UNIDAD (ZTAPALAPA
DPTO.BIOTECNOLOGIA
U.E.A. INGENIERIA ECONOMICA
M en C. MARCO ANTONIO GERARD0 RAMIREZ
R
PROYECTO, 98
-
I
-
001
"CREMA CORPORAL
ENRIQUECIDA CON CERA
Y
MIEL DE
ABEJA
"INTEGRANTES MATRICULA
CARRETO FLORES ELVIRA 93229011 LIC. INGENERIA BlOQUlMlCA INDUSTRIAL
GARCIA GOMEZ MARIA DE JESUS 90235622 LIC. INGlENlERlA EN ALIMENTOS
GONZALES VELAZQUEZ MARIA ALEJANDRA 91234585 LIC. INGENIERIA EN ALIMENTOS
LOPEZ TRUJANO KATIA 91334711 LIC. INGENIERIA EN ALIMENTOS
MONTAN0 MILLAN ALEJANDRA 91234770 LIC. INGENIERIA RM ALIMENTOS
MORENO RlOS MARTHA ADRIANA 86345860. LIC. INGISRIA BlOQUlMlCA INDUSTRIAL.
ROJAS TORRES LETlClA 92232518 LIC. INGENIERIA EN ALIMENTOS.
ico,
D.F.,
a
21 de
""""""""
"""""""-.."-
EL P.T.ÍNDICE
GENERAL
Resumen Ejecutivo Indíce
Capítulo 1 : Tamaño
Página e e e e e e e e e e e e e
Objetivo General
...
1Objetivos Particulares
...
1Panorama del Mercado (Situación Particular), Cremas
...
1Estudio de las Materias Primas e Insumos
...
2Disponibilidad de Materia Prima
...
2Economias de Escala
...
4Caracteristicas de la Mano de Obra
...
4Polltlca Economica
...
7
Tecnología de Produccron
...
7Recursos
Financieros...
'7Programa de Producción
...
8Conclusion 9 Bibliografia
...
10. .
..
. ....
Capítulo 2: Localización de la Planta e Justificación de Macrolocalmclon.
...
11Conclusión de Macrolocalizaclo
n.
...
12e Justificacih de Microlocalmao
n.
...
14Conclusión de Microlocalmclón 15 Bibliografia
...
18. . .
. .
. . .
. .
...
Capítulo 3: Selección de tecnología Preparaciónde
Fases Oleosas y Fases Acuosas...
19Mezclado de Fases
...
19Enfriamiento de
la
Emulsibn Semisólida...
19Emulsiones de Baja Energía
...
20Transporte de Matexiales Para su Empaque
...
20Selecclon de
equipo
21 Basculas...
21Marmitas
...
22Agitadores
...
22Tanques
...
23Llenadora
...
23Banda Transportadora
...
23Etiquetadora
...
23Filtros
...
24Almacenamiento
...
:...
20..
...
_ ,
.
.. \ '
Bombas
...
24Dacripclon del Proceso
...
26Fase Oleosa
...
26Fase Acuosa
...
27Diagrama de Bloques
...
28Bibliografia
...
29..
Capítulo 4: Bases de Diseño Generalidades...
30Flexibilidad y Capacidad
...
30Especificaciones de la Alimentación
...
31Especificaciones de Productos
...
35Alimentación a la Planta
...
36Condiciones de
los
Productos en el Límite de Baterias...
37Elirrninaclon de Desechos
...
..
...
37Facilidades Requaidas Para el Almacenamiento
...
38Servlclos Auxlllares
...
38Sistemas de Seguridad
...
39Datos Climatologícos
...
40Diseño Electric0
...
41Diseño de Tuberias
...
41Diseíio de Edificios
...
41Estandares y Especificaciones
...
41Requerimientos por Cada Equipo en el Límite de Baterías
...
42Hojas de Datos
...
43Programa de Proyectos
...
62. .
. .
..
Capítulo' 5: Tratamiento de Aguas Residuales o Introduccih...
64Efluentes de la Planta de Produccibn
...
65Tratamiento
Primario
Avaazado...
66
Tren de Tratamiento de Aguas R e s i ~ ~ l
es
...
70
Niveles de Tratamientos de Agua Residual
...
64Capitulo 6: Anhlisis Ec6nomico-Financiero
.
. . . .
Inverslon F ya...
71Capital de Trabajo
...
72Inverslon Total
...
72DeprecIacIo
n.
...
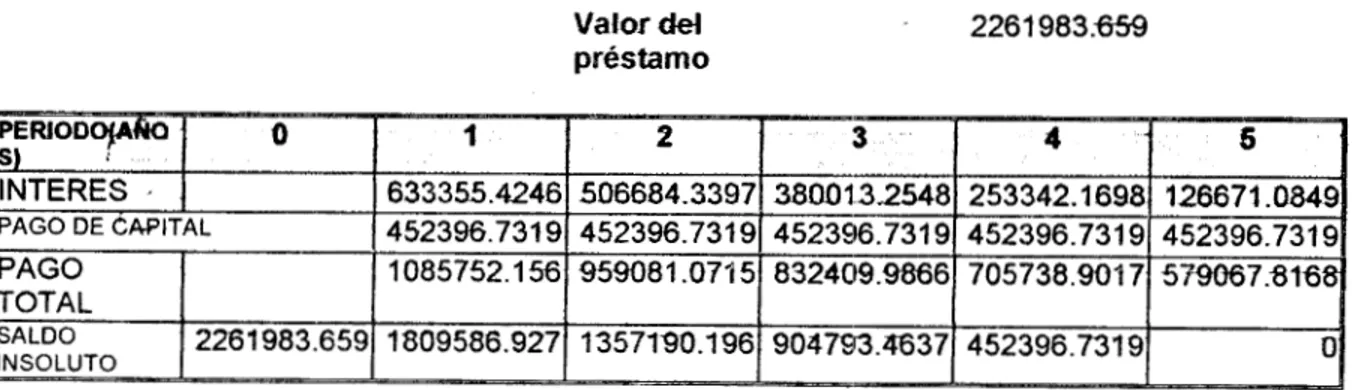
: 73Amortización
...
74Estructura de Capital y Financiamiento
...
75Costo de Financiamiento
...
75Estimación de Costos y Presupuestos de Operaci6n
...
75Inventarios de Materia
Prima
...
76Mano de Obra
...
80Personal de Supervision 84 Servicios Auxiliares ... 85
..
. . .
...
o Envases
...
86o M ant emen to
. .
y Reparaclon 2 87 . ....
...
. .
o Suministros de Operacron...
87o Determinación de los Costos Directos de Operación
...
88. . .
. . .
e Depreclaclon-Amortmcion...
88o Impuestos Sobre la Propiedad
...
880 Seguros Sobre la Planta
...
89o Cargos FIJOS de Operaclon
...
89o Gastos Administrativos
...
900 Gastos de Distribucron y Ventas 90 0 Gastos de Investlgaclon y Desarrollo
...
90Gastos Financieros
...
910 Gastos Generales
...
910 Calculo del Costo del Producto y Precio
...
92Presupuestos de Ingresos
...
920 Presupuestos de Egresos
...
93Estados de Resultados
...
940 Obtenclon de la Utilidad Bruta
...
...
94Obtención de la Utilidad
Neta
...
940
Flujo
de Efectivo...
...
950 Punto de Equilibrio
...
96Punto de Equilibrio M o 1998
...
