INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
“
PROPUESTA E IMPLEMENTACIÓN DE CONTROL
SEMI-AUTOMÁTICO EN EL TOSTADOR 1421-A
”
TESIS
QUE PARA OBTENER EL TITULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
ALEJANDRI MORALES EDUARDO
GÓMEZ FLORES GUSTAVO ALEJANDRO
ASESORES:
M. en C. DURAN MEDINA PINO
M. en C. NAVARRO SOTO RICARDO
ESCUELA SUPER IOR DE INGENIERÍA M E CÁNICA Y ELECTRI CA
UNID AD P ROF ESIONAL "ADO LFO LÓPE Z MATEOS"
TE M A DE TE S I S
QUE PARA OBT EN ER EL TITULO DE INGENIERO EN CONTROL Y AUTOMATIZACION
POR LA O PC IÓN DE TITULACIÓN TESIS COLECTIVA Y EXAMEN ORAL INDIVIDUAL
DEBE R A(N) DESARROL LA R C. GUSTAVO ALEJANDRO GÓMEZ FLORES
C. EDUARDO ALEJANDRI MORALES
"PROPUESTA E IMPLEMENTACIÓN DE CONTROL SEMI-AUTOMÁTICO EN EL TOSTADOR 1421-A"
HACER UNA PROPUESTA DE SEMI-AUTOMATIZACIÓN MEDIANTE EL DISEÑO DE UN LAZO DE CONTROL DE TEMPERATURA EN EL TOSTADOR 1421-A Y SELECCIONAR LA INSTRUMENTACIÓN ADECUADA, PARA REDUCIR EL CONTACTO DEL OPERARIO CON EL TOSTADOR, CON EL OBJETO DE HACER MÁS EFICIENTE Y
SEGURO EL PROCESO DEL TOSTADO DE CHILE EN LA ELABORACIÓN DEL MOLE OAXAQUEÑO.
セ@ SELECCIÓN E IMPLEMENTACIÓN DE INSTRUMENTOS PARA EL LAZO DE CONTROL. セ@ APLICACIÓN DE MODELADO O CARACTERIZACIÓN.
セ@ RECONOCIMIENTO DE UN CONTROLADOR DE PROCESO Y SU PROGRAMACIÓN. セ@ DISEÑO DE UN GABINETE DE CONTROL.
MÉXICO D. F., A 18 DE ABRIL DE 2013.
ASES O R ES
セZZZZZZウMMMMMMMセ@
セ@
r
M. EN C. RICARDO NAVARRO SOTO C. PINO DURÁN MEDINA
/ 7 \ \ ;1
n ,
draセlaGnセセgセセitセG■ゥoセセャc@
JEfA DEL DEPARTAMENTO acad QゥセャAゥゥhセ@
INGENIERÍA EN CONTROL Y AUTOMA iセIQcion@
ii
AGRADECIMIENTOS Y
DEDICATORIAS
Quiero dar las Gracias a Dios por haberme dado la fortaleza y el entendimiento para poder realizar este sueño que fue su voluntad y reconocimiento que es todo para él, a quien dedico mi entrega para poder desempeñar la tarea que él me indique.
Agradecer a mi padre y a mi madre por poner su mano siempre en mi hombro y apoyarme a ciegas en esta meta, confiando en mi y en el Señor para guiarme.
A ti Padrino a ti Madrina, que siempre tuvieron para mí el apoyo y las palabras para seguir mi camino.
A todos mis Carnales que con alegría compartían mis cuentos y con un abrazo mis dilemas. Sin dudar agradezco al Instituto Politécnico Nacional y a la ESIME, hogar de mi esfuerzo por dar cada día lo mejor, donde puedo encontrar a mis profesores, personas que al día de hoy considero parte importante de mi aprendizaje ya que no solo me enseñaron a sumar y restar, sino a apoyar y motivar.
Eduardo Alejandri Morales
Quiero agradecer a todas las personas que estuvieron a mi lado apoyándome para cumplir con una de las metas más importantes de mi vida, a los que creyeron en mí, pero es especial a mi familia y mis tíos Fer, Genaro, Ricardo, David y Evaristo que con sus palabras y oportunidades me motivaron a terminar lo que un día empezó como un sueño.
Agradecer y dedicar este trabajo a las tres personas más importantes de mi vida, mi Madre, mi Abue y mi Hermana, que a pesar de las adversidades, hemos salido adelante de todos los problemas, personas que amo y nunca me han dejado solo, que por su apoyo incondicional han sido mi inspiración para terminar mi carrera.
Agradecer al Instituto Politécnico Nacional, el CECyT 8 y a la ESIME zacatenco que me cobijaron durante 8 años, siendo mi segundo hogar, a las personas que conocí en éste camino de la vida, agradecer a compañeros, profesores y amigos como Zaid, Cesar, Fernando y especialmente a Geovas un gran hermano que con su ayuda se pudo terminar éste trabajo, por ultimo agradecer a mi compañero de tesis que además de ser un amigo es un hermano que me apoyo en los momentos más difíciles.
A mis asesores de tesis, profe Pino y Navarro que nos permitieron creer en nosotros mismos. Por último quiero agradecerle a Dios por darme la fuerza para cumplir con esta etapa de mi vida y permitirme conocer a toda esta gente que ha sido indispensable en mi vida.
iii
CONTENIDO
INTRODUCCIÓN
OBJETIVOS
JUSTIFICACIÓN Y ALCANCE
RESUMEN
CAPÍTULO 1
GENERALIDADES
CAPÍTULO 2
DESCRIPCIÓN DEL TOSTADOR
CAPÍTULO 3
CARACTERIZACIÓN
CAPÍTULO 4
SELECCIÓN DE LOS ELEMENTOS DE
CONTROL
CAPÍTULO 5
IMPLEMENTACIÓN Y ANÁLISIS DE
RESULTADOS
CONCLUSIONES
ANEXOS
iv
ÍNDICE
CAPÍTULO 1 GENERALIDADES
1.1 El mole Oaxaqueño 1
1.2 ¿Qué es un tostador? 3
1.2.1 Partes del tostador 4
1.3 Variables físicas del proceso 5
1.3.1 Variable temperatura 5
1.3.2 Variable flujo 6
1.4 Control 6
1.4.1 Modos de control 7
1.4.1.1 Control manual 7
1.4.1.2 Control semi-automático 8
1.4.1.3 Control automático 8
1.4.2 Objetivo del control de procesos 8
1.4.3 Lazos de control 8
1.4.3.1 Elementos del lazo de control cerrado 9
1.4.4 Algoritmos de control 11
1.4.4.1 Control proporcional de tiempo variable 12
1.4.4.2 Control proporcional 12
1.4.4.3 Control proporcional + integral 14 1.4.4.4 Control proporcional + integral + derivado 15
1.5 Caracterización 17
CAPÍTULO 2 DESCRIPCIÓN DEL TOSTADOR
2.1 Localización del Tostador 19
2.2 Nomenclatura del tostador 1421-A 20
2.2.1 Descripción del tostador 21
2.2.2 Sistemas del tostador 23
2.3 Descripción del proceso de tostado 28
2.3.1 Diagrama de bloques 30
2.3.2 Diagrama de flujo 31
2.3.3 Diagrama de flujo simplificado 34
CAPÍTULO 3 CARACTERIZACIÓN
3.1 Objetivo 35
3.2 Calidad de Tostado 35
v 3.5 Graficas representativas de la matriz experimental 48
3.6 Selección de las condiciones optimas de operación 50 3.6.1 La temperatura como principal condición 50 3.6.2 El tiempo de operación como variable determinante 51
CAPÍTULO 4 SELECCIÓN DE LOS ELEMENTOS DE CONTROL
4.1 Elemento primario “sensor” 53
4.2 Elemento secundario “transmisor” 57
4.3 Controlador 58
4.3.1 Controlador digital universal. 59 4.3.2 Controlador universal PIXSYS® modelo ATR243. 59 4.4 Elemento final de control “Servo válvula” 62
4.4.1 Tipo de válvulas 64
4.4.2 Servomotores 65
4.4.3 Microcontrolador 66
4.5 Diseño del Gabinete de Control 68
CAPÍTULO 5 IMPLEMENTACIÓN Y ANÁLISIS DE RESULTADOS
5.1 Instalación del Termopar 71
5.1.1 Selección del punto de instalación 71 5.1.2 Barrenado del contenedor y colocación de conexión a proceso 72 5.1.3 Longitud de inserción de termopar 74 5.2 Instalación de la servo-válvula 76 5.2.1 Arreglo físico entre válvula y servomotor 76 5.2.2 Pruebas de funcionamiento del servomotor 78 5.2.3 Fabricación de la base para la servo-válvula y su adaptación 79 5.3 Fabricación e instalación del gabinete de control 83 5.3.1 Barrenado de la caja para cableado de piezas eléctricas 83 5.3.2 Acabado del gabinete de control 84 5.3.3 Base del gabinete de control 85
5.4 Función PID del controlador 86
vi
ÍNDICE DE TABLAS
Tabla 1.1 Diferentes modelos de tostadores. 4
Tabla 1.2 Unidades de temperatura. 5
Tabla 1.3 Relación entre escalas de temperatura. 6
Tabla 1.4 Unidades de flujo. 6
Tabla 2.1 Características para la nomenclatura del tostador. 20 Tabla 2.2 Datos técnicos del motor reductor IH7PF15G-2. 26 Tabla 3.1 Valores de brillo en el chile para definir el nivel de Tostado. 35 Tabla 3.2 Valores de suavidad en el chile para definir el nivel de Tostado. 36 Tabla 3.3 Valores de temperatura en el chile para definir el nivel de Tostado. 36 Tabla 3.4 Valores del aroma en el chile para definir el nivel de Tostado. 36 Tabla 3.5 Descripción de los Niveles de Tostado. 37
Tabla 3.6 Matriz Experimental. 38
Tabla 3.7 Resultados de brillo en las muestras por prueba. 39 Tabla 3.8 Resultados de suavidad en las muestras por prueba. 39 Tabla 3.9 Resultados de temperatura en las muestras por prueba. 40 Tabla 3.10 Resultados de aroma en las muestras por prueba. 40 Tabla 3.11 Resultados obtenidos del tostado del chile huajillo a 90°C. 41 Tabla 3.12 Resultados obtenidos del tostado del chile huajillo a 110°C. 43 Tabla 3.13 Resultados obtenidos del tostado del chile huajillo a 130°C. 45 Tabla 3.14 Resultados obtenidos del tostado del chile huajillo a 150°C. 46 Tabla 3.15 Muestras de tostado de la primera prueba (Tiempo de muestreo 2 min). 47 Tabla 3.16 Valores gráficos según calidad de tostado. 48
Tabla 3.17 Condiciones de operación. 52
Tabla 4.1 Características de los medidores de temperatura de tipo termoeléctrico. 54 Tabla 4.2 Curvas características f.e.m./temperatura de los termopares. 55 Tabla 4.3 Comportamiento respecto al ambiente de trabajo. 55 Tabla 4.4 Termopares más comunes, su escala, ventajas y restricciones. 56 Tabla 4.5 Código de colores de cables de extensión para termopares. 58 Tabla 4.6 Datos técnicos del controlador ATR243 Pixsys. 60 Tabla 4.7 Esquema de conexión del controlador ATR243 Pixsys. 61 Tabla 4.8 Indicadores en Display del controlador ATR243 Pixsys. 62
Tabla 5.1 Temperaturas equivalentes. 88
vii
ÍNDICE DE FIGURAS
Figura 1.1 Elaboración artesanal del mole Oaxaqueño. 3 Figura 1.2 Partes principales del tostador. 4 Figura 1.3 Control manual del proceso. 7 Figura 1.4 Representación grafica de un lazo de control abierto. 8 Figura 1.5 Representación grafica de un lazo de control cerrado. 9 Figura 1.6 Diagrama de bloques de lazo cerrado. 11
Figura 1.7 Control proporcional. 13
Figura 1.8 Respuesta a un escalón del control PI. 14 Figura 1.9 Respuesta del controlador PI a un cambio de carga. Fuente: Expert Tune. 15 Figura 1.10 Control proporcional con offset de un intercambiador. 16 Figura 1.11 Control proporcional + integral + derivativo. Fuente: ExperTune. 16 Figura 1.12 Elementos de un sistema. 17 Figura 1.13 Esquema general de elaboración de la caracterización. 18 Figura 2.1 Localización del tostador. 19
Figura 2.2 Ubicación del tostador. 19
Figura 2.3 Nomenclatura del Tostador. 20
Figura 2.4 Diseño del tostador. 21
Figura 2.5 Partes del tostador 1421-A. 22 Figura 2.6 Ubicación del sistema de combustión. 23
Figura 2.7 Ubicación del quemador. 23
Figura 2.8 Ubicación del sistema de extracción. 24 Figura 2.9 Filtro de carbón activado. 24 Figura 2.10 Ubicación del sistema de transmisión. 25 Figura 2.11 Diseño de las paletas a la izq. y prototipo a la der. 25 Figura 2.12 Motor reductor IH7PF15G-2. 26 Figura 2.13 Ubicación del Motor-reductor. 26 Figura 2.14 Identificación de los botones del sistema de encendido eléctrico. 27 Figura 2.15 Vista trasera del tostador. 29
Figura 2.16 Diagrama de proceso. 30
Figura 2.17 Diagrama de flujo. 33
Figura 2.18 Diagrama de flujo de proceso simplificado. 34 Figura 3.1 Grafica de nivel de tostado de las muestras de la tabla 3.11. 48 Figura 3.2 Grafica de nivel de tostado de las muestras de la tabla 3.12. 49 Figura 3.3 Grafica de nivel de tostado de las muestras de la tabla 3.13. 49 Figura 3.4 Grafica de nivel de tostado de las muestras de la tabla 3.14. 50 Figura 3.5 Comparación de la calidad de tostado entre las pruebas. 51 Figura 3.6 Comparación del tiempo entre pruebas 1 y 2. 52 Figura 4.1 Función de los visualizadores y botones. 61 Figura 4.2 Válvula de control típica, fuente Honeywell. 63 Figura 4.3 Obturadores de movimiento lineal. 64 Figura 4.4 Servomotor eléctrico flotante. 65
Figura 4.5 Servomotor proporcional. 66
viii Figura 4.7 Diagrama en escalera del gabinete de control. 69 Figura 4.8 Diseño del gabinete de control. 70 Figura 5.1 Medidas superiores (lado izq.), medidas laterales (lado der) del tostador. 71 Figura 5.2 Vista frontal con la tapa corrediza inadecuada para barrenar. 72 Figura 5.3 Marcado del punto de barrenado en el contenedor 72 Figura 5.4 Barrenado con broca de 3/16 (izq.), barrenado con broca de 3/8 (der.). 72 Figura 5.5 Desmontaje del contenedor para barrenar. 73
Figura 5.6 Seguro tipo E de 3/8. 73
Figura 5.7 Goma de neopreno adaptada. 74 Figura 5.8 Conexión a proceso instalada vista externa (izq.) vista interna (der.). 74 Figura 5.9 Medidas de la punta del termopar y su conexión a proceso. 75 Figura 5.10 Distancia entre paletas y lamina. 75 Figura 5.11 Inserción del termopar al contenedor. 76 Figura 5.12 Fijación del termopar al contenedor. 76 Figura 5.13 Servomotor tipo GS-4060BB. 77 Figura 5.14 Accesorios y tubo PVC utilizados. 77 Figura 5.15 Estructura final de la servo-válvula. 78 Figura 5.16 Pruebas de la servo-válvula. 78 Figura 5.17 Prueba con variación en el potenciómetro como simulación. 79 Figura 5.18 Pruebas de la servo válvula con la salida del controlador. 79 Figura 5.19 Selección de la ubicación para la servo válvula. 80 Figura 5.20 Base y conexión a manguera de la válvula. 80 Figura 5.21 Válvula instalada y flexibilidad de manguera (distintos ángulos). 81 Figura 5.22 Importancia de la altura para la base del servo (acoplamiento). 81 Figura 5.23 Barrenos para fijación del servomotor. 82 Figura 5.24 Instalación final de la servo válvula. 82 Figura 5.25 Distribución de los elementos visuales para la caja. 83 Figura 5.26 Caja con las medidas indicadas a utilizar. 84 Figura 5.27 Barrenado de caja y mototool utilizados. 84 Figura 5.28 Gabinete de control a punto de ser acabado. 85 Figura 5.29 Cables pendientes para alimentación y motores. 85 Figura 5.30 Fabricación de base para gabinete a) placa, b) tornillo y c) final. 86
Figura 5.31 Ejemplo de acción PID. 87
ix
INTRODUCCIÓN
Sabemos que el mole es una comida típica de muchos estados de la República Mexicana elaborado con diversos ingredientes que varían respecto a la región y el modo de preparación, por ello es un platillo que tiene un proceso especial para su producción, el cual pasa por diferentes etapas para poder contar con las características necesarias y formar parte de un exquisito platillo, en conclusión cada una de estas etapas representa una transformación necesaria de dichos ingredientes a lo largo de este proceso.
En vista de que el proceso es artesanal y utiliza herramientas de la cocina común, y dado que no se cuenta con equipo y mucho menos con maquinaria que realice estas actividades en consecuencia el artesano trabaja bajo condiciones que no son seguras e incluso peligrosas, tal como lo es la etapa de tostado de chile, esta actividad es insegura y peligrosa por la razón de que se desprende humos que generan ardor e irritación, además de que implica una explosión a temperaturas elevadas, se trabaja cerca de la flama, etc., de ahí que era importante generar un equipo que disminuya el contacto persona-proceso, siendo los primeros en crear un equipo cuyo objetivo es tostar el chile reduciendo el contacto con el artesano.
Actualmente no hay empresas que fabriquen equipos con este objetivo, como consecuencia es importante implementar los sistemas de control para semi automatizar ésta etapa de tostado y así alcanzar de manera efectiva su objetivo principal.
En este trabajo se tiene como objetivo hacer una propuesta de semi-automatización mediante el diseño de un lazo de control de temperatura en el tostador 1421-A y seleccionando la instrumentación adecuada, para reducir el contacto del operario con el tostador, con el objeto de hacer más eficiente y seguro el proceso del tostado de chile en la elaboración del mole oaxaqueño.
Además de diseñar el tablero de control y monitoreo, realizar la configuración del controlador de temperatura para el control y monitoreo del proceso.
A continuación se hace una breve descripción de los capítulos que contiene esta tesis; en el capitulo uno se mencionan los antecedentes, tipos, clasificaciones, acerca de la estructura de un tostador por combustión, definición de las variables involucradas en el procesos y los conceptos utilizados en el desarrollo de esta tesis, así como las diferencias de los modos y tipos de control que existen actualmente.
x En el capitulo tres se desarrolla la caracterización del proceso y se define el comportamiento reflejado en las graficas de respuesta así como los resultados obtenidos de dicha caracterización para finalmente seleccionar el modo de control más adecuada a sus necesidades.
En el capitulo cuatro se lleva a cabo la selección de elementos de control; elemento primario, trasmisor y controlador más adecuados para formar el lazo de control además del diseño de la válvula controladora como elemento final de control, la implementación de dichos elementos y finalmente el diseño del tablero de control.
En el capitulo cinco se analizan los resultados obtenidos después de haberse realizado la implementación de los instrumentos y la puesta en marcha del equipo con su nuevo lazo de control comparando la eficiencia antes y después de la integración del control al tostador.
xi
OBJETIVO
General
Hacer una propuesta de semi-automatización mediante un lazo de control de temperatura en el tostador 1421-A y seleccionar la instrumentación adecuada, para reducir el contacto del operario con el tostador, con el objeto de hacer más eficiente y seguro el proceso del tostado de chile en la elaboración del mole oaxaqueño.
Específicos
Seleccionar e implementar la instrumentación adecuada para el lazo de control cerrado.
Determinación del comportamiento del tostador mediante caracterización.
Reconocimiento del controlador de procesos y su programación.
Diseño de un gabinete de control.
xii
JUSTIFICACIÓN
En la actualidad los avances tecnológicos son muy notables en todas las ramas de la industria, los equipos y dispositivos son activados y controlados mediante señales eléctricas emitidas por diferentes dispositivos de control PIC’s, PLC’s, micro controladores, controladores de procesos, etc., a partir de programas y algoritmos almacenados en ellos, estos pueden comunicarse entre si mediante diferentes protocolos, dando lugar a una operación que no requiere activación manual lo que los hace mas confiables, seguros y económicos.
Las necesidades actuales en la elaboración del mole oaxaqueño demandan mayor eficiencia y rendimiento en las operaciones de tostado de sus ingredientes, para resolver estos problemas y reducir riesgos para el operador es necesario implementar en el equipo de tostado 1421-A, elementos como sensores, válvulas y dispositivos electrónicos que controlan y monitorean el proceso, garantizando así resultados favorables para los productores del mole.
De lo anterior se considera la utilización de los instrumentos, dispositivos y técnicas de control para realizar la semi-automatización y supervisión del proceso de tostado de chiles para la elaboración del mole oaxaqueño, además de la propuesta de un gabinete de control a fin de reducir riesgos que tiene el operario tales como: quemaduras, descargas eléctricas y exposición a humos irritantes para las vías respiratorias y ojos.
ALCANCE
xiii
RESUMEN
En este trabajo se llevo a cabo la caracterización o estudio previo del comportamiento del tostador 1421-A correspondiente a la elaboración del mole oaxaqueño con el fin de determinar las características principales del equipo, y se selecciono la instrumentación que conforma el nuevo lazo cerrado de control para realizar una propuesta de semi-automatización del equipo con el fin de reducir el contacto del personal con el proceso.
Esto se llevo a cabo mediante la selección e instalación adecuada de un elemento primario y su lector de temperatura, para después implementar un controlador de procesos marca Pixsys® con el fin de transmitir una señal a la servo-válvula y ésta a su vez manipular la entrada de combustible al equipo formando el conjunto llamado lazo cerrado de control.
1
CAPÍTULO
GENERALIDADES
1.1El mole Oaxaqueño
El mole es una de las comidas más ricas e interesantes del mundo, porque su elaboración está supeditada a la conjunción de ingredientes de distinto orden que lo hacen diferente entre uno y otro. Cada quien tiene su receta, pero es Oaxaca el epicentro donde esta explosión de variedad ha trascendido las fronteras, atrapando así a millones de paladares en todo el mundo.
Cuentan las antiguas crónicas del descubrimiento que los aztecas combinaban distintos chiles, jitomate, cacao, vainilla y especias, las cuales comían con guajolote. A este guiso lo llamaban molli, palabra náhuatl que significa salsa. De este modo, sumado a que la gran mayoría de sus ingredientes son de origen mexicano y a que el metate de piedra donde se muelen es un utensilio prehispánico, se puede discernir que el mole es previo a la conquista. Aunque fue el mole del estado de Puebla el primero que se documentó, no hay certeza alguna de que ese sea su origen.
Lo que sí es cierto es que Oaxaca es el lugar donde existe los 7 moles de mayor variedad en la república mexicana: coloradito, rojo, manchamanteles, verde, amarillo, chichilo y negro.
El mole rojo (figura 1.1): Es más picante y con un sabor más definido. Sus ingredientes son: chocolate, chile guajillo, chile ancho, cebolla, jitomate, El mole rojo: Es más picante y con un sabor más definido. Sus ingredientes son: chocolate, chile guajillo, chile ancho, cebolla, jitomate, ajo, orégano, canela, nueces, cacahuate y ajonjolí. El mancha manteles:
De elaboración sencilla, pero con un fuerte sabor a chile ancho. Sus ingredientes son: jitomate, ajo, cebolla, tomillo, orégano, sal, pimienta, clavo, almendras y chile ancho. Lo que hace especial a este mole es que se acompaña con plátano macho y piña, frutas que, rebanadas, se fríen justo antes de servir.
El mole chichilo: Es un mole más espectacular en su elaboración. Sus ingredientes son: chile chilhuacle negro, chile pasilla, chile mulato, miltomate, jitomate, mejorana, pimienta gorda, pimienta negra y clavo.
Se espesa con masa. Para dar el toque esencial a este mole, se ponen a tostar tortillas y las semillas de todos los chiles, hasta que quedan cenizas, las cuales se incorporan al guiso. Esto le brinda un fuerte sabor a chile y a ceniza. Éste es un mole muy distinto, y su sabor no es apto para
2
todos los paladares. Se le da aroma con hoja de aguacate. Se sirve con chayotes y ejotes y se acompaña con cebollitas de cambray, con limón, orégano, sal y rajas de chile de agua.
El mole negro: Es el más complejo lleva 34 ingredientes, y lleva "un poco de todo": seis tipos de chiles chilguacle negro, mulato, pasilla, ancho, guajillo y chilpocle y sus semillas, tostados; plátano macho, jengibre, cebolla, jitomate, miltomate, clavo, pimienta negra y gorda; semillas almendras, nueces, ajonjolí y cacahuates, pan, tortillas, mejorana, hoja de aguacate, orégano, tomillo, comino, canela, chocolate, azúcar, sal.
El mole es una salsa compleja nacida de una combinación perfecta. Asimismo, en ninguno de los moles negro o rojo, el chocolate debe ser el sabor dominante. Se puede servir con pollo, cerdo, res, armadillo o iguana, la carne no es importante, ya que tan solo es el vehículo para la presentación del mole.
El origen del mole se pierde en la leyenda o se ubica en las grandes cocinas de los conventos poblanos de la Colonia. En dichos conventos se fortaleció y perfeccionó el arte culinario mexicano, pues se agasajaba frecuentemente a las grandes personalidades civiles y religiosas del Virreinato. Allí se disfrutaron por primera vez muchos de los platillos que a la postre dieron fama mundial a la Cocina Mexicana.
Cuenta la leyenda, que en una ocasión Juan de Palafox, virrey de la Nueva España y arzobispo de Puebla, visitó su diócesis, un convento poblano le ofreció un banquete, para el cual los cocineros de la comunidad religiosa se esmeraron especialmente.
El cocinero principal era fray Pascual, que ese día corría por toda la cocina dando órdenes ante la inminencia de la importante visita. Se dice que fray Pascual estaba particularmente nervioso y que comenzó a reprender a sus ayudantes, en vista del desorden que imperaba en la cocina. El mismo fray Pascual comenzó a amontonar en una charola todos los ingredientes para guardarlos en la despensa y era tal su prisa que fue a tropezar exactamente frente a la cazuela donde unos suculentos guajolotes estaban ya casi en su punto. Allí fueron a parar los chiles, trozos de chocolate y las más variadas especias echando a perder la comida que debía ofrecerse al Virrey.
Fue tanta la angustia de fray Pascual que éste comenzó a orar con toda su fe, justamente cuando le avisaban que los comensales estaban sentados a la mesa. Un rato más tarde, él mismo no pudo creer cuando todo el mundo elogió el accidentado platillo. Esta leyenda tuvo tanta acogida popular que incluso hoy, en los pequeños pueblos, las amas de casa apuradas invocan la ayuda del fraile con el siguiente verso: "San Pascual Bailón, atiza mi fogón".
3
Cada región imprimió en el mole su sello propio y así fueron surgiendo el mole poblano, el mole negro de Oaxaca, el mole amarillito del sureste, el mole coloradito del Valle de México, el ranchero de la Altiplanicie y otros muchos que nos asombran tanto por su complejidad como por su sencillez [1].
Figura 1.1 Elaboración artesanal del mole Oaxaqueño.
1.2 ¿Qué es un tostador?
Un tostador es un equipo que sirve para tostar distintos alimentos para su consumo o como ingredientes de una gran variedad de platillos que requieren de ciertas características, entre estos ingredientes se encuentra: pan, café, maíz y actualmente chiles, ajos y cacahuates.
Un tostador típico es calentado por combustión de gas butano en uno de sus costados, dentro del contenedor se encuentra cualquier mecanismo que permita el movimiento del producto, éste se puede activar de manera manual o eléctrica, cuenta con la sección para cargar y descargar el producto a tratar, con tapa o descubierta, además de la base que permite trabajar con él a una altura cómoda para el operario. Obsérvese en la tabla 1.1 la variedad de tostadores.
Tabla 1.1 Diferentes modelos de tostadores.
4
Tabla 1.1 Diferentes modelos de tostadores continuación.
Tostador de granos horizontal Tostador inclinado
1.2.1 Partes del tostador
La mayoría de los tostadores cuentan con elementos necesarios para su operación y a continuación se ilustra de manera general las partes principales que componen a cualquier tipo de tostador (de café, de maíz, etc.) véase figura 1.2.
5
1.3 Variables físicas del proceso
Un proceso es cualquier operación o serie de operaciones y en cual se produce un cambio físico o químico de materia, sabemos que lo que entra a un proceso se le conoce como entrada o alimentación y aquello que sale de él se le conoce como salida o producto, de tal forma que una unidad de proceso es aquella donde se llevan a cabo operaciones que constituyen al proceso. [2]
Dentro de los procesos industriales es importante considerar el comportamiento de las magnitudes físicas que intervienen así como la correcta manipulación de los fenómenos que se presentan en los equipos las cuales se reconocen como variables físicas del proceso, de tal manera una variable se define aquella magnitud que toma diferentes valores con respecto a un punto establecido.
1.3.1 Variable temperatura
La temperatura es la medida de la energía cinética promedio que poseen las moléculas que forman un cuerpo. Como esta energía no puede medirse directamente la temperatura debe determinarse indirectamente midiendo alguna propiedad física del cuerpo cuyo valor depende de la temperatura de una manera conocida. [2]
Unidades de temperatura.
A lo largo de la historia se han utilizado diversos fenómenos como puntos fijos para el establecimiento de escalas de temperatura, dichas escalas se muestran en la tabla 1.2
Tabla 1.2 Unidades de temperatura.
Escala Cero Absoluto Fusión del Hielo Evaporación Kelvin Rankin Reaumur Centígrados Fahrenheitt 0°K 0°R -218.5°Re -273.2°C -459.7°F 273.2°K 491.7°R 0°Re 0°C 32°F 373.2°K 671.7°R 80.0°Re 100.0°C 212.0°F
6
Tabla 1.3 Relación entre escalas de temperatura.
°C = °F -32 1.8
°F = 1.8 x °C + 32
°K = °C + 273.15 °R = °F + 459.67
1.3.2 Variable flujo
El flujo de materiales es una de las operaciones unitarias que se presenta con mayor frecuencia en la industria, la cual se define como el movimiento del fluido de un punto a otro por medio de ductos o tuberías que en ocasiones necesita medios de impulsión, podemos inferir entonces que el fluido es una sustancia bajo esfuerzo cortante sufre una deformación continúa. Véase tabla 1.4 para las unidades de flujo.
Tabla 1.4 Unidades de flujo.
Unidad g/cm³ Kg/m³ (SI) lb/pie³ lb/galón
1 g/cm³ 1 1000 62.428 8.3454
1 Kg/m³ (SI) 1*10¯ ³ 1 6.2428*10¯ ² 8.3454*10¯ ³
1 lb/pie³ 16.018*10¯ ² 16.018 1 0.13368
1 lb/galón 0.11983 119.83 7.4805 1
1.4 Control
7
1.4.1 Modos de control
1.4.1.1 Control Manual.
En los inicios de la era industrial, debido a la sencillez de los procesos, el operador llevaba a cabo un control manual de las variables de proceso como son la temperatura, la presión, el nivel, etc., utilizando para ello instrumentos de referencia como son: los termómetros, los manómetros y los indicadores de nivel en su forma más rústica; con la lectura directa de estas referencias tomaba la decisión para posicionar manualmente las válvulas a un grado de apertura o cierre que creía conveniente.
En el control manual del proceso de la figura 1.3, el operador nota la temperatura de salida del agua (con la mano) o la percibe por la lectura de un termómetro y acciona manualmente la válvula de control de vapor, para mantener el agua a la temperatura deseada.
Figura 1.3 Control manual del proceso.
Supongamos que la temperatura está estabilizada y que, en un momento dado, se presenta un aumento en el caudal de agua por el aumento de la demanda. Como la válvula de vapor sigue estando en la misma posición, el intercambiador no llegará a calentar el mayor caudal de agua fría de entrada, por lo cual, la temperatura de salida deberá disminuir.
Ahora bien, debido a la inercia del proceso, pasará cierto tiempo hasta que el agua más fría alcance la mano del operador. Cuando éste nota la disminución de temperatura, debe compararla con la temperatura que desea y calcular mentalmente cuantas vueltas debe de dar a la válvula de vapor y en qué sentido, y a continuación realizar esta corrección manual en la misma.
8
1.4.1.2 Control semi-automático.
La gradual complejidad con que estos procesos se han ido desarrollando ha exigido su automatización progresiva por medio de los instrumentos de medición y control, donde el operario reduce su participación en el proceso realizando solo algunas etapas del mismo.
1.4.1.3 Control Automático.
El control automático ha venido a liberar al operador de su función de realizar un control tanto manual como semi-automático y al mismo tiempo, le ha permitido exclusivamente dedicarse a supervisar y vigilar el proceso desde Centros de Control situados en el propio proceso o bien en Cuartos de Control separados.
1.4.2 Objetivo del control de procesos
El objetivo del control de procesos es mantener en determinado valor de operación las variables del proceso tales como temperatura, presión, flujo, composición, etc. emprendiendo con las acciones pertinentes, para cumplir con el objetivo de seguridad, calidad del producto e índices de producción. [4]
1.4.3 Lazos de control
Lazo de control abierto.
Los lazos de control abierto son sistemas en los cuales la salida no tiene efecto sobre la entrada, además dicha salida no se compara con algún punto de referencia, por lo tanto a cada entrada de referencia le corresponde una acción de operación fija de tal manera que estos dependen de su calibración.
9
Lazo de control cerrado.
A estos sistemas se les conoce como lazos realimentados dada que se alimenta al controlador la señal de error de actuación, que es la diferencia entra la señal de entrada y la retroalimentación como resultado se reduce el error y lleva a la salida el valor deseado, se sabe que el uso de una acción de control realimentado, en consecuencia reducirá el error del sistema.
Figura 1.5 Representación grafica de un lazo de control cerrado.
Comparación entre lazo cerrado y lazo abierto.
Dado que el lazo de control cerrado usa la retroalimentación para evitar las perturbaciones externas y envista de que reduce el efecto de las variaciones internas en los parámetros del sistema podemos concluir que es una ventaja el uso de retroalimentación en el lazo de control cerrado, lo cual hace posible usar una amplia gama de componentes para obtener un control adecuado en un proceso determinado.
1.4.3.1 Elementos del lazo de control cerrado
10
I. Elemento primario (sensor).
Es el primero que tiene contacto con el proceso y está directamente inmerso en éste, de tal forma que percibe el cambio en las magnitudes de la variable para producir un efecto que depende (es función) de la variable controlada la cual es el principal interés para el lazo de control. [3]
II. Elemento secundario
Se encargan de recibir la señal proveniente de los elementos primarios y en muchos casos las transforman para transmitirla como una señal eléctrica, neumática, hidráulica etc., dependiendo del tipo de instrumento que se esté usando, por lo tanto a estos elementos se les conoce como "elementos secundarios de medición y transmisión o transmisores". [3]
La señal transmitida por estos elementos es enviada en forma tal que pueda ser perfectamente interpretada por el instrumento receptor el cual puede ser, un indicador, registrador o un controlador. Esta señal puede ser transmitida en forma simultánea a varios receptores. [3]
III. Controlador
El controlador es un instrumento automático que recibe la información de la variable de proceso por medio del transmisor, la compara con un valor de referencia (punto de ajuste o set-point), toma decisiones y envía una señal al elemento final de control, de tal manera que este mantenga a la variable en el valor deseado. [3]
IV. Elemento final de control
Cuando se han realizado todas las mediciones, comparaciones y cálculos, algunos tipos de elementos finales de control, implementarán la estrategia seleccionada por el controlador. Por lo que su función es manipular la variable de proceso, dependiendo de las variaciones en la señal de salida del controlador. [3]
Los elementos finales de control más comúnmente usados en el control de procesos industriales, son los motores, variadores de velocidad y válvulas de control, ésta ultima manipula un fluido en movimiento tal como gas, agua, vapor, etc. para compensar los disturbios ocasionados en el proceso y mantener la variable tan cerca como sea posible del deseado punto de ajuste.
V. Proceso
11
Figura 1.6 Diagrama de bloques de lazo cerrado.
1.4.4 Modos de control
En los inicios de la era industrial, el control de los procesos se llevó a cabo mediante tanteos basados en la intuición y en la experiencia acumulada por el operario. Un caso típico fue el
control de acabado de un producto en un horno. El operario era realmente el “instrumento de control” que juzgaba la marcha del proceso por el color de la llama, por el tipo de humo, el tiempo transcurrido y el aspecto del producto y decidía así el momento de retirar la pieza; en esta decisión influía muchas veces la suerte, de tal modo que no siempre la pieza se retiraba en las mejores condiciones de fabricación. Más tarde, el mercado exigió mayor calidad en las piezas fabricadas lo que condujo al desarrollo de teorías para explicar el funcionamiento del proceso, de las que derivaron estudios analíticos que, a su vez, permitieron realizar el control de la mayor parte de las variables de interés en los procesos [5].
Como se vio anteriormente el control puede ser manual o automático y para poder realizar su automatización o semi-automatización los procesos presentan dos características principales que deben considerarse al automatizarlos:
12
b) El tiempo necesario para que la variable de proceso alcance un nuevo valor al ocurrir un cambio de carga. Este tiempo de retardo se debe a una o varias propiedades del proceso: capacitