de los
Julia Carabias Lillo
Secretaria de Medio Ambiente, Recursos Naturales y Pesca
Enrique Provencio D.
Presidente del Instituto Nacional de Ecología
Cristina Cortinas de Nava
Directora General de Materiales, Residuos y Actividades Riesgosas
Elaboración:
Instituto Nacional de Ecología/ Dirección General de Materiales, Residuos y Actividades Riesgosas
M. en C. Margarita Gutiérrez del Laboratorio de Análisis Físicos y Químicos del Ambiente del Instituto de Geografía, UNAM
Asesoría técnica:
Asociación Nacional de Curtidores, AC
Cámara de la Industria de la Curtiduría del estado de Guanajuato Cueros Industrializados del Bajío SA de CV
Revisión y adecuación:
Procuraduría Federal de Protección al Ambiente Delegación de la Profepa en el Estado de Guanajuato
Delegación Federal de la Semarnap en el Estado de Guanajuato Procuraduría de Protección al Ambiente del Estado de Guanajuato. Instituto de Ecología del Estado de Guanajuato
Sistema de Agua Potable y Alcantarillado de León
Centro de Investigación y Asesoría Tecnológica en Cuero y Calzado
Primera Edición: Noviembre 1999
Instituto Nacional de Ecología
Av. Revolución No. 1425, Col. Tlacopac,
ÍNDICE... I
INTRODUCCIÓN... 1
CAPÍTULO 1. DESCRIPCIÓN DEL PROCESO DE CURTIDO... 4
1.1 GENERALIDADES... 4
1.2 DESCRIPCIÓN DE CADA ETAPA DEL PROCESO... 5
1.2.1 Etapa de Ribera... 5
1.2.2 “Proceso de curtido”... 9
1.2.3 Recurtido, Teñido y Engrase “RTE”...14
1.2.4 “Acabado”...14
CAPÍTULO 2. CONDICIONES DE MANEJO DE LOS RESIDUOS...19
CAPÍTULO 2. CONDICIONES DE MANEJO DE LOS RESIDUOS...20
2.1 GENERALIDADES...20
APÉNDICE A....31
CÉDULAS POR OPERACIÓN: INFORMACIÓN GENERAL, LISTADO DE INSUMOS, PROTECCIÓN, HIGIENE Y PREVENCIÓN DE RIESGOS...31
CÉDULA 1...32
ETAPA: RIBERA...32
1.1 DESCRIPCIÓN:...32
1.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO :...32
1.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA...32
CÉDULA 2...33
OPERACION: REMOJO...33
2.1 DESCRIPCIÓN:...33
2.2 FORMA Y ESTADO DE CONSERVACIÓN DE LAS PIELES...33
2.3 PRODUCTOS QUÍMICOS UTILIZADOS:...33
CÉDULA 3...35
OPERACION: DESCARNADO EN PELO...35
CÉDULA 4...36
OPERACION: PELAMBRE...36
CÉDULA 5...37
OPERACIÓN: DIVIDIDO EN CAL O TRIPA :...37
CÉDULA 6...38
OPERACION: DESENCALADO...38
CÉDULA 7...39
CÉDULA 9...41
ETAPA: CURTIDO AL CROMO...41
CÉDULA 10...43
ETAPA: CURTIDO AL VEGETAL...43
CÉDULA 11...44
OPERACIONES: RECURTIDO Y ENGRASE (CURTIDO AL VEGETAL )...44
CÉDULA 12...45
OPERACIONES MECÁNICAS: CURTIDO AL CROMO Y VEGETAL...45
CÉDULA 13...47
ETAPA: ACABADO EN HUMEDO (RTE)...47
CÉDULA 14...52
ETAPA: ACABADO EN SECO...52
14.5 ETAPA ACABADO....53
CÉDULA 15...55
DESCRIPCIÓN DEL TRIPLE LAVADO A BIDONES :...55
APÉNDICE B...56
GLOSARIO...56
APÉNDICE C...60
La tradición artesanal en la elaboración de productos de piel, junto con la disponibilidad de materias primas y mano de obra, han favorecido el desarrollo de la industria de la curtiduría en nuestro país. Actualmente, México se encuentra ubicado entre los diez mayores productores de pieles a nivel internacional, pues genera aproximadamente el 4% de la producción mundial.
La mayor parte de las curtidurías se encuentran localizadas en la Zona Metropolitana de la Ciudad de México y en los estados de Nuevo León, Jalisco y Guanajuato. El 80% de la producción de piel terminada se lleva a cabo en tenerías integradas, es decir, en aquellas que realizan el proceso completo. El número de tenerías registradas a nivel nacional es de 1000 aproximadamente, con un alto grado de fragmentación, ya que la mayoría tiene una producción menor de 100 cueros diarios y son administradas familiarmente.
El estado de Guanajuato es el mayor productor a nivel nacional ya que genera alrededor del 65% del curtido y acabado de cuero1. En la ciudad de León existen más de 500 tenerías y constituye la principal actividad económica2.
La magnitud del impacto ambiental se ha visto magnificado por los largos periodos en los que el manejo de los desechos ha sido inadecuado y, además, por el hecho de que el establecimiento de los sistemas de control de la contaminación se ha visto obstaculizado por las condiciones sociales y económicas que han prevalecido. Sin embargo, a partir de los estudios realizados en la cuenca del río Turbio, en el estado de Guanajuato y del conocimiento del agotamiento general de los acuíferos por sobrexplotación; la comunidad, junto con la industria y autoridades, han mostrado una fuerte decisión de implementar soluciones en el menor plazo posible.
Dentro del citado Convenio, el Instituto Nacional de Ecología adquirió el compromiso de elaborar conjuntamente con el Insti-tuto de Ecología de Guanajuato y los industriales del curtido, un manual en el que se describan los residuos que se generan en cada uno de los procesos que desarrolla la industria curti-dora y los métodos o procedimientos a seguir para su manejo adecuado, incluyendo, además, el señalamiento de evitar la mezcla de los residuos, así como la descripción de las medidas de seguridad necesarias.
En la actualidad, los desechos de la industria de la curtiduría aparecen listados en su totalidad como residuos peligrosos, en la norma oficial mexicana NOM-052-ECOL/1993, lo cual obliga a acopiarlos, almacenarlos, transportarlos, reciclarlos, tratarlos o confinarlos a través de empresas autorizadas.
No obstante, en el Programa para el Manejo Integral de los Residuos Peligrosos en México 1996-2000 de la Semarnap, se trata de compatibilizar las estrategias de regulación y gestión en materia de manejo de residuos industriales peligrosos, con criterios de eficiencia y competitividad industrial, para lo cual se proponen enfoques y acciones a fin de manejar los residuos desde su cuna hasta la tumba, buscando estimular su reducción, minimización y reuso. Por lo tanto, y de acuerdo al espíritu del programa se ha considerado la posibilidad de desclasificar como peligrosos aquellos residuos de la curtiduría que, técnicamente y por sus características físicas, químicas y toxicológicas, así lo ameriten, siempre y cuando se dé el cumplimiento a las acciones y a las recomendaciones de manejo señaladas en este manual.
Lo anterior implica que en el ámbito estatal se debe promover la investigación, el desarrollo tecnológico y la realización de estudios de caso que permitan determinar la factibilidad técnica y económica de las distintas opciones de manejo ambientalmente adecuado de los residuos peligrosos y no peligrosos descritas en el manual, así como establecer la infraestructura necesaria la cual permitirá crear fuentes de trabajo y empleo.
residuos, excluyendo aquellas opciones que crean impactos negativos al ambiente, como emisiones a la atmósfera.
Para la instrumentación de estas opciones se requiere contar con una estrategia de solución estructurada con base en fundamentos científicos y técnicos, y con un programa a nivel regional, que defina los requerimientos de recursos humanos para apoyo técnico e infraestructura para el manejo y valorización de los residuos, logrando estimular la inversión en este sector.
Este manual está dirigido a las autoridades ambientales, al personal técnico y a los empresarios de la industria de la curtiduría, entre otros. El documento se ha concebido como un instrumento dinámico capaz de integrar las innovaciones tecnológicas que surjan en el futuro, para aumentar la eficiencia de los procesos, disminuir el impacto de los mismos y valorizar los residuos; así como las aportaciones y experiencias de quienes lo utilicen.
El manual incluye la información básica de las etapas que se llevan a cabo durante el todo el proceso, la descripción de los residuos generados durante el mismo, desde la recepción de las pieles hasta su terminado, los insumos utilizados, la propuesta de “buenas prácticas” de operación como evitar la mezcla de residuos, y el planteamiento de diversas opciones para su manejo, minimización y reuso adecuados a las condiciones geográficas de las regiones en que estén ubicadas las empresas.
CAPÍTULO 1. DESCRIPCIÓN DEL PROCESO DE CURTIDO
1.1 Generalidades
La industrialización de las pieles que se utilizan en la elaboración de diversos objetos de piel con valor comercial, en forma genérica se conoce como “Proceso de Curtido”. El proceso completo se puede clasificar, básicamente en cuatro etapas; la primera que se denomina “Ribera” y en ella se lleva a cabo la limpieza de la piel que se recibe como materia prima, la cual puede estar conservada con “sal común (cloruro de sodio), en cuyo caso se denomina “verde salada” o recibirse fresca o seca. En esta etapa se eliminan todos los componentes de la piel que no son transformables a cuero, como sales de sodio, pelo y material proteínico. La segunda etapa comprende propiamente el proceso de “Curtido”, mediante el cual se logra impartir estabilidad química y física a la piel evitando su putrefacción y haciéndola resistente a cambios de temperatura y humedad. En el curtido se utilizan materiales de origen vegetal (Curtido Vegetal) o sales inorgánicas, especialmente sales de cromo (Curtido al Cromo). La piel curtida se denomina cuero azul o con el término inglés wet blue. La tercera etapa se conoce como Recurtido, Teñido y Engrase “RTE”, y en ella se logra que el cuero adquiera suavidad, color y otras características que son necesarias para fabricar artículos comerciales. Finalmente, en la cuarta etapa denominada “Acabado” se imparte al cuero las características específicas que el mercado impone a cada tipo de producto, como puede ser el grabado, color y tacto, entre otros.
