UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA ACADÉMICO PROFESIONAL DE
INGENIERÍA METALÚRGICA
EFECTO DE LA TEMPERATURA DE RECOCIDO SOBRE LA
RESISTENCIA AL IMPACTO Y DUREZA DE UNA FUNDICIÓN
NODULAR ASTM A536 EN LA OBTENCIÓN DE UNA FUNDICIÓN
NODULAR FERRÍTICA
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO METALURGISTA
AUTORES:
Br. FABIÁN GUZMÁN, Tony Alexander.
Br. GUTIÉRREZ SALAS, Christian Marín.
ASESOR:
Dr. Ing. PURIZAGA FERNÁNDEZ, Ismael
DEDICATORIA
A mis padres, porque ellos son la
motivación de mi vida mi orgullo de ser lo que
seré.
Mi hermano, porque es la razón de
sentirme tan orgulloso de culminar una
de mis metas.
A mi asesor, por su tiempo, dedicación y
paciencia de esta tesis
DEDICATORIA
A mi esposa e hija, por ser la fuente de
motivación e inspiración para superarme cada
día.
A mis adorados padres y hermanas,
por sus consejos y aliento para poder
cumplir mis ideales.
A mis compañeros, quienes sin esperar
nada a cambio compartieron sus
conocimientos, alegrías y tristeza.
AGRADECIMIENTO
Expresamos el afecto, gratitud y agradecimiento a nuestro asesor de Tesis Dr.
Ismael Purizaga Fernández, por su bien admirada paciencia para asesorarnos en el
inicio, transcurso y término del presente trabajo de investigación. Asimismo, por
facilitarnos el acceso a las instalaciones y uso de los equipos del Laboratorio de
Metalurgia Física.
A los Practicantes del Laboratorio de Metalurgia Física, por su desinteresado
apoyo en las diferentes pruebas realizadas.
Y por último, un especial agradecimiento, a los profesores de la Escuela de
Ingeniería Metalúrgica por sus enseñanzas durante el transcurso de nuestra formación
universitaria.
RESÚMEN
En la presente investigación se estudió el efecto de la temperatura de recocido en
una fundición nodular ASTM A536 sobre la dureza, resistencia al impacto y
microestructura en la obtención de una fundición nodular ferrítica. Para tal propósito
se utilizó barras cuadradas de 15 mm x 15 mm x 200 mm de longitud suministrados
por Fundición Laminar SAC – Lima, de donde se maquinaron las probetas para el
ensayo de dureza según la norma ASTM E-140 y para el ensayo de impacto según
norma ASTM E23-98, los cuales fueron recocidos a las temperaturas de 800, 850, 900,
950 y 1000°C por un tiempo de 25 horas con enfriamiento lento dentro del horno.
Los resultados muestran que al incrementar la temperatura de recocido la dureza
disminuye desde 198.40 HB para suministro (25°C) hasta 114.80 HB para 1000°C de
temperatura de recocido, y la resistencia al impacto (J) aumenta según se incrementa
la temperatura de recocido desde 53.90 J para suministro (25°C) hasta 124.20 J para
1000°C. Esto debido a la descomposición de la austenita en ferrita que va aumentando
según se incrementa la temperatura de recocido, siendo la transformación completa o
total de la austenita en ferrita en las condiciones de estudio desde 900°C, a partir de la
cual se obtuvo una fundición nodular ferrítica y que los nódulos de grafito (Gn) son
estables a cualquier temperatura de recocido en estudio.
Se concluye que la temperatura de recocido afecta significativamente la dureza,
resistencia al impacto y microestructura, y que la temperatura mínima para la
obtención de una fundición nodular ferrítica en las condiciones de estudio es 900°C.
Los resultados obtenidos han sido contrastados con un análisis estadístico con un nivel
de confianza del 95%.
ABSTRACT
In the present investigation, the effect of the annealing temperature in a nodular
cast iron ASTM A536 on the hardness, impact resistance and microstructure in
obtaining a ferritic nodular cast iron was studied. For this purpose we used square bars
of 15 mm x 15 mm x 200 mm in length supplied by Fundición Laminar SAC - Lima,
where the specimens were machined for the hardness test according to the ASTM
E-140 standard and for the impact test according to ASTM E23-98, which were annealed
at temperatures of 800, 850, 900, 950 and 1000 ° C for a time of 25 hours with slow
cooling inside the oven.
The results show that when the annealing temperature is increased, the hardness
decreases from 198.40 HB for supply (25°C) to 114.80 HB for 1000°C annealing
temperature, and the impact resistance (J) increases as the temperature increases.
annealed from 53.90 J for supply (25°C) up to 124.20 J for 1000°C. This is due to the
decomposition of austenite in ferrite that increases as the annealing temperature
increases, being the total or total transformation of austenite in ferrite under the study
conditions from 900°C, from which a ferritic nodular cast iron and that the graphite
nodules (Gn) are stable at any annealing temperature under study.
It is concluded that the annealing temperature significantly affects the hardness,
impact resistance and microstructure, and that the minimum temperature for
obtaining a ferritic nodular cast iron in the study conditions is 900°C. The results
obtained have been contrasted with a statistical analysis with a confidence level of
95%.
ÍNDICE
Dedicatoria ... i
Agradecimiento ... iii
Resumen ... iv
Abstract ... v
Índice ... vi
Lista de tablas ... viii
Lista de figuras ... ix
CAPÍTULO I INTRODUCCIÓN 1.1 Realidad problemática ... 1
1.2 Antecedentes ... 4
1.3 Fundamento teórico ... 9
1.3.1Fundiciones ... 9
1.3.2Fundición nodular ... 10
1.3.3Clasificación de las fundiciones nodulares por el tipo de matriz ... 11
1.3.4Propiedades de las fundiciones nodulares ó dúctiles ... 13
1.3.5Tratamientos térmicos de las fundiciones nodulares ... 15
1.3.6Ensayo de resistencia al impacto ... 21
1.3.7Ensayo de dureza ... 22
1.4 Problema ... 24
1.5 Hipótesis ... 24
1.6 Objetivos ... 24
1.6.1Objetivos generales ... 24
CAPÍTULO II
MATERIALES Y MÉTODOS
2.1. Material de estudio ... 25
a. Composición química ... 25
b. Propiedades mecánicas ... 25
c. Características metalográficas ... 26
2.1.1. Muestra... 26
2.1.2. Equipos, instrumentos, materiales consumibles y reactivos ... 28
2.2. Métodos y técnicas ... 29
2.2.1. Modelo Experimental ... 29
2.2.2. Matriz de datos ... 30
2.3. Procedimiento experimental ... 31
CAPÍTULO III RESULTADOS 3.1.Resultados del ensayo de dureza ... 35
3.2.Resultados del ensayo de impacto ... 36
3.3.Resultados del análisis microestructural ... 37
CAPÍTULO IV DISCUSIÓN DE RESULTADOS 4.1. Del ensayo de dureza ... 42
4.2. De la resistencia al impacto ... 43
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones ... 46
5.2 .Recomendaciones ... 47
Referencias bibliográficas ... 48
APÉNDICE I
ANÁLISIS ESTADÍSTICO
I.1. Modelo estadístico ... 51
I.2. Análisis de varianza para el diseño de un solo factor ... 51
I.3. Análisis de residuos ... 55
APENDICE II
CALCULOS COMPLEMENTARIOS
II.1. Cálculo del carbón equivalente (CE) ... 57
II.2. Cálculo del porcentaje de fases de la fundición nodular ASTM A536 a temperatura
ambiente (25°C) ... 57
ANEXOS
Fotografías ... 59
LISTADO DE TABLAS
Tabla 2.1. Composición química de la fundición nodular ASTM A536 ... 25
Tabla 2.2. Propiedades mecánicas de la fundición nodular ASTM A536 ... 25
Tabla 2.3. Modelo matricial de un solo factor para análisis de los resultados ... 30
Tabla 2.4.Matriz de orden de datos del experimento de un solo factor para determinar
Tabla 3.1. Resultados de dureza Brinell (HB) obtenidos en probetas de fundición
nodular ASTM A536 recocido a las diferentes temp. en estudio durante 25 hrs ... 35
Tabla 3.2. Resultados de resistencia al impacto (J) obtenidos en probetas de fundición
nodular ASTM A536 recocido a las diferentes temp. en estudio durante 25 hrs ... 36
Tabla I.1. Tabla de datos a calcular para el análisis de varianza de un solo factor ... 52
Tabla I.2. Análisis de varianza de los resultados de dureza (HB) obtenidos en probetas
de fundición nodular ASTM A536 recocidos a las diferentes temperaturas de estudio
por 25 horas con enfriamiento lento (dentro del horno) ... 53
Tabla I.3. Análisis de varianza de los resultados de resistencia al impacto (J) obtenidos
en probetas de fundición nodular ASTM A536 recocidos a las diferentes temperaturas
de estudio por 25 horas con enfriamiento lento (dentro del horno) ... 54
LISTADO DE FIGURAS
Figura 1.1. Dibujos esquemáticos de las cinco tipos de fundiciones ... 10
Figura 1.2. Fundición nodular ferrítica perlítica grado 80-55-06 ... 11
Figura 1.3. Características mecánicas de las fundiciones con grafito esferoidal en
diferentes estados de tratamientos ... 14
Figura 1.4. Diagrama de transformación de enfriamiento continuo (TEC), mostrando los
tratamientos de recocido, normalizado y temple ... 18
Figura 1.5. Método Charpy para la prueba de impacto ... 22
Figura 1.6. Método de ensayo de dureza Brinell... 23
Figura 2.1. Fotomicrografía de la fundición nodular ASTM A536 en estado de
suministro ... 26
Figura 2.2. Medidas y geometría de las barras de fundición nodular ASTM A536 para la
obtención de las probetas ... 26
Figura 2.4. Probetas para el ensayo de dureza según norma ASTM E-140, y para el
análisis microestructural ... 27
Figura 2.5. Diagrama de bloques del procedimiento experimental ... 31
Figura 3.1. Efecto de la temperatura de recocido sobre la dureza (HB) en una fundición
nodular ASTM A536 ... 36
Figura 3.2. Efecto de la temperatura de recocido sobre la resistencia al impacto (J) en
una fundición nodular ASTM A536 ... 37
Figura 3.3. Fotomicrografía de la fundición nodular en estado suministro (fundido) .... 38
Figura 3.4. Fotomicrografía de la fundición nodular ASTM A536 recocido a 800°C por
25 horas con enfriamiento lento dentro del horno ... 39
Figura 3.5. Fotomicrografía de la fundición nodular ASTM A536 recocido a 850°C por
25 horas con enfriamiento lento dentro del horno ... 39
Figura 3.6. Fotomicrografía de la fundición nodular ASTM A536 recocido a 900°C por
25 horas con enfriamiento lento dentro del horno ... 40
Figura 3.7. . Fotomicrografía de la fundición nodular ASTM A536 recocido a 950°C por
25 horas con enfriamiento lento dentro del horno ... 40
Figura 3.8. Fotomicrografía de la fundición nodular ASTM A536 recocido a 1000°C por
25 horas con enfriamiento lento dentro del horno ... 41
Figura I.1. Gráfica de probabilidad normal de residuos de los resultados de dureza (HB)
en probetas de fundición nodular ASTM A536 recocidos a las diferentes temperaturas
de estudio por 25 horas con enfriamiento lento (dentro del horno) ... 55
Figura I.2. Gráfica de probabilidad normal de residuos de los resultados de resistencia
al impacto(J) en probetas de fundición nodular ASTM A536 recocidos a las diferentes
temperaturas de estudio por 25 horas con enfriamiento lento (dentro del horno) ... 56
Figura II.1. Diagrama Hierro – Grafito. ... 57
Figura A.1. Barras cuadrada de 15 mm x 15 mm x 200 mm de fundición nodular ASTM
Figura A.2. Probetas para el ensayo de impacto Charpy, según norma ASTM E23-98 .. 59
Figura A.3. Probetas encapsuladas para el análisis metalográfico ... 59
Figura A.4. Microscopio Metalográfico Leica de 50 a 1000X para toma de fotomicrografías ... 59
Figura A.5. Horno eléctrico tipo mufla 5.5 Kw para el trat. térmico de recocido ... 60
Figura A.6. Durómetro universal digital TIME GROUP 187.5... 60
Figura A.7. Máquina de ensayo de impacto Heckert para método Charpy ... 60
CAPITULO I
INTRODUCCIÓN
1.1.Realidad problemática
Dentro de los materiales metálicos utilizados en la construcción metal – mecánica, la
fundición nodular ocupa una posición particularmente interesante, siendo un material
relativamente fácil de producir y de utilizar en la fabricación de piezas fundidas y
maquinadas.
La gran ventaja que trae en comparación con la fundición gris, son sus propiedades
mecánicas logradas a través de la nodulación del grafito, y que pueden ser variadas dentro
de un rango relativamente amplio, mediante un cambio estructural de la matriz. Se tiene un
material menos frágil, utilizable para la fabricación de piezas mecánicas en las cuales la
resistencia es un factor importante.
A nivel mundial, el hierro nodular contiene alrededor de 0.03 – 0.05% en peso de Mg. El
Mg provoca que las hojuelas de grafito se hagan globulares o nodulares, de tal forma que el
grafito se disperse por una matriz de ferrita y perlita en forma de esferas o nódulos. Los
nódulos de grafito no son afilados. La forma redondeada del grafito nodular reduce la
concentración de la tensión y, en consecuencia, el material es mucho más dúctil que el
piezas de bombas que requieren alta resistencia (aplicación de alta presión y alta
temperatura), útiles para aplicación industrial. (Kovacs B., 1991, p. 243 – 248)
Las fundiciones nodulares o esferoidales son producto de nuevas técnicas de colada que
comenzaron a aplicarse hace aproximadamente 40 años. Al presentar un producto fundido
pero a la vez tenaz se abrió notablemente su área de aplicación incursionando en campos en
que tradicionalmente solo podían participar los aceros fundidos o forjados. Este material, al
igual que una fundición gris, tiene la ventaja de poseer una excelente fluidez, aunque con un
costo mayor de fabricación que el hierro gris. Debido a esto es posible colar piezas de
reducido espesor, siempre que el flujo sea lineal calmado a la hora de llenar los moldes, esto
es imprescindible para evitar el endurecimiento de los bordes y la formación de carburos
(cementita) en las secciones delgadas. (Vélez M., 2005, p. 156 – 158)
Por su buena tenacidad la fundición nodular está siendo utilizado para la fabricación de
piezas que experimentan ciclos de fatiga, que por el tipo de estructura cristalográfica que
posee, inhibe el crecimiento y propagación de grieta, además posee una alta resistencia al
desgaste, como se requieren por ejemplo en cigüeñales, discos de freno, monoblock,
engranajes, masas, etc. (López J., 2000, p. 152)
La fundición nodular, fundición de grafito esferoidal o fundición dúctil, combina las
ventajas de hierro fundido con los del acero, debido a que en este tipo de fundición, el
esférica y una distribución mucho más uniforme que en la fundición gris, por esto las
propiedades corresponden a las de la matriz en una elevada resistencia y límite de
elasticidad, tenacidad, ductilidad y por lo tanto conformabilidad en caliente, templabilidad y
buena resistencia al desgaste.
En el país el, sector automotriz, metal mecánico, minero y agroindustrial se ha
incrementado considerablemente, donde el reemplazo de piezas como discos de frenos,
cigüeñales, engranajes, implementos agrícolas, etc., que son fabricados de fundición nodular
es inevitable debido a que están sometidos a desgaste, fatiga y sobreesfuerzos. Además la
carencia de estas piezas con el mismo tipo de aleación y con las mismas propiedades
mecánicas que requieren estos componentes, causan a las empresas pérdidas, debido a que
estas fallan prematuramente y tienen que ser importados, y si se fabrican en el país, solo son
en estado fundido sin ningún tratamiento térmico.
En la actualidad, empresas fundidoras radicadas en Lima producen fundición nodular,
usando el proceso metalúrgico aplicado a la fundición gris líquida: desulfuración,
nodulización e inoculación y colada en molde de arena, obteniendo piezas de fundición
perlítica o ferrítica – perlítica (tipo ojo de buey) solo en estado de fundido sin aplicar ningún
tratamiento térmico, como el caso del recocido, para producir un cambio en la
microestructura de la fundición hacia una condición de equilibrio más estable, esto es, una
resistencia mecánica y aumentando considerablemente la ductilidad y por ende mejorar la
maquinabilidad.
