UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA METALÚRGICA
“Influencia del porcentaje de carbono equivalente del acero estructural
soldado mediante proceso GMAW en la soldabilidad evaluada según el
código AWS D1.1”
TESIS PARA OPTAR EL TITULO DE INGENIERO
METALURGISTA
AUTORES:
Br.
Aguirre Gutiérrez Félix DilberBr.
Cabel Mostacero Carlos AndrésASESOR: Dr. Jorge Wilfredo Vera Alvarado
DEDICATORIA
CARLOS CABEL
A mis padres Fernando y
Martha, que me apoyaron
en todo momento, con sus
concejos y palabras de
ánimo. Por haberme
formado en el camino del
bien y ayudarme a ser un
profesional.
A mi novia, por haberme
dado su apoyo en cada
momento y brindarme su
tiempo cuando necesite de
su ayuda, así como los
ánimos que me brindo
siempre.
A Dios por haberme dado
la sabiduría para afrontar
todos los retos de la
universidad y haberme
dado la fortaleza para
sobreponerme a todos los
obstáculos que se
DEDICATORIA
FELIX AGUIRRE
Dedicado a mis queridos padres
Martin Aguirre y Santos
Gutiérrez quienes con su amor,
paciencia y esfuerzo me han
permitido llegar a cumplir hoy
un sueño más, gracias por
inculcar en mí el ejemplo de
esfuerzo y perseverancia, de no
temer a las adversidades porque
Dios está conmigo siempre.
Agradezco a mis hermanos
Wilian y Nicoll por su cariño y
motivación. También a Eileen
Goicochea por estar conmigo
apoyándome en todo momento
de manera incondicional. Agradezco a Dios por ser
mi guía y acompañarme en
el transcurso de mi vida,
brindándome fuerza y
valentía para culminar con
AGRADECIMIENTO
Nuestro profundo agradecimiento a todas las autoridades y personal que hacen la
escuela de Ingeniería Metalúrgica y a la universidad por habernos permitido formarnos
en ella y gracias a todas las personas que de manera directa e indirecta fueron los
responsables de que el día de hoy se culminara todo este proceso.
También queremos hacer un agradecimiento al ing. Edwin Alvarado Castro por su
apoyo brindado para desarrollarnos profesionalmente y seguir cultivando nuestros
valores.
De manera especial a nuestro asesor el Ing. Jorge Vera Alvarado, por habernos guiado,
no solo en la elaboración de este trabajo de titulación, sino a lo largo de nuestra carrera
RESUMEN
Se estudió la Influencia del porcentaje de carbono equivalente del acero estructural
soldado mediante proceso GMAW en la soldabilidad evaluada según el código AWS
D1.1-2015 de la sociedad americana de soldadura la cual especifica que la resistencia a
la tracción no debe ser inferior al mínimo del rango de tracción especificado del metal
base utilizado y durezas en la zona afectada por el calor menores a 350 HV.
Los resultados obtenidos muestran que hay un efecto significativo del porcentaje de
carbono equivalente del acero estructural soldado mediante proceso GMAW en la
soldabilidad. Los tres tipos de acero tienen buena soldabilidad y es posible realizar un
registro de procedimientos de soldadura calificado con las especificaciones establecidas
en el presente trabajo. Las mejores propiedades se obtienen con el acero micro aleado
DOMEX y ASTM A572. La mayor resistencia con menor contenido de carbono es
debido a la adición de pequeñas cantidades de Niobio, Titanio y Vanadio en estos
aceros.
ABSTRACT
The influence of the percentage of carbon equivalent of structural steel welded by the
GMAW process on the weldability evaluated by AWS code D1.1-2015 of the American
Welding Society was studied, which specifies that tensile strength should not be less
than the minimum of the specified tensile range of the base metal used and hardnesses
in the heat-affected zone of less than 350 HV.
The results obtained show that there is a significant effect of the percentage of carbon
equivalent of structural steel welded by the GMAW process on weldability. All three
types of steel have good weldability and it is possible to record qualified welding
procedures to the specifications stated in this paper. The best properties are obtained
with micro alloyed steel DOMEX and ASTM A572. The higher strength with lower
carbon content is due to the addition of small amounts of Niobium, Titanium and
Vanadium in these steels.
INDICE
DEDICATORIA... I AGRADECIMIENTO ... IIII RESUMEN ... IV ABSTRACT ... V INDICE ... VII
CAPÍTULO I
I. INTRODUCCIÓN ... 1
1.1. REALIDAD PROBLEMÁTICA ... 1
1.2. ANTECEDENTES ... 2
1.3. MARCO TEÓRICO ... 10
1.4. PROBLEMA ... 15
1.5. HIPÓTESIS ... 15
1.6. OBJETIVOS ... 15
1.7. JUSTIFICACIÓN DEL PROBLEMA ... 16
CAPÍTULO II II. MATERIALES Y MÉTODOS ... 17
2.1. OBJETO DE ESTUDIO ... 17
2.2. EQUIPOS E INSTRUMENTOS ... 18
2.3. MÉTODOS ... 19
CAPÍTULO III III. RESULTADOS Y DISCUSIÓN ... 24
3.1. EVALUACIÓN DE LA SOLDABILIDAD ... 24
3.2. INSPECCIÓN VISUAL Y ENSAYO DE MACROGRAFÍA ... 31
3.3. RESULTADOS DEL ENSAYO DE DUREZA ... 32
3.4. EVALUACIÓN MICROESTRUCTURAL ... 33
CAPÍTULO IV CONCLUSIONES... 36
REFERENCIAS BIBLIOGRÀFICAS ... 37
CAPÍTULO I
I. INTRODUCCIÓN
1.1. REALIDAD PROBLEMÁTICA
En la actualidad, el Perú está atravesando un periodo en el que la industria metal
mecánica (estructuras civiles, automotrices y minera) se está incrementando
sostenidamente, demandando el consumo masivo de componentes y maquinaria, que
están sometidas a severas condiciones de trabajo, impacto y abrasión debido a los
materiales presentes en los yacimientos, el cual motiva a seguir innovando para poder
encontrar nuevos diseños, materiales base y de aporte el cual sea más fácil de trabajar.
Son impredecibles e intervienen en muchas de las construcciones modernas que exigen
buena resistencia y economía en su diseño.
El principal producto siderúrgico es el acero, siendo aproximadamente el 90% de la
producción; acero al carbono y el 10%, acero aleado, entre los aceros más comunes que
se usan en la fabricación de vigas en semirremolques en la empresa METAL SUR DEL
PERU son: A36 y A572, con la misión de llegar a ser la principal empresa peruana en el
sector metal mecánica. Se decidió innovar y buscar nuevas tecnologías de desarrollo
para lograr cumplir con la misión, es así que mediante el cual se decidió cambiar los
aceros comerciales más usados hasta ese entonces, por los aceros de alta resistencias
como llega a ser Domex 500. Para lo cual, se decide cambiar y ver cómo afectaría dicho
material y si cumple con las condiciones de trabajo de las estructuras.
Los aceros micro aleados de bajo contenido de carbono, denominados también HSLA,
por sus siglas en ingles de lata resistencia y baja aleación, permiten alcanzar mayores
niveles de resistencia y al mismo tiempo soldables. Previo al desarrollo de estos aceros,
se precisaban mayores niveles de resistencia y se aumenta el contenido de carbono del
acero, afectaba negativamente la soldabilidad. Al demandar aceros de mayor resistencia
y con menor contenido de carbono, se empezaron a introducir pequeñas cantidades de
Niobio, Titanio y Vanadio, la función principal de estos elementos es influir y distintos
fenómenos, como son el control de la recristalización, las transformaciones de fase y la
formación de precipitados con efecto endurecedor.
Gracias a ello, se pueden obtener elevados valores de resistencia, comparable a la de los
aceros con mayor contenido de carbono, pero con contenidos en carbono tan bajos que
posible obtener piezas de menor sección, consiguiendo así mejores rendimientos y
diseños más eficientes.
El Código de Soldadura Estructural AWS D1 1/D1 – 1M: 2015 Código de soldadura
estructural de acero recomienda los tipos de ensayos a realizar y el criterio de
evaluación de los mismos para obtener una junta soldada que cumpla con los
requerimientos establecidos de calidad.
