BIBLIOTECAS DEL TECNOLÓGICO DE MONTERREY
PUBLICACIÓN DE TRABAJOS DE GRADO
Las Bibliotecas del Sistema Tecnológico de Monterrey son depositarias de los trabajos recepcionales y de
grado que generan sus egresados. De esta manera, con el objeto de preservarlos y salvaguardarlos como
parte del acervo bibliográfico del Tecnológico de Monterrey se ha generado una copia de las tesis en
versión electrónica del tradicional formato impreso, con base en la Ley Federal del Derecho de Autor
(LFDA).
Es importante señalar que las tesis no se divulgan ni están a disposición pública con fines de
comercialización o lucro y que su control y organización únicamente se realiza en los Campus de origen.
Cabe mencionar, que la Colección de
Documentos Tec,
donde se encuentran las tesis, tesinas y
disertaciones doctorales, únicamente pueden ser consultables en pantalla por la comunidad del
Tecnológico de Monterrey a través de Biblioteca Digital, cuyo acceso requiere cuenta y clave de acceso,
para asegurar el uso restringido de dicha comunidad.
Evaluación del Nivel de Desempeño en el Scheduling Aplicando
la Metodología Seis Sigma-Edición Única
Title
Evaluación del Nivel de Desempeño en el Scheduling
Aplicando la Metodología Seis Sigma-Edición Única
Authors
Mónica Arroyo Calderón
Affiliation
ITESM-Campus Monterrey
Issue Date
2002-05-01
Item type
Tesis
Rights
Open Access
Downloaded
19-Jan-2017 04:16:34
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
EVALUACIÓN DEL NIVEL DE DESEMPEÑO EN EL
SCHEDULING APLICANDO LA METODOLOGÍA
SEIS SIGMA
T E S I S
PRESENTADA C O M O REQUISITO PARCIAL
PARA OBTENER EL GRADO ACADÉMICO DE
MAESTRA EN CIENCIAS
ESPECIALIDAD EN SISTEMAS DE MANUFACTURA
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE
MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
de Monterrey
CAMPUS MONTERREY
EVALUACIÓN DEL NIVEL DE DESEMPEÑO EN EL SCHEDULING
APLICANDO LA METODOLOGÍA SEIS SIGMA.
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO
ACADÉMICO DE:
MAESTRA EN CIENCIAS
ESPECIALIDAD EN SISTEMAS DE MANUFACTURA
POR:
MÓNICA ARROYO CALDERÓN
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE
MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que el presente proyecto de
tesis presentado por la Ing. Mónica Arroyo Calderón sea aceptado como
requisito parcial para obtener el grado académico de Maestra en Ciencias con
especialidad en
SISTEMAS DE MANUFACTURA
Comité de Tesis
Salvador García Lumbreras, Ph.D.
Asesor
Francisco Mireles Gaytán, M.C.
Sinodal
Benjamín Pulido Córdoba, M.C.
Sinodal
Felipe D. Castro Ugalde.
Sínodal
Aprobado por:
Federico Viramontes Brown, Ph.D.
DEDICATORIA
A mis padres Odilón Nicolás Arroyo Flores y Alba Antonia Calderón Trevińo por
haberme dado la oportunidad de elegir mi camino, por orientarme y amarme. Por
enseńarme el valor de los sueńos y la importancia de buscar la felicidad con lo que
me ha dado la vida.
A mi hermana, Alba Alejandra Arroyo Calderón por ser la amiga incondicional con
quien he compartido los momentos más importantes de mi vida. Bita, no importa a
donde me encuentre, te llevo en mi corazón todos los días.
A mi esposo, Carlos Felipe Ponce Vázquez por ser el hombre que llena mi vida de
ilusiones, de ganas de luchar por un futuro juntos. Gracias por aparecer en mi
camino, por tu amor, comprensión y entrega.
A mi hija, quien todavía no nace pero que con su existencia ha venido a pintar mis
AGRADECIMIENTOS
A Dios, por permitirme nacer en una familia en donde el amor y el respeto siempre
han sido lo más importante, por iluminar mi camino y darme la oportunidad de
compartir mi vida con personas maravillosas.
A mi asesor, el Dr. Salvador García Lumbreras por su paciencia, su comprensión y
todo el apoyo que me dio para seguir adelante. Gracias por compartir conmigo su
experiencia, me siento orgullosa de haber sido alumna y tesista suya.
A mis sinodales Francisco Míreles Gaytán, Felipe D. Castro Ugalde y Benjamín Pulido
Córdoba porque con sus valiosas aportaciones y comentarios enriquecieron mis
conocimientos y el contenido de esta tesis.
CONTENIDO
Introducción 2
Capítulo 1
1. INTRODUCCIÓN A LA TEORÍA DEL SCHEDULING 6
1.1. Conceptos básicos 8
1.1.1. żQué es scheduling? 8
1.1.2. Niveles de scheduling 11
1.1.3. Definiciones 13
1.2. Historia 20 1.2.1. Evolución en los métodos de solución 20
1.1.1.1. Métodos tradicionales 20 1.1.1.2. Métodos contemporáneos 22
1.3. Métodos de evaluación 23
Capítulo 2
2. INTRODUCCIÓN A SEIS SIGMA 25
2.1. Historia 25 2.1.1. Motorola 25 2.1.2. Allied Signal 26 2.1.3. General Electric 27 2.2. Conceptos básicos 29
2.2.1. Definiciones 29
2.2.1.1. ¿ Qué es Seis Sigma ? 29
2.2.1.2. Definición estadística de Seis Sigma 30
2.2.2. Nivel sigma o nivel de calidad sigma 32
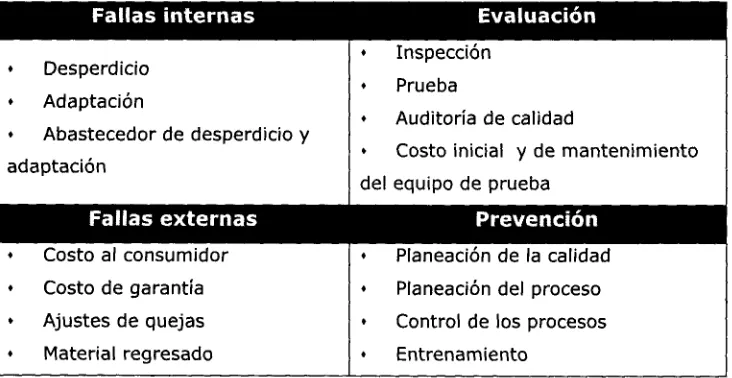
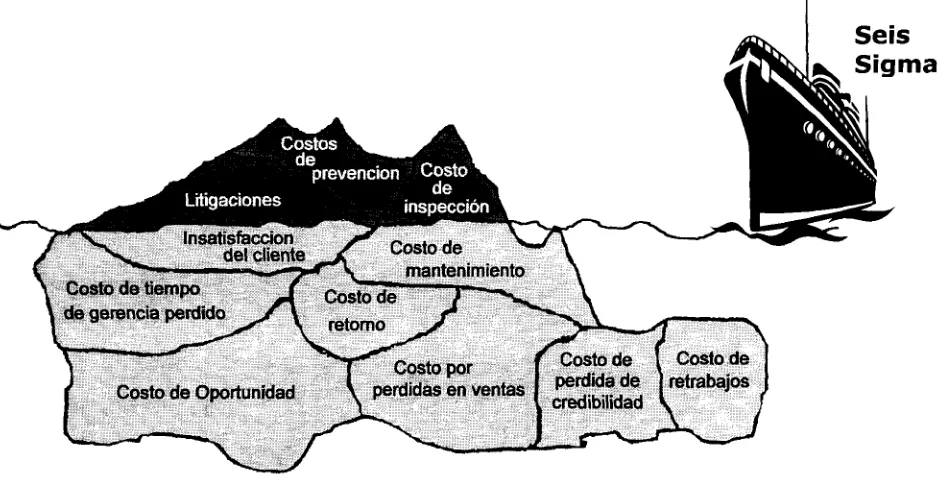
2.2.3. El costo de la calidad 34 2.2.4. Métricas Seis Sigma 37
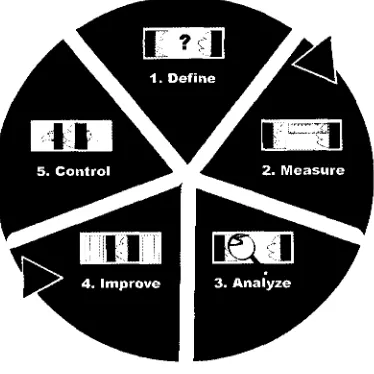
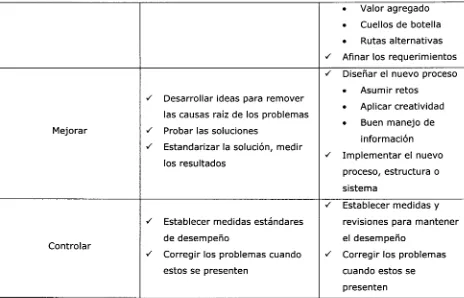
2.3. Modelo de mejoramiento DMAIC 41
Capítulo 3
3. SEIS SIGMA COMO MÉTODO DE EVALUACIÓN PARA EL SCHEDULING... 44
3.1. Metodología para la implementación de Seis Sigma 44
3.1.1. Descripción 44 3.1.1.1. Etapa 1. Identificación de los procesos y clientes claves 45
3.1.1.2. Etapa 2. Definir los requerimientos del cliente 48
3.1.1.3. Etapa 3. Medir el desempeńo actual 50 3.1.1.3.1.Modelo para la implementación de un sistema de medición 52
3.1.1.3.2.Sistema de medición basada en defectos 55 3.1.1.4. Etapa 4. Priorizar, analizar e implementar las mejoras 58
3.1.1.5. Etapa 5. Expandir e integrar el Sistema Seis Sigma 62
3.2. Aplicación especifica de la metodología Seis Sigma al Scheduling.. 65
3.2.1. Alcances de la investigación 65
3.1.1.1. Descripción y mapeo del proceso 66 3.1.1.2. Definición de los requerimientos del cliente (CTQ's) 67
3.1.1.3. Medición del desempeńo actual y nivel sigma de calidad 68
Capítulo 4
4. EVALUACIÓN DEL NIVEL DE DESEMPEÑO EN EL SCHEDULING EN UNA
EMPRESA DE MANUFACTURA 71
4.1. Planteamiento del problema 71
4.2. Propuesta de solución 73
4.3. Descripción y mapeo del proceso 74 4.3.1. Descripción de la empresa 74 4.3.2. Definición de los clientes claves 74 4.3.3. Descripción del proceso a analizar 75
4.3.4. Nivel de producción diaria 79 4.4. Definición de los requerimientos del cliente (CTQ's) 80
4.5. Medición del desempeńo actual y nivel sigma de calidad 81
4.5.1. Niveles de servicio para clientes internos (Stock) 81 4.5.2. Niveles de servicio para clientes externos (FO's) 82 4.5.3. Cálculo de DPMO's y nivel de calidad sigma 82