Debido a esto se consideró necesario evaluar el efecto de la temperatura de recocido
sobre la resistencia al impacto y dureza de una fundición nodular ASTM A536 en la
obtención de una fundición nodular ferrítica.
1.2.Antecedentes
Fernández J. y Carrasquilla R. (2005). Estudiaron la fundición nodular mediante la
mecánica de fractura y concluyeron que: en general la fundición nodular no muestra una
correlación clara entre resistencia a la tracción y dureza, siendo esta última una medida de la
resistencia de la matriz, y que la fundición nodular, cuya matriz presenta baja resistencia, es
susceptible a fractura fibrosa, mientras que la de alta resistencia experimento fractura
intergranular actuando de igual manera que el acero al silicio. Cuando la matriz de fundición
nodular se fractura mediante mecanismo fibroso, existe una relación directa entre dureza de
la matriz, KIC y resistencia a la tracción de fundición, y cuando la matriz de la fundición
nodular falla de manera frágil existe una correlación inversa entre dureza de la matriz, factor
KIC y resistencia a la tracción. La tenacidad a la fractura KIC aumenta según se incrementa la
temperatura de revenido de 300 hasta 650°C.
Bacon R. (2008). Concluyen que: la velocidad de enfriamiento después de la
mecánicas de la fundición nodular. Si se necesita un ablandamiento máximo, para
incrementar la maquinabilidad, es importante que la velocidad de enfriamiento sea lo
suficientemente lenta para permitir la completa grafitización y prevenir que se formen
tensiones residuales a causa de gradientes térmicos dentro de la fundición. En la mayoría de
los casos las velocidades de enfriamiento en horno alcanzan a 50 °C/hora, hasta muy por
debajo del rango crítico (300°C aprox.), y el enfriamiento posterior hasta temperatura
ambiente debe ser al aire calmado.
Aguirre V. y Vaca H. (2013). En la investigación de la temperatura de temple y la
temperatura de revenido en una fundición nodular perlítica ASTM A536 grado 80 – 55 – 06
concluyen que: la temperatura de temple en el rango de 800 a 1000°C y la temperatura de
revenido en el rango de 200 a 500°C afecta considerablemente la dureza, resistencia a la
tracción y ductilidad (% elongación). A medida que aumenta la temperatura de temple desde
800 a 900°C la dureza aumenta y luego disminuye hasta 1000°C debido a que a esta
temperatura existe mayor cantidad de austenita retenida, y a medida que aumenta la
temperatura de revenido de 200 a 500°C la dureza y resistencia a la tracción disminuye para
todos los niveles de temperatura de temple. Obteniéndose los mejores valores de dureza
para 800°C, los mejores valores de resistencia a la tracción para 850°C y aumenta la
ductilidad.
Fernández R. y Henrique C. (2014). Investigaron la temperatura de austemperizado en
de austemperizado desde 250 hasta 350°C, la dureza disminuye y luego se incrementa
ligeramente hasta 450°C. Y el valor alto obtenido a 250°C se debe a que la estructura está
formada por finas placas de ferrita y austenita metaestable enriquecida con carbono. A
medida que se incrementa la temperatura de austempering, la resistencia al impacto
aumentó obteniéndose el mejor valor a 350°C, y también que el incremento de la
temperatura de austempering hace que la resistencia al desgaste disminuya. También que a
temperaturas bajas de austempering se obtuvo las mejores propiedades de dureza y
resistencia al impacto, mientras que a temperaturas altas de austempering se obtuvo los
mejores valores de resistencia al impacto.
Goicochea R. (1999). En la investigación sobre el tratamiento térmico aplicado a una
fundición nodular concluye que: la velocidad de calentamiento para piezas con secciones
gruesas y delgadas, deben ser precalentadas a 400 – 500°C, antes de llevarse a la
temperatura de austenización. En general, la velocidad de calentamiento desde temperatura
ambiente hasta la temperatura de recocido, no debería exceder de 110°C/hora, y que el
tiempo de permanencia a la temperatura de recocido es importante. En una fundición
nodular no aleada se recomienda un tiempo de permanencia, cuando los carburos son
masivos, de 1 a 3 horas, más 1 hora por 25 mm de espesor. Y también la velocidad de
enfriamiento, después de la permanencia a temperatura de recocido, afecta definitivamente
las propiedades mecánicas de la fundición y si se necesita un máximo de ablandamiento, la
suficientemente lenta para permitir la completa grafitización, y esto sucede con velocidades
de enfriamiento en horno de 50°C/hora.
Gundlachr B. y Janowak F. (1995). En el estudio del austemperizado (ADI) de la
fundición nodular o dúctil, menciona que: el hierro dúctil que ha sido austemperizado (ADI)
con calentamiento entre 875 – 925°C manteniendo a esta temperatura de 2 a 4 horas y
enfriamiento de baño salino entre 400 a 450°C, mantenimiento a esta temperatura de 1 a 6
horas y enfriamiento a temperatura ambiente, produce alta ductilidad a alta resistencia con
una dureza intermedia y calentamiento entre 875 a 925°C, mantenimiento a esta
temperatura de 2 – 4 horas, enfriamiento en baño salino entre 235 a 350°C durante 1 a 6
horas y enfriamiento a temperatura ambiente, produce alta resistencia, algo de ductilidad y
una excelente dureza.
Bates C. (1986). Menciona que: en el recocido de la fundición nodular a alta
temperatura (870 – 900°C) se logra la descomposición de los carburos junto a un efecto de
ablandamiento debido al calentamiento a una temperatura bastante superior al rango
crítico, con suficiente tiempo para homogenizar y disolver o descomponer todos los
carburos, seguido por un enfriamiento lento por debajo del rango crítico, resultando la
completa descomposición o grafitización de los carburos dando como resultado una
microestructura final de grafito (nódulos), ferrita y algo de perlita. El carburo de hierro (Fe3C)
libre es grafitizado sólo después de haber sido completamente solubilidado en la austenita. Y
V inhiben el proceso de grafitización y la completa descomposición de los carburos libres
requieren temperaturas más altas (900 – 930°C) y tiempos más prolongados.
Mullins J. (1990). En su investigación: “Estudio comparativo de las propiedades
mecánicas de la fundición gris y fundición nodular”, concluyen que: al contrario de una
fundición gris, la cual contiene hojuelas de grafito, la fundición nodular tiene una estructura
de colada que contiene partículas de grafito en forma de pequeños nódulos esferoidales en
una matriz metálica dúctil. De este modo la fundición nodular tiene una resistencia mucho
mayor que una fundición gris y un considerable grado de ductilidad. De este modo la
fundición nodular tiene una resistencia mucho mayor que una fundición gris y un
considerable grado de ductilidad, estas propiedades y otras tantas pueden mejorarse con la
utilización de tratamientos térmicos debido a la facilidad de realizar estos tratamientos ya
que el carbono libre de la matriz se puede disolver a cualquier nivel para ajustar su dureza y
propiedades mecánicas y que el contenido de grafito proporciona características de
lubricación en engranajes móviles debido a su bajo coeficiente de fricción, y según esto los
engranajes funcionan con mayor eficiencia si son fabricados con fundiciones nodular.
Lascano M. (2013). En la investigación sobre la fundición nodular concluye que: la
elaboración del hierro nodular para obtener la microestructura ideal es efecto de la adición
del aleante llamado ferrosilicio magnesio, el cual le da muchas propiedades deseadas. Los
pasos de elaboración del hierro nodular debe seguir un orden lógico para obtener un
depende de la microestructura de la matriz y de las características morfológicas del grafito.
La morfología de la matriz depende del control de la velocidad de enfriamiento o se puede
adicionar elementos de aleación que ayuda a obtener una matriz deseada, y que las
características morfológicas del grafito que se obtiene durante su solidificación no es posible
modificarlo con posteriores tratamientos térmicos, lo que supone que el grafito es estable.
1.3.Fundamento teórico
1.3.1.Fundiciones
Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen
también manganeso, fósforo, azufre, entre otros. Su contenido en carbono (2 a 4.5%) es
superior al contenido de carbono de los aceros (0.1 a 1.5%).