1.2. ANTECEDENTES
La soldadura es un proceso de fabricación en donde se realiza la unión de dos
materiales, (generalmente metales o termoplásticos), usualmente logrado a través de la
coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y pudiendo
agregar un material de relleno fundido (metal o plástico), para conseguir un baño de
material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija.
A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la
soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la
soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de
bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir
las piezas de trabajo (Pickering, 1978).
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo
una llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos de fricción
o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal
generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o
termoplásticos generalmente proviene del contacto directo con una herramienta o un gas
caliente. Mientras que con frecuencia es un proceso industrial, la soldadura puede ser
hecha en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en el
espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo peligrosa,
y se deben tomar precauciones para evitar quemaduras, descarga eléctrica, humos
venenosos, y la sobreexposición a la luz ultravioleta.
Hasta el final del siglo XIX, el único proceso de soldadura era la soldadura de fragua,
que los herreros han usado por siglos para juntar metales calentándolos y golpeándolos.
La soldadura por arco y la soldadura a gas estaban entre los primeros procesos en
desarrollarse tardíamente en el siglo, siguiendo poco después la soldadura por
resistencia. La tecnología de la soldadura avanzó rápidamente durante el principio del
siglo XX mientras que la Primera Guerra Mundial y la Segunda Guerra Mundial
guerras, fueron desarrolladas varias técnicas modernas de soldadura, incluyendo
métodos manuales como la Soldadura manual de metal por arco, ahora uno de los más
populares métodos de soldadura, así como procesos semiautomáticos y automáticos
tales como Soldadura GMAW, soldadura de arco sumergido, soldadura de arco con
núcleo de fundente y soldadura por electro escoria.
Actualmente el proceso de soldadura GMAW, con alambre solido o tubular tienen
grandes ventajas respecto a otros procesos de soldadura, por su alta calidad y economía
en la soldadura que se obtiene, (Stebacka, N.. Persson, K.A 1989).
La función primaria del gas de protección es proteger a metal fundido de nitrógeno y
oxígeno en la atmósfera cuando la pileta de soldadura está siendo formada.
Básicamente, el gas también a establecer el arco y obtener una transferencia de metal
uniforme.
La calidad, eficiencia y las variables de soldadura están fuertemente relacionadas con el
gas de protección, hasta determina el modo de transferencia del metal. También
determina la forma del cordón y la penetración. Durante la soldadura el gas de
protección interactúa con el alambre de aporte produciendo resistencia, tenacidad,
resistencia a la corrosión, de los depósitos de soldadura. El gas de protección también
afecta el contenido de hidrogeno, nitrógeno y oxigeno residual disuelto en el metal de
soldadura (Little, K. A. Stapon, W. F. G. 1990).
Gas Metal Arc Welding (GMAW) o Soldadura por arco bajo protección gaseosa; es un
proceso de soldadura por arco establecido entre un metal de aporte continuamente
suministrado y la pileta soldada. Se utiliza la protección de un gas externamente
suministrado y sin la aplicación de presión. Los equipos para este tipo de soldadura son
autorregulados de manera automática tanto en las características eléctricas del arco
como en la velocidad de deposición (Oerlikon. 2001).
Los controles manuales son requeridos por el soldador en operación semiautomática
para posicionar la torcha, guiarla y darle velocidad de avance. La longitud de arco y
nivel de corriente son automáticamente mantenidos. Una característica importante para
GMAW es que toda la protección para la soldadura es provista por una atmósfera de gas
protector que también es suministrado a través de la pistola de soldadura desde alguna
fuente externa. Los gases usados incluyen los del tipo inerte como el argón y el helio y
los reactivos como el oxígeno y el dióxido de carbono.
Los electrodos usados en este proceso son alambres sólidos que se proveen en bobinas o
revestido, hay un método de identificación de los electrodos de soldadura por arco con
alambre y protección gaseosa aprobado por la American Welding Society. Se distingue
por las letras “ER” seguidas por dos o tres números, la letra “S” un guión, y finalmente otro número, “ER” designa al alambre que es a la vez electrodo y varilla, esto significa
que puede conducir electricidad (electrodo), o ser simplemente aplicado como metal de
aporte (varilla) cuando es usado con otro proceso.
Se trata de un proceso de soldadura que produce un arco entre el material a soldar y un
hilo consumible utilizado como metal de aporte, este hilo se va incorporando de forma
continua a medida que se va consumiendo. En el extremo del electrodo se suministra un
gas inerte, generalmente argón, para proteger el arco. Este tipo de soldadura también se
denomina MIG por hacer referencia explícita a la naturaleza inerte del gas protector
tradicionalmente utilizado. Dicho procedimiento permite trabajar de forma
semiautomática o automática y puede utilizarse para soldar metales de importancia
comercial como acero al carbono, acero inoxidable, aleaciones de níquel, titanio,
aluminio y cobre. Los beneficios más importantes de este proceso son:
El kilogramo por hora de metal depositado que reduce el costo de mano de
obra.
Es el único proceso de electrodo consumible que puede servir para soldar
todos los metales y aleaciones comerciales.
Por ser el electrodo un alambre continuamente suministrado no existe
limitación de tamaño.
Permite soldar en todas posiciones.
Las velocidades de soldadura son más altas.
Se logran tasas de deposición superiores al proceso con electrodo
revestido.
Cuando se utiliza transferencia spray, se logra mayor penetración que con
la soldadura manual, lo que permite el uso de soldaduras de filete más
pequeñas para obtener una resistencia mecánica equivalente.
No requiere limpieza después de la soldadura ya que no se produce
escoria.
Es más difícil de usar en lugares de difícil acceso porque la torcha debe
estar cerca de la unión entre (10-19) mm para asegurar buena protección
del metal fundido.
El arco de soldadura debe protegerse contra corrientes de aire que puedan
dispersar el gas protector, lo que limita su aplicación en la intemperie.
Se define como acero estructural a lo que se obtiene al combinar el hierro, carbono y
pequeñas proporciones de otros elementos tales como silicio, fósforo, azufre y oxígeno,
que le contribuyen un conjunto de propiedades determinadas, tales como alta resistencia
mecánica, soldabilidad, buena resistencia a la corrosión y ductilidad a temperatura
ambiente, aunque a altas temperaturas estas propiedades se ven afectadas.
Los aceros estructurales son un material básico de uso de construcción de estructuras
como edificios y muelles que se emplean perfiles estructurales de secciones L, U, T, H,
I, además de cables y tirantes en el caso de los puentes; varillas y mallas para hormigón
reforzado y láminas plegadas usadas en techos y pisos. Las Ventajas del acero como
material estructural son:
Tiene una gran firmeza: La gran firmeza del acero por la unidad de peso significa que
el peso de las estructuras se hallará al mínimo, esto es de mucha eficacia en puentes de
amplios claros.
Semejanza: Las propiedades del acero no cambian perceptiblemente con el tiempo.
Durabilidad: Si el mantenimiento de las estructuras de acero es adecuado duraran unos
tiempos indefinidos.
Ductilidad: La ductilidad es la propiedad que tiene un material de soportar grandes
deformaciones sin fallar bajo altos esfuerzos de tensión. La naturaleza dúctil de los
aceros estructurales comunes les permite fluir localmente, evitando así fallas
prematuras.
Tenacidad: Los aceros estructurales son tenaces, es decir, poseen resistencia y
ductilidad. La propiedad de un material para absorber energía en grandes cantidades se
denomina tenacidad (Hey, A. 1995).
El acero ASTM A-572: está disponible en varios grados dependiendo del tamaño del
perfil y grueso de la placa. El grado 50 es soldable y de baja aleación, aleado con
Niobio y Vanadio como afinadores de grano. Este es el grado de acero estructural más
utilizado actualmente en el mercado estadounidense Es un acero Estructural de Alta
Resistencia y de Baja Aleación. Este acero es utilizado en aplicaciones, tales como
las entalladuras es importante. Los requisitos asociados con esta propiedad debido a la
variedad de grados que contempla este tipo de acero deben ser especificados entre el
comprador y el productor (Hey, A. 1995).
Las características de placas de este acero son su alta resistencia, buen manejo y
facilidad de soldado a precios moderados. La resistencia a la corrosión atmosférica es la
misma de las placas de acero al carbón. Sus mejores propiedades mecánicas, en
comparación con el producto ASTM A 36, permiten reducir espesores y disminuir peso
de estructuras remachadas, empernadas o soldadas como por ejemplo puentes,
carrocerías, equipos de transporte y estructuras en general.