Capítulo 5
5. CONCLUSIONES. 86
5.1. Resultados de la investigación 86
5.2. Conclusiones finales y recomendaciones 87
5.3. Trabajo a futuro 91
ANEXOS 93
I n t r o d u c c i ó n
Hoy en día, żqué es lo que hace a una organización más exitosa que otra?
Cuestionamientos como este se han formulado desde el inicio de la era industrial, la
respuesta casi siempre ha sido: la capacidad de evolución y cambio.
Debido a las nuevas tecnologías y mejoramiento en la infraestructura de
comunicación, resulta difícil permanecer indiferente ante las tendencias mundiales de
globalización y competencia en las que se desarrollan los negocios del siglo XXI.
Por mucho tiempo la preocupación principal de las empresas fue la de contar con
artículos de bajo costo, esa era la manera en que competían y ganaban mercado. Lo
importante era ofrecer al cliente productos baratos y tenerlos disponibles en
cualquier momento.
Hasta hace algunos ańos la ventaja competitiva por excelencia fue la calidad, se
encontró que al estandarizar los procesos y tener control sobre las variables críticas
era posible reducir la variabilidad. Al mismo tiempo comenzó a darse importancia a
la satisfacción del cliente, no sólo era necesario competir en precio sino también con
artículos que llenaran las expectativas de quien los estaba adquiriendo. Muchas
empresas cambiaron exitosamente su antigua manera de hacer las cosas para
asegurarse un lugar en el mercado, algunas otras menos afortunadas tuvieron que
pagar cara su falta de visión.
Hoy en día la calidad no es más una ventaja competitiva, de la misma manera
que lo fue el precio en una época, se ha convertido en una necesidad inherente
dentro de las organizaciones. Debido a los cambios que suceden en el panorama
económico mundial, a la expansión de los mercados y a la globalización de los
productos, las empresas buscan nuevas herramientas y métodos que les ayuden a
incrementar sus niveles de eficiencia y productividad.
Una de las herramientas que ha sido aplicada con éxito por varias organizaciones
en los últimos ańos, es la metodología Seis Sigma. Mikel Harry, uno de sus
mejorar drásticamente sus procesos, gracias al diseńo y monitoreo constante de sus
actividades de negocio, buscando minimizar los desperdicios y la utilización de
recursos, al mismo tiempo que se incrementa la satisfacción del cliente". [Mikel,
2000]
Seis Sigma, a diferencia de otros programas de control de calidad cuyo objetivo
es la detección y corrección de defectos, tiene una visión mas amplia: busca que los
defectos no aparezcan en primera instancia.
Han sido varias las empresas que adoptan la filosofía Seis Sigma a lo largo de
toda la organización, desde los procesos más básicos como manufactura y
producción, hasta los que atańen directamente a la mercadotecnia y comercialización
del producto.
Uno de los principios básicos de Seis Sigma es la caracterización de los procesos,
resulta de vital importancia entender como se hacen las cosas antes de intentar
cambiarlas. De ahí la utilidad de contar con medidas y estándares que ayuden a dar
una idea clara de donde nos encontramos y hacia donde estamos avanzando.
En sus primeros ańos, Seis Sigma tuvo amplia aceptación en las empresas
manufactureras que buscaban reducir los costos de producción. Se identificaban
fuentes de variabilidad en cada proceso y se aplicaban herramientas estadísticas
además para eliminar los defectos. Se sabe que para una implantación exitosa de
Seis Sigma, todas las áreas posibles dentro de la organización deberán involucrarse.
Grandes esfuerzos e investigaciones se han realizado con tales propósitos.
Se ha encontrado que muy particularmente en el área de la planeación de la
producción {scheduling) existen deficiencias en cuanto a metodologías para evaluar o
medir la eficiencia {performance) del scheduling por lo que resulta difícil saber con
exactitud cuando se está realizando de manera óptima la planeación de recursos
dentro de la línea de producción.
Los estándares para medir la eficiencia del scheduling puede variar de acuerdo a
la actividad económica en cuestión, por lo que resulta difícil decidir cuando se está
I. Problemática (Planteamiento inicial).
Desde sus inicios Seis Sigma estuvo orientada a la detección de áreas de
oportunidad y a la mejora de procesos. Una de sus métricas principales es el número
de defectos por millón de oportunidades (DPMO's), de acuerdo a este número se
ubica el proceso en un nivel de desempeńo {performance) que puede ir de 1 a 6a.
Siendo 6CT el índice más cercano a la perfección o cero defectos.
De ahí nuestro interés de aplicar la filosofía Seis Sigma como una metodología de
evaluación para el scheduling, siendo que como se explicará más adelante no se
tiene una manera estandarizada de evaluar el scheduling actualmente.
Esto se debe principalmente a las diferencias que existen entre las empresas y
aún entre los procesos de una misma organización. Tal vez pueda realizarse una
evaluación de acuerdo a ciertos parámetros, pero resultará muy difícil intentar
comparar los resultados con procesos similares, puesto que cada uno tiene sus
propias variables y particularidades.
II. Objetivos de la investigación.
El objetivo principal de esta investigación es:
Realizar un diagnóstico del nivel de desempeño en el scheduling, aplicando la metodología Seis Sigma considerando los siguientes parámetros: nivel de satisfacción del cliente y tiempo de entrega.
También se buscará aplicar la filosofía Seis Sigma como método para evaluar el
nivel de desempeńo del scheduling para una línea de producción en una empresa de
manufactura.
III. Justificación de la investigación.
La calidad es un término cada vez más utilizado en el ámbito industrial, pero como
de artículos defectuosos. Esto podría lograrse con inspecciones en cada etapa del
proceso de producción, solución que lleva a incurrir en costos y tiempo extra. Ahora
lo que se busca es tratar de que estos defectos no ocurran en primera instancia, es
por eso que varias empresas han adoptado la filosofía Seis Sigma, cuyo objetivo
principal es tener precisamente cero defectos.
Seis Sigma centra su atención en los procesos y en la manera en que éstos se
realizan, además de hacer un énfasis en la importancia del cliente dentro del
rediseńo y mejoramiento de los procesos.
Pero antes de saber que es lo que debe mejorarse en un proceso, deberá
realizarse un análisis y seguir una metodología que llevará de manera ordenada a la
solución del problema.