La mayor parte de las pieles que se tratan son de bovino, porcino, caprino, ovino y, en menor cantidad, de equino, siendo el primer tipo de piel la más común; aunque se tiene información de que en algunas tenerías también se curten pieles exóticas como la de avestruz.
La etapa de limpieza (Ribera) es relativamente similar para todo tipo de piel, mientras que las operaciones de acabado y, especialmente, las de curtido varían de acuerdo al origen de la piel y a las características que se busca impartir al cuero. En las operaciones de terminado (Acabado), de acuerdo a las especificaciones que se requiere impartir a cada producto de cuero, se utilizan diversos materiales como lacas, pigmentos, tactos, etc.
La cantidad y composición de los residuos que se generan dependen, principalmente de la técnica de curtido utilizada, pero también del número y tipo de operaciones realizadas, ya que algunas son opcionales; así como de la secuencia de las mismas, de la dosificación de productos químicos y, en general, del control de proceso.
a) Es común que cada tenería utilice formulaciones propias, especialmente en el curtido, que son producto de su experiencia, por lo que las cantidades y tipos de productos químicos, así como los tiempos de operación pueden variar respecto a otra instalación.
b) Generalmente, se tiene la idea de que la “estandarización” de los procesos disminuye la competitividad de las tenerías, ya que podría complicarles la aplicación de sus propias formulaciones de curtido.
c) La percepción de que la optimización del consumo de agua y productos químicos (que disminuye la generación de residuos peligrosos, puede ser un riesgo económico ya que se piensa que puede afectar la calidad de sus productos).
d) La infraestructura de cada tenería es muy variable, ya que depende de su producción, tamaño, acceso al crédito y políticas administrativas.
e) La disponibilidad, nacional y local, de personal técnico con experiencia en el control ambiental de los procesos de producción de cuero es limitada.
f) Las oportunidades de apoyo que pueden brindar las instituciones de investigación y desarrollo tecnológico para la mejora de los procesos son ignoradas por la mayoría.
A pesar de las diferencias en el curtido y teñido, la composición del efluente final resulta relativamente homogéneo, debido a que el mayor volumen se genera en la Ribera y el Curtido.
1.2 Descripción de cada etapa del proceso
A continuación se describe cada operación de las etapas en que se dividió el proceso global. Se analizan, en forma independiente, las operaciones del “Curtido vegetal” y “Curtido al cromo”. Es importante resaltar que, éste último tipo de curtido, es utilizado por casi todas las empresas y sus residuos contienen elementos que pueden causar daños al ambiente y a la salud humana , por lo que presentan un bajo grado de biodegradabilidad, aunque pueden reutilizarse. Asimismo, se describen por separado las operaciones de “Recurtido, Teñido y Engrase” y las del “Acabado”.
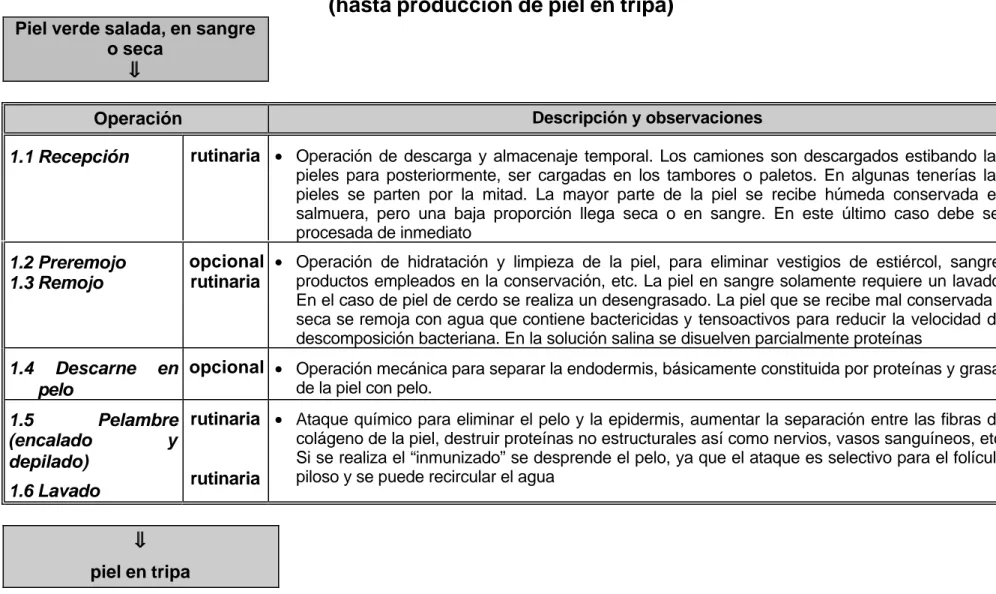
1.2.1 Etapa de Ribera
Cuadro 1. Primera etapa: “RIBERA”
(hasta producción de piel en tripa)
Piel verde salada, en sangre o seca
⇓ ⇓
Operación Descripción y observaciones
1.1 Recepción rutinaria • Operación de descarga y almacenaje temporal. Los camiones son descargados estibando las pieles para posteriormente, ser cargadas en los tambores o paletos. En algunas tenerías las pieles se parten por la mitad. La mayor parte de la piel se recibe húmeda conservada en salmuera, pero una baja proporción llega seca o en sangre. En este último caso debe ser procesada de inmediato
1.2 Preremojo 1.3 Remojo
opcional rutinaria
• Operación de hidratación y limpieza de la piel, para eliminar vestigios de estiércol, sangre, productos empleados en la conservación, etc. La piel en sangre solamente requiere un lavado. En el caso de piel de cerdo se realiza un desengrasado. La piel que se recibe mal conservada o seca se remoja con agua que contiene bactericidas y tensoactivos para reducir la velocidad de descomposición bacteriana. En la solución salina se disuelven parcialmente proteínas
1.4 Descarne en pelo
opcional • Operación mecánica para separar la endodermis, básicamente constituida por proteínas y grasa, de la piel con pelo.
1.5 Pelambre (encalado y depilado)
1.6 Lavado
rutinaria
rutinaria
• Ataque químico para eliminar el pelo y la epidermis, aumentar la separación entre las fibras de colágeno de la piel, destruir proteínas no estructurales así como nervios, vasos sanguíneos, etc. Si se realiza el “inmunizado” se desprende el pelo, ya que el ataque es selectivo para el folículo piloso y se puede recircular el agua
⇓ ⇓
Cuadro 2. Primera etapa: “RIBERA”
(limpieza de piel en tripa)
piel en tripa
⇓ ⇓
operación Descripción y observaciones
1.7 Descarne en cal (en piel en tripa)
opcional • operación mecánica o manual, mediante la cual se retira de la piel la endodermis, formada por tejido proteico y grasa
1.8 Dividido en cal opcional • separación de la capa “flor” (tejido papilar) de la carnaza, mediante una cuchilla sinfin
1.9 Reencalado opcional • adición de cal para lograr mayor apertura interfibrilar, para dar a la piel una mayor suavidad
1.10 Lavado opcional • lavado con agua para eliminar los residuos de la cal y otras impurezas
1.11 Desencalado rutinaria • eliminación de la cal y productos alcalinos del interior de la piel utilizando ácidos orgánicos e inorgánicos, sales de amonio y bisulfito de sodio
1.12 Rendido o “Purga
enzimática”
rutinaria • eliminación con enzimas de las impurezas y sustancias que no son parte del material que se
curte (colágeno). da una mayor flexibilidad al cuero
1.13 Lavado rutinaria • lavado con o sin tensoactivos para frenar la acción de las enzimas y eliminar residuos de cal,
grasa, sales y otras impurezas
Piel en tripa limpia ⇓
⇓ CURTIDO AL
CROMO
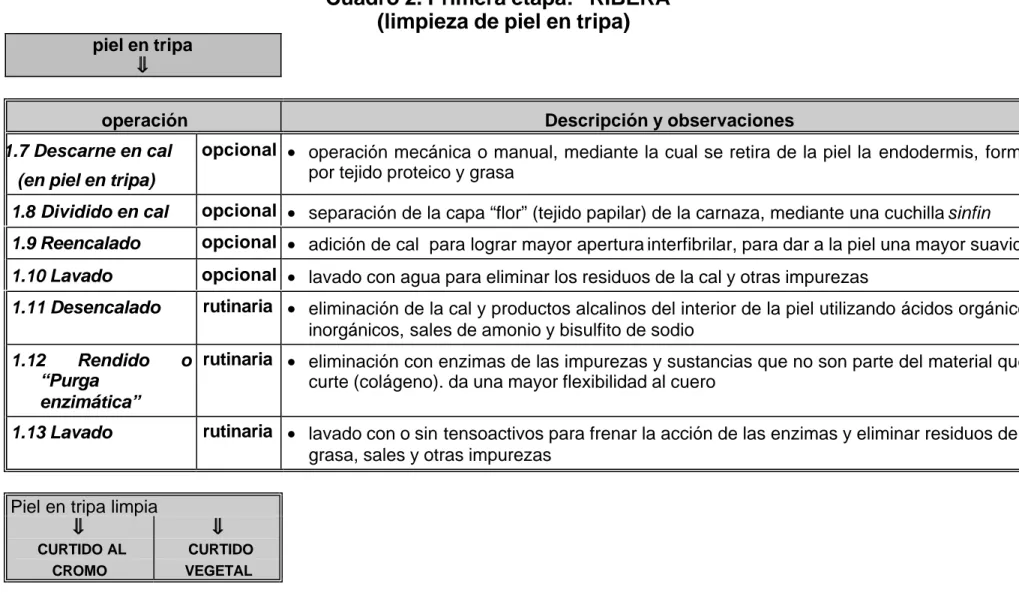
En esta segunda etapa cuyo objetivo es evitar que las proteínas de la piel se pudran, el primer paso, antes de adicionar el curtiente, lo constituye el acondicionado que se conoce como “pickle” o piquelado. Esta operación puede considerarse como un complemento del desencalado, además de que detiene las reacciones enzimáticas que se llevan a cabo durante el “rendido” y prepara la piel para el curtido. La cal que se elimina al pH de la solución del “desencalado” y “rendido" (≅8.3), es la que no ha reaccionado y se encuentra alojada en los espacios interfibrilares, sin afectar al calcio unido al colágeno. Durante el pickle se adicionan ácidos orgánicos e inorgánicos (generalmente sulfúrico), que disminuyen el pH hasta un valor entre 3.5 y 1.8, dependiendo del tipo de artículo de cuero que se quiere fabricar, con lo cual se libera el calcio que se combinó con el colágeno.