970 AnexoA 0 Anexo
B
Anexoc I 0 AnexoD 0 AnexoE AnexoF
..
o Cargos fijos de Inversion...
89..
..
..
...
. . .
RESUMEN
EJECUTIVO
Actualmente el auge en el consumo de los productos naturistas o que contengan a l g h extrado natural al parecer se ha incrementado considerable:mente, debido al beneficio que le proporcionan los elementos de la naturakza al consumidor, por esta razón a l p n a s personas los prefieren de Bntre todos los productos ofertados aunque algunas veces sean de precio más elevado.
Esto se deduce a partir de la información obtenida a través de las encuestas realizadas en el estulo de mercado, el cual refleja que en el Lhstrito Federal y Area Metropolitana el uso de la crema corporal es necesario debido a -€as condiciones climatológicas, por esta razón
se
el-igi6 comemercado pqtfncial de consumo.
El produsto a elaborar es una
crema
m r p d que grroporcione humxtac+protección-y un-xoma fresm al consumidor, eligiendo una formulación con materias primas que tengan estas, -características y adicionando -un -insumo .-nata;ral (cera y miel -$e
-Ax&
pamenriquecerlq debido al beneficio que le brinda a la piel.
l
.~
Los ingredcentes utilizad0sgara.h. Mxkacikde l a m a c o r p o r a l se agxpandeda
sus caractekticas de solubilidad, c r e d o s e dos fases (una oleosa y una acuosa) las cuales se emulsifican generado un f l u i ~ - c o n c ; l r a c t e r i s t i c a s r ~ i c a s Q a el-cual se debende.axtmh-&es
-w&+bks ‘en fa producción de emukiones semiliquidas, como: tiempo, temperatura y trabajo mecánico. .Estas-tres variablesse. interrelaclanan entresí, par-loque se d e b e d e . ~ . x r . m n t . d preciso en&eeSas.-
En
la industria existen equipos-que controlan automáticamente estas variables, como son el control total de la temperatura en la chaqueta y el grado de agitación.La e-de abeja es un exudado que se utiliza pan m s t n r i r panales, tiene un punto de fusión alto y su phupal_función ennuestm+rakto es que vaasustitlurla lanolina @mdncta&t.emdoa partir d e ” € m a de las ovejas) diminando así el aspecto gras,oso, y que
da
protección a la pielademás d,@kmar parte de la-base deabsofcih de ~ - - ~ , - 1 ; a - C u a l es parte WLde-la-secUeRcia -
que se I&¿+ acabo en las- rutas
de
penetracih &+mica que deben estar acorde con las características estructurales de la piel.Porara parte la miel tiene un grarrcontenidodehemedad-&más de poseer-unaltogr;tdo
de
-higmsc+ci$ad, lo que beneficia a la humectación de la piel, también contiene azlicares, ácidos,mineralesdnzimas, vitaminas y &xtrinas,-estoscompneates van-a nutrir la prim~-capade-.la-piel dándole mejor aspecto y mayor suavidad.
El
efecto
generado por el macroaIllbiente ya fue-censidmado en sus aspedos p a f i d a r e s (social, eemómieo, cultural, político-y mbiental) y no reflejan situaciones de restricción con fuerza suficiente para evitar la instalación de l a planta industrial.La
demanda esta calculada a partir del mercado potencial elegido que es el Distrito Federal yel Area &Ietmpolitana, el cunsumo de -cremas de miel se determinó tomando a- cueah
l o s
- - m ov imi enb d e compra por el- consurnidor existente en el mercado con respecto a la cremaTABLAI. CONSUMO DE CREMAS "NATURAL HONEY (promedio de unidadeskemana 1998
.
Comercial Mexicana
De k m d a d e s de uentas~ semanal promedio paw cada almacén de autoservicio encuestado
Se tie% un tutal de tiendas -de autoservicio lideres de 121, de las cuales se determina una se hizo una estimación y se encusntrh el-número tdal desucursales.
ponderación que representará el porcentaje para cada cadena comercial.
TABLA
2:- Consumo estimado de crem-em mief.La d e m a ~ e s t i m a ~ e s - d e - 5 0 ~ t o ~ ~ o :
Par&sproyecciones .&.c~nm-de--conmie.L-se-los.I\rcllosespramediosde
venta de yidades por semana en años anteriores siguiendo la mtodología antes mencionada.
I
TABLA
3. Demanda de wema " NaturalHeRey
".
-ff:""1
tonDE
CREMA€ 9 9 7 . '445.7
5064
FUENTE: Investigación personal.
TABLA 4. Proyecciones de demanda de cremas de miel. ANO
8100
2005
7660 2004
72 10
2003
6770 2002
633 O
2001
5880
2000
5440 1999
ton
DE
CREMA-
- FUENTE: Elaboración propia.
. _ _ _ _ ~
GRAFICA 1.
DEMANDA
D E - C R E W CON MIEL1995 19% 1997 1998
M0
'GRAFICA 2.
PROYECCIONES DE DEMANDA DE CREMAS CON
"!EL
Aclaramos que tenemos una demanda de tipo elástica, puesto que pequeños cambios en el precio afectan negativamente el consumo de nuestro producto.
La ohta esta fimdamentada en la información bibliog~áfica obtenida dela Cámara Nacional de la Industria cjela Perfümería y Cmm&x.(CANIPEC).
Es-intsFesante observar que los tratamientos van restando fuerza a las cremas de uso general a
través del tiempo, este reitera el interés del consumidor, el cual- es cada vez mayor en -atender necesidadesespecificas de su pid.
En 1995 las aemas de uso general representaron el 76%
d e l
sector, mientraSnl,~?el 18% estaTABLA S. Oferta de cremas con miel.
I
A N O
19911992
4332
I581 1
1995
4515 1994
1993
FUENTE: C A W E C , memorias 1995.
Por otra parte también consideramos como oferta a las cremas de uso general ya que son similares a nuestro producto y en determinado momento pueden sustituirlo.
TABLA 6. Proyecciones de oferta.
"
1
1997
1999
6330
1998
601 8
6645
2000
2002
7270 200 1
6957
75 85
" . _
II
2003I
7896 ~"11
1.2';:
:
S":;;
FUENTE: Elaboración propia.
GRAFICA 3.
OFERTA
DE
CREMASCON
MIEL~ _ _ _ _ _ _ _ _
GRAFICA 4.
PROYECCIONES DE OFERTA CREMA CON
MIEL.
AñO
-
El balance demanda/oferta es el siguiente:
TABLA 6. Balance denlanda/oferta.
L
. DEMANDAKIFERTA)
VALOR 0-11997
6330 0.13000
5 064
1998
6018 4457
Fuente: Elaboración propia.
I
i
I
BALANCE
DEWNDNOIFERTA
1998
2000 2002
2004
2006
AÑO
"DEMAND
~A
i
+OFERTA
1
I
I ! I l
Si el cociente demanda/oferta es menor de 1 quiere decir que se detecta una demanda satisfecha en un mercado meta en 1998 de 785300 familias en el Distrito Federal y Area Metropolitana que demandan aproximadamente S064 todaño de crema, de donde nosotros pretendemos cubrir un 8% inicialmente con el 70% de nuestra capacidad instalada y en el transcurso de 8 aios llegar a cubrir un 12% (utilizando ya el 95% de la capacidad instalada); basándonos en una estrategia de desplazamiento apoyada en hacer énfasis en las cualidades de nuestros ingredientes “atractivos” que son cera de abeja y miel (además de otras materias primas) que por las propiedades ya mencionadas se ofrece una ventaja sobre las cremas de uso general y se aprovecha para la promoción de la introducción de nuestro producto al mercado al hacer de la publicidad un instrumento para generar la voluntad del consumidor en comprar nuestro producto. La infraestructura instalada se puede utilizar para el desarrcdlo de otros bienes cosmetológicos propios o para hacer maquila a otras empresas.
