. . , , , I .
.
. .
. ., .
.
, , .,.
.. *.
,,^. , . ,.
,UNIVERSIDAD AUTONOMA CHAPINGO
INGENIERIA AGROlNDlSTRlAL
"PRUEBAS DE EUBORACION DE MANTEQUILLA EN EQUIPO PARA MICROINDUSTRIAS"
TESIS PROFESIONAL
GROINDUSTRIAL
I"
Chapingo,
México; Diciembre de 1998
" " . .
Esta tesis titulada “Pruebps de elaboración de mantequh en equipo para microindustrips”, fue realizada por el
C.
García Siva J. Guadalupe; bajo ladirección
delIBQ. Armando Santos Moreno y asesoramiento del
Dr.
Arturo Hemández Montes.Ha
sido aprobada
por
ellos mismos y por el jurado examinadorcomo
requisito parcial paraobtener el título de:
Ingeniero Agroindustrial
Jurado examinador
n /
M.C. ARMANDO SmTOS MORENO.
Presidente:
Suplente:
Suplente:
-f
i
MG.
MCTO@BOLAÑOS HERNANDEZ.AGRADECIMIENTO.
A Dios por permitirme alcanzar una meta más en
mi
vida.A la Universidad Autónoma Chapingo, nuestra alma mater, por haberme permitido realizar mis estudios a nivel profesional.
AI M.C. Armando Santos Moreno por la dirección, recomendaciones y el
tiempo dedicado a esta tesis.
A
los
miembros del jurado examinador por el tiempo dedicado a esta tesis esta tesis.A la Preparatoria Agrícola y al Departamento de Ingeniería
Agroindustrial. Por todos
los
conocimientos y experiencias adquiridas parami
formación como Ingeniero Agroindustrial.
DEDICATORIA
A mispadres:
por todo su apoyo cariiío y comprensión que me brindan sin esperar nada a cambio.
Sra. Rosalía Silva Nuííes y Sr. Catarino García Jauregui.
Sin distinción ni comparación alguna con gran cariíío a mis hermanos:
Victoria, Emmanuei, Candelaria, Arturo, Carolina. Por el apoyo y ánimo que me
brindan en los momentos difíciles de mi vida
y
porque sigo contando con ellos en cualquier momento.A mis sobrinas: Lupita y Sonia Estívaii.
A todas las personas que me han brindado su ayuda desinteresadamente.
Sinceramente: José Guadaiupe.
INDICE
PAGiNA.
Lista de cuadros y
figuras
...
iResumen
...
1Justiñcación
...
2I
.
introducción...
3ií
.
Objetivos...
4iii
.
Hipótesis...
5..
iV
.
Revision bibliográfica...
64.1, Historia de la mantequilla
...
64.2. importancia de la mantequilla
...
74.2.1 .Producción mundial
...
74.2.2.importación de mantequilla
...
74.3. Valor nutricional de la mantequilla
...
84.4.Materia grasa en la leche
...
84.4.1 .Formas de la materia grasa en la leche
...
94.4.2.Estnictura del glóbulo de grasa
...
94.4.2.1.Membrana del glóbulo de grasa
...
104.4.2.2.Corazón o centro del glóbulo de grasa
...
104.5.Métodos para producir mantequilla
...
114.6.
Proceso
de elaboración de mantequilla...
114 . 7 . M d s m o de transformación de la nata en mantequilla
...
174.8. Principio del batido
...
174.9. Características de las batidoras
...
184.10. Description de equipo
...
184.1 O
.
1 .Partes principales de una batidora...
194.11.Tipo de batido
ras
...
204.12 características de crema para batido
...
224.13. Comportamiento de cristalización y de fusión de la grasa
...
24. . .
..
.I . . ... ._ .... ... ...
. . .
. . .
. . .
.. .<.. .. X . ~ . * .. . .
4.14.
Efecto
de la temperahira en la cristalización...
254.15.Muencia de la temperatura en la crema
...
264.16. Características de batidoras
...
274.16.1.Batidora industrial
Alfa
-
laval...
274.16.2.Otras batidoras
...
27V
.
Metodología...
285.1. Ubicaaon del trabajo
...
285.2. Materia prima a utiluar
...
285.3. Preparación y acondicionamiento de la materia prima
...
285.4. Adisis de la matena pnma
...
285.5. Descripción del proceso de elaboración de mantequilla
...
295.6. Diagrama de bloques del proceso de elaboración de mantequilla
...
305.7. Diseño experimental
...
315.8. Características de la batidora a evaluar
...
33Vi
.
Resultados y Discusi6n...
356.1Análisis de la leche y crema
...
356.2 Evaluacion del equipo
...
356.2.lEfecto de la temperatura en el rendimiento
...
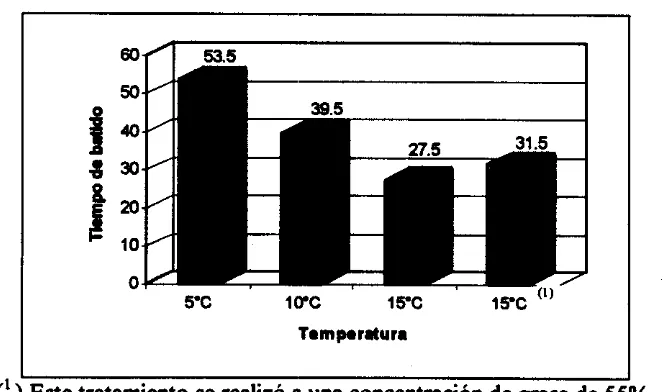
366.2.2 Efecto de la temperatura en el tiempo de batido
...
'39VII
.
Conclusiones...
43Viii
.
Bibliografia...
45Anexos
...
47
..
..
. .
..
. .
... --.___I
.-
.. .... II_ .-_ ., ~ I-.- ... .... . . .
. .. . .
...I . . ..-
. . .Lista de cuadros
.
Cuadro 1
.
Composición química de la mantequilla...
8 Cuadro 2.
Resultados del análisis de leche y crema...
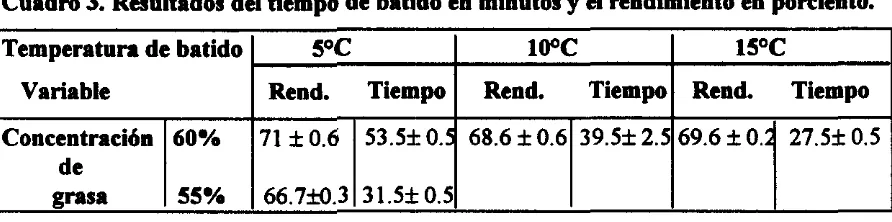
35 Cuadro 3.
Resultados del tiempo de batido en minutos y el rendimientoen porciento
...
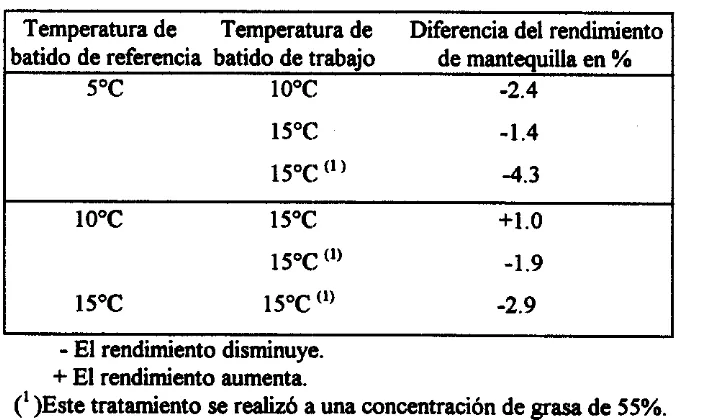
36 Cuadro 4.
Diferencias del rendimiento en porcentaje a diferentes temperaturasy
con
60% de grasa inicial en crema...
