Contenido
CUCEI
BIBLIOTECA CENTRAL
Introducción
vii
Sección
1
SELECCIÓN
Compresores y bombas: los impulsores de fluidos más importantes
Claves para la selección de compresores
Cómo obtener la mejor distribución física de la planta
para bombas y compresores
Sección II
CÁLCULOS Y EVALUACIONES
Evaluación de compresores centrífugos de etapas múltiples
Empleo de las curvas de rendimiento para evaluar el comportamiento
de los compresores centrífugos
Interenfriadores y postenfriadores de compresores:
predicción de funcionamiento en condiciones que no son las de diseño
Eficiencia del compresor: la diferencia está en la definición
¿;Se puede adaptar un compresor centrífugo?
Una forma fácil de tomar las temperaturas de compresión
Sección III
CONTROL DE OSCILACIONES
Conceptos básicos sobre el control de oscilaciones
en compresores centrífugos
Control mejorado de oscilaciones en compresores centrífugos
Sistemas de control de oscilaciones en turbocompresores
Control de oscilaciones en compresores centrífugos de etapas múltiples
3
15
33
47
52
61
65
69
74
79 89
Sección
IV
Sección
V
Sección
VI
Sección
VII
OPERACIÓN Y MANTENIMIENTO
Operación segura de compresores para oxígeno
Lubricación de compresores de aire
Selección y mantenimiento de bielas de compresores reciprocantes
Guía para compresores sin problemas
119
125
129
134
SELLOS Y EMPAQUETADURAS
Selección e instalación de sellos mecánicos
147
Sellos mecánicos: más duración, menos mantenimiento
154
Detección de fallas en sellos mecánicos
160
Por qué fallan los sellos mecánicos
171
Selección e instalación de empaquetaduras mecánicas
175
MOTORES PRIMARIOS: TURBINAS DE VAPOR Y DE GAS
Turbinas de vapor y de gas
Considérense las turbinas de gas para cargas pesadas
Eficiencia de la turbina determinada con calculadora programable
187
204
216
UNIDADES MOTRICES DE VELOCIDAD AJUSTABLE
Selección de unidades motrices de velocidad ajustable
225
Sección
VIII VENTILADORES Y SOPLADORES
Índice
Selección de ventiladores y sopladores
Ventiladores y sistemas de los ventiladores
Establecimiento de la curva de rendimiento de un ventilador centrífugo
Considérense los ventiladores de flujo axial cuando se trate
de mover gases
243
259
277
Introducción
Los compresores utilizados en las plantas de la industria de procesos químicos suelen ser
com-plejos, construidos con precisión y costosos. Por ello, su selección, operación y mantenimiento
deben ser cuidadosos. Por ejemplo, la operación incorrecta puede ocasionar oscilaciones de
pre-sión (inestabilidad), condición en la cual se invierte un instante el flujo de gas dentro del compre- ’
sor. Estas oscilaciones pueden dañar los componentes internos del compresor, producir daños
por miles de dólares en un corto tiempo y aumentar el costo del tiempo perdido para su
repara-ción.
Esta
GUíA PARA EL USO DE COMPRESORES Y VENTILADORES sugerida por la Revista Che-mical Engineering,está concebida para ayudar a eliminar las osciIaciones y otros costosos
proble-mas. También se describe la selección de la máquina adecuada para una aplicación
determina-da. Es una obra completa que abarca todos los aspectos que necesita conocer el ingeniero
químico sobre compresores y ventiladores
y temasrelacionados, como sellos y empaquetaduras.
La información contenida en este libro proviene de artículos seleccionados que se publicaron en
Chemical Engineeringen los últimos años. Es una guía práctica, enfocada a resolver los
proble-mas cotidianos de los ingenieros de diseño, planta, operaciones y mantenimiento y les dará los
medios de manejar estas máquinas tan complejas.
Este libro consta de ocho secciones:
Sección
1:
Selección.Incluye tres artículos sobre la selección de compresores en las plantas de
las industrias de procesos químicos. Se describe cómo funcionan, cómo se seleccionan y el mejor
lugar para instalarlos en la planta.
Sección III: Control de oscilaciones. Se
incluyen estrategias de control para eliminar las
oscilacio-nes en compresores centrífugos, turbocompresores y de etapas múltiples. Se explican las
oscila-ciones de presión en detalle y los métodos convencionales de control para eliminarlas. Se
inclu-yen métodos mejorados.
Sección IV: Operación y mantenimiento. Se
presentan aquí las formas de lubricar los compresores
de aire; operar con seguridad los compresores para oxígeno, seleccionar y mantener las bielas
de compresores reciprocantes y lograr un funcionamiento sin problemas.
Sección V: Sellos y empaquetaduras. Se
estudian en detalle los sellos mecánicos y empaquetaduras
junto con su selección, instalación, funcionamiento, detección de fallas y mantenimiento.
Sección VI: Motores primarios. Se
describen las turbinas de vapor y de gas, que son los
principa-les. Estos se utilizan para mover equipos y se detallan su teoría y funcionamiento.
Sección VII: Unidades motrices
de velocidad ajustable. Se describen los cinco tipos básicos: c.a.
de estado sólido, c. c. de estado sólido, mecánicas, electromecánicas y fluidas.
Sección VIII: Ventiladores y sopladores.
Se incluyen porque tienen una estrecha relación con los
compresores. Se muestra la forma de seleccionar ventiladores y sopladores, establecen la curva
de rendimiento de un ventilador centrífugo y de emplear los ventiladores de flujo axial para
mo-ver gases.
Todo el material que se presenta en las ocho secciones es de índole general y tan amplio como
ha sido posible y le dará al lector vasta información acerca de los compresores y equipo rel’ativo.
Esta
GUÍA PARA EL USO DE COMPRESORES sugerida por Chemical Engineering
seguirá siendo
Sección 1
Selección
Compresores y bombas: Los impulsores de fluidos más importantes
Claves para la selección de compresores
Compresores y Bombas:.
‘Los impulsores de fluidos
más importantes
Se presenta una guía de la estructura y características de funcionamiento de compresores
y bombas centrífugos y de desplazamiento positivo y la información necesaria para
ase-gurar la selección correcta y funcionamiento libre de problemas.
Robert W. Abraham, The Badger Co.
La tendencia en la industria de procesos químicos es construir plantas cada vez más grandes con equipo de un solo componente, más grande y confiable.
La confiabilidad del equipo rotatorio siempre se debe definir en términos de la duración esperada de la planta y el tiempo de amortización requerido para producir utilidades al propietario. Muchas plantas de productos químicos tienen una duración esperada de cinco años o menos, pues el proceso ya será anticuado al cabo de ese tiempo, mientras que las refinerías 0 las plantas petro-químicas tienen un tiempo de amortización de 10 a 15 años 0 más.
Hay algunas preguntas de primordial importancia que parecen no tener relación entre sí, para evaluar, se-leccionar e instalar equipo rotatorio. ¿Va a ser la planta de proceso continuo o por cargas a lotes? ¿Qué prima se aplica al costo de operación contra el costo del capital? ;Se cuenta con personal idóneo para mantenimiento o
se piensa minimizar la mano de obra con un control más automático del proceso?
Con esos datos, presentes, se puede tratar de evaluar y utilizar el equipo existente en el mercado.
El “corazón” de muchos procesos y el que más pro-blemas puede ocasionar es el compresor. Cuando se se-lecciona un tipo de compresor, es indispensable contar con todas las condiciones del proceso para su examen. Si hay algún especialista en la planta, debe estar infor-mado de esas condiciones; no hacerlo, ha ocasionado in-finidad de problemas.
En la figura 1 se ilustran los límites de funcionamien-to de los compresores de mayor empleo en la IPQ. Se debe tener cuidado al aplicar la figura 1 porque se pue-den utilizar dos o más tipos de compresores y hay que estudiar las opciones. El primer paso es definir los tipos y principios de funcionamiento de los compresores.
Compresores centrífugos
En un compresor centrífugo se produce la presión al aumentar la velocidad del gas que pasa por el impulsor y, luego, al recuperarla en forma controlada para pro-ducir el flujo y presión deseados. En la figura 2 se ilus-tran un impulsor y difusor típicos. La forma de la curva característica depende del ángulo de los álabes del im-pulsor en el diámetro exterior del mismo y también del tipo de difusor. En la referencia 1 se presenta la teoría y técnica de operación de los diferentes tipos de impulso-res. Estos compresores suelen ser unitarios, salvo que el flujo sea muy grande o que las necesidades del proceso exijan otra cosa.
com-4 SELECCIÓN
32 000 16 000 8000 .z 4 0 0 0
c9 I 2 000 ã
Capacidad de entrada, Milos de f?/min
Fig. 1 Los compresores cubren límites amplios para uso en procesos
presores de etapas múltiples. Los gases pesados como el propano, el propileno o freón necesitan una reducción en la velocidad en las puntas, porque estos gases tienen velocidades sónicas más bajas, comparadas con el aire. Para ellos, el número de Mach relativo en el lado del im-pulsor está limitado a 0.8.
