BIBLIOTECAS DEL TECNOLÓGICO DE MONTERREY
PUBLICACIÓN DE TRABAJOS DE GRADO
Las Bibliotecas del Sistema Tecnológico de Monterrey son depositarias de los trabajos recepcionales y de
grado que generan sus egresados. De esta manera, con el objeto de preservarlos y salvaguardarlos como
parte del acervo bibliográfico del Tecnológico de Monterrey se ha generado una copia de las tesis en
versión electrónica del tradicional formato impreso, con base en la Ley Federal del Derecho de Autor
(LFDA).
Es importante señalar que las tesis no se divulgan ni están a disposición pública con fines de
comercialización o lucro y que su control y organización únicamente se realiza en los Campus de origen.
Cabe mencionar, que la Colección de
Documentos Tec,
donde se encuentran las tesis, tesinas y
disertaciones doctorales, únicamente pueden ser consultables en pantalla por la comunidad del
Tecnológico de Monterrey a través de Biblioteca Digital, cuyo acceso requiere cuenta y clave de acceso,
para asegurar el uso restringido de dicha comunidad.
El Tecnológico de Monterrey informa a través de este medio a todos los egresados que tengan alguna
inconformidad o comentario por la publicación de su trabajo de grado en la sección Colección de
Documentos Tec del Tecnológico de Monterrey deberán notificarlo por escrito a
Metodología para el Análisis y/o Diseño de Control Supervisorio
de Procesos Edición Única
Title
Metodología para el Análisis y/o Diseño de Control
Supervisorio de Procesos Edición Única
Authors
Shiana Teresa Tea Díaz
Affiliation
Tecnológico de Monterrey, Campus Monterrey
Issue Date
20000701
Item type
Tesis
Rights
Open Access
Downloaded
19Jan2017 01:51:34
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
PROGRAMA DE GRADUADOS DE LA DIVISIÓN DE
COMPUTACIÓN, INFORMACIÓN Y COMUNICACIONES
METODOLOGÍA PARA EL ANÁLISIS Y/O DISEÑO DE
CONTROL SUPERVISORIO DE PROCESOS
TESIS
PRESENTADA COMO REQUISITO PARCIAL
PARA OBTENER EL GRADO ACADÉMICO DE
MAESTRO EN CIENCIAS CON ESPECIALIDAD EN
AUTOMATIZACIÓN: INGENIERÍA DE CONTROL
POR
ING. SHIANA TERESA TEA DÍAZ
Metodología para el análisis y / o diseño de control
supervisorio de procesos
por
Ing. Shiana Teresa Tea Díaz
Tesis
Presentada al Programa de Graduados en Computación, Información y Comunicaciones
del
Instituto Tecnológico y de Estudios Superiores de Monterrey, Campus Monterrey
como requisito parcial para obtener el grado académico de
Maestro en Ciencias
Instituto Tecnológico y de Estudios Superiores de Monterrey
Campus Monterrey
Instituto Tecnológico y de Estudios Superiores de Monterrey
Campus Monterrey
División de Graduados e Investigación
Programa de Graduados en Computación, Información y Comunicaciones
Los miembros del comité de tesis recomendamos que la presente tesis de Shiana Teresa Tea Díaz sea aceptada como requisito parcial para obtener el grado académico de Maestro en
Ciencias, especialidad en:
Automatización: Ingeniería de Control
Comité de tesis:
Dr. Carlos Narváez Castellanos Asesor de la tesis
Dr. Carlos Scheel
Programa de Graduados en Computación, Información y Comunicaciones
índice General
índice de Figuras iv
Reconocimientos x
Resumen xi
Capítulo 1 La supervisión en la industria 1
1.1 Evolución de la supervisión de procesos productivos 1
1.1.1 Antecedentes 1 1.1.2 Situación actual 2 1.2 El proceso de toma de decisiones durante la supervisión 8
1.2.1 El comportamiento correctivo (reactivo) del hombre 8
1.2.2 El comportamiento preventivo del hombre 9
Capítulo 2 Control supervisorio de procesos 12
2.1 La supervisión y la teoría de control 12 2.1.1 El lazo de control retroalimentado 12 2.1.2 Lazo de control antealimentado 14
2.1.3 Lazo de control cascada 15 2.1.4 Lazo de control cascada antealimentado 16
2.2 El monitoreo simple 17 2.3 El control supervisorio 18
2.3.1 El control supervisorio preventivo 19
2.4 Tipos de control supervisorio 21 2.4.1 El control supervisorio humano 21
2.4.2 El control supervisorio automático 22 2.5 Herramientas de apoyo para el control supervisorio 23
2.5.1 Control estadístico de procesos (CEP) 24 2.5.2 Sistemas de datos para la toma de decisiones (Decisión suport systems,
DSS) 24 2.5.3 Sistemas de información para la administración (Management informa
tion systems, MIS) 25 2.5.4 Control supervisorio y adquisición de datos (Supervisory control and
2.5.5 Sistemas expertos 26 2.5.6 Ventajas y desventajas que presentan las herramientas de apoyo para
el control supervisorio 26
Capítulo 3 Estabilidad en sistemas de control supervisorio 28
3.1 Estabilidad en sistemas cascada antealimentado 28 3.1.1 Esquematización de un sistema cascada antealimentado 29
3.1.2 Análisis de respuestas de un sistema cascada antealimentado 31
3.2 Análisis de estabilidad en sistemas de control supervisorio 35
Capítulo 4 La información 39
4.1 Atributos y cualidades de la información 40 4.2 Trayectorias y flujos de información 41
4.2.1 Trayectoria cíclica y flujo de información centralizada 41 4.2.2 Trayectoria lineal y flujo de información distribuida 44
4.3 Flujos de información en el control supervisorio 46
4.3.1 Características de los datos 49 4.3.2 Características de la señal 50
Capítulo 5 Metodología para el diseño de control supervisorio de procesos. 52
5.1 Esquematización de flujos y trayectorias de información 52
5.2 Caso de estudio del CENACE 55 5.3 Recopilación de información requerida y generada por el usuario 58
5.3.1 Forma 1. Necesidades de información de las funciones operativas. . . . 58 5.3.2 Forma 2. Generación de información de las funciones operativas. . . . 62 5.4 Identificación de flujos de información y elaboración de diagramas de flujo de
información 65 5.4.1 Identificación y asignación de códigos de nodos 65
5.4.2 Codificación de funciones supervisorias 66 5.4.3 Identificación y codificación de trayectorias de información 67
5.4.4 Trazo de diagramas de flujo de información 68
5.5 Optimización de los flujos de información 75 5.6 Manejo de la tabla de información: descripción 76
5.6.1 Primera sección: datos generales 76 5.6.2 Segunda sección: información de entrada 77
5.63 Tercera sección: información de salida 79 5.7 Manejo de la tabla de información: vaciado de trayectorias de información. . 81
Capítulo 6 Conclusiones 83
6.1 Trabajos futuros 84
Apéndice A Formas de recopilación de información requerida y generada por
Apéndice B Tabla de información
Bibliografía
índice de Figuras
11 Cumplimiento de las características de la información 3
12 Existencia de flujo de información sistemático 3
13 Formas de flujo de información 4 14 Existencia de control supervisorio en planta 4
15 Recepción de información que cumple con características de tiempo y formato. 5
16 Uso de protocolo de comunicación para intercambio de información 5 17 Existencia de metodología para la realización del control supervisorio 6
18 Tipo de metodología 6 19 Aplicación de la metodología en el proceso productivo 7
110 Necesidad de metodología para realizar control supervisorio 7
111 Ejemplo de comportamiento reactivo del hombre 8 112 Ejemplo de comportamiento reactivo del hombre ante situaciones no previstas. 9
113 Ejemplo de comportamiento preventivo del hombre 10 114 Sistemas involucrados en el manjeo de un auto 10
21 Lazo de control retroalimentado simple 13 22 Lazo de control retroalimentado y antealimentado 14
23 Lazo de control cascada 15 24 Lazo de control cascada antealimentado 16
25 Diagrama de monitoreo simple 17 26 Diagrama de control supervisorio en planta 18
27 Control supervisorio preventivo 20 28 Ejemplo de control supervisorio preventivo 20
31 Lazo de control cascada 29 32 Sistema cascada antealimentado 29
