IMPLEMENTACIÓN DE OPERACIONES TECNOLÓGICAS, PARA LA GENERACIÓN DE ENGRANAJES RECTOS, EN CENTRO DE MAQUINADO MULTIEJE CNC.
JORGE EDISSON MARTINEZ LEAL
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
IMPLEMENTACIÓN DE OPERACIONES TECNOLÓGICAS, PARA LA GENERACIÓN DE ENGRANAJES RECTOS, EN CENTRO DE MAQUINADO MULTIEJE CNC.
JORGE EDISSON MARTINEZ LEAL
Proyecto de Trabajo de Grado en la modalidad de Solución de problema de Ingeniería para optar al título de Ingeniero Mecánico
Director
JORGE ANDRÉS GARCÍA
Codirector
CARLOS JULIO CAMACHO
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
3
NOTA DE ACEPTACIÓN ___________________________________________ ___________________________________________ ___________________________________________ ___________________________________________ ___________________________________________ ___________________________________________
___________________________________________ FIRMA DEL PRESIDENTE DEL JURADO
___________________________________________ FIRMA DEL JURADO
___________________________________________ FIRMA DEL JURADO
4
DEDICATORIA:
A mis padres:
Ellos siempre me han apoyado en mi vida y en mi carrera desde el primer día y todos los éxitos y fracasos que tuve en el trascurso de esta misma. También que nunca perdieron la fe en mí, para poder demostrar que se puede conseguir con estudio, trabajo y perseverancia los objetivos que me plantee en mi vida.
A mi familia:
Ellos como parte fundamental vieron el crecimiento de joven a persona y siempre me dieron una voz de apoyo.
A mis amigos:
Tanto en las buenas como en las malas vieron como fue la trayectoria de mi carrera y me dieron consejo para seguir.
A mis profesores:
Que me enseñaron, ellos son una guía para seguir formando ingenieros capacitados para asumir los retos y a dar solución eficaz.
A mis compañeros.
En la universidad hay compañeros que te pueden colaborar, otros que te pueden ayudar y a ellos son los que estuvieron en mis grupos de trabajo que supieron valorar mis opiniones para poder afrontar los trabajos.
5
AGRADECIMIENTOS:
A la universidad Santo Tomas que me dio la oportunidad de estudiar y aprender tanto, para poder aplicarlo a la vida práctica.
Al ingeniero Jorge Andrés García por su dedicación, interés y paciencia en el desarrollo del proyecto.
Al ingeniero Carlos Julio Camacho por su gran colaboración con el centro de mecanizado para el desarrollo del proyecto.
A los amigos y compañeros como el ingeniero Yamid Reyes por desarrollar el pos procesador de la máquina virtual, el ingeniero Jaime Marulanda por explicación de la norma y colaborarme el día de la sustentación, al próximo ingeniero Jecser Iván Hernández por colaborarme el día de la sustentación, al ingeniero Adolfo Osorio por la explicación de NX y mucho compañero más.
6
TABLA DE CONTENIDO
Pág.
0. INTRODUCCIÓN ... 13
1. OBJETIVO... 14
1.1 GENERAL ... 14
1.2 ESPECÍFICOS ... 14
2. MARCO TEÓRICO ... 15
2.1 ENGRANAJES CILÍNDRICOS ... 15
2.1.1 Engranajes rectos ... 15
2.1.2 Engranajes helicoidales ... 16
2.2 GEOMETRÍA DE ENGRANAJES RECTOS Y HELICOIDALES ... 17
2.2.1 Partes que compone un Diente: ... 17
2.2.2 Deducción del ángulo β para el 4to eje ... 21
2.3 CINEMÁTICA ... 22
2.3.1 Engranajes rectos y helicoidales ... 22
2.3.2 Cinemática de tallado ... 23
2.3.3 Ecuaciones de fresado ... 24
2.4 TALLADO DE ENGRANAJES RECTOS Y HELICOIDALES ... 25
2.5 MÁQUINAS PARA EL TALLADO DE ENGRANAJES ... 26
2.6 PROGRAMACIÓN CON MACROS FANUC ... 27
2.6.1 Variables, operaciones y funciones ... 27
2.6.2 Ciclos, contadores y saltos ... 28
2.6.3 Códigos G... 31
2.7 SIMULACIÓN CON MÁQUINA VIRTUAL ... 33
2.8 MATERIALES PARA HERRAMIENTAS Y TRATAMIENTOS TÉRMICOS ... 34
2.8.1 Temple... 34
2.8.2 Recocido ... 36
2.9 ECUACIONES... 37
7
2.9.2 Ecuaciones de engranajes cilíndricos... 38
2.9.3 Ecuaciones de perfil de una Involuta: ... 40
2.9.4 Ecuaciones cinemáticas ... 40
3. GEOMETRÍA, CINEMÁTICA Y CONDICIONES DE PROCESO PARA FABRICACIÓN ... 41
3.1 CARACTERÍSTICA GEOMÉTRICA ... 41
3.2 ANÁLISIS CINEMÁTICO ... 43
3.3 SELECCIÓN DEL MATERIAL DEL LOS ENGRANAJES ... 44
3.4 ANÁLISIS CINEMÁTICO DEL CORTE ... 45
4. PLANEACIÓN Y SIMULACIÓN DEL PROCESO DE MANUFACTURA EN EL CENTRO DE MECANIZADO ... 46
4.1 CREACIÓN DE MACRO PARA TALLADO DE ENGRANAJES RECTOS Y HELICOIDALES ... 48
4.2 SIMULACIÓN DE TALLADO POR MEDIO DE CENTRO DE MECANIZADO VIRTUAL. ... 53
4.3 RESTRICCIÓN DE LA MACRO ... 55
5. DISEÑO DE HERRAMIENTA DE TALLADO MÓDULO 3, 4 Y 5... 56
5.1 SELECCIÓN DE MATERIAL PARA HERRAMIENTA ... 57
5.2 CÁLCULOS DE PERFIL PARA TALLADO INVOLUTA ... 58
5.3 FABRICACIÓN DE HERRAMIENTA DE TALLADO ... 61
5.4 VERIFICACIÓN DE TALLADO DE MÓDULO 3 EN DURALUMINIO ... 62
5.5 CORRECCIÓN DE ÁNGULOS DE DESPRENDIMIENTO E INCIDENCIA Y CURVAS DE INVOLUTA PARA MÓDULOS 3, 4, 5. ... 64
6. IMPLEMENTACIÓN DEL PROCESO PARA FABRICACIÓN DE ENGRANAJES Y VERIFICACIÓN ... 68
6.1 MONTAJE ... 68
6.1.1 BASE PROVISIONAL DE SUJECIÓN ... 69
6.1.2 FABRICACIÓN DE BASE PARA SUJECIÓN ... 70
6.2 DIMENSIONAMIENTO Y PREPARACIÓN DE LA MATERIA PRIMA ... 71
6.3 FABRICACIÓN DE LOS ENGRANAJES ... 74
6.4 INSPECCIÓN VISUAL ... 79
6.5 METROLOGÍA ... 80
7. CONCLUSIONES ... 83
8. RECOMENDACIONES ... 84
BIBLIOGRAFÍA ... 85
8
9
TABLA DE FIGURAS
Figura 1 Engranajes cilíndricos ... 15
Figura 2 Engranaje recto ... 16
Figura 3 Engranaje Helicoidal ... 16
Figura 4 Características de los engranajes rectos ... 17
Figura 5 Ángulo de Presión ... 18
Figura 6 Número mínimo de dientes ... 19
Figura 7 Ángulo de hélice ... 20
Figura 8 Secciones engranaje helicoidal ... 20
Figura 9 Trasformación de ángulo ... 21
Figura 10 Piñón y Corona ... 23
Figura 11 Interpolación de velocidades... 24
Figura 12 Fresa con punta de diente modular 3 ... 25
Figura 13 Curva involuta ... 26
Figura 14 Máquina Talladora de Engranajes ... 27
Figura 15 Ciclo IF GOTO ... 29
Figura 16 Simulación de Engranaje Helicoidal... 34
Figura 17 Correlación entre templabilidad e información de enfriamiento del acero ... 35
Figura 18 Representación esquemática de la probeta del ensayo Jominy y curvas de enfriamiento ... 36
Figura 19 Región del diagrama de fases hierro-carburo de hierro ... 36
Figura 20 Engranaje recto ... 42
Figura 21 Engranaje Helicoidal Mano derecha ... 43
Figura 22 Máquina virtual Centro de mecanizado Finetech GTX-170 ... 46
Figura 23 Diagrama explicativo de Macro engranajes ... 48
Figura 24 Verificación de ángulo ... 54
Figura 25 Fresa de punta dentado módulo ... 56
Figura 26 Torno Poly Gim CNC Mitsubishi ... 56
Figura 27 Delta X y Delta Z Modular ... 59
Figura 28 Buscar objetivo ... 59
Figura 29 Diseño de herramienta módulo 3 en CAD... 60
Figura 30 Configuración de entrada torno Poly Gim ... 61
Figura 31 Módulos 3,4 y 5 ... 62
Figura 32 Tallado prueba de módulo 3 ... 63
Figura 33 Desbaste final de módulo 3 ... 63
Figura 34 Ángulos de corte ... 65
Figura 35 Modificación de herramienta ... 65
Figura 36 Introducción de datos ... 68
Figura 37 Partes de sujeción ... 69
Figura 38 Base provisional... 69
10
Figura 40 Base de sujeción ... 71
Figura 41 Montaje virtual y real de un engranaje helicoidal ... 71
Figura 42 Taladrado ... 72
Figura 43 Cajeado ... 72
Figura 44 Roscado con macho M8X1.25 ... 73
Figura 45 Sujeción con la base provisional ... 73
Figura 46 Cilindrado ... 74
Figura 47 Tallado inicial de engranaje recto ... 75
Figura 48 Tallado engranaje recto terminando ... 75
Figura 49 Tallado de engranaje recto finalizado ... 76
Figura 50 Engranaje recto con escudo de la facultad ... 76
Figura 51 Tallado de engranaje helicoidal ... 77
Figura 52 Finalizado de engranaje helicoidal ... 77
Figura 53 Engranajes recto y helicoidal ... 78
Figura 54 Imperfecciones de superficie ... 79
Figura 55 Medida con calibrador pie de rey ... 80
Figura 56 Toma de datos de la huella ... 80
Figura 57 Plano módulo 3 ... 87
Figura 58 Plano módulo 4 ... 88
Figura 59 Plano módulo 5 ... 89
Figura 60 Plano base provisional ... 90
Figura 61 Plano engranaje helicoidal ... 91
Figura 62 Plano engranaje recto ... 92
Figura 63 Curva Módulo 3 ... 122
Figura 64 Curva Módulo 4 ... 122
Figura 65 Curva Módulo 5 ... 122
Figura 66 Módulo 3 y verificación con ángulo de presión ... 123
Figura 67 Módulo 4 y verificación con ángulo presión ... 124
11
LISTA DE TABLAS
pág.
