se pueden calcular con esta prueba son:
• La esfuerzo cortante máximo • La esfuerzo de cedencia
• La ductilidad expresada en elongación • La reducción del área en porcentaje • Modulo de elasticidad
• Relación de Poisson
3.4.1.2 Cálculo numérico de la prueba de tensión en el metal base
La única propiedad mecánica que se puede calcular es el esfuerzo cortante máximo, ya que el proveedor ofrece los restantes datos de su producto. [21]
El esfuerzo cortante máximo se puede calcular con el círculo de Morh.
3.5 Circulo de Morh para una probeta sujeta a tensión.
2
2 1
σ
De lo anterior se deduce que:
2
2
2 1 max yσ
σ
σ
τ
=
−
=
2
7
.
59
max=
τ
85
.
29
max=
τ
kg/mm23.4.1.3 Cálculo numérico de la prueba de tensión en el metal de
aporte
Al igual que en el metal base la única propiedad mecánica que se puede calcular es el esfuerzo cortante máximo, ya que el proveedor ofrece los restantes datos de su producto. [24]
Utilizando el círculo de Morh de la figura anterior, se puede calcular el esfuerzo
cortante máximo.
2
2 1σ
σ
σ
prom=
+
De lo anterior se deduce que:
2
2
2 1 max yσ
σ
σ
τ
=
−
=
2
850
max=
τ
425
max=
Capítulo IV
4.1 Preparación de piezas
Para comenzar con la fase de experimentación, es necesario contar con un plan de trabajo o diseñar una estrategia.
La metodología a seguir en la fase de experimentación es:
1. Preparación de probetas
2. Aplicación de proceso de soldadura 3. Análisis metalográfico
4. Pruebas de tensión 5. Tratamiento térmico 6. Análisis metalográfico 7. Pruebas de tensión
Además es necesario conocer todos los datos del material y equipo utilizado.
El equipo fue prestado por el Departamento de Ingeniería Mecánica del Instituto Tecnológico y de Estudios Superiores de Monterrey, Campus Ciudad de México.
Las características de los materiales utilizados en este trabajo de investigación son:
1. Metal base. El acero inoxidable austenítico AISI 304.
A continuación se presentan las propiedades del material, la tabla 4.1 presenta la composición química del material y la tabla 4.2 indica algunas de la propiedades técnicas del material. Los datos fueron proporcionados por el fabricante. [30]
C Cr Ni Mn Si P S
Tabla 4.1 Composición química del acero inoxidable Austenítico, AISI 304.
NUMERO AISI 304 PROPIEDADES FISICAS
Densidad 8030 * kg/m3
Punto de Fusión 1400 –
1450 °C
Estructura Austenítico
Capacidad de calor 503 * J/kg*°C
Calor especifico 0.12 calorías/g oC (0100 oC) Conductividad térmica 16.27 * W/m*°C
Coeficiente de expansión térmica 17.82 * µm/m*°C Resistencia eléctrica 7.20E-07 * ohm*m Permeabilidad magnética 1.02 a 200 H.
PROPS. MECANICAS A TEMPERATURAS BAJO TECHO
Alargamiento 60 en 50.8 mm. %
Reducción de área 70 %
Carga de rotura 59.7 kg/mm2
Dureza Brinel 150
Dureza Rockwell B 80
Modulo de elasticidad 1.93E+11 * Pa Relación de Poisson 0.29 *
Esfuerzo cortante 29.85 ** kg/mm2
Tabla 4.2 Información técnica del acero inoxidable Austenítico, AISI 304. * Datos obtenidos de http://www.sas.org/engineerByMaterial.html
** Datos calculados en el capitulo 3.
2. Metal de aporte. Nitinol (NiTi).
C O Ni Ti 0.02 máx. 0.05 máx. 54.5 45
Tabla 4.3 Composición química del Nitinol, NiTi.