Se caracterizan porque adquieren su forma definitiva directamente por colada, no
siendo las fundiciones sometidas procesos de deformación plástica ni en frío ni en caliente
En general, no son dúctiles ni maleables y no pueden forjarse ni laminarse. (Apraiz J., 1963,
p. 146)
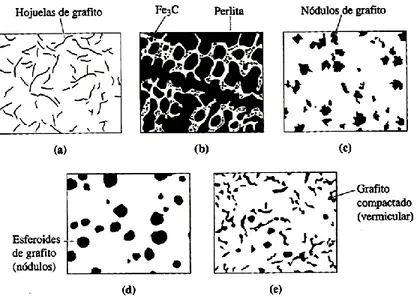
Las microestructuras de los cinco tipos importantes de hierros fundidos se muestran de
Figura 1.1. Dibujos esquemáticos de los cinco tipos de fundiciones (hierros fundidos): (a)
Fundición gris, (b) Fundición blanca, (c) Fundición maleable, (d) Fundició dúctil o
nodular y (e) Hierro con grafito compactado. Fuente: Askeland D., 2006, p. 574.
1.3.2.Fundición Nodular
Este hierro, también conocido como hierro dúctil, hierro de grafito esferoidal o hierro
esferulítico, es hierro fundido en el que el grafito está presente como pequeñas bolas o
esferoides. Los esferoides compactos interrumpen la continuidad de la matriz mucho menos
que las hojuelas de grafito, lo cual da como resultado mayor resistencia y tenacidad,
comparada con una estructura semejante a la del hierro gris. El hierro nodular difiere del
maleable en que generalmente se obtiene como resultado de la solidificación y no requiere
tratamiento térmico. El contenido total de carbono de hierro nodular es el mismo que en el
hierro fundido gris. Las partículas esferoidales de grafito se forman durante la solidificación
La adición de los elementos formadores de nódulos, generalmente magnesio o cerio, se
efectúa en el cucharon antes del vaciado. Como estos elementos tienen una estrecha
afinidad para el azufre, el contenido de azufre de la aleación de base hierro debe ser inferior
al 0.015% para que el tratamiento sea efectivo, y las aleaciones se describen como
“desulfurizadas”.
La microestructura de la pieza en bruto (hierro nodular) consiste en nódulos de grafito
rodeado de ferrita (estructura ojo de buey) en una matriz de perlita según figura 1.2 y
también puede incluir algunas cantidades de cementita libre. (Avner S., 1979, p. 446)
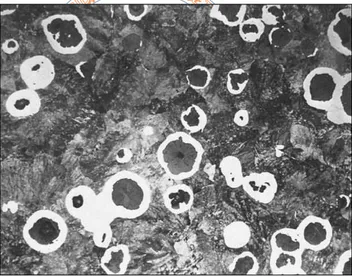
Figura 1.2. Fundición nodular ferrítica perlítica grado 80-55-06. Estructura típica de ojo de
buey de nódulos de grafito rodeado por ferrita en una matriz perlítica. Ataque
químico: Nital 3%. 100X. Fuente: Avner S., 1979, p. 446.
1.3.3.Clasificación de las fundiciones nodulares por el tipo de matriz
Una clasificación de las fundiciones nodulares es según el tipo de matriz, las fundiciones
a. Fundición nodular de matriz ferrítica:
Este tipo de fundición posee buena resistencia al impacto, excelente ductilidad así como
una resistencia mecánica y fluencia equivalente a un acero de bajo contenido de carbono.
b. Fundición nodular de matriz ferrítica – perlítica:
Este tipo de fundición requiere de menor control de las variables durante la fabricación
con respecto a la anterior por lo que su costo de producción es menor. Posee propiedades
mecánicas intermedias a las fundiciones completamente ferríticas y perlíticas, y excelente
maquinabilidad. La microestructura que presenta es conocida como ojo de buey. (Smith W.,
2004, p. 305 – 306)
c. Fundición nodular de matriz perlítica:
La matriz perlítica confiere alta resistencia mecánica, buena resistencia al desgaste así
como una moderada ductilidad y resistencia al impacto. La maquinabilidad es superior
comparada con aceros de similares propiedades físicas.
d. Fundición nodular martensítica:
Este tipo de fundición se obtiene con la adición de elementos que evitan la formación
perlítica y un tratamiento térmico controlado. Su característica es la elevada resistencia al
e. Fundición nodular austenítica:
Se obtiene mediante la adición de elementos aleantes que estabilizan la matriz
austenítica. Tiene excelente resistencia mecánica, resistencia a la corrosión, buenas
propiedades no magnéticas y estabilidad dimensional a elevadas temperaturas.
f. Fundición nodular bainítica:
Se obtiene mediante un tratamiento térmico en el temple austenítico (austempering)
que proporciona una resistencia mecánica cercana al doble de la fundición nodular de matriz
perlítica, se caracteriza por su elevada ductilidad y tenacidad. Esta combinación de
propiedades eleva la resistencia a la fatiga del material. (Gordillo S., 2010, p. 72)
1.3.4.Propiedades de las fundiciones nodulares ó dúctiles
Las propiedades mecánicas de ductilidad y de impacto son principalmente determinadas
por las proporciones de ferrita y perlita en la matriz. A medida que aumentan la cantidad de
perlita, la energía de impacto máxima se incrementa. La estructura de la matriz puede ser
cambiada por los tratamientos térmicos.
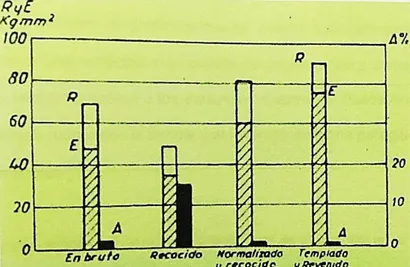
En la figura 1.3, se señalan las características más importantes de la fundición con
Figura 1.3. Características mecánicas de las fundiciones con grafito esferoidal en diferentes
estados de tratamientos. Fuente: Apraiz J., 1963, p. 146.
Se observa que estas fundiciones tienen resistencias comprendidas entre 45 y 90
kg/mm2, por lo que es posible compararlas con un acero semiduro. Los valores del límite de
elasticidad en bruto o en estado de recocido son, aproximadamente, de un 65% de la carga
de rotura y después del temple y revenido el límite de elasticidad es un 85%
aproximadamente, de la carga de rotura.
El módulo de elasticidad es 17 500 kg/mm2 un poco inferior al de los aceros. Los valores
de resistencia y alargamiento son superiores a los de las fundiciones ordinarias, pero
inferiores al de los aceros.
Cuando interesa alta resistencia con relativamente buena ductilidad convendrá
emplearlas después de un temple y revenido. Según la figura 1.3 con temple y revenido se
1.3.5.Tratamientos térmicos de las fundiciones nodulares
Con las fundiciones de grafito esferoidal, debido a su alta ductilidad, se pueden obtener
una variedad muy grande de propiedades y características debido a su excelente aptitud a
los tratamientos térmicos. Puede decirse que estas aleaciones responden al temple y al
revenido en forma parecía a como lo hacen los aceros.
Es muy interesante saber que el carbono que se encuentra en la fundición en forma de
grafito disperso puede actuar como carbono suplementario o de reserva, para la
carburización o descarburización de la matriz. Por eso la microestructura de estas
fundiciones puede estar constituida según sean los tratamientos, por ferrita y perlita, por
martensita y por martensita revenida. Para conseguir esas microestructuras y con ello
diversos niveles de dureza, resistencia, tenacidad y ductilidad, se dan a estas fundiciones los
más diversos tratamientos empleándose para este proyecto el tratamiento térmico de
temple y revenido. (Apraiz J., 1963, p. 148)
a. Recocido de la Fundición Nodular
El recocido es un tratamiento térmico que se aplica a la fundición nodular con el
propósito de reducir la dureza y mejorar la maquinabilidad, y que puede, simultáneamente
producir cambios en estas propiedades. Comprende los procesos de alivio de tensiones
residuales, disminución de la resistencia mecánica e incremento de la ductilidad y resistencia
al impacto. Metalúrgicamente el recocido en la fundición nodular representa un cambio en
estructura más uniforme. En general, periodos de calentamiento largos, altas temperaturas
de recocido y velocidades de enfriamiento muy lentos tienden a favorecer el alcance del
equilibrio y máximo efecto de ablandamiento.