Tabla 1 Ángulos de presión ... 18
Tabla 2 Variables de macro ... 28
Tabla 3 Comparaciones y saltos ... 30
Tabla 4 Códigos G ... 31
Tabla 5 Tabla de Nomenclatura ... 37
Tabla 6 Datos engranaje Recto ... 41
Tabla 7 Datos engranaje helicoidal mano derecha ... 42
Tabla 8 Recomendación de corona con número de dientes ... 44
Tabla 9 Recomendación de Corona Con Diámetro primitivo ... 44
Tabla 10 Aplicaciones de los aceros al carbón ... 44
Tabla 11 Velocidades Compuestas ... 45
Tabla 12 Cálculo de diámetro ... 49
Tabla 13 Operaciones matemáticas ... 50
Tabla 14 Solución del problema ... 51
Tabla 15 Acabado final ... 52
Tabla 16 Composición química de duraluminio 7075 ... 57
Tabla 17 Propiedades físicas duraluminio 7075 ... 57
Tabla 18 Propiedades tecnológicas de duraluminio 7075 ... 58
Tabla 19 Datos para generar curva ... 60
Tabla 20 Selección de ángulos para fresa con punta de diente modular ... 64
Tabla 21 Error de dientes ... 66
Tabla 22 Valor modificado de módulos ... 66
Tabla 23 Nuevos de diámetros... 67
Tabla 24 Toma de Muestras ... 81
Tabla 25 Estadística descriptiva de los ángulos de hélice ... 81
Tabla 26 Comparación de medidas ... 82
Tabla 27 Base provisional ... 93
Tabla 28 Hoja de proceso Engranaje Recto ... 97
Tabla 29 Hoja de procesos engranaje helicoidal ... 101
Tabla 30 Hoja de Proceso módulo 3 ... 105
Tabla 31 Operaciones tecnológicas módulo 3 ... 107
Tabla 32 Hoja de procesos módulo 4 ... 110
Tabla 33 Operaciones tecnológicas módulo 4 ... 112
Tabla 34 Hoja de proceso módulo 5 ... 115
Tabla 35 Operaciones tecnológicas módulo 5 ... 116
12
RESUMEN
Se muestra el proceso de manufactura de engranajes rectos y helicoidales por medio de un centro de mecanizado CNC de cinco ejes. El código G para el tallado de los engranajes se realizó por medio de programación paramétrica, utilizando el lenguaje de macros disponible en el control de la máquina. La macro desarrollada contiene variables de usuario que pueden ser modificadas para la manufactura de los engranajes con diferente número de dientes, módulos, espesores y ángulos de hélice.
Para la simulación, verificación y refinamiento del programa paramétrico se utilizó una máquina virtual equivalente al centro de mecanizado que se encuentra en los laboratorios de la universidad Santo Tomás; la cual sirvió para disminuir el uso de la máquina real en la realización de pruebas en vacío. La planificación del proceso de manufactura incluyó el diseño y fabricación de un dispositivo de sujeción para la materia prima, así como el diseño y fabricación de la fresa modular para el tallado de los engranajes.
13
0. INTRODUCCIÓN
En la industria colombiana no se ha apropiado la tecnología de arranque de viruta CNC a la misma velocidad con que se han desarrollado los procesos de maquinado a nivel mundial para el desbaste de engranajes cilíndricos, por la poca importación de herramienta especializada para el tallado o porque no tienen un conocimiento previo [1] , Se encuentra que en la industria nacional se realizan principalmente operaciones tecnológicas de máquinas de dos y tres ejes de movimiento como planeados, desbaste de cavidades, refrenado, cilindrado, taladrado y roscado con herramientas convencionales. A pesar de que están llegando al país máquinas con más de tres ejes de movimiento, como centros de mecanizado de cuatro y cinco ejes y tornos hasta con ocho ejes de movimiento, estás máquinas siguen siendo utilizadas como máquinas de dos y tres ejes.
Las nuevas tecnologías permiten desarrollar operaciones tecnológicas como: torneado poligonal, tallado de roscas con interpolación helicoidal para grandes diámetros y tallado de engranajes, entre otros. Las operaciones tecnológicas anteriormente descritas, no son programadas usualmente con software CAM [2], puesto que muchas veces son comandos especializados que dependen del tipo de control, requieren técnicas de programación con macros y análisis cinemáticos de la geometría a fabricar.
14
1. OBJETIVO
1.1 GENERAL
Implementar operaciones tecnológicas, para el tallado de engranajes rectos, en un centro de mecanizado multiejes.
1.2 ESPECÍFICOS
- Definir características geométricas, cinemáticas y condiciones de proceso para la
fabricación de engranajes rectos.
- Planear y simular el proceso de manufactura de un engranaje recto en un centro de
mecanizado multiejes virtual.
15
2. MARCO TEÓRICO
2.1 ENGRANAJES CILÍNDRICOS
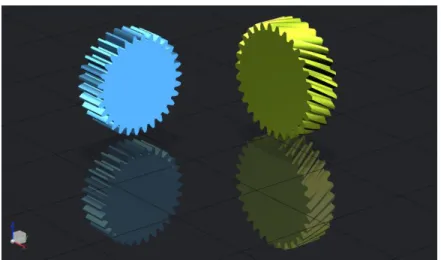
Son los más comunes que se encuentran en la industria, normalmente están unidos a ejes en paralelo o se mecaniza con el eje; con el fin de diseñar y fabricar reductores de velocidad, y conseguir la disminución de velocidad y aumento del torque. En los engranajes cilíndricos se puede encontrar los de dientes rectos, dientes helicoidales y los cilíndricos de dientes doble helicoidal; engranaje pequeño se le conoce como piñón y el grande corona [3]. Los engranajes cilíndricos fueron los primeros en desarrollarse para la trasmisión de potencia; los engranajes cilíndricos son los más representativos en la vida cotidiana, ya que se pueden encontrar desde la parte micro como la relojería, hasta en la industria automotriz, aeronáutica, mecánica, etc.
Figura 1 Engranajes cilíndricos
Fuente: Autor
2.1.1 Engranajes rectos
16
Figura 2 Engranaje recto
Fuente: Autor
2.1.2 Engranajes helicoidales
Es un engranaje cilíndrico con el diente desfasado a un ángulo, totalmente diferente a un engranaje recto ya que este tiene el diente constante; al tener el diente desfasado y con ángulo el recorrido de éste en longitud es mayor que el de un engranaje recto, por lo tanto, tienden a ser más silencioso generan menos vibración que los rectos, también por tener un contacto gradual en el diente son capases de trasmitir mayor potencia respecto a los rectos [3].
Figura 3 Engranaje Helicoidal
17
2.2 GEOMETRÍA DE ENGRANAJES RECTOS Y HELICOIDALES
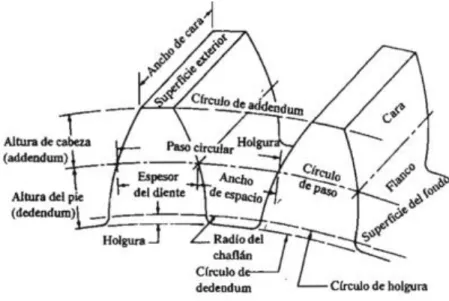
En la Figura 4 se muestra la geometría de un engranaje recto, teniendo en cuenta: la altura total del diente, diámetros, ancho de cara, paso, ángulo de involuta, etc.