En la referencia bibliográfica 2 se encuentra un resu-men que describe la razón del cambio de las curvas ca-racterísticas. Cuando se evalúa un compresor centrífu-go, se debe prestar mucha atención al porcentaje de au-mento en la presión, desde el punto normal de funciona-miento hasta el punto de oscilación. Este punto se define como el lugar en donde una reducción adicional en el flujo ocasionará inestabilidad en forma de flujo a pulsa-ciones y pueden ocurrir daños por sobrecalentamiento, falla de los cojinefes por la inversión de empuje o por vi-bración excesiva.
Debido a las altas velocidades de los compresores cen-trífugos, se debe tener más cuidado con el balanceo del rotor. La industria ha aceptado, en general, la siguiente fórmula para los límites de vibración permisibles en el eje o árbol del compresor:
en donde 2 es el límite de vibración permisible, pico a pico, en mils (milésimas de pulgada) y rz es la velocidad, en rpm. 2 tiene un límite máximo de 2.0 mil a cualquier velocidad. Debido a las altas velocidades, muchos usua-rios especifican la instalación de monitores de vibración del tipo sin contacto para detectar las vibraciones excesi-vas del eje.
Según sea el sistema para el proceso, se necesitan di-versos controles contra oscilación para evitar que el compresor llegue al valor en el cual se producen. Por lo general, se debe incluir un factor de seguridad de 5 a 10 % para los controles automáticos. Los circuitos de re-sistencia simple quizá no necesitarán controles contra
Perfil de presión
Fig. 2 Flujo de gas en un compresor centrífugo
oscilaciones porque nunca se llegará a la línea en que se producen (Fig. 3).
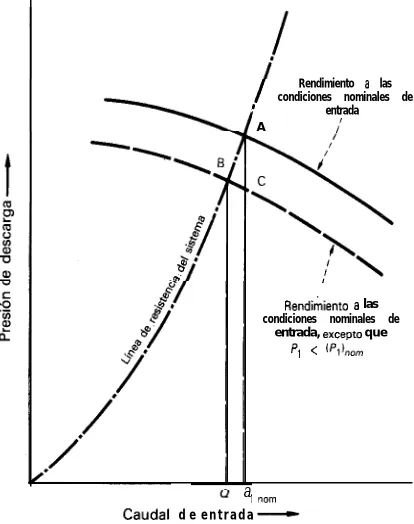
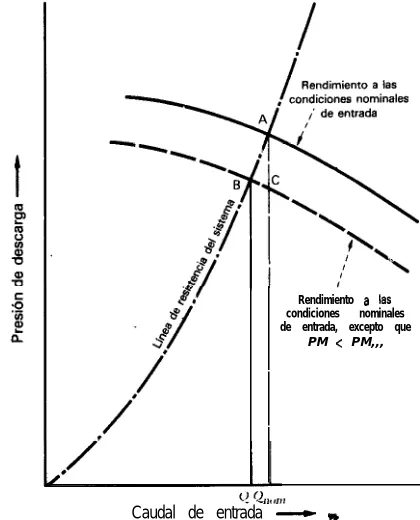
Cuando se aplica una contrapresión ftja en el compre-sor, se debe tener cuidado especial para seleccionar una curva de rendimiento de pendiente pronunciada; es de-cir, un aumento en la carga de alrededor de 10 a 15 % desde el punto nominal hasta el punto de oscilación o inestabilidad (Fig. 4). Cuando se recircula el gas en el circuito contra oscilaciones, hay que enfriarlo antes de devolverlo a la entrada del compresor. Además, si se de-sea velocidad variable, se utiliza un control de presión para regular la velocidad de la unidad motriz.
Capacidad, % del punto nominal
COMPRESORES Y BOMBAS:
Cuando se requieren contrapresión y caída por fricción fijas, se necesitará un sistema contra oscilacio-nes, en especial si pueden haber grandes variaciones en el flujo y la presión (Fig. 5). El aumento en la carga des-de el punto nominal hasta el des-de oscilación des-debe ser, cuando menos, del 10% para tener buena estabilidad. El sistema de control es el mismo que el de la figura 4 y, por lo general, estará basado en la medición del flujo en el compresor. También en este caso se debe enfriar el flujo en derivación (bypass) antes de devolverlo al com-presor.
Para el proceso, el compresor centrífugo tiene la ven-taja de que envía gas libre de aceite y de que no hay piezas que se desgasten en la corriente del compresor. Hay disponibles varios tipos de sellos de extremo. La se-lección depende de la presión de succión del compresor, porque casi todos tienen el extremo de descarga equili-brado contra la presión de succión; es decir, los extre-mos de entrada y descarga del compresor tienen la pre-sión de succión. A continuación se mencionan tipos de sellos y sus límites normales de presión. La configura-ción se muestra en la figura 6
Tipo de sello Presión aproximada, psig
Laberinto 15
Anillo de carbón 100
Contacto mecánico 500
Película de aceite 3 000 0 mayor
Hay variantes de estos sellos. Por ejemplo, si el gas de proceso contiene un componente “agrio” como el H,S,
Flujo, % del punto nominal
Fig. 4 La contrapresión fija requiere control cuidadoso
LOS IMPULSORES DE FLUIDOS MAS IMPORTANTES
5
Capacidad, % de la entrada nominal, ft3/min
Fig. 5 El control antioscilación maneja la contrapresión fija
se puede utilizar un gas “dulce” o neutro como el nitró-geno, para amortiguar la zona entre el sello de contacto mecánico o de película de aceite y el gas del proceso (Fig. 6). Se podría utilizar un eductor en combinación con la inyección de gas dulce a fin de que las fugas exter-nas sean en el sentido de la educción.
La ventaja del sello de laberinto es que es del tipo de holgura sin piezas con rozamiento y es el más sencillo de todos. También se utiliza entre las etapas (pasos) de los compresores de etapas múltiples. Su desventaja es la gran cantidad de fugas que permite, las cuales no se pueden tolerar con gases costosos como el nitrógeno o el oxígeno.
Los sellos de anillo de carbón no se suelen utilizar mucho, salvo cuando el gas está limpio o hay un medio amortiguador limpio que incluya un lubricante. Como estos sellos son de mínima holgura, sufren desgaste. Son de menor costo que los sellos de película de aceite o de contacto mecánico y tienen la ventaja de que impiden las fugas externas del gas comprimido.
En el sello de contacto mecánico hay una película de aceite que se mantiene entre sus caras estacionaria y gi-ratoria. Tiene la ventaja de que minimiza el paso de aceite hacia el lado del gas. También es más o menos in-sensible a la presión diferencial entre la presión de suc-ción del gas y la presión del aceite para sello. Su desventaja es una posible pérdida de la película de acei-te, lo cual puede ocasionar serios daños en las caras pa-readas.
6
SELECCl6NSe puede agregar un orificio para barrido o para
sellado con gas inerte
Presión interna del gas
Laberinto
Entrada aceite limpio
Camisa da ,, descarga de
Sali’da de aceite
Atm6sfera
Salida aceita
sucio Salida aceite Salida- de aceite
sucio
Mechico (de contacto)
API 617 Película de líquido
Fig. 6 Los sellos de extremo del eje de compresores centrífugos controlan una serie de presiones con diversos gases
Se puede agregar un
, Orificio de barrido para I a p l i c a r vacio
Se puede agregar
un o r i f i c i o para
Anillo de restricción
Entrada aceite limpio
\
I
I
CaAsa i n t e r n a Camisa externa
de contacto mecánico, es del tipo con holgura reducida y se necesita una diferencia muy precisa entre la presión de succión y la de sellamiento para minimizar las fugas internas de aceite. Cuando el aceite para el sello es parte del sistema de lubricación, podrían ocurrir pérdidas ex-cesivas y problemas de mantenimiento para eliminar el aceite contaminado y volver a llenar el sistema de lubri-cación. Este tipo de sello se utiliza por las altas presiones de succión que son comunes en la IPQ.
La desventaja de los sistemas de sellos de película de aceite y de contacto mecánico es que necesitan controles
complicados, bombas adicionales y un enfriador y filtro del aceite de sello, si es que se emplea un sistema separa-do para ello. En las referencias bibliográficas 2 y 3
apa-recen detalles adicionales de los sistemas de aceite para sellos y lubricación.
Las carcasas de los compresores pueden ser del tipo dividido o partido, horizontal o verticalmente, con res-pecto al eje.
hori-COMPRESORES Y BOMBAS: LOS IMPULSORES DE FLUIDOS MÁS IMPORTANTES.