El recocido de la fundición incluye un aspecto no presente en el acero. Por un
enfriamiento lento el contenido de carbono de la matriz, el carbono combinado se reduce a
cero, de manera que, solo ferrita y grafito quedan remanentes en la microestructura. El
silicio en la fundición causa precipitaciones del carbono que se deposita en el grafito
presente (nódulos). El recocido, en sus variadas formas, provee un medio controlado de
alcanzar el máximo de ablandamiento y maquinabilidad, o un ablandamiento parcial con
retención de altos niveles de resistencia. (Bermont V. y Martínez V., 1999, p. 330 - 333)
Las fundiciones nodulares se tratan térmicamente fundamentalmente para crear
microestructuras, y sus propiedades mecánicas adecuadas que no se obtienen fácilmente tal
cual coladas. Los tratamientos más importantes y sus propiedades son:
Alivio de tensiones, un tratamiento de baja temperatura para reducir o eliminar tensiones
internas remanentes de la colada.
Recocido para mejorar ductilidad y tenacidad, para reducir dureza y eliminar carburos.
Normalizado, para aumentar la resistencia con algo de ductilidad.
Temple y revenido, para incrementar la dureza o mejorar la resistencia y aumentar el
Austempering, para obtener una estructura de alta resistencia, con alguna ductilidad y
buena resistencia al desgaste.
Endurecimiento superficial, por inducción, llama o laser para producir una superficie duro
localmente resistente al desgaste.
Las microestructuras obtenidas por estos tratamientos pueden dividirse en dos grandes
categorías:
Aquellas en la que la fase matriz es mayoritariamente o termodinámicamente estable
estructura BCC (ferrita); usualmente se obtiene por los procesos de recocido,
normalizado, normalizado y revenido o temple y revenido.
Aquellas con una fase matriz FCC (austenita) metaestable, se obtiene por austempering,
un proceso de reacción isotérmica del que resulta un producto denominado fundición
nodular austemplado (ADI).
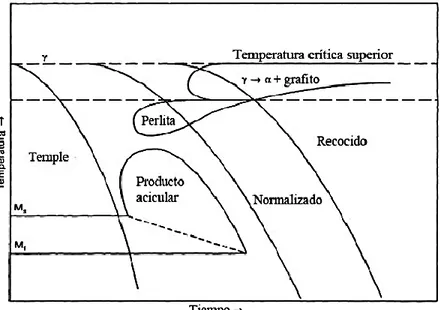
La figura 1.4 muestra el diagrama de transformación continuo y las curvas de
enfriamiento obtenido por enfriamiento en horno (recocido), aire (normalizado) y aceite o
agua (temple). Se puede ver que el resultado del enfriamiento lento en horno es una matriz
ferrítica (producto deseado en recocido), mientras que el enfriamiento al aire o normalizado,
resulta una matriz perlítica y el temple produce una matriz fundamentalmente martensítica
con algo de austenita retenida. El revenido suaviza las condiciones de normalizado y temple,
resultando microestructuras de matriz ferríticas con pequeñas partículas de carburo de
Figura 1.4. Diagrama de transformación de enfriamiento continuo (TEC), mostrando los
tratamientos de recocido, normalizado y temple. Fuente: Bermont V. y Martínez
V., 1999, p. 330 – 333.
Tipos de recocidos en Fundición Nodular
Recocido de alta temperatura o de grafitización
Se logra la descomposición de los carburos junto a un efecto de ablandamiento debido
al calentamiento a una temperatura bastante superior al rango crítico, con suficiente tiempo
para homogenizar y disolver o descomponer todos los carburos, seguido por un
enfriamiento lento bastante por debo del rango crítico. Como resultado de la completa
descomposición o grafitización de los carburos, resulta una microestructura final de grafito,
ferrita y algo de perlita. Este proceso está fuertemente afectado por la composición y
estructura de la fundición previa al recocido. Por ejemplo, en presencia de 1.5 a 2.5% Si, es
normal encontrar en la fundición gris o nodular carburo de hierro en forma de perlita, que
El carburo de hierro en la forma de cementita libre puede ser grafitizado sólo después
de haber sido completamente solubilizado en la austenita. En la mayoría de las fundiciones
nodulares o grises no aleados, la austenización se realiza de 870 a 900°C. La presencia de
pequeños porcentajes de estabilizantes de carburos tales como Cr, Mo o V inhiben el
proceso de grafitización, y la completa descomposición de los carburos libres requieren
temperaturas más altas, 900 – 930°C y tiempos más prolongados. El inconveniente de usar
temperaturas tan altas como 930 a 960°C, es que el eutéctico del fósforo (esteadita),
presente en las fundiciones con más de 0.10% P, puede fundirse con el consecuente
deterioro de la fundición.
La grafitización está principalmente influenciado por el tamaño y distribución de las
partículas de carburos libres. Cantidades relativamente pequeñas y bien dispersas, son
mucho más fácilmente grafitizables que carburos masivos. (Riveros S. y Castillo R., 2003, p.
106)
Recocido de media temperatura
Cuando no se presentan carburos masivos o se hallan en cantidades pequeñas y
dispersas, se puede realizar un recocido total calentando justo por encima del rango crítico,
entre 815 y 890°C, según el contenido de silicio (que eleva la temperatura crítica), seguido
En este recocido, la temperatura de austenizado es menor y un tiempo de
calentamiento más corto, especialmente cuando no hay carburos libres. Es decir, se prefiere
un tiempo mínimo a temperatura para lograr el resultado deseado, ya que un
mantenimiento prolongado tiende a causar oxidación e imperfección en la superficie y
distorsión en la fundición.
Recocido de temperatura baja o ferritizado
Un recocido satisfactorio de la perlita en ausencia de cementita libre en una fundición
nodular, se puede lograr por medio de un calentamiento levemente debajo del rango crítico,
seguido de un enfriamiento lento. El propósito es convertir una matriz perlítica en ferrita y
grafito por un proceso gradual de difusión más que una transformación.
En fundiciones no aleadas, el calentamiento se realiza debajo de la temperatura crítica
de 730 a 790°C, manteniéndola 1 hora por 25 mm de espesor, seguido de un enfriamiento
lento de aproximadamente 45°C/hora.
La disminución de la dureza durante la ferritización en una fundición no aleada es
afectada por el contenido de Si y la temperatura. Con un 2% de Si aproximadamente, la
ferritización se produce bastante rápidamente a 760°C y se puede lograr convertir el 90% de
perlita en ferrita en 20 a 30 minutos para una sección delgada. (Riveros S. y Castillo R., 2003,
1.3.6.Ensayo de resistencia al impacto
La resistencia al impacto es la energía requerida para fracturar una probeta o muestra
tipo cuando la carga se aplica repentinamente.
El ensayo de impacto Charpy es usado para medir esta energía, como también para
caracterizar la temperatura de transición en materiales. La energía de impacto a partir de
este ensayo, se correlaciona con el área bajo la curva total de esfuerzo deformación, es
decir, la tenacidad, es una medida de la cantidad de energía absorbida al fracturar un
material.
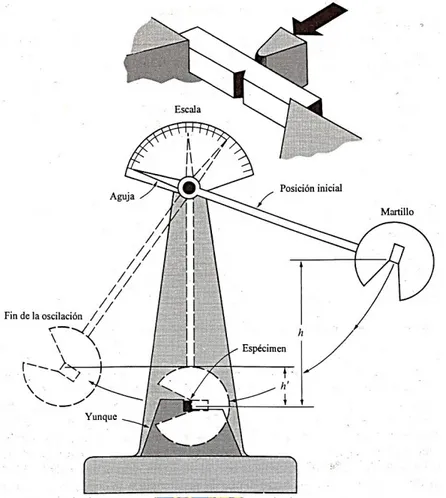
El ensayo de impacto Charpy, es un ensayo dinámico en el cual la probeta con muesca es
golpeada y fracturada mediante la aplicación de una carga instantánea. Consiste en dejar
caer un pesado péndulo, el cual a su paso golpea a una probeta de forma paralelepípeda
ubicada en la base de la máquina. El resultado neto del ensayo es someter la muestra en
sucesión rápida deformación elástica, la deformación plástica y finalmente la fractura. El
valor medido es la energía de impacto, que se calcula directamente a partir de las
diferencias de las alturas inicial y final del péndulo de oscilación.
Para tener control sobre el proceso de fractura, se hace la muesca para concentrar el
esfuerzo, en el lado de la muestra sometida al esfuerzo máximo, figura 1.5. (Callister W.,
Figura 1.5. Método Charpy para la prueba de impacto. Fuente: Callister W., 1995, p. 224.
1.3.7.Ensayo de dureza
La dureza se define como la resistencia que opone un material a la penetración. La
dureza de una fundición maleable es generalmente medida por el ensayo Brinell.