Figura 4 Características de los engranajes rectos
Fuente: [5]
2.2.1 Partes que compone un Diente:
Número de dientes N: Este hace referencia de la cantidad de dientes que puede tener un engranaje.
Módulo M: Referencia de diente que multiplicándolo con el número de dientes se halla el diámetro primitivo.
Addendum a: Longitud de la parte superior que parte desde el diámetro primitivo, esta tiende a variar si los dientes son recortados es 0.8 ver Tabla 1.
Dedemdum b: Longitud de la parte inferior que parte desde el diámetro primitivo, esta tiende a variar si los dientes son recortados si el ángulo de presión es diferente a 20º.
18
Ángulo de presión: Ángulo generado por la tangente y la razón de contacto entre los dientes de la corona y el piñón.
Figura 5 Ángulo de Presión
Fuente: [6]
Tabla 1 Ángulos de presión
Fuente: [6]
Ancho del diente: Distancia que hay en la parte tallada del diente, se mide donde se pasa el diámetro primitivo ver ecuación (2-1).
19
Interferencia: Contacto de dos perfiles de dientes no conjugados [6].
Figura 6 Número mínimo de dientes
Fuente: [6]
Espesor de Engranaje o ancho de cara AC: Los autores manejan diferentes opiniones sobre F o el espesor del engranaje. Por lo tanto, estos son algunos criterios de espesor de engranaje:
8
𝑃< 𝐹 < 16
𝑃
(2-1)
Teniendo en cuenta que:
𝑃 = 𝑁/𝐷 (2-2)
Ángulo de hélice
20
Figura 7 Ángulo de hélice
Fuente: Autor
Figura 8 Secciones engranaje helicoidal
21
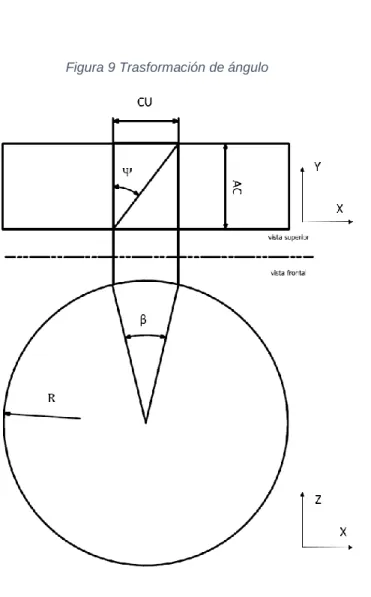
2.2.2 Deducción del ángulo β para el 4to eje
La deducción del ángulo β del 4to eje es para que el ángulo de hélice Ψ se mantenga, porque la variación del ángulo de hélice puede afectar el ancho de cara, generando que el espesor de diente se modifique y dañando la geometría del engranaje helicoidal.
𝐶𝑢 = 𝐴𝐶 ∗ 𝑡𝑎𝑛(𝛹) (2-3)
β = 2 ∗ asin (𝐶𝑢 2𝑅)
(2-4)
Figura 9 Trasformación de ángulo
22
2.3 CINEMÁTICA
Es el estudio del movimiento de los cuerpos en el espacio sin tener en cuenta que fuerzas lo modifican o lo inician ni tampoco su peso, forma o tamaño. Los elementos como autos, cohetes y proyectiles; Estos se pueden considerar partículas finitas. Pero para los engranajes que son elementos que rotan en su propio eje se aplica cinemática en 2D y 3D ya que son elementos que tienen velocidades relativas [7].
2.3.1 Engranajes rectos y helicoidales
Los engranajes son ruedas cilíndricas dentadas las cuales sirven para trasmitir potencia por medio de un movimiento giratorio, las transmisiones con engranajes causan un cambio de velocidad entre el engranaje de salida de la potencia y el engranaje de entrada por medio de movimiento angular1 ver ecuación (2-33). “la cinemática plana de un cuerpo rígido. Este
estudio es importante en el diseño de engranes, levas y mecanismos utilizados en muchas operaciones mecánicas”[7].
Relación de reducción de velocidad: Usualmente emplean engranajes para cambiar la velocidad angular entre los ejes, en los cuales se encuentra la corona que es el engranaje grande y un engranaje pequeño llamado piñón ver Ecuación (2-34). La corona tiene una velocidad angular pequeña por lo tanto se ve que anda muy lento, el piñón tiene una velocidad muy alta por lo tanto, la velocidad angular es muy rápida [5].
23
Figura 10 Piñón y Corona
Fuente:[6]
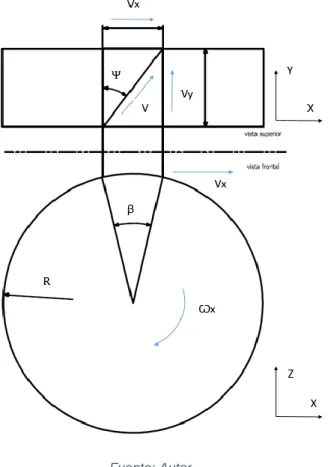
2.3.2 Cinemática de tallado
El movimiento del 4to eje que realiza el centro de mecanizado es complicado ya que acopla el eje Y, sin embargo, para ver en movimientos lineales en los ejes X y Y se analizará por medio de un gráfico y las siguientes ecuaciones ya que los dientes de los engranajes helicoidales menores a 30 grados tienden a generar una curva por el desfase y por los diámetros tan pequeños y el Ángulo Ψ .
𝑉 = 𝑉𝑐 (2-5)
𝑉𝑥 = 𝑉𝑐𝑜𝑠 Ψ (2-6)
𝑉𝑦 = 𝑉𝑠𝑒𝑛 Ψ (2-7)
Ѡ𝑥 =𝑉𝑥
𝑅
(2-8)
24
Por lo tanto, se tiene el radio externo que es donde va a ser la primera pasada y el radio interno que va a terminar la pasada, al tener la velocidad tangencial Vx y los radios. Se puede calcular Ѡ𝑥 ver ecuación (2-8), para encontrar la velocidad angular con la cual se interpolaría el sistema ver Figura 11.
Figura 11 Interpolación de velocidades
Fuente: Autor
2.3.3 Ecuaciones de fresado
Para calcular los avances y las revoluciones por minuto de las herramientas para el tallado de los engranajes, se usan las siguientes ecuaciones:
𝑁𝑣 =1000 ∗ 𝑉𝑐 𝜋 ∗ ∅
25
𝑉𝑓 = 𝑁𝑣𝑍 ∗ 𝑓𝑧 (2-10)
2.4 TALLADO DE ENGRANAJES RECTOS Y HELICOIDALES
En la industria se encuentra varios tipos de desbaste para tallar engranajes circulares; como es el caso de engranajes rectos y helicoidales. Para ello se usa la fresa de disco , Fresa con punta de diente modular y Fresa madre [8].
Figura 12 Fresa con punta de diente modular 3
Fuente: Autor
Involuta:
Curva infinita que generan por un ángulo θ inicial; el cual, por medio de los vectores R X B, R es el radio y B es la sumatoria de una cuerda geométrica2. Se aplica después variando el ángulo θ y B, así se va desarrollando por medio de puntos la curva [9].
26
Figura 13 Curva involuta
Fuente: Autor
2.5 MÁQUINAS PARA EL TALLADO DE ENGRANAJES
En la industria a la hora de fabricar engranajes se encuentra gran variedad de formas. Usualmente las más conocidas son fresado y cepillado.
Fresado:
27
Figura 14 Máquina Talladora de Engranajes
Fuente: [10]
“Diseñado para la producción de Engranaje Recto (Cilíndrico), Espiral (Helicoidal) y Engranaje de tornillo sin fin, Ranuras, Rueda, Corona Dentada, Polea de Cadena, Rueda de Trinquete y cualquier otra forma que puede ser fresado”[10].
2.6 PROGRAMACIÓN CON MACROS FANUC
Es una forma de generar variables que están guardadas en el control y así con ello poder mecanizar por medio del control Fanuc, los cuales permiten que el usuario no tenga que hacer una programación línea a línea como la que se puede generar por CAM; Esta forma usa variables locales y dependientes las cuales se puede modificar.
Las variables son #100 a #199 estos valores se pierden si se apaga el controlador y también se encuentran las variables #500 a #999 las cuales quedan guardadas si se apaga el controlador, por lo tanto, permiten guardar información y modificarla según como el programador vaya generando el código.