Una vez piquelada la piel se adicionan sustancias orgánicas (sintéticas o naturales); o inorgánicas (minerales) para que reaccionen con las proteínas de la piel. Los curtientes orgánicos más usados son: acacia, mimosa, quebracho, castaño, y cascalote. Todos ellos contienen compuestos orgánicos aromáticos, conocidos como taninos. Los curtientes inorgánicos son sales que liberan metales solubles que se hidrolizan (rompen los enlaces del agua) y se mantienen en solución. Cuando éstos se introducen en la piel, reaccionan con las proteínas formando compuestos de coordinación muy estables y la temperatura de contracción de la piel aumenta. El metal más utilizado es el cromo, también se usan aluminio o hierro; aunque en forma más limitada ya que las propiedades curtientes de estos dos últimos elementos son más débiles. Las sales de hierro generan pieles que se hinchan al lavarlas, inclusive cuando se utiliza cloruro de hierro al 75% de basicidad. Algunas sales de aluminio se usan como curtientes para obtener cuero blanco, por ejemplo alumbre potásico (sulfato hidratado de aluminio y potasio) utilizado desde la antigüedad; o sulfato de aluminio mezclado con óxidos de aluminio, o sales de aluminio básicas (Profepa-Semarnap, 1996). El proceso se realiza en menos de 24 horas en tambores, que son cilindros de madera rotatorios, equipados con estacas que levantan y dejan caer las pieles a medida que giran. En ocasiones, se llevan a cabo el curtido con cromo y vegetal en forma combinada, con el objeto de impartir al producto características específicas.
Cuadro 3. Segunda etapa: “CURTIDO AL CROMO”
Piel en tripa limpia⇓ ⇓
Operación Descripción y observaciones
2.1Pickle o acondicionado
rutinaria
•
operación en la que se adicionan ácidos y sales que interrumpen las reacciones enzimáticas del rendido, eliminan la cal combinada con el colágeno y preparan al cuero para el curtido y/o para grandes periodos de almacenaje•
el pH final varía entre 1.8 y 3.5 dependiendo del tipo de cuero que se fabrica2.2 Curtido rutinaria
•
se adiciona a la solución ácida (pickle), sulfato básico de cromo u otra sal curtiente. Esta sal se hidroliza manteniendo cromo trivalente en solución para que penetre en la piel y reaccione con los componentes orgánicos, formando complejos bioinorgánicos de cromo trivalente con las proteínas que son los que imparten la estabilidad.2.3 Fijación o basificado
rutinaria
•
adición de sales alcalinas que aumentan el pH de la solución y facilitan la reacción del cromo trivalente con los ligantes orgánicos.2.4 Lavado y
Embancado opcional WE
T
•
quitar sales•
el cuero apilado se deja en reposo para que siga reaccionando2.5 Escurrido opcional B
•
operación mecánica de exprimido2.6 Dividido “en azul”
opcional L
U
•
operación mecánica para separar la flor (cuero) de la carnaza2.7 Raspado opcional E
•
operación mecánica que iguala el espesor del cuero⇓ ⇓
Cuadro 4. Segunda etapa: “CURTIDO VEGETAL”
Piel limpia
⇓
⇓
Operación Descripción y observaciones
2.8 Pickle o
acondicionado
rutinaria
•
operación también conocida como precurtido en la que se adicionan ácidos y sales que preparan al cuero para el curtido o para almacenajes largos. Esta operación es análoga al pickle del curtido con cromo2.9 Curtido rutinaria
•
se adicionan taninos (naturales y/o sintéticos) a la solución de precurtido 2.10 Fijación oacidificación rutinaria
•
acidificado5.5, de acuerdo a las características del producto y el punto isoelectrónico de las de la solución utilizando ácido fórmico. El pH de la solución varía de 1.8 aproteínas (carga eléctrica de la molécula)
2.11 Embancado opcional
•
el cuero apilado se deja en reposo para que siga reaccionando2.12 Escurrido rutinaria
•
operación mecánica de exprimido⇓ ⇓
1.2.3 Recurtido, Teñido y Engrase “RTE”
El recurtido imparte suavidad, elasticidad, llenura y cuerpo al cuero, mediante el empleo de curtientes que, como en el caso de la etapa anterior, pueden ser de origen inorgánico, generalmente sales de cromo o aluminio, o de origen orgánico3. Como en la etapa anterior, la principal diferencia entre el recurtido mineral y el vegetal, la constituye el tipo de curtientes utilizados. En los Cuadros 5 y 6 se describen las operaciones de cada tipo de recurtido, indicando si se realizan en forma rutinaria o son opcionales. En las figuras 4 y 5 se presentan los diagramas para el recurtido con cromo y el vegetal, incluyendo el resto de las operaciones de esta etapa, y listando las materias primas utilizadas y los desechos generados.
El teñido es un proceso químico que imparte color al cuero que se lleva a cabo en el tambor. El teñido puede dar color solamente a nivel superficial o atravesar el espesor de todo el cuero. Se utilizan colorantes anionicos directos y básicos sin necesidad de adicionar previamente mordentes.
El engrase en el que se utilizan aceites de origen natural o sintético, tiene por objeto lubricar las fibras e impartir al cuero propiedades físicas que le aportan características que exige el mercado como es la elasticidad, suavidad o dureza, hidrofobicidad, textura, tacto, elongación, conductividad térmica, peso específico, etc. El escurrido y estirado son operaciones mecánicas para extraer el excedente de agua interfibrilar que se acumuló durante las operaciones anteriores de esta etapa, así como estirar y alisar los cueros utilizando una máquina que funciona con una cuchilla helicoidal. Finalmente, la última operación de esta etapa es el secado para evaporar el agua que contiene el cuero hasta alcanzar valores de humedad entre 14 y 16%. El cuero recurtido se conoce como cuero en crust.
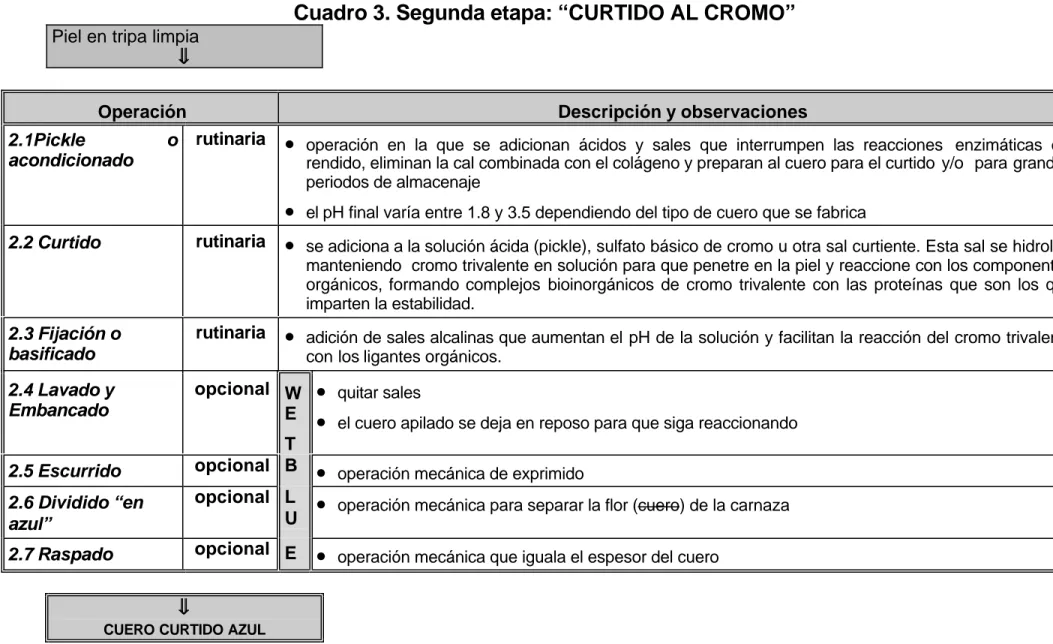
1.2.4 “Acabado”
La última etapa se denomina “Acabado” y comprende operaciones mecánicas que se realizan para impartir las características específicas que el mercado impone a cada tipo de producto, como puede ser el grabado, laqueado, etc. (Ver Cuadro 7 y Figura 6)
3
Cuadro 5. Tercera etapa: “RECURTIDO TEÑIDO Y ENGRASE (RTE)”
(Recurtido, Teñido y Engrase)
Piel curtida al cromo ⇓ ⇓
Operación Descripción y observaciones
3.1 Desengrase y lavado opcional • lavado de impurezas de sustancias hidrofóbicas y/o hidrofílicas
3.2 Recurtido catiónico rutinaria • se acidifica, se adiciona la sal de cromo, Imparte elasticidad y suavidad y lo prepara para las próximas operaciones
3.3 Neutralizado rutinaria • se aumenta el pH para eliminar la acidez del cuero
3.4 Lavado opcional • se quitan las impurezas
3.5 Recurtido vegetal y/o sintético opcional • operación opcional en la cual se adicionan taninos o curtientes sintéticos como acrílicos, vegetales, etc.