Esta investigación ayudará a encontrar el nivel de desempeńo en el scheduling,
siendo este uno de los procesos claves dentro de una organización. Este nivel podrá
ser en sí mismo, sin tener la necesidad de ser comparado con el de otro proceso, un
indicador de que tan bien o que tan mal se están haciendo las cosas, esto permitirá a
su vez encontrar las áreas de oportunidad para el posible desarrollo de proyectos de
mejora.
IV. Metodología de la investigación
a) Desarrollo del marco teórico: Se realizará una investigación sobre la teoría del
scheduling y Seis Sigma. Se explicarán los conceptos generales, antecedentes,
historia, etc. El objetivo de esta parte de la investigación será el de ilustrar
ampliamente los dos términos que se estarán tratando. Será importante incluir
estudios previos sobre el tema en cuestión.
b) Desarrollo de un caso práctico: El objetivo es aplicar la metodología propuesta a un problema real de la industria. Que para efectos de esta investigación, se
realizará en la línea de producción de una empresa de manufactura. Los datos de
Capítulo 1
1. INTRODUCCIÓN A LA TEORÍA DEL SCHEDULING
Cincuenta ańos atrás, mientras las grandes organizaciones se preocupaban por
tener grandes almacenes llenos de productos terminados listos para su
comercialización y de contar con líneas de producción capaces de fabricar artículos
en masa a gran velocidad; los japoneses comenzaron a poner atención en el uso de
sistemas que los ayudarían a mejorar la productividad de sus empresas, introdujeron
la utilización de conceptos como: justo a tiempo (JIT por sus siglas en inglés), alta
calidad en los productos, disminución en los tiempos de procesamiento y flexibilidad
de los sistemas.
Fueron ellos quienes se percataron que más importante que ofrecer al cliente
artículos de producción en masa, era brindarles un excelente servicio que se
traduciría en: alta calidad, bajo costo y variedad en los productos. Este nuevo
enfoque, aumentó la importancia del scheduling como estrategia competitiva. En los
viejos tiempos, antes de la utilización del JIT era razonable tener grandes cantidades
de trabajo en proceso (WIP) e inventarios de seguridad de producto terminado; se
buscaba que éstos absorbieran los errores del scheduling y otros problemas de
distribución. [Morton, 1993]
Debido a los cambios en las necesidades de los clientes y a la rápida
obsolescencia de los productos, se tuvo que invertir en la investigación e
implementación de técnicas que ayudarían a las organizaciones a eliminar estos
inventarios.
Por ello comenzó a dársele importancia a la planeación y asignación de recursos
en una línea, algunas de las razones más significativas que se encontraron para
invertir en aumentar la confiabilidad y eficiencia del scheduling, fueron:
a) Satisfacer los deseos del cliente en cuanto a la mejora en el seguimiento de las
órdenes y menores tiempos de entrega.
b) Aumentar la capacidad de aprendizaje para eliminar defectos.
c) La creciente complejidad y rápida obsolescencia de los productos.
e) Reacciones flexibles ante problemas de emergencia en el piso.
f) Rápida detección de variaciones en la calidad de los productos y de la fuente
exacta de defectos.
Recientemente, al reducir los inventarios de trabajo en proceso (WIP) entre
estaciones, se hizo más complejo el análisis de los sistemas y por consiguiente la
realización del scheduling. Ya no resulta suficiente contar con personas expertas en
el área, ahora se necesitan herramientas que ayuden a desempeńar mejor esta
tarea.
Esta es la razón por la cual en los últimos ańos hayan aparecido los siguientes
enfoques cuyo propósito es cambiar la manera de hacer el scheduling:
a) Mejorar los métodos de entrenamiento para los responsables del scheduling en la
línea de producción.
b) Desarrollar y utilizar "sistemas expertos" que imiten el comportamiento humano.
c) Realizar modelos matemáticos de los sistemas.
d) Utilizar sistemas híbridos que combinen las áreas más fuertes de cada uno de los
enfoques mencionados anteriormente.
Cada una de estas tendencias ha demostrado tener sus ventajas y limitaciones, a
veces es más conveniente confiar en el sentido común de una persona experta
aunque su visión esté determinada por la capacidad humana; otras será mejor
utilizar métodos computaciones o matemáticos que tratarán de modelar el sistema
con toda su complejidad aunque esto signifique la utilización de grandes cantidades
de recursos computaciones y tiempo de simulación.
Pero siendo cual sea el enfoque con el que se ataque el problema del scheduling,
no deberá perderse la certeza que éste es uno de los pilares de toda actividad
económica. Dicho de manera más general, scheduling se refiere al proceso de
organizar, elegir y programar la utilización de recursos que llevaran al cabo las
actividades necesarias para la producción de bienes, al tiempo que satisface un gran
1.1. C o n c e p t o s básicos
1.1.1. żQué es scheduling?
Scheduling es un término utilizado por varias disciplinas económicas y aunque
para cada una de ellas tiene un significado un poco distinto, en general se refiere a la
coordinación y control de actividades, incluyendo la óptima planeación de recursos
dentro de un sistema.
El término schedule, proviene del latín en donde significa "una pequeńa hoja
de papel" y del francés que lo define como "pergamino, nota o factura". Ambas
raíces denotan la importancia de documentar, es decir realizar el schedule en papel.
A lo largo del tiempo varias definiciones de schedule se han sucedido, en 1936 un
diccionario lo cita como: "una lista; un catálogo; un inventario; un horario; una
clasificación". En 1958 aparece como " una lista del tiempo en que ciertas
actividades deben llevarse a cabo; un plan de tiempo para un proyecto; una lista de
detalles". [O'Brien, 1969]
El término schedule ha adoptado diferentes significados de acuerdo a las
necesidades de la época, pero en todos se resalta la importancia de la asignación y
del tiempo. Recientemente se tiene una definición más general y ampliamente
difundida dentro del ámbito académico: "scheduling se refiere a la asignación de
recursos limitados a ciertas tareas en un tiempo determinado, es un proceso de toma
de decisiones que tiene como meta la optimización de uno o más objetivos. [Pinedo,
1995]
Las tareas y recursos a los que se refiere Pinedo, pueden tomar varias
formas; los recursos pueden tratarse de máquinas en una planta, pistas en un
aeropuerto, trabajadores en una construcción o hasta unidades de procesamiento en
una computadora. De igual manera, las tareas pueden ser operaciones en una línea
de producción, despegues y aterrizajes, estatus dentro de una construcción o la
ejecución de programas de computadora.
Cada tarea puede tener un distinto nivel de prioridad, tiempo de
alcanzar un objetivo, ya sea la optimización del tiempo de proceso, la minimización
de tareas completadas después de la fecha de entrega, etc.
Como se mencionó con anterioridad, el scheduling es utilizado en diversas
actividades, éste existe en casi todos los sistemas de producción y manufactura, en
la distribución y el transporte; y en general en todas las industrias que necesiten
asignar recursos a tareas específicas. [Pinedo, 1995]
Dentro de un ambiente de manufactura, el scheduling juega un papel especialmente
importante, no sólo por lo que implica en sí mismo, sino por la interacción que tiene
con las demás funciones dentro de la organización.
El scheduling de una estación específica tiene que interactuar con el proceso
de la planeación de la producción que se ocupa de la planeación tanto a mediano
como a largo plazo de toda la organización. Este proceso a su vez toma en
consideración niveles de inventarios, pronósticos y requerimientos de recursos; todo
esto con la finalidad de optimizar la mezcla de productos en cada estación y la
asignación de recursos a largo plazo. De igual manera, el scheduling se ve afectado
por lo que sucede en la línea de producción, muchas veces eventos inesperados
como fallas en la maquinaria o cambios en el tiempo de procesamiento tienen
grandes impactos en él. [Pinedo, 1995]
Con el propósito de entender la interacción de las distintas funciones en una
organización, se muestra a continuación un diagrama en donde se representa el flujo
Plan de producción,
master scheduling f Órdenes,
Plan de producción, master scheduling
demandas pronosticadas
Condición de capacidad
>
Cantidades, fechas de entrega
f
Requerimientos de materiales,
planeación, Requerimientos
Requerimientos de materiales,
planeación, Requerimientos
Requerimientos de materiales,
planeación, de materiales.
Planeación de capacidades. Restricciones
del scheduling Órdenes de compra,
fecha efectiva.