La mayor competencia esta representada por Revlon, Ponds, Nivea, Johnson & Johnson, Carter Walllace, entre otros.
Y
nos encontramos ante un regimen oligopólico que tiende a ser de competencia perfecta.El crecimiento anual indicado es del 6.3 % de producción propia. El canal de distribución a utilizar es el siguiente:
Productor + Distribuidor mayorista
-
Vendedor al detalle + ConsumidorCon la visión de estar presentes en almacenes de autoservicio y tiendas naturistas.
Para la determinación del tamaño de planta se analizaron con mayor profundidad el crecimiento anual de las materias primas e insumos (los proveedores reportan un crecimiento anual del 2S%), esto quiere decir que no ha habido ni habrá escasez de las misma en los próximos años. Las economías de escala influyen en el costo de producción, precio de venta de producto.
Por otra parte para la selección de la mano de obra se define el perfil del personal que laborad e.n nuestra empresa. Otros fadores que influyen
en e l
tamaño de planta son la política económica, la tecnología de producción y los recursos financieros.Tomando en cuenta todos los factores mencionados ccn anterioridad se concluye que el tamaño de planta recomendable es de 608 ton de cremalaño.
La planta de producción estará ubicada en el parque industrial Calpulalpan localizado en el municipio del mismo nombre, perteneciente al estado de Tlaxcala. Esta localización se determini, en base a resubdos de matrices de selección tanto para el estado (macrolocalización) como para el parque industrial (microlocalización). Este parque presenta las siguientes ventajas: cercanía con el mercado de abastecimiento de materias primas, cercanía con el mercado de consumo, medios de comunicación y transporte, servicios (agua, luz, drenaje) así como el costo y disponibilidad de terreno.
El proceso de elaboración es de conocimiento general y ¡determina el equipo necesario para llevar a cabo la producción; este equipo se eligió mediante matrices de selección en las cuales se tomaron en cuenta dimensiones disponibles, eficiencia y funcionabilidad, costo y características particulares de cada equipo.
El proceso empleado para la elaboración de la crema corporal enriquecida con cera y miel de abeja, es de origen nacional y disponible.
Los efluentes generados de este proceso (provenientes del lavado de equipo y servicios) reciben un tratamiento para poder ser incorporados al drenaje (y cumplir con los lineamientos ambientales), este tratamiento consiste en retención de sólido:j, aireación, coagulación-floculación,
drenado de agua a la red municipal y el drenado de los lodos, los cuales son pasado a través de un lecho de secado.
La evaluación económico-financiera reporta una inversión total de 10,922,856.69 pesos con una tasa interna de retorno (TIR) de 62.82% la cual cubre el pago del costo del capital de financiamiento y reditúa una utilidad extra del 10% (52.96%). Además de que el precio de nuestro producto está por debajo del precio comercial de sus competidores &rectos y podría ser un buen parámetro para su penetración en el mercado.
PRODUCTO: CREMA CORPORAL
ENRIQUECIDA CON
CERA
Y
MIEL
I)E
ABEJA
CARACTERISTICAS F ~ S K A S
Estado de agregación: semilíquido.
Color: ligeramente amarillento, nacarado
Viscosidad: de 3000 a 5000 c p s
Irritabilidad: no debe preserrta~e
Penetracihn: casi inmediata
CARACTERISTICAS SENSORIALES.
Olor: característico a la esencia floral
Color: amarillo ligero, nacarado.
Táctil: suave y fresca al contacto
CARACTERISTICAS MICROBXOLOGICAS
Límites permitidos por SSA: no más de 250 unidades fbrmadoras de colonias.
VIDA DE ANAQUEL
6 meses
INSTRUCCIONES DE USO
Se
recomienda su aplicación después del baño diario y cuando se detecte la piel reseca.PRECAUCIONES
Conservar el producto en lugar seco. No se deje al alcance de los niños. Evite el contacto
con los ojos y mucosas.
En
caso de imtación, suspenda la alplicación y lave generosamente con agua, deje secar al ambiente. Consulte a su médico.ENVASE
Envase: botella PVC de alta densidad, transparent, con tapa dosifícadora.
Empaque: caja
de
cartón (blanco) con 25 botellas.DISESO DE ETIQUETA
Nombre: Honey- cream (marca)
Logo:
rato de g h n l o , e r a & & e j i d c o h d c e t L c o ,
lina rolida, pmpilparaberro. s&tllparalera. tmn prup&-&col, m 1dabe~a, acido e s t e & q v a e -
20, oleatu de so&iol, esencia y cnlomnte.
Precauciones Conserva: ( producto en
Consulte a su medico
Elaborado por:
INDUSTRIA
PROMIEL S.A.con domicilio en Av. Michoackn y la Purísima: s/n,
Col.
Vicentina,C.P.
09340, México,D.F.
I
OBJETIVQ GENERAL
l . 1 Demostrar si el proyecto de inversión es o no técnicamente factible.
OBJETIVOS PARTICULARES
1 .lJustificar, desde un punto de vista económico; la selección de la mejor alternativa en tamaño, localización y proceso productivo para abastecer a nuestro mercado demandante.
1.2 Evaluar la disponibilidad y/u restriccicin de
l o s
recursos y factores productivos-
Materias primas y %entes d e abastecimiento.-
Alternativas tecnológicas accesibles al proyecto.-
Disponlbilidad financiera.-
Disponibilidad de recursos humanos.-
Otros factores externos. principales como:PANORAMA DEL MERCADO (SIT1JACION PARTICULAR). CREMAS
Seconstituye por dos grupos: Gemas
de
uso general y Cremas de tratamiato para cara y cuello. Para realizar esta agrupación hemos recurrido al posicionamiento que el fabricante leda
al producto y no el uso final que le da al consumidor.En toneladas el sector de cremas creció 1896 reponiéndose de la caida de1994 y colocando
26,524 ton. L o s ingresos del sedorse .incrementaron35%cerr;mdo el año con una facturación de
másde 1,240 millones de pesos.
Es Meresante observar que los tratamientos +m +esta&
&
e
r
z
a
a las cremasde
tiso generala través del tiempo, esto reitera el interés del consumidor cada vez mayor en atender necesidades específicas de su piel.
En
1995 l;ts cremas de u50 general representaron el 760xo-del sector, mientras que 24% fue para tratamientos.j
ESTUDIO DE LAS
MATERIAS
PRIMAS E INSUMQSEl éxito de un proyecto depende en gran me-dida de la demanda que tenga en el mercado el bien o servicio a producir. La demanda depende, a su vez; de
l a
calidad, precio y disponibilidad del producto elaborado.Para producir un bien o servicio, que cumpla-con la5 especificaciones y normas de calidad requeridas por el mercado demandante, es necesario seleccionar cuidadosamente las materias primas e insumos que intervendrk en la fabricación de dicho pmducto.