33 Representación a bloques de un sistema cascada 30 34 Sistema cascada con perturbación a la salida 30 35 Representación a bloques de un sistema cascada antealimentado 31
36 Cambio de cero a uno en referencia, variando la constante de tiempo del sistema. 32 37 Introduciendo perturbaciones al sistema, variando la constante de tiempo del
39 Introducción de perturbación, variando el tiempo muerto del sistema. Refe
rencia en cero 35 310 Sistema de control supervisorio, modelado como cascada antealimentado. . . 36
41 Generación de la información 39 42 Trayectoria cíclica manual de información 42
43 Trayectoria cíclica computarizada de información 42 44 Diagrama de flujo de información centralizada 43
45 Trayectoria lineal de información 44 46 Trayectoria lineal de información utilizando sistemas computacionales 44
47 Flujo de información distribuida 45 48 Sistema de control supervisorio 47 49 Sistema de control supervisorio y flujo de información correspondiente al to
mador de decisiones 1 47 410 Sistema de control y flujo de información correspondiente al tomador de deci
siones 2 48 411 Sistema de control supervisorio y flujo de información correspondiente al to
mador de decisiones 3 48 412 Sistema de control supervisorio especificando flujos para tres objetivos inde
pendientes 49
51 Trayectoria lineal de información 53 52 Trayectoria lineal de información 53 53 Esquematización del nodo 53 54 Representación y nomenclatura de nodos 54
55 Flujo de información distribuida 55
56 Diagramas del CENACE 57 57 Sección I de la forma 1 58 58 Formato de información requerida 59
59 Formato de información requerida 60 510 Oportunidad de la información requerida 61 511 Precisión de la información requerida 61 512 Fuente actual de información requerida 61
513 Sección I de la forma 2 62 514 Sección II de la forma 2 63 515 Formato de la información generada 64
516 Oportunidad de generación de información 64 517 Precisión de la información generada 65 518 Destino actual de la información 65 519 Flujo 1, definición de voltaje a generar 70 520 Flujo 2, voltaje en líneas de transmisión 70 521 Flujo 3, alarmas en líneas de transmisión 71
523 Flujo 5, falla en interruptores 71 524 Flujo 6, alarmas en equipos 72 525 Flujo 7, mantenimiento de equipo 72 526 Flujo 8, condiciones de equipo 73 527 Flujo 9, energía a generar 73 528 Flujo 10, pronóstico climatológico 74
529 Flujo 11, voltaje a generar por unidades generadoras 74 530 Flujo 10 optimizado, pronóstico climatológico 75 531 Encabezado de la sección de datos generales 77 532 Encabezado de la sección de entrada de información al nodo 77
533 Tabla de información requerida 77 534 Tabla de especificación de formato requerido para la información de entrada. 78
535 Tabla de oportunidad de recepción de información de entrada 78
536 Tabla de precisión de la información 79 537 Tabla de observación a la información requerida 79
538 Encabezado de la sección de salida de información del nodo 79
539 Tabla de información generada 80 540 Tabla del formato de la información generada 80
541 Tabla de la oportunidad de la información generada 80 542 Tabla de la precisión de la información generada 81 543 Tabla del destino actual de la información 81 544 Tabla de observaciones a la información generada 81
545 Tabla de datos generales, caso CENACE 82
Reconocimientos
Al Dr. Carlos Narváez Castellanos, por su entrega y valiosa colaboración para el desarrollo de esta tesis, al igual que por su apoyo como director del Departamento de Mecatrónica y Automatización.
Al Dr. Jorge Limón Robles, por sus aportaciones como sinodal de esta tesis.
Al Dr. Ricardo Ramírez, por sus aportaciones como sinodal de esta tesis.
Al Ing. José Paz Alanis Rodríguez y al Ing. Gilberto Ordoñez Pineda del Centro Nacional de Control de Energía Área de control noreste, así como al Ing. Fernando Tea del CENACE Laguna, por su colaboración en la realización del caso de estudio.
Metodología para el análisis y / o diseño de control
supervisorio de procesos
Shiana Teresa Tea Díaz, M.C.
Instituto Tecnológico y de Estudios Superiores de Monterrey, 2000
Asesor de la tesis: Dr. Carlos Narváez Castellanos
El control supervisorio de procesos se define en el presente trabajo como el organizar de una manera inteligente y sistemática cada flujo de información que exista en la planta con el objetivo de proporcionar la información adecuada y necesaria a quien toma decisiones en la planta, y asegurar que éste pueda implementar sus decisiones de forma eficiente. Tomando
en cuenta esta definición y mediante un estudio, se confirma que muchas industrias cuentan con un concepto erróneo de control supervisorio y por tanto una implementación ineficiente e inadecuada del mismo.
Capítulo 1
La supervisión en la industria
El hombre es un supervisor por naturaleza; cualquier actividad que éste realice, sea sim ple o compleja, involucra cierto grado de supervisión. Por ejemplo al conducir un automóvil, al cuidar de la seguridad de su casa o al supervisar la calidad de procesos de producción de algún bien. El hombre ha supervisado a través de los años de diversas maneras conforme ha evolucionado y desarrollado herramientas que le facilitan esta tarea. A continuación se presenta la evolución de la supervisión en los procesos productivos, presentando una breve reseña de los antecedentes de la supervisión de procesos y las condiciones actuales de ésta en procesos industriales. Posteriormente se analiza el comportamiento humano durante el pro ceso de toma de decisiones en la supervisión de actividades comunes, tal como lo es el manejo de un automóvil. Este análisis servirá de referencia para proponer una forma de realizar la supervisión de procesos productivos, ya que ésta se ha desarrollado de manera similar a la supervisión humana de cualquier actividad.
1.1 Evolución de la supervisión de procesos productivos
1.1.1 Antecedentes
La supervisión de procesos ha existido desde hace mucho tiempo, sin embargo, algunos eventos han marcado grandes diferencias en la forma en que éste se lleva a cabo. La primera revolución industrial (1760 a 1830) estuvo principalmente enfocada en el proceso del hierro, la energía, el vapor y la industria textil del algodón. En este tipo de industrias los supervisores de los procesos sólo monitoreaban los resultados, pero no existía forma alguna de verificar si el proceso era bueno o malo, sino hasta haber obtenido el producto terminado. De esta manera, se implementaban acciones correctivas basadas en los malos resultados obtenidos, después de haber sacrificado energía, recursos y producción. Por otro lado, la transferencia de conocimientos se efectuaba principalmente de forma verbal y de acuerdo a la experiencia de la gente.[3]
A partir de 1860 surge la segunda revolución industrial, que culminara en 1930. En esta época se introducen importantes aplicaciones prácticas del electromagnetismo, tales como el telégrafo eléctrico, el motor de DC y la luz incandecente, además del motor de combustión interna (gas) que diera lugar al automóvil, los tractores, trailers, motocicletas y aviones. Gracias a estos y otros adelantos se inicia la producción en serie de bienes y la industria empieza a tener mayor importancia pues se convierte en una necesidad de la sociedad. En el
área de las comunicaciones aparecen el teléfono y la radio entre otros. El supervisor de proceso productivo se beneficia con los avances de esta época, ya que cuenta con mayor información y responsabilidades, pero su tarea continúa limitándose a la supervisión de proceso y resultados. Su actividad principal, el monitoreo o supervisión, no ha cambiado, aunque se ha tecnificado más.