> f
Scheduling y
Desempeńo del schedule
rescheduling
Desempeńo del schedule
>
Schedule Scheduling
detallado
Despachador Despachador
Condición de las compras Condición de las compras
Administración del piso de compras
Administración del piso de compras
>
Colección de datos
>
Programación de trabajos
f
[image:19.612.81.526.88.564.2]Piso de compras
1.1.2. Niveles de scheduling
Cuando se habla de scheduling, sabiendo que su definición envuelve un
conjunto de actividades a ser óptimamente programadas, puede surgir la
interrogante de cuándo estas actividades serán consideradas como un conjunto o
individualmente dentro de la programación. Morton y Pentico definen tarea {job)
como la actividad o conjunto de actividades intermedias que permitan la terminación
de un producto, es decir que envuelvan el proceso completo y que deriven en un
beneficio económico.
La misma interrogante podría surgir con los recursos a ser utilizados, por
ejemplo żCuándo un conjunto de máquinas es considerado como un recurso
individual y cuándo es considerado como varios?.
Un recurso implica que para su utilización no habrá que tomar más de una
decisión, de igual manera solo tendrá una sola fila de productos esperando a ser
procesados. Para citar un ejemplo, digamos que una máquina es por definición un
recurso. Pero si se tienen dos máquinas idénticas podrán considerarse un solo
recurso si se tiene una fila de productos que requieran para su siguiente proceso a
cualquiera de las dos máquinas, a la que este disponible en ese momento. Pero si
por el contrario, cada máquina realiza una operación diferente y cada una tiene una
fila de productos en proceso, entonces deberán ser consideradas como recursos
independientes.
Para los problemas que tienen múltiples recursos, una actividad o conjunto de
actividades tendrá varias opciones para completar su proceso. Estas distintas
opciones son conocidas como rutas.
Dependiendo del número de actividades y recursos a programar, existen
distintos niveles de scheduling dentro de una organización. Para su estudio y debido
a que envuelven diferentes horizontes de tiempo, deberán considerarse diferentes
variables; es importante encontrar sus similitudes pero también tener en cuenta que
el impacto que tendrán dentro de la empresa es diferente. A continuación se muestra
una tabla (Tabla 1.1) ilustrando los diferentes niveles de scheduling dentro de una
Horizonte Nivel Ejemplos
de tiempo
1. Planeación a largo plazo Expansión de la empresa, layout y diseńo
de la planta. 25 ańos
2. Planeación a mediano plazo Producción, logística. 12 ańos
3. Planeación a corto plazo Requerimientos, órdenes de compra,
establecimiento de fechas de entrega. 36 meses
4. Scheduling Ruteo, balanceo de líneas, tamańo de lotes. 26 semanas 5. Scheduling y control
reactivos
Trabajos urgentes, retraso en materiales,
[image:21.612.77.524.69.241.2]descompostura de máquinas. 13 días
Tabla 1.1 Niveles de scheduling. [Morton, 1995]
En la planeación a largo plazo las tareas a ser programadas se refieren al
diseńo y ubicación de plantas, almacenes, departamentos, líneas de producción, etc.
Mientras que los recursos son capacidades financieras, ingeníenles y administrativas.
En este tipo de planeaciones lo más importante es pronosticar con certeza las
consecuencias de las decisiones tomadas. Usualmente la manera más común de
atacar este tipo de problemas, es considerar los posibles escenarios y evaluar el
impacto de cada uno de ellos.
En la planeación a mediano plazo, los problemas más comunes son los
relacionados con la capacidad de reconfiguración, siendo que no se tratan con
horizontes de tiempo tan largos como en el nivel uno lo más importante en este tipo
de programación no son las proyecciones sino la capacidad de lidiar con los cambios
inusitados en los recursos.
El nivel 3 envuelve principalmente la planeación de los requerimientos de
materiales (MRP), órdenes de compra y fechas de entrega. Generalmente tiene
como datos de entrada la planeación realizada en el nivel 2, además de una
proyección estadística sobre el comportamiento de las órdenes. Con estos datos se
realiza lo que se conoce como programa maestro {master schedule) que no es más
que la planeación de lo que se necesita producir por producto, cantidad y período de
Uno de los puntos más importantes a considerar dentro la planeación es la
relevancia de contar con una programación dinámica, es decir que pueda adecuarse
rápidamente a los cambios que pudieran presentarse en el piso de producción, la
oferta y precios en las materias primas, gustos del cliente, etc.
El nivel 4, que considera un horizonte de tiempo de entre 2 y 4 semanas,
recibe como datos de entrada algunos parámetros obtenidos en el nivel anterior.
Estos son: tiempos entre llegadas, fechas de entrega, cantidades y actividades a
completar. Este tipo de scheduling es revisado constantemente, y pesar de tener
como guía el programa maestro de producción deberá ser altamente reactivo ya que
tendrá que lidiar constantemente con los problemas inesperados que suceden el la
línea de producción.
Por último en el nivel 5, se tratará con las emergencias de último momento y
con aquellos problemas que por algún motivo fueron ignorados en el nivel 4. Este
tipo de planeación buscará dar solución a fallas en máquinas, defectos o retrasos en
materiales, etc.
1.1.3. Definiciones
Es importante aclarar que a lo largo de esta investigación se utilizarán
modelos determinísticos del scheduling. Por lo que la nomenclatura y definiciones
listadas a continuación corresponderán a los conceptos básicos utilizados en los
problemas de scheduling para este tipo de modelos.
Para los problemas de scheduling se considera un número finito de trabajos y
de máquinas. El número de trabajos será denotado por la letra n y el número de
máquinas por la letra m. Usualmente, el subíndice j se refiere a los trabajos,
mientras que el subíndice /' se refiere a las máquinas.
Si un trabajo requiere un número determinado de operaciones, entonces la
combinación (i, j) se referirá a la operación del trabajo y en la máquina /.
Tiempo de procesamiento (p¡j): Representa el tiempo de procesamiento para el
para el t r a b a j o ; no depende de la máquina o si el t r a b a j o s o l o puede ser procesado
en la máquina dada.
Fecha efectiva (r,): Es el tiempo en el que el trabajo llega al sistema, es decir el
tiempo más corto en el puede empezar a ser procesado el trabajo
Fecha de entrega (d)): Representa la fecha comprometida para entregar el
producto al cliente, es decir el tiempo en el que se completa un trabajo. Es permitido
terminar un trabajo después de su fecha de entrega, pero se incurre en una falta o
penalti.
Deadline: Fecha de entrega que debe cumplirse sin demoras.
Peso (wj): Es un factor de prioridad que denota la importancia relativa del trabajo j
en comparación con otros trabajos dentro del sistema. Por ejemplo, un peso puede
ser representado por el costo actual de mantener el trabajo dentro del sistema. Este
costo puede estar relacionado a un costo por mantener inventarios.
Un problema de scheduling se representa de la siguiente manera: ct | B | y • El campo
a describe la configuración de las máquinas utilizadas y tiene una sola entrada. El
campo p provee algunos detalles sobre las características del proceso y puede
contener una, varias o ninguna entrada. El campo y indica el objetivo a ser
minimizado.
A continuación se muestran algunos ejemplos para el campo a :
Una sola máquina (1): Es el caso más simple de todos y se toma como base para
explicar otros más complicados.
Máquinas idénticas en paralelo (Pm): Se tienen m máquinas idénticas en
paralelo. El trabajo j requiere una sola operación y ésta puede ser realizada en
cualquiera de las m máquinas o a cualquiera que pertenezca a un subgrupo de
máquinas dado. Si el trabajo j no puede ser procesado en cualquier máquina, pero si
en alguna que pertenezca a un subgrupo (A/,), entonces tendrá que especificarse Mˇ
Máquinas en paralelo con diferentes velocidades (Qm): Se tienen m máquinas
en paralelo cada una con distintas velocidades; la velocidad de la máquina / se
denota por vˇ. El tiempo p/ ? que el trabajo j pasa en la máquina / es igual a p/vˇ, esto
es asumiendo que el trabajo es procesado solamente en la máquina /'. Esta
configuración también se conoce como máquinas uniformes. Si todas las máquinas
tienen la misma velocidad, esto es v, = 1 para toda /', y pˇj = pˇ, entonces la
configuración es idéntica a la explicada en el punto anterior.
Máquinas distintas en paralelo (Rm): Esta configuración es una generalización
del punto anterior. Se tienen m máquinas diferentes en paralelo. La máquina i
procesa el trabajo a una velocidad vˇj. El tiempo pn que el trabajo j pasa en la
máquina /' es igual a p/vˇj. Si las velocidades de las máquinas son independientes a
los trabajos, esto es vˇj = vˇ para toda / y j, entonces la configuración es idéntica al
punto anterior.