Tabla 1.1: Composición química del acero A572
Grado %C máx.
%Mn
máx. %P máx. %S máx. %Si máx.
42 0.21 1.35 0.04 0.05 0.4
50 0.23 1.35 0.04 0.05 0.4
60 0.26 1.35 0.04 0.05 0.4
65 0.26 1.35 0.04 0.05 0.4
Elemento Contenido
Tipo 1 Columbio (Niobio) 0.005 - 0.05
Tipo 2 Vanadio 0.01 - 0.15
Tipo 3 Niobio (0.05% máx.) más Vanadio 0.02 - 0.15
Fuente: Ficha técnica ASTM A572
Los valores expresados en las propiedades mecánicas y físicas correspondes a los
valores promedio que se espera cumple el material. Tales valores son para orientar a
aquella persona que debe diseñar o construir algún componente o estructura, pero en
ningún momento se debe considerar como valores estrictamente exactos para uso en el
diseño.
Tabla 1.2: Propiedades mecánicas del acero ASTM A572
Límite de Fluencia (mín.)
Resistencia a la Tracción
(mín.) Elongación Min. %En 200 mm (8in)
Grado Mpa PSI Mpa PSI
42 290 42000 415 60000 20
50 345 50000 450 65000 18
60 415 60000 520 75000 16
Espesor (In)
% Elongación mín. 200 mm (8in) Grado 42 Grado 50 Grado 60 Grado 65
1/2 - 3/8 20 18 16 15
5/16. 19.5 17.5 15.5 14.5
1/4. 17.5 15.5 13.5 12.5
3/16. 15 13 11 10
1/8. 12.5 10.5 8.5 7.5
Fuente: Ficha técnica ASTM A572
Principalmente sus aplicaciones son en estructuras soldadas, soportes, chasis,
plataformas para la industria. No es recomendada en la construcción de calderas o
tanques de alta presión. La selección de espesores debe de ser calculada y seleccionados
por el autor del diseño. Especial para la fabricación de vigas no comerciales o
especialmente diseñadas. Apto para el uso a bajas temperaturas 20°C.
El acero ASTM A36, es estructural de buena soldabilidad, adecuado para la fabricación
de vigas soldadas para edificios, estructuras remachadas, y atornilladas, bases de
columnas, piezas para puentes y depósitos de combustibles. Si se desean mejoramiento
en las propiedades, mejorando la estructura, se debe especificar anteriormente.
Tabla 1.3: Composición química del acero ASTM A36
Acero %C máx. %Si máx.
%Mn
máx. %S máx. %P máx. %Cu máx. ASTM
A36 0.29 0.35 0.80/1.20 0.05 0.04 0.2
Fuente: Ficha técnica ASTM A36
El acero Domex
Domex es la marca de la banda de acero laminada en caliente de SSAB Tunnplant. Los
aceros Domex de alta resistencia son aceros de baja aleación para conformación en frio,
cuyo campo de aplicación principal se encuentra en las industrias de ingeniería
mecánica y del automóvil. La gama completa se extiende desde los aceros Domex MC
para conformación en frío hasta los aceros resistentes al desgaste, a la corrosión
atmosférica, aceros para protección balística y aceros para aplicaciones eléctricas.
Domex es el resultado de un continuo proceso de desarrollo, como evidencia su amplia
mayores niveles de resistencia se encuentras hoy en fase de desarrollo y sin lugar a
dudas, abrirán oportunidades completamente nuevas.
Los aceros Domex se caracterizan por su:
- Excelente capacidad de conformación respecto a su alta resistencia.
- Buena soldabilidad gracias al bajo contenido en elementos de aleación.
- Buena resistencia a bajas temperaturas.
- Aptitud para corte en laser
- Pueden ser soldados con cualquier otro acero estructural.
Aspectos generales sobre la soldadura de los aceros Domex
- Buena soldabilidad
- Puede utilizarse cualquier método de soldadura
- Se deberá controlar el aporte de energía.
- Corte mecanizado (fresado)
- Corte térmico (corte con gas, láser, plasma)
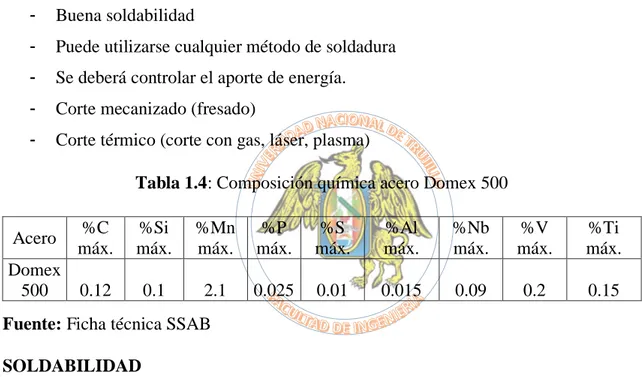
Tabla 1.4: Composición química acero Domex 500
Fuente: Ficha técnica SSAB
SOLDABILIDAD
Es la facilidad con la que un material puede ser unido, alcanzando propiedades
mecánicas que se requieren para su operación en servicio. Cuando soldamos por fusión,
involucre necesariamente aporte de calor para unir dos partes entre sí. Sin embargo, este
calor que aplicamos localmente a la zona de unión se transmite y viaja a través del
metal, aumentando también su temperatura, afectando su microestructura y ésta, a su
vez, sus propiedades mecánicas (AWS D1.1. 2015).
La Soldabilidad de una material encierra tres aspectos esenciales, esto son:
1. Soldabilidad Metalúrgica: Es la capacidad de los materiales de no presentar
transformaciones estructurales en la unión soldada o variaciones en las
propiedades físico-químicas, como si se presenta en los aceros aleados donde
existe la posibilidad de formar estructuras de martensita y en los aceros Acero %C
máx. %Si máx. %Mn máx. %P máx. %S máx. %Al máx. %Nb máx. %V máx. %Ti máx. Domex
inoxidables austeníticos, que, al precipitarse los carburos de Cr, disminuye su
resistencia a la corrosión.
2. Soldabilidad Operatoria: Responde a la operación de soldadura, en lo que respecta
a cuestiones tecnológicas y de ejecución de las uniones soldadas por cualquier proceso
de soldadura. Ejemplo: El caso del Aluminio, Aceros Aleados al Cr, en donde los
óxidos que forman dificultan la soldadura y se debe por ello recurrir al uso de limpieza,
fundentes y técnicas auxiliares.
3. Soldabilidad Constructiva: Concierne a las propiedades físicas del material base,
tales como dilatación y contracción que provocan deformaciones y tensiones, las cuales
pueden generar agrietamientos de la unión soldada, como ocurre en el caso del Hierro
Fundido que por su poca plasticidad no tiene capacidad de absorber deformaciones y
hay que recurrir a recursos tecnológicos de pre y postcalentamiento para evitar esta
soldabilidad condicionada.
El carbono equivalente en el acero indica la sensibilidad para formar grietas por
hidrogeno. Un valor bajo de carbono equivalente, reduce el riesgo por grietas de
hidrogeno. Como el carbono es el elemento que más incluye en la templabilidad y en la
dureza final del acero, se ha considerado como conveniente denominar carbono
equivalente (CE) al índice que permite correlacionar la composición química de un
acero con su tendencia a presentar estructuras frágiles cuando éste es sometido a un
proceso de soldadura (AWS D1.1. 2015).
El Código API 1104- Apéndice B presenta la ecuación desarrollada por el instituto
internacional de soldadura
Como regla general, un acero se considera soldable si el carbono equivalente según la
fórmula es menor a 0.4%. Este valor estaría indicando como los elementos de aleación
presentes en el acero afectan las transformaciones características favoreciendo la
formación de microestructuras susceptibles a fisuración por hidrogeno en la ZAC.
El carbono equivalente provee una indicación del tipo de micro estructura esperada en
la ZAC en función de a velocidad de enfriamiento desde una temperatura máxima.
La soldabilidad también se ve afectada por la historia térmica del material y tensiones
mecánicas desarrolladas antes, durante y después de realizada la unión. También posee
un rol importante la adecuada elección del consumible.
Cuando el carbono equivalente (CE) se determina con la ecuación (1), la soldabilidad es
aceptable si el valor de CE es menor de 0.50.