3.6 Teñido opcional • imparte color al cuero ya sea superficial o totalmente (en el interior)
3.7 Engrasado rutinaria • lubrica fibras con aceites
3.8 Escurrido y desvenado opcional • escurre y estira la piel mediante rodillos, para eliminar arrugas de la piel por el lado de la flor
Cuadro 6. Tercera etapa: “RECURTIDO, TEÑIDO Y ENGRASE (RTE)”
(Recurtido al vegetal, Teñido y Engrasado)
Piel curtida al vegetal
⇓ ⇓
Operación Descripción y observaciones
3.9 Recurtido
3.10 Blanqueo
opcional opcional
• Operación opcional en la cual se adicionan taninos o curtientes sintéticos como acrílicos, vegetales, etc.
• Limpieza para homogeneizar el color final de cuero y lo prepara para las siguientes operaciones
3.11 Carga opcional • se incorporan recurtientes y otros materiales que adicionan peso al cuero, y
le imparten características deseables
3.12 Teñido opcional • imparte color al cuero ya sea superficial o totalmente
3.13 Engrasado Rutinaria • lubrica las fibras con aceites
3.14 Escurrido y desvenado
Rutinaria • escurrido y estirado de la piel mediante rodillos, para eliminar arrugas por el lado de la flor
3.15 Secado Rutinaria • elimina la humedad por evaporación
Cuadro 7. Cuarta etapa: ACABADO
⇓⇓
Cuero en crust
Operación “flor corregida
Descripción y observaciones “ flor
entera” 4.1 Secado en pinzas, por
vacío, celdas o clavado
Rutinaria • Elimina humedad al cuero rutinaria
4.2 Desorillado en crust rutinaria • Se eliminan las orillas y las partes indeseables: “recorte en crust” rutinaria 4.3 Acondicionado opcional
4.4 Aflojado rutinaria
• Humecta el cuero preparándolo para aflojar, impartir suavidad al cuero mecánicamente
opcional
4.5 Pulido o esmerilado rutinaria • Se eliminan imperfecciones de la superficie de la piel, utilizando rodillos recubiertos de lija y caucho
no se efectúa
4.6 Sacudido rutinaria • Se elimina el polvo del pulido no se efectúa 4.7 Impregnación opcional • Se aplican uniformemente resinas y penetrantes opcional 4.8 Secado por colgado rutinaria • Los cueros son colgados en ganchos o varas opcional 4.9 Afinado (pulido) opcional • Lijado de los cueros opcional 4.10 Sacudido opcional • Desprendimiento del polvo del afinado opcional 4.11 Pigmentado opcional • Pintado de la superficie por diferentes métodos opcional 4.12 Planchado y grabado rutinaria • Se prensa el cuero en una placa caliente que puede ser lisa o tener figuras opcional 4.13 Laqueado rutinaria • Se aplica laca para lograr un terminado de calidad que protege al acabado opcional 4.14 Medido rutinaria • Determinación del área del cuero rutinaria 4.15 Almacenado rutinaria • Depósito de cuero terminado para su protección, uso o comercialización rutinaria
⇓ ⇓ cuero con “flor corregida” ⇓ ⇓ cuero con “ flor
CAPÍTULO 2. CONDICIONES DE MANEJO DE LOS RESIDUOS
2.1 Generalidades
En este capítulo, se describen los desechos generados por cada operación ya sea que sean sólidos o que se encuentren mezclados con los efluentes líquidos, formando lodos más o menos densos4 .
En forma complementaria se describen recomendaciones generales sobre cambios en los procesos que pueden reducir o minimizar la generación de los residuos; o que permiten su manejo independientemente del resto de los desechos. Para que estas opciones de manejo puedan cumplirse, se requiere un programa que establezca las actividades calendarizadas a realizar por cada empresa y que deben complementarse con el establecimiento de la infraestructura necesaria de manejo de residuos, la investigación y desarrollo tecnológico, así como con la formación de los recursos humanos que brinden el apoyo técnico apropiado. Aspectos estos últimos en los que deben colaborar tanto instituciones gubernamentales, como de investigación y educación técnica y superior, entre otros.
Como se comentó en la introducción, la clasificación de un residuo como no peligroso, condicionada a que se le dé un manejo adecuado, requiere del establecimiento de mecanismos de verificación del cumplimiento de los programas compromiso establecidos por las empresas en los tiempos acordados, así como, del establecimiento de indicadores de desempeño y de resultados ambientales. La falla en este cumplimiento implicará que existe riesgo ambiental en el manejo de los residuos, en cuyo caso se deberán corregir las desviaciones.
A continuación se presenta la información del tipo de residuos y alternativas para su manejo de todas las operaciones descritas en los Cuadros 8 al 16. Estas condiciones no tienen que cumplirse en su totalidad sino que las empresas seleccionarán aquellas que consideren más adecuadas.
4
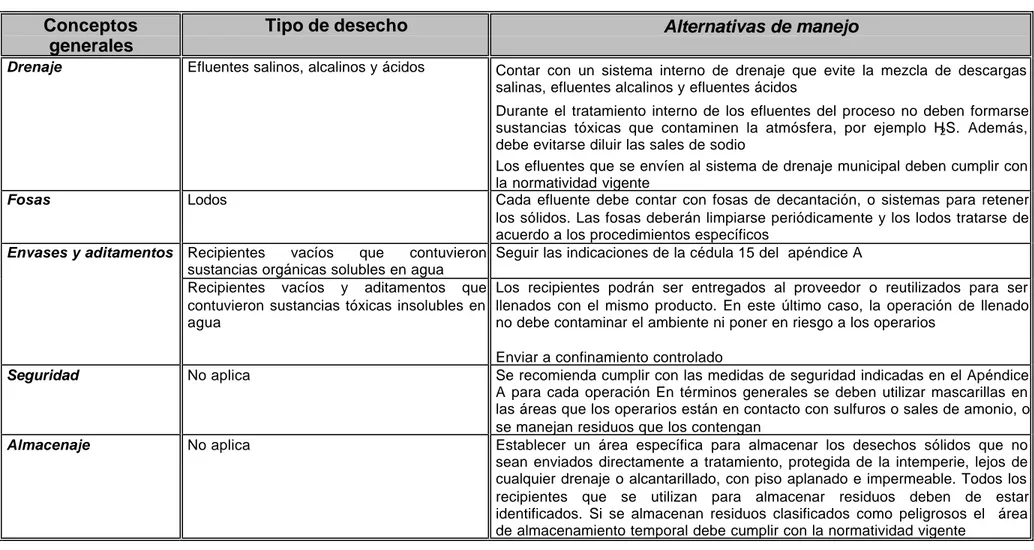
Cuadro 8. Alternativas generales para el manejo de los residuos de la curtiduría
Conceptos generales
Tipo de desecho Alternativas de manejo
Drenaje Efluentes salinos, alcalinos y ácidos Contar con un sistema interno de drenaje que evite la mezcla de descargas salinas, efluentes alcalinos y efluentes ácidos
Durante el tratamiento interno de los efluentes del proceso no deben formarse sustancias tóxicas que contaminen la atmósfera, por ejemplo H2S. Además,
debe evitarse diluir las sales de sodio
Los efluentes que se envíen al sistema de drenaje municipal deben cumplir con la normatividad vigente
Fosas Lodos Cada efluente debe contar con fosas de decantación, o sistemas para retener
los sólidos. Las fosas deberán limpiarse periódicamente y los lodos tratarse de acuerdo a los procedimientos específicos
Recipientes vacíos que contuvieron sustancias orgánicas solubles en agua
Seguir las indicaciones de la cédula 15 del apéndice A
Envases y aditamentos
Recipientes vacíos y aditamentos que contuvieron sustancias tóxicas insolubles en agua
Los recipientes podrán ser entregados al proveedor o reutilizados para ser llenados con el mismo producto. En este último caso, la operación de llenado no debe contaminar el ambiente ni poner en riesgo a los operarios
Enviar a confinamiento controlado
Seguridad No aplica Se recomienda cumplir con las medidas de seguridad indicadas en el Apéndice
A para cada operación En términos generales se deben utilizar mascarillas en las áreas que los operarios están en contacto con sulfuros o sales de amonio, o se manejan residuos que los contengan
Almacenaje No aplica Establecer un área específica para almacenar los desechos sólidos que no
Cuadro 9. Alternativas para el manejo de los residuos de la curtiduría generados en las
operaciones de recepción y remojo
Etapa Ribera Tipo de desecho Alternativas de manejo
Sal impura A.1De ser posible, debe utilizarse piel conservada sin sal.
A.2 Las pieles deben descargarse en un área que no tenga desagüe.
A.3 Sacudir las pieles saladas para recuperar la sal sólida, evitando que sea arrastrada a los desagües internos
A.4 Almacenar la sal temporalmente en recipientes que permitan mantenerla seca, para su posterior reuso (s) o confinamiento, por ejemplo con saladeros o minas de sal.
A.5 Una opción al reuso de la sal la conforma su confinamento en minas de sal siempre que se cuente con el medio de transporte necesario o entregarla a saladeros
1.1 Recepción
Recorte de cuero salado A.6 Reuso: comercializar con industrias que cuenten con las autorizaciones correspondientes de acuerdo con la legislación vigente.
1.2 Preremojo 1.3 Remojo
De piel "verde salada”
Solución de sal con sangre, bactericidas, tensoactivos y vestigios de tierra, polvo, etc.
A.7 Optimizar el consumo de agua, reciclar los baños de lavado al prelavado, optimizar el uso de bactericidas y tensoactivos, preferenciando el uso de formulaciones con agentes biodegradables.
A.8 Tratar el efluente salino dentro de la tenería por evaporación u otros métodos alternativos y manejar la sal como se indica en las aternativas A.3 y A..4 de este cuadro.
A.9 El efluente salino puede enviarse a drenaje especial conectado a una planta de tratamiento externa preparada para tratar estas aguas residuales. El transporte puede realizarse mediante pipas
De piel "en sangre" Sangre y bactericidas pH básico
A.10 Si cumple con las condiciones de descarga, este efluente puede enviarse al drenaje municipal.