La televisión forma parte de la tercera revolución industrial, donde las telecomunicacio nes y el procesamiento de la información, junto con la introducción de la electrónica, permiten al hombre diseñar máquinas y herramientas que le faciliten y simplifiquen de forma notable el trabajo. Dentro de los desarrollos podemos citar a la computadora, la telecomunicación basada en redes de cable coaxial o redes de microondas, satélites, máquinas herramientas au tomáticas, robots, celdas de manufactura, etc. Con estos adelantos tecnológicos, el supervisor de procesos posee herramientas para obtener un mejor desempeño en su tarea. La computa dora le permite procesar grandes cantidades de información y datos en cuestión de segundos. Las telecomunicaciones le facilitan la comunicación dentro o fuera de la organización. En este punto, el supervisor de procesos se encuentra rodeado de tecnología y herramientas para realizar su trabajo de manera eficiente, pero en la mayoría de los casos, como se verá en el estudio de campo presentado en la siguiente sección, la tarea del supervisor sigue siendo el monitoreo del proceso y de los resultados del mismo.
En resumen, podemos decir que la tarea del supervisor de procesos no ha cambiado a través del tiempo, sino que solamente se ha tecnificado El supervisor de procesos monitorea el desempeño del proceso y los resultados del mismo, pero se encuentra imposiblilitado a ejercer cualquier acción p a r a alterar el proceso de forma tal que obtenga los resultados deseados en el tiempo requerido.
1.1.2 Situación actual
Actualmente, la supervisión parece no haberse consolidado plenamente en la industria y no es evidente que existan procedimientos sistemáticos para manejar la información de procesos. Con el objetivo de conocer las condiciones actuales de la supervisión en la industria, se aplicó la encuesta que se muestra a continuación, y cuyos resultados son interpretados al final de cada pregunta.
Encuesta
Considere la siguiente definición de información:
La información es el conjunto de datos que presenta las siguientes características: pre-cisión, frecuencia, formato, orden y claridad.
Basándose en esta definición, por favor conteste las preguntas que aparecen enseguida.
1. żLa información generada en la planta cumple con las características mencionadas anteriormente?
Pregunta 1
0%
• S i
•Parcialmente
• N o
92%
Figura ~ 11: Cumplimiento de las características de la información.
2. żExiste un flujo de información sistemático y adecuado entre los diferentes niveles organizacionales responsables de la operación del proceso productivo?
Pregunta 2
• S i • No
100%
Figura~l2: Existencia de flujo de información sistemático.
El 100% de las plantas asegura contar con un flujo de información sistemático y ade cuado entre los niveles organizacionales. Existe una inconsistencia entre este resultado y los obtenidos a partir de las preguntas 3 y 5, donde se reconoce que el flujo de información es realizado de forma verbal o por correo electrónico, principalmente, y que en un 69% de los casos, la información no es recibida por las personas que la requieren en el tiempo preciso y con el formato solicitado.
3. Utilizando una escala de 1 a 5, por favor indique de qué manera se realiza el flujo de información en la planta. Considere un 5 como la opción más utilizada y 1 como la menos. Puede dejar en blanco alguna opción si no aplica en su caso.
[ ] Verbalmente [ ] Por escrito
P r e g u n t a 3
•Vferbal • Escrita O Coreo G Red • Otros
Figura~l3: Formas de flujo de información
El 25% del flujo de información se realiza de forma verbal, siguiendo el 24%, de forma electrónica, utilizando correo, y el 21%, de forma escrita. Sólo un 16% utiliza redes de comunicación.
Considere la siguiente definición de control supervisorio:
El control supervisorio es el manejo ordenado y sistemático de la información para op-timizar la toma de decisiones operativas.
Basándose en esta definición, por favor conteste las preguntas que aparecen enseguida.
4. żEn la planta se cuenta con el control supervisorio?
En el caso del control supervisorio, las opiniones están divididas en tres partes casi iguales, donde el 38% menciona que cuenta con control supervisorio. En base a los resultados obtenidos en las preguntas 7, 8, 9 y 10, esta respuesta resulta incongruente, ya que del 54% que cuenta con una metodología para llevar a cabo el control supervisorio, sólo el 43% la aplica en la planta (pregunta 9); además, el 45% de las ocasiones, la metodología se transfiere
P r e g u n t a 4
• sˇ
• N o
^Parcialmente
3 1 %
en forma verbal por experiencia de la gente, y sólo el 46% cuenta con metodologías escritas (pregunta 8).
5. De acuerdo a las necesidades de cada persona, żse recibe la información adecuada en el tiempo preciso y con el formato correcto, de tal forma que facilita la toma de decisiones?
[image:20.612.252.423.428.563.2]P r e g u n t a 5
Figura 15: Recepción de información que cumple con características de tiempo y formato.
El 69% de las veces la información no cumple con las características necesarias para ayudar al tomador de decisiones.
6. żSe utiliza algún protocolo de comunicación que permita el intercambio de información eficiente entre los instrumentos de campo o equipo de control, y los equipos computacionales (terminales, periféricos y / o servidores)?
Pregunta 6
Figura 16: Uso de protocolo de comunicación para intercambio de información.
El 69% de las plantas cuentan con protocolos de comunicación para llevar a cabo el flujo de información.
Pregunta 7
Figura 17: Existencia de metodología para la realización del control supervisorio.
8. żDe qué manera se establece esta metodología?
Pregunta 8 •Está escrita
• S e asume conocida
4 5 % /
^B46%
n
Se transfiere
9% por la
experiencia de la gente
Figura 18: Tipo de metodología
La metodología en un 46% se encuentra escrita, y en un 45% se transfiere verbalmente por la experiencia de la gente.
9. żSe aplica esta metodología en el proceso de producción? (Esta pregunta se responde sólo si la pregunta 7 se contestó afirmativamente.)
Aún cuando el 54% de las plantas mencionan contar con una metodología sistemática para realizar el control supervisorio, sólo el 43% la aplica en el proceso de producción, y el 57% algunas veces la utiliza.
10. żCree que es necesario el contar con una metodología sistemática para llevar a cabo el control superviosorio de la planta en base a la información de la misma?
El 92% de las personas encuestadas consideran importante contar con una metodología sistemática para realizar el control supervisorio de las plantas, pero los resultados de las preguntas mostradas anteriormente muestran que no se encuentra implementado el control supervisorio de manera adecuada y eficiente para facilitar y apoyar la toma de decisiones.
Pregunta 9
0% •Siempre
^ ^ ^ ^ • 4 3 % •Algunas
57% ^ ^ ^ ^ B veces
•Nunca
Figura 19: Aplicación de la metodología en el proceso productivo.
Pregunta 10
8%
• S i • N o
92%
Figura" 110: Necesidad de metodología para realizar control supervisorio.
cuentan con este tipo de control, mientras que las respuestas a algunas preguntas no confirman la existencia de un verdadero control supervisorio en la planta. A partir de ello, se puede decir que la industria se encuentra automatizada de manera parcial, pero la tarea de los supervisores continúa siendo la misma: monitorear los procesos y resultados sin lograr implementar un buen control supervisorio. Esto es, el tomador de decisiones no cuenta con la información necesaria y oportuna para realizar su función, y una vez generadas las decisiones, no tiene los medios necesarios para que éstas se realicen de forma eficiente en la planta. Es evidente entonces, que se requiere de un proceso sistemático para implementar control supervisorio en los procesos automatizados.
[image:22.612.206.387.55.188.2]1.2 El proceso de toma de decisiones durante la supervisión
Al tomar una decisión, el hombre utiliza dos tipos de comportamiento: comportamiento correctivo y comportamiento preventivo. Cada uno de estos comportamientos tiene limita ciones e impacto, que son dependientes del entorno y la visión e inteligencia del tomador de decisiones. A continuación se describen estos tipos de comportamiento humano, utilizando como ejemplo el proceso de supervisión de manejo de un auto.