La ecuación 2 propuesta por el Instituto de la Soldadura (Internacional Institute of
Welding, IIW) probablemente es la más utilizada.
Fig. 1.1: Carbono equivalente propuesta por el Instituto de la Soldadura
1.3. MARCO TEÓRICO
1.3.1. Velocidad de enfriamiento
La energía térmica aplicada a la zona soldada es distribuida por conducción en la
soldadura. Durante el enfriamiento la disminución de la temperatura se produce por una
combinación de pérdida de calor al ambiente, transferencia de calor al metal base y al
metal de soldadura. De esta forma, la velocidad de enfriamiento que tiene lugar en la
soldadura es una función de la velocidad de disipación de energía. La estructura
metalúrgica final de la zona soldada es determinada principalmente por la velocidad de
enfriamiento desde la temperatura máxima o pico alcanzada durante el ciclo térmico de
la soldadura. Esta velocidad de enfriamiento varía con la temperatura y es
particularmente importante en aceros tratables térmicamente. Una de las aplicaciones
prácticas de la ecuación de la velocidad de enfriamiento es el cálculo de la temperatura
de precalentamiento. Si la placa es relativamente gruesa, la velocidad de enfriamiento
de la junta soldada medida sobre la línea central puede ser aproximada por medio de la
Ecuación siguiente: (Adams y Cooling, s.f).
Ve= K(Tc – To)2 / Hnet
Dónde: Ve, velocidad de enfriamiento [ºC/s]; k, conductividad térmica [0,028 J/mm s
ºC]; Tc, temperatura a la que se calcula la velocidad de enfriamiento [ºC]; To,
Cuando las temperaturas de estudio de la velocidad de enfriamiento son bajas
(T<550ºC) la Ecuación se puede aplicar a todo el metal de soldadura y a la zona
afectada por el calor inmediata
1.3.2. Temperatura pico
Para predecir o interpretar transformaciones metalúrgicas en un punto en el metal sólido
cercano a una soldadura se requiere algún conocimiento de la temperatura máxima
alcanzada en dicha posición. Para estimar la distribución de temperaturas pico en el
metal base adyacente a la soldadura se utiliza la ecuación siguiente (Ibid Adams).
Dónde: Tp, temperatura pico o máxima [ºC]; To, temperatura de precalentamiento [150
ºC]; t, espesor del material [mm]; ρ, densidad del metal base [[g/mm3]; C, calor
específico del material [J/g ºC]; Y, distancia desde el borde de fusión [mm]; Tm,
temperatura de fusión [ºC] y Hnet, calor aportado neto [J/mm].
Esta ecuación no es aplicable a puntos dentro del metal de soldadura, sino que sólo en la
zona afectada por el calor adyacente. En el borde de fusión (Y=0) la temperatura pico Tp
es igual a la temperatura de fusión Tf . Esta ecuación deriva de la aplicación de flujo de
calor bidimensional, por lo que es aplicable a procesos de corte o a soldadura con
penetración completa, de una pasada.
1.3.3. Ancho de la zona afectada por el calor
La temperatura máxima que se alcanza en un punto por el paso de la fuente de calor,
puede influir en el ancho de la zona afectada por el calor. Las propiedades mecánicas de
muchos aceros al carbono y de baja aleación no se ven afectadas si la temperatura pico
es menor de aproximadamente 730ºC el ancho de la ZAC es proporcional al calor
aportado (AWS, Welding handbook, 2001).
La superficie de la pileta líquida se encuentra normalmente a una temperatura mucho
mayor que el punto de fusión del metal de soldadura. Consecuentemente, tiene lugar
una vaporización pronunciada de elementos de aleación, especialmente cuando se
utiliza una fuente de alta densidad de energía. Estas pérdidas pueden resultar en el
cambio de la composición del metal de soldadura, pudiendo afectar las propiedades de
la soldadura (Debroy, 1995).
. 1 . . . 13 . 4 1 0
0 H T T
Y t T
T NET m
1.3.4. Evolución microestructural
De múltiples trabajos que se han desarrollado sobre consumibles aceros de alta
resistencia en los últimos 25 años la mayoría se dedicaron a obtener una máxima
tenacidad y ductilidad para un nivel de resistencia dado, a través del control
microestructural del metal de soldadura. La microestructura final del metal de soldadura
dependerá de complejas interacciones entre muchas variables importantes como:
a) El contenido de aleación total, b) Concentración, composición química y distribución
de tamaños de las inclusiones no metálicas, c) Microestructura de solidificación, d)
Tamaño de grano austenítico primario y e) El ciclo térmico. En este sentido la evolución
microestructural estará influenciada por fenómenos como las reacciones metal-gas o
metal-escoria, el proceso de solidificación, la formación de inclusiones y las
transformaciones de fase en estado sólido, siendo las variables operativas del proceso
controlantes de dichos fenómenos. (Grong y Matlock, 1986)
1.3.5. Solidificación
En soldadura a medida que la fuente de calor interactúa con el material la severidad del
ciclo térmico que experimental el material varía de zona en zona, pudiendo identificarse
tres regiones principales en la soldadura. Estas son la zona fundida (ZF) o columnar
(ZC), la zona afectada térmicamente (ZAT) y el metal base (MB) no afectado por la
presencia de la fuente de calor. La zona fundida (ZF) es la que experimenta la fusión y
posterior solidificación. Además, debido a que la fuente está en movimiento la
solidificación es un proceso dinámico, que está relacionado depende con la velocidad de
soldadura. Cuando se requiere precalentamiento los gradientes de temperatura se ven
afectados (Kou, 1987).
Las características de la solidificación en soldadura son únicas en este proceso
tecnológico (Debroy, 1995). Sin embargo, la mayoría del conocimiento sobre la
solidificación de la pileta de soldadura proviene de la extrapolación del conocimiento de
solidificación de fundiciones, lingotes y monocristales con menores gradientes térmicos
y menores velocidades de crecimiento (Davies, y Garland, 1975 y David y Vitek, 1989).
Además, las teorías de solidificación rápida han sido extendidas a la solidificación de
soldaduras a muy altas velocidades de enfriamiento (Mehrabian, 1982). El uso del
modelo de aleación monocristalina resultó en un nuevo enfoque del rol de la geometría
de la pileta líquida y del proceso de selección de crecimiento de dendritas en el
1.3.6. Defectos de solidificación
Entre una amplia variedad de defectos que pueden encontrarse en la fundición, muchos
de ellos resultan por una mala práctica. Sin embargo, hay tres tipos de defectos de
solidificación más importantes: a) Porosidad producida por atrape o generación de
burbujas de gas en el líquido, b) Fisuras por contracción formadas cuando el metal es
auto traccionado por tensiones térmicas durante el enfriamiento y c) Cavidades por
rechupes que aparecen como resultado de la contracción volumétrica asociada con la
transformación líquido-sólido. Estos defectos pueden ser evitados mediante el
desgasado, el control de los gradientes térmicos y la promoción de la solidificación
direccional, respectivamente. Las cavidades por rechupes sólo son esperables en
soldadura cuando la pileta es muy grande (Davies y Garland, 1975).
1.3.7. Predicción de la microestructura
Los factores principales que influyen en el desarrollo microestructural durante el
enfriamiento a temperatura ambiente del metal de soldadura son (Easterling, 1983): a)
El proceso de soldadura en sí mismo que definirá el tamaño y la geometría de la pileta
líquida, b) La composición final del metal fundido que es influenciada por el metal de
aporte, el metal base, los fundentes, gases, humedad ambiente, etc., y sus efectos en el
sobreenfriamiento constitucional y en la segregación, c) La velocidad de soldadura y sus
efectos sobre la velocidad de solidificación, la morfología de los granos y la
segregación, d) El ciclo térmico de la soldadura y su influencia sobre el engrosamiento
microestructural y los productos de transformación a través de la velocidad de
enfriamiento y e) El efecto de la composición química del metal de soldadura sobre la
templabilidad del material, especialmente durante el recalentamiento o en soldaduras
multipasadas.