2.6.1 Variables, operaciones y funciones
28
Tabla 2 Variables de macro
variable descripción
#5xx= #5xx VALOR FIJO
#5xx= #5xx+#5xx SUMA
#5xx= #5xx-#5xx RESTA
#5xx= #5xx*#5xx MULTIPLICACIÓN
#5xx= #5xx/#5xx DIVISIÓN
#5xx= ABS [#5xx] VALOR ABSOLUTO
#5xx= MOD [#5xx] MÓDULO: VALOR DEL RESIDUO DE UNA DIVISIÓN
#5xx= FIX [#5xx] REDONDEA A LA PARTE SUPERIOR DE UN NÚMERO
#5xx= FUP [#5xx] REDONDEA A LA INFERIOR DE UN NÚMERO
#5xx= ROUND [#5xx]
REDONDEA EL VALOR A VALOR ENTERO
#5xx= SQRT [#5xx]
RAÍZ
#5xx= LN [#5xx] LOGARITMO NATURAL
#5xx= EXP [#xx] EXPONENCIAL
#5xx= SIN [#5xx] SENO
#5xx= COS [#5xx] COSENO
#5xx= TAN [#5xx] TANGENTE
#5xx= ASIN [#5xx] ARCO SENO
#5xx= ACOS [#5xx]
ARCO COSENO
#5xx= ATAN [#5xx] ARCO TANGENTE
Fuente: [11]
2.6.2 Ciclos, contadores y saltos
Para programar en el controlador Fanuc se debe tener en cuenta un estudio previo de los siguientes temas: cómo funciona un ciclo con IF GOTO, condicionales y una base de la macro para el manejo de variables en el centro de mecanizado Fanuc [12].
Ciclo:
29
Figura 15 Ciclo IF GOTO
Fuente: Autor
El ciclo más común es el IF GOTO, también se encuentra el WHILE, pero es para un control más en específico.
Ejemplo:
N150 [IF [#502 EQ #535) GOTO N1410] Si el valor que hay cargado en el parámetro #502 es igual al valor cargado en el parámetro #535, salta a la línea N1410. Si no se cumple esa condición, el control continúa leyendo [13].
Contadores:
Variable que va incrementando un valor, normalmente esta acoplado a un ciclo de repetición generando acumuladores
Como hacer un contador positivo: #1xx= #1xx+#1xx positivo Ejemplo: si el #101= 1 entonces
30
Cada vez que con el IF GOTO pase por el valor este se va incrementando #1xx= #1xx-#1xx negativo
Ejemplo: si el #101= 1 entonces #101= #101-101 =1-1=2
Cada vez que con el IF GOTO pase por el valor este se aumentara, pero solo aplica si está en un ciclo.
Saltos y Comparaciones:
El centro de mecanizado con el controlador Fanuc reconoce unos comparadores y unos saltos ver Tabla 3, los condicionales y saltos son parte importante para la creación de la macro de tallado de engranajes.
Tabla 3 Comparaciones y saltos
GOTO Salto incondicional. N060 [GOTO N150] Saltar incondicionalmente al bloque
número 150.
EQ Comparación de igualdad. N060 [IF [#500 EQ #511] GOTO N1000] Si el valor
cargado en el parámetro #500 es igual al valor cargado en el parámetro #511, salta a la línea N1000
IF Es una variable que se utiliza para realizar comparaciones. Dependiendo del
resultado de la comparación, el programa puede saltar al número de bloque que nosotros queramos, o, por el contrario, puede continuar su ejecución normal,
LT Comparación de menor que "<". N100 [IF [#541 LT #521] GOTO N1100. Si el
valor cargado en el parámetro #541 es menor que el valor cargado en el parámetro #521, salta a la línea N1100.
GE: Mayor o igual que ">=". N200 [IF [#520 GE #501] GOTO N1005]. Si el valor cargado en el parámetro #520 es mayor o igual que el valor cargado en el parámetro #501, salta a la línea N1005.
GT Mayor que ">". N200 [IF [#500 GT #520] GOTO N500]. Si el valor cargado en el parámetro #500 es mayor que el valor cargado en el parámetro #520 salta a la línea N500
NE ¡No es igual “! =". N200 [IF [#500 NE #520] GOTO N500] Si el valor cargado
en el parámetro #500 no es igual que el valor cargado en el parámetro #520 salta a la línea N500
LE Menor o igual que. "<=". N200 [IF [#500 LE #520] GOTO N500] Si el valor cargado en el parámetro #500 es menor o igual que el valor cargado en el parámetro #520 salta a la línea N500.
31
2.6.3 Códigos G
En la Tabla 4 se debe tener en cuenta para la creación de las macros si es para Controladores Fanuc [14].
Tabla 4 Códigos G
G Code
Group Function
A B C
G00 G00 G00
1
Positioning (Rapid traverse)
G01 G01 G01 Linear interpolation (Cutting feed)
G02 G02 G02 Circular interpolation CW or helical
interpolation CW
G03 G03 G03 Circular interpolation CCW or helical
interpolation CCW
G04 G04 G04
0
Dwell
G07.1(G107) G07.1(G107) G07.1(G107) Cylindrical interpolation
G08 G08 G08 Advanced preview control
G10 G10 G10 Programmable data input
G11 G11 G11 Programmable data input cancel
G12.1(G112) G12.1(G112) G12.1(G112) 21
Polar coordinate interpolation mode
G13.1(G113) G13.1(G113) G13.1(G113) Polar coordinate interpolation cancel mode
G17 G17 G17
16
X Y plane selection
G18 G18 G18 Z X plane selection
G19 G19 G19 Y Z plane selection
G20 G20 G70
6 Input in inch
G21 G21 G71 Input in mm
G22 G22 G22
9 Stored stroke check function on
G23 G23 G23 Stored stroke check function off
G25 G25 G25
8 Spindle speed fluctuation detection off
G26 G26 G26 Spindle speed fluctuation detection on
G27 G27 G27
0
Reference position return check
G28 G28 G28 Return to reference position
G30 G30 G30 2nd, 3rd and 4th reference position return
32
Tabla 4 Códigos G (continuación)
G32 G33 G33
1 Thread cutting
G34 G34 G34 Variable—lead thread cutting
G36 G36 G36
0 Automatic tool compensation X
G37 G37 G37 Automatic tool compensation Z
G40 G40 G40
7
Tool nose radius compensation cancel
G41 G41 G41 Tool nose radius compensation left
G42 G42 G42 Tool nose radius compensation right
G50 G92 G92
0
Coordinate system setting or max. spindle speed setting
G50.3 G92.1 G92.1 Workpiece coordinate system preset
G50.2(G250) G50.2(G250) G50.2(G250)
20 Polygonal turning cancel G51.2(G251) G51.2(G251) G51.2(G251) Polygonal turning
G52 G52 G52
0 Local coordinate system setting
G53 G53 G53 Machine coordinate system setting
G54 G54 G54
14
Workpiece coordinate system 1 selection
G55 G55 G55 Workpiece coordinate system 2 selection
G56 G56 G56 Workpiece coordinate system 3 selection
G57 G57 G57 Workpiece coordinate system 4 selection
G58 G58 G58 Workpiece coordinate system 5 selection
G59 G59 G59 Workpiece coordinate system 6 selection
G65 G65 G65 0 Macro calling
G66 G66 G66
12 Macro modal call
G67 G67 G67 Macro modal call cancel
G68 G68 G68
4 Mirror image for double turrets ON
G69 G69 G69 Mirror image for double turrets OFF
G70 G70 G72
0
Finishing cycle
G71 G71 G73 Stock removal in turning
G72 G72 G74 Stock removal in facing
G73 G73 G75 Pattern repeating
G74 G74 G76 End face peck drilling
G75 G75 G77 Outer diameter/internal diameter drilling
33
Tabla 4 Códigos G (continuación)
G80 G80 G80
10
Canned cycle for drilling cancel
G83 G83 G83 Cycle for face drilling
G84 G84 G84 Cycle for face tapping
G86 G86 G86 Cycle for face boring
G87 G87 G87 Cycle for side drilling
G88 G88 G88 Cycle for side tapping
G89 G89 G89 Cycle for side boring
G90 G77 G20
1
Outer diameter/internal diameter cutting cycle
G92 G78 G21 Thread cutting cycle
G94 G79 G24 Endface turning cycle
G96 G96 G96
2 Constant surface speed control
G97 G97 G97 Constant surface speed control cancel
G98 G94 G94
5 Per minute feed
G99 G95 G95 Per revolution feed
- G90 G90
3 Absolute programming
- G91 G91 Incremental programming
- G98 G98
11 Return to initial level
- G99 G99 Return to R point level
Fuente: [15]
2.7 SIMULACIÓN CON MÁQUINA VIRTUAL
La simulación con un Pos procesador o máquina virtual es poder controlar centro multieje por medio virtual en un computador para poder verificar trayectorias, tiempos y reducción de costos; normalmente hay desventajas si se corre un programa o un código en el centro de mecanizado, ya que a veces la trayectoria generada no se puede verificar, por lo tanto, hay riesgo de colisión de la máquina.