NITINOL (NiTi) PROPIEDADES FISICAS
Densidad 6450 kg/m3
Punto de Fusión 1310 °C
Conductividad térmica 10 W/m*°C Alargamiento a la ruptura 15.5 %
Esfuerzo de tensión ultimo 850 MPa Temperatura de transformación 60 °C
Modulo de elasticidad 75 GPa Alargamiento de memoria de forma 8 %
Esfuerzo cortante 425 * kg/mm2
Tabla 4.2 Información técnica del Nitinol (NiTi). * Datos calculados en el capitulo 3.
4.1.1 Corte
[image:58.612.159.484.188.435.2]Figura 4.1 Corte de varilla de Nitinol en cortadora Struers Minitom.
En el caso del acero inoxidable se utilizo una sierra cinta de la marca Dayton Mod. 4YG30A la cual contiene un sistema de refrigeración a base de aceite soluble y agua el cual no afecta el material. Después del corte se eliminaron las rebabas con una lima tipo musa.
El acero inoxidable se corto en tramos de las siguientes dimensiones:
PROCESO O PRUEBA DIMENSIONES Para soldadura GTAW
(estudio metalografico) 6.35 X 19 X 25 mm Para determinar ángulo de contacto 6.35 X 19 X 25 mm
Para soldadura GTAW
[image:60.612.142.496.131.284.2](estudio de tensión) 6.35 X 19 X 101.6 mm Para prueba de tensión 6.35 X 19 X 203.2 mm
Tabla 4.5 Dimensiones de la piezas de acero inoxidable AISI 304, para la realización de las diferentes pruebas.
Las piezas que se utilizaron para las pruebas de tensión, se les realizo un maquinado para poder obtener las probetas, para dicho trabajo se utilizo un Centro de Maquinado Vertical Marca HYUNDAI-KIA MACHINE Mod. KV25, con esto se pudo respetar las dimensiones que exige la Norma AISI/AWS B4.0, Standard Methods for Mechanical Testing of Welds y la Norma ASMT A370, Standard Methods and Definitions for Mechanical Testing of Steel Products.
[image:60.612.90.551.501.614.2]DIMENSIONES 2 PULG. LARGO DE PRUEBA
G 2.000 ± 0.005 in
W 0.500 ± 0.010 in
T Espesor del material
R ½ in (mínimo)
L 8 in (mínimo)
A 2 ¼ in (mínimo)
B 2 in (mínimo)
C ¾ in (mínimo)
Dimensiones de las probetas de prueba de tensión según las normas ASTM A370 y AISI/AWS B4.0.
Centro de Maquinado Vertical HYUNDAI-KIA MACHINE KV25.
Los programas para los maquinados fueron realizados en Mastercam X. Para revisar programas ver Anexo 3 y 4.
Simulación en Mastercam X para corte de probetas de tensión.
Se continuo a preparar el Centro de Maquinado, sujetando el material con clamps, se herramento con un cortador de carburo de punta de bola con diámetro de 3/8 de pulgada de 4 gavilanes y se cargo el programa generado en Mastercam X. El maquinado se realizo con cortes muy pequeños para tratas de evitar en lo máximo una concentración de esfuerzos por desprendimiento de viruta.
Maquinado de probetas en Centro de Maquinado Vertical.
Posterior a las piezas que fueron sometidas a proceso de soldadura se les realizo un chaflán o corte en ángulo para crear el área de depósito como se muestra a continuación.
4.4 Angulo para crear deposito de material de aporte.
Dicho maquinado se aproximo en una Fresadora Vertical Marca OIMSA Mod. FTX-V, equipada con una Prensa Universal Angular con 2 movimientos.
Maquinado de probetas en Fresadora Vertical.
Para terminar el maquinado del ángulo o chaflán se utilizo un esmeril Marca BALDOR Mod. 623E.
Maquinado de probetas en esmeril.
Enseguida se utilizo una lima tipo musa para retirar las rebabas generadas por el esmeril.
Para finalizar se utilizo una lija del No. 240 para pulir las áreas generadas para el deposito del material de aporte.
Pulido de probetas con lijas.
Probetas con ángulos terminadas.