Puede utilizarse como herramientas las curvas CCT o TTT, de acuerdo al caso de
aplicación o a la finalidad buscada, para predecir el desarrollo microestructural del
metal de soldadura para una dada composición química del metal de soldadura e historia
térmica. Sin embargo, es complicado poder combinar todos los aspectos mencionados
anteriormente como controlantes de dicho desarrollo en un solo diagrama, por lo que el
alcance de estos diagramas es limitado pero útil a fin de mostrar la tendencia de las
curvas cinéticas C a moverse en tiempos o temperaturas, o cambios de forma y tamaño
1.3.8. Zona afectada por el Calor
Cuando partes estructurales son soldadas por fusión, en la junta, el material de ambos
componentes es calentado hasta su punto de fusión bajo condiciones de restricción
impuestas por la geometría del sistema. Debido a este severo ciclo térmico la estructura
original del material y sus propiedades son modificadas en una región cercana a la
soldadura. Este volumen de material afectado térmicamente se lo denomina usualmente
como zona afecta por el calor (ZAC). Esta zona es convenientemente divida en
sub-zonas, las que se pueden observar en la Figura 1.2 para el caso de un acero.
Figura 1.2: Diagrama esquemático de la zona afectada por el calor y las sub-zonas
derivadas indicadas sobre un diagrama Fe-Fe3C (Easterling, 1983)
1.3.9. Propiedades mecánicas
El avance en el modelado de las propiedades mecánicas ha sido relativamente lento,
especialmente si este no es del tipo empírico. Un primer paso ha sido la obtención de
ecuaciones de regresión que relacionan la composición química y las propiedades
mecánicas. El análisis de regresión tiene la limitación del conjunto de datos
experimentales sobre el que es realizado, perdiendo un carácter más general del tipo
1.3.10.Resistencia y tenacidad
La resistencia de cualquier acero está controlada por una serie de factores, como son el
porcentaje de carbono, elementos aleantes, entre otros. Los endurecimientos por
precipitación y por solución sólida están gobernados principalmente por el contenido de
aleantes, mientras que un endurecimiento adicional puede obtenerse por refinamiento
del grano y de la subestructura de dislocaciones, la que es función tanto del contenido
de aleación como de la historia termomecánica (Abson y Pargeter, 1986).
En soldadura, en general, la resistencia y la dureza de los depósitos es alta. Esto se debe
a la abundancia de impurezas y elementos de aleación los que, en combinación con las
rápidas velocidades de enfriamiento, tienden a promover menores temperaturas de
transformación. Muchos de los productos de transformación a estas bajas temperaturas,
particularmente la bainita, tienen una muy alta densidad de dislocaciones, que, junto con
el endurecimiento por solución sólida, causa la alta dureza y resistencia de los
depósitos. Un factor adicional que probablemente contribuye a la dureza del metal de
soldadura es la deformación plástica debida a las tensiones residuales, la que aumenta la
densidad de dislocaciones en todos los componentes microestructurales (Easterling,
1983).
La resistencia a la iniciación de fractura por clivaje está controlada por el límite de
fluencia, el tamaño del grano, el tamaño y naturaleza de las incipientes microfisuras y
por la resistencia al clivaje inherente de la ferrita (Abson y Pargeter, 1986).
1.4. PROBLEMA
¿Cómo influye el porcentaje de carbono equivalente del acero estructural soldado
mediante proceso GMAW en la soldabilidad evaluada según el código AWS D1.1.?
1.5. HIPÓTESIS
Al variar el porcentaje de carbono equivalente de acero estructural soldado mediante
proceso GMAW varia la soldabilidad evaluada según el código AWS D1.1.
1.6. OBJETIVOS
1.6.1. Objetivo general
Determinar la Influencia del porcentaje de carbono equivalente de acero
estructural soldado mediante proceso GMAW en la soldabilidad evaluada según
el código AWS D1.1.
1.6.2. Objetivos específicos
Realizar un análisis microestructural y dureza en cada acero estructural
Determinar la soldabilidad de los aceros ASTM A 36,ASTM A 572 Gr 50 y
DOMEX, según el código AWS D1.1.
1.7. JUSTIFICACIÓN DEL PROBLEMA
El presente estudio intenta establecer procedimientos de soldadura debidamente
estudiados y calificados con la finalidad de proporcionar al sector de la construcción
una herramienta adecuada para la unión por soldadura de aceros estructurales y evaluar
la soldabilidad de estos aceros, nos planteamos el estudio de la soldabilidad de tres tipos
CAPÍTULO II
II. MATERIALES Y MÉTODOS
2.1. OBJETO DE ESTUDIO
El objeto de estudio de éstos 03 tipos de acero de diferente carbono equivalente, es
estudiar la soldabilidad de estos aceros, los cuales fueron proporcionados por la empresa
metal mecánica METAL SUR DEL PERÚ S.A.C en planchas de 4 x 8 pulgadas las
cuales fueron soldadas utilizando el proceso de arco con protección gaseosa con
soldadura de canal y junta a tope en posiciones 1G. La composición química y
propiedades mecánicas según norma y certificado de calidad del producto se muestra en
las tablas 2.1 HASTA 2.5.
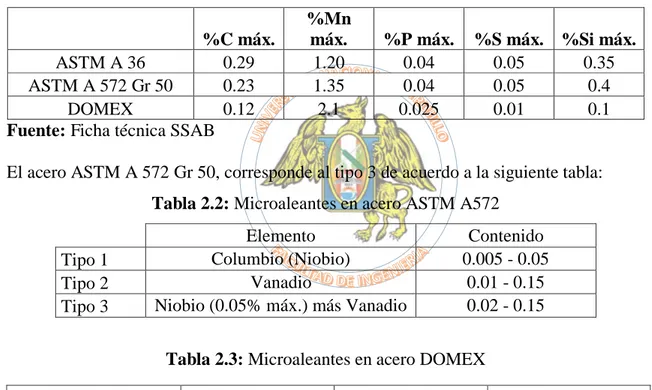
Tabla 2.1: Composición química
%C máx.
%Mn
máx. %P máx. %S máx. %Si máx.
ASTM A 36 0.29 1.20 0.04 0.05 0.35
ASTM A 572 Gr 50 0.23 1.35 0.04 0.05 0.4
DOMEX 0.12 2.1 0.025 0.01 0.1
Fuente: Ficha técnica SSAB
El acero ASTM A 572 Gr 50, corresponde al tipo 3 de acuerdo a la siguiente tabla:
Tabla 2.2: Microaleantes en acero ASTM A572
Elemento Contenido
Tipo 1 Columbio (Niobio) 0.005 - 0.05
Tipo 2 Vanadio 0.01 - 0.15
Tipo 3 Niobio (0.05% máx.) más Vanadio 0.02 - 0.15
Tabla 2.3: Microaleantes en acero DOMEX
Tabla 2.4: Propiedades mecánicas
Límite de Fluencia (mín.)
Resistencia a la Tracción
(mín.) Elongación Min.
Mpa PSI Mpa PSI
ASTM A 36 250 36000 400 58000 20
ASTM A 572
Gr 50 345 50000 450 65000 18
DOMEX 500 60000 550 79200 14
Fuente: ficha técnica SSAB
%Al máx. %Nb máx. %V máx. %Ti máx.
Las especificaciones del procedimiento de soldadura, se elaboraron tomando como
referencia la Norma de Soldadura Estructural para Acero ANSI/AWS D1.1-2015, de la
Sociedad Americana de Soldadura, esta norma nos proporciona los parámetros y el tipo
de ensayos a realizar y el criterio de evaluación de los mismos para obtener una unión
soldada que cumpla con los requerimientos especificados. Carbono equivalente (C.E.)