34
Figura 16 Simulación de Engranaje Helicoidal
Fuente: Autor
2.8 MATERIALES PARA HERRAMIENTAS Y TRATAMIENTOS TÉRMICOS
2.8.1 Temple
35
Figura 17 Correlación entre templabilidad e información de enfriamiento del acero
Fuente: [18]
36
Figura 18 Representación esquemática de la probeta del ensayo Jominy y curvas de enfriamiento
Fuente: [18]
2.8.2 Recocido
Tratamiento térmico que se le realiza a un material expuesto a elevada temperatura durante un periodo de tiempo, después se enfría lentamente para eliminar tensiones, incrementar la plasticidad, ductilidad y tenacidad ver Figura 19. Normalmente se realizan los siguientes pasos. Calentamiento de la pieza a una temperatura prevista, impregnación térmica y enfriamiento hasta la temperatura ambiente. El calentamiento puede variar según el diámetro del material a trabajar [18].
Figura 19 Región del diagrama de fases hierro-carburo de hierro
37
2.9 ECUACIONES
Las siguientes ecuaciones están relacionadas con el trabajo a realizar para cálculos o deducciones.
2.9.1 Definición de las variables
Tabla 5 Tabla de Nomenclatura
símbolo nombre Unidades
σ
Sigma [grados]𝑑 Diámetro [mm]
D Diámetro Primitivo [mm]
𝑁 Número de dientes [#dientes]
𝑁’ Número de dientes virtual [#dientes]
𝑀 Módulo [mm/#dientes]
𝑀′ Módulo virtual [mm/#dientes]
𝑝 Paso circular [mm/#dientes]
𝑎 Addendum [mm]
𝑏 Dedemdum [mm]
𝑐 Holgura [mm]
𝐷𝑜 Diámetro externo [mm]
𝐷𝑟 Diámetro interno [mm]
𝑅𝑏 Radio base [mm]
𝐻𝑡 Altura total [mm]
𝐴𝐶 Ancho de cara [mm]
𝛹 Ángulo de hélice [grados]
ϑ Ángulo variable de involuta [grados]
𝜙 Ángulo de presión [grados]
P paso [mm]
Pn Paso normal [mm]
Pc Paso circular [mm]
Pa Paso axial [mm]
c Ancho de Diente [mm]
c’ Ancho de Diente helicoidal [mm]
e Espacio entre dientes [mm]
e’ Espacio entre dientes helicoidal [mm]
38
Tabla 5 Tabla de Nomenclatura (continuación)
cu cuerda [mm]
β Ángulo de transformación [grados]
V Velocidad resultante [m/s]
Vc Velocidad de corte [m/s]
Vx Velocidad en x [m/s]
Vy Velocidad en y [m/s]
Ѡx Velocidad radial del componente x [rad/seg]
ѡ Velocidad radial [rad/seg]
Nv Velocidad radial de la herramienta [RPM]
Vf Velocidad de avance de la herramienta [mm/min]
Z número de insertos [#insertos]
fz avance por inserto [mm/#insertos]
Re Relación de engranajes [adimensional]
Fuente: Autor
2.9.2 Ecuaciones de engranajes cilíndricos
Las siguientes ecuaciones sirven para gráficar en un plano los engranajes rectos y helicoidales [5].
𝑀 = 𝑑
𝑁
(2-11)
𝐷 =𝑀 ∗ 𝑁 cos Ψ
(2-12)
𝑎 = 𝑚 (2-13)
𝑏 = 1.25 ∗ 𝑚 (2-14)
𝑐 = 𝑏 − 𝑎 (2-15)
𝐷𝑜 = 𝐷 + 2𝑎 (2-16)
39
𝑅𝑏 = 𝑅 cos 𝜙 (2-18)
𝐷𝑟 = 𝐷 − 2𝑏 (2-19)
𝐻𝑡 = 𝑎 + 𝑏 (2-20)
𝑃𝑛 = 𝑀 ∗ 𝜋 (2-21)
𝑒 = 𝑀 ∗ 𝑃𝑖/2 (2-22)
𝑐 = 𝑀 ∗ 𝑃𝑖/2 (2-23)
Ecuaciones tomadas de [5]
𝑀′= 𝑀 cos (ϕ)
(2-24)
𝑁′= 𝑁 cos3𝛹
(2-25)
𝑃𝑐 = 𝑁′∗ 𝜋 (2-26)
𝑃𝑎 = 𝑃𝑛
𝑠𝑒𝑛(𝛹)
(2-27)
𝐿 = 𝐷 ∗ 𝜋 ∗ cot (𝛹) (2-28)
𝑒′ =𝜋 2∗ 𝑀
′ (2-29)
𝑐′=𝜋 2∗ 𝑀
′ (2-30)
40
2.9.3 Ecuaciones de perfil de una Involuta:
𝑥 = 𝑅(𝑐𝑜𝑠 𝜗 + 𝜗. 𝑠𝑒𝑛 𝜗 )
(2-31)𝑦 = 𝑅(𝑠𝑒𝑛 𝜗 – 𝜗. 𝑐𝑜𝑠 𝜗)
(2-32)2.9.4 Ecuaciones cinemáticas
𝑉 = Ѡ ∗ 𝑅
(2-33)41
3. GEOMETRÍA, CINEMÁTICA Y CONDICIONES DE PROCESO PARA FABRICACIÓN
El engranaje es un componente mecánico que sirve para trasmitir potencia entre ejes, ya que por su estructura es preferible para trabajos pesados; por sus dimensiones y diseño es un elemento que es complejo para fabricar.
Por lo tanto, se debe analizar aspectos de la geometría y cinemática; pero como se trata de la fabricación, no implica examinar las partes de dinámica, análisis por fatiga, durabilidad de superficie, coeficientes elásticos y otros factores determinantes para el diseño de engranajes.
3.1 CARACTERÍSTICA GEOMÉTRICA
La geometría es la base por la cual se comienza el proceso de construcción de un engranaje, por lo tanto, se crea un boceto inicial y para eso se necesita calcular las siguientes dimensiones:
Tabla 6 Datos engranaje Recto
RECTO
SÍMBOLO GEOMETRÍA RESULTADO
No de ecuación
N NÚMERO DIENTES 16
M MÓDULO 4 (2-11)
AC ANCHO DE CARA MÍNIMO 32 (2-1)
AC ANCHO DE CARA MÁXIMO 64 (2-1)
ϕ ÁNGULO DE PRESIÓN 20
a ADDENDUM 4 (2-13)
b DEDEMDUM 5 (2-14)
c HOLGURA 1 (2-15)
Ht ALTURA TOTAL 9 (2-20)
D DIÁMETRO PRIMITIVO 64 (2-12)
Do DIÁMETRO EXTERIOR 72 (2-16)
Dr DIÁMETRO INTERIOR 54 (2-17)
Rb RADIO BASE 30.07 (2-18)
Pn PASO NORMAL 12.56 (2-21)
e ESPESOR DIENTE 6.28 (2-22)
c ESPACIO ENTRE Dientes 6.28 (2-23)
42
Figura 20 Engranaje recto
Fuente: Autor
Tabla 7 Datos engranaje helicoidal mano derecha
HELICOIDAL
SÍMBOLO GEOMETRÍA RESULTADO
No de ecuación
N NÚMERO DIENTES 13
M MÓDULO 5 (2-11)
AC ANCHO DE CARA MÍNIMO 30 (2-1)
AC
ANCHO DE CARA
MÁXIMO 60 (2-1)
ϕ ÁNGULO PRESIÓN 20
Ψ ÁNGULO HÉLICE 30
a ADDENDUM 5 (2-13)
b DEDEMDUM 6.25 (2-14)
c HOLGURA 1.25 (2-15)
Ht ALTURA TOTAL 11.25 (2-20)
N'
NÚMERO DIENTES
VIRTUAL 20.01 (2-25)
M' MÓDULO VIRTUAL 5.77 (2-24)
D DIÁMETRO PRIMITIVO 75.05 (2-12)
Do DIÁMETRO EXTERIOR 85.05 (2-16)
Dr DIÁMETRO INTERIOR 62.55 (2-17)
Rb RADIO BASE 35.26 (2-18)
43
Tabla 7 Datos engranaje helicoidal mano derecha (continuación)
Pn PASO NORMAL 15.7 (2-21)
Pc PASO CIRCULAR 18.13 (2-26)
Pa PASO AXIAL 31.41 (2-27)
e' ESPESOR DIENTE VIRTUAL 9.06 (2-29)
c' ESPACIO ENTRE VIRTUAL 9.06 (2-30)
L LONGITUD DE HÉLICE 471.23 (2-28)
Fuente: Autor
Figura 21 Engranaje Helicoidal Mano derecha
Fuente: Autor
3.2 ANÁLISIS CINEMÁTICO
En el principio de capítulo se estipula la importancia de los engranajes aplicados en la industria, pero se debe tener en cuenta las aplicaciones en las cuales se usan los engranajes rectos y helicoidales; la aplicación de reductores de velocidad es más común.