Flow shop (Fm): Se tienen m máquinas en serie. Cada trabajo tiene que ser
procesado en cada una de las m máquinas. Todos los trabajos tienen la misma ruta,
es decir tienen que ser procesados primero en la máquina 1, luego en la máquina 2 y
así sucesivamente. Después de completar el trabajo en una máquina, este se une a
la fila de espera de la siguiente máquina. Generalmente, se asume que todas las filas
operan bajo la disciplina primeras entradas primeras salidas (PEPS). Si se está
trabajando bajo PEPS, en el campo p deberá escribirse prmu, de permutación.
Flexible flow shop (FFs): Ésta es una generalización de las configuraciones: flow
shop y máquinas paralelas. En lugar de m máquinas en serie se tienen s estados en
serie, con un número determinado de máquinas en paralelo en cada estado. Cada
trabajo debe ser procesado primero en el estado 1, después en el estado 2 y así
sucesivamente. El estado funciona como un banco de máquinas en paralelo; en cada
estado el trabajo j requiere solo una máquina y generalmente los trabajos pueden
ser procesados en cualquier máquina. Las filas entre los estados operan bajo la
disciplina PEPS.
Open shop (Om): Se tienen m máquinas. Cada trabajo tiene que ser procesado en
cada una de las m máquinas. Sin embargo, algunos de los tiempos de procesamiento
Job shop (Jm): Teniendo m máquinas, cada trabajo cuenta con su propia ruta a seguir. Deberá hacerse una distinción para cuando un trabajo visita una máquina
una sola vez y cuando la visita varias veces. Para este caso, el campo p se deberá
escribir recrc para denotar recirculación.
Las restricciones de procesamiento se especifican en el campo p, algunas de estas
son:
Fecha efectiva (/j): Si este símbolo está presente en el campo p, el trabajo j no
podrá comenzar su procesamiento antes de la fecha efectiva ry. Si ry no aparece en el
campo p, el procesamiento del trabajo j puede iniciar en cualquier tiempo. A
diferencia de la fecha efectiva, la fecha de entrega no se especifica en este campo. El
tipo de función objetivo brindará suficiente información para saber cuando hay
fechas de entrega y cuando no.
Tiempo de setup dependiente de la secuencia (sjk): Representa el tiempo de
setup ente los trabajos j y k, dependiente de la secuencia, sok denota el tiempo de
setup para el trabajo k si este es el primero en la secuencia, mientras que s]0 denota
el tiempo de limpieza después de realizado el trabajo j , si este es el último de la
secuencia (de esta manera, se entiende que s0k y sj0 deberán ser cero). Si el tiempo
de setup entre los trabajos j y k depende de la máquina, entonces deberá incluirse el
sufijo /', esto es siJk. Si sjk no aparece en el campo p, entonces se asumirá que todos
los tiempos de setup son cero o independientes de la secuencia, en cuyo casi estos
podrán ser sumados a los tiempos de proceso.
Preemptions (prmp): Esto implica que no es necesario mantener un trabajo en la máquina hasta su terminación. Se permitirá interrumpir el procesamiento de un
trabajo en cualquier momento y poner otro es su lugar. No se pierde la cantidad de
procesamiento que el trabajo ya ha realizado, por lo que cuando se coloca el trabajo
en la máquina (o en otra similar, tratándose de máquinas en paralelo) solo
necesitará concluir el resto del procesamiento.
Restricciones de precedencia (prec): Esto puede aparecer en las configuraciones
de máquinas paralelas o en una sola máquina que requieran que uno o más trabajos
trabajo tiene al menos un predecesor y un sucesor, la restricción se refiere a una
cadena. Si cada trabajo tiene por lo menos un sucesor, la restricción se refiere a una
entrada. Si cada trabajo tiene por lo menos un predecesor, la restricción se refiere
por lo menos a una salida. Si no aparece prec en el campo p, los trabajos no tienen
restricción de precedencia.
Interrupciones (brkdwn): Las interrupciones en las máquinas indican que éstas
no están disponibles todo el tiempo. Se asume que sean fijos los períodos en los que
las máquinas no están disponibles (por ejemplo debido a cambios de turno o
mantenimiento). Si se tienen varias máquinas idénticas en paralelo, el número de
máquinas disponibles en cualquier tiempo es una función del tiempo, esto es m(t).
Restricciones de elegibilidad de máquina (Mj): Esta opción aparece sólo cuando
se tiene una configuración de máquinas en paralelo (Pm). Cuando Mˇ está presente,
no todas las máquinas pueden procesar el trabajo j. Mj denota el conjunto de
máquinas que pueden procesar el trabajo j. Sí Mj no aparece en el campo p, el
trabajo j puede ser procesado en cualquiera de las m máquinas.
Permutación (prmu): La restricción que deberá aparecer en la configuración de
flow shop es que las filas enfrente de cada máquina, operan bajo la disciplina PEPS.
Esto implica que el orden (o permutación) en el cual los trabajos pasan a través de la
primer máquina deberá mantenerse a lo largo de todo el sistema.
Bloqueo (block): Este fenómeno puede ocurrir en la configuración flow shop. Si un
flow shop tiene in buffer de tamańo limitado entre dos máquinas sucesivas, puede
suceder que cuando el buffer se encuentre lleno no se permita a la máquina
siguiente soltar un trabajo ya terminado. Este fenómeno se conoce como bloqueo: el
trabajo terminado tiene que permanecer en la máquina siguiente previniendo que la
máquina procese otro trabajo. Cuando se tiene esta opción en el campo b, se asume
que las máquinas operan bajo PEPS, es decir se permite la permutación.
Noespera (nwt): Este fenómeno también ocurre en los flow shops. Los trabajos no
podrán esperar a ser procesados entre dos máquinas sucesivas. Esto implica que el
trabajo podrá ir a través de todo el sistema sin tener que esperar a ninguna máquina. Es este caso también se opera bajo la disciplina PEPS.
Recirculación (recrc): Puede ocurrir en job shops cuando un trabajo visita a una
máquina más de una vez.
Cualquier otra opción que aparezca en el campo b se explicará por sí misma.
Por ejemplo cuando se tiene p} = p implica que todos los tiempos de procesamiento
son iguales. Y cuando se tiene dˇ = d implica que todas las fechas de entrega son
iguales.
Los objetivos a ser minimizados estarán siempre en función de los tiempos de
terminación de los trabajos, los cuales dependen del schedule. El tiempo de
terminación del trabajo j en la máquina / se denota por Cˇj. El tiempo en el que el
trabajo j deja el sistema (el tiempo de terminación de la última máquina en donde
requiere ser procesado) se denota por Cˇ. El objetivo también estará en función de las fechas de entrega.
El retraso (lateness) del trabajo j se define como:
que será positiva cuando el trabajo j se completa tarde y negativa cuando se
completa antes de tiempo.
La tardanza (tardiness) del trabajo j se define como:
7} = max (Cj djr 0) = max(Lj, 0)
La diferencia entre retraso y tardanza reside en el hecho que la tardanza
nunca podrá ser negativa. Los castigos o penaltíes del trabajo j se definen como:
U = \ - si C
J > d
J
A continuación se presentan algunos ejemplos de funciones objetivos a ser
minimizadas:
Makespan ( Cm a x) : El makespan se define como el max(Ci, . . . . , Cn) , que es el
equivalente al tiempo de terminación del último trabajo que deje el sistema. Un
mínimo makespan generalmente Implica una alta utilización de las máquinas.
Retraso m á x i m o ( Lm a x) : El retraso máximo Lm a x se define como el max(Li, . . . . ,
Ln). Indica la máxima violación de las fechas de entregas.
Tiempo total de terminación (con pesos) (Łw,C,): La suma de los tiempos de
terminación con pesos de n trabajos indican el total de los costos por mantener
inventarios incurridos en el schedule. Generalmente se refiere al tiempo de ciclo
(flow time).
Tiempo total de terminación(con pesos y descuentos) ( S i v / l e " '0) ) : Ésta es
una función de costos más general que la mencionada en el punto anterior, en donde
los costos se descuentan a una razón r, 0 < r < 1, por unidad de tiempo. Si el
trabajo j no se completa en el tiempo r, se incurre en un costo adicional wfe'ndt en
el periodo [t, t + dt]. Si el trabajo j se completa en un tiempo t, el costo total
incurrido en el periodo [0, t] es
Wj(le'rCi). Generalmente el valor de r es cercano a cero, por ejemplo 0 . 1 o 10%.
Tardanza total (con pesos) (Ew/f)): Este es un caso más general de la función de
costos del tiempo total de terminación (con pesos).
Número de trabajos tardíos (con pesos) (ZWJUJ): Generalmente es un objetivo
1.2. Historia
El scheduling comenzó a tomar importancia dentro de la manufactura a
principios del siglo XX, con el trabajo de Henry Gantt y otros pioneros. Sin embargo
todavía tuvieron que transcurrir varios ańos antes de que apareciera la primer
publicación referente al scheduling en la literatura de investigación de operaciones.