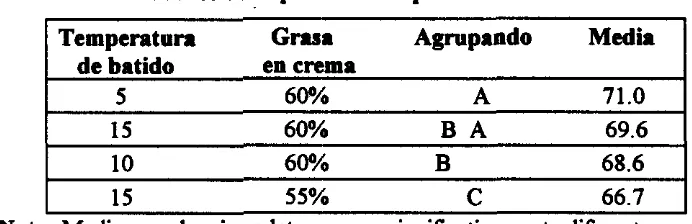
38Cuadro 5
.
Resultados de la prueba LSD para la variable rendimiento...
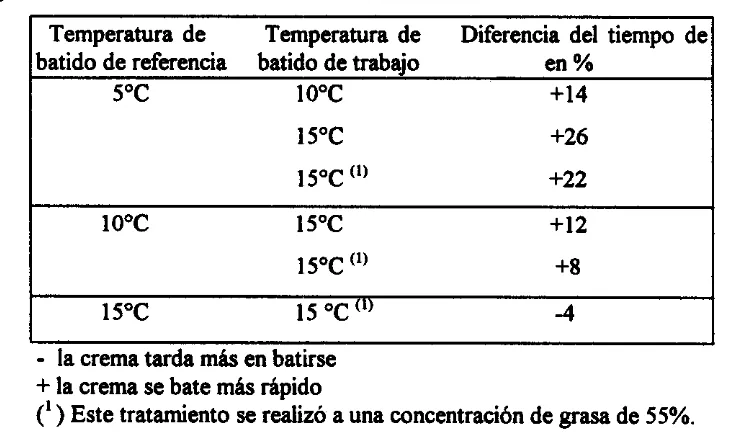
39 Cuadro 6.
Diferencias en el tiempo de batido a diferentes temperaturas y con. . .
60% de grasa inicial en crema
...
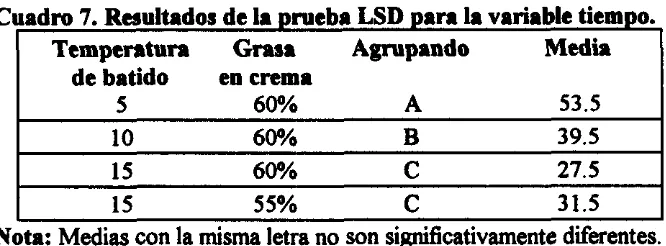
41 Cuadro 7 . Resultados de la prueba LSD para la variable tiempo...
42Lista
de
figuras.
Figura 1
.
Producción mundial de mantequilla...
7 Figura 2.
importación de mantequilla...
8Figura 3
.
Esquema de la batidora a evaluar...
34 Figura 4.
Fluctuaciones del rendimiento en porciento a diferentes temperaturasy con 60% de grasa inicial en crema
...
37 Figura 5.
Tiempo de batido a diferentes temperaturas y con 60% de grasa inicialen crema
...
40i
.
. .. .
.
, ,, , . , ,,,~.
... .,. ~ I . " .,., + .,.. ~. "* ,.... -. , , , ,. , , , ,.
. , ,1 Pruebaa de elaboración de mantquüla en equipo para microindustrias. García Siiva J. Guadaiupc
Armando Santos Moreno?
RESUMEN
En la presente investigación
se determinó el tiempo de batido de crema y el rendimiento de mantequilla, variando la concentración de grasa y la temperatura,con
la finalidad de evaluar una batidora diseñada por Armando Santos Moreno.Se utilizó crema obtenida por cmtriíügación a una concentración de 66.6% de grasa a partir de leche bronca. A partir de esta crema se obtuvieron los diferentes tratamientos, aplicando la siguiente metodología: estandarización de la crema a una concentración de 40, 50 y 60% de grasa (segun
un
orden aleatorio) con leche entera cruda, después se sometió amaduración física (es decir, sin cultivo) por 24 horas a 6OC y por último se ajustó a la temperatura a 5, 10 ó 15OC
(según
un orden aleatorio) y se batió.Los
resultados reportan que a una concentración de 40 y 50% de grasa no setransformó la crema en mantequilla;
sólo
a 60%. En los rendimientos obtenidos (a 60% degrasa), se observó que hubo poca variación entre los tratamientos y que
sólo
entrealgunos
de ellos existe diferencia significativa. Para el tiempo de batido, el trabajo mostró, que conforme aumenta la temperatura éste disminuye; es decir, que la temperatura sólo tiene gran influencia sobre el tiempo de batido.
PALABRAS CLAVE: leche, crema, mantequilla, tiempo de batido, rendimiento.
I Resumen de tesis profesional que para obtener el título de ingeniero Agroindustrial
'Director
de tesis. Profesor-
investigador del Departamento de ingeniería Agroindustrialpresenta el primer autor.
de la Universidad Autónoma Chapingo.
.
. .
. ..
, , , , , ,,, ,.
. ,..
..
, .,,.. *- ..>.,. ...
. . , . ,,.
, . ,.
. . ,
TESTS OF BUTTER
ELABORATION
EN
EQUIPMENT
FOR MICROINDUSTRIESSUMMARY
The time of cream
beating
and the butter production were determined in the presentresearch, vaqing the fat concentration and temperature
in
order to evaluate a mixer deviseby Armando Santos Moreno in the D.LA
It was used cream obtained by centrifuge action at a 66.6 % fat concentration 6om whole
milk. Different treatments were done with cream by applying the foilowing methodology: the cream standarization at 40%, SO??, and 60?h fat concentration (according to an aleatory order) with row, whole milk,then, it was put in physical maturation (that is to say, without cultivation) for 24 hour at 24OC; and, finally, the temperature was adjusted at 5OC, 10°C, and
lS°C according to an aleatory order) and it was mixed.
The results report that fat did not turn into butter at 40 % to 50% fat concentration, only at
60%.It was noticed that there was little variation in the treatments in the obtained butter production, and there was a significative difference only in some treatments. The research showed that if the temperature increases, the time of beating decreases; in other words, the temperature has an infiuence only on the time of beating.
KEY WORDS: Milk, cream, butter, time of beating, production.
, . . . , ,
.
, , , , , ,,,.
~ ,. ,, , ..
, ..,,.. *._. .,,,, ,.
.
, , , . ~ , ,.
, . I ,.
, , ,
JUSTIFICACION
En la actualidad, existen muchas microempresas agroindustriales en nuestro país, en las cuales no se fabrican productos con alta calidad sanitaria debido a que el proceso es manual; en otras, adquieren equipos grandes, sobredimensionados, los cuales conllevan a altos costos;
por
lo que es necesario, hacer equipos queles
sean de mayor utilidad, e inclusoque tengan una o más funciones. Es
por
ello que en la presente investigaciónse
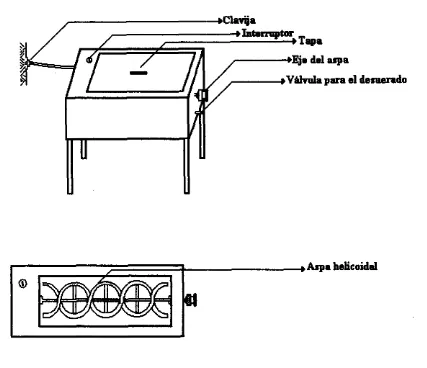
evaluaráuna batidora pequeiia para elaborar mantequilla, la cual se podría emplear en las microempresas.
El equipo cuenta con una aspa helicoidal, la cual agita la crema y por consecuencia la incorporación de aire; etapa muy importante en el batido, pues, según Arniot, 1991, el batido se debe en gran parte al principio de las espumas.