7
zontal tiene capacidad limitada de presión debido a la gran superficie de sellamiento en la unión. El Subcomité de Equipo Mecánico del API estableció un lineamiento que requiere una unión de sellamiento vertical, y la base para cambiar a carcasa dividida verticalmente o de ba-rril es:
Fracción molar de Presión máxima de H,, % trabajo de la carcasa,
% Psk
100 200
90 222
80 250
70 295
Cuando se utiliza carcasa dividida en sentido vertical, se debe dejar espacio para sacar la carcasa interna y el rotor.
La selección del material para las carcasas y rotores depende del gas que se comprima. Algunos estudios re-cientes indican que los gases que contienen sulfuro de hidrógeno (H,S) ocasionan corrosión por esfuerzo en las piezas muy esforzadas. Para contrarrestarlo, se nece-sitan materiales más blandos en el impulsor, lo cual re-quiere menores velocidades en las puntas del impulsor. En algunos casos, debido a esta reducción de la veloci-dad, habrá que seleccionar el compresor del tamaño in-mediato mayor. Esto quiere decir que se debe informar al fabricante del compresor de todos los componentes del gas y las condiciones de operación.
Las ventajas del empleo de un compresor centrífugo son:
1. En el intervalo de 2 000 a 200 000 ft”/min, y según sea la relación de presión, este compresor es eco-nómico porque se puede instalar una sola unidad.
2. Ofrece una variación bastante amplia en el flujo con un cambio pequeño en la carga.
3. La ausencia de piezas rozantes en la corriente de compresión permite trabajar un largo tiempo entre in-tervalos de mantenimiento, siempre y cuando los siste-mas auxiliares de aceite lubricante y aceite de sellos estén correctos.
4. Se pueden obtener grandes volúmenes en un lu-gar de tamaño pequeño. Esto puede ser una ventaja cuando el terreno es muy costoso.
5. Cuando se genera suficiente vapor en el proceso, un compresor centrífugo será adecuado para moverlo con una turbina de vapor de conexión directa.
6. Su característica es un flujo suave y libre de pul-saciones.
Las desventajas son:
1. Los centrífugos son sensibles al peso molecular del gas que se comprime. Los cambios imprevistos en el peso molecular pueden hacer que las presiones de des-carga sean muy altas o muy bajas.
2. Se necesitan velocidades muy altas en las puntas para producir la presión. Con la tendencia a reducir el tamaño y a aumentar el flujo, hay que tener mucho más cuidado al balancear los rotores y con los materiales em-pleados en componentes sometidos a grandes esfuerzos.
3. Un aumento pequeño en la caída de presión en el sistema de proceso puede ocasionar reducciones muy grandes en el volumen del compresor.
4. Se requiere un complicado sistema para aceite lu-bricante y aceite para sellos.
Compresores
de desplazamiento positivo
Estos compresores se pueden dividir en rotatorios y reciprocantes para las aplicaciones más comunes en un proceso. Al contrario de los centrífugos, son de capaci-dad constante y tienen presiones de descarga variables. En la figura 7 se presenta una curva típica de rendi-miento, para la cual se supone que la presión y tempera-tura de succión y la presión de descarga son constantes. La capacidad se cambia por la velocidad o con el descar-gador de la válvula de succión. Además, sólo hay una pequeña variación en el flujo en una amplia gama de presiones.
Los compresores reciprocantes funcionan con el prin-cipio adiabático mediante el cual se introduce el gas en el cilindro por las válvulas de entrada, se retiene y com-prime en el cilindro y sale por las válvulas de descarga, en contra de la presión de descarga. Estos compresores rara vez se emplean como unidades individuales, salvo que el proceso requiera funcionamiento intermitente. Por ejemplo, si hay que regenerar un catalizador cada dos o tres meses o se tiene un suministro de reserva en otra fuente, esto daría tiempo para reparar o reemplazar las válvulas o anillos de los pistones, si es necesario. Los compresores reciprocantes tienen piezas en contacto, co-mo los anillos de los pistones con las paredes del cilin-dro, resortes y placas o discos de válvulas que se acoplan con sus asientos y entre la empaquetadura y la biela. Todas estas partes están sujetas a desgaste por fricción.
Los compresores reciprocantes pueden ser del tipo lu-bricado o sin lubricar. Si el proceso lo permite, es prefe-rible tener un compresor lubricado, porque las piezas durarán más. Hay que tener cuidado de no lubricar en exceso, porque la carbonización del aceite en las
válvu-C a p a c i d a d , % d e l p u n t o n o m i n a l
8
SELECCIÓNLubricante de la empaquetadura Respiradero ’
Drenaje .-’ , Entrada y sslida del agua de enfriamiento del casquillo
Montaje esthndar en cilindro
Respiradero. \
Respiradero , Lubricante de la \
Diafragma y
, I empaquetadura
Desviador de’ aceite’
Entrada y salida del agua de ’ enfriamiento del casquillo
Compartimiento sencillo
Diafragma y
empaquetadura ,Respiradero
Guía de cruceta - . I , Compartimiento “8”
1 Respiradero I II , Lubricante de la smpaquetadura
,.Biela del .compresor
/ ( Diafragma
empaquetadura vrïr,a,a Entrada y salida del agua de :‘/
Drenaje’ 1 [ enfriamiento del casquillo
Desviador del aceite’ \ Compartimiento “A”
Dos compartimientos largos
Diafragma y Respiradero
Guía de CrUCeta _ , empaquetadura, : , Compartimiento “6” \
I Respiradero ,’ , Lubricante de la Lado de la carcasa : .J’ )
; /
1 I ,’ ,’ empaquetadura
Diafragma ; empaquetadura
empaquetadura
./I , Entrada y salida del agua de Drenaje/‘/ ‘Compartimiento “A”enfriamiento del casquillo
‘Desviador del aceita
Dos compartimientos cortos
Fig. 8 Los espaciadores protegen las zonas contra fugas
las puede ocasionar adherencias y sobrecalentamiento. Además, los tubos de descarga saturados con aceite son un riesgo potencial de incendio, por lo que se debe colo-car corriente abajo un separador para eliminar el aceite. Los problemas más grandes en los compresores con ci-lindros lubricados son la suciedad y la humedad, pues destruyen la película de aceite dentro del cilindro.
’ La mejor forma de evitar la mugre es utilizar colado-res temporales en la succión para tener un sistema lim-pio al arranque. La humedad y los condensables que llegan a la succión del compresor se pueden evitar con un separador eficaz colocado lo más cerca que sea posi-ble del compresor. Si se va a comprimir un gas húmedo, habrá que pensar en camisas de vapor o precalenta-miento del gas de admisión, corriente abajo del separa-dor.
En los compresores sin lubricación, la mugre suele ser el problema más serio, y hay otros problemas que puede ocasionar el gas en sí. Por ejemplo, un gas absolutamen-te seco puede ocasionar un severo desgasabsolutamen-te de los ani-llos; en este caso, hay que consultar con el fabricante, pues constantemente se obtienen nuevos datos de prue-bas. En los compresores no lubricados, los anillos del pistón y de desgaste se suelen hacer con materiales relle-nos con teflon, bronce, vidrio o carbón, según sea el gas que se comprime. El pulimento del cilindro a 12 p (rms.) suele prolongar la duración de los anillos (Ref.4). La empaquetadura es susceptible del mismo desgaste que los anillos del pistón.
Si se comprime un gas agrio o si el lubricante utiliza-do para el cilindro no es compatible con el empleautiliza-do en el cuerpo del compresor o viceversa, se debe especificar un espaciador extralargo; en la figura 8 se ilustran las configuraciones de algunos. Cuando el gas es peligroso, se debe especificar un espaciador doble, y el que está junto al cilindro se debe purgar con un gas inerte.
Las fugas por la empaquetadura se deben enviar a un sistema de quemador o devolverlas a la succión. Los compresores lubricados pueden necesitar tubos separa-dos para lubricar la empaquetadura, aunque en los ci-lindros de diámetro pequeño quizá no se requieran. Las empaquetaduras de teflon sin lubricación suelen necesi-tar enfriamiento por agua, porque su conductividad tér-mica es muy baja. Si se manejan gases a temperaturas inferiores a 10°F, el fabricante debe calcular la cantidad de precalentamiento del gas mediante recirculación in-terna. Esto.significa que se necesitará un cilindro un po-co más grande para mover el mismo peso de flujo.
COMPRESORES Y BOMBAS: LOS IMPULSORES DE FLUIDOS MÁS IMPORTANTES 9
si puede ocurrir polimerización, salvo que se tomen las precauciones adecuadas.