se determinó por la siguiente fórmula:
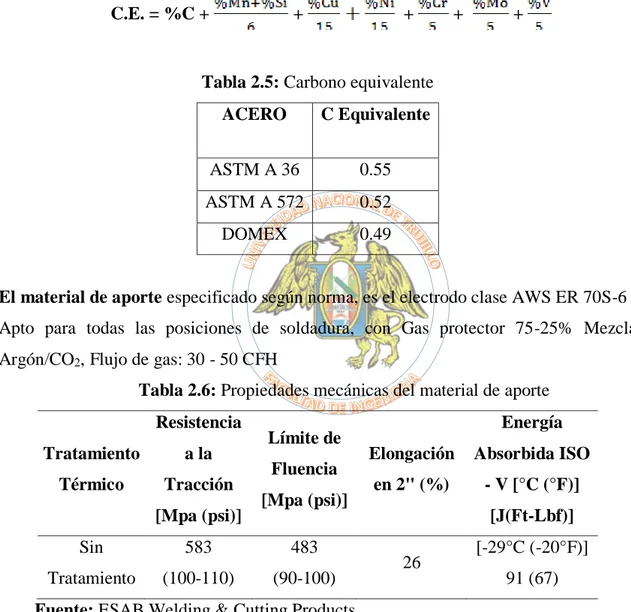
C.E. = %C + + + + +
Tabla 2.5: Carbono equivalente
ACERO C Equivalente
ASTM A 36 0.55
ASTM A 572 0.52
DOMEX 0.49
El material de aporte especificado según norma, es el electrodo clase AWS ER 70S-6
Apto para todas las posiciones de soldadura, con Gas protector 75-25% Mezcla
Argón/CO2, Flujo de gas: 30 - 50 CFH
Tabla 2.6: Propiedades mecánicas del material de aporte
Tratamiento Térmico Resistencia a la Tracción [Mpa (psi)] Límite de Fluencia [Mpa (psi)] Elongación
en 2" (%)
Energía
Absorbida ISO
- V [°C (°F)]
[J(Ft-Lbf)] Sin Tratamiento 583 (100-110) 483
(90-100) 26
[-29°C (-20°F)]
91 (67)
Fuente: ESAB Welding & Cutting Products.
2.2. EQUIPOS E INSTRUMENTOS
Máquina de soldar XMT 450
Máquina de corte LECCO MSX 205
Máquina hidráulica para ensayo de tracción
Microscopio Metalográfico invertido Karl Zeiss modelo AXIOVERT A1
2.3. MÉTODOS
El método es inductivo - deductivo, inductivo porque de los resultados obtenidos
en las muestras podemos inferir con una probabilidad de error a la población, y
deductivo porque de las teorías aceptadas en la comunidad científica sobre
metalurgia de la soldadura es posible comprender teóricamente los resultados y
particularizar a las muestras que se incluyen como propuesta de estudio en el
presente trabajo de investigación
2.3.1. Diseño experimental: El diseño de contrastación usado con la finalidad de
recolectar datos confiables, Diseño con estímulos diferentes, sin pre prueba
y con post prueba. El factor es el carbono equivalente y la variable
dependiente es la soldabilidad evaluada de acuerdo al código AWS D1.1
mediante la resistencia a la tracción, tensión de fluencia y macrografía.
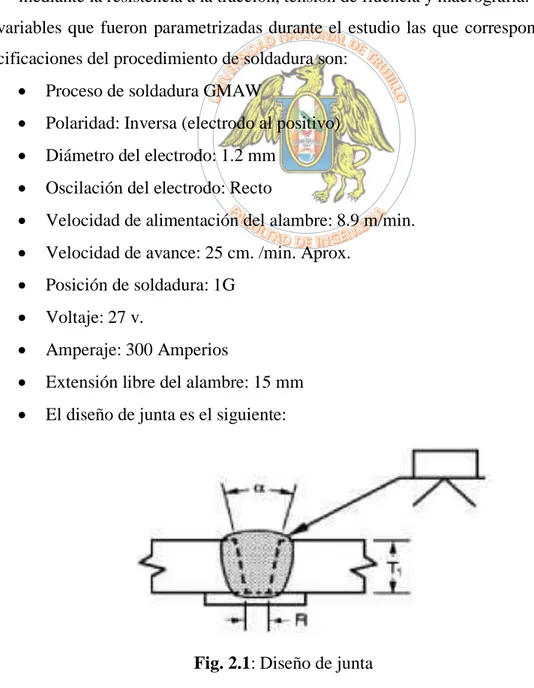
Las variables que fueron parametrizadas durante el estudio las que corresponden a las
especificaciones del procedimiento de soldadura son:
Proceso de soldadura GMAW
Polaridad: Inversa (electrodo al positivo) Diámetro del electrodo: 1.2 mm
Oscilación del electrodo: Recto
Velocidad de alimentación del alambre: 8.9 m/min. Velocidad de avance: 25 cm. /min. Aprox.
Posición de soldadura: 1G Voltaje: 27 v.
Amperaje: 300 Amperios
Extensión libre del alambre: 15 mm El diseño de junta es el siguiente:
Las variables no controlables son temperatura ambiental, la eficiencia térmica del
proceso y humedad relativa
Variable independiente:
Carbono equivalente: 0.55, 0.52, 0.49
Variable dependiente:
Soldabilidad: Resistencia a la tracción: Mpa
Tensión de fluencia: Mpa
Inspección visual y Macrografía
2.3.2. Procedimiento experimental:
Las especificaciones de soldadura se han realizado de acuerdo al código AWS
D1.1-2015. Se cortarán las planchas según las dimensiones preestablecidas, haciendo uso de
una máquina de plasma, luego de dicho corte se pasó a tratar el bisel para el posterior
proceso de soldeo.
- 01 prueba cupón para chapa de acero ASTM A36.
- 01 prueba cupón para chapa de acero ASTM A572.
- 01 prueba cupón para chapa de acero Domex.
Antes de la soldadura (verificar)
1. Preparación de la junta, dimensiones y limpieza. Se debe verificar el ángulo de
los biseles. Cada uno debe medir 22.5° para un ángulo de ranura total de 45°.
2. Dimensiones libres de láminas de respaldo, anillos o insertos consumibles.
3. Alineamiento y encaje de las partes a ser soldadas.
4. Proceso de soldadura y ajuste de máquina.
5. El inspector inspeccionará la preparación antes de ensamblar las piezas de
ensayo.
6. Después que se complete el ensamblaje del cupón el inspector revisará todas las
especificaciones del ensamblaje.
7. Ahora el cupón de ensayo será ubicado en la posición fija.
8. Calidad de soldadura en el apuntalamiento. Durante la soldadura (verificar)
1. Tratamiento de las soldaduras de apuntalamiento.
3. Temperatura de precalentamiento e interpases adecuadas. Las temperaturas
requeridas, para un acero ASMT A36, del metal base de 1/8" hasta 3/4" de
espesor. Las temperaturas mínimas de precalentamiento y entre pasadas deberán
ser como sigue: Cuando las temperaturas del metal base esté por debajo de
32°C, el metal base deberá ser precalentado a un mínimo de 72°C y la mínima
temperatura entre pases deberá mantenerse durante la soldadura.
4. Secuencia de pases de soldadura. Al finalizar el primer pase, se deja enfriar un
poco la plancha antes de iniciar en segundo pase. Se inspecciona no debe existir
falta de fusión, falta de penetración, socavación y poros, luego se esmerila
ligeramente para corregir algunas imperfecciones.
5. Limpieza de interpases.
6. Condiciones de la raíz previa a la soldadura. Para el pase en caliente o de re
lleno se usa la misma técnica de vaivén, pero con una intensidad de corriente
ligeramente superior para refundir algunas imperfecciones del primer pase. Se
debe tener cuidado de hacer pausa en los extremos del movimiento de vaivén
con el arco corto para evitar socavación. El relleno debe quedar ligeramente por
debajo de la superficie de la plancha o a ras, no debe quedar por encima o muy
por debajo de la superficie de la plancha a fin de facilitar la uniformidad del pase
de acabado
7. Pase de acabado: El pase de acabado también se hace usando el movimiento de
vaivén, teniendo el cuidado de hacer pausa con el arco corto en los extremos
laterales del vaivén para rellenar esa zona y evitar la socavación
8. Conformidad con el procedimiento de soldadura aplicable. Después de la soldadura.
1. Apariencia final de la soldadura.
2. Tamaño final de la soldadura.
3. Extensión de la soldadura.
4. Discontinuidades, fisuras, mordeduras, traslape, porosidad e inclusiones de
escoria expuestas, refuerzos inaceptables y no uniformidad de las caras de
soldadura. (Instituto argentino de siderurgia. 1999)