44
Tabla 8 Recomendación de corona con número de dientes
N piñón
[dientes]
Relación engranaje N corona [dientes] ecuación
16 5 10 80 160 (2-34)
13 5 10 65 130 (2-34)
Fuente: Autor
Tabla 9 Recomendación de Corona Con Diámetro primitivo
Dp piñón [mm] Relación engranaje Dp corona [mm] ecuación
64 5 10 320 640 (2-34)
85.1 5 10 425.5 851 (2-34)
Fuente: Autor
3.3 SELECCIÓN DEL MATERIAL DEL LOS ENGRANAJES
Normalmente el tallado de engranajes se usa materiales de aceros al carbono o con aleaciones; los siguientes aceros son los más usados: AISI 1020, 1040, 1050, 3140, 4140, 4150, 4340 y 8650 [19], o también los que se encuentran en la Tabla 10.
Tabla 10 Aplicaciones de los aceros al carbón
Fuente: [18]
45
3.4 ANÁLISIS CINEMÁTICO DEL CORTE
El desarrollo de la macro se debe analizar desde muchos factores, como en el caso de la cinemática de corte y los movimientos de los ejes, ya que en un principio se relaciona en un movimiento que se genera en el plano Y-Z mientras que el 4to eje se encuentra estático, pero es un movimiento es erróneo, ya que el diente al desfasarse más de los 5° no genera el perfil constante si no un perfil diferente y no curvo como se encuentra en los engranajes helicoidales.
En el caso de los engranajes rectos no se ve afectado ya que el ángulo de hélice es 0, la dificultad de la geometría de los engranajes helicoidales cilíndricos es poder generar el ángulo de hélice y que este corresponda al desplazamiento del eje 4to del centro de mecanizado y el eje Y.
El centro de mecanizado puede interpolar con G01 movimientos entre los 5 ejes, por lo tanto, facilita la cinemática de los movimientos de tallado ya que si se estuviera manejando movimientos de los ejes “Y” y “4to” eje.
En la Tabla 11 se analiza la descomposición de las velocidades que genera la interpolación G01 entre el 4to eje y el eje Y cuando está tallando los engranajes rectos y helicoidales en mm/segundo y las radiales en rad/segundo ver Tabla 11.
Tabla 11 Velocidades Compuestas
Cinemática recto helicoidal unidades ecuación
velocidad de avance 152 304 mm/seg (2-5)
grados de hélice 0 30 grados
velocidad componente Y 152 263.27 mm/seg (2-6)
velocidad componente X 0 152 mm/seg (2-7)
Velocidad Ѡ primera
pasada 0 3.57 rad/seg (2-8)
Velocidad Ѡ última
pasada 0 4.86 rad/seg (2-8)
46
4. PLANEACIÓN Y SIMULACIÓN DEL PROCESO DE MANUFACTURA EN EL CENTRO DE MECANIZADO
El centro de mecanizado GTX-170 virtual como se muestra en la Figura 22 es una gran ayuda para la persona que lo está usando permite la disminución de tiempo, visualización de las trayectorias y uso del centro de mecanizado de GTX-170; Si no existiera esta herramienta este proyecto se hubiese alargado más de lo presupuestado.
Figura 22 Máquina virtual Centro de mecanizado Finetech GTX-170
Fuente: Autor
Se realiza unas pruebas verificando los movimientos de la máquina virtual GTX-170 Fanuc con unos archivos.txt, este se puede cargar en NX para simular y verificar los movimientos Por medio de códigos G, se tiene en cuenta valores no incrementales para reconocer los movimientos que la máquina y poder interpolar.
47
Luego se inicia con las operaciones matemáticas, estas variables son #100 a # 131 contiene operaciones las cuales relacionan contadores iniciales, la posición inicial del tallado con respecto al diámetro del material en bruto del engranaje, la trasformación de ángulo de hélice para el ángulo del 4to eje.
48
4.1 CREACIÓN DE MACRO PARA TALLADO DE ENGRANAJES RECTOS Y HELICOIDALES
Figura 23 Diagrama explicativo de Macro engranajes
Fuente: Autor si
no
si
no
si
49
Código general de la macro O0250 y O0251
Tabla 12 Cálculo de diámetro
DESCRIPCIÓN
(CÁLCULO DE DIÁMETRO) Se introduce las variables para que la máquina reconozca los valores.
(#501=MÓDULO) El usuario digita el módulo a usar, nota: solo hay módulos 3, 4, 5. #501=3
(#502=NÚMERO DE DIENTES) El usuario digita el número de dientes del engranaje a realizar. Nota verificar que con el módulo no se pase del rango operativo
#502=30
(#503=ESPESOR DE ENGRANAJE)
El usuario tiene un rango, ver ecuación (2-1)
#503=30
(#504=VELOCIDAD HUSILLO) El usuario puede controlar las RPM del husillo #504=3000
(#505=AVANCE DE HERRAMIENTA)
El usuario puede controlar el avance de la herramienta
#505=2000
(#506=ÁNGULO HÉLICE GRADOS
Esta parte el usuario tiene que verificar en que macro está trabando ya que hay de mano derecha O0250 o izquierda O0251
#506=30
(#507=PROFUNDIDAD CORTE HTA)
El usuario puede la profundidad de ataque de la herramienta
#507=1
(#508=DISTANCIA SEGURA EN Z)
El usuario puede controlar la primera posición de la herramienta
#508=1
(#509=MATERIAL DE ACABADO)
El usuario puede dejar un material de acabado para un desbaste final
#509=0.25
(#510=DISTANCIA DE ENTRADA)
Selección de distancia de entrada y salida para la fresa
#510=#501*1.35
(#511=DISTANCIA DE SALIDA)
#511=#501*1.35
(CÁLCULOS ENGRANAJE) La máquina calcula valores en esta sección
(#101=DIÁMETRO PRIMITIVO) Cálculo de valores de geométricos del engranaje a tallar como Diámetro primitivo, teniendo en cuenta si se va a manejar hélice
50
Tabla 12 Cálculo de diámetro (continuación)
(#102=DIÁMETRO EXTERIOR) Cálculo de diámetro exterior con ángulo de presión a 20°.
#102=#101+2*1*#501
(#103=DIÁMETRO INTERIOR) Cálculo de diámetro interior con ángulo de presión a 20°.
#103=#101-2*1.25*#501
(#104=RADIO EXTERNO) División de diámetro externo. #104=#102/2
(#105=RADIO INTERNO) División de diámetro interno. #105=#103/2
(#106=ALTURA DE DIENTE) Cálculo de la altura de diente. #106=#104-#105
(#107=CUERDA) Cálculo de la cuerda geométrica para la entrada, salida y espesor del engranaje; y la suma de las cuerdas para la trasformación de ángulo.
#107=#503*TAN [#506] #130=#510*TAN [#506] #131=#511*TAN [#506] #132=#107+#130+#131
(#108=OMEGA) Trasformación de ángulo para el cuarto eje. #108=2*ASIN [#132/ [2*#104]]
Fuente: Autor
Tabla 13 Operaciones matemáticas
LÍNEA DE MACRO DESCRIPCIÓN
(OPERACIONES MATEMÁTICAS)
#109=#503+#511 Cálculo de la entrada de herramienta en Y. #110=#508+#104 Primera aproximación .
#112=360/#502 División del engranaje por el número de dientes.
#113=0 Contador inicial .
#114=#105+#509-0.00001 Aproximación del radio interno.
#115=0 Contador inicial de ángulo .
#116=#108 Igualdad de ángulo omega trasformado . #117=0 Contador inicial de rotación por diente . #118=#106 Igualdad de la altura del diente.
#119=[#106MOD#507] Residuo de la altura de diente con respecto a la profundidad de corte .
#120=#104-#119+#509 Variable de primera entrada en Z .
#121=#104+2 Distancia de salida de engranaje para que no choque con el material en bruto en Z .
#122=#503+#511 Cálculo de salida de la herramienta en Y. #123=#508+#104+20 Cálculo de altura previa .
51
Tabla 14 Solución del problema
LÍNEA DE MACRO DESCRIPCIÓN
(SOLUCIÓN DEL PROBLEMA)
G59 G80 G40 G17 G90 Bloque inicial con posición de pieza selección de plano en x-z.
G91 G28 Z0.0 Posición inicia de máquina con incrementales.
T01 M06 Llamada de herramienta .
G00 G90 X0 Y0 S#504 M03 Posicionamiento rápido y encendido de husillo .. G00 A0 B90 Y#510 Pre posicionamiento de la herramienta .
G43 Z#123 H01 Altura previa de la herramienta.
G00 Z#110 F#505 M08 Avance de la herramienta a un radio inicial.
N100 G01 Código G de Interpolación.
Z#120 Radio menos el residuo para desbaste previo.
Y-#109 A#116 Interpolación del 4to eje con el eje Y posición final para la macro O251 A-#.
Z#121 Radio inicial más 2mm para evitar choque.
A#115 Regreso en a posición inicial del 4to eje para la macro O251 A-#.
Y#510 Regreso a posición inicial en Y.
#120=#120-#507 Contador de altura. N110
IF[#120GT#114]GOTO100
Condicional de altura y ciclo de alturas.