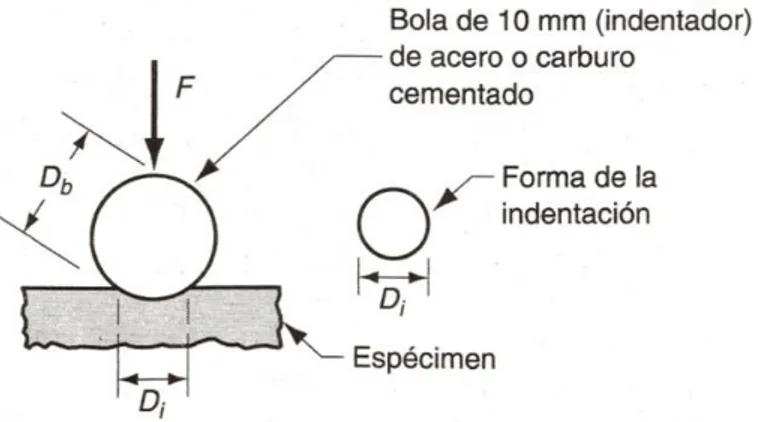
La prueba de dureza Brinell, que se usa desde 1900, se aplica principalmente para
determinar la dureza en bulto de secciones pesadas, como los elementos forjados o colados.
De todos los métodos de identación es el que necesita de menor preparación de la superficie
Esta prueba se realiza imprimiendo una bola de acero de 10 mm de diámetro con una
carga de 3000 Kg en la superficie durante un tiempo estándar, que por lo general es de 30
segundos, según figura 1.6. Para los metales no ferrosos, la carga se reduce a 500 Kg y en los
metales muy duros se usa una esfera de tungsteno. Se mide el diámetro promedio de la
impresión que resulta y de esto se puede determinar el número de dureza Brinell (NDB) con
la fórmula:
𝑁𝐷𝐵 = 𝑃
(𝜋 𝐷 2⁄ )(𝐷 − √𝐷2− 𝑑2)
En la que P= carga aplicada (Kg); D= diámetro de la esfera (mm); d=diámetro de la
impresión (mm).
Esta forma representa simplemente la carga (P) dividida entre el área de la superficie de
una impresión de diámetro d. En la práctica real, no es necesario hacer cálculos; puesto que
la carga es constante, los valores NDB que corresponden a varios diámetros de impresión se
leen en una tabla. (Groover M., 1997, p. 58)
1.4.Problema
¿Cómo afecta la temperatura de recocido en el rango de 800 a 1000°C sobre la
resistencia al impacto y dureza de una fundición nodular ASTM A536?
1.5.Hipótesis
El incremento de la temperatura de recocido en el rango de 800 a 1000°C de la
fundición nodular ASTM A536, la dureza disminuye y aumenta la resistencia al impacto,
debido a la transformación de la perlita en ferrita.
1.6.Objetivos
1.6.1.Objetivo general
Determinar el efecto de la temperatura de recocido en el rango de 800 a 1000°C sobre
la resistencia al impacto y dureza de una aleación nodular ASTM A536 utilizando técnicas de
identación e impacto y técnicas de metalografía.
1.6.2.Objetivos específicos
Determinar la temperatura de recocido mínima en la cual la fundición nodular ASTM A536
es completamente fundición nodular ferrítica.
Distinguir las temperaturas de recocido y su consecuencia en la microestructura y la forma
como las fases originales se van transformando en la obtención de una fundición nodular
ferrítica
Obtener conclusiones adecuadas sobre todos los resultados y análisis obtenidos de la
CAPITULO II
MATERIALES Y METODOS
2.1. Material de estudio
En la presente investigación se utilizaron barras cuadradas de 15 mm x 15 mm x 200 mm
de longitud de fundición nodular ASTM A536, suministradas por la empresa Fundición
Laminar SAC de Lima.
Propiedades químicas, mecánicas y metalúrgicas de la fundición nodular ASTM A536
en estudio
a. Composición química
Tabla 2.1. Composición química de la fundición nodular ASTM A536.
Elemento C Si Mn S P
% 3.15 2.15 0.40 0.01 0.015
Fuente: Fundición Laminar SAC. Lima – Perú.
b. Propiedades mecánicas
Tabla 2.2. Propiedades mecánicas de la fundición nodular ASTM A536.
Estado
Propiedades mecánicas
Dureza (HB)
Resistencia a la tracción (kg/mm2)
Resistencia a la
fluencia (kg/mm2) Elongación (%)
Fundido 198 54.16 37.20 6.2
c. Características metalográficas
Figura 2.1. Fotomicrografía de la fundición nodular ASTM A536 en estado de suministro. La
microestructura consta de perlita, ferrita y nódulos de grafito característica de
una fundición nodular ferrítica – perlítica tipo ojo de buey. Ataque químico: Nital
3%. 200X.
2.1.1. Muestra
Las probetas para los respectivos ensayos fueron obtenidos de barras cuadradas de
fundición nodular ASTM A536 de 15 mm x 15 mm x 200 mm de longitud, cuyas medidas y
geometría se muestran en la figura 2.2.
12
1
2
200
UM: mm
Figura 2.2. Medidas y geometría de las barras de fundición nodular ASTM A536 para la
15
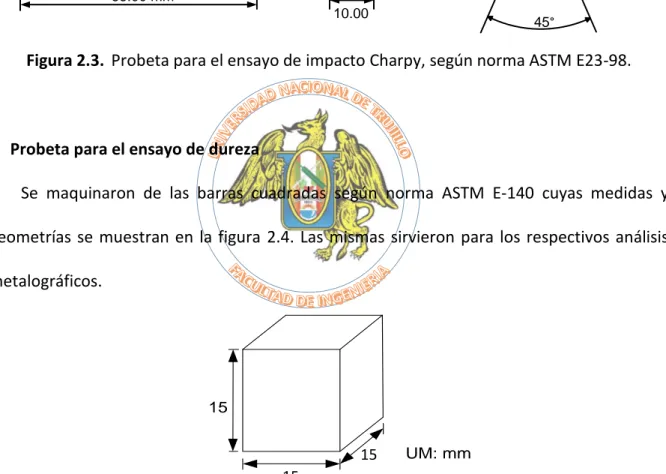
Probeta para el ensayo de impacto
Se maquinaron de las barras cuadradas de fundición nodular ASTM A536 según norma
ASTM E23-98, cuyas medidas y geometría se muestran en la figura 2.3.
27.50 mm
55.00 mm
r 0.25mm
45°
10.00
8
.0
0
1
0
.0
0
Figura 2.3. Probeta para el ensayo de impacto Charpy, según norma ASTM E23-98.
Probeta para el ensayo de dureza
Se maquinaron de las barras cuadradas según norma ASTM E-140 cuyas medidas y
geometrías se muestran en la figura 2.4. Las mismas sirvieron para los respectivos análisis
metalográficos.
12 15
UM: mm 12
Figura 2.4. Probetas para el ensayo de dureza según norma ASTM E-140, y para el análisis
microestructural.
15
2.1.2. Equipos, instrumentos, materiales consumibles y reactivos
a. Equipos
Horno eléctrico tipo mufla de 5.5 Kw, 220V. Temperatura de 0°C – 1200°C.
Cortadora de probetas BAINCUT-M.
Maquinado de probetas: Torno Mhasa: 3 HP, 220 V, 1.5 m de bancada.
Fresadora TOS: 3HP, 220V y 1.0 m de bancada.
Durómetro digital Universal TIME GROUP TBHRV – 187.5.
Equipo de ensayo de impacto Charpy: FRITZ HECKERT. 300 J.
Microscopio Metalográfico Leica de 50X – 1000X.
Cámara fotográfica digital CANON de 8 megapíxeles.
b. Instrumentos
Termocupla K.
Identador cono 120° de carburo de tungsteno, para medición de dureza.
Pirómetro Shimaden (0 – 1200°C).
c. Materiales consumibles y reactivos
Fundición nodular ASTM A536: barras cuadradas de 15 mm x 15 mm x 200 mm long.
Disco de corte: ø 115 mm x 22 mm x 2.5 mm.
Resina epóxica y peróxido de cobalto.
Papel abrasivo: 80, 100, 180, 220, 320, 400, 600 y 1000.
Hojas de sierra Sánflex.
Guantes y mandiles.
Alcohol 90°.
Reactivo de ataque químico: Nital 2%. (Alcohol – 2% HNO3).
Algodón, franela y pana.
2.2. Métodos y técnicas
2.2.1. Modelo experimental
Para el diseño del análisis de resultados de las pruebas experimentales se utilizó el
diseño factorial de un solo factor (unifactorial) con cinco niveles y tres réplicas. Se consideró
las siguientes variables:
Variable independiente:
Temperatura de recocido (°C): 800 – 850 – 900 – 950 – 1000.
Variable dependiente o variable respuesta:
o Dureza: escala Brinell (HB).
o Resistencia al impacto: Método Charpy medido en Joule (J).
Variables parametrizadas:
o Tiempo de recocido (hrs): 25.
Para el cálculo del número de probetas se utilizó la siguiente expresión:
P = A x R
Donde:
P = N° de probetas; A = Niveles de las variable independiente; R = Número de
repeticiones.
Considerando cinco (05) niveles para la variable independiente (temperatura de
recocido) con tres réplicas, entonces el tamaño de muestra será:
Número de probetas (P) = 5 x 3 = 15 probetas.
Se utilizó 15 probetas para el ensayo de impacto y 15 probetas para el ensayo de
dureza, las mismas que sirvieron para los respectivos análisis microestructurales.
2.2.2. Matriz de datos
Tabla 2.3. Modelo matricial de un solo factor para análisis de los resultados.
Temperatura de
recocido (°C)
Réplicas
1 2 3
T1 t11 t12 t13
T2 t21 t22 t23
T3 t31 t32 t33
T4 t41 t42 t43
T5 t51 t52 t53
Ti : Temperatura de recocido (hrs): 800 – 850 – 900 – 950 – 1000.
Tabla 2.4. Matriz de orden de datos del experimento de un solo factor, para determinar la
resistencia al impacto y dureza.
Temperatura de
recocido (°C)
Réplicas
1 2 3
T1 1 6 15
T2 4 14 9
T3 11 12 2
T4 3 5 7
T5 8 10 7
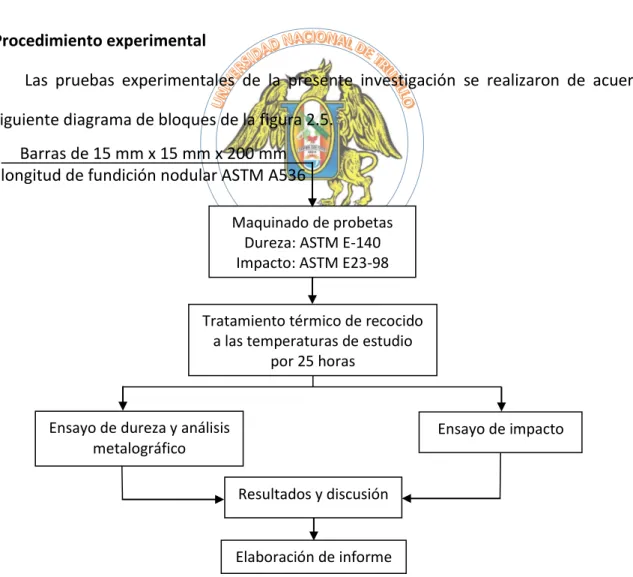
2.3. Procedimiento experimental
Las pruebas experimentales de la presente investigación se realizaron de acuerdo al
siguiente diagrama de bloques de la figura 2.5.
Figura 2.5. Diagrama de bloques del procedimiento experimental.
Maquinado de probetas Dureza: ASTM E-140 Impacto: ASTM E23-98
Ensayo de dureza y análisis metalográfico
Ensayo de impacto
Elaboración de informe Resultados y discusión
Barras de 15 mm x 15 mm x 200 mm longitud de fundición nodular ASTM A536
Tratamiento térmico de recocido a las temperaturas de estudio
a) Maquinado de probetas
De las barras cuadradas de fundición nodular ASTM A536 de 15 mm x 15 mm x 200 mm
de longitud, fabricados por la empresa Fundición Laminar SAC, se cortaron y maquinaron
para obtener las probetas para el ensayo de dureza según la norma ASTM E-140 (ver figura
2.4) y para el ensayo de impacto según norma ASTM E23-98 (ver figura 2.3).
b) Tratamiento térmico de recocido
Se realizó utilizando el horno eléctrico tipo mufla, con control automático de
temperatura, de la siguiente manera:
03 probetas para el ensayo de dureza y 03 probetas para el ensayo de impacto se
calentaron a 800°C por espacio de 25 horas y luego se enfriaron lentamente dentro del
horno.
03 probetas para el ensayo de dureza y 03 probetas para el ensayo de impacto se
calentaron a 850°C por espacio de 25 horas y luego se enfriaron lentamente dentro del
horno.
03 probetas para el ensayo de dureza y 03 probetas para el ensayo de impacto se
calentaron a 900°C por espacio de 25 horas y luego se enfriaron lentamente dentro del
horno.
03 probetas para el ensayo de dureza y 03 probetas para el ensayo de impacto se
calentaron a 950°C por espacio de 25 horas y luego se enfriaron lentamente dentro del
03 probetas para el ensayo de dureza y 03 probetas para el ensayo de impacto se
calentaron a 1000°C por espacio de 25 horas y luego se enfriaron lentamente dentro del
horno.
c) Ensayo de dureza
Este ensayo se realizó utilizando el durómetro digital universal TIME GROUP 187.5 en la
escala Brinell (HB).
d) Ensayo de impacto
Con este ensayo se obtuvo la resistencia al impacto medido en Joule, se utilizó el
método Charpy usando la máquina de péndulo FRITZ HECKERT.
e) Análisis metalográfico
Para este análisis se utilizó el microscopio metalográfico Leica de 50 – 1000X y las
mismas probetas usadas para el ensayo de dureza. Se realizó de acuerdo a la siguiente
secuencia: corte de probetas, encapsulado de probetas, desbaste, pulido grueso, pulido fino,
ataque químico con Nital 2% y toma de fotomicrografía utilizando la cámara fotográfica
digital Canon S85.
f) Evaluación de resultados
Los resultados se evaluaron estadísticamente usando el análisis de varianza para
seleccionado, para la cual se considerara un error α = 0.05 que corresponde a un nivel de
CAPITULO III
RESULTADOS
Los resultados correspondientes a las pruebas experimentales realizadas en probetas de
fundición nodular ASTM A536 a las temperaturas de recocido en estudio por un tiempo de
25 horas y con enfriamiento lento dentro del horno se presentan a continuación:
3.1. Resultados del ensayo de dureza
Este ensayo se realizó en la escala Brinell (HB), utilizando el durómetro digital universal
TIME GROUP THBRVP 187.5. Estos resultados se muestran en la tabla 3.1 y figura 3.1.
Tabla 3.1. Resultados de dureza Brinell (HB) obtenidos en probetas de fundición nodular
ASTM A536 recocido a las diferentes temperaturas en estudio durante 25 horas.
Temperatura de recocido (°C)
Dureza (HB)
D1 D2 D3 Promedio
800 158.20 152.20 162.40 157.60
850 142.70 145.40 138.60 142.20
900 120.20 124.80 122.20 122.40
950 120.30 122.10 116.90 119.80
1000 117.20 116.00 114.30 115.80
Figura 3.1. Efecto de la temperatura de recocido sobre la dureza (HB) en una fundición
nodular ASTM A536.
3.2. Resultados del ensayo de impacto
Este ensayo se realizó utilizando la máquina de Péndulo de impacto FRITZ HECKERT
según el método Charpy. Los resultados obtenidos se muestran en la tabla 3.2 y figura 3.2.
Tabla 3.2. Resultados de resistencia al impacto (J) obtenidos en probetas de fundición
nodular ASTM A536 recocido a las diferentes temperaturas en estudio durante
25 horas.
Temperatura de recocido (°C)
Resistencia al impacto (J)
J1 J2 J3 Promedio
800 78.20 81.20 82.40 80.60
850 102.70 101.10 108.40 104.10
900 138.40 128.60 135.20 134.10
950 136.10 130.50 126.20 130.90
1000 126.00 120.30 126.30 124.20
Suministro (25°C) 57.80 53.80 50.20 53.90
90 100 110 120 130 140 150 160 170
750 800 850 900 950 1000 1050
Du re za ( HB )
Figura 3.2. Efecto de la temperatura de recocido sobre la resistencia al impacto (J) en una
fundición nodular ASTM A536.