1.2.1 El comportamiento correctivo (reactivo) del hombre
El comportamiento correctivo (reactivo) es aquel que se fundamenta en base a la com paración del objetivo de cierta acción con el resultado obtenido de la misma. Si consideramos sólo este tipo de comportamiento, entonces una persona tomaría decisiones únicamente en base a los resultados obtenidos, después de haberlos comparado con los resultados deseados. Por ejemplo, al conducir un auto, el objetivo es seguir cierto trayecto. La persona es quien controla la dirección y velocidad del auto en base al giro del volante, el accionamiento del freno o acelerador, y lo percibido por sus sentidos. El resultado obtenido es la trayectoria seguida por el auto, misma que la persona compara con el trayecto deseado para establecer las acciones de control hacia el auto. El diagrama que lo representa se muestra en la figura 111.
Trayecto deseado
Error en Orden de movimiento de trayecto freno y volante.
Trayecto obtenido
Comparación entre trayecto deseado y obtenido
Figura 111: Ejemplo de comportamiento reactivo del hombre.
En el caso del comportamiento reactivo, si otro auto se atraviesa en el trayecto deseado, la persona no tendría conocimiento de ello hasta chocar con él, ya que el trayecto obtenido se ve alterado por el choque. (Ver figura 112)
Auto que se atraviesa en el camino
Trayecto de manejo deseado
Error en trayecto
Comparación entre trayecto deseado y obtenido
Choque
\ fe.
\ fe. Persona fe Freno y volante
fe
Auto1—• Persona W
Freno y volante
w Auto W\
El trayecto obtenido se vej afectado por el choque con
el otro auto. 1
Figura 112: Ejemplo de comportamiento reactivo del hombre ante situaciones no previstas.
1.2.2 El comportamiento preventivo del hombre
Al analizar cualquier actividad que el humano realiza se observa que el comportamiento es más complejo que el descrito anteriormente. Esto se ha logrado en base al desarrollo de la memoria y la capacidad para prever efectos a futuro en base a la información y el conocimiento adquirido.
El comportamiento del hombre al manejar no se limita a lo mostrado en el diagrama de la figura anterior, sino que se anticipa al choque en base a información del entorno y al conocimiento previo, y actúa de tal forma que la trayectoria sea la deseada y no se altere con la aparición del otro auto. En la figura 113 se muestra este comportamiento.
En este diagrama, la persona identifica al otro vehículo y se anticipa a la posibilidad de un impacto, realizando un cambio en la dirección y/o velocidad del auto para no chocar y mantener el trayecto deseado. Es importante destacar que, dependiendo de la experiencia, visión y habilidades de la persona, el choque se evitará, se minimizará, o puede no evitarse y aún agravarse. Este ejemplo muestra el proceder del hombre ante situaciones comunes, donde el conocimiento y la información adquiridos le permiten prever situaciones futuras y tomar acciones preventivas ante cualquier hecho, además de utilizar los resultados de sus acciones para actuar de forma tal que alcance el objetivo deseado.
Auto que se atraviesa en el camino
Persona (pensamiento
anticipado)
Trayecto de manejo deseado
Error en trayecto
71
Comparación entre trayecto deseado y
obtenido
Choque
1 r
Frenos y volante
Persona Frenos y Frenos y volante volante Auto w Auto
A
ii
Trayecto obtenido
Orden de giro del volante, presión en el acelerador o freno para prevenir la posibilidad de choque.
Figura 113: Ejemplo de comportamiento preventivo del hombre.
recibir y procesar información del mismo. Es notorio entonces que la persona engloba varios procesos, denominados sistemas, mismos que pueden ser desglosados en otros más específicos y así sucesivamente. (Ver figura 114)
Error en trayecto
Impulsos eléctricos con la
orden a seguir
Movimiento de piernas y brazos
Trayecto de manejo deseado
V
Cerebro Cerebro
W
^ Sistema motriz Auto
Comparación entre trayecto deseado y
obtenido
Impulsos eléctricos con el trayecto visualizado.
Sistema de visión
Trayecto obtenido
Figura~l14: Sistemas involucrados en el manjeo de un auto.
Aún cuando el sistema motriz y nervioso de la persona funcionen correctamente, es probable que la persona choque y no obtenga el trayecto deseado. Esto muestra la dependencia de un sistema con otro sistema, dentro de un mismo proceso; en este caso, el organismo humano.
El comportamiento del hombre involucra tanto el comportamiento reactivo como el pre ventivo; ademas, una persona posee diferentes sistemas dentro de ella. Durante el proceso de supervisión, una persona toma decisiones basadas en la experiencia, la información del entor no y la capacidad de prever situaciones futuras, ademas de la información correspondiente a los resultados obtenidos. [5]
Capítulo 2
Control supervisorio de procesos
El control supervisorio de proceso es la acción de control que establece los valores de las referencias de los controladores en base al desempeño deseado del proceso en comparación con el desempeño actual. En los temas presentados a continuación se establece lo que es la teoría de control y su relación con la supervisión de procesos; el monitoreo simple, general mente confundido con control supervisorio, el control supervisorio de lazo cerrado y el control supervisorio antealimentado. Se discuten ademas las diferencias, ventajas y desventajas del control supervisorio humano y el automático, y las herramientas existentes para facilitar la toma de decisiones.
2.1 La supervisión y la teoría de control
La supervisión de procesos es realizada de manera similar a la supervisión que realizan las personas ante cualquier actividad, tal como se mencionó en el capítulo anterior. Los dia gramas utilizados para esquematizar el comportamiento de las personas son muy similares a los utilizados en la teoría de control, sólo que cada elemento recibe un nombre particular de acuerdo a la función que desempeña. La supervisión de procesos se puede representar utili zando diagramas de bloques de estrategias de control de procesos, pero para poder realizar esto, primeramente se revisarán los esquemas utilizados en la teoría de control que corres ponden al control retroalimentado, control antealimentado, control cascada y control cascada antealimentado. De todos estos esquemas, como se verá posteriormente, el que tiene mayor similitud con la supervisión y el control supervisorio de procesos es el lazo de control cascada antealimentado. A continuación se presenta una breve descripción de los conceptos de teoría de control necesarios para abordar posteriormente el tema de supervisión de procesos.
2.1.1 El lazo de control retroalimentado
Un lazo de control retroalimentado es aquel en el cual el controlador manipula el proceso sólo en base a la respuesta obtenida de éste y la referencia deseada. Es la estructura elemental de control y consta de los elementos citados a continuación. (Ver figura 21)
Pianta. Es un equipo cuyo objetivo es realizar una operación determinada. Por ejemplo un horno, un tanque almacenador, un motor, etc.
Proceso. Es una operación progresivamente continua que consiste en una serie de acciones
controladas sistemáticamente para obtener cierto resultado. Por ejemplo el llenado de un
Perturbaciones
Error Variable manipuladora Proceso
Referencia
Controlador V Proceso a controlar Controlador
•
Proceso a controlarVariable de proceso
•
Acondicionador de Señal
Comparación entre referencia y resultado
Figura~21: Lazo de control retroalimentado simple
tanque, el calentamiento de un horno, el giro de un motor, etc.
Sistema. Es la combinación de componentes del lazo de control que actúan conjunta mente y cumplen determinado objetivo.
Referencia. Es el objetivo deseado de comportamiento de un proceso. Por ejemplo, para un proceso productivo, una referencia sería el número de unidades por minuto que se desean producir. Para un proceso de llenado de un tanque, la referencia sería el porcentaje deseado de llenado.
Comparador entre referencia y resultado. Este elemento compara la referencia contra el
resultado obtenido, arrojando un error que es la diferencia entre ambas variables. El resultado es restado de la referencia, y de esta forma se generan tres posibles tipos de error: positivo, negativo y cero.