Algunas de estas primeras publicaciones aparecieron en el Naval Research
Logistics Quaterly a principios de los 50's. [Pinedo, 1995]
Durante las décadas siguientes el auge en las investigaciones sobre el
scheduling se hizo evidente. Esto aunado a la utilización de computadoras personales
permitió a las empresas tener rápido acceso a la información y de este modo realizar
programaciones más exactas y confiables.
1.2.1. Evolución en los métodos de solución
1.1.1.1. Métodos tradicionales
Los primeros desarrollos sobre métodos de análisis y solución del scheduling
tuvieron tres vertientes principales. Realizar el scheduling:
• De forma manual.
• Con ayuda de computadoras.
• Con modelos matemáticos.
El scheduling realizado manualmente, utiliza el conocimiento de expertos que
organizan los recursos disponibles tomando en consideración pronósticos de ventas y
de producción.
Los ingenieros de manufactura quienes son los encargados de tomar todas las
decisiones referentes al scheduling, se basan en métodos heurísticos. Los trabajos
son programados de acuerdo a reglas simples, como as least slack. Estos a su vez
son ordenados en secuencia para cada máquina de acuerdo a otras reglas como la
elección de la máquina disponible con la mayor razón valor / tiempo de
En este tipo de programación manual, el tamańo de los lotes es fijo a través
de todo el ciclo de vida del producto, este es elegido tomando en consideración los
costos fijos de arranque y operación.
Los problemas que pudieran presentarse, tales como diferencias en tamańos
de lotes (lot splitting), reforzar las máquinas desocupadas (para ser utilizadas en
casos urgentes), reenrutamientos debidos a fallas en máquinas, despacho de
órdenes tardías; son manejados por la experiencia y sentido común.
Algunas de las ventajas de utilizar este tipo de scheduling son:
a) Mezcla adecuada y efectiva de experiencia humana.
b) Uso del sentido común para adaptarse a situaciones de crisis.
De la misma manera, alguna de sus desventajas son:
a) La dificultad de probar un número grande de prioridades, y hacer una estimación
precisa de los efectos de las acciones a tomar.
b) Dificultad en la respuesta al cambio (future shock).
c) Al tener menor control sobre los datos, el problema se torna complejo.
Entre las décadas de los 50's y 60's, gracias a los avances computacionales de la
época, la manera de realizar el scheduling cambió radicalmente.
Esto permitió representar: la estructura de la línea de producción, actividades a
realizar en ésta, trabajos, etc. Y mediante la utilización de métodos heurísticos
simples, la computadora era capaz de extrapolar a futuro un schedule dado. [Morton,
1993].
Entre las ventajas de utilizar este tipo de métodos, están: el tiempo que implicaba
la reprogramación del scheduling, se lograba representar con suficiente realismo lo
que pudiera ocurrir en el piso de producción y la facilidad con la que podía
Entre las desventajas encontradas al utilizar este tipo de métodos de solución para
el scheduling, estaban: debía tenerse especial tanto en la programación como en los
datos de entrada ya que de estos dependía el resultado final. Además de que el
diseńo y la programación requerían de varias horas de trabajo. Todo esto hacía que
fuera muy difícil saber cuando se estaba realizando bien el scheduling y cuando no.
1.1.1.2. Métodos contemporáneos
En los últimos ańos se han utilizado métodos heurísticos que si bien, aún se
encuentran en una etapa de desarrollo han contribuido notablemente en el campo
del scheduling, a continuación se da una breve explicación de lo que consisten
algunos de estos métodos.
Búsqueda tabú (Tabú search). Las heurísticas relacionadas con el
scheduling que han utilizado búsqueda tabú, han sido presentados por Glover y
Laguna (1989), Laguna et al. (1989), y Widmer y Hertz (1989). Glover (1990) ha
presentado también buenos resultados en el uso de la búsqueda tabú. En su forma
más simple, la búsqueda tabú es una búsqueda de nodos vecinos con una lista de
posiciones de búsqueda recientes. "Tabú" proviene del hecho de que estas posiciones
no deben ser repetidas mientras se encuentren en la lista activa. Una de las
posiciones se mantiene en movimiento tratando de superar el mejor objetivo o por lo
menos ignorando al peor de todos. La mejor solución es, por lo general, almacenada
hasta que no se encuentren mejores soluciones.
Recocido simulado (Simulated annealing). Las heurísticas relacionadas
con el scheduling que han utilizado recocido simulado son descritos por Kirkpatrick
et al. (1984), Vakharia and Chang, (1990), Coroyer y Lui (1991), Ishibuchi et al.
(1991), y Van Laarhoven et al. (1992). El recocido simulado también agrega
diversificación al procedimiento de búsqueda de nodos vecinos, pero de una manera
diferente. De nueva cuenta, en su forma más simple una cantidad al azar es
agregada a cada posible movimiento de evaluación. La función objetivo para un
movimiento potencial es calculado y comparado con el objetivo en curso. Una
cantidad al azar es agregada a esta diferencia, produciendo una diferencia ajustada.
Entonces el movimiento con la mayor diferencia ajustada positiva es elegido.
siguiendo la cantidad al azar será la estrategia de diversificación. Combinando los
dos procesos se crea la estrategia conjunta del recocido simulado.
Algoritmos genéticos (Genetic Algorithms). Los algoritmos genéticos
(Holland, 1975; Dorigo, 1989; Davis, 1991; Falkenauer amd Buffoix, 1991; Nakano y
Yamada, 1991; Della Croce et al. 1992) se refieren a un proceso de búsqueda que
simula la evolución natural. Se tiene una población de posibles soluciones al
problema. En cada generación, se permite a las mejores soluciones producir nuevas
soluciones(hijos) por medio de la mezcla de ciertas características de los padres (o
por mutación); los peores hijos mueren para así mantener la población estable y
esto se repite en la generación siguiente. Es posible considerar un concepto más
amplio de algoritmos genéticos como una clase muy general de técnicas que pueden
incluir búsquedas de nodos vecinos, búsquedas tabú, recocido simulado, y beam
search como casos especiales. [Morton, 1993]
1.3. M é t o d o s de e v a l u a c i ó n
Es de vital importancia entender lo que significa un buen scheduling para
poder evaluar su funcionamiento a través del tiempo. Por lo que se han desarrollado
diversos estudios que buscan precisamente encontrar un nivel de desempeńo.
Varios autores coinciden en que esto es muy difícil de lograr debido a la gran
variedad de procesos que existen dentro de una organización, es decir el scheduling
sería evaluado de acuerdo a parámetros exclusivos de cada proceso, pero no podría
ser comparado con otros niveles de desempeńo encontrados en procesos diferentes,
esto hace de la evaluación del scheduling un proceso difícil de desarrollar.
Kempf asegura que para que un scheduling sea considerado como bueno,
tendrá que ser primeramente un scheduling viable es decir, que no viole ninguna
restricción de manufactura en donde esté trabajando. En otras palabras, su
ejecución tendrá que ser físicamente posible.
Otra de las condiciones para tener un buen scheduling es que éste sea
Al momento de evaluar el scheduling, la interrogante principal es qué variable
es la que deberá ser evaluada. En este punto también hay diversas opiniones,
algunos investigadores aseguran que la mejor manera de evaluar un scheduling es
basándose en los costos (utilización de máquinas, satisfacción del cliente, inventario,
etc).
Otros coinciden en que la mejor manera de evaluar el scheduling es
contabilizando el número de trabajos realizados en un horizonte de tiempo, y para
este caso en particular lo que se buscará mejorar son las reglas de despacho.
Otra forma de evaluar el scheduling es realizando varios escenarios en donde
se juega con algunas variables como, tiempo de ciclo, tardanza máxima, etc. Y al
discriminar los peores resultados encontrar la mejor manera en la que éste podría
realizarse.
Teóricamente se han realizado una gran variedad de estudios en esta área y
lo que haría falta probar es un poco más de conocimiento empírico y técnicas de
evaluación de desempeńo contemporáneas para conocer el comportamiento de los
resultados y conocer cuál de todos estos es el mejor indicador de cuando un
scheduling se está realizando correctamente y cuando no.
Lo descrito en este punto muestra los esfuerzos que se han realizado para
evaluar el desempeńo del scheduling, por lo que es importante recordar que la
Capítulo 2
2. INTRODUCCIÓN A SEIS SIGMA
A medida que la competencia entre organizaciones se hace más fuerte, crece la
necesidad de mejorar la calidad y la satisfacción al cliente. Por lo que las empresas
se ven en la necesidad de implementar nuevas estrategias y métodos que ayudarán
a mejorar su productividad y eficiencia.