El equipo está diseñado, en principio para el amasado de la pasta para elaborar queso Oaxaca y para el batido de crema en la fabricación de mantequilla. Este segundo caso es el que se va a evaluar. Además
por
el diseño que tiene este equipo se podrá usar comomezcladora.
I.
INTRODUCCION
La Secretaría de Salubridad y Asistencia deiine a la mantequilla como el producto que resulta de la
exacción
de los glóbulos de grasa de la leche o crema.Esta
debe elaborarse de leches o cremas pasteurizadas y deben tener un mínimo de 80% de grasa de leche, 2 a 4% de sólidos no grasos y no mas del 16 % de humedad, además, permite el
uso
de cultivosde gérmenes Iácticos con el propósito de enriquecer el sabor y el aroma de la mantequilla o
conseguir la acidez deseada (como máximo 2 % de ácido
láctico),
antioxidantes yconservadores para alargar la vida de anaquel dei producto y dar UM mejor apariencia, el
achiote (Aooato) como colorante y hasta un 5% de clonrro de sodio para neutralizar las
cremas (Codiñcación sanitaria mexicana, 198 1).
La fabricación de mantequilla comprende 2 fases principales: la separación de la nata (desnatado o descremado) y la transformación de la nata en mantequilla, proceso que
lleva
consigo varias operaciones, las más importante de las cuales es el batido (Veisseyre, 1988).
La mantequilla es una grasa aümentaria de sabor y olor típicos. El sabor depende sobre todo de la proporción y composición natural de la grasa de la leche y el olor depende fundamentalmente de los fenómenos bioquímicos de maduración que se desarrollan en el curso del proceso de fabricación. Su alto punto de fusión, que coincide con la temperatura corporal, hace que sea muy digestible y que por su digestión por nuestro organismo sea también aprovechado más del 90%, además, contiene vitaminas liposolubles, destacando su
contenido en vitamina A (Spreer,l991).
La
estandarización de grasa y la temperatura de batido en crema;son
factores muy importantes para la elaboración de manteqdla. Estos ñiCtores varían de acuerdo al diseño del equipo; por lo que en este trabajo se evaluaran los rendimientos y tiempo de batido, variando los factores(“h
de grasa y temperatura de batido) utilizando un equipo diseñadopor Santos para pequeilas y medianas agroindustrias y así conocer las condiciones óptimas
de temperatura de batido y concentración de la crema en dicho equipo.
OPhGlNA 030
...
...~..
.. - . .. .. . -. ~~-~-.-.~..-.,-^...,I_ . . . ~ ..11.
OBJETIVOS
Objetivo general
Encontrar
las
condicionesóptimas
de estandarización d la temperatura debatido en crema que nos permita obtener el menor tiempo de batido y el mayor rendhento
en la elaboración de mantequilla
con la ñnalidad de evaluar una batidora diseilada por
Santos Moreno Annando en el Departamento de ingeniería Agroindustrial de la UniversidadAutónoma Chapingo.
Objetivos prrtkulans
Encontrar el nivel d entración de grasa en rem la gra
.
temperatura de batido adecuadasen
crema en el equipo a emplear.Obtener el tiempo de batido y rendimientos de mantequilla para
las
diferentes condiciones de grasa y temperatura..
. . ,
. , ~ , , . . , ,, * . ,. , , , ,,, ... ” , ..,. *... .< ...,, ~ I~.
.
. , . , ,, * , . , ,.
i-b = La temperatura y la concentración de grasa no tiene un efecto importante sobre el
tiempo de batido y el rendimiento.
Ha = La temperatura y la concentración de grasa tiene un efecto importante sobre el
tiempo de batido y el rendimiento.
, .
. .
. . , , ,.
, , , , , , ,.
..”. ...,,. 4.-..*, ._-... ”~ , ... , , I , . I 1. , ,
IV.
REVISION BIBLIOGRAFICA
4.1. Historia de Ir mrntequüia
El uso de la mantequilla
es
narrado
en los grabados antiguos del género humano.Al
menos ya en el año 2000 a.c.,
hacen referencia a la mantequilla. Los Hindúes la usaban ensus ritos religiosos.
Los antiguos Griegos y Romanos hacen referencia al uso de la
mantequilla en preparaciones medicinales, lociones de piel y alimento. Los Teutones, y mástarde las personas del norte de Europa, también tenían conocimiento de la manteqdia como
alimento y como un artículo de comercio (Olson, 1950).
Es probable que el producto el cual los antiguos Hindúes y otros llamaron
mantequilla, fue descubierto accidentalmente. Cuando la leche fue acarreada en bolsas de piel, al transportarla, expuesta a calentamiento y constante agitación pudo haber causado la separación y agriado en la leche. La cuajada e incorporación de grasa, sirvieron,
Si
duda, ambas como mantequilla y queso. Esta experiencia pudo haber conducido a alguna de tantasobservaciones de los individuos para concluir que entre más porción de grasa de leche es agitada, un diferente producto era producido (Olson, 1950).
De este principio primitivo, la industria de la mantequilla fue llevada por los primeros exploradores y colonos a todas las partes del mundo que conocían.
El producto al cuales fue dado el nombre de mantequilla, y el cual incluye toda o
parte de la grasa de leche, no fue idéntica a la mantequilla que existe actualmente en el mercado. Muchos años de esmerada investigación fueron necesarios para producir la calidad de mantequilla que se encuentra en el mercado.
La aparición de la desnatadora centrífuga hacia 1880, la prueba de Babkcoc (para determinación de grasa) y los trabajos de microbiología contribuyeron al nacimiento y
desarrollo creciente de esta industria (Olson, 1950).
, "
. .
. . , , . . , , , ,.
, ,, , < < , , ,... A..~,..*- .,.,. * ..,,..,... r. ~ . , . ~ , . , , . , , , .4.2. importanci. de la mantquillr
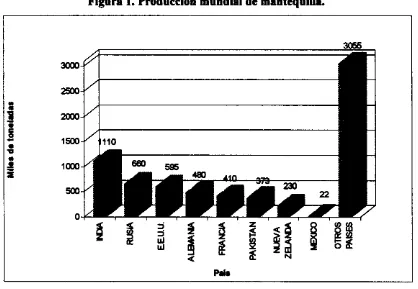
4.2.1. Producción mundiil
A nivel mundial se producen alrededor de 6.900 millones de toneladas de mantequilla. Los principales países productores
son:
La India, Ex-Unión de Repúblicas Socialistas Soviéticas (EX-URRS), Estados Unidos, Alemania, Francia, Pakisth y Nueva Zelanda, los cuales produjeron 1.100, 660, 595, 480, 410, 373 y 230 miltoneladas respectivamente en el año de 1995, representando el 55.64% del total mundial. Enese
[image:15.622.97.515.289.578.2]mismo año, México ocupó el décimo quinto lugar
con
22 miltoneladas (0.32% de la producción mundial). (Verfigura
1).Figura 1. Producción mundml de mantquilli.
I
-Fuente: SAGAR, 1996.
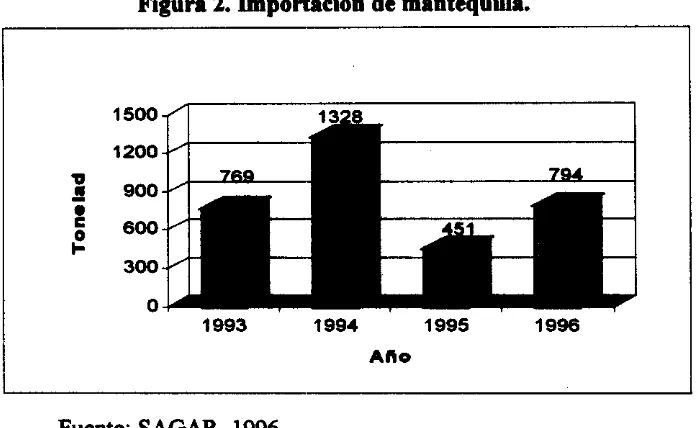
4.2.2. importación de mantquilli
Aunque la producción Nacional de mantequila ha permanecido constante durante el
periodo 1993-95; en las importaciones hay fluctuaciones considerables sobre todo en el año
. . .