Enfriamiento de los cilindros
Si las relaciones de presión son bajas y la temperatura de descarga es de 190’F o menor, se puede utilizar un sistema estático cerrado o uno de enfriamiento por ter-mosifón. En este caso se debe tener cuidado de no hacer-lo funcionar durante un tiempo prohacer-longado sin carga. . En otra forma, se debe utilizar un sistema forzado con circuito cerrado. La temperatura de entrada del agua de enfriamiento se debe mantener siempre, cuando menos 10’F por arriba de la temperatura de succión del gas de entrada, para evitar que se forme condensación en el ci-lindro del compresor.
La temperatura en la descarga de compresores sin lu-bricación para procesos se debe mantener a un máximo de 350°F; en los compresores lubricados se debe mante-ner a 300°F. Si se emplean lubricantes sintéticos, se puede aumentar la temperatura a 350°F, pero hay que determinar que estos lubricantes no actúen como remo-vedores de pintura.
Esos límites se pueden reducir. Por ejemplo, el oxíge-no en compresores oxíge-no lubricados se debe limitar a una temperatura de descarga de 300°F; en los compresores para cloro se debe limitar a 225’F para evitar la carbo-nización (Ref.9)
Cargas, velocidades y pulsaciones
del compresor
Los compresores se clasifican de acuerdo con las car-gas en la biela. Una carrera más larga significa, por lo general, mayores cargas nominales en la biela y mayor capacidad de presión diferencial y de caballaje. La ma-yor parte de los fabricantes han establecido los tamaños requeridos para la carcasa. Es importante no exceder las cargas en la carcasa y en la biela, ni siquiera cuando funciona la válvula de seguridad.
Las velocidades promedio del pistón en compresores no lubricados deben ser de unos 700 ft/min máximo; en los lubricados, puede llegar a un máximo de unos 850 ft/min. Las velocidades de rotación en los compresores de trabajo pesado deben ser inferiores a 600 rpm y toda-vía más bajas en los de alto caballaje, de más de 400 hp. Las pulsaciones de presión son inherentes en los com-presores reciprocantes y las ocasiona el movimiento al-ternativo del pistón. Para evitarlas, se instalan amorti-guadores de pulsaciones lo más cerca que sea posible del compresor. La siguiente fórmula puede servir como guía para tener máxima limitación de pulsaciones pico a pico en los tubos de succión y descarga del compresor:
en donde P, es la pulsación máxima permisible en por-centaje, y p es la presión media efectiva en la tubería, psia. El valor de P, es el que se obtiene con la fórmula, 0 1 % , lo que sea mayor. Si se cumple con estos límites,
no sólo se reducirán las pulsaciones, sino que se tendrá mejor funcionamiento de las válvulas del compresor.
Para tener la seguridad de que el sistema total del compresor es adecuado, incluyendo la tubería y los tan-ques, el fabricante debe hacer un estudio semejante. En el caso de sistemas complicados, hay instituciones como el Southwest Research Institute5 o similares en otros países, que pueden hacer pruebas de vibraciones mecá-nicas y acústicas.
Una excelente fuente de información para compreso-res reciprocantes es la Norma API 618.6 Si se aplica, aumenta el costo del equipo, pero representa muchos años de experiencia y puede significar la reducción de costosas reparaciones al arranque o después de empezar el funcionamiento.
Compresores rotatorios de
desplazamiento positivo
Hay varios tipos de compresores rotatorios de despla-zamiento positivo, entre ellos están el de tipo de sopla-dor con lóbulos (como el diseño de Rootes), el tipo de espiral rotatorio SRM, el diseño de anillo de agua y de aspas deslizables. Todos tienen el mismo tipo de curva de rendimiento que el compresor reciprocante; es decir, son de capacidad fija con contrapresión variable. Los compresores rotatorios se prestan más para las unidades motrices de velocidad variable, como las turbinas de va-por, que los compresores reciprocantes. Por lo general, estos compresores tienen una capacidad máxima de unos 25 000 ft3/min, en los de espiral rotatoria y de ló-bulos. El diseño de anillo de agua tiene la ventaja de que el gas no hace contacto con las partes rotatorias metáli-cas. Los aspectos críticos son la presión de vapor del gas de entrada, comparada con la presión de vapor del líqui-do que forma el anillo de agua y el aumento de tempera-tura en el mismo. La presión de vapor del fluido para sellos debe ser muy inferior al punto de ebullición, pues en otra forma se evaporará el anillo de agua, ocasionará pérdida de capacidad y quizá serios daños por sobreca-lentamiento.
Como los compresores de aspas deslizables necesitan lubricación sólo se emplean en procesos en que ye puede permitir la presencia de lubricante. El aceite en la cáma-ra de compresión reduce las tempecáma-ratucáma-ras ,de descarga y el consumo de aceite es elevado, por comparación con uno reciprocante. El compresor de a$as deslizables es muy compacto, pero tiene la misma desventaja que el reciprocante porque se necesitan piezas con rózamiento en la corriente de gas, y la pérdida de lubricante puede ocasionar sobrecalentamiento del cilindro. Estos com-presores necesitan interruptores por alta temperatura del agua y del aire. La reducción en la velocidad se limi-ta a alrededor del 60% de la normal, porque la disminu-ción en la fuerza centrífuga produce pérdida de elicien-cia de sellamiento.
rotato-1 0 SELECCIÓN
rio les da una capacidad mucho mayor que la del com-presor reciprocante y sin problemas de pulsaciones.
Se utilizan engranes de sincronización para mantener la.separación entre los rotores para que no se toquen. En el soplador del tipo Rootes, estos engranes transmiten alrededor del 30% del par motor, mientras que en los de espiral rotatoria transmiten alrededor del 10% del par. Como se trata de compresores de desplazamiento positivo, se debe colocar una válvula de desahogo entre el compresor y la válvula de bloque.
determinada flexibilidad. En las de tamaño más grande, hay que construir bases para montarlas. La normal0 también incluye la dimensión estándar entre las bridas.
2. Según sea el tamaño de la bomba, la viscosidad máxima es entre 3 000 y 5 000 SSU; si es más elevada, se puede pensar en el empleo de bombas de desplaza-miento positivo. Cuando es posible, se recomienda ca-lentar el líquido para reducir su viscosidad.
3. Las bombas para altas temperaturas y presiones se deben especificar según la norma API 610. ‘*
El tipo con lóbulos de Rootes tiene poca capacidad 4. Es importante comprobar que la carga neta positi-para presión diferencial; por lo general, de unas 15 psig. va de succión disponible (NPSH,) sea mayor que la re-El de espiral rotatoria puede tener presión diferencial querida (NPSH,) por la bomba. La (NPSH,) se define mucho más alta. Ambos tienen un deslizamiento fijo como la carga neta positiva de succión disponible mayor que ocasiona derivación interna y precalentamiento del que la presión de vapor del líquido, más la carga de suc-gas en la succión. Cuanto más baja sea la velocidad en ción (o menos la altura de aspiración), menos las pérdi-un tamaño dado, mayor será la derivación interna. Si la das por fricción. En algunas plantas se utiliza un velocidad es muy baja, habrá sobrecalentamiento, con margen de seguridad de 2 ft o más entre la (NPSH),
posibles daños en los rotores. El fabricante, por tanto, de- requerida y la disponible, para evitar problemas des-be especificar la velocidad mínima de funcionamiento. pués de la instalación.
Si la temperatura de descarga del compresor de espi-ral rotatoria pasa de 350°F, se deben utilizar rotores enfriados por aceite. También conviene determinar si el fabricante especifica una contrapresión mínima, para evitar el juego entre dientes de los engranes de sincroni-zación. Otra precaución aconsejable es pedir al fabri cante que haga un análisis torsional del compresor y de la unidad motriz
5. Los gases no disueltos en los líquidos alteran la ca-pacidad de las bombas centrífugas; se deben limitar a un
5% como máximo.
La primera velocidad crítica lateral en estos compre-sores suele ser mayor que la velocidad de funcionamien-to. Se debe establecer esa velocidad crítica para el compresor y la unidad motriz, y debe ser, cuando me-nos, 20% más alta que la máxima de funcionamiento y, además, será la velocidad de disparo si se utiliza unidad con turbina.
Cabe mencionar que estos compresores son muy rui-dosos y no suelen tener protección como silenciadores de succión y descarga, y pueden necesitar casetas con aisla-miento acústico, pues algunos reglamentos ya lo exigen. Véase la referencia 8.