4.1.2 Limpieza
La limpieza de las piezas a soldar es muy importante ya que los contaminantes (grasa, aceites, pinturas, entre otros) pueden ocasionar reacciones o defectos en la unión soldada, se pueden presentar: fisuras, cavidades, poros, inclusiones, defectos de fusión, falta de penetración, defectos de forma, entre otros.
El proceso utilizado para la limpieza de las piezas fue:
Decapado (ó pickling) y pasivación de Acero Inoxidable. Es el proceso de limpieza que se aplica a equipos o piezas de acero inoxidable para retirar óxidos de fierro y otros contaminantes, principalmente pre-operativamente para evitar que el metal no sufra corrosión. Esto se logra mediante la generación de una superficie “pasiva”, es decir, que no tiende a la corrosión. [32]
El procedimiento fue sumergir las piezas en una mezcla acuosa preparada de la siguiente forma:
SOLUCIÓN PORCENTAJE Acido nítrico 30 a 40 % Acido fluorhídrico 2 – 4 %
[image:66.612.207.434.472.562.2]Agua destilada Resto
Tabla 4.6 Porcentajes de soluciones utilizadas para el proceso de Pickling.
Después se toma la pieza y se enjuaga al chorro de agua de una llave.
Limpieza de piezas con proceso de Pickling.
4.2 Aplicación de soldadura GTAW
4.2.1 Descripción del equipo
El equipo que se utilizó para realizar el proceso de soldadura fue de la marca INFRA Mod. ALPHATIG 352. Que cuenta con las siguientes características:
• Aplicaciones: Soldadura con electrodo revestido (SMAW) CA/CD en diámetros desde 1.6 a 6.4 mm (1/16” a 1/4”) en todo tipo de electrodo. Soldadura TIG (GTAW) CA/CD. Soldadura TIG pulsado (GTAW-P) CA/CD. Corte y escopleo con electrodo de carbón y aire (ACC), hasta un diámetro de 8mm (5/16”).
Equipo ALPHATIG 352. (Imagen tomada de:
http://www.infra.com.mx/infrasoldadura/electrica/soldadoras/tungsteno/alphatig352.htm)
DATOS TÉCNICOS.
• Alimentación: 220/440 Volts. 126/63 Amps, una fase 60 Hertz. 220/440 Volts. 100/50 Amps, una fase 60 Hertz.
• Salida nominal CD:
NEMA Clase I (70) 300 Amps. @ 32 Volts, CA/CD, de carga 70% ciclo de trabajo
EMA Clase II (50) 350 Amps. @ 34 Volts, CA/CD, de carga 50% ciclo de trabajo
• Gama de corriente: 5 a 400 Amps. CA/CD • Max. V.C.A.: 80 Volts, CA/CD
• Equipo integrado Alpha TIG 352: Unidad de alta frecuencia Pulsador de arco integrado Amperímetro y voltímetro
Control de balance de la corriente Control de cráter de soldadura Selector de corriente
PULSADOR DEL ARCO.
• Frecuencia: El número de pulsos por segundo en el arco con dos rangos seleccionables: Rango Bajo de 0.5 a 20 pulsos po segundo. Rango Alto de 10 a 300 pulsos por segundo.
• Ancho del pulso: Controla el tiempo que permanece encendido el arco. Es ajustable de 5% al 95% del ciclo de pulso.
• Nivel de la corriente de pico: Ajusta el valor máximo de la corriente (pico de pulso). Es ajustable desde el 0% al 100% del máximo de la salida de la fuente de poder.
• Nivel de la corriente de respaldo: Ajusta el valor mínimo de la corriente (valle del pulso). Es ajustable desde el 0% al 100% del valor de corriente de pico.