Una de estas estrategias, adoptada por varias organizaciones mundialmente
exitosas tales como General Electric, Motorola, Sony, Honda Kodak, etc; es: Seis
Sigma. Dichas empresas han logrado, no solo aumentar sus niveles de calidad y
competencia, sino que han reducido costos y mejorado sus índices de productividad.
Algunas personas ven a Seis Sigma como la aplicación rigurosa de herramientas
estadísticas a través de distintos procesos dentro de la organización. Otros la ven
como una versión sofisticada de TQM (Total Quality Management). Lo que Seis
Sigma busca en realidad es mejorar la eficiencia y eficacia dentro de una
organización al cubrir las necesidades del cliente, al mismo tiempo que utiliza la
conjunción de varias filosofías de calidad.
Resulta importante aclarar que la meta final de Seis Sigma no es el mejoramiento
continuo persé, sino la creación de bienes económicos tanto para el cliente como
para la empresa misma. [Breyfogle, 2001]
2.1. Historia
2.1.1. Motorola
Hoy en día sabemos que el éxito de la empresa Motorola va ligado
directamente con Seis Sima, fue precisamente ahí donde surgieron todos estos
conceptos que tiempo después evolucionaron en lo que hoy se conoce como Seis
Sigma.
japoneses. Varios de sus altos ejecutivos coincidían que esto era debido a la
deficiente calidad de sus productos. En ese entonces Motorola aplicaba varios
sistemas de calidad sin mucho éxito, hasta que en 1987 una nueva estrategia surgió
del Sector de Comunicaciones. A esta nueva filosofía de mejoramiento se le
denominó: Seis Sigma.
Lo que en ese momento significó Seis Sigma para Motorola fue una manera
simple y consistente de rastrear y comparar el funcionamiento de la organización con
los requerimientos del cliente. Al mismo tiempo que se buscaba, de manera muy
ambiciosa, alcanzar la calidad perfecta o cero defectos.
En poco tiempo esta nueva filosofía se difundió a toda la organización y bajo
la supervisión del entonces presidente de la compańía, Bob Galvin, se fijó la meta
inicial de realizar los procesos 10 veces mejor (denotado como 10X) en un lapso de
cinco ańos. Mas tarde este objetivo cambió a tener un mejoramiento de 10X cada
dos ańos, es decir un mejoramiento de 100X en cuatro ańos.
Solo dos ańos después de haber implementado Seis Sigma, Motorola recibió el
premio Malcolm Baldrige National Quality Award. El número total de empleados
creció de los 71,000 que había en 1980 a más de 130,000 de hoy en día. Algunos de
los logros más importantes de Motorola han sido:
• Incremento de las ventas en cinco veces, con ganancias totales cercanas al 20%.
• Ahorros acumulados basados en proyectos Seis Sigma por $14 billones de
dólares.
• El valor de mercado de Motorola crece a una tasa compuesta anual del 21.3%.
2.1.2. Allied Signal
Allied Signal, comenzó a aplicar estrategias de calidad a principios de los 9 0 ' s
y para 1999 ya estaba ahorrando alrededor de $600 millones de dólares anualmente.
Todo esto gracias a la exitosa utilización de Seis Sigma.
Los equipos de trabajo de Allied Signal utilizaron la filosofía Seis Sigma no
aplicar los mismos principios en el diseńo y desarrollo de nuevos productos,
reduciendo con esto el tiempo de diseńo y certificación.
En 1998 la compańía registró un crecimiento de productividad del 6%, con un
margen de ganancias del 13%. El valor de mercado de la compańía en 1998 creció a
una tasa del 27% compuesto anualmente.
Los encargados de implementar Seis Sigma dentro de Allied Signal, la definen
como "más que solo números es un estado de autodeterminación para alcanzar un
estándar de excelencia, utilizando todas las herramientas a nuestra disposición sin
dudar nunca en reinventar la forma en que se hacen las cosas" [Pande, 2000]
2.1.3. General Electric
Jack Welch, uno de los ejecutivos más visionarios y exitosos de este siglo,
llevó a General Electric a ser una de las empresas más grandes y remunerantes de la
historia. El valor de mercado de General Electric en 1981 era de $12 billones de
dólares, para 1998 este se había incrementado hasta $280 billones de dólares. Se
encargó además, de transformar a una empresa tradicionalmente manufacturera a
una corporación más diversificada con una amplia gama de productos y servicios.
Welch entró en contacto con la filosofía Seis Sigma, gracias a un amigo y
antiguo colaborador suyo, Lawrence A. Bossidy, entonces presidente de Allied Signal.
En la reunión anual de altos ejecutivos de General Electric, en junio de 1995, Bossidy
estuvo encargado de dar una conferencia, podía hablar de cualquier tema siempre y
cuando generara nuevas ideas entre la audiencia. Bossidy decidió compartir el éxito
alcanzado por Allied Signal al utilizar Seis Sigma.
Fue tal el impacto que causó, que en agosto del mismo ańo Jack Welch
decidió adoptar Seis Sigma. Y su meta final era la de llevar a cada uno de los
productos y servicios de General Electric a niveles de calidad de Seis Sigma para el
ańo 2000.
Cuando General Electric implemento Seis Sigma, Welch pudo percatarse que
consideradas con un buen nivel de calidad. La meta entonces era alcanzar y
mantenerse cerca de la perfección, esto es 3.4 defectos por millón de oportunidades.
En 1996, la diferencia entre ser una empresa de 3 sigmas a una de 6 sigmas,
le estaba costando a General Electric entre 7 y 10 billones de dólares anuales en
desperdicios y retrabajos.
Inicialmente General Electric entrenó a 200 Master Black Belts, 800 Black
Belts y dio entrenamiento a 20,000 ingenieros para realizar los diseńos de nuevos
productos bajo la filosofía de Seis Sigma.
En 1997 se había realizado una inversión de $250 millones de dólares en
entrenamientos masivos, cerca de 4,000 Black Belts y Master Black Belts y más de
60,000 Green Belts. Esta inversión se recuperó pronto, a finales de 1997 Seis Sigma
produjo un aumento de las ganancias por $300 millones de dólares.
Después de los primeros resultados, los beneficios comenzaron a reflejarse
exponencialmente. En 1998, se invirtieron unos $500 millones de dólares y se
obtuvieron tres cuartos de billón de dólares como ganancias. En 1999 el pronóstico
2.2. Conceptos básicos
2.2.1. Definiciones
2.2.1.1. ż Qué es Seis Sigma ?
Mikel Harry, uno de los pioneros en la utilización de Seis Sigma, establece que
la diferencia que existe entre Seis Sigma y los programas de calidad tradicionales,
reside en que estos se han enfocado en la detección y corrección de defectos
comerciales, industriales y de diseńo; Seis Sigma provee métodos específicos que
permiten recrear el proceso, de manera que los defectos y errores no ocurrirán en
primera instancia.
Peter Pande la define como un sistema fácil y comprensible para alcanzar un
máximo éxito de negocios de manera sostenible. Seis Sigma se guía principalmente
por el entendimiento completo de las necesidades del cliente, la utilización
disciplinada de datos, análisis estadísticos y una atención diligente al manejo,
mejoramiento y reinvención de los procesos de negocios.
Algunos de los éxitos que pueden obtenerse mediante la utilización de Seis Sigma
son:
• Reducción de costos.
• Mejora en la productividad.
• Crecimiento en el mercado.
• Continuidad de clientes.
• Reducción en el tiempo de ciclo.
• Un cambio en la cultura de la empresa.
2.2.1.2. Definición estadística de Seis Sigma.
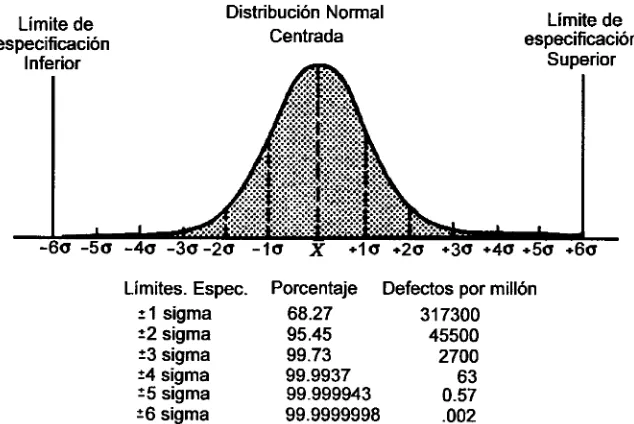
Para definir Seis Sigma estadísticamente, dos términos son básicamente importantes: los límites de especificación y la distribución normal.