6. Algunos procesos requieren que la bomba funcio-ne con bajo flujo; todas las centrífugas tiefuncio-nen un flujo
mínimo con el que su funcionamiento es satisfactorio. Si no trabajan con ese mínimo, ocurrirá sobrecalenta-miento de la bomba y menor duración de los cojinetes. La forma de resolver este problema es instalar una vál-vula de’derivación para flujo mínimo (Fig. 9) el cual puede ser continuo o con control automático. Si la vál-vula de derivación tiene control automático, se abrirá cuando se llegue al flujo mínimo. Si la carga diferencial pasa de 200 ft. en el tubo para flujo mínimo, se requiere un orificio o puede instalarse una v&ula de control. El sistema de derivación continua se emplea cuando se re-quiere poca potencia o baja presión de descarga. El flujo en el orificio para flujo mínimo se debe sumar al del
pro-Controlador da Orificio Vályla de derivación contrapresiónS
I \
Bombas para procesos
En casi todos los procesos, se transfiere el líquido de un recipiente a otro con una bomba. La más común es la bomba centrífuga, que funciona con los mismos
prin-cipios que los compresores de ese tipo, excepto que el lí-quido que manejan es incompresible. Sus grandes espacios libres y el hecho de que no tienen piezas en donde haya rozamiento, excepto los cojinetes y sellos, les han .dado la preferencia en muchas aplicaciones.
Algunos lineamientos para especificar y evaluar las bombas centrífugas son: ::
1. Para capacidad de 20 a 500 gpm, se utilizan bom-bas horizontales de la norma B73.1-1974 ANSI,‘O,
aunque también las hay con capacidades hasta ,de 1 500 gpm. Estas bombas suelen estar limitadas a unos 500’F. Es probable que las de menos de 20 gpm necesiten una derivación con flujo máximo. Las bombas verticales, en línea, tienen la ventaja de que no necesitan cimentacio-nes en los tamaños de menos de 50 hp ni tuberías con
1 I
FT 0
Orificio para Controlador de contrapresión
B o m b a b . C o n t i n u a
COMPRESORES Y BOMBAS: LOS IMPULSORES DE FLUIDOS MAS IMPORTANTES 11
ceso cuando se determine el tamaño de la bomba. Los orificios deben ser del tipo de pasos múltiples si la carga diferencial es de 300 ft. o más, o cuando ocurre vapori-zación. En ambos sistemas, el flujo mínimo normal es de 20 a 25 % del que hay en el punto de máxima eficien-cia. El aumento en la carga debe ser, cuando menos, de
10 % entre el valor nominal y el punto de corte. Para no tener que calentar el flujo de succión, el flujo mínimo siempre se debe devolver al recipiente de succión y no al tubo de succión de la bomba. Estos sistemas sólo se necesitan si puede variar el flujo del proceso; si éste es fijo y cerca de su valor nominal, no se necesitan válvulas de derivación.
7. Cuando sea posible, es conveniente emplear moto-res eléctricos bipolamoto-res. Cuanto más alta sea la veloci-dad, mayor será la eficiencia y menor el costo de la bomba, aunque ésta requiere una NPSH más alta. Siempre se debe ponderar el costo de la bomba en con-tra del de elevar un recipiente para tener NPSH adecua-da.
8. Siempre se deben especificar bombas que tengan curvas de ascenso constante. Las bombas que funcionan en paralelo deben tener un ascenso de 15 % entre el pun-to nominal y el corte.
9. Se debe tener cuidado con las bombas con impul-sor de flujo mixto, en particular con las de capacidad mayor a 2 000 gpm, porque algunas pueden tener pre-sión de corte hasta 200% de la nominal. Esto puede oca-sionar problemas en el equipo de corriente abajo, por lo cual se debe diseñar para la presión de corte o instalar una válvula de desahogo.
10. Las bombas centrífugas no son autocebantes y deben tener succión inundada o, cuando hay altura de aspiración, un dispositivo para vacío con el fin de redu-cir la presión en la carcasa de la bomba para que el líqui-do pueda entrar en ella por la diferencia de presión. No obstante, hay bombas centrífugas autocebantes.
ll. Para servicio con temperaturas mayores de 350°F, en bombas grandes de una etapa o en las de eta-pas múltiples para más de 150°F, se debe tener un siste-ma de calentamiento para asegurar una dilatación térmica uniforme.
12. Las primeras velocidades críticas en las bombas de una etapa suelen ser mayores que la de funciona-miento. Pero, en bombas de etapas múltiples ésta puede ser menor que la primera velocidad crítica.
13. La mayor parte de las bombas centrífugas tienen velocidad específica inferior a 2 OOOJ3. En las bombas grandes para torres de enfriamiento o para carga puede ser hasta de 5 000:
en donde: N, es la velocidad específica, n es la veloci-dad, rpm, Q es el flujo, gpm y H es la carga, ft. en el punto de máxima eficiencia.
Las bombas centrífugas suelen tener control por flujo o por nivel. Al contrario de la curva característica del compresor centrífugo, la de la bomba, por lo general, sube desde el punto nominal hasta el de corte.
Si la bomba es de tamaño mayor al necesario y la pre-sión del sistema es baja, la bomba puede funcionar al
fi-3 0 s! z
Capacidad
-Fig. 10 La viscosidad íiel líquido influye en la bomba centrífuga
nal de la curva, lo que ocasionará vibración excesiva y mayores cargas en los cojinetes. Si se necesita capacidad adicional para el futuro, hay que utilizar un controlador de flujo con una derivación para mínimo flujo según las condiciones actuales de operación.
En las bombas que manejan líquidos con viscosidad mayor de 100 SSU, se debe determinar si hay una posi-ble corrección por viscosidad.13 En la figura 10 se pre-senta un ejemplo de cómo la viscosidad puede influir en la curva de rendimiento de la bomba. Se verán la caída en la capacidad y la carga cuando se trabaja eon un lf-quido viscoso. La cantidad de reducción de la carga y del flujo dependen de la viscosidad del líquido y del tipo y tamaño de la bomba. En la curva (Fig. 10) habría que incrementar el impulsor seleccionado hasta el punto B si se desea operar en el punto A. Si se selecciona el mo-tor sin tener en cuenta la disminución en la eficiencia, puede ocurrir sobrecarga del motor en el punto A.
Flujo, gpm
12 SELECCIÓN
f
Pistón axial
Aspas Externas
-T r e s l ó b u l o s
Fuente: Hydraulic Institute Standars
Engranes externos
Engranes internos (sin media luna)
Espiral sencilla
C a m i s a f l e x i b l e
E s p i r a l d o b l e
Engranes internos (con media luna)
P i s t ó n c i r c u n f e r e n c i a 1
E s p i r a l y rueda
T r e s e s p i r a l e s
COMPRESORES Y BOMBAS: LOS IMPULSORES DE FLUIDOS MÁS IMPORTANTES
13
.O 3 LL.
.T ii
.O= G
D ú p l e x
0 90 180 270 360 90 180
A n g u l o d e l c i g ü e ñ a l , g r a d o s
Fig. 13 Flujo de descarga de bombas reciprocantes
La mayor parte de las bombas para la IPQ tienen se-llos mecánicos, los cuales son de los tipos balanceado o desbalanceado, según sean la presión en el prensaesto-pas y la velocidad periférica de las caras correlativas de los sellos. Se emplean, por lo general, sellos sencillos, excepto si el líquido es peligroso o abrasivo; entonces se emplea sello doble.
Bombas de desplazamiento positivo
Estas bombas suelen ser adecuadas para aplicaciones con bajo flujo y carga elevada (Fig. 11). Siempre que sea posible, se deben utilizar bombas centrífugas. Para vis-cosidades mayores’ de 3 000 SSU, se debe pensar prime-ro en una bomba prime-rotatoria. Para flujos de alrededor de 100 gpm y con viscosidades de 100 SSU y mayores, se necesitan bombas de desplazamiento positivo. Los tipos generales para los procesos químicos son reciprocantes o rotatorias, sean éstas de engranes o de espiral. Estas bombas funcionan con los mismos principios que los compresores de desplazamiento positivo excepto que el líquido no se puede comprimir a presiones inferiores a 3 000 psi; si son mayores, hay que tener en cuenta la compresibilidad. Además, tienen espacios libres muy
de bombas rotatorias. Igual que en los compresores de desplazamiento positivo, la capacidad permanece cons-tante, pero varía la contrapresión.
Las bombas reciprocantes suelen ser para bajo volu-men; igual que en el compresor reciprocante, el movi-miento rotatorio se convierte en alternativo con un cigüeñal y una cruceta. Se succiona el líquido hacia el cilindro y se le aplica presión en contra de la válvula de descarga del sistema. Estas bombas también tienen flujo o pulsaciones; para reducirlo, se deben mantener bajas velocidades en el lado de succión, de 2 a 3 ft/s o menos, y las velocidades de descarga deben ser de 3 a 4 ft/s. Las pulsaciones también se pueden reducir con un amorti-guador o un acumulador.