#104=#104 Reinicio de variable inicial. #105=#105 Reinicio de variable inicial. #120=#104-#119+#509 Reinicio de radio menos residuo. #115=#115 Reinicio de variable inicial.
#116=#115+#108 Contador de ángulo trasformado.
N120 GOTO125
N125 #117=#117+#112 Contador para el cambio de ángulo y el número de dientes.
Z#104 A#117 Interpolación para el cambio de la posición del diente para la macro O251 A-#.
#115=#117 Cambio de variable inicial para el primer ciclo de rotación.
#116=#117+#108 Contador para la rotación del 4to eje. N130
IF[#115LT359.9999]GOTO100
Condicional para finalizar la rotación final del 4to eje.
#115=0 Reinicio de la variable.
#116=0 Reinicio de la variable.
#117=0 Reinicio de la variable.
N140 GOTO170
52
Tabla 14 Solución del problema (continuación)
G00 G28 Z0 DEVOLUCIÓN A POSICIÓN INICIAL DE MÁQUINA
A0 B0 Retorno de los ejes A y B.
X0 Y0 Retorno de los ejes X y Y .
Fuente: Autor
Tabla 15 Acabado final
LÍNEA DE MACRO DESCRIPCIÓN
(ACABADO FINAL)
G59 G80 G40 G17 G90 Bloque inicial con posición de pieza selección de plano en x-z.
G91 G28 Z0.0 Posición inicia de máquina con incrementales.
T01 M06 Llamada de herramienta.
G00 G90 X0 Y0 S#504 M03 Posicionamiento rápido y encendido de husillo. G00 A0 B90 Y#510 Pre posicionamiento de la herramienta.
G43 Z#123 H01 Altura previa de la herramienta.
G00 Z#110 F#505 M08 Avance de la herramienta a un radio inicial.
N180 G01 Código G de Interpolación.
Z#105 Radio menos el residuo para desbaste previo.
Y-#109 A#116 Interpolación del 4to eje con el eje Y posición final para la macro O251 A-#.
Z#121 Radio inicial más 2mm para evitar choque.
A#115 Regreso en a posición inicial del 4to eje para la macro O251 A-#.
Y#510 Regreso a posición inicial en Y.
N190 #117=#117+#112 Contador para el cambio de ángulo y el número de dientes.
Z#105 A#117 Interpolación para el cambio de la posición del diente para la macro O251 A-#.
#115=#117 Cambio de variable inicial para el primer ciclo de rotación.
#116=#117+#108 Contador para la rotación del 4to eje. N200
IF[#115LT719.99999]GOTO180
Condicional para finalizar la rotación final del 4to eje.
N210 GOTO220
N220 G91 G00 G28 Z0 Devolución a posición inicial de máquina.
A0 B0 Retorno de los ejes A y B.
X0 Y0 Retorno de los ejes X y Y.
G90 Referencia posicional.
M5 Quitar refrigerante.
M30 Cerrar programa.
53
4.2 SIMULACIÓN DE TALLADO POR MEDIO DE CENTRO DE MECANIZADO VIRTUAL.
La simulación de el tallado de engranajes recto y helicoidales se tuvo en cuenta primero realizar unas pruebas, estas pruebas eran para el reconocimiento de los ejes de la máquina virtual en total se realizó 5 documentos .txt verificando interpolaciones con el 4to eje, como se podía manejar los códigos G para aplicar en los bloques.
En la segunda parte que fueron las macros se realizó 41 documentos .txt con el desarrollo continuo de la macro:
Las macros 1.0 tiene los primeros pasos de aplicación de variables #5xx y #1xx para valores de usuario, como no se estaba usando el G54 -G59 de posición de material, se estaba posicionando con el 0 de máquina no con el de pieza.
Las macros 2.0 ya tiene en cuenta ciclos IF And GOTO para la rotación del 4to eje, pero solo para engranajes rectos y el número de dientes, no se está manejando valores de aproximación y solo para desbaste en general.
Las macros 3.0 ya empieza a manejar profundidades de corte y ángulos de hélice con contadores en el 4to eje y trayectorias, pero no se tiene en cuenta la corrección del diámetro con respecto a un valor de hélice y la función MOD para deducir el módulo de la división para la primera pasada.
Las macros 4.0 ya tiene corregido la posición 0 de pieza G59, también ya tiene en cuenta la corrección del diámetro con valores de hélice para el 4to eje y la función MOD para el desbaste de la primera pasada de material. La versión 4.5 es la primera que se escribe en el centro de mecanizado, pero genera errores en las pruebas de vacío.
Las macros 5.0 se revisa los errores que se generan en vacío y se corrigen se tiene en cuenta valores de entrada y salida de la herramienta y la trasformación del ángulo de hélice para que el 4to eje, también tiene corrección en la trayectoria para el tallado de engranajes helicoidales.
54
Figura 24 Verificación de ángulo
Fuente: Autor
La macro 5.6.1 es una de las macros finales que se escribió en el centro de mecanizado para el tallado de engranajes, con esta macro se talló los engranajes, el recto de módulo 4 y 16 dientes, el engranaje helicoidal de 13 dientes módulo 5 y de mano derecha. Se detectó problemas con el acabado final y que el centro de mecanizado no calcula valores con resultados negativos.
Por lo tanto, se debe manejar dos tipos de macros la 5.6.1 que es para tallado de engranajes rectos y helicoidales de mano derecha y la 5.6.2 que es para el tallado de engranes rectos y helicoidales de mano izquierda; la versión 5.6.2 esta modificada en la trayectoria para que el cuarto eje rote en forma negativa.
55
4.3 RESTRICCIÓN DE LA MACRO
La forma base para el tallado de engranajes rectos y helicoidales debe tener en cuenta un diámetro exterior, para eso se deduce con la ecuación (2-16) con ello se puede dar forma en el CAD.
Después de calcular el diámetro exterior, se calcula el ancho del engranaje con la ecuación (2-1), para los engranajes helicoidales tiene unas restricciones por la macro, por lo tanto, la macro adapta un ángulo de hélice inicial de 0° a 30° pero si se extiende máximo tiene un permitido de 60° ya que en adelante tanto el centro de mecanizado como los cálculos van a pasar un rango de β que maneja la macro que no reconoce valores mayores o iguales a
180° porque se asemeja a una cuerda geométrica3
Casos los cuales puede pasar β mayor o igual a 180° ver Figura 9.
- Ángulo Ψ grande, espesor medio y pocos dientes.
- Ángulo Ψ pequeño, espesor grande y pocos dientes.
56
5. DISEÑO DE HERRAMIENTA DE TALLADO MÓDULO 3, 4 Y 5
La fresa con punta de diente modular es una herramienta que facilita el tallado de engranajes, ya que al no ser un disco tiene mayor grado de libertad para tallar engranajes helicoidales menores a 30 dientes. En Colombia las grandes ferreterías que se encuentran en Bogotá como herratec y ferretería JRC no se encuentra este tipo de herramienta que no ha llegado a Colombia, solo disco de módulo 3 grado 1.
Otra opción es comprar la fresa de punta dentado módulo para desbaste y terminación en la fábrica Schneider Helber. Esta se encuentra en Buenos Aires Argentina y sólo de módulo 8 a 60 como se encuentra en la Figura 25.
Figura 25 Fresa de punta dentado módulo
Fuente: [20]
Como es una herramienta difícil de conseguir se decide el diseño y construcción para módulos 3, 4 y 5; con 20° de presión en el torno Poly Gim CNC Mitsubishi ver Figura 26.
Figura 26 Torno Poly Gim CNC Mitsubishi
57
5.1 SELECCIÓN DE MATERIAL PARA HERRAMIENTA
Usualmente el tallado, fresado y taladrado de materiales requiere que el material de la herramienta que soporte impactos, altas temperaturas, no deformaciones, alta resistencia a la abrasión y dureza superficial para minimizar el desgaste y fractura de esta misma. Como en principio no se van a construir engranajes en acero u otro material con características similares, las especificaciones van a ser menores para trabajar con duraluminio 7075.
Tabla 16 Composición química de duraluminio 7075
Fuente: [21]
Tabla 17 Propiedades físicas duraluminio 7075
58
Tabla 18 Propiedades tecnológicas de duraluminio 7075
Fuente: [21]
5.2 CÁLCULOS DE PERFIL PARA TALLADO INVOLUTA
Se aplica la Ecuación en X (5-1) y Ecuación en Y (5-2) en Excel, estas funciones paramétricas generan una curva la cual se gráfica y crea un perfil de involuta con los primeros 55 grados. Después se desarrolla para cada módulo su correspondiente curva y así poder establecer los módulos que se van a diseñar.
59
Figura 27 Delta X y Delta Z Modular
Fuente: Autor
Los datos se obtienen teniendo en cuenta el desarrollo de tres engranajes con su respectivo módulo, número de dientes y grados de presión en la suite de NX. En Excel ya se encuentra formulado los valores de los módulos según las ecuaciones (5-1) y (5-2).