.
, , , , ,,,..
..,-...._ *,. ,.-.4~,, ...,,...,...
.
. , ,. , , , , , I ,.
,.
..
, ..
[image:16.622.134.483.121.335.2]de 1994, el cual fue de 1,328 toneladas seguido de 769 toneladas en el año de 1993 y 451 en 1995 (Ver figura 2).
Figura 2. importación de mantequilla.
I
1 5 0 0 7 1328 I1200
1
900io
O=
600300 O
1993 1994 1995 1996
Ano
Fuente: SAGAR, 1996.
4.3.
Valor
nutricional de ia mantequillaExisten diversos tipos de mantequilla: dulce, ácida y salada entre otras. En todas ellas el componente principal es la grasa, seguida del agua, y en menor cantidad sal, caseína, ceniza, lactosa y ácido láctico. En el siguiente cuadro se muestra la composición general de la mantequilla.
Cuadro 1. Composición química de ia mantequüli. Componente porcentaje
82 a 90 10 a 16 Caseína y lactosa 0.8 a 2.0
Minerales
O. 1 a 0.25Fuente: D e Sora y Pineda, 1974.
4.4. Materia grasa en ia leche
La leche es un líquido complejo formado por tres fases fisicoquúnicas: emulsi6n, suspensión coloidal proteica y verdadera solución.
Químicamente está compuesta por agua, Iípidos, carbohidratos, protehas, minerales y microcomponentes orgánicos e inorgánicos (dais, 1970).
La composición de la leche determina su calidad nutritiq su valor como materia prima para fabricar productos alimenticios y muchas de sus propiedades (Walstra, 1987).
De todos los componentes de la leche, la
fracción
quemás
varía es la formada porlas
grasas, estando en una proporción que oscila entre el 3.2 y el 6%.
Estas
Variaciones se debenprincipalmente a la selección realizada por
las
distintas razas de vacuno, diferencia de alimentación, alojamiento, estado sanitario y alas
características individuales delas
vacaslecheras (Spreer, 1991). La leche de vaca Holstein en promedio tiene 3.41% de grasa (Webb, et. al. 1974).
4.4.1. Formas de la materia
grasa
en la lecheLos lípidos de la leche de vaca existen en dos formas de separación fisica: los que flotan por centrifugación y los que sediientan.
La parte que flota está compuesta por glóbulos esféricos o ligeramente ovalados, Uamados glóbulos de grasa, y los que sedmentan están asociados a fragmentos de membranas y células; siendo esta última una fracción de tipidos que se mantienen en el plasma de la leche descremada (Santos, 1995).
Glóbulos de grasa
Los glóbulos de grasa contienen
más
del 96% de los tipidos y la fracción de éstos en el plasma constituyen del 1.5 al 4%. Los glóbulos de grasa están compuestos portriglidridos (97 a 98%)
,
fosfolípidos y glicolípidos, colesterol libres y est&iñcados, di y monoglicéridos, ácidos garasos libres, sustancias hidrocarbonadas y vitaminas iiposolubles (Santos, 1995).4.4.2. Estructura del glóbulo de grasa
El
glóbulo de grasa tiene un diámetro que va de menos de 1 a 10 micras; comotermino medio de 3 a 5. Siendo los factores de variación más importantes: la especie, la
, .
~.
, . , . . , , ,, ,.
, , , , , , , , ,,...
.. __^-*.,.,.,.*.I..._...
I ... ,. ..1- ,. , ,,.
. , .,.
, . .
raza, estado de lactación, estación del año y edad de animal. Tienen tendencias a unirse en
racimos (Waistra, 1987).
El glóbulo de grasa, estructuralmente se divide en dos partes que
son:
membrana delglóbulo de grasa y corazón o centro del glóbulo (Santos, 1995).
4.4.2.1. Membrana d d glóbulo de grasa
La membrana del glóbulo de grasa constituye aproximadamente el 2% del total del
peso de la grasa de leche.
La membrana esta compuesta principalmente por complejos de proteína y fosfolípidos. Estos últimos constituyen
más
de la mitad de su total. Además contienencarotenoides, colesterol, minerales (una parte considerable de
fierro
y cobre), entimas (sobretodo Fosfatasa alcalina y Xantina oxidasa
las
cuales están ligadas a la membrana delglóbulo), aldosas y riboflavina (Santos, 1995).
Los componentes de la membrana están dispuestos en varias capas, de tal manera
que los grupo “s” hidroñücos están orientados hacia la fase acuosa y las hidrofóbicas, hacia
la lipídica; de aquí que la leche forma una emulsión (Santos, 1995).
4.4.2.2. Corazón o centro del glóbulo de grasa
Más del 95% del total de los Iípidos se localiza en la fracción central del glóbulo de grasa y están compuestos de 98 a 99?? de triglicéridos. Del total de los lípidos del glóbulo, cerca del 99% está en el corazón y al rededor del 1% está asociado a la membrana
superficial (Santos, 1995).
Los
lípidos del centroson
principalmente triglicéridos y diglicéridos, predominantemente los primeros tienen baja cantidad de esteroles, fosfolípidos, ciertas gücoproteínas y vitaminas liposolubles (Santos, 1995).Estructuralmente la parte central del glóbulo de grasa está formado por triglicéridos en cuyo seno están disueltos los componentes de la hcción insaponiñcable; ésta parte no es homogénea
,
los triglicéndo más insaturados, los de bajo punto de ñisión y los líquidos aOPAGINA moo Tesis donada a la UAM por la
, ,
. .
.
,. .
, , , . , , , ,
.
, ,, , , ~, ,,, .___"... ,..._,. +,..* -, ,^<..., . ..,.~,. , ,,.
temperatura ambiente, están en el centro del glóbulo y los más saturados están hacia el exterior (Santos, 1995).
4.5. MCtodos para producir mrntquüla
El primero consiste en exponer la crema de temperatura predeterminada a unos
movimientos sucesivos de choque de concusión y de agitación. Todo esto ocasiona un verdadero quebramiento de la crema, y la mantequilla se separa del suero de la crema.
Un segundo método para producir mantequilla, consiste en separar la crema de manera a obtener un producto de
más
o menos un 80% de contenido de grasa, para después agitar ligeramente el producto hasta que se cambie en mantequilla (Farrd, 1952).4.4. Proceso de dnbonción de mnntquüia
La transformación de la nata en mantequilla se puede
realizar
por numerosos procedimientos. El más utilizado desde hace siglos, y el que todavía hoy constituye el procedimiento clásico, se basa en la agitación moderada de la nata reíiigerada en un recipiente conocido con el nombre de batidora.La fabricación de mantequilla comprende 2 fases principales: la separación de la nata (desnatado o descremado) y la transformación de la nata en mantequilla, proceso que tiene
varias operaciones, de las cuales la más importante es el batido (Veisseyre, 1988).
Obtención de In nata
La nata (crema) es una emulsión de grasa en agua cuyo contenido de grasa láctea ha sido enriquecido; se obtiene a partir de leche cruda
fresca
por separación; ésta se utiliza para la elaboración de mantequilla.La separación de
la
nataes
posible gracias a la diferencia de densidad entre losglóbulos grasos (0.93) y la
fase
acuosa que constituye la leche desnatada (1.036). Laseparación se puede llevar acabo de 2 f0rma.s:
, , ,
.
. ,, , . , ,,,..
...~,.. ..._-, .- , . . I , , , ..
, , , , . I . , ..
.