Las bombas reciprocantes grandes se suelen especicar del tipo tríplex para reducir las pulsaciones. En la fi-gura 13 se ilustra la diferencia entre las curvas de una bomba símplex, una dúplex y una tríplex, espaciadas en ésta 120°, y además tiene una curva mucho más suave. Cuando se calcule la NPSH disponible, hay que tener en cuenta la carga de aceleración y la velocidad máxima para la bomba tríplex. En la Ref. 14 aparece un procedi-miento detallado para el cálculo de la NPSH disponible en bombas reciprocantes.
En las bombas reciprocantes se utiliza una empaque-tadura o un sello de anillos en V; esto significa que se deben descargar las fugas en algún lugar, lo cual se debe tener en cuenta al instalar el equipo. Las bombas reci-procantes pequeñas, de menos de 25 hp, tienen unida-des motrices de velocidad variable, como la Reeves. En las de más de 25 hp se pueden emplear motores eléctri-cos de velocidad variable, con acoplamiento por corrien-tes parásitas o acoplamiento fluido. Las unidades motrices normales para las bombas reciprocantes son con motor eléctrico y un reductor de engranes que debe tener un factor de servicio mínimo de 2.017. El motor debe ser de un tamaño que funcione según la graduación de la válvula de desahogo para evitar sobrecargarlo.
Las bombas rotatorias pueden ser de engranes o de espiral rotatoria, con engranes de sincronización o sin ellos, y se emplean para materiales viscosos. Estas bom-bas no son muy adecuadas,para líquidos abrasivos o de
D e i m p u l s i ó n De reacción
/
Fig. 14
En movimiento En movimiento
~?addpfigdei
14
SELECCIÓNbaja viscosidad. Para los líquidos abrasivos se necesitan rotores especiales, y los cojinetes y engranes de sincroni-zación deben ser externos.
Las bombas rotatorias pueden manejar aproximada-mente hasta 500 gpm. Si la viscosidad es menor de 100 SSU, se deben utilizar engranes de sincronización. Pero con engranes externos se necesitarán, cuando menos, cuatro prensaestopas, lo cual significa mayor posibili-dad de fugas. Para líquidos lubricantes limpios, como los aceites lubricantes y combustibles a menos de 200°F y de 100 psi., y con viscosidad mayor de 100 SSU es probable que se puedan utilizar bombas de engranes. Cuando los líquidos que se manejan con estas bombas se pueden solidificar a la temperatura ambiente, la bom-ba debe tener camisas o calentamiento por vapor. Si se especifica esta modificación, se debe tener cuidado de que la temperatura del vapor no exceda la especificada para los materiales de la bomba o de los sellos. Se debe especificar una válvula de desahogo (alivio) entre la bomba y la primera válvula de corte corriente abajo.
Referencias
5. 6.
7.
8.
9.
10.
ll.
12.
13.
14.
Southwest Rescarch Institute, San Antonio, Tex.
“Reciprocal Compresson for General Refmery Scrvicc,” API 618, Amencan Petroleum Institute, Washington, D. C.
“Enginecring Data Book,” Natural Gas Processors Supplicrs Assn.. Tulsa, Okla., 1973.
Abraham, R. W., Selection of Rotary Screw Compressors, Oil Gas I., June 12. 1972, pp. 91-93.
Jones, C. A., Chlonne: Glamor Product of the CPI, Power and
Flu-io!r From Worrhington, 10, No. 1 (1967).
“Amcrican National Standard S ecification for Centrifu for Process Use,” ANSI B123.1, Rmenean National Stan d
al Pumps ards Insti-tute, New York, 1971.
“Vertical Inline Ccntrifugal Pumps for Process Use,” Manufae turing Chcmists Assn., Washington, D. C.
“Centrifu can Pctro k
al Pumps for General Refinery Servicc,” API 610, Ameti-eum lnstitute, Washington. D. C.
“H draulic Institutc Standards,’ Hydraulic Institute, New York, 7
19 2.
Hattiangadi, U . S . , Srcifyint Centrifu al Pumps, Chem Eng., Fe .23,19 0, pp.
IOI-p
08. a n d Recíprocating
El autor
Claves para
compresores
la selección de
El manejo de gases en las plantas de proceso va desde presiones muy altas hasta un
vacío en muchas condiciones decfíujo. Se presenta un análisis de las características
del equipo para hacer una selección preliminar del compresor de tipo y tamaño
adecuados
Richard F. Neerken, The Ralph A4. Parsons Co.
En las industrias de procesos químicos se utilizan el ingeniero de proyectos. La selección se basa en los compresores de todos los tipos y tamaños para aire y ga- fundamentos de la termodinámica, y no se debe
consi-ses. derar que sea tan difícil o c’omplicada, que sólo los
fabri-En este artículo se presentará una descripción general cantes puedan hacer la elección inicial del compresor de todos los tipos de compresores, como ejemplos especí- para condiciones dadas del proceso.
1 6 SELECCIÓN
n Compresores de aire para servicios e instrumentos
en casi cualquier planta.
w Sopladores sencillos en plantas de recuperación de azufre.
w Sopladores grandes en unidades de craqueo catalí-tico.
Fig. 1 Tipos de compresores para procesos químicos
n Compresores de refrigeración de baja temperatura
en unidades para etileno, polietileno o p-xileno. w Compresores de alta presión para gas de alimen-tación, reforzadores y para gas recirculado en plantas de hidrocarburos, amoniaco y síntesis de metanol.
Los compresores son del tipo dinámico o de desplaza-miento positivo (Fig. 1). Los dinámicos incluyen centrí-fugos de flujo radial y axial y, en menor grado, los de emisión parcial para bajo flujo. Los tipos de desplaza-miento positivo son de dos categorías básicas: recipro-cantes y rotatorios. El compresor reciprocante tiene uno o más cilindros en los cuales hay un pistón o émbolo de movimiento alternativo, que desplaza un volumen posi-tivo con cada carrera. Los rotatorios incluyen los tipos de lóbulos, espiral, aspas o paletas y anillo de líquido, cada uno con una carcasa, con uno o más elementos ro-tatorios que se acoplan entre sí, como los lóbulos o las espirales, o desplazan un volumen fijo en cada rotación.
Condiciones de funcionamiento
Se debe tener cierta información acerca de a) las con-diciones de funcionamiento de cualquier compresor y b) las propiedades del aire, gas o mezcla de gases que se va a comprimir
temperatu-CLAVES PARA LA SELECCIÓN DE COMPRESORES
T a b l a I Anhlisis del gas, otros datos y cálculos para el Ejemplo 1
Componente, Hidrógeno Metano Etano Propano Isobutano n-Butano
Mezcla de gases Peso molecular, Moles, % M,
I Total
Aportación*,
% IM J/lCd
Calor específico a 150°F. cp, Btu/llb.moll WI
Aportación*, ' % IPJloo
Presibn crítica,
PC, psia
1.714 6.94 5.899 327
1.444 0.95 0.805 673
0.902 13.77 0.413 708
0.882 19.53 0.390 617
0.291 25.75 0.128 529
0.291 25.81 0.129 551
5.524 7.764
i
Aportación*, ' % IPJloo 278 61 21 12 3 3 378 Temperatura crítica, Tc, OR
03 344 550 666 735 766 Aportación*,
% IT~/lW
71 31 17 13 4 4 140
“Al multiplicar la composición de cada componente en la mezcla oor la propiedad da ese componente, se obtiene la aportación de asa propiedad correspondiente a la cantidad de ese componente en la mezcla.
ra del bulbo húmedo en la entrada, con la cual se puede determinar la cantidad de humedad que hay en el aire. La razón de los calores específicos, k en donde (k = c lc) se puede expresar a la temperatura de succión. 6”ara un cálculo más exacto, k debe estar a la temperatu-ra promedio dutemperatu-rante el ciclo de compresión.
Los factores de compresibilidad, que indican la des-viación con respecto a un gas ideal, se dan o calculan en las condiciones de succión y de descarga. Para el aire o para un gas puro hay disponibles gráficas de factores de compresibilidad, como funciones de la presión y tempe-ratura reales. Si no se cuenta con esas gráficas para ga-ses mezclados se acostumbra utilizar las tablas generales de compresibilidad1,‘,“,4 que requieren calcular la pre-sión reducida, P, y la temperatura reducida, T,. Estos términos se definen mediante P, = P/Pc y Tr = T/T(, en donde P, T, son la presión y temperatura re-ducidas, P y T son presión psia, y temperatura OR, en las condiciones reales de funcionamiento; Pc y Tc son la presión crítica, psia, y la temperatura crítica, OR, de la mezcla. Para demostrar las diversas relaciones, se exa-minará el procedimiento para una mezcla de gases.