L a calidad de las materias primas no sólo determina la calidad del producto a obtener, sino
que influye además en
la
selecciún de la tecnologia a utilizar en el peceso de produccitm (1). En cuanto a las materias primas empleadas en la elaboración del producto (Crema corporal semilíquida, enriquecida con miel y cera de abeja), las podemos, clasificar de la siguiente manera:Cuadro l . Clasificación de las Materias Primas e Insumos
Materia Primas Aceite mineral
Acido e$e&ico Alcohol cetilico Vaselina sólida
Monoestearato
de
glicerilo PropilenglicolTween 20 Propilparabeno Metilparabeno Ofeato de sorbitol Cera de abeja Miel de abeja Esencia floral
Amarillo # 3 FD & C
Materiales Auxiliares
-
MonoetanolaminaAcido citric0 Envases Tapas Etiquetas
Alcohol isopropílico Nitrato de plata
LS E INWMOS
SfSViCiOS
Electricidad Agua Vapor
Combustibk (Diesel)
A continuación se nombran los factores que afectan el tanlaiio de la planta, de los cuales se profhdizó e l a d i s i s en tres de ellos, que resultan d e m a y n r _ t r a d e n c i a ; además
del
mercado de consumo.DISPONIBILIDAD DE
MATERIA
PRIMALa investigación realizada
en
-empresas que producen y distribuyen las materias primas (Cuadro 2), como nuestros posibles proveedores; refleja que las materias primas que solicitamos se producen de manera continua y dtlrante todo el aiio. Con excepción del alcohol cetilico y los conservadores que son de importaci6n, peroaún
así, el flujo de importaciones es regular. La miel y la cera de abeja se producenen
cantidades suficientes enla
región del centro del país y son suficientes para cubrir nuestra producción (Cuadro 3).Dentro del mercado de abastecimiento, los principales proveedores de materia prima son: Cuadro 2. Características de los proveedores.
F
PROVEEDOR Industria Química del Centro. S. A. de C. V.
Aromáticos y aceites
esenciales mexicanos Multiquinl , S. A. de
C.
V
Macjuilas Krisgd
Bioestracto, S. A. de
C.V.
Química Wnros
Baldini
Asociación de
Apicultores
Col. Granjas México, Monoetanolarnina
México, D. F. Alcohol ceti1i;o Tel. 6 57 84 1 1
I
Acid0 esteáricoQuímica d e l centro
Tel. 5 81 33 58 Esencias
S 81 34 22
Q. Guadalupe Soriano Te1 6 S1 63 33
B. Franklin No. 200 Coi. Escandón
Te1.2 71 O3 43 2 71 05 41
Ing. Javier Urbano
Lázaro Chrdenas
Manzana 4 lote 19,
Tel. 7515600. Col zapafa.
Lipsomas
E&
DeA&$ico.Oriente 65-A CERAS
Cd. AsLunas, -a;
CP. 06850 Espesantes Tel. 5308905 E m d S l O M S
. .
5386704 Sustitutos
Panfinas Regiones cercanas al Miel de Abeja Estado de México y ‘ Cera de &ja
Puebla
La localización de las plantas de producción de las nnaterias primas
se
enct~entxa en el D;strito Federal y en el Estado de México.Los
proveedores entregan a domicilio dentro del Area Metropolitana y anexan las fichas timicas de cada una d e las materias primas con los resultados de características fisicoquímicas. Existe un “red pack” en donde el cliente deposita en el banco el total de la compra y a wek a de correo se le mvian su5 facturas. El precio está acorde con sus costos de producción , con la anti@edad del cliente y con la cantidad que consume. Se manejan créditos, aclientes asiduos, a pagar en 15 días y sin cargo de interés.
Los
volúmenes de producción de los proveedores se incrementan alrededor de 25% anualmente, es decir que no ha existido escasez en los últimos años.Cuadro 3. Producción pecuaria de miel (ton).
1996 1997
Distrito Federal 83
FUENTE: hformc de Gobierno (Varios Arxosj, SAKI1 y SAGAK.
735
Tlaxcala 454 45 8 580
2354
Puebla 1946 2038 2134
834
Estado de México 751
1 O0
ECONOMIAS DE
ESCALA
Las
precios
delas
materiasprimas
dentro
del mercado
de
abastecimiento influyen directamente enel
costo de producción,por
este hechLo se busca, negociando con el proveedor una disminución . e n dmismo
a
l
adq.u.ukuntidades
mayoresde
insumos.D e l
mismo modo, al aumentar el volumen de producción; se disminuyenlos
costos de elaboracióny
se trata de llegar a una economía de escala(2)
(Cuadro 4).Cuadro 4. Diferencia de Costos al aumentar el volumen de compra.
Fuente: Industria Quimica d e l centro, S. A. de C. V.
Eq
lo
que .se refiere al equipoque se adqtiere & edmado para la capacidad nominal al Grmino de 10 años de producción (95% de la capacidad instalada). Para que se vaya cubriendo el crecimiento anual y que las inversiones no aumenten hertementa para las fbturas ampliaciones.CARACTERISTICAS
DE
LA MANODE
OBRAPara
d
arranque de la plantade
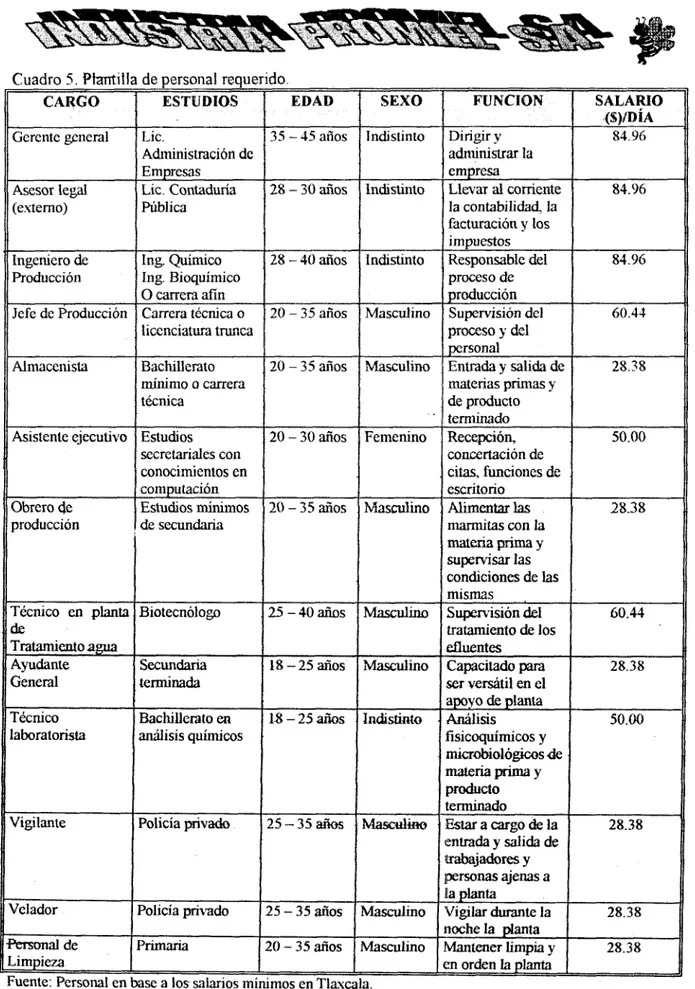
producción, se necesitaria un personal que cubra nuestrasprimeras necesidades, el cual se incrementaria conforme se vayan aumentando los requerimientos de la planta, y el cual se representa en el cuadro 5.
Cuadro 5.