• Usos para los dos modelos: Con su salida de corriente alterna y directa, nos permite usar una mayor variedad de tipos de electrodos, lo que las hace muy recomendables en: Talleres de soldadura. Reparación de moldes y reconstrucción mecánica. Mantenimiento a naves aeronáuticas. Turbinas de aviación, estructuras y fuselaje. Turbinas de vapor en plantas generadoras de energía eléctrica. Plantas de procesos industriales. Construcción de antenas parabólicas. Intercambiadores de calor. Reconstrucción de máquinas de la construcción. Fabricación de recipientes y pailas usados en la industria: química, petrolera, ferroviaria, naval, farmacéutica, alimentaría. Fabricación de equipo médico, de equipo electromagnético, de equipo para la industria alimentaría y cervecera. Fabricación y mantenimiento de barrenas de perforación petrolera. Para la limpieza, corte y ranurado de piezas de fundición.
• Ventajas: Estos modelos constituyen lo máximo en tecnología para soldadura de calidad en cualquier espesor y tipo de material, ya sea en producción o mantenimiento. Susceptibles de automatización.
Frecuencia Ancho de pulso
Nivel de la corriente de pico
4.2.2 Aplicación
En la aplicación de lo soldadura GTAW se siguieron los siguientes pasos:
1. Las piezas cortadas y limpias se colocaron en la siguiente posición para poder realizar la unión.
[image:70.612.96.555.219.382.2]
Figura 4.5 Ranura sencilla tipo “V” para uniones en materiales de acero. (Imagen tomada de: Welding Handbook, American Welding Society)
2. Se conecto la maquina con el circuito adecuado y se ajustaron la variables en la consola de la maquina ALPHATIG 352. Las variables se ajustaron con respecto a las dimensiones de la probeta a ser soldada.
3. Se realizaron los cordones de soldadura, que en este caso son 2 debido a la preparación en “V”. Se debe tener mucho cuidado ya que al enfriamiento del primer cordón se le realiza la limpieza y posterior se le ejecuta el segundo cordón, después de terminado el proceso se deja enfriar y para terminar se realiza una limpieza general de la pieza.
VARIABLE SIMBOLO VALOR
Largo del arco la 0.004 m
Angulo de deposito ∠ 72°
Gas empleado Atm Argón 0.133X10^-3 m3/s
Electrodo empleado E AWS EWth-2 Dia. 1.6 mm
Longitud total de la unión l 0.019 m
Diferencia de potencial V 11 V
Intensidad de corriente I 110, 120, 130A
Velocidad de soldadura v 0.00833 m/s
Polaridad CD Positiva
Alta frecuencia Continua
[image:71.612.132.508.87.360.2]Separación entre probetas 1/16 a 1/8
Tabla 4.7 Variables utilizadas para la realización de la soldadura GTAW en AISI 304 con espesor de 6.35 mm.
Unión de probetas con soldadura GTAW.
4.3 Medición de la longitud de charco de la soldadura
En la medición del ancho del cordón de soldadura se utilizo un Sistema de proyección horizontal por medio de un Comparador Óptico PH-A14 de la marca Mitutoyo, el cual cuenta con una Unidad de Procesamiento de Datos en 2D QM-Data 200 y un Detector de Imagen OPTOEYE, los cuales en conjunto, eliminan los errores humanos como el que se presenta cuando se alinea el objeto al momento de la medición, y esta se realiza de forma exacta, rápida y consistente.
Medición de longitud del charco de soldadura en Comparador Óptico.
4.4 Análisis metalográfico
Las técnicas metalográficas se han desarrollado para identificar las fases que existen en los metales y en sus aleaciones y para explicar el mecanismo de su formación. Estas fases que constituyen el agregado metálico son, generalmente, de tamaño microscópico y, para su observación y estudio, es preciso preparar debidamente el material en forma de probetas metalográficas. La preparación de estas probetas lleva implícita una serie de etapas: corte, desbaste, pulido, ataque. Las tres primeras tienen como objetivo obtener una superficie plana y pulida con acabado especular y la ultima el ataque (químico y/o electroquímico), se realiza para revelar la microestructura utilizando reactivos adecuados que coloreen o disuelvan las distintas fases, precipitados, inclusiones, entre otros.