Límites de especificación.
Los límites de especificación son las tolerancias o rangos de desempeńo que los clientes requieren de productos y procesos.
Los límites de especificación (superior e inferior) se utilizan en todos los procesos requeridos para la fabricación de un producto. Esto es sencillamente porque la variabilidad es tan común en la vida real, que tienen que permitirse ciertos rangos de imprecisión en los procesos.
La siguiente figura (Fig. 2.1) ilustra a los límites de especificación como las dos líneas verticales, típicamente el valor objetivo se encuentra exactamente a la mitad de ambos límites. Es importante aclarar que estos límites de especificación son totalmente independientes de la curva de campana de la distribución normal. Lo importante de los límites de especificación, es comprender que los clientes esperan que el producto o servicio que están comprando caiga dentro de este rango, más aun cuando se trata del centro exactamente.
Límite de especificación
Inferior
Distribución Normal
Centrada especificación Límite de Superior
6o 5o 4o 3o2o 1o X *1O *2o + 3 0 +40 *5o +6o Límites. Espec. Porcentaje Defectos por millón
[image:39.612.137.454.439.651.2]i1 sigma 68.27 317300 ±2 sigma 95.45 45500 ±3 sigma 99.73 2700 ±4 sigma 99.9937 63 i5 sigma 99.999943 0.57 ±6 sigma 99.9999998 .002
La distribución normal.
La curva de "campana" que aparece también en la figura 2.1 representa a la
distribución normal, también conocida como distribución Gaussiana. La curva tiene
una forma simétrica y se extiende desde hasta + infinito en el eje de las X ' s . La
forma de la curva depende solamente del proceso, equipo, personal, etc. que tienen
relación directa con el proceso. En pocas palabras, esta curva sintetiza la
cuantificación empírica de la variabilidad de un proceso de manufactura.
Las líneas punteadas en la figura 2.1 representan el número de desviaciones
estándar (a) a las que un determinado punto se encuentra del centro (o de la media
n).
La información tabular bajo la curva normal de la figura 2.1 indica el
porcentaje de área bajo la curva que puede encontrarse entre ± 1 unidades de a, ± 2
unidades de a y así sucesivamente hasta llegar a ± 6 unidades de es, con respecto a
la media. Donde a es el símbolo griego utilizado para denotar la desviación estándar
de una población.
Se asume que el área total bajo la curva de la distribución normal es igual a
1. Esto quiere decir que el 100% de las piezas (o lo que se este contabilizando) de
un proceso tendrán un valor dentro del eje X ' s desde infinito + infinito.
Las piezas o puntos que caen fuera de los límites de especificación son
definidos como: defectos, fallas o no conformidades.
Un defecto puede definirse también como cualquier instancia o evento en
donde el producto falle al querer cumplir con las necesidades del cliente. [Pande,
2000]
Considerando la información bajo la curva de la figura 2.1, podemos darnos
cuenta que el 99.73% del área total cae dentro de las ± 3 unidades de a. Esto a su
vez corresponde a tener 2,700 defectos por millón. Para ± 6 unidades de a este
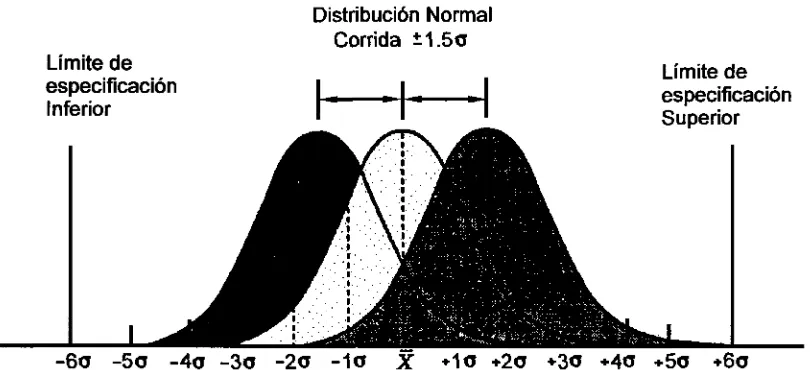
2.2.2. Nivel sigma o nivel de calidad sigma.
La explicación del punto anterior está basada en la consideración que el
proceso se encuentra completamente centrado. Sin embargo, para representar
típicos cambios o variaciones en la media de un proceso, Motorola agregó un valor
de ± 1.5 a a la media del proceso. Este valor se utiliza para calcular el nivel sigma
o el nivel de calidad sigma de un proceso. La figura 2.2 muestra que en este caso, para un valor de + 6 unidades de a el número de defectos por millón es de 3.4.
Distribución Normal Corrida i 1.5o
[image:41.612.64.469.228.413.2]6o 5o 4o 3o 2o 1o
x
*1o +2o +3o +4o +5o +6oFigura 2.2. Efecto de correr la media ± 1.5 a en la distribución normal.
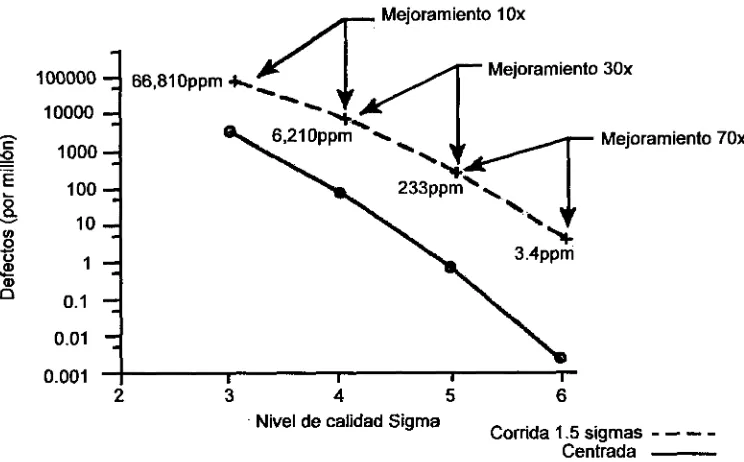
Entre mayor sea el nivel de calidad sigma, menor será el número de defectos
por millón. Desgraciadamente esta relación no es lineal y por lo tanto el
mejoramiento necesario para pasar de un nivel cinco a un nivel seis es muy grande y
por lo tanto difícil de lograr. Un cambio de este tipo será mas difícil de lograr que un
cambio de tres a cuatro niveles de calidad sigma. Esto se ve ilustrado en la figura
2.3. Dentro de la terminología Seis Sigma, el nivel de calidad sigma, se mide
Centrada
Figura 2.3. Defectos por millón VS nivel sigma de calidad.
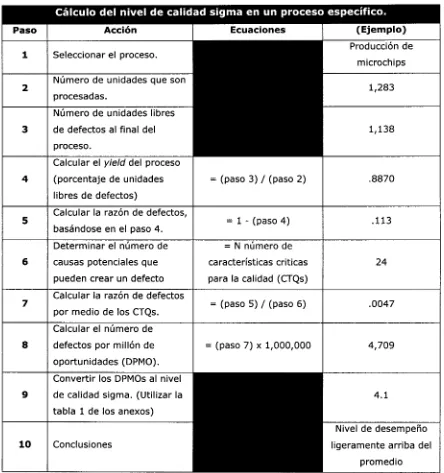
Los requerimientos del cliente, se conocen en Seis Sigma como "CTQs" (Critical
To Quality) puntos críticos para la calidad, por sus siglas en inglés. Y son
precisamente estos CTQs los que ayudan a calcular el nivel de calidad sigma dentro
de un proceso.
Hasta hace algunos ańos, la gran mayoría de las organizaciones trabajaban con
niveles de calidad de + 3 a , actualmente este valor ya no es aceptable si se desea
seguir en el mercado. Por ejemplo, considerando un nivel de desempeńo del 99.9% (
0.1% de defectos) en las siguientes industrias de servicios, se tendrían: [Breyfogle,
2001].
• 20,000 prescripciones medicas incorrectas al ańo.
• Una hora de agua para beber contaminada al mes.
• 22,000 cheques deducidos incorrectamente en una hora.
• Fallas en la electricidad, agua y calefacción por 8.6 horas al ańo.
• Dos accidentes de avión por día en el aeropuerto internacional O'Haré.
• 500 procedimientos quirúrgicos incorrectos a la semana.
• 2,000 paquetes de correo perdidos cada hora.

![Tabla 1.1 Niveles de scheduling. [Morton, 1995]](https://thumb-us.123doks.com/thumbv2/123dok_es/4492934.37182/21.612.77.524.69.241/tabla-niveles-de-scheduling-morton.webp)