Piantitla
de personal requerido.CARGO
ESTUDIOS EDADGerente general Lic. 3.5 - 45 años
Admuustración de Empresas
Asesor legal Lic. Contadh
I
28 - 30 años (e.xterno) Pública-
Ingeniero de Ing. Químlco 28 - 40 &OS
Producción Ing. Bioquímico O carrera afin
Jefe de Producción Carrera técnica o 20 - 35 años
licenciatura trulla
Almacenista Bachillerato 20 - 35 años
mínimo o canera
técnica
secretariales con conocimientos en
producción de secundaria
20 - 30 años
20 - 35 años
Tecnico en planta Biotecnólogo 2.5-4OaiiDs de
Tratamiento agua
Ayudante secundarla 18 - 25 &OS
General terminada
réccnico Bachllemto en 1.8 - 25 años
laboratorista &isis químicos
Vigilante Policía privado ~ 25 - 35 rdios
Velador Policia privado 25 - 35 años
kzsonal de Primaria 20 - 35 años
SEXO Indistinto lnchstinto Indistinto Masdino Masculino Femenino msculino
M a s c u l i n O
Indistinto
Masctrlino
Masculino
kente: Personal en base a los salarios mínimos en Tlwcala.
FUNCIBN
Dirigir y
administrar la empresa
Llevar al comente la contabilidad la facturaci6n y los impuestos Responsable del proceso de producción
Supervisión del personal
Entrada y salida df
materias primas y
de producto terminado Recepción, concertación de
citas, funciones
de
escritoriopreces0 y del
A l i m e n t a r l a s
nlarmitas con la
materiapimay
supervisar las condiciones de las mismas
Supervisión del tratamiento de 10s
duentes Capacitado para
ser versátil en el
apoyo de planla
An;iliSiS
fisicoquímicos y
miaQbi0ló~sde
materiaprimay product0
terminado Estaracargodela entrada y salida de irabajadores y ~ers0na.s ajenas a la planta
Vigilar durante la mche la planta
a orden la planta Lhntener limpia y
POLITICA
ECONOMICA
La actitud del gobierno tiene algunas veces mucho que ver en la aceptación de la instalación y consecuente arranque de plantas industriales en ciertas regiones. Estas disposiciones se ven influenciadas de acuerdo al partdo politico que se trate :y a la aceptackh mayoritaria de la comunidad. Además de que evalúan las características de estas plantas industriales, en cuanto a beneficio político, para que el apoyo sea efktivo y rápido.
El partido que gobierna actuahente es el PRI. En general no existen conflictos de gravedad;
d
parecer hay buena disposicibn pd t i ca para la ictstakión de la empresa siempre y cuando se cumplan las reglamentaciones estipuladas por el gobierno (ecológicas, fiscales, legales, etc.). En general le favorece al gobierno la apertura de fbentes de empleo en su comunidad.
TECNOLOGIA DE PRODUCCION
La tecnología
de
elaboración de productos corporales como la cwma se eltcuentra al alcance dequien emprenda el camino hacia la generación de este tipo de bienes. El proceso viene a ser; desde artesaal --donde en forma-casera IliuChagmteAbrica-crema para su-co11su~1o personal -hasta la utilización de tecnología de punta; que realizan empresas europeas y que bajo buen cobro por tarjeta de crédito se pueden abrir las páginas de equipo y tecnología via Intern& @$p: // av. Yahoo. Com/
bin/
query? p= cremas+
de+
belleza & b =1 & hc = 07 & hs = O / illeal para cosmética.RECURSOS FINANCIEROS
Lps recursos financieros también son un factor deteminante en
d
tam&de
la planta: yaque si ellos, no habría proyecto ( 3 ) . El financiamiento pensado es tener de dos tipos: financiamiento federal y privado- Durante la instalacib de la p2ant.a y el desarrollo
del
proyedo se administrará det a l
forma que no excedan el valor del financiamiento otorgado.El capital de inversión se obtendrá por :
1. U ~ ~ i e d a d de inversionistas ( mínimo registrar 2 personas en el acta constitutiva).
2. Por medio -de cr6drtos solicitados a .bancos y atras instituciones (NAFINSA, BANCOMEXT, FIDETEC).
El número de trabajadores n o excede a los 100, la clasificación que nos toca como micro empresa , y que NAFINSA requiere para evaluar y otorgar los crkditos solicitados.
NAFIN promueve financieramente y desanda a la micro, pequeña y mediana empresas airavés
de
la banca comercial y otros intermediarios frnancieros no bancarios, mediante los siguientes programas:Estudios y asesorías Desarrollokcnolbgico
*
Infraestructura y desanollo comercial Presenqcián del medio an1bienk Modernización productivaPrograma para la micro y pequeñas empresas
0 Solicitación crdticia
Solicitud de financiamiento
Característms gpw-ales de craito: Podrá ser en dólares o pesos
0 La tasa de interés se determinará en función del riesgo y su base ferá la tasa NAFlN en pesos
LIBOR, para operaciones en ddares
0 Se financiad hasta el 75% del -to $e la h v e r s i k
0 El monto minimo será de 2 millones de pesos y el máximo hasta SO millones de pesos
El plazo podrá ser de hasta 20 millones con un@o de gracia máximo de 3 &es.
Los acreditados deberán otorgar cuando menos un aforo de garantías de 1.75 a 1 preferentemente hipotecarias. (Investigación realizada directamente en
NAFIN).
FIDETEC, quien de acuerdo
a
los requerimientos podría solventar el 80% de la inversión total del proyecto.BANCOMER puede orgarcrkdms $ara la ohencihn dematerias primas hasta un 75%, &&as
que para
la
adquisición de maquinaria y equipo a crédito no excede el 60%.BANAMEX realiza préstamos mediante un arrendamiento financiero, el cual se rige por la €asa
intercambbría de equilibrio, publicada todos los martes en el Diario Oficial. Si la empresa está localizada en un parque industrial el bancoatorga un c r W d e : l 5 4 % , que estará en h c i ó n del de empresa que lo solicita.
( Administración y seguimiento de fondo de fomento).
Requisitos para solicitar un préstamo: Empresa establecida
0 Acta constitutiva
Destino del c r u t o Balances
Llenar cuestionario
Copia de identificación en cuenta Aperturadecusrrta
Refermcias crediticias
0 Lista de proveedores y clientes m á s importanks
Solvenpia econbmica
Con un monto de $ 100,000.00- al
60
se cobra del 37 - 38% anual.PROGRAMA DE PRODUCCION
El programa
de
producción esta basado en el aniiisisde
demanda que presenta el produdoCuadro 6. Programa de Produccibn de PROMIEL, S.A.
1
AÑO1'
PRODUCCION t o d A Ñ 0[
PRODGiCCION-t&&A
I
UTILUACTON
DE
LA
1
2
1998
1.97 608
200s
1 .S6
S 76
2004
1.77
546 2003
f 5 7 515
2002
1 .S7
486
200 1
1.48
457 2000
1.39 430
1999
1.31
405
-
FUEN1'E: Elaboración propia.
Tomando en cuenta todos los f&cxes atesmencionados cmclttimos q u e 4 tamaño
recomendable para nuestra planta es de 608 tun de crema / aiio (:tamaño nominal), ubicándonos en
la clasificación de microempresa (1).
BIBLIOGRAFIG
l . Guía para la formulación y evaluación de proyectos de inversión. Nacional Financiera México.
2. Soto Espejel 1975. La formulación y evaluación Técnico - económica de proyectos industriales. 2”. Edición. Editovisual Conetti. México.