En la caracterización de los materiales, la metalografía se considera como una herramienta necesaria e indispensable para la especificación de materiales, pues determina sus propiedades físicas y mecánicas; además especifica control de procesos de fabricación, control de calidad y análisis de falla. Los metales usualmente son cristalinos en la naturaleza, pero cuando un nuevo grano es nucleado por medio del algún proceso (solidificación o anillado por trabajo en frió), los átomos de cada grano en crecimiento se alinean de modo especifico dependiendo de la estructura cristalina a de la aleación metálica. Con el crecimiento de cada grano a ala larga se empieza a fusionar con los otros granos y se forman interfases con diferentes orientaciones atómicas. [35]
Los pasos que se siguieron en la metalografía fueron los siguientes:
Corte de probetas soldadas en cortadora Struers Minitom.
2. Se realizo el desbaste con lijas de agua sobre la cara cortada, se empezó con la lija mas gruesa y se termino con la lija de grano mas fino (las lijas utilizadas fueron de los números 80, 240,400, 600, 800, 1000, 1500 y 2000).
3. Se pulió la cara de desbaste hasta obtener acabado espejo. Esto se realizo con la ayuda de una pulidora de la marca Struers Mod. LaboPol-21 con paño de billar y Alpha Alumina de 1.0 micrón de la marca Buehler, para finalizar el pulido se utilizó Silica Colloidal de la marca Buehler.
Pulidora Struers Labopol-21.
4. Se realiza el ataque químico el cual actúa como un revelador de la frontera de grano del material. El ataque se realizo con una solución de 10 ml de HF, 25 ml de HNO3 Y 150 ml de H2O, por un tiempo de 5 segundos para la observación
Figura 4.7 Ataque en la zona de material de aporte NiTi.
5. Se realizo un segundo ataque en las probetas con una solución de 20 gr de CuSO4, 100 ml de HCl y 100 ml de H2O.
Ataque en la zona de material de aporte NiTi.
El siguiente paso es realizar la microscopia, la cual consta de dos pasos:
Microscopio OLYMPUS Mod. GX51
2. Se realizó en un Microscopio Electrónico de Barrido de la Marca LEICA CAMBRIDGE LTD Mod. S360.
Microscopio electrónico de barrido Marca LEICA CAMBRIDGE LTD Mod. S360
4.5 Medición de dureza
La palabra dureza puede definirse como: la resistencia de un material a la penetración.
La medición de dureza se realizó en todas las probetas trabajadas en el desarrollo experimental. Fue fundamental realizar la mayor cantidad de mediciones para obtener valores de dureza estadísticamente confiables. Se tomaron para cada probeta 20 identaciones. Dicha prueba se realizo con un micródurometro.
Microdurómetro. .
4.6 Ensayo de tensión
Para realizar esta prueba se utilizo una máquina de pruebas universales de la Marca Shimadzu Mod. UH-30, en la cual se siguieron los siguientes pasos:
Maquina universal Shimadzu UH-30.
1. Se calibró la máquina.
2. Se coloco la probeta en las mordazas teniendo cuidado que quedara bien sujeta. 3. Se tomo lectura del esfuerzo y deformación para poder realizo posterior la
grafica.
4.7 Tratamiento térmico
Los tratamientos térmicos son una combinación de operaciones de calentamiento y enfriamiento a tiempos determinados; por ello, es necesario tomar en cuenta ciertos parámetros de operación relacionados con el proceso de calentamiento, hasta llegar a la temperatura de trabajo y al tiempo de permanencia de la pieza antes de someterse al enfriamiento en los diferentes medios que existen y que dependen del tipo de tratamiento que hay que realizar [10].
a) El recocido es el tratamiento que se utiliza para poder:

![Figura 2.1 Esquema de clasificación de los aceros según su aleación [8].](https://thumb-us.123doks.com/thumbv2/123dok_es/4931358.73770/28.612.102.539.451.706/figura-esquema-clasificacion-aceros-segun-aleacion.webp)
![Figura 2.3 a) Efecto memoria de forma. b) Efecto de superelaticidad.[14]](https://thumb-us.123doks.com/thumbv2/123dok_es/4931358.73770/35.612.116.529.520.687/figura-efecto-memoria-forma-b-efecto-superelaticidad.webp)