5. Exactitud dimensional.
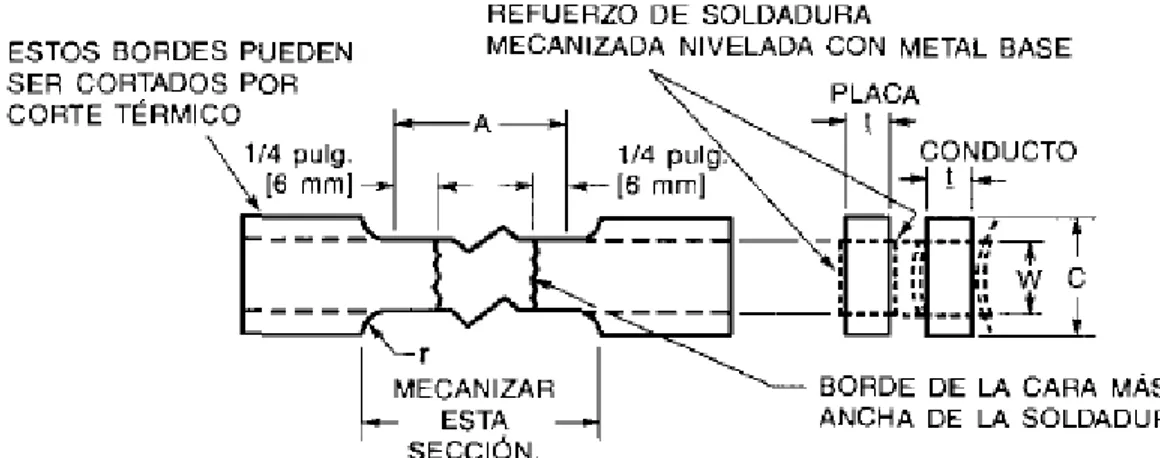
Ensayo de tracción
Las Probetas de tracción de sección reducida (véase Figura 2.2). Es de acuerdo a la
subsección 4.9.3.4 de AWS D1.1. Antes del ensayo se debe medir el ancho menor y el
espesor correspondiente de la sección reducida. La probeta se debe romper bajo la carga
de tracción y se debe determinar la carga máxima. Se debe obtener el área transversal
multiplicando el ancho por el espesor. La resistencia a la tracción se debe obtener
dividiendo la carga máxima por el área transversal.
Los Criterios de aceptación para ensayos de tracción de sección reducida de acuerdo a la
subsección 4.9.3.5 de AWS D1.1. Donde se especifica que la resistencia a la tracción no
debe ser inferior al mínimo del rango de tracción especificado del metal base utilizado.
La probeta de ensayo debe probarse según ASTM A370, Ensayos mecánicos de
productos de acero.
Figura 2.2: Probeta para ensayo de tracción de junta directa a tope (AWS D1.1-2015).
Inspección visual y ensayo de Macro ataque
Las probetas para el ensayo de macro ataquen, de juntas directas a tope, deben ser
preparadas de la siguiente manera:
Las secciones transversales atacadas deben tener penetración completa con el metal
base, libre de fisuras para soldadura de canal simple en V o doble V. Las probetas de
ensayo se deben preparar con un acabado adecuado para el examen de macro ataque. Se
debe utilizar una solución adecuada para que el ataque proporcione una definición clara
de la soldadura.
Los criterios de aceptación para inspección visual y el ensayo de macro ataque de
acuerdo a la subsección 4.9.4.1 de AWS D1.1-2015. Para que la calificación sea
aceptable, la probeta inspeccionada visualmente debe cumplir con los siguientes
(a) sin grietas
(b) fusión completa entre las capas adyacentes del metal de soldadura y entre el metal
de soldadura y el metal base
CAPÍTULO III
III. RESULTADOS Y DISCUSIÓN
Se estudió el Influencia del porcentaje de carbono equivalente del acero estructural
soldado mediante proceso GMAW en la soldabilidad evaluada de acuerdo a los
requerimientos establecidos en el código ANSI/AWS D1.1-2015 de la Sociedad
Americana de Soldadura. En la figura 3.1 se muestran las pruebas cupón para los tres
tipos de acero y en la tabla 3.1 se muestran las propiedades mecánicas de los aceros en
estudio de acuerdo a su condición de suministro (sin soldadura).
Fig.; 3.1: Pruebas cupón para los tres tipos de acero
Tabla 3.1: propiedades mecánicas de los aceros en condición de suministro
ACERO
C
Equivalente Límite de Fluencia
Resistencia a la Tracción
% Mpa PSI Mpa PSI
ASTM A 36 0.55 260 37440 425 61200
ASTM A 572 Gr 50
0.52
360 51840 485 69840
DOMEX 0.49 535 77040 584 84096
3.1. EVALUACIÓN DE LA SOLDABILIDAD
Los resultados se aprecian en la tabla 3.2 para los aceros ASTM A36 y ASTM
A572 las probetas iniciaron la falla en la zona correspondiente al metal base y el
Tabla 3.2: Resultado de ensayo de tracción de probetas soldadas
TENSION DE FLUENCIA
Mpa
RESISTENCIA A TRACCIÓN
Mpa
C equivalente R1 R2 R3 R4 R1 R2 R3 R4
0.55 295 272 268 302 458 431 463 471
0.52 364 368 384 372 491 506 515 490
0.49 525 512 495 481 587 609 599 579
De acuerdo al criterio de calidad y aceptabilidad en la norma ANSI/AWS D1.1-2015,
el cual especifica que la resistencia a la tracción no debe ser inferior al mínimo del
rango de tracción especificado del metal base utilizado. En las corridas experimentales
obtenemos resultados que muestran buena soldabilidad para las condiciones de soldeo
especificadas, es de notar que al variar el carbono equivalente también varía la
resistencia obtenida. Aunque en todas las condiciones estudiadas se cumple con el
requerimiento de calidad establecido por ANSI/AWS D1.1-2015. (comparar tablas 2.4 y
Tabla 3.3: Estadística descriptiva de los resultados de ensayo de tracción TENSIÓN DE FLUENCIA RESISTENCIA A TRACCIÓN % CARBONO EQUIVALENTE 0.55
1 295 458
2 272 431
3 268 463
4 302 471
Media 284,25 455,75
0.52
1 364 491
2 368 506
3 384 515
4 372 490
Media 372,00 500,50
0.49
1 525 587
2 512 609
3 495 599
4 481 579
Media 503,25 593,50
Las tablas 3.3 y 3.4 muestran la estadística descriptiva de los resultados, en la tabla 3.5
se registra el valor más bajo o mínimo de la probeta de tracción, en todos los casos se
supera el requerimiento mínimo establecido en el código.
Tabla 3.4: Estadística descriptiva del resultado de Tensión de fluencia
TENSIÓN DE FLUENCIA
% CARBONO EQUIVALENTE
Mínimo Media Desv. típ.
0.55 268 284,25 16,780
0.52 364 372,00 8,641
Tabla 3.5: Estadística descriptiva de los resultados de ensayo de tracción
RESISTENCIA A TRACCIÓN
% CARBONO EQUIVALENTE
Mínimo Media Desv. típ.
0.55 431 455,75 17,347
0.52 490 500,50 12,124
0.49 579 593,50 13,204
En las figuras 3.2 y 3.3 se presentan las tendencias de los resultados, se aprecia que, a
disminuir la composición de carbono equivalente, aumenta la resistencia a tracción y
también la tensión de fluencia. Los aceros ASTM A 572 y Domex son micro aleados de
bajo contenido de carbono, denominados también HSLA, por sus siglas en ingles de alta
resistencia y baja aleación, esta condición les permite alcanzar mayores niveles de
resistencia y al mismo tiempo soldables. Previo al desarrollo de estos aceros, se
precisaban mayores niveles de resistencia aumentando el contenido de carbono del
acero, pero afectaba negativamente la soldabilidad. Este fenómeno que ocurre de mayor
resistencia y con menor contenido de carbono, es debido a la adición de pequeñas
cantidades de Niobio, Titanio y Vanadio, la función principal de estos elementos es
influir y distintos fenómenos, como son el control de la recristalización, las
transformaciones de fase y la formación de precipitados con efecto endurecedor.
La adición de algunos microaleantes puede modificar la temperatura de no
recristalización, pudiendo acumular la deformación en la austenita y poder diseñar
procesos termo mecánicos más eficientes (control de la recristalización).
El uso de micro aleados como Nb o Mo pueden disminuir la temperatura de inicio de
transformación (transformaciones de fase) consiguiendo así que formen estructuras más
complejas que contribuyan a una mayor resistencia en el material (Deardo, A., 2003,
Cizek, P.; Wynne, B., Davies, C., Hoggson, P., 2015)
Mediante la apropiada selección de microaleantes y tratamientos termo mecánicos se
puede favorecer la formación de una precipitación fina y homogéneamente distribuida
por la matriz (formación de precipitados) que mejora sustancialmente la dureza y
resistencia del material (Sobral, M., Mei, P., Kestenbach, H., 2004)
Gracias a ello, se pueden obtener elevados valores de resistencia, comparable a la de los
aceros con mayor contenido de carbono, pero con contenidos en carbono tan bajos que
posible obtener piezas de menor sección, consiguiendo así mejores rendimientos y
diseños más eficientes.