Figura 28 Buscar objetivo
Fuente: Autor
60
Tabla 19 Datos para generar curva
módulo delta x delta z
Multiplicador KX
Multiplicador KZ
Diámetro inicial de Hta (Ds)
Posición inicial (pin)
3 4.6 6.75 0.632170457 1.642640438 1.6 1.897
4 6.2 9 0.639041875 1.642640438 2.1 2.556
5 7.8 11.25 0.643164725 1.642640438 2.6 3.216
Fuente: Autor
Para crear una función:
𝑥 = (−𝐾𝑥 ∗ 𝑟(𝑐𝑜𝑠 𝜗 − 𝜗. 𝑠𝑒𝑛 𝜗 ) + 𝐷𝑠 + 𝑝𝑖𝑛
)
(5-1)𝑧 = 𝐾𝑧 ∗ 𝑟(𝑠𝑒𝑛 𝜗 + 𝜗. 𝑐𝑜𝑠 𝜗) ∗ (−1)
(5-2)Después de aplicar buscar objetivo se generaron las gráficas Figura 63, Figura 64, Figura 65 , cada gráfica contiene la posición modificada que se encuentran en Anexos D. Al poder generar las gráficas y teniendo las interpolaciones se puede seguir con el desarrollo de las operaciones tecnologías ver Tabla 31, Tabla 33 y Tabla 35 que se encuentra en los anexos.
Figura 29 Diseño de herramienta módulo 3 en CAD
61
En la Figura 29 los módulos se diseñan con 4 dientes de corte y sin tener en cuenta la Tabla 20, los valores de ángulos de desprendimiento y de incidencia para el tallado se aproxima para los materiales de latón, bronce, fundición y baquelita.
5.3 FABRICACIÓN DE HERRAMIENTA DE TALLADO
Los módulos son generados aplicando las ecuaciones (5-1) y (5-2) en Excel, esto forma una parte del código .txt, para desarrollar la curva de involuta se debe interpolar en varias secciones, creando 50 líneas conectadas con el código G G01; como el código es tan extenso para pasarlo a mano se decide usar una conexión PC-torno Poly Gim por medio de un puerto paralelo.
Se emplea el programa Cimco 5.0 como interfaz para enviar los códigos generados línea a línea, la Figura 30 contiene las variables que permite la interconexión por medio del puerto paralelo de torno Poly Gim y el control Mitsubishi.
Figura 30 Configuración de entrada torno Poly Gim
Fuente: Autor
62
Figura 31 Módulos 3,4 y 5
Fuente: Autor
Las herramientas se les realiza un temple y un revenido para alcanzar una dureza entre 56-60 HRC ver Figura 18 y Figura 19 , los ángulos de ataque de la herramienta quedaron 0 grados de ángulo ver Figura 29.
5.4 VERIFICACIÓN DE TALLADO DE MÓDULO 3 EN DURALUMINIO
63
Figura 32 Tallado prueba de módulo 3
Fuente: Autor
Primero se realiza un corte a 0.5mm, para reconocer si la herramienta no sufre por el contacto y el tipo de viruta que deja, después se profundiza en el corte para ver si deja residuos en los filos de la herramienta y como deja el acabado de las paredes como se puede ver en la Figura 33.
Figura 33 Desbaste final de módulo 3
64
La herramienta módulo 3 es apta para el corte de duraluminio, aunque el ángulo sea para cobre o latón, no deja residuos en la herramienta, pero las paredes de corte con el acabado una es irregular y la otra pared termina con un buen acabado.
5.5 CORRECCIÓN DE ÁNGULOS DE DESPRENDIMIENTO E INCIDENCIA Y CURVAS DE INVOLUTA PARA MÓDULOS 3, 4, 5.
Después de verificar el tallado de los engranajes y de la prueba con el duraluminio, se encontraron problemas de dimensión en los módulos y las curvas, también se vio un problema con el ataque de la herramienta ya que esta no cumplía los valores de la Tabla 20 ; por lo tanto, se decide en corregir las dimensiones y las curvas.
Lo primero a realizar en la corrección de los ángulos de desprendimiento e incidencia de las fresas con punta de diente modular, con el fin que queden para tallado de duraluminio; en la prueba de la verificación del tallado se observa que el material tallado deja viruta cuando la herramienta está tallando en una de las paredes del duraluminio.
Tabla 20 Selección de ángulos para fresa con punta de diente modular
65
Figura 34 Ángulos de corte
Fuente: Autor
En la Tabla 20 se selecciona un ángulo de desprendimiento de 15 grados para modificar la herramienta de módulo en el boceto Figura 35, teniendo en cuenta el Figura 34. Con la modificación se genera que la herramienta tenga 3 filos de corte para que sea más robusta por la modificación de la distancia con respecto al centro de la herramienta.
Figura 35 Modificación de herramienta
66
El segundo paso fue verificar la distancia que estaba en el módulo realizado con el cálculo de espacio entre dientes la ecuación (2-23) y la que se generó en la función en una altura de el Dedemdum.
Tabla 21 Error de dientes
Modulo calculado medido error
3 4.712 4.097 13.4%
4 6.283 5.408 13.4%
5 7.853 6.724 13.4%
Fuente: Autor
Al tener esos errores se genera una nueva proyección de la función paramétrica de
involuta en Excel, ya se tiene en cuenta el valor del ángulo de presión. Para la gráfica solo se tiene en cuenta las ecuaciones (5-3) y (5-5).
𝑥 = (𝐾𝑥 ∗ 𝑟(𝑐𝑜𝑠 𝜗 + 𝜗. 𝑠𝑒𝑛 𝜗 ) + 𝑝𝑖𝑛
(5-3)𝑧 = 𝐾𝑧 ∗ 𝑟(𝑠𝑒𝑛 𝜗 − 𝜗. 𝑐𝑜𝑠 𝜗) + 𝑝𝑖𝑛
(5-4)𝑧
′= 𝑧 +
𝑥 ∗ 𝑠𝑒𝑛(
𝜙)
4
(5-5)
Al final se generan 3 gráficas con valores aproximados del Dedemdum y la mitad del espesor del diente con un ángulo de presión de 20° ver Anexos D. La Tabla 22 están los valores modificados de los módulos, para que se utilicen a un futuro las herramientas con valores hallados con el error de las distancias.
Tabla 22 Valor modificado de módulos
Fuente: Autor
3 coordenada X Z mult 4.13385246 1 pin -12.4015574 1.5 20
delta 6.75 2.156
delta mod 6.75 2.733 13.4% 2.60 MODULO
ÁNGULO DE PRESION
modificado ERROR
4 coordenada X Z mult 4.13385246 1 pin -16.5354098 2 20
delta 9 2.874
delta mod 9 3.644 13.4% 3.47 MODULO
ÁNGULO DE PRESION
modificado ERROR
5 coordenada X Z mult 4.13385246 1 pin -20.6692623 2.5 20 delta 11.25 3.593 delta mod 11.25 4.555 13.4% 4.33 MODULO
ÁNGULO DE PRESION
67
También se genera nuevos cálculos que posibles valores se hubiesen podido tomar para tallar los engranajes con los módulos calculados y con los modificados ver Tabla 23 Nuevos de diámetros; se debe tener en cuenta que el de 30 dientes nunca se realizó solo los de 16 y 13 dientes.
Tabla 23 Nuevos de diámetros
Diámetro Do Dr H
Modulo calc mod calc mod calc mod calc mod
4 64 55.08544 72 62 54 46.5 9 7.7464
5 75.05 64.25702 85.1 72.8 62.6 53.6 11.25 9.6314
68
6. IMPLEMENTACIÓN DEL PROCESO PARA FABRICACIÓN DE ENGRANAJES Y VERIFICACIÓN
El centro de mecanizado Finetech GTX-170 con control Fanuc es una máquina multiejes que es capaz de manejar 4+1 ejes, esta capacidad es aplicada para la generación de engranajes rectos y helicoidales.
Figura 36 Introducción de datos
Fuente: Autor
6.1 MONTAJE
En la industria el montaje de los engranajes se genera primero taladrando en la materia prima, después se pasa un eje el cual tiene una chaveta, lengüeta o tornillo torneador para evitar el movimiento en los ejes y por último se cilindra el material.
La sujeción que se va a diseñar tiene en cuenta las siguientes recomendaciones: - Poder tallar el escudo de la facultad.
- El engranaje sea recto o helicoidal debe tener una caja de sujeción para restringir
los ejes X, Y, y Z, pero también como no se puede hacer un agujero pasante debe tener una rosca al final para que el tornillo se pueda sujetar.
69
Figura 37 Partes de sujeción
Fuente: Autor
6.1.1 BASE PROVISIONAL DE SUJECIÓN
El boceto inicial teniendo en cuenta lo anterior se hace de 2 in de diámetro como base inicial con una altura de 80 mm y una caja de 5 mm de altura; también se hace un agujero de 8.5 mm de diámetro por la parte superior y uno inferior de 22 mm de diámetro con una profundidad de 57 mm ver Figura 38.
Figura 38 Base provisional