Cuadro 10. Alternativas para el manejo de los residuos de la curtiduría generados
en las operaciones de descarne en pelo y pelambre
Etapa Ribera Tipo de desecho Alternativas de manejo
1.4 Descarne en ”pelo” (Opcional)
Sólidos con MOA* rica en proteína y grasa.
A.12 Reuso: comercializar con empresas autorizadas
1.5 Pelambre:
• Encalado
• Depilado
Agua residual alcalina con alta concentración de sólidos suspendidos y disueltos: MOA, sulfuros, SH- y sulfatos de sodio, pelo, cal y carbonatos
A.13 Si es posible, implantar el inmunizado y comercializar el pelo o enviarlo a relleno sanitario
A.14 Si no se implanta el inmunizado, minimizar el uso de sulfuros de sodio, reducir el volumen del baño y de ser posible implementar el descarne en pelo
A.15 Enviar el efluente del baño de pelambre al drenaje alcalino.
A.16 Se puede optar por un reciclado del baño de pelambre considerando un pretratamiento y el manejo de purgas y lodos A.17 No mezclar los lodos de pelambre con materiales o efluentes ácidos y mantener el pH arriba de 8. Se pueden mezclar efluentes previamente neutralizados que tienen un pH arriba de 7
A.18 Los lodos pueden oxidarse previamente o recuperar el sulfuro. Los lodos alternativamente pueden ser tratados por métodos anaeróbicos o pirolíticos
Lavado (Opcional) Agua residual de pH básico, con vestigios de sulfuros,bicarbonatos, sulfatos de sodio, OH- y MOA soluble
A. 19 Enviar el efluente al drenaje alcalino para su posterior tratamiento
Cuadro 11. Alternativas para el manejo de los residuos de la curtiduría generados en las
operaciones para el tratamiento de la piel en tripa antes de curtido
Etapa Ribera Tipo de desecho Alternativas de manejo
1.6 Descarnado en cal 1.7 Divido en cal o tripa
Recortes con grasa y cal, S2- y Na+, pH≈12.5
A. 20 Reusar, comercializar con empresas autorizadas,
considerando la oxidación de los sulfuros se recomienda evitar usar agua oxigenada, permanganato de potasio o cualquier oxidante cuya producción tenga un costo ambiental muy alto
1.8 Reencalado 1.9 Lavado
Efluente que contiene cal, y vestigios de sulfuro y materia orgánica
A.21 Enviar el efluente al drenaje alcalino para su posterior tratamiento dentro de la tenería o en una planta general
A.22 Se puede optar por un reciclado considerando el manejo de purgas y lodos
1.10 Desencalado
1.11 Rendido o purga enzimática
Efluente con enzimas, proteínas, grasas emulsionadas, tensoactivos, sales de calcio, amonio, sodio y, en ocasiones, vestigios de pelo y aserrín
A.23 Reemplazar el sulfato de amonio por CO2, bisulfito de sodio o ácidos dicarboxílicos. Optimizar el proceso para utilizar menores cantidades de desencalante, considerando la solubilidad de los reactivos químicos
A.24 Utilizar en la purga, enzimas puras y mezcladas con bajo contenido de sulfato de amonio.
A.25 Enviar el efluente alcalino y tratar dentro de la tenería o en una planta general. Si cumple con los parámetros de la normatividad vigente puede enviarse al drenaje
1.12 Lavado (opcional) Agua con presencia de cal y
vestigios de compuestos orgánicos, enzimas y sal
A.26 Se puede optar por un reciclado si se utilizan enzimas selectivas
A.27 Si la concentración de los contaminantes es baja, especialmente de sales y cumple con las normas federales y estatales vigentes para el control de la calidad del agua, puede enviarse al drenaje municipal o utilizarse para riego.
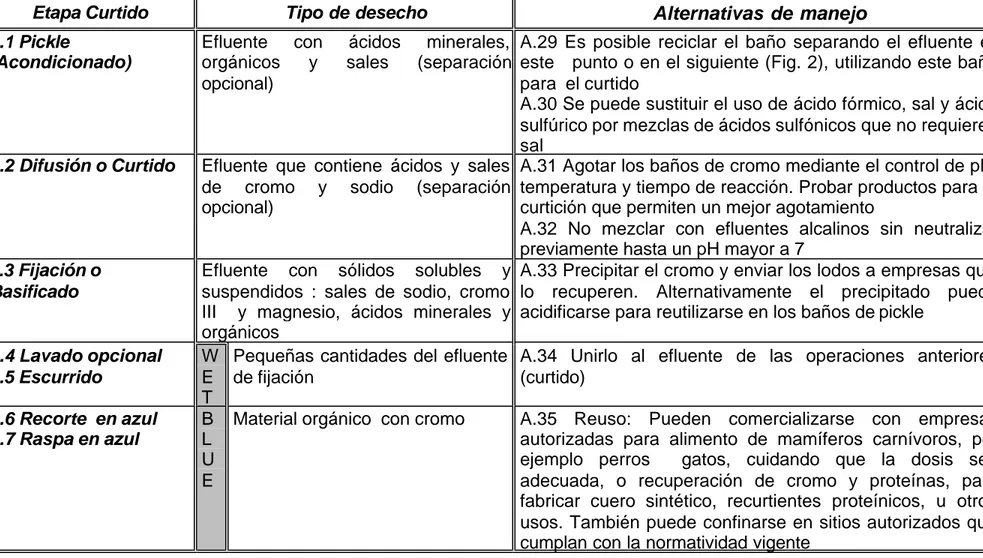
Cuadro 12. Alternativas para el manejo de los residuos de la curtiduría generados en las
operaciones de Curtido al Cromo
Etapa Curtido Tipo de desecho Alternativas de manejo
2.1 Pickle
(Acondicionado)
Efluente con ácidos minerales, orgánicos y sales (separación opcional)
A.29 Es posible reciclar el baño separando el efluente en este punto o en el siguiente (Fig. 2), utilizando este baño para el curtido
A.30 Se puede sustituir el uso de ácido fórmico, sal y ácido sulfúrico por mezclas de ácidos sulfónicos que no requieren sal
2.2 Difusión o Curtido Efluente que contiene ácidos y sales de cromo y sodio (separación opcional)
A.31 Agotar los baños de cromo mediante el control de pH, temperatura y tiempo de reacción. Probar productos para la curtición que permiten un mejor agotamiento
A.32 No mezclar con efluentes alcalinos sin neutralizar previamente hasta un pH mayor a 7
2.3 Fijación o Basificado
Efluente con sólidos solubles y suspendidos : sales de sodio, cromo III y magnesio, ácidos minerales y orgánicos
A.33 Precipitar el cromo y enviar los lodos a empresas que lo recuperen. Alternativamente el precipitado puede acidificarse para reutilizarse en los baños de pickle
2.4 Lavado opcional 2.5 Escurrido
W E T
Pequeñas cantidades del efluente de fijación
A.34 Unirlo al efluente de las operaciones anteriores (curtido)
2.6 Recorte en azul 2.7 Raspa en azul
B L U E
Material orgánico con cromo A.35 Reuso: Pueden comercializarse con empresas
Cuadro 13. Alternativas para el manejo de los residuos de la curtiduría generados
en las operaciones de Curtido al Vegetal (
Pickle
, Difusión y Fijación)
Etapa Curtido Tipo de desecho Alternativas de manejo
2.8 Pickle Acondicionado
Efluente que es una solución con sólidos
solubles y sedimentables: cloruros,
sulfatos, formiatos, sodio y calcio. El pH es ácido (la segregación es opcional)
A.36 Se puede optar por un reciclado, considerando el manejo de purgas y/o lodos.
A.37 Este baño puede ser utilizado para la siguiente operación
2.9 Curtido o Difusión No hay efluente
2.10 Fijación o Acidificación Solución con sólidos solubles y
sedimentables: cloruros, sulfatos, formiatos, sodio, calcio y taninos. El pH es ácido
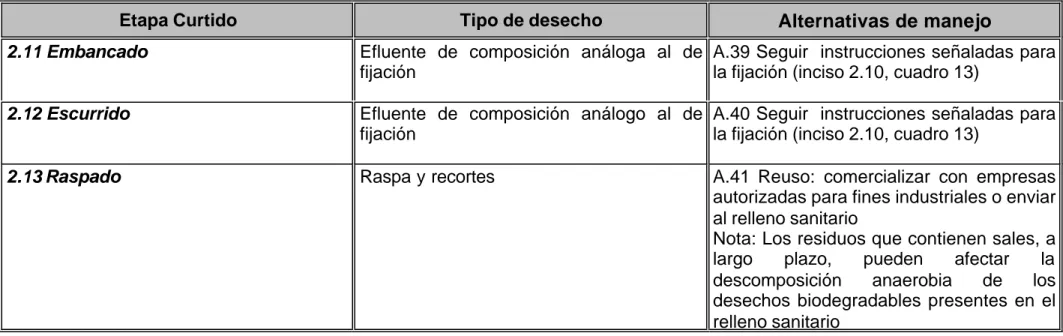
Cuadro 14. Alternativas para el manejo de los residuos de la curtiduría generados
en las operaciones de Curtido al Vegetal (Embancado, Escurrido y Raspado)
Etapa Curtido Tipo de desecho Alternativas de manejo
2.11 Embancado Efluente de composición análoga al de
fijación
A.39 Seguir instrucciones señaladas para la fijación (inciso 2.10, cuadro 13)
2.12 Escurrido Efluente de composición análogo al de
fijación
A.40 Seguir instrucciones señaladas para la fijación (inciso 2.10, cuadro 13)
2.13 Raspado Raspa y recortes A.41 Reuso: comercializar con empresas
autorizadas para fines industriales o enviar al relleno sanitario
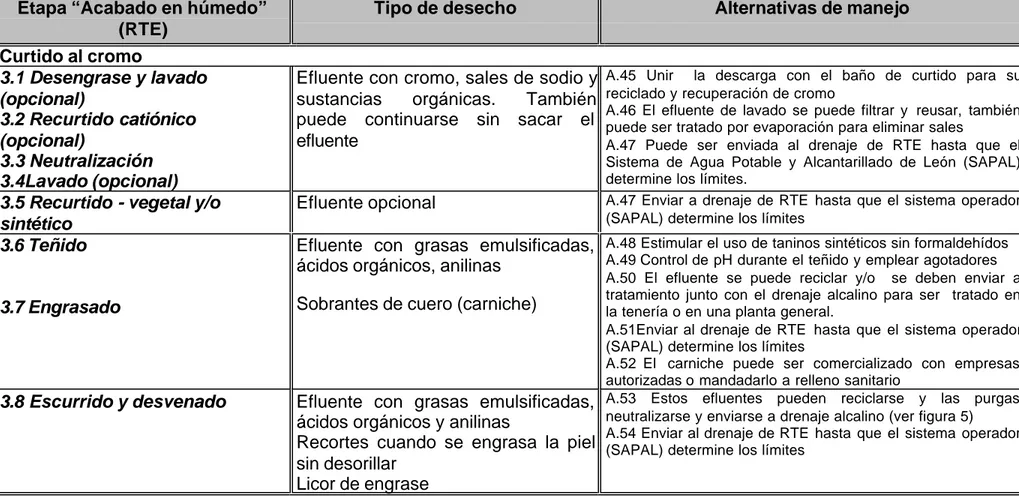
Cuadro 15a. Alternativas para el manejo de los residuos generados en las operaciones de
“Acabado en húmedo”. Recurtido, teñido y engrase RTE.
Etapa “Acabado en húmedo” (RTE)
Tipo de desecho Alternativas de manejo
Curtido al cromo
3.1 Desengrase y lavado (opcional)
3.2 Recurtido catiónico (opcional)
3.3 Neutralización 3.4Lavado (opcional)
Efluente con cromo, sales de sodio y sustancias orgánicas. También puede continuarse sin sacar el efluente
A.45 Unir la descarga con el baño de curtido para su reciclado y recuperación de cromo
A.46 El efluente de lavado se puede filtrar y reusar, también puede ser tratado por evaporación para eliminar sales
A.47 Puede ser enviada al drenaje de RTE hasta que el Sistema de Agua Potable y Alcantarillado de León (SAPAL) determine los límites.
3.5 Recurtido - vegetal y/o sintético
Efluente opcional A.47 Enviar a drenaje de RTE hasta que el sistema operador
(SAPAL) determine los límites
3.6 Teñido
3.7 Engrasado
Efluente con grasas emulsificadas, ácidos orgánicos, anilinas
Sobrantes de cuero (carniche)
A.48 Estimular el uso de taninos sintéticos sin formaldehídos A.49 Control de pH durante el teñido y emplear agotadores A.50 El efluente se puede reciclar y/o se deben enviar a tratamiento junto con el drenaje alcalino para ser tratado en la tenería o en una planta general.
A.51Enviar al drenaje de RTE hasta que el sistema operador (SAPAL) determine los límites
A.52 El carniche puede ser comercializado con empresas autorizadas o mandadarlo a relleno sanitario
3.8 Escurrido y desvenado Efluente con grasas emulsificadas, ácidos orgánicos y anilinas
Recortes cuando se engrasa la piel sin desorillar
Licor de engrase
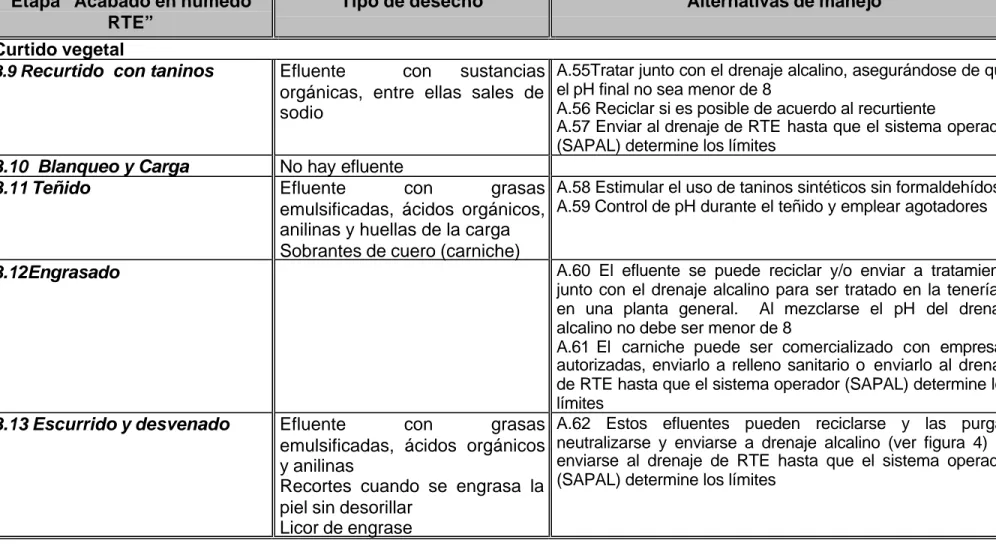
Cuadro 15.b Alternativas para el manejo de los residuos de la curtiduría generados en las
operaciones de Recurtido, Teñido y Engrase “RTE” (continuación)
Etapa “Acabado en húmedo RTE”
Tipo de desecho Alternativas de manejo
Curtido vegetal
3.9 Recurtido con taninos Efluente con sustancias
orgánicas, entre ellas sales de sodio
A.55Tratar junto con el drenaje alcalino, asegurándose de que el pH final no sea menor de 8
A.56 Reciclar si es posible de acuerdo al recurtiente
A.57 Enviar al drenaje de RTE hasta que el sistema operador (SAPAL) determine los límites
3.10 Blanqueo y Carga No hay efluente
3.11 Teñido Efluente con grasas
emulsificadas, ácidos orgánicos, anilinas y huellas de la carga Sobrantes de cuero (carniche)
A.58 Estimular el uso de taninos sintéticos sin formaldehídos A.59 Control de pH durante el teñido y emplear agotadores
3.12Engrasado A.60 El efluente se puede reciclar y/o enviar a tratamiento
junto con el drenaje alcalino para ser tratado en la tenería o en una planta general. Al mezclarse el pH del drenaje alcalino no debe ser menor de 8
A.61 El carniche puede ser comercializado con empresas autorizadas, enviarlo a relleno sanitario o enviarlo al drenaje de RTE hasta que el sistema operador (SAPAL) determine los límites
3.13 Escurrido y desvenado Efluente con grasas
emulsificadas, ácidos orgánicos y anilinas
Recortes cuando se engrasa la piel sin desorillar
Cuadro 16. Alternativas para el manejo de los residuos de la curtiduría generados en las
operaciones de Acabado
Etapa Acabado Tipo de desecho Alternativas de manejo
4.1 Acondicionado 4.2 Secado en pinzas
4.3 Desorillado Recorte en crust A.63 Enviar a empresas autorizadas
4.4 Pulido o esmerilado Polvo y aditamentos contaminados (lijas y filtros)
A.64 Eficientar el sistema de recolecta de los polvos
A.65 Enviar para su reuso o confinamiento a empresas autorizadas o a celdas especiales de confinamiento en el relleno sanitario.
A.66 Pirolizar cuando se implante un sistema en la región A.67 Almacenar en recipientes tapados y etiquetados que cumplan con la normatividad vigente y enviar a confinamientos autorizados
4.5 Sacudido Polvo y aditamentos contaminados A.68 Seguir instrucciones de la etapa 4.4 (pulido o
esmerilado) 4.6 Impregnación
4.7 Secado por colgado 4.8 Afinado (Pulido) 4.9 Sacudido
Polvo y aditamentos contaminados (lijas y filtros)
A.69 Seguir instrucciones de la etapa 4.4 (pulido o esmerilado)
4.10 Pigmentado Recipientes que contuvieron
pigmentos, lacas y disolventes
A.70 Se pueden reusar rellenándolos, entregándolos al proveedor o a empresas que los utilicen con los mismos materiales o mandarlos a confinamiento
A.71 Pirolizar cuando se implante un sistema en la región 4.11 Planchado y grabado No hay residuos
4.12 Laqueado Aditamentos y residuos que
contienen sustancias tóxicas en estado sólido
APÉNDICE A.
CÉDULA 1
ETAPA: RIBERA
OPERACION: RECEPCIÓN
1.1 DESCRIPCIÓN:
Esta es la etapa donde llegan las pieles en el transporte. Cuando están saladas, generalmente son descargadas y dispuestas en estibas, para posteriormente ser partidas por la mitad, cargadas en los tambores o paletos para proseguir a las siguientes etapas de remojo y pelambre. En algunas tenerías las pieles no se parten.
Si las pieles vienen frescas (en sangre), se comienza el proceso inmediatamente.
1.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO : • Guantes
• Faja
• Botas de hule
• Lentes de seguridad
• Mandil
1.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
OPERACION: REMOJO
2.1 DESCRIPCIÓN:
Consiste en un tratamiento de la piel en bruto (Verde Salado, Seca ) con agua y que tiene como objetivo limpiar de estiércol, sangre y productos empleados en la conservación, disolver parcialmente las proteínas solubles en agua y/o en agua salina, y llevar la piel al estado de hidratación que tenia en el animal vivo. La piel en sangre solamente requiere un lavado.
2.2 FORMA Y ESTADO DE CONSERVACIÓN DE LAS PIELES
a).- Pieles Conservadas por Sal: Si están bien conservadas, es conveniente el empleo de algún bactericida y tensoactivo; en caso contrario, si están mal conservadas, se requiere de un lavado para eliminar el medio nutriente de las bacterias y luego el remojo en un baño nuevo con adición de bactericidas y tensoactivos, al igual que en el caso anterior.
b).- Pieles Secas: El proceso de conservación se lleva a cabo mediante una deshidratación por exposición al ambiente donde no se usan generalmente sal o bactericidas. Al momento del remojo habrá posibilidades de una rápida descomposición de la piel por la presencia de bacterias que comenzaron a atacarla, durante el secado.
Es importante mencionar que en este caso se requiere de un tiempo mayor de remojo, adición de bactericidas y tensoactivos
c).- Pieles en Sangre: cuando se procesan pieles en sangre se recomienda dar un primer lavado. Posteriormente se añaden pequeñas cantidades de sal para solubilizar proteínas, esta sal se agrega en base al peso de la piel. En esta operación también se utilizan bactericidas en pequeñas cantidades.
2.3 PRODUCTOS QUÍMICOS UTILIZADOS:
(cantidades sobre el peso del cuero verde salado o peso en sangre )
PRODUCTO CANTIDADES
AGUA 100 – 300 %
BACTERICIDA 0.05-0.10 %
TENSOACTIVO 0.2 - .1.5 %
CARBONATO DE SODIO (Na2CO3) 0.10 – 0.30%
2.4 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO :
2.5 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (M.S.D.S.)5 que de acuerdo a la normatividad en materia de higiene y seguridad por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA6.
5
Ver siglas en el glosario
6
CÉDULA 3
OPERACION: DESCARNADO EN PELO
3.1 DESCRIPCIÓN: Es una operación que se lleva a cabo manual o mecánicamente que consiste en retirar de la piel, la endodermis, formada por tejido proteico y grasa. Existe el descarne en pelo, que se realiza después del remojo y el descarne en cal, realizado después del pelambre.
3.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: • Guantes
• Mandil
• Botas de hule
3.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Extremar las precauciones a la hora de introducir la piel a la máquina descarnadora. • Revisar antes de empezar a trabajar el estado de los paros automáticos de seguridad
CÉDULA 4
OPERACION: PELAMBRE
4.1 DESCRIPCIÓN: Esta etapa consiste en: separar el pelo o lana de la piel, destruir la epidermis, hinchar y separar las fibras y fibrillas del colágeno, destruir proteínas no estructurales así como nervios, vasos sanguíneos y músculos. Con el objeto de preparar químicamente la piel para tener un mejor aprovechamiento de los curtientes.
4.2 PRODUCTOS QUÍMICOS UTILIZADOS:
(cantidades basadas en un proceso de curtido tipo sobre el peso del cuero verde salado)
C A N T I D A D E S
PRODUCTO CANTIDADES
AGUA
(dependiendo si el proceso se lleva a cabo en tambor o en paleto)
80.00-250.00%
TENSOACTIVO 0.2 – 1.00 %
SULFURO DE SODIO (Na2S) 0.80 - 2.50 %
CAL ( CaOH)2 3.50 - 6.00 %
SULFHIDRATO DE SODIO (NaSH) 0.10 - 1.50 % DERIVADOS DEL PETROLEO 7 0.50 - 1.50 %
ENZIMAS 8 0.05 - 1.50 %
4.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO : • Lentes de seguridad
• Protección respiratoria contra polvos • Protección respiratoria contra ácidos • Botas de hule
• Guantes
4.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Toda persona deberá utilizar protección respiratoria contra vapores ácidos al destapar el tambor en esta etapa del proceso.
• El personal que lleve a cabo esta operación deberá utilizar protección respiratoria contra polvos en el momento de la adición de los productos químicos (sulfuro de sodio, sulfhidrato de sodio y cal).
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del paleto o tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante extremar las precauciones durante la carga del paleto o tambor.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA.
7
Por lo general no se utilizan por no estar autorizados, y afectar la calidad final del producto.
8
OPERACIÓN: DIVIDIDO EN CAL O TRIPA :
5.1 DESCRIPCIÓN: Operación mecánica que consiste en separar en dos capas (flor y carnaza), la piel mediante una cuchilla sinfín.
5.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO :
• Mandil
• Lentes de seguridad • Botas de hule • Guantes
5.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Extremar las precauciones al introducir la piel a la máquina de dividir.
CÉDULA 6
OPERACION: DESENCALADO
6.1 DESCRIPCIÓN: En esta operación se elimina la cal y productos alcalinos del interior de la piel. Algunas sustancias para desencalar son: ácido sulfúrico, ácido acético, ácido fórmico, bisulfito de sodio, sulfato y cloruro de amonio. El desencalado es una operación de limpieza en conjunto con el rendido, la que tiene por objeto eliminar sustancias químicas y orgánicas que no sean curtibles.
6.2 PRODUCTOS QUÍMICOS UTILIZADOS: (cantidades sobre peso piel en tripa 9 )
C A N T I D A D E S
PRODUCTO CANTIDADES
AGUA 50.00 -150.00%
SULFATO DE AMONIO (NH4)2 SO4 1.00 - 3.00 %
TENSOACTIVO 0.20 - 0.50%
BISULFITO DE SODIO 0.20 - 0.50%
6.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO :
• Guantes • Botas de hule
• Protección respiratoria contra vapores de amoniaco • Lentes de seguridad
6.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Toda persona deberá utilizar protección respiratoria contra vapores de amoniaco al destapar el tambor en esta etapa del proceso.
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA.
• Mantener destapados los ejes de los tambores.
9
OPERACION: RENDIDO O PURGA ENZIMATICA
7.1 DESCRIPCIÓN: El rendido es una proteólisis enzimática de residuos de elastina, proteoglicanos queratina, proteínas solubles y tejido así como una acción enzimática para el desdoblamiento de las grasas naturales.
7.2 PRODUCTOS QUÍMICOS UTILIZADOS: (porcentajes sobre peso en tripa )
CANTIDAD
PRODUCTO CANTIDADES
ENZIMAS (proteasas, lipasas10) 0.08 - 2.00% *
7.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO :
• Botas de hule • Lentes
7.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (M.S.D.S) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la N.F.P.A
CÉDULA 8
ETAPA: CURTIDO AL CROMO
OPERACIÓN: PICKLE O ACONDICIONADO
8.1 DESCRIPCIÓN: Puede considerarse como un complemento del desencalado e interrupción definitiva del efecto enzimático del rendido; además de preparar la piel para el proceso de curtido.
En las operaciones de desencalado y rendido no se elimina toda la cal que la piel absorbe. El pH final del desencalado es de 8.3 aproximadamente, se ha eliminado la cal no combinada que se encuentra en los espacios interfibrilares, pero no el álcali que está combinado con el colágeno. En la operación del piquelado se trata la piel desencalada y rendida con productos ácidos que los incorporan a la piel y al mismo tiempo bajan el pH hasta un valor entre 1.8 y 3.5, dependiendo del artículo a fabricar.
8.2 PRODUCTOS QUÍMICOS UTILIZADOS: (porcentaje sobre peso en tripa)
PRODUCTO CANTIDADES
AGUA 40.00 -100.00 %
SAL (NaCl) 6.00 -10.00%
ÁCIDO FÓRMICO (HCOOH) (OPCIONAL) 0.00 - 1.00% ÁCIDO SULFÚRICO (H2SO4) 0.50 -1.50%
FORMIATO DE SODIO11 (HCOONa) (OPCIONAL) 0.50 -1.00%
8.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO : • Guantes
• Botas de hule
• Protección respiratoria para vapores ácidos (durante la dilución del ácido sulfúrico y apertura del tambor
• Careta
8.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (M.S.D.S) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la N.F.P.A
• Mantener destapados los ejes de los tambores.
11
ETAPA: CURTIDO AL CROMO
OPERACIÓN: CURTIDO AL CROMO
9.1 DESCRIPCIÓN: El curtido al cromo, es la reacción de la piel con las sales de cromo, las cuales dan alta estabilidad a la estructura fibrosa, en este estado, el cuero es muy resistente al ataque bacteriano y a las altas temperaturas.
El cromo se clasifica como sal inorgánica y para que una sal inorgánica tenga capacidad curtiente es necesario que su solución acuosa se hidrolice y que las sales básicas formadas ya sea directamente o por enmascaramiento se mantengan en solución para que puedan penetrar en la piel y reaccionar con ella para aumentar su temperatura de contracción o encogimiento.
9.2 PRODUCTOS QUÍMICOS UTILIZADOS: (porcentajes sobre peso piel en tripa)
PRODUCTO CANTIDADES
SULFATO BÁSICO DE CROMO * ( 2Cr(OH)SO4) 6.00 - 8.00%
CARBONATO DE SODIO * (Na2CO3) 0.80 -1.20%
BICARBONATO DE SODIO * (NaHCO3) 1.50 - 1.80%
ÓXIDO DE MAGNESIO* (MgO) 0.30 - 0.50% SALES DE CROMO AUTOBASIFICABLES * 6.00 - 8.00%
FUNGICIDAS** 0.15 - 0.25%
ACEITES SULFITADOS (OPCIONAL) 0.20 - 0.50% * Estos productos se utilizan indistintamente y el uso de unos excluye a otros. ** Los fungicidas sólo se usan cuando el cuero curtido se va a almacenar.
9.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO:
• Guantes • Botas de hule
• Protección respiratoria contra polvos (al adicionar los productos químicos al tambor) • Lentes de seguridad
9.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA :
• Toda persona deberá utilizar protección respiratoria contra vapores ácidos al destapar el tambor en esta etapa del proceso.
• El personal que lleve a cabo esta operación deberá utilizar protección respiratoria contra polvos en el momento de la adición de los productos químicos.
• Aseo personal una vez concluida la jornada.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA
CÉDULA 10
ETAPA: CURTIDO AL VEGETAL
10.1 DESCRIPCIÓN: Se trata la piel con ácidos , sales y sustancias orgánicas hasta pH de 1.8 - 5.5 , de acuerdo al producto y condiciones especificas.
Se regula el pH de acuerdo al punto isoeléctrico de la proteína y al final se adicionan taninos para su curtido.
La fijación de los taninos se logra con ácido, posteriormente se somete a operaciones mecánicas.
10.2 PRODUCTOS QUÍMICOS UTILIZADOS : ( cantidades sobre peso de piel en tripa )
• CURTIENTES: *
ACACIA VALONEA
MIMOSA ZUMAQUE
QUEBRACHO PINO
CASTAÑO CASCALOTE
• BLANQUEANTES (MUY PEQUEÑA CANTIDAD)
* LA CANTIDAD USADA PARA CURTIR AL VEGETAL VA DEL 20 AL 40 %, DE EXTRACTO, PUDIÉNDOSE UTILIZAR UNO SOLO DE ELLOS O LA COMBINACIÓN DE ALGUNOS.
10.3 EQUIPO DE PROTECCION PERSONAL RECOMENDADO:
• Guantes • Botas de hule • Lentes de seguridad
10.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA :
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor, En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
CÉDULA 11
OPERACIONES: RECURTIDO y ENGRASE (CURTIDO AL VEGETAL )
11.1 DESCRIPCIÓN: Proceso mediante el cual se le suministran ciertas sales y productos recurtientes para uniformizar el curtido y proporcionar las características del producto final, además se adicionan aceites para mejorar sus propiedades físicas y suavidad.
11.2 PRODUCTOS QUÍMICOS UTILIZADOS:
PRODUCTO CANTIDADES
SINTÉTICOS BLANQUEANTES (ÁCIDOS ORGÁNICOS) 1.0 - 2.0% SECUESTRANTE DE SALES METÁLICAS (EDTA) 0.1 - 0.5% SULFATO DE MAGNESIO (Mg SO4) 1.5 - 3.0%
GLUCOSA LÍQUIDA 1.0 - 2.0%
ÁCIDO OXÁLICO (C2H2O4) 0.3 - 0.5%
ACEITE SULFATADO 1.5 - 3.0%
ACEITE CRUDO 0.5 -1.0%
EDTA
ACEITE SULFITADO
11.3 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO:
• Guantes • Botas de hule • Lentes
11.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
OPERACIONES MECÁNICAS: CURTIDO AL CROMO Y VEGETAL
12.1 ESCURRIDO
12.1.1 DESCRIPCIÓN: Consiste en la eliminación de la mayor parte del agua que se haya quedado entre las fibras del cuero.
12.1.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: • Botas de hule
• Mandil • Faja
12.1.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Extremar las precauciones al introducir la piel a la máquina de escurrir.
• Revisar antes de empezar a trabajar, el estado de los paros automáticos de seguridad de la maquinaria.
12.2 DIVIDIDO
12.2.1 DESCRIPCIÓN: Es una operación mecánica que consiste en separar la flor de la carnaza y puede realizarse en azul o en tripa.
12.2.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: • Fajas
• Botas de hule • Mandil
12.2.3 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCION DE RIESGOS
ESTA ETAPA
• Extremar las precauciones al introducir la piel a la máquina de dividir.
• Revisar antes de empezar a trabajar, el estado de los paros automáticos de seguridad de la maquinaria.
12.3 RASPADO
12.3.1 DESCRIPCIÓN: Operación que consiste en proporcionar igualdad al espesor del cuero.
( Esta operación no se lleva a cabo en algunos tipos de cuero)
12.3.2 EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: • Mandil
• Extremar las precauciones al introducir la piel a la máquina de raspar.
ETAPA: ACABADO EN HUMEDO (RTE)
13.1 HUMECTACIÓN.
13.1.1 DESCRIPCIÓN: Es una operación que consiste en rehidratar las fibras del cuero curtido y prepararlo para la etapa posterior.
13.1.2 PRODUCTOS QUÍMICOS UTILIZADOS:
(porcentaje sobre peso de cuero raspado)
PRODUCTO CANTIDADES
AGUA 100 – 150 %
ACIDO OXALICO (C2H2O4) 0.2 - .05 %
TENSOACTIVO 0.2 - .05 %
ACIDO ACETICO (CH3COOH) 0.2 - .05 %
ACIDO FORMICA (HCOOH) 0.2 - .05 %
(solamente se utiliza uno de los tres ácidos mencionados)
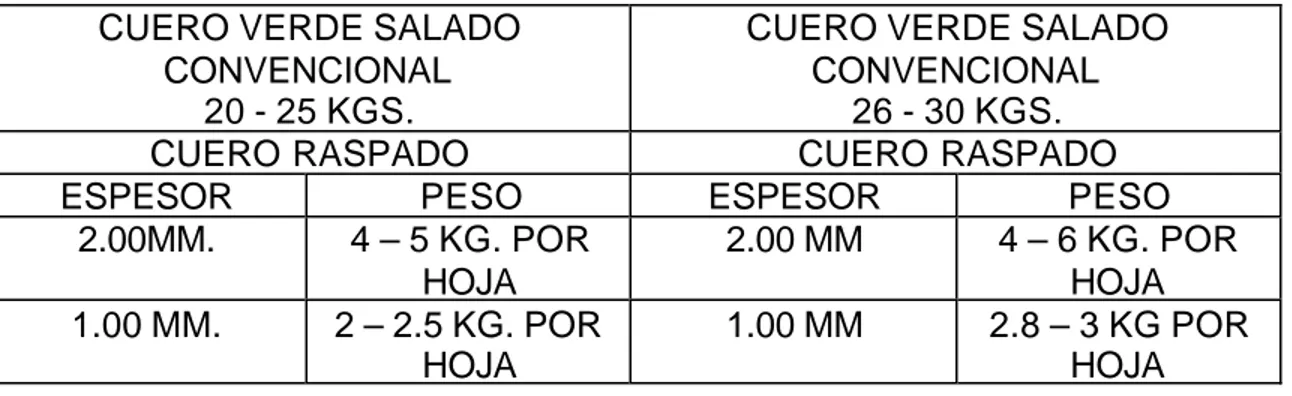
TABLA 2 PESOS DEL CUERO RASPADO SEGUN SU ESPESOR Y PESO ORIGINAL
CUERO VERDE SALADO CONVENCIONAL
20 - 25 KGS.
CUERO VERDE SALADO CONVENCIONAL
26 - 30 KGS.
CUERO RASPADO CUERO RASPADO
ESPESOR PESO ESPESOR PESO
2.00MM. 4 – 5 KG. POR
HOJA
2.00 MM 4 – 6 KG. POR
HOJA
1.00 MM. 2 – 2.5 KG. POR
HOJA
1.00 MM 2.8 – 3 KG POR
HOJA
13.2 RECURTIDO CATIÓNICO
13.2.1 DESCRIPCIÓN: Proceso mediante el cual se le suministran al cuero ciertas sales o productos recurtientes para uniformizar el curtido que se llevó a cabo previamente. Este proceso no es de uso general.
13.2.2 PRODUCTOS QUÍMICOS UTILIZADOS:
PRODUCTO CANTIDADES
AGUA 80 – 120 %
SULFATO BÁSICO DE CROMO (2Cr(OH)SO4) 0.8 – 2.5 %
• Protección respiratoria contra vapores ácidos (cuando se hace la dilución de ácido) • Lentes de seguridad.
13.2.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA:
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA
• Mantener destapados los ejes de los tambores
13.3 NEUTRALIZADO
13.3.1 DESCRIPCIÓN: Este proceso consiste en aumentar el pH en el cuero ( pH 4.0 a 6.0) para que los recurtientes, colorantes y engrasantes penetren y se dispersen homogéneamente.
13.3.2 PRODUCTOS QUÍMICOS UTILIZADOS:
PRODUCTO CANTIDADES
AGUA 100.0 - 150.0%
FORMIATO DE SODIO (HCOONa) 0.5 - 2.0% BICARBONATO DE SODIO (NaHCO3) 0.3 - 1.5%
SALES NEUTRALIZANTES Y TAMPONANTES* 0.5 - 2.0%
*OPCIONALES
13.3.4 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA
13.4.1 DESCRIPCIÓN: Este proceso tiene la finalidad de dar ciertas características al cuero según el artículo final deseado. Ejem. Cuero para corte, tapicería y marroquinería.
13.4.2 PRODUCTOS QUÍMICOS UTILIZADOS:
PRODUCTO CANTIDADES
AGUA 80.0 - 100.0%
RECURTIENTES VEGETALES* ( mimosa, quebracho o castaño)
2.0 - 18.0%
RECURTIENTES FENÓLICOS 2.0 -6.0%
RECURTIENTES NAFTALÉNICOS 2.0 - 6.0%
RECURTIENTES ACRÍLICOS 2.0 - 4.0%
RECURTIENTES PROTEÍNICOS 2.0 - 4.0%
RECURTIENTES RESÍNICOS 2.0 - 4.0%
GLUTARALDEHIDOS 2.0 - 6.0%
* Generalmente se utilizan indistintamente hasta un 18 % en su totalidad.
13.4.2 DISPOSICIONES A OBSERVAR SOBRE HIGIENE Y PREVENCIÓN DE RIESGOS EN ESTA ETAPA
• Aseo personal una vez concluida la jornada.
• Es importante extremar las precauciones durante la carga del tambor. En tambores mayores de 5 toneladas, deberán emplearse mínimo dos personas.
• Es importante exigir al proveedor de materiales químicos las hojas de seguridad (MSDS) que por obligación tiene que proporcionar y darlas a conocer a todo el personal.
• Los recipientes de los productos químicos deberán de contar con la caracterización de la NFPA
13.5 TEÑIDO
13.5.1 DESCRIPCIÓN: Es una operación que cuyo objetivo es proporcionar al cuero, un color determinado, ya sea en la superficie solamente ó en todo el espesor del mismo.
13.5.2 PRODUCTOS QUÍMICOS UTILIZADOS:
PRODUCTO CANTIDADES
ÁCIDO FÓRMICO 0.2 - 1.0%
ANILINAS ÁCIDAS 0.1 - 5.0%
ANILINAS DIRECTAS 0.1 - 1.0%