Error. Es la diferencia entre la referencia y el resultado, y marca la pauta para que el
controlador realice su trabajo.
Controlador. Genera una variable manipuladora a partir del error recibido, para realizar
una acción correctiva en el proceso.
Variable manipuladora. Las variables manipuladoras son aquellas que permiten cambios
en el proceso.
Variabie de proceso. Es la variable que se está controlando.
Acondicionador de Seńal. Formado por los elementos necesarios para poder cuantificar
la variable de proceso, transmitir y acondicionar esta señal.
Perturbaciones. Estas son alteraciones al proceso, y si bien no forman parte del lazo de
control, sí afectan en el desempeño del mismo. [6]
2.1.2 Lazo de control antealimentado
Un lazo de control antealimentado es un lazo de control retroalimentado con algunos elementos extras que le permiten medir la magnitud de la perturbación antes de que se propague al proceso y tomar acciones correctivas para minimizar su efecto sobre la variable controlada. Los elementos que se incorporan al diagrama se citan a continuación. (Ver figura 22) Perturbación Controlantealimentado Error i i
Referencia \ ^ r
—KgH:
Controlador 71 Comparación entre referencia y resultado Proceso ProcesoA
i i Señal manipuladora Variable de procesoAcondicionador de señal
Figura 22: Lazo de control retroalimentado y antealimentado.
Controlador antea/intentado. Este controlador recibe el valor de la perturbación en el sistema, y en base a ello calcula la acción de control para corregir el efecto que dicha perturba ción tendrá en el proceso. Este controlador debe formar parte de un control retroalimentado, ya que solamente compensa o corrige la desviación que tendrá el proceso debido a una per turbación, pero no tiene manera de verificar si la corrección fue la adecuada o no; esto es, no controla la variable de proceso. [7]
Para implementar de manera eficiente este tipo de control es necesario que la variable que afecta al proceso, en este caso la perturbación, pueda ser medida en forma directa o indirecta, que la dinámica de la perturbación no sea significativamente más rápida que la variable manipulada o de salida, y que además no exista una relación causal entre la variable antealimentada y la variable manipulada.
Las principal ventaja que presenta el control antealimentado es que compensa una per turbación antes que el proceso sea afectado. Dentro de las desventajas se tiene que no puede eliminar el error y que requiere de un sensor y un modelo para cada perturbación que se desee compensar.
Este tipo de lazo de control es el correspondiente al comportamiento preventivo del hombre, donde el tomador de decisones utiliza la información basada en resultados, además de su experiencia y la capacidad de prever situaciones futuras para generar una decisión.
las características necesarias para que el tomador de decisiones realice de manera eficaz su trabajo. El tomador de decisiones por tanto debe ser excelente en su área y debe de tener los medios necesarios para poder implementar sus decisiones de forma eficaz, mediante una buena automatización de planta. Este último aspecto es de suma importancia y se discutirá con mayor detalle en el siguiente capítulo.
2.1.3 Lazo de control cascada
Se denomina lazo de control cascada o maestro/esclavo, a dos lazos de control anidados, donde el lazo de control externo, llamado maestro, establece la referencia del lazo de control interno o esclavo.
En la figura 23 se muestra el lazo de control retroalimentado interno que se incorpora al lazo de control retroalimentado simple para convertirlo en un lazo de control cascada.
Referencia del proceso 2 Controlador maestro Referencia del proceso 1 Perturbaciones de proceso Controlador esclavo Proceso 1 Variable de proceso 1 i i i v
Perturbaciones „ . . de proceso Variable de
maestro 2
Acondicionador de señal
Proceso 2
Acondicionador de señal
Figura~23: Lazo de control cascada.
Este tipo de lazo de control corresponde al ejemplo de la interacción y dependencia de los sistemas de visión, motriz y nervioso de una persona al momento de supervisar el manejo de un auto. De manera similar, en la supervisión de procesos, el tomador de decisiones tiene la responsabilidad de establecer las referencias u objetivos al proceso productivo automatizado. La automatización de planta permite que la velocidad de respuesta del proceso productivo sea mayor que la del tomador de decisiones, cumpliendo de esta forma con la característica de un lazo en cascada que presenta un buen desempeño. Un ejemplo de esta estrategia de control aplicada en la supervisión de procesos se presenta en el siguiente capítulo.
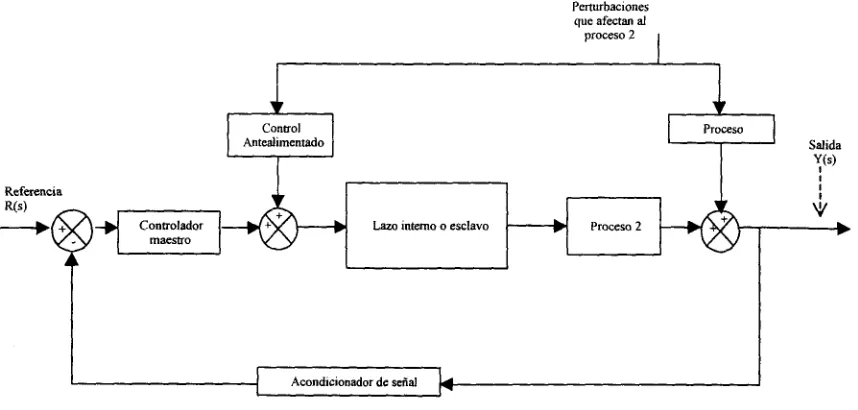
2.1.4 Lazo de control cascada antealimentado
Se denomina lazo de control cascada antealimentado a la implementación del control antealimentado en un lazo de control cascada. Bajo este esquema, se obtienen las ventajas que proporcionan el lazo retroalimentado, el lazo cascada y el antealimentado, como se muestra en la figura 24.
Perturbaciones que afectan al proceso 2
Referencia R(s)
•
Proceso
Lazo interno o esclavo Proceso 2
Salida V(s)
[image:31.612.96.534.284.493.2]Acondicionador de señal
Figura~24: Lazo de control cascada antealimentado.
Al incorporar estas estrategias de control, el lazo esclavo se encargará de que se alcance la referencia impuesta por el controlador maestro y compensará o eliminará las posibles per turbaciones que puedan afectar al proceso interno. Por otro lado, el control antealimentado se encargará de prever el efecto que tendrá una perturbación sobre el proceso 2 y se anticipa rá ejerciendo una acción correctiva o de compensación. Finalmente, el lazo retroalimentado le permite conocer al controlador maestro el error entre la variable de salida o resultado y la referencia, permitiéndole ejercer acciones de control para eliminar el error y alcanzar la referencia.
controlador maestro, y el lazo interno o esclavo se conformará por el proceso automatizado como se verá posteriormente. Cabe mencionar que, para que este tipo de lazo de control tenga un buen desempeño, se debe cumplir con las características particulares de cada lazo de control, por ejemplo, la velocidad de respuesta del lazo interno deberá ser mucho mayor que la del lazo externo, la variable a antealimentar no debe tener relación causal con la variable manipuladora, etc.
Una vez terminada la descripción de los elementos que conforman un lazo de control y los diversos tipos de esquemas que se utilizarán para esquematizar la supervisión de procesos, se abordan los temas de monitoreo simple y control supervisorio de procesos.