, . . . .Separación por decantación espontánea
Cuando la leche se deja
en
reposo, los glóbulos grasos se separan en régimen laminar, es decir, sin turbulencia. Cabe mencionar que esta separación se ve modificada por la presencia de agiutininas en la superficie de los glóbulos. Estos anticuerpos favorecen suaproximación y su formación de agrupaciones voluminosas de glóbulos, cuya fuerza
ascensional es mucho mayor. Gracias a este fenómeno de aglomeración natural de los
glóbulos grasos es posible obtener un desnatado espontaneo satisfactorio en una noche.
Separación centrífuga
El desnatado espontáneo es una operación lenta y discontinua. Para acelerarlo y hacerlo continuo se recurre a la
fuerza centrííkga, en donde la separación
serealiza
enrégimen turbulento o en régimen intermedio mediante una desnatadora centrífuga.
Pasteurización
Con la pasteurización en la nata, se trata de librar al medio de todos los
microorganismos, cuyo desarrollo, en el curso de la maduración, puede provocar la degradación de los componentes de la nata y se oponga a la acción de los fermentos lácticos
puros que se alladen después de la pasteurización.
Los
objetivos principales de la pasteurizaciónson
los siguientes:Destrucción de los gérmenes patógenos y, especialmente el bacilo tuberculoso, el
más termorresistente de todos ellos; eliminar, tanto como sea posible, la flora inicial de la nata, debido a que ésta siempre contiene numerosos gérmenes indeseables (levaduras, hongos, bacterias), los cuales pasan en parte a la mantequilla y pueden provocar
alteraciones; inactivar las lipasas responsables de ciertas alteraciones graves observadas
durante el almacenamiento de la mantequilla (Veisseyre, 1988).
La temperatura de pasteurización recomendada
es
de 92" a 95OC y durante 30segundos, la cual nos garantiza una destrucción satisfactoria de los gérmenes y de las
entimas, preservando las cualidades organolépticas de la nata (Santos, 1987, Veisseye,
1988).
.,
.
.
.
,.
.. , , , , , ,.
, ,, , ,, ,~ ,,<...
. , . ,_.,,,.."l_,.*..,.*~,"._..I..I...
. ....
.. , I * , , . , ,.
Refrigeración
La refrigeración de la nata es una condición importante para asegurar el óptimo desarrollo de la maduración de la nata, estando estos dos procesos muy íntimamente relacionados. La reñigeración inicia la cristalización de la grasa y modifica la envoltura de
los
glóbulos grasos (Spreer, 1991).La nata se enñía bruscamente a la temperatura óptima de cristalización (6 a 7°C) y se mantiene a ésta temperatura por lo menos de 2 a 3
hrs.
(Spreer, 1991). En el enfriamientobrusco se favorece la cristalización de la grasa y evitar la aparición del sabor a cocido; además, se obtienen mantequillas duras y quebradizas, pues los finos cristales que se
forman, proporcionan una estructura suave; por el contrario, para las mantequillas blandas
es preferible, favorecer la cristalización lenta de cristales grandes a una temperatura no
inferior a 12°C.
Midunción de la crema
La maduración de la nata supone la preparación intensiva final de la nata para el batido, Esta se puede
realizar
de dos maneras:Midunción sin acidificación
Consiste simplemente en el desarrollo de una serie de procesos fisicos.
Estos
procesos, modifican la consistencia, ya que se regula y finaliza el proceso de cristalización y se reduce aún más la permeabilidad de la envoltura de los glóbulos grasos.La nata tratada ya preparada para el batido presenta un pH
>
6.2. Este tipo demaduración se emplea en la fabricación de mantequilla de nata dulce, pero al ser su realización tecnológica tan simple se emplea también para fabricar mantequilla de nata acidiñcada, teniéndose en este caso que aiTadir los fermentos Iácticos
o
ácido láctico durante el proceso de amasado.La
nata para que madure, una vez refiigerada bruscamente se deja madurar durante2-4 Ius. a una temperatura de 6 a 12OC. Aunque ya se puede batir la nata transcumdo este
tiempo; se suele alargar la maduración fisica (cristalización) hasta el día siguiente (15 a 20 ius.), produciéndose UM cristalización
mas
completa de la grasa (Spreer, 1991).Maduraci6n con acidircrci6n
A los procesos fisicos se les unen en este
caso
una serie de procesos bioquímicos; siendo éstos los más destacados. Durante ésta maduración, la acción de las bacterias Iácticasacidificantes da lugar al desarrollo de una acidez y de un aroma deseado.
Las bacterias Iácticas acidiñcantes añadidas con el cultivo (fermento)
láctico
fermentan en la nata la lactosa en varias etapas a ácido pirúvico, que después se reduce a ácido láctico.
OCH3 COCOOH
+
Hz -CH3 C H (OH) COOHácido pirúvico ácido láctico
En
menor cantidad se producen también otros productos de fermentación como ácido acético, ácido propiónico y ácido carbónico ((2%). Los ácidos producidos provocan la coagulación de las proteínas (de la caseína), lo que altera el sistema disperso de la nata de tal manera, que se va a facilitar posteriormente la separación de la grasa y del suero durante el batido.El ácido láctico interviene además en la formación de diacetilo, que es UM sustancia
aromática de la mantequilla. Libera, a partir de un pH aproximado de 5- 5.2, ácido cítrico de sus sales. Este ácido cítrico libre que se origina, es transformado por los fermentos productores del aroma, en presencia de lactosa, en acetoína y diacetiio. Los fermentos productores del aroma pueden formar estos mismos productos de fermentación duectamente de los citratos, siempre y cuando exista lactosa en el medio (Spreer, 1991).
, , , . , ,, ,
.
,. . ,, , , , ,,,_...,I *.."-I-)". _>__."" _,*... . * .,,...,. , I , . . , , ,.
. ~ I . ..
. ..
.
..
.
Fermentos lácticos (Starters)
En la elaboración de mantequilla de nata ácida se suelen
utilizar
cultivos mixtos devarias cepas de los géneros streptococcus
(S)
y Leuconostoc (L) para acidificar la nata. Lasbacterias más típicamente usadas
son:
a)
S.
cremoris: Es el fermento iniciador de la acidez más importante; produce una acidificación suave y una consistencia espesa del cultivo; puede crecer formando cadenas largas o cortas.b)
S.
lactis: tiene un gran poder acidificmte de hasta un 1% de ácidoláctico;
tiene forma dediplococo y crece en cadenas cortas.
c)
S.
diacetilactis: en presencia de un hidrato de carbono fermentable descompone loscitratos en acetoína, diacetilo y
C e
.
d)
L.
cremoris(= citrovomm): también descompone los citratos, en presencia de un hidratode carbono fermentable, en acetoína, diacetilo y COI ; un pH
<
4.6 y el aporte de oxígenoestimula la producción de diacetilo ; produce un aroma suave y de larga conservación; tiene
forma lenticular y crece formando largas cadenas (Spreer, 1991).
Batido de la nata
El batido tiene el propósito de transformar la nata, que es una emulsión de grasa en fase acuosa, en mantequilla, que es una emulsión de una fase acuosa en grasa. El batido consiste en la expulsión de la grasa libre al exterior del glóbulo, lo que asegura una íntima
unión entre los glóbulos y las gotas de suero.
A mayor agitación, es mejor la operación de batido. La velocidad de rotación de la batidora oscila entre 20 y 30 vueltas por minuto, según la capacidad del aparato.
El lavado
El lavado tiene por objeto sustituir las gotas de suero emulsionadas en la mantquiila por gotas de agua pura. Esta sustitución de un medio rico en sustancias nutritivas impide, en
principio, el crecimiento microbian0 en la mantequilla @revocan malos sabores y deterioro del producto), ya que los microorganismos no pueden multiplicarse en la grasa (Veisseyre,
1988).