Ejemplo 1. Una mezcla típica de hidrógeno y gas hi-drocarburo tiene la composición indicada en la tabla 1. Se trata de encontrar el peso molecular, la razón de los calores específicos, la presión crítica y temperatura crítica. Los cálculos para los componentes de la mezcla se presentan en la tabla 1 junto con los datos pertinentes de cada componente puro. La razón de los calores espe-cíficos, K, se calcula como sigue:
k=zE= cP 1.164
CV cp - 1.906 = 1.164 - 1.986 = 1.343 Para este ejemplo, se tomó el calor específico molal, C,, como 15O’F, supuesta como temperatura promedio típica durante el ciclo de compresión, con una tempera-tura de 100’F en la succión. Si la temperatempera-tura promedio varía mucho desde ese valor, se debe utilizar el calor es-pecífico mola1 para la temperatura promedio durante la compresion.
Estos cálculos pueden hacerse con calculadora o con computadora; en este caso, se almacenan en la memoria los valores estándar para todos los gases comunes del pe-so molecular, calor específico molal, presión y tempera-tura críticas.
Las presiones y temperaturas se deben dar en las con-diciones de succión, y la presión en las concon-diciones de descarga, incluso la presión de cualquier carga lateral o requisito intermedio en el ciclo total de compresión. No se da la temperatura de descarga, sino que se calcula pa-ra incluir los efectos del aumento de tempepa-ratupa-ra dupa-ran- duran-te la compresión. Las presiones, por lo general, se
expresan en lb/in2 manométricas (psia) o en lb/in’ ab-solutas (psia).
Las capacidades se pueden expresar en diversas for-mas:
w Flujo en peso, W, lb/h o lb/min
H Gasto, referido a las condiciones estándar, que suele ser 14.7 y 60’F en las industrias de procesos quí-micos, expresado como
PCME: pies cúbicos estándar por minuto PCHE: pies cúbicos estándar por hora
MMPCDE: millones de pies cúbicos estándar por día de 24 horas
n El gasto, en relación con las condiciones en la
sue-ción que se suele expresar como:
PCMS, ft3/min o ft3/s Q o Q$, ft”/min, o ftl/s.
No importa la forma en que se exprese la capacidad, pues hay que convertirla a la capacidad en las condicio-nes de succión para seleccionar el compresor del tamaño correcto. Esta conversión se puede hacer con el empleo de cualquiera de las siguientes relaciones, 0. todas ellas:
(1)
en donde Ves el volumen, P es la presión absoluta, T es la temperatura absoluta y z es el factor de compresibi-lidad. En la ecuación (i) se puede suponer que el factor
de compresibilidad, z,, es de 1.0 si P, y T, están a las condiciones estándar de 14.7 psia y 520’R.
1 8
SELECCl6Nen donde Wes el flujo, lb/min, U es el volumen específi-co, ft3/lb, y e es la densidad, lb/ft3. El volumen especí-fico, V, se puede calcular con:
ü= q.Lg)(&)
en donde AYm es el peso molecular.
PCME = 379.46M/t% (0
en donde M es el flujo, de mol/h
w = M(M,) (4)
en donde W es el flujo en peso, lb/h, M es el flujo, mol/h, Mw es el peso molecular.
en donde el subíndice s denota las propiedades en las condiciones de succión.
Carga y caballaje del compresor
Para cualquier compresor el caballaje requerido es:
VQw, = W,/33 .O@-‘x,, (‘5)
en donde (HP)xca(Ud, es el caballaje adiabático, para el gas, hp; W es el flujo en peso, lb/min; Had es la carga adiabática, (ft-lb)/lb; qad es la eficiencia adiabática; z,es el factor de compresibilidad en las condiciones de suc-ción, zd es el factor de compresibilidad en las condi-ciones de descarga; Mu es el peso molecular, T, es la
3 0
temperatura de succión, OR, y rc es la relación de
com-presión, es decir, P$,.
La temperatura de descarga adiabática, Tdcdj, OR, es Tda’ = Tr”-l’/kI c (8) Ciertos tipos de compresores funcionan muy cerca de las condiciones adiabáticas; muchos otros tienen desvia-ciones importantes de las adiabáticas, y el ciclo de com-presión se debe considerar como politrópico. En este caso, las relaciones necesarias son:
W’&cpo/~> = WHp0,,/33 OOOîlpor, (9)
Hport = (y)(F)q[‘;-r;,’ ] (lo)
en donde (HP) es el caballaje politrópico para el gas, hp, W es ei %jo en peso, lb/min, ycfioh) es la carga politrópica, (ft-lb)/lb; q(pOu es la eficiencia politrópica 2 y zd son los factores de compresibilidad para las condl-ciones de succión y de descarga, Mw es el peso molecu-lar, Tr es la temperatura de succión, OR, y rc es la relación de compresión.
La temperatura de descarga politrópica, Td(pU,iI se calcula con:
Tri(po,rj = T,rc(“-l”s (11)
El valor de la cantidad n en las diversas relaciones po-litrópicas se obtiene con
Cuando se utilizan las tablas de las propiedades de los gases o los diagramas de Mollier para hacer los cálculos del compresor, la carga adiabática, Had, se obtiene con
Ha4 = 778Ah (12)
k.
! ! !!H!!! Ii! Fuente: Balje’
I I IlCC
n=l-‘cl Bomba 0 compresor de I
I I
II I I
Bombas o comwesoresNe = N a/H314 LI, = DH’141c N= Velocidad, rpm
D = Diámetro del imp
0 . 3 0 . 6 1 3 6 1 0 3 0 6 0 1 0 0 3 0 0 6 0 0 1,000 3 , 0 0 0 10,000
velocidad específica, N,
CLAVES PARA LA SELECCIÓN DE COMPRESORES 19
en donde h es la entalpía, Btu/lb. Como el empleo de estos valores en la figura 2, se en-La relación de la eficiencia adiabática a la eficiencia cuentra que un compresor centrífugo, con impulsor
sen-politrópica es: tillo, de flujo radial, será el que ofrezca máxima
vod = (r>k-l)‘k - 1)[ \,n-1vm - 1)
1
Velocidad específica
La velocidad específica, Ns, es un número índice pa-ra los impulsores o rotores de los diversos tipos de bom-bas y compresores. La definición es la misma para ambos.
N, = Nfi/?P” (14)
Cuando se utiliza la ecuación (14) para compresores, la velocidad N se expresa en rpm, la capacidad Q, en ft3/s en las condiciones de succión, y la carga H, en
(ft-lb)/lb.
Otra cantidad adimensional para impulsores o rotores es el diámetro específico, DC, definido con
(13)
eficiencia.
Selección de compresores centrífugos
en donde D es el diámetro del impulsor o el rotor, ft. Balje5 preparó una gráfica de velocidad específica (Fig. 2) en la cual se combinan las relaciones de las ecua-ciones (14) y (15). Si se utiliza esta gráfica, debe ser so-bre la base de carga por etapa; es decir, se debe seleccionar cada impulsor o etapa con respecto a la ca-pacidad de entrada y carga para esa etapa. Aunque la experiencia que se tenga con los compresores de tipos existentes muchas veces no requerirá consultar la figura 2, ésta ofrece una correlación lógica para seleccionar el tipo de compresor para una aplicación dada. En los si-guientes ejemplos se ilustrará el empleo típico de la íigu-ra 2.
Ejemplo 2. Se hará la selección preliminar de un
com-presor para manejar 90 000 PCMS de aire cuando las condiciones en la succión son 14.3 psia, 90°F y 70% de humedad relativa. La presión de descarga será de 22.3 psia, el peso molecular = 28.59, k = cpc, = 1.395. Se supondrá un impulsor con diámetro D de 55 in y
veloci-dad de rotación N de 3 550 rpm.
Para poder utilizar la figura 2, hay que encontrar la velocidad y el diámetro específicos con las ecuaciones (14) y (15). Para ello, primero se calcula el flujo de aire a la entrada, QJ = 90 000/60 = 1 500 ft’3/s y la carga adiabática con la ecuación (7); hay que recordar que los factores de compresibilidad son unitarios en estas condi-ciones. Por tanto:
H,, = ($.f$SO)[ (22.3’1;:;;= - ’ ] = 14,072
N I
D
* = (55/12)( 14 072)“’qi33 = 1.29
Los compresores centrífugos son el tipo que más se emplea en las industrias de procesos químicos porque su construcción sencilla, libre de mantenimiento, permite un funcionamiento continuo durante largos periodos
\- compresor centrífugo más sencillo es el suspendi-do, de una sola eta a:
-3 Los hay disponibles para flujos desde alrededor e 3 000 hasta 150 000 PCMS. El im-pulsor convencional, cerrado o con placas (Fig. 3), se utilizaría para cargas adiabáticas hasta de unas 12 000 (ft-lb)/lb. El impulsor abierto, de álabes radiales (Fig. 3), pr;;dlucirá más carga con los mi<;& diámetro y
velo-cidad; sus variantes, con inductor o con álabes tridi-mensionales producirá hasta 20 000 (ft-lb)/lb de carL-Ja.