3.3. Resultados del análisis microestructural
Las fotomicrografías de las microestructuras de las probetas de fundición nodular ASTM
A536 en estado fundido (suministro) y recocidas por 25 horas a las temperaturas de 800,
850, 900, 950 y 1000°C con enfriamiento lento dentro del horno se muestran en las figuras
3.3 a 3.8, para ello se utilizó el microscopio metalográfico Leica de 50 a 1000X.
Fotomicrografía de la fundición nodular ASTM A536 en estado de suministro (fundido)
a)
60 70 80 90 100 110 120 130 140
750 800 850 900 950 1000 1050
Resi
sten
ci
a
al
impa
cto
(
J)
b)
c)
Figura 3.3. Fotomicrografía de la fundición nodular en estado suministro (fundido). a)
Nódulos de grafito característica de una fundición nodular. Sin ataque químico.
50X. La microestructura consta de perlita (oscura), nódulos de grafito (Gn)
rodeado de ferrita (clara), característica de una fundición nodular ferrítica –
perlítica, tipo ojo de buey. Dureza: 198.40 HB. Ataque químico: Nital 2%. b) 200X.
Fotomicrografías de la fundición nodular ASTM A536 recocido a las temperaturas de
800, 850, 900, 950 y 1000°C por espacio de 25 horas con enfriamiento lento dentro del
horno.
Figura 3.4. Fotomicrografía de la fundición nodular ASTM A536 recocido a 800°C por 25
horas con enfriamiento lento dentro del horno. La microestructura consta de
nódulos de grafito (Gn), ferrita alrededor de los nódulos de grafito y perlita.
Dureza: 157.60 HB. Ataque químico: Nital 2%. 200X.
Figura 3.5. Fotomicrografía de la fundición nodular ASTM A536 recocido a 850°C por 25
horas con enfriamiento lento dentro del horno. La microestructura consta de
nódulos de grafito (Gn), ferrita en mayor cantidad que la de 800°C y perlita en
Figura 3.6. Fotomicrografía de la fundición nodular ASTM A536 recocido a 900°C por 25
horas con enfriamiento lento dentro del horno. La microestructura consta de
nódulos de grafito (Gn) y ferrita (claro) característica de una fundición nodular
ferrítica. Dureza: 126.40 HB. Ataque químico: Nital 2%. 200X.
Figura 3.7. Fotomicrografía de la fundición nodular ASTM A536 recocido a 950°C por 25
horas con enfriamiento lento dentro del horno. La microestructura consta de
nódulos de grafito (Gn) y ferrita (claro) característica de una fundición nodular
Figura 3.8. Fotomicrografía de la fundición nodular ASTM A536 recocido a 1000°C por 25
horas con enfriamiento lento dentro del horno. La microestructura consta de
nódulos de grafito (Gn) y ferrita (claro) característica de una fundición nodular
CAPITULO IV
DISCUSIÓN DE RESULTADOS
4.1. Del ensayo de dureza
La tabla 3.1 y figura 3.1 muestran los resultados de dureza obtenidos en probetas de
fundición nodular ASTM A536 recocidos a las temperaturas de 800, 850, 900, 950 y 1000°C
por espacio de 25 horas y con enfriamiento lento (dentro del horno) evaluados en la escala
Brinell (HB).
En la tabla 3.1 se observa que la dureza disminuye según se incrementa la temperatura
de recocido, desde un valor de 157.60 HB para 800°C hasta 115.80 HB para 1000°C, también
muestra que la dureza de la fundición nodular en estado de suministro es 198.40 HB que es
la dureza característica de una fundición nodular ASTM A536 ferrítica – perlítica tipo ojo de
buey. (Manganon P. 2001. p. 252 - 256)
La figura 3.1 muestra el efecto de la temperatura de recocido sobre la dureza (HB) en la
fundición nodular ASTM A536, ésta muestra que a medida que se incrementa la temperatura
de recocido, la dureza disminuye desde 157.60 HB para 800°C hasta 115.80 HB para 1000°C
de temperatura de recocido. Las durezas altas obtenidas en temperaturas de recocido entre
800 y 850°C (157.60 HB y 142.20 HB respectivamente), se deben a que después del
que indica que la transformación de la austenita a ferrita no es completa, y que para la
temperatura de 850°C existe menor cantidad de perlita, según se observa en la figura 3.4 y
3.5, esto debido a la descomposición parcial de la austenita en ferrita. La dureza para 900°C
de tratamiento fue de 122.40 HB y su estructura consta en su totalidad de ferrita y nódulos
de grafito (Gn), característica de una fundición nodular ferrítica, según se observa en la figura
3.6. Para las temperaturas de recocido de 950 y 1000°C la dureza sigue disminuyendo
ligeramente desde 119.80 HB para 950°C hasta 115.80 HB para 1000°C, donde la
microestructura consta de ferrita y hojuelas de grafito (Gn) más bastas según consta en la
figura 3.7 y 3.8 respectivamente, esto es porque el carburo remanente de la austenita se
difunde y se adhiere en los nódulos de grafito (Gn) y haciendo los granos de ferrita y nódulos
de grafito más bastos, disminuyendo ligeramente la dureza.
4.2. De la resistencia al impacto
Los resultados de resistencia al impacto (J) evaluados por el método Charpy se muestran
en la tabla 3.2 y figura 3.2, donde se observa que a medida que la temperatura de recocido
por 25 horas se incrementa, la resistencia al impacto (J) aumenta hasta 900°C y después
disminuye ligeramente hasta 1000°C. El aumento de la resistencia al impacto desde 80.60 J
para 800°C hasta 134.10 J para 900°C se debe a que al aumentar la temperatura de recocido
la austenita se va transformando en ferrita de tal manera que a 900°C de tratamiento toda la
austenita se ha transformado en ferrita de forma tal que la microestructura consta de ferrita
(matriz) y hojuelas de grafito (Gn) y la ligera disminución de la resistencia al impacto de
existe mayor difusión de carbono desde la austenita hacia los nódulos de grafito
haciéndolos ligeramente más bastos, y al ligero crecimiento de los granos de la austenita se
convierten en ferrita ligeramente más bastos.
También se observa que para las probetas de suministro (fundido), el valor de
resistencia al impacto es de 53.90 HB, valor muy bajo que los obtenidos con el tratamiento
de recocido en las condiciones de estudio. Debido a que la fundición microestructuralmente
consta de nódulos de grafito (Gn) rodeada de ferrita y perlita (según figura 3.3) característica
de una fundición nodular ferrítica – perlítica tipo ojo de buey.
4.3. De la microestructura
La microestructura de la fundición nodular ASTM A536 en estado de suministro y
recocido a las temperaturas de 800, 850, 900, 950 y 1000°C por 25 horas con enfriamiento
lento (dentro del horno) hasta temperatura ambiente se muestran desde las figuras 3.3
hasta 3.8. La figura 3.3 muestra la microestructura de la fundición nodular ASTM A536 en
estado de suministro (fundido). (a) muestra la microestructura de la fundición gris sin ataque
químico: se observa nódulos de grafito característica de una fundición nodular. Las figuras
(b) y (c) muestran la microestructura de la fundición con ataque químico Nital 2%, la
estructura consta de perlita, nódulos de grafito (Gn) y ferrita que rodea a los nódulos de
La figura 3.4 y figura 3.5 muestran la microestructura de la fundición nodular recocida a
800 y 850°C respectivamente. Se observa que ambas constan de perlita, ferrita y nódulos de
grafito (Gn) y que la ferrita es mayor para 850°C característica de una fundición ferrito –
perlítica debido a la descomposición parcial de la austenita en ferrita y perlita.
La figura 3.6 muestra la microestructura de la fundición nodular ASTM A536 recocida a
900°C por espacio de 25 horas y enfriamiento lento. Esta muestra una estructura en su
totalidad de ferrita y nódulos de grafito (Gn) característica de una fundición nodular ferrítica,
debido a que a esta temperatura y al tiempo de 25 horas toda la austenita se ha convertido
en ferrita.
La figuras 3.7 y 3.8 muestran la microestructura de la fundición nodular recocidas a 950
y 1000°C respectivamente. Se observa que ambas constan de ferrita (matriz) y nódulos de
grafito (Gn) que se van haciendo más bastas según se incrementa la temperatura de
recocido, debido a que el carbono de la austenita se difunde y se adhiere en los nódulos de
grafito engrosándolos y también los granos de ferrita se hacen más bastos, siendo