En función de las características mecánicas que primen en cada caso la cantidad y
combinación de los elementos varían. Los aceros para fabricación de chapa, no suelen
tener contenidos de C superiores a 0.25% en peso, tampoco superiores a 2% en Mn,
asegurando de esta forma que el producto final posea buena conformabilidad y
soldabilidad.
La función principal de los elementos microaleantes es la de endurecer la
microestructura mediante tres mecanismos diferentes: endurecimiento por solución
sólida, afino de grano y endurecimiento por precipitación. El endurecimiento de la
matriz por solución solida depende exclusivamente de la composición del acero,
mientras que los otros dos mecanismos vienen definidos tanto por la composición como
por las condiciones de los tratamientos termo mecánico.
El contenido de carbono determina el nivel de resistencia de los aceros. En función del
producto y tipo y calidad del acero, la cantidad de carbono en productos laminados
pueden variar entre 0.12 y 0.25 % en peso. Sin embargo, en aquellos casos donde se
precisa niveles muy bajos en carbono para tener una buena soldabilidad, los contenidos
en carbono se reducen hasta un 0.06% en peso.
Vanadio contribuye al aumento de resistencia de los aceros mediante el mecanismo de
precipitación. Durante el precalentamiento, el V se encuentra en solución sólida y solo
precipita durante o tras transformaciones de la austenita a ferrita, dando lugar a
precipitados finos. El tamaño y distribución de estos precipitados depende tanto de la
composición como de las variables del proceso de laminación (Baker, T. 2009)
El Niobio contribuye al aumento de la resistencia de dos maneras distintas. A altas
temperaturas, el Nb se combina con C y el N para dar lugar a precipitados inducidos por
deformación. Estos, son capaces de retrasar o hasta inhibir la recristalización de la
austenita, lo que permite obtener austenita deformada antes de la transformación,
logrando así un tamaño de grano más fino en el producto final y al mismo tiempo se
favorece la formación de fases no poligonales que también contribuyen al aumento de la
resistencia (Lakshmanan, V., Kirkaldy, J. ,1984, Jia, T.; Militzer, M. 2014). Por otro
lado, durante o tras la transformación el Nb también puede precipitar en forma de
carbonitruros, esta vez más finos y distribuidos en la matriz ferritica (Yza- Mendia, A.;
Altuna, M., Pereda, B.; Gutiérrez, I. 2012). Estos contribuyen al endurecimiento por
precipitación, ya que bloquean el movimiento de las dislocaciones del material cuando
El Titanio se combina con el N dando lugar a precipitados que son una eficaz manera de
controlar el tamaño de grano de austenita, ya que anclan sus juntas de grano (Kejian, H.;
Baker, T. 1993). Para una mayor efectividad, conviene que los precipitados formados
sean finos y se encuentren dispersos por la matriz. Su tamaño depende de la relación
estequiometrica Ti/N y de la velocidad de enfriamiento. (Fernandez, A., Uranga, P.;
Lopez, B. 2000). Como contrapartida, el uso de Ti implica el control de los procesos de
colada, debido a los TiN pueden formarse durante la solidificación, lo que daría
precipitados de gran tamaño que no serían efectivos.
Del análisis de resultados podemos inferir que al variar el porcentaje de carbono
equivalente de acero estructural soldado mediante proceso GMAW varia la soldabilidad
evaluada según el código AWS D1.1. Los tres tipos de aceros en estudio presentan
buena soldabilidad, En el caso del acero micro aleado DOMEX (0.49% de carbono
equivalente y 0.12% de Carbono), ASTM A572 (0.52 % de carbono equivalente y
0.23% de carbono) se presentan las mejores propiedades. La mayor resistencia con
menor contenido de carbono, es debido a la adición de pequeñas cantidades de Niobio,
Titanio y Vanadio, la función principal de estos elementos es influir y distintos
fenómenos, como son el control de la recristalización, las transformaciones de fase y la
formación de precipitados con efecto endurecedor. El acero ASTM A36 (0.55% de
carbono equivalente y 0.29% de carbono) tiene buena soldabilidad, aunque sus
propiedades son inferiores a los aceros microaleados.
Fig.3.3: Influencia del % carbono equivalente en la resistencia a la fluencia
El Análisis de varianza univariante resultados resistencia a tracción y fluencia: El
análisis de varianza, indica que hay un efecto significativo de la composición de
carbono equivalente sobre la resistencia a la tracción y tensión de fluencia. p=0.0
menor a 0.05, tal como se parecía en la tabla 3.6 y 3.7.
Tabla 3.6: Análisis de varianza univarianteresistencia a tracción
ANOVA de un factor
RESISTENCIA A TRACCIÓN
Suma de cuadrados
gl Media cuadrática
F Sig.
Inter-grupos
39502,167 2 19751,083 95,224 ,000
Intra-grupos
1866,750 9 207,417
Tabla 3.7: Análisis de varianza univarianteresistencia a fluencia
ANOVA de un factor
TENSIÓN DE FLUENCIA
Suma de cuadrados
gl Media cuadrática
F Sig.
Inter-grupos
97183,500 2 48591,750 200,470 ,000
Intra-grupos
2181,500 9 242,389
Total 99365,000 11
3.2. INSPECCIÓN VISUAL Y ENSAYO DE MACROGRAFÍA
Las evaluaciones de las probetas se han realizado de acuerdo al código AWS
D1.1-2015, en la subsección 4.9.4.1 calificación de soldaduras, el requerimiento es una
soldadura libre de fisuras en la zona de soldadura o zona afectada por el calor, mostrar
fusión completa, libre de solapes, socavado no mayor a 1/32” (1 mm), las macro
estructuras muestran que se cumple con los requerimientos de calidad por inspección
visual de AWS.
Fig 3.5: Inspección visual
3.3. RESULTADOS DEL ENSAYO DE DUREZA
Para tener un criterio de evaluación, se toma el Anexo XVI del código AWS
D1.1-2015, el cual en el punto XI3.3 refiere que, según pruebas de laboratorio, la fisuración
en la zona afectada por el calor no ocurre, si esta zona presenta durezas por debajo de
350 HV. En nuestro estudio cuando la soldadura se realizó sin precalentamiento, en
ambas posiciones de soldeo, las durezas fueron mayores a 350 HV, en la zona afectada
por el calor, por lo que se presume que podrían existir problemas de fisuración en esta
zona.
Tabla 3.8: Resultados de los ensayos de dureza (HV)
C equivalente
%
Metal
Base Zona ZAT
Zona de
Fusión Observación
0.55 151 190 163
Dureza máxima
encontrada: 190 HV -
ZAC, CONFORME
0.52 166 209 187
Dureza máxima
encontrada: 209 HV -
ZAC, CONFORME
0.49 295 246 208
Dureza máxima
encontrada: 246HV -
Podemos concluir los tres tipos de acero tiene buena soldabilidad de acuerdo al código
AWS D1.1-2015, y es posible realizar un registro de procedimientos de soldadura
calificado con las especificaciones establecidas en el presente trabajo. Cabe resaltar que
las mejores propiedades se obtienen con el acero DOMEX (0.49% CE).
3.4. EVALUACIÓN MICROESTRUCTURAL
Acero ASTM A 36
Acero ASTM A 572
Acero DOMEX
CAPÍTULO IV
CONCLUSIONES
Hay un efecto significativo del porcentaje de carbono equivalente del acero
estructural soldado mediante proceso GMAW en la soldabilidad evaluada según
el código AWS D1.1.
El acero micro aleado DOMEX (0.49% de carbono equivalente y 0.12% de
Carbono), ASTM A572 (0.52 % de carbono equivalente y 0.23% de carbono)
presentan las mejores propiedades. El aumento de resistencia de los aceros con
menor contenido de carbono es debido a la adición de pequeñas cantidades de
Niobio, Titanio y Vanadio.
Los tres tipos de aceros estudiados presentan buena soldabilidad.