2.2 El monitoreo simple
Se define como monitoreo a la acción de observar y revisar cuidadosamente una situación, con el fin de apreciar cómo cambia o progresa a través del tiempo. En la figura 2.5 se muestra el lazo de control correspondiente a esta definición. En este caso, los resultados operativos se pueden conocer a partir de los resultados de proceso, de esta forma, el proceso es monitoreado. El "controlador supervisorio" que forma parte del lazo de control (el tomador de decisiones), realiza la función de establecer la variable de referencia del controlador del proceso automatizado en base al desempeño deseado, pero no verifica que el desempeño alcanzado cumpla con lo especificado, por lo tanto este tipo de supervisión es denominado monitoreo simple. [6]
Perturbaciones de gestión
operativa
Proceso
Desempeño deseado r
• Tomador de
decisiones Proceso Automatizado
Proceso de gestión operativa
Definición y cálculo de índices de desempeño, indicadores de
contribución,etc
Resultados Operativos
•
Figura~25: Diagrama de monitoreo simple.
temente su función, limitándose a monitorear los resultados del proceso, sin poder alterarlos adecuadamente en forma y tiempo. Es necesario entonces que exista la retroalimentación expedita y precisa de los resultados de operación hacia el tomador de decisiones para que éste pueda tener un buen desempeño, además que la planta se encuentre debidamente automati zada para que se pueda implementar la toma de decisiones de manera eficiente.
2.3 El control supervisorio
El diagrama a bloques de monitoreo presentado anteriormente esquematiza la situación actual de algunas empresas, a partir de los resultados del estudio de campo realizado donde se corrobora la falta de control supervisorio en las plantas y el concepto erróneo del mismo. De ahí surge la necesidad de definir lo que es control supervisorio de procesos, para posteriormente establecer las características del mismo y la metodología necesaria para llevarlo a cabo.
En este estudio, el control supervisorio de procesos se define como:
El organizar de una manera inteligente y sistemática cada flujo de información que exista en la planta con el objetivo de proporcionar la información adecuada y necesaria a quien toma decisiones en la planta, y asegurar que éste pueda implementar sus decisiones de forma eficiente.
El esquema básico de un lazo de control supervisorio es análogo al lazo en cascada presentado anteriormente. El tomador de decisiones deberá conocer el desempeño actual del proceso para poder establecer los valores de referencia necesarios para lograr el desempeño deseado. Adicionalmente, se debe tener una buena automatización de planta para que el proceso pueda cumplir con la referencia establecida por el control supervisorio; de otra forma, el control supervisorio no se realiza. Esto se esquematiza en la figura 2.6.
Desempeño deseado Tomador de decisiones Proceso Automatizado Referencia Perturbaciones de proceso Controlador
de proceso productivo Proceso
Resultado de proceso
Acondicionador de señal
Resultados Operativos i i t V
Definición y cálculo de índices de desempeño, indicadores de
contri buciónetc
Manejo inteligente y sistemático 4 de los resultados
Figura 26: Diagrama de control supervisorio en planta.
la planta. Para lograr esto último es indispensable que el proceso se encuentre debidamente automatizado. Este punto se tratará con mayor detalle en el capítulo 3.
Es relevante mencionar que un proceso automatizado no garantiza una buena supervisión, pero sí es necesario para que ésta se logre, por tanto deberá ser tal que permita efectuar cambios en el proceso productivo de forma rápida, respondiendo a las nuevas necesidades de producción. Específicamente, debe existir una buena comunicación entre los instrumentos y el equipo que realiza el proceso, se debe contar con metodologías sistemáticas para la selección e implantación de equipo que verifiquen la compatibilidad del mismo, deben existir redes y bases de datos que permitan colectar los datos de planta y se debe hacer llegar la información adecuada a cada persona involucrada en la supervisión del proceso.
Bajo este esquema, el tomador de decisiones cuenta con la retroalimentación necesaria del desempeño del proceso, además de una buena automatización para implementar eficiente mente sus decisiones; éstas se generan a partir del error existente entre el desempeño deseado y el obtenido, sin considerar ningún otro factor que pudiera afectar los resultados operati vos. Este esquema en particular presenta la desventaja de no prever situaciones futuras o inciertas y sólo toma decisiones en base a los resultados obtenidos. Si ocurre algún cambio en el entrono que afecte los resultados operativos, el tomador de decisiones se percatará de ello hasta que los resultados operativos se hayan alterado. Para minimizar este problema se puede incorporar el esquema de antealimentación y obtener un control supervisorio preventivo.
2.3.1 El control supervisorio preventivo
Una de las ventajas del control supervisorio efectuado por personas es precisamente su naturaleza humana, esto es su capacidad de predicción, análisis, síntesis, creatividad, innovación e inferencia entre otras. Gracias a ello, el control supervisorio además de considerar la información obtenida en base al desempeño actual del proceso, puede considerar otros factores que lo afectan.
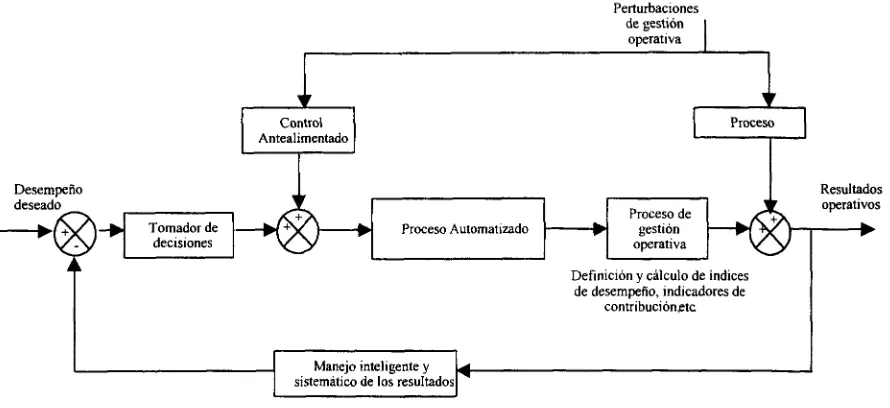
El diagrama mostrado en la figura 27, ejemplifica los conceptos de control cascada y antealimentado aplicados a la supervisión de procesos; el lazo interno del control cascada es representado con un solo bloque llamado proceso automatizado.
Como un ejemplo de control supervisorio de procesos del tipo retroalimentado cascada con antealimentación se tiene el siguiente: una industria desea mantener los costos de produc ción por debajo del 30% del precio de venta. El tomador de decisiones realiza la comparación entre el desempeño deseado y el obtenido en base a los costos de producción como porcentaje de precio. En este esquema, una de las posibles perturbaciones al sistema puede ser el cambio de precio en el producto, ya que si bien no afecta al proceso automatizado, sí repercute en los costos de producción , que deben ser menores o iguales al 30% del precio de venta. Este ejemplo se esquematiza en la figura 28.
Perturbaciones de gestión |
operativa j Control Antealimentado Desempeño deseado Tomador de
decisiones
<g>
Proceso Automatizadote Proceso de gestión operativa ) * Proceso Automatizado
Proceso de gestión operativa Proceso Resultados operativos
•
Definición y cálculo de índices de desempeño, indicadores de
contribuciónetc
Manejo inteligente y sistemático de los resultados
Figura~27: Control supervisorio preventivo.
Cambio en los precios
Control Antealimentado Mantener los costos de producción menoreso
iguales el 30% de precio de venta.
Tomador de decisiones
Proceso
Proceso Automatizado
te
Proceso de gestión operativa) — *
Proceso AutomatizadoProceso de gestión operativa
Costos de producción comoprocentaje de
precio
•
4
Definición y cálculo de índices de desempeño, indicadores de
contribuciónetc
Manejo inteligente y sistemático de los resultados
Figura~28: Ejemplo de control supervisorio preventivo.
las decisiones de manera rápida y eficiente, el tomador de decisiones deberá contar con la información necesaria en el tiempo preciso, que le permita llevar a cabo su función, y debe tener los medios necesarios para implementar sus decisiones en el proceso. Adicionalmente, el tomador de decisiones debe prever el futuro a partir de la información obtenida del entorno y utilizando su experiencia y visión; ello le permitirá anticiparse a posibles cambios del entorno y reaccionar de manera eficiente cuando éstos se presenten.