. . , , , . , ,,
.
, .,, r,.._ .,,,._... “-..*^.<--r*-Ci ,<I_u_” .,.. I , , ....
. <~ ,.~..
.
.
, . *La fase
no grasa de la mantequilla es rica en productos antioxidantes cuya presencia puede c6mbatir eficazmente el desarrollo ulterior del gustoa
rancio. Este poder antioxidante del suero parece estar ligado a la presencia de lecitinas (Veisseye, 1988).Entre los inconvenientes del lavado es preciso destacar, además del alargamiento del
tiempo de fabricación, la eliminación junto con la mazada de una ñ9cción importante de los
compuestos reductores formados durante la pasteurización a alta temperatura. Por esto se ha preconizado, en algunos casos, suprimir el lavado para prevenir la oxidación de
las
mantequillas durante el almacenamiento (Veisseyre, 1988).
Salamoido
El agregar sal a la mantequilla tiene la finalidad del salazonar y conferirle un sabor
especial. Además, permite ampliar la gama de productos en el mercado.
El salado de la mantequilla puede hacerse
por
varios métodos (según Santos, 1987):Salado en seco.
La sal en grano se esparce en la masa o se introduce en surcos ; se deja
reposar
yposteriormente se amasa. Salado en húmedo.
La sal se esparce en surcos, se humedece y se amasa.
Salado con salmuera.
En
este método se emplea una salmuera al 26%(saturada).La cantidad de sal que se agrega depende del gusto del consumidor; varía comúnmente entre
2.5 y 3%.
Las
normas
mexicanas permiten un máximo de 5%.Amasado
El amasado de la mantequilla facilita la soldadura de los granos y la pulverización de
la fase acuosa en el seno de la grasa
.
Tiene mayor importancia en la conservación de lamantequilla que el lavado. En efecto, los gérmenes
sólo
pueden desarrollarse en lafase
acuosa y cuando el amasado es correcto, su número es siempre inferior al de
las
gotas deOPAGINA 0160
suero que constituyen la emulsión. El amasado igualmente regula el contenido en agua y su
distribución en la mantequilla (Veisseyre, 1988).
Conservación
La conservación de la mantequilla mediante el empleo de bajas temperaturas es el procedimiento más racional y más seguro. Una temperatura comprendida entre -10 y -lS°C,
puede conservar durante un largo tiempo este producto (Veisseyre, 1988).
4.7. Mecanismo de tnnsformaci6n de la nata en mantquüla
En
la leche, la grasa se presenta únicamente bajo la forma de glóbulos, los cuales tienen una estructura bien deñnida, constituidos por: glicéridos de bajo punto de fusión (líquidos a temperatura ambiente), los cuales se encuentran en el centro de los glóbulos, mientras que, los glicéridos de punto de fusión elevado se encuentra en la periferia, formando una especie de caparazón que no deja escapar la grasa líquida.En
la actualidad se admite que existe una fase continua de grasa llamada grasa libre, líquida a la temperatura ambiente, ya que es muy rica en oleína. En esta grasa libre están dispersos, por una parte, los glóbulos de grasa, más o menos intactos, cristdiles a latemperatura ambiente a causa de su alto contenido de glicéridos de punto de fusión elevado y, por otra parte, gotitas de mazada, mas o menos diluida por el agua de lavado. La grasa libre desempeña el papel del cemento que une a los glóbulos grasos y las gotas de mazada
( h o t , 1991).
4.8. Principio del batido
La fabricación de mantequilla por el procedimiento convencional o método discontinuo, es una aplicación del principio de la aglomeración y se basa en la teoría de las espumas. La nata se agita en unas condiciones determinadas que favorecen la formación de mantequilla por coalescencia de los glóbulos grasos. Durante la agitación de la nata se forma
abundante espuma, los glóbulos gasos se aglomeran en grumos cada vez más
grandes
y posteriormente la espuma se desestabih y los gnuios de mantequilla se separan del suero., , , , , , ,, ,
.
..._,
, , ., ,,_._.. rr.,.”C-iiii..n,-< ..IC...-
.,...., _. .... ,. , ,-,. ..I - I . . I .,.
..
,.
, , ..
.
La incorporación de aire durante la agitación aumenta la viscosidad de la nata y orienta y aproxima la velocidad de los glóbulos grams en las paredes de las burbujas en donde la
interface está constituida por agentes tensioactivos, agua y aire. La refrigeración, la formación de la espuma y los choques repetidos tienen un efecto abrasivo sobre los glóbulos
y modacan su membrana rompiendo la capa intenq lo que facilita la liberación de la capa interna líquida y la coalescencia de muchos grumos
entre los
que quedan dispersas gotitas desuero muy pequeñas. El fenómeno se va intensificando durante el proceso y cuando la materia grasa que se encuentra en forma líquida es suficiente en relación a la materia grasa sólida, se forman gránulos
más
grandes o granos de mantequilla. La emulsión se inviertesúbitamente y el suero se separa. Después, los granos de mantequilla se amasan para conseguir que se suelden y obtener una masa homogénea de mantequilla (Amiot, 1991).
4.9. Características de las batidoras
Las batidoras para la producción comercial eran originalmente de madera dura y resistente a la pudrición y consistían en un tonel (cilindro) giratorio montado horizontalmente. En la mayoría de los modelos, las batidoras contenían pares de rodillos para el amasado de la mantequilla. Con estas batidoras se tenían problemas debido a contaminaciones microbianas ocasionadas por el tratamiento incorrecto de la madera, sobre todo cuando ésta se esponja; además, por sus rodillos, las batidoras son muy dificiles de limpiar y desinfectar, por ello, se idearon batidoras metálicas, fabricadas de acero inoxidable
y aluminio y aliaciones metálicas, las cuales han reemplazado totalmente a las de madera.
Las
batidoras metáiicas presentan también la ventaja de poder regular fácilmente en ellas latemperatura, durante el tiempo de trabajo, por aspersión
con
agua fna o caliente.Estas
batidoras no tienen rodillos, pero para facilitar el amasado son de forma regular, por ejemplo cubica (de cono senciiio), bicónica(cono
doble), poliédricas, etc. (Veisseyre, 1988,Alan,
1994).
4.10. Descripción de equipo
Todas las batidoras están provistas de una o dos ventanillas que permiten vigilar el
trabajo, asi como de una puerta hermética por la que se introduce la nata y se extrae la
., .. ~ .,.., ~ .
.
,.
.
, , , , , , , , ~,.
, _ , I , , , ... x 4 -... d.."* --.. *.- ll--l~..l^..,. I , , ...,.mantequiila, una válvula de evacuación del suero y del agua de lavado, un sistema de paletas
que aseguran la agitación satisfactoria de la nata al tiempo que gira la batidora. El mecanismo impulsor del tonel de la batidora permite variar a voluntad la velocidad de la misma.( Veisseyre, 1988).
El volumen de las batidoras es muy variable,
las
hay desde 2.5hasta
250kg.
(Alan, 1995). En la industria se utilizan aparatos cuya capacidad total puede alcanzar los 12,000 Litros.( Veisseyre, 1988).4.10.1. Partes principales de una batidora
La
batidora común consiste de 3 partes principales: el barril, la amasadora, y lapropulsión. En ciertas máquinas, todas estas partes se combinan para formar una sola
unidad y el aparato se Uama batidora
-
amasadora combinadas, pudiendo realllar el batido y el amasado en un sólo equipo. ( F d , 1952).El barril de la batidora
La forma y construcción del bard determinan las características de operación del
aparato. En la práctica actual se prefiere un b a d relativamente corto pero de amplio
diámetro.
El árbol de la batidora
El árbol se necesita para dar vueltas al barril y, además, para mover los rodillos en
caso de usarse.
La práctica moderna requiere que el árbol
sea
sumamente pesado, de manera queaguante los choques de la operación de batimiento.
Los
engranes deberán trabajar en unbailo de aceite como en
la
más perfecta construcción automotriz. La caja de cambios develocidad y el embrague deberán ser resistentes y Wciles de manejar.
Propulsión.
La propulsión es el accionador del bard que hace girar a la batidora con un sistema
de transmisión (mediante engranes).
--.~,-.~
.
,__
,_ , , ..
, , , , , . , , . . , ..
..
. , . , , , , . . , , , , , , ,, , ..
, , ,, ,., ,~.,,,..-.-..--*-.I-i-i-4.11. Tipos de batidoras.
Las batidoras modernas accionadas por electricidad fueron perfeccionadas alrededor del año 1880 cuando la industria lechera empezó a mecanizarse. La invención del
separador
de crema y del secador de muestías Babcock más o menos al mismo tiempo fie en gran parte responsable de la centralización de la industria mantequillera, impulsando la implantación de métodos industriales en la fabricación de mantequilla.
Según Farraü, 1952, los varios modelos de batidoras pueden clasiftcarse en los
grupos siguientes: a)
Con
balanceo. b) Sin balanceo.c) Batidora combinada
con
amasadores.d) Batidora de metal sin amasadores.
d) Batidora de madera. e) Batidora de metal.
t
Batidoras con balanceo
Este tipo de batidoras
son
las que comúnmente se emplean en la industria para laproducción comercial, consistían en un gran tonel (cilindro) giratorio montado horizontalmente.
En su mayoría contienen pares de
rodillos
para el amasado de lamantequilla, además, cuentan con unas paletas las cuales hacen ascender la crema, y desde la
parte de arriba dejarla caer para que se de el golpeteo y agitación (Veisseyre, 1988).
Batidoras sin balanceo
En la batidora sin balanceo se aplica el sistema de batimiento por choques. El amasado se logra por un modo de construcción interior que permite a la mantequilla caerse violentamente de una parte o esquina del barril de la batidora hasta otra, ocasionando de esta
manera
una
acción de amasamiento muy efectiva@or
ejemplo la de tipo caja: de un solocono,
bicónica) (Farrail, 1952).Batidora de metal
Muchos estudios se han dedicado a la idea de construir un b a d de batidora de metal, debido a sus ventajas sanitarias aparentes y algunos progresos se han logrado recientemente. El problema principal
con
el cual se ha tropezadoes
el de impedir que lamantequila se pegue al metal. Se ha descubierto que al picar o raspar la superficie, puede remediar en parte el
problema,
especialmente cuando se emplean ciertos metales porosos,puesto que se deja una película de humedad en
la
superñcie entre la mantequilla y el metal.El picado o raspado debe hacerse de nuevo a intervalos regulares porque la acción de la sal y la mantequilla tiende a puh y aislar la parte interior de la batidora ( F d , 1952).
Los ensayos han demostrado que el empleo de un b a d de
metal
con
amasadores nomejora en
forma
notable la fermentación, el moldeado o el recuento. Esto se debeprobablemente al uso de cajas de empaques en los balandores ya que el metal tenía
una
superñcie
áspera.
La
batidora de metal Sin balanceoOW
el m k b o de característicassanitarias pero tiene la ventaja de dificultar el control de temperatura ( F d , 1952)
En las batidoras
-
amasadoras de rodillos internos el amasado se e f e d a por laminación de la mantequilla entre dos rodillos acanalados y giratorios fijos al eje del tonel de la batidora. En las batidoras amasadoras de carretilla la operación se basa en el mismo principio, pero los rodiios van en un soporte móvil que se introduce en el tonel por una de sus bases y que se abre, constituyendo la puerta de la batidora.( Veisseyre, 1988).Este tipo de aparato tiende
a
desaparecer a causa de su complejidad y de las dificultades de limpieza.( Veisseyre, 1988).Existe una clara tendencia a sustituir el amasado por laminación entre rodillos por et
amasado por choque. Los aparatos empleados se están simplificando; sólo se utiliza
una
batidora
con
paletas interiores fijas destinadas a ascender lamasa
de la mantequilla en laOPAGiNA 0210
,I , , , , , , ,
.
, , . , I . , , , r ,,<.__. " i . i . - . , . , . ~ . . I -.,. ~ -.-.-,-. ^._+ , I , , , . , , . _, ~, ... ..
.,. . , . ~, ,, .. ., .. .parte superior de la batidora, desde donde cae a la parte contraria, suíiiendo así una
verdadera lapidación que provoca la pulverización de las gotas de suero diluido. Las batidoras de acero inoxidable son todas de este tipo ( Veisseye, 1988).
Las
batidoras amasadorasSin
rodüios han tenido un importante desarroilo en suutilización. El batido es perfecto y la limpieza del material es fácil. Sin embargo, la duración de la operación aumenta (no menos de 30 minutos, mientras que con el método de los
rodillos se Ueva a cabo en 15 minutos ) ( Veissey~e, 1988).
4.12. Características de crema para d batido
Para obtener una mantequilla
con
la consistencia y textura adecuadas, se debe evitarla pérdida excesiva de grasa en el suero y asegurar una buena conservación del producto
final, hay que trabajar a una temperatura que pennita realizar el batido en un tiempo de 40 a
60 minutos (Amiot, 1991).
Veisseyre, 1988; menciona que la temperatura de batido en crema va desde 11 hasta
15"C, pero, a una temperatura mayor de 11°C en verano y mayor a 13' C en invierno,
acelera la velocidad de batido, sin embargo, se corre el riesgo de provocar pérdidas de grasa
en la mazada.
Así
mismo propone que para evitar las pérdidas de grasa en el suero durante elbatido de crema dulce, éste puede efectuarse de 5 a 7 "C, sin embargo, la operación se puede prolongar un poco más. Además menciona que en tiempos prolongados de batido se
fatiga la pasta y se obtiene una mantequilla de una textura pegajosa provocada por la liberación de un exceso de grasa libre en estado üquido.
Santos, 1987, menciona que en la temperatura de batido cuando se trabaja a 11°C puede perderse 3.4% de grasa y a 16" C la pérdida de grasa puede ser de hasta del 19%.
Santos, 1987, Veisseyre, 1988, Amiot, 1991, Spreer, 1991; coinciden en que generalmente el batido puede ser a una temperatura de batido de 12-13°C en verano,
, , , , , ,, , ,
.
, .,,, , ~ , , ,,,,-,.-.-,,*.. ..--.,-.,,- ,., _,_. * ..., , , ,.. - ..I . , ,-. .. I.. .. ...
. ..
.
. . . - , .mientras que en invierno
se
trabajar de 8 a 10 "C, teniendo en cuenta el calentamiento de la nata durante la operación. Pero el segundo autor menciona que, además de la estación deaño la temperatura de batido también depende del procedllniento de batido y del contenido
de grasa en la nata (alto contenido de grasa, bajas temperaturas).
Una nata demasiado rica en grasa se bate mal a causa de su excesiva viscosidad. Una
nata demasiado pobre en grasa ocupa un gran volumen, lo cual perjudica la utilización rentable del material, por otra parte, las pérdidas de grasa en el suero suelen ser más
elevadas. En general se bate la nata con un contenido de grasa que oscile entre un 30 y un
40% (Veisseyre, 1988).
Patrick y Gaona 1986, dicen que las velocidades de una batidora se usan de la siguiente manera: la velocidad de 30 a 40 r.p.m. ("alta velocidad") hasta que empiecen a notarse las primeras seiíales de separación; posteriormente se pone la velocidad de 15 r.p.m. aproximadamente (baja velocidad) hasta que la mantequilla forme gránulos de 3 a 4 milímetros de
diámetro
y despuhs se continúa con el lavado y las otras operaciones.Alais, 1970, menciona que el tratamiento de cremas muy concentradas provoca una
inversión de la emulsión muy limitada.