Se utilizan diseños similares, hechos con materiales más resistentes y a velocidades más altas, en aplicacio-nes especiales como compresores de aire con engraaplicacio-nes integrales, para aplicaciones aeroespaciales, en los tur-bocargadores para motores de combustión, compresores de carga, etc.
Compresores centrífugos
de,
múlti;gles
etapas--~“-.-“A.II l”i.,_.
Cuando la carga requerida es muy grande para un so-lo impulsor, la solución lógica son dos o más impulsores en serie, que forman los compresores de etapas múltiples, que tienen muchas aplicaciones. El más común es el de carcasa dividida horizontalmente con impulsores en se-rie, cuyo número puede variar de tres a ocho con o sin interenfriamiento, como el que se ilustra en la página J 5.
Hay disponibles algunos para flujos desde 1 000 has-ta 100 000 PCMS, con cargas politrópicas tohas-tales de 20 000 a 100 000 (ft-lb)/lb, con base en el número de im-pulsores o etapas en cada carcasa. Estas carcasas, a ve-ces, están dispuestas con impulsores opuestos para la compensación parcial del empuje y para simplificar los problemas de diseño de cojinetes de empuje, tambores de compensación y sellos para los ejes.
En las carcasas divididas verticalmente o de barril, hechas con acero soldado, fundido o forjado, se utiliza una disposición similar en los impulsores; estas carcasas son más adecuadas para altas presiones que las de divi-siones horizontales.
La actual Norma API 617 para Compresores Centrí-fugo@, especifica que las carcasas tipo barril se deben utilizar para presiones superiores a unas 200 a 250 psig si el contenido de hidrógeno de la mezcla de gases es de 70% o mayor, para evitar las fugas; sus capacidades son entre 1 000 y 100 000 PCMS, y se han construido carca-sas para presiones hasta de 10 000 psig.
com-Identificaci6n
Compresor de Selección
recirctilación alterna
Capacidad MMPCDE Capacidad, W, Ib/h
Capacidad de succibn, 0, PCME Presión de succión, P,, psia Temperatura de succión, “F Temperatura de succión, OR Humedad relativa, % Presión de descarga, P,, psia Peso molecular, M,
Constante del gas, R = 1 545/M,
Razón de calores especificos, k
80 Misma 2 961 300 100 560 -450 5.524 279.69 1.343 t -c c t t c t c t
Compresibilidad en la succión, z, 1 .Ol c
Compresibilidad en la descarga, zd 1.022 t
Compresibilidad promedio (z, = z,)/2 1.016
Volumen específico, V, ft3/lb 3.86
Flujo en peso, W,, Ib/min 809
Exponente del calor específico, (k -1)k 0.255
Velocidad acústica en la entrada, Ua, ft/s 2 6 1 6
Relación de compresión, r, = P,lP, 1 . 5
Coeficiente de carga, c< 0.49
Eficiencia politrópica, ~~~~~~ % 73
Diámetro nominal del impulsor, D, in 18
t t t c c t t c t
Razón del exponente politrópico, (n - 1 )ln = k’ 0.349 c
Temperatura de descarga, politrópica, T,, OR
Temperatura de descarga, politrópica, T,, “F
Zarga politrópica, /-/pOrL, (ft-lb)/lb
Caballaje del gas, LWp,, hp
Wdida de caballaje en cojinetes, hp
Wdida de caballaje en sellos, hp
Dérdidzi de caballaje, caja de engranes
l l f I 1 ( 1 \ r 1 : C 1.152 645 185 69 307 2 328 28 27 0 c c t c c 34 35 0 ’
Caballaje total al freno, bhp 2 383
9000
2 397
lelocidad en la punta de impulsor, máxima, Uft/s
/elocidad en la punta de impulsor, real, U, ft/: 807 871
Júmero de etapaS, N,, 7 6
ramaño o designación del cuerpo (carcasa) /elocidad de rotación, N, rpm
Coeficiente de flujo en la succión, 4, .í
Coeficiente de flujo en la descarga, 9, En este ejemplo, la velocidad máxima en la punta del
#2 #2
10.267 ll 081
0.0346 0.0321
0.0269 0.0249
pulsor se establece PO :ús
r las limitaciones en el esfuerzo en un impulsor convencional ;tica. Conclusión: la selección preliminar es un compresor Cálculo para compresor centrífugo
de aspas de curvatura inversa, no por comparación con la velocidad ac
centrífugo de 7 o de 6 etapas, sin interenfriamiento, que requiere alrededor de 2 400 bhp y funciona a 10 267 u ll 081 rpm.
Fuente o explicación Tabla II Ejemplo 3. Método para carga politrópica total
Dada
Dada (a veces) Ecuación (5) Dada Dada Dada
Dada (si es aire) Dada
Dada
Calculada
Dada o calculada. Véase tabla I
Dada o calculada. Véase tabla l
Dada o calculada. Véase tabla l
Calculada
Véase Ecuación (2)
Véase Ecuación (2)
Calculada
u, = Aifq
Calculada -Tabla IV Figura 4 Tabla IV Calculada
Ecuación (10)
Ecuación (9)
Selecciónese en la figura 6
Selecciónese en la figura 6
rlinguno. Empléese turbina de vapor. istímese en un 2% del caballaje del ga!
U 5 0.9 a 1 .O(UJ
J-
“mg
lJ=
-N‘IB
Zon la relación precedente
Tabla IV o con el fabricante N = 229U/D
CLAVES PARA LA SELECCl6N DE COMPRESORES 21
primido a 125 psig. En servicio con gases, en especial si son corrosivos, tóxicos 0 están sucios, no se utilizan mu-cho. En este tipo, los impulsores están montados sobre ejes de piñones que giran a diferentes velocidades en las etapas sucesivas. Esto le permite al diseñador lograr óp-timas dimensiones y eficiencia con un volumen de aire o de gas que se reduce en forma continua, debido a la compresión. Esto permite que el compresor sea más eh-ciente que los convencionales de un solo eje para gas o aire.
Un derivado delbmpresor de etapas m que se utiliza mucho,&tipo de carcasa con tornillos exter-nos o modular, destinado a servicio con aire o gas a baja presión. Se utiliza para flujos de entre 400 y 20 000 PCMS con cargas hasta de 18 000 a 20 000 (ft-lb)/lb. La carcasa se ensambla por módulos, que son anillos en
for-Impulsor radial abierto
Impulsor con inductor abierto
Impulsor cerrado
Fig. 3 Impulsores de una etapa para compresores
‘0.6 1 2 3 4 6 810 2 0 3 0 60 1 0 0 Capacidad a las condiciones de succión, miles de fs/min Fig. 4 Eficiencia de compresores centrífugos de
etapas múltiples
ma de rosca que contienen, cada uno, una sección de di-fusor y un impulsor; funciona de 3 000 a 4 OOO~r;em, lo que permite el empleo de cojinetes de bolas con anillo de aceite o lubricados con grasa.
J
Además, las bajas velo-cidades en las puntas permiten emplear impulsores de aluminio fundido o fabricado, en vez de los más costosos de acero forjado que se utilizan en compresores para ve-locidades más altas.También hay tipos modulares para velocidades más altas, para flujos de 500 a 15 000 ft3/min y cargas hasta de 60 000 ft, con una sola carcasa. Este tipo modular tie-ne cojitie-netes, sellos, eje e impulsor para alta velocidad, pero cuesta mucho menos que el de etapas múltiples con carcasa dividida en sentido horizontal.
Todos estos tipos tienen limitaciones mecánicas, debi-das a la rigidez del eje y cojinetes, flexión del eje, veloci-dad crítica y problemas dinámicos con el rotor. Cuando el proceso requiere mayor carga que la que se puede producir con el número máximo de impulsores en una sola carcasa, se pueden utilizar dos o tres carcasas en se-rie hasta con 25 o 30 impulsores en sese-rie. La selección de esta combinación también requiere determinar lo si-guiente, es decir, a) calcular los PCMS (ft3/min en la succión) con cualquier carcasa que se considere, b) car-ga adiabática o politrópica total en esa etapa o sección y c) hacer concordar los tamaños y velocidades disponi-bles para carcasas e impulsores, con engranes de reduc-ción de velocidad o sin ellos, para obtener la serie completa de carcasas.
Antes de \selecciom un compresor de etapas múlti-ples, hay que tener muy en cuenta el aumento de & ratura durante la compresión. Si las temperaturas de descarga son superiores a 350°F, se debe inchrir algún sistema para enfriar el gas, con el fin de evitar el riesgo con los gases calientes de descarga o problemas con los materiales de construcción a altas temperaturas. Por lo general, se necesitan interenfriadores para los gases des-pués de cada etapa, antes de que haya compresión adi-cional (en algunos tipos) o después de cada cierto número de etapas.J
Métodos para cálculos