El control supervisorio se puede llevar a cabo de forma humana o computarizada; se rá humana si el tomador de decisiones es una persona, y será computarizado si la toma de decisiones la realiza una computadora debidamente programada con los algoritmos y la infor mación necesaria que le permitan decidir de foma correcta y a tiempo. De cualquier modo, las condiciones para que el control supervisorio preventivo funcione, son las mismas: el to mador de decisiones, además de ser un experto en el área, deberá recibir la información del desempeño actual de la planta y debe contar con una buena automatización de planta para que sus decisiones se lleven a cabo exitosamente.
2.4 Tipos de control supervisorio
El control supervisorio puede ser clasificado eñ: control supervisorio humano, si la toma de decisiones y el procesamiento de información lo lleva a cabo una persona líder en el ám bito, y en control supervisorio automático, si se realiza de forma computarizada utilizando programas computacionales, sistemas expertos, algortimos genéticos, redes neuronales, etc., para el proceso de toma de decisiones. [10] A continuación se describen y analizan cada uno de estos tipos de control supervisorio.
2.4.1 El control supervisorio humano
El papel que juega el supervisor de procesos actualmente es clave para el éxito o fracaso de cualquier industria productiva, ya que en gran medida sus decisiones guían el rumbo de la organización si éstas se llevan a cabo.[l] El control supervisorio humano es aquella supervisión que cuenta con retroalimentación sistemática de resultados de proceso y que logra implementar las decisiones tomadas de forma eficiente. El tomador de decisiones establecerá los objetivos a lograr en base a lo que desee obtener, tomando en cuenta la información basada en resultados, la experiencia, la información de fuentes externas, su visión, etc., y se asegurará que sus decisiones se implementen de forma correcta.
El control supervisorio generalmente es realizado por un humano, aún cuando se cuente con programas computacionales de apoyo tales como análisis estadísticos o sistemas de apoyo a la toma de decisiones. Existen tareas que una computadora no puede realizar, como por ejemplo la capacidad de predicción o adaptabilidad. A continuación se citan las ventajas y desventajas del control supervisorio humano.
Ventajas
• Tiene capacidad de establecer analogías
• Posee experiencia
• Posee creatividad, originalidad, consciencia
• Tiene sentido común
• Considera el contexto
• Tiene acceso a signos emocionales o no verbales de otras personas
• Su conocimiento evoluciona
• Tiene capacidad de multiprocesamiento
Desventajas
• Tiene opinión, gustos, costumbres
• Su costo es alto en comparación con una computadora
• Posee lento procesamiento de datos
• La reproducción del conocimiento es lenta
• El conocimiento es propio de cada persona
• Cuenta con vida limitada
El control supervisorio humano puede ser auxiliado por herramientas de apoyo para la toma de decisiones. De esta forma las desventajas que presenta el control supervisorio huma no, tales como preferencias, procesamiento de datos lento, gustos o costumbres, se reducen facilitando la toma de decisiones objetiva y eficiente.
2.4.2 El control supervisorio automático
Ventajas
• Total consistencia
• Costo menor que un humano
• Procesamiento rápido de datos e información
• Fácilmente replicable
• Almacenamiento de datos e información
• Excelente organización
• Proporciona datos precisos
• Ahorro de tiempo
• Difícil de equivocarse
Desventajas
• Actividades restringidas a lo programado
• Sólo son eficientes en procesos determinísticos
• No poseen cualidades humanas como intuición, predicción, etc.
• Requieren programación y mantenimiento ingenieril
En cualquiera de los dos casos de control supervisorio, sea automático o humano, la eficiencia del control depende de que exista una buena retroalimentación de información, con las características necesarias y de manera oportuna, hacia el tomador de decisiones (programa computacional o persona), así como la existencia de medios para que las decisiones se realicen o implementen de forma adecuada y eficiente en el proceso.
2.5 Herramientas de apoyo para el control supervisorio
2.5.1 Control estadístico de procesos (CEP)
El control estadístico de procesos es un conjunto de herramientas para manejar informa ción numérica y, por tanto, determinar y monitorear la calidad de los resultados organizacio nales. El C E P tiene como objetivo diseńar, corregir y administrar el proceso para prevenir defectos en el producto. El C E P se basa en el empleo de técnicas estadísticas para analizar la información proporcionada por una muestra o lote de productos. A partir de los resultados obtenidos del C E P se toma la decisión de aceptar o rechazar un lote de producción. De esta forma, se controla y asegura la calidad de procesos y productos procesados.
Las herramientas básicas del control estadístico de procesos son la información y las cantidades numéricas, así como el almacenamiento de datos. Existen varios métodos que se utilizan para colectar, presentar y analizar datos, mismos que se citan a continuación.
• Diagrama de flujo de proceso (żqué acciones se realizan?).
• Histogramas (żcómo se encuentran los números?).
• Gráficas (żse pueden representar de forma gráfica los números?).
• Análisis de Pareto (żcuáles son los problemas mayores?).
• Análisis causaefecto y lluvia de ideas (żqué causa los problemas?).
• Diagramas relaciónales (żcuál es la relación entre factores?).
• Gráficas de control (żqué variaciones controlar y cómo hacerlo?).
El uso de cada uno de estos métodos depende de la naturaleza del problema a resolver y de los datos obtenidos. Esta es una herramienta importante para los tomadores de decisiones ya que fundamenta sus resultados en hechos sustentados por cantidades estadísticamente confiables.
Cabe mencionar que los resultados obtenidos mediante el uso del C E P corresponden a la organización y presentación de datos de forma comprensible y de fácil procesamiento para el usuario, pero se limita al monitoreo del proceso. El CEP no realiza la función de control propiamaente, sino que muestra estadísticamente el estado del proceso y de los resultados obtenidos. El C E P corresponde al análisis estadístico de procesos, esto es, monitoreo y supervisión. [2]
2.5.2 Sistemas de datos para la t o m a de decisiones (Decisión suport sys
tems, DSS)
Los sistemas de datos para la toma de decisiones son sistemas computacionales inte ractivos que ayudan a los tomadores de decisiones a manejar datos y modelos para resolver problemas no estructurados. Las características de los DSS son las siguientes:
• Utilizan sistemas innovadores que son amigables para las personas no familiarizadas con las computadoras.
• Enfatizan la flexibilidad y adaptabilidad ante cambios en el medio ambiente y en la aproximación de la toma de decisiones del usuario.
En base a las necesidades de los usuarios, el DSS proporciona soporte para la toma de decisiones, dando mayor importancia a aquellas semiestructuradas o no estructuradas. El DSS debe soportar las decisiones tanto interdependientes como independientes, debe soportar todas las fases del proceso de toma de decisones, así como una variedad de procesos de toma de decisiones pero no dependientes una de otra. Finalmente, un DSS debe ser fácil y sencillo de usar. [4]
2.5.3 Sistemas de información para la administración (Management infor
mation systems, MIS)
Un sistema de información es un conjunto de componentes interrelacionados que colec tan, procesan, guardan y distribuyen información para apoyar la toma de decisiones y el control en una organización. Estos sistemas también ayudan a los administradores y trabaja dores a analizar problemas, visualizar conceptos complejos y crear nuevos productos. El uso efectivo de los sistemas de información requiere de un entendimiento de la organización, la administración y la tecnología de información que conforman el sistema. Todos los sistemas de información pueden describirse como soluciones organizacionales y administrativas para cambios provocados por el entorno. [4]
2.5.4 Control supervisorio y adquisición de datos (Supervisory control and
d a t a adquisition, SCADA)
Los sistemas SCADA típicamente consisten de una o más interfaces conectadas en red con uno o más controladores y sistemas de entrada/salida. Las interfaces del operador pueden ser terminales gráficas, programas de interface para P C o paneles con elementos discretos como botoneras, luces y medidores. Los sistemas de entrada/salida pueden ser controladores lógicos programables (PLC's), P C ' s con programas de adquisición de datos, tarjetas de adquisición de datos con tableros remotos o por teclado. El sistema tiene la capacidad de recolectar y almacenar la información que puede ser accesada y desplegada de forma gráfica o numérica en las terminales.