Para la instalación de la planta se consideraron los siguientes estados de la Repiiblica Mexicana: Puebla, Tlaxcala y Estado de México; debido a la cercania con el mercado de consumo, disponibilidad de materia prima así como de servicios tales como: agua, terreno, transpo&e y medios de comunicación.
NOTA: La .ponderación asignada en la matriz se justifica por ,el orden de impdancia evatuadaszn
la misma
Matriz de Seltrei6n
Factores de estudio Ponderacith E s m b d e -
Puebla
-7laxcalaM i X i C O
l. Factores directos
1. Materia prima &.Disponibilidad (200) transporte 50 25 50 50
a) Medios de
t
w
4. Transporte1 O0 70
60 1 O0
a ) Disponibilidad
(100) 3. Agua
60 70
1 O0
1 O0
b) Acceso
80
60 1 O0
1 O0 a) Cercanía
consumo
(200)
2. Mercados de abastecimiento mercado
de
80
60
100
1 O0
b) Cercapía con el
50 1 O0
70
1 O0
5.
Mano
de obra (1 00)a) Disponibilidad 50 50 35 20
b) Costo 50 50 40 40
6 . Energéticos ( 100)
a) Disponibilidad 70 70 65 65
b) Costos 30
'NOTA: Se considera como riesgo posibles desastres naturales tal es e:í más importante la mpción &I vo
805 655
885 1 O00
rOTAL
20 20
15 20
3) Laborales
$e política m l i m i c a
80 60
80 80
3) Legales, fiscales o
(1
w
l . Aspectos[I. Factqres indirectos
90 10
60
(100)
7. Riesgo t-
30
30 30
b) Costo . - 50 50 20 40
'IC asigna Ia menor ponderación al estado que presenta maior riesgo, esto-= en cam de la
Popocatepetl, es por eso que
De acuerdo al total de la ponderación obtenida en la nlzrtriz de macrolocaiización el Estado d e ~ W x i e o resulta tener un valor más alto, por lo que se considera la mejor opción para la instalación de laplanta; sin embar.g.dehidoala.cecmuíz.que.hay_entre el volcán Popocatepetl y e4 Estado de México (ya que se consideró una área ubicada en las faldas del volcán) es mucho mayor el factor de riesgo y considerando la &stan& -entre el v & á n y _el Estado .de Tlaxcala el .riesgo disminuye; Todo esto aunado a que a los inversionistas no les parecería atractiva la idea de invertir en una zona con alto- riesgo dedesastre natural.
-
Dej.udo-a.la cercanía
can
el mercado d e .cxmsumo,.&p~bilidad de texreno y cercanía de este con la materia prima así como considerando la oportunidad de desarrollo en el área industrial por parte del estado, así como facilidad de transporte, el estado que reúne las mejores características apropiadas para la instalación de la planta es el Estado de Tlaxcala.Además d e .que .cuenta con .m ~.aprapiada infr;mfmct.ua y .suficientes
-vias
-de
comunica& que corresponden a las expectativas de la planta económica; así como sistema eléctrico estatal conformado por 17 subestaciones de distribución.La red de-gasoductos recorre gran parte del estado con cuatro líneas de dstribución, la principal de 48" y ramales de 24", 8",-y 4". "
-
E1,Ektadocuenta actualmente.
con
6.plant.a~ de.tratamimtomst.ahh enp nt as x&a t &' "lcosde la entidad, las condiciones de descarga estarán marcadas por I,a comisión estatal de ecologia. Tlaxcala ofrece oportunidades ~ al .inversionista -par s e r .un estado.
pequeño
con terrenoabundante Rara instalarse. (1 8)
Nota.
Para mayor información consultar el AnexoB.
Se propme la Ciudad Industrial Xicohtencatl, el
Pa-:
Idustrial Calpuklpan y el Lde de Tepeyanco, todos localizados en el Estado de Tlaxcala, p1-ala instalación d e nuestra planta industrial. Esto se hd a m en ta conforme a la cercania del mercado de consumo, producci&-& materia prima así como disponibilidad de agua, terreno, medios de comunicación y transporte.A
continuación presentarnos la matriz de seieccidn -para determinar el -lugar más conveniente para la instalación de la planta:Matriz de Sekccmn . I
Factores de estudio I . Factores directos
l. Disponhbdad
de
terrenoa) Costo (1 SoomZ)
b)
Terreno disponible c) Distancia aímercado de consumo 2.Servicios
a) Energía eléctrica b) Comunicaciones c) Redes de agua y drenaje
d) Calles pavimentadas e) A h b r a d o
3. Aguq
a) DispÓnibiIidad b) Calidad 4. Transporte a) Vías de acceso b) Medios
de
transporte 5. Mano de obraa) Disponibilidad
[I. Factores indirectos l . Aspectos
secundarios
3) Servicios de salud
9) Servicios educativos
:) Condiciones :limatológicas r O T L
90 70 60 35 40 40
u) 30
40 10
75 70
75 75
75 75
75 75
t
350)t
150)t
150)150 1 50
( 100)
30 30
40 30
30 30
1 O00
I
91090 50 90 40 40 35 20 40 75 75 60 75 I 150
-
20 40 3093 O
-
-I
~ 90
60
I
50, 30
30 30 15 I5 60 75 50
75
150 10 30 30Dados los resultados de la matriz se observa que el lugar que tuvo mayor puntuación para la localización de la planta, es el Parque Industrial Calpulalpan; debido principalmente a la cercanía con el mercado de consumo, servicios, cercanía con el mercado de abastecimiento de materia prima, medios de comunicación y transporte, costo y disponibilidad de terreno.
NOTA. Para información m á s detallada ver Anexo B
BlBLIOGR4FiA
1 .- Soto, Espejel y Martinez (1979). La Fonnulación y evaluación técnico-económica de proyectos
industriales. México. 2a. de. De. Eudrtovisual pp. 95-105
2.-
Diccionario Nacional de Localización industrial (1993). NAFIN3 . - Anuario Estadístico del Estado de México (1996). INEGI, Estado de México.
4.-
Anuario Estadístico del Estado de Puebla (1996). INEGI, €&dode Puebla. 5.- Anuario Estadístico del Estado de naxcala (1996). INEGI, Estado de Tlaxcala. 6.- Plan estatal de desarrollo Tlaxeala.7.- Plan estatal de desarrollo Puebla.
8.- Plan estatal de desarrollo Estadode “ixico. (1993).
9.- Anuario estadistico de la producción agrícola de los Estados Unidos Mexicanos (1995).
10.- Secretaría de Agricultura, Ganadería y desarrollo
rural,
centro estadístico agropecuario (1997). 1 1 .- L o s municrpios de Puebla. ColecciiAl enciclopedia de los municipios de México (1987).12.- Los municipios del Estado de Méx1~0. Colección: Enciclopedia de los municipios de México (1987).
13.- Parques industriales Puebla. 14.- Parques industriales Tlaxcala.