Veisseyre, 1988, menciona que la crema ácida se baten más rápidamente que la dulce si las otras condiciones de batido (temperatura : 12-13OC en invierno y 8
-
10' en verano, yagitación) permanecen constantes. Este fenómeno se debe a la acidez sobre el comportamiento de los glóbulos grasos. Se sabe que los glóbulos de grasa son hidróñlos,
en
condiciones normales, debido a la carga de su membrana, cuando aumenta la acidez, lamembrana se d e s n a t u h y se neutralizan los compuestos cargados eléctricamente, pasando a ser hidrófobos. En síntesis esta modificación de la polaridad
da
cuenta del rápidobatido de las natas ácidas.
, ,. ,. , , ,, ,
.
, , ,, .,.,, ,_,,,"I .il.l.,l _C_i_*".-..-
_c."__ ~-...*.*,., , . I ... ., , , . ., . . .,.
....
_..
._
. ~ , , . ~ ~Spreer, 1991 dice que cuando
se
incrementa el contenido de grasa de la nata seproducen los siguientes efectos:
a) disminución de la proporción del suero:
se
reduce la capacidad de acidificación de la nataal rebajarse la porción acidificable.
b) Aumento de la viscosidad: se incrementan
las
pérdidas por adherencia, la nata fluye peory se reduce en su miscibilidad y su movilidad, lo que hace más dfficil las operaciones de transporte.
C)Disminución de la densidad: La nata con un 40% de grasa presenta a 2OoC un valor de
densidad de 0.993 Kg/dm3
.
d) Disminución de la distancia media entre los glóbulos de grasa. Cuando el contenido de
grasa es mayor a 75%
los
glóbulos grasos ya no están como elementos aislados, sino que seencuentran formando paquetes de glóbulos.
Es por ello que es necesario nornializar el contenido de grasa con la mayor regularidad posible en el proceso de fabricación de mantequilla.
4.13. Comportamiento de eristaliución y de fusión de Ir grasa
La grasa al estar formada por tnglicéridos, presenta, debido, a su diversidad en
ácidos grasos, comportamiento de solidificación muy diferentes (Spreer 1991); los puntos de fusión de los triglicéridos de la grasa láctea varía desde aproximadamente -40 a 7 2 T (estos dependen de la longitud de la cadena
,
saturación, número par o impar del átomo decarbono, ramificación, etc.); ello no signiñca que éste sea el rango de fusión de la grasa
láctea. Su punto de fusión ñnal es normalmente de 37OC (Mulder y Walstra 1974); de lo que
se deduce que también variará mucho la dureza de la grasa de mantequilla La dureza naturai
depende fundamentalmente de los distintos regímenes de alimentación del ganado en
las
distintas épocas del año. La alimentación fibrosa, que es típica en invierno, produce una
grasa dura caracterizada por pocos dobles enlaces y por estar formada fundamentalmente por ácidos grasos de cadena corta. Por el contrario, la alimentación en verano (alimentos verdes) produce una grasa con más dobles enlaces y mayor proporción de ácidos grasos de cadena larga. En la práctica se habla por tanto análogamente de grasa o nata de verano y de
grasa o nata de invierno.
, . I , , , , .
.,
,, ,.~
. .. ,, .,... -<,,..,,-.-~,..(,"~..lri---" ..., ,.. .~..,...
., . ~ ,.., . . .,.
..~. ....
< . . .., ...., ~En relación con los procesos reñigeración, la cristalización de la grasa de invierno comienza ya a los 25OC; por el contrario, la grasa de verano no empieza a cristal¡zar a veces
hasta que se alcanzan los 10°C. Observamos por tanto, que a temperaturas entre 10 y 25OC, existen en los glóbulos grasos, grasas ya
solidiñcadas
(cristalizadas) y grasasa
un liquidas (aceite, a 15°C aproximadamente el 30%).4.14. Efecto de la temperatura en
ia
cnrtilaiciónCuando la grasa en la crema se encuentra en forma líquida es muy dificil de separarla, por lo que
es
necesario llevar acabo la cristalización de la crema a bajas temperaturas, para ayudar de esta manera la separación. Este proceso se Uama cristalización.La cristalización se inicia con el enfriamiento enérgico (rápido) después de la pasteurización. Con este enfriamiento se forman cristales pequeños, favoreciéndose la elaboración de mantequilla; por el contrario, con in enfriamiento lento se favorece la formación de cristales grandes, proporcionando U M
firmeza
a la crema muy dura, la cualcausa problemas tanto en el batido de la crema
como
en la textura del producto h a l .Una sustancia no cristaliza salvo que se formen núcleos (es decir pequeños cristales embrionarios), de un tamaño que impide justamente su redisolución. La nucleación, no ocurre instantáneamente, Si0 que requiere tiempo, dependiendo del volumen de nucleación (es decir, del volumen globular) y de la temperatura. La grasa de los glóbulos es casi completa después de unos 30 minutos a 5°C. 1 hora a 10°C, 2.5 tus. a 15OC y 6 hrs a 2OOC.
La cristalización de la grasa láctea tiene una gran importancia práctica, ya que de ella depende en gran parte, la estabilidad de los glóbulos
grasos
(es decir, a deformarse e inclusorompimiento) y la consistencia de los productos ricos en grasa, entre los d e s se encuentra la mantequilla. Después de la cristalización procede el crecimiento de los cristales, que junto con los agregados, eventualmente forman una
red
de sólidos (Mulder y Walstra 1974).Simultáneo al proceso de cristalización se produce también el fraccionamiento (la separación escalonada) de la materia grasa. Se trata de una diferenciación en los glóbulos
graso~ que se caracteriza por un movimiento hacia el interior de las fracciones en estado líquido.
Las
fhcciones de alto punto de fusión se van colocando bajo la envoltura ydan
lugar a una cubierta cristalina más o menos fuerte. También encontramos en los glóbulosgasos fracciones cristalinas (granos de grasa) mezclas con fracciones liquidas y grasas
semisolidificadas formando esferas de gel (Spreer, 1991).
4.15. influencia de la temperatura en la crema
Los
glóbulos de grasa son más o menos deformables de acuerdo ai a la h e z a ,cuando ésta es mayor, se encuentran
más
glóbulos cristaüzados ypor
consecuencia,mas
duros y menos glóbulos deformables.
La
deformación afecta la forma y el volumen de espacios de aire en la mantequilla,los
cuales contienen la humedad.Ai
trabajar a una temperatura demasiado elevada la crema es poco h e , la producción de mantequilla se efectúa demasiado rápido (Santos, 1987, Veisseyre, 1988), pero, es más blanda y más rica en agua.Esto
es debido a que mucha de la grasa en la crema se encuentra en forma liquida, ocasionando una rápida unión entre los granos, pero, deja cavidades alargadas en donde se almacena agua (Mulder y Walstra, 1974); además, aumenta la pérdida de grasa en la mazada (Santos, 1987, Veisseyre, 1988), debido a la misma grasaliquida. Esto normaimente ocurre cuando se emplean cremas con altas concentraciones de grasa, debido a la baja transferencia de calor (Mulder y Walstra, 1974).
Por el contrario al trabajar con una temperatura demasiado baja, la crema se hace muy firme, ocasionando que la operación (tiempo de batido) se realice en forma lenta. Esto
se debe a que en la crema no se encuentra la grasa líquida suficiente para unir los granos,
dejando granos poco compactados; esto ocasiona una buen drenaje de la mazada y evita la pérdida de grasa.
Esto normaimente ocurre cuando
se manejan cremas con bajo contenido de grasa.Ai
trabajar tanto en altas como a bajas temperaturas de batido tienen la desventaja deretener agua; pero en las altas más que en las bajas.