2.5.5 Sistemas expertos
Los sistemas expertos son programas que simulan el comportamiento humano para re solver problemas. P a r a ello se almacena el conocimiento y experiencia de expertos humanos en programas computacionales. Las características que presentan son:
• Emulan el conocimiento de un experto.
• Contienen conocimiento para interpretar datos y producir conclusiones.
• Interactúan con un usuario de forma amigable.
• Tienen la capacidad de explicar el razonamiento seguido para llegar a las conclusiones arrojadas.
• El conocimiento es expícito y no debe ser traducido a lenguaje máquina.
• Utilizan ejemplos y conjuntos de instrucciones predefinidas.
• Requieren ingeniería de conocimiento y son apropiados para un área específica.
Este tipo de sistemas son de gran ayuda para realizar trabajos rutinarios, analizar gran des masas de datos y recopilar y analizar grandes cantidades de información. La importancia de los sistemas expertos en la toma de decisiones radica en que sirven de guía acerca de cómo habría resuelto cierta situación un experto en el área, proporcionan el conocimiento que un experto en el área estaría utilizando y pueden proporcionar sugerencias específicas. [9]
Gracias a los algoritmos programados y a la gran cantidad de información que se maneja, este tipo de sistemas puede funcionar eficientemente como tomador de decisiones, siempre y cuando la información almacenada lo permita y el problema sea determinístico. Esto es, que ante un problema existan ciertas soluciones únicas, que se encuentren programadas en el sis tema, o bien, que el proceso controlado presente siempre la misma secuencia y condiciones de operación. De esta forma el sistema experto podrá controlar de manera eficiente el proceso.[8]
2.5.6 Ventajas y desventajas que presentan las herramientas de apoyo para
el control supervisorio
Las herramientas presentadas anteriormente son utilizadas gracias a las ventajas que ofrecen al tomador de decisiones o supervisor humano. Algunas de estas herramientas, ta les como los sistemas expertos o algoritmos basados en lógica difusa, se pueden considerar como controles supervisorios automáticos, pero de cualquier modo carecen de características propiamente humanas.
Ventajas
• Conocimiento permanente
• Menor costo que un humano
• Procesamiento rápido de datos e información
• Fácilmente replicable
• Cantidad de memoria superior a la del humano
• Reduce costos
• Proporciona ventaja competitiva
• Maneja datos complejos
• Mejor productividad que la del humano
• Excelente organización
• Proporciona datos precisos
• Ahorra tiempo
Desventajas
• Conocimiento estático
• Interpretación pobre o limitada en base a resultados
• Difícil adaptabilidad
• Procesamiento simple de datos
• No presenta sentido común
• No cuenta con experiencia
• No presenta intuición, tacto, creatividad, originalidad o conciencia
Capítulo 3
Estabilidad en sistemas de control supervisorio
Dentro de los factores que se deben tomar en cuenta para implementar control super visorio en un proceso productivo se tiene el compromiso entre el tomador de decisiones y el proceso, ya que el resultado del sistema depende de la relación entre ellos. Se mencionó con anterioridad que un sistema de control supervisorio se puede modelar como un sistema cascada antealimentado, donde el controlador maestro representa al tomador de decisiones y el lazo esclavo, al proceso productivo automatizado. Tomando como base esta modelación, se puede analizar el compromiso existente entre un lazo esclavo y un lazo maestro para un sistema cascada antealimentado, y posteriormente relacionar los resultados del análisis con los elementos correspondientes de control supervisorio. La teoría de control establece que un sistema de control alcanzará una referencia dada si el sistema es estable, entre otros aspectos. En el caso de un sistema cascada antealimentado, la estabilidad depende, además de otros factores, de la relación de velocidades de respuesta del lazo maestro y esclavo, lo que equivale a la relación entre tomador de decisiones y proceso para un sistema de control supervisorio. [6] En este capítulo se describirán las condiciones necesarias para que un sistema cascada an tealimentado sea estable, se realizará la analogía con un sistema de control supervisorio, se enfatizará la necesidad de procesos debidamente automatizados y la selección y flujo adecua do de información para obtener un buen desempeńo del sistema; finalmente se presentarán algunos ejemplos relacionados con el tema.
3.1 Estabilidad en sistemas cascada antealimentado
La estabilidad de sistemas del tipo cascada depende de la relación entre las velocidades de respuesta del lazo esclavo y del lazo maestro. Se establece que el lazo esclavo debe ser por lo menos tres veces más rápido que el lazo maestro para que el sistema cascada tenga un buen desempeńo. Considerando un sistema cascada de estructura sencilla (procesos de primer orden con tiempo muerto), la velocidad de cada lazo depende de dos factores: el tiempo muerto y la constante de tiempo.
P a r a desarrollar este tema, se presenta como primer punto la estructura del sistema cascada antealimentado a ser analizado. Posteriormente, en base a la teoría de control, se estudiará la respuesta de un sistema cascada antealimentado con ciertas características (tiempo muerto y constante de tiempo) ante una situación como cambio en referencia o introducción de una perturbación.
3.1.1 Esquematización de un sistema cascada antealimentado
Con el objetivo de facilitar el análisis de estabilidad de un sistema cascada antealimentado se agruparán varios elementos en un solo bloque, de tal forma que el sistema final presente sólo los siguientes elementos: controlador maestro, lazo esclavo, proceso maestro, control antealimentado y dinámica del efecto de la perturbación en el sistema. Para ello se presentan los diagramas vistos en capítulos anteriores y los cambios realizados en los mismos.
[image:44.612.100.529.432.637.2]E n el diagrama a bloques de la figura 31, se observa un sistema cascada como el pre sentado en el capítulo anterior.
Figura~31: Lazo de control cascada.
P a r a facilitar la representación gráfica, el lazo interno o esclavo del sistema cascada se denotará con un solo bloque. Un sistema cascada antealimentado como el descrito en el capítulo anterior, quedará entonces como se muestra en la figura 32.
Perturbaciones que afectan al proceso 2
Control Antealimentado
Referencia R(s)
•
Proceso
Controlador
maestro ) *• ) *• Lazo interno o esclavo Lazo interno o esclavo Lazo interno o esclavo Lazo interno o esclavo W Proceso 2 Proceso 2
Salida V(s)
Acondicionador de seńal
En el diagrama de la figura 33, se muestra la representación gráfica de un sistema cascada, con bloques que representan al controlador maestro (Gcl), el proceso 2(Gp2) y el lazo esclavo (GLE).
Referencia R(s)
G
C 1 G p2
G
C 1 ...,., p W G p2
Salida Y(s)
Figura~33: Representación a bloques de un sistema cascada.
Esquematizando una perturbación que afecta a la salida del sistema cascada anterior, el esquema queda como se muestra en la figura 34.
Perturbación D(s)
Referencia R(s)
G , 'LE jp2
Salida Y(s)
Figura 34: Sistema cascada con perturbación a la salida.
La función D(s) representa la perturbación, mientras que GD representa la dinámica de la perturbación en el sistema.
Finalmente, introduciendo el sistema antealimentado (GLL) al diagrama anterior, se tiene el diagrama de la figura 35.
Si se compara este diagrama con el diagrama del sistema cascada antealimentado se observa que el controlador maestro es GC1, el lazo esclavo compuesto por controlador y proceso son representados por GLE, el proceso maestro es representado por GP2, la dinámica de la perturbación es GD y finalmente el sistema antealimentado es GLL. Posteriormente, en la sección 3.2 se retomará este esquema y se obtendrá la analogía de éste con un sistema de control supervisoiro.