15.- Plan municipal de desarrollo d e T la l m al co. 16.-cOmísión de Salarios Minimos
17.- Comisión Federal de Electricidad
Debido a que industrialmente la manera tradicional de elaborar la emulsión que constituye una crema corporal se basa principalmente en la mezcla de !.a fhse acuosa y oleosa, no se cansidera conveniente realizar una matriz de selección del proceso. A continuación describiremos dicho proceso:
PREPARACION DE FASES OLEBSAS
Y
FASES ACUOSASLos componentes de los aceites o mezclas grasosas son colocadas dentro de un contenedor con chaqueta de acero inoxidable, se funde y mezcla. Algunos de los componentes sólidos son útiles en diferentes formas: lentejas, escamas o polvos. Las escamas son preferidas debido a la conveniencia de su manejo, los polvos pueden tener ocasionalmente finos contaminantes metálicos del equipo Cte pulverización. El petrolato para su nlanejo es fundido o se coloca en tanques en
un
cuarto caliente (60 a 62"C), mientras el petrolato es transportado por bombeo a travks de mangueras plásticas &&es o vaciado en
l o s
contenedores de mezclado. La fase oleosa es extraída a través de varias capas de estopilla para remover material externo. Los componentes de la fase acuosa sundisueltos en agua purificada y filtrada. Una droga soluble puede ser adicionada a la 6 s e acuosa en ese momento, a condición de que las altas temperaturas no degraden la sustancia -activa
~o
la emulsión no es de efectos adversos, sino; la droga soluble puede ser adcionada en solución después de que la emulsión se ha formado y es enfriada.MEZCLA00 DE FASES
Las fixes son usualmente mezcladas a temperaturas de 70 a 72°C. La temperatura de la fase de la mezcla puedes ser ligeramente unos grados abajo si el punto de fusión de la fase grasa esta lo
suficientemente abajo para prevenir una cristalizxibn prematura o congelamiento de sus componentes.
Disminuyendo la temperatura en la cual las fases son mezcladas disminuyen el tiempo de enfriamiento, el cual es un factor importante cuando el tamaiio del lote es grande. Las temperaturas de mezclqdo inicial deben ser o estar en un rango de 70-72"C7 debido a que e1 mezclado interno de los componentes en niveles de monocapa no ocurre, puesto que la emulsión que se forma inmediatamente tiene una alta viscosidad.
Las .&ses son mezcladas de una forma simultánea (requiere del uso
de
m mezclador continuo).ENFRIAMIENTO DE LA EMULSION SEMISOLIDA
El enhamiento de los semisólidos en el reactor d'e proceso no es homogéneo, el enfriamiento es más rápido en la superficie y en las paredes del reactor, por loque la temperatura del medio de enfriamiento en al chaqueta del contenedor deberá. ser dlsminuida gradualmente y en un rango consistente con el mezclado de
ia
emulsión y raspado de las paredes del contenedor para prevenir formaciones de masas congeladas de la crema.La aireación puede o c u m r si hay un enfriamiento de í o s semisólidos, para evitarla en un
primer paso; el perfume que está por adicionarse en una emulsión deberá agregarse mientras la mezcla esta a una temperatura de 30°C para evitar el enfriamiento de la emulsión y facilitar la
EMC'LSIONES
DE
BAJA ENERGIASe ha demostrado que el uso de una cantidad mínima de la fase de emulsión en la etapa de emulsificación puede resultar en una reducción considerable en requerimiento de energía y tiempo de procesos, sin comprometer la calidad del producto. Esto es atribuido al calentamiento de ambas, fase del aceite y una proporción del agua o fase externa para la temperatura requerida para formar una emulsión concentrada.
El
resto de la fase acuosa es adicionada a temperatura ambiente duranteel estado de enfriamiento. La energía usada para el calentamiento de la fase acuosa y la energía mecánica de mezclado durante la etapa de enfriamiento son reducidas.
La calidad, estabilidad, propiedades reolbgicas y la distribución del tamaño de partículas de la fase interna del producto terminado preparado par este procesa depende de varias variables:
Temperatura requerida para la farmación de emulsiones concentradas.
0 Proporcibn de la fase externa para la h e
interna
formando 121 mdsión concentrada.0 Temperatura de inversión de fase.
Tipo de densidad de mezclado.
0 Proporcibn de adicibn de la fase externa.
ALMACENAMIENTO
La phctica usual para almacenar las cremas, mientras lias pruebas de control de
c a l i d a d
se completan, debe ser en un contenedor, debido a que algunas sustancias activas en las cremas pueden reaccionar con los contenedores a excepción que se utilicen de acero inoxidable.La evaporación de agua se puede evitar si se culocm las cremas en contenedores de plásticos no readivos y se cubren con una tapa bien cerrada, no importando que no sean de acero inoxidable.
TRANSPORTE
DE
MATERIALES PARA SUEMPAQUE
SELECCION
DE
EQUIPO 'BASCULAS
Para la recepción de materia prima requerimos una bllscula para 500 kg, debido a que la
forma de comercialización de ésta es en tambos o costales de lil0 y 250 kg respectivamente. En cuanto a las cantidades requeridas en la formulación, se necesitan básculas de menor capacidad y mayor exactitud, ya que las cantidades de materia prima a utilizar se encuentran entre
100 g y 80 kg.
Para la selección de estas básculas se realizaron las siguientes matrices: Almacén
I
30I
25I
30Proceso
MeeBniea
(K-3)35 15 8 5 5 68
l.
CQNCLUSPON
De acuerdo a los resultados obtenidos en la primera nnatriz, la báscula mis apta para la recepción de materia es la Mecánica modelo Econo500 debido a que se adapta mejor a nuestras necesidaLg (tiene el rango adecuado para el peso que necesitamos medir) y
tiene
un costo m á sbajo.
En
la segunda matriz se observa que la báscula más omveniente para pesar las materias primas del proceso es la Electrónica modelo Bench Scale; debido principalmente a su granexactitud; sin embargo presenta un inconveniente que es su d e w d o costo, pero valorando las grandes ventajas que proporciona es la más recomendable.
2 1
!
i
MARMITAS
Para la primera parte del procesa, que constituye la elaboración de las
fases
acuosa y oleosa,se requiere que se realicen a una temperatura entre 70 y 80°C; por lo que es necesario contar con marmitas enchaquetadas con flujo de vapor de agua. Para determinar la marmita más conveniente recurrimos a una matriz de selección:
CONCLUSION
En base al resultado de la matriz, la marmita más recomendable de acuerdo a nuestras
necesidades es la marmita fija, teniendo las siguientes ventajas con respecto a las otras:
0 El proveedor ofrece fabricar la marmita según dimensiones relqueridas en caso de que no exista. 0 Fácil adaptación del agitador más recomendable de acuerdo a la etapa del proceso.
0
AI
no seruna
mita de volteo se rlinminuyen los riesgosde
accidentes.0 El calor m6 proporcionado con vapor de agua utiiizando la chaqueta (2).
NOTA: lhwte el proceso se requieren 3 mannitas variando iinicamente m capacidad, por l o que esta matriz
es válida para la selección de las mismas. AGITADORES
Dadas las característias del proceso
de
elabor;;icibn de nuestro producto (.remacorporal semiliquida enriquecida
con
miel y cera de abeja) es necesaria la utilización de dos tipos deagitadores, para elegir los más convenientes se realiza la siguiente matriz de seleccibn:
CONCLUSION
De
la matriz de selección observamos que el agitador raspador se adapta mejor a nuestro proceso, sin embargo, en la primera etapa del mismo (elaboración de fases acuosa y oleosa) no se tienen mezclas excesivamente viscosas y como el costo del agitador raspador es elevado decidimos utilizar un agrtador de doble acción enesta
parte. En la segunda etapa la mezcla ya es m á s viscosa por lo que sí es necesaria la utilización de agitadores más eficientes aún cuando el costo sea más elevado (2).TANQUES
Con respecto al tanque mezclador en el cual se adicionará el principio activo (miel) junto con la esencia y el colorante, se eligió uno de acero inoxidable debido a las especificaciones del proceso (ya que algunas materias primas pueden reaccionar con algún otro material), por esta razón, no consideramos necesaria la elaboracih de tma matriz de selección (I).
Para la elección del tanque contenedor de agua utilizada en el proceso (materia prima indicada en la formulación); decidirnos que sea un tanque de fibra de vidrio (Rotoplast), debido principalmente a su bajo costo (comparado con un contenedor de acero inoxidable) y Qresenta poco desgaste al agua.
LLENADORA
La presentación del producto terminado será en botellas de PVC de 350
d.,
para l o cual seA continuación se presenta una matriz de selección para elegir la m á s adecuada de acuerdo requerirá de una máquina llenadora.
a la pro$pcción de crema elaborada:
Mributos Ponderación Llenadora con pistones Llenadora con pistones semiautomática automática
Exactitud
I
20I
20I
20II
20 20
costo
40 40 10TOTAL 90 65
CONCLUSION
LB 'llenadora con pistones semiautomática resulta ser la que obtuvo mayor ponderación, debido a que tiene menor costo y se adapta mejor a la prodluccióan diaria de crema. El h i m
inconveniente que presenta es que requiere de un operador que implica el pago de un salmo, sin embargo; comparado con el costo de una llenadora automática resulta mucho más rentable, además que de tener una llenadora automática no se aprovecharía ni la tercera parte de su capacidad.
BANDATRANSPORTADORA
En cuanto a la banda transportadora, no requerimos que tenga caraderísticas específicas debido a que fundamentalmente sólo la necesitamos para tmnsportar el producto terminado y envasado hacia el área de embalaje. Para elegir este equipo únicamente tomamos en cuenta el costo, resultando la más accesible la banda transportadora de correa (2).
ETIQUETADORA
Qadas las características del envase en el cual se presentará nuestro producto (crema corporal senilíquida enriquecida con miel y cera de abeja), no consideramos necesario realizar una matriz de seleccion para elegir la máquina que utilizaremos, debido a que sólo es aiiadir la etiqueta
FILTROS
E1
agua utilizada en el proceso debe ser de calidad, para lo cual es necesario filtrarla; consideramos suficiente este tratamiento debido a que el agua provendrá de la toma de agua potable. Para seleccionar el filtro más recomendable se realizó una matriz de selección:Atributos Ponderación Filtro de disco
: : e n c i
a
1
~3
1
:i
Tipo de agua a filtrar
~ Mantenimiento 20
Velocidad de filtración 15 10
costo i5 15
TOTAL
I
1 O0 80CONCLUSION
/malta
25
I
1sll
18
I
S
U
10
I
10II
El filtro más efectivo para obtener la calidad de agua deseada es el filtro de arena, de acuetdo a los resultados de la matriz además de que no requiere mantenimiento constante; cabe mencionar que a pesar de que la fíltracibn es un proceso
lenta
procuraremos hacerlo más eficiente mediante una bomba, la cual nos ayudará a acelerar el proceso de filtración.M
soporte a utilizar puede ser arena, sílice o tierra de dmtomeas debido a que nos ofrecenventajas como: baja solubilidad, costo reducido, alta gravedad específica de sus partículas y
generalmente son los más comunes para filtrar aguas neutras y frias. Por lo general el tamaño de partícula más efectivo esta entre 1 .O y 1.65 p (3).
BOMBAS
Para el proceso de elaboración de crema, es necesario utilizar bombas para transportar por medio de tuberías, tanto la fase acuosa somo la oleosa a la ]marmita, donde se mezclarán para formar la emulsibn. Una vez formada la crema (emulsión) esta se bombea al tanque mezclador donde se 4e adicionará la miel, colorante y esencia; una vez homogeneizada esta mezcla se bombea a la tolva de la llenadora.
El flujo es un factor a considerar en la elección, ya que las bombas centrifugas manejan fluidos
con
altos flujos (100-
500 =m) y viscosidades de 1-
1.00 cp., a presiones de S-
2500 psi; por su parte las bombas de desplazamiento positivo manejan flujos relativamente pequeños (0.01-
500 gpm), sin tener problemas de limitación en lo que viscosid3d se refiere y el rango de presiones que manejan se encuentra entre 50-
2000 psi.Con
base a lo anterior, para transportar las fases acuosa, oleosa y la emulsíbn formada apartir de estas (crema), ya que su viscosidad se encuentra entre 300
-
400 cp; razón por la cual no es necesaria la elaboración de una matriz de selección, para elegir entre una bomba centrihga o una de desplazamiento positivo; pero si se elabora una matriz de este tipo para seleccionar de entre las bombas de desplazamiento positivo la rnás adecuada:Atributos Ponderación Pistón Tornilso Aspa deslizante Temperatura de operación
20 20
20 20
Viscosidad
20 20
20
20
Precio de compra 15
S
5
S S
Servicios
15 -
10 20
20
Mantenimiento
15 10
20
20
Instalacih
S 10
10
I
TOTAL
1
100 95I
70I
8511
CONCLUSION
A pesar de que las tres bombas son funcionales, la que es más conveniente &ido a su bajo costo de compra, mantenimiento e instalación es la bomba de desplazamiento positivo de pistón, corroborando esta información con la matriz de selección.
En otra parte del proceso requerimos alcionar agua de calidad como materia prima, la cual proviene de una cisterna; para hacerla llegar al área de producción nos auxiliaremos
de
unabomba
centrihga (por las razones descritas con anterioridad). Para elegir el tipo de bomba centrífuga se realizó otra matriz de selección.CONCLUSION
De la matriz de selección observamos que la bomba centrífuga que resulta con mayor puntuacibn es la radial, debido a que es funcional y tiene un precio accesible.
NOTA. Para información más detallada consultar el Anexo C.
DESCRIPCIBN
DEL PROCESO
La materia prima se recibe en un patio de maniobras, donde se verifica y se pesa. El técnico de Control de Calidad debe tomar una muestra de ésta y rectificar que se cumplan las especificaciones descritas en los certificados de análisis proporcionados por el proveedor y que convengan a la elaboración de nuestro producto.
Aromáticos y Aceites Esenciales,
S.
A.
de
C.
V
Química Wenros,S.
A. de C.V.
Posteriormente, se conduce a un almacén de materia p ~ n a donde existe un responsable; el cual debe lievar m control de inventaios. Qwm es el encargado, además de pesar cada uno de los
ingredientes obedeciendo a la orden de p d u c c i b n emitida el mismo Departamento. Debe
entfegrb rotulado y separado al encargado del proceso para comenzar la elaboración del producto.
El proceso
de
elaboración se lleva a cabo por la m e d ade
2 fhes{
u
n
a
~ G U O S ~ y wliloleosa), en las cuales se disuelven gradualmente las materias primas con igual afinidad polar.
FASE QLEOSA
una marmita
con
capacidad de 350 kg se vierten rnanualmente 133.82 kg de aceite mineral y se procede a calentar mediante una comente de vapor, el cual se genera por medio decalderas qpe operan utilizando diesel como combustible,
los
gasesde
desecho de la caldera salenpor encima del techo de la nave industriaí. Posteriormente se disuelven 29.52 kg de ácido esteárico por medio de agitación mecánica moderada, y asÍ sucesivamente se van incorporando 59.04 kg de alcohol cetilico, 19.68 kg de vaselina . d i d a y 78.72 kg de cera de abeja, se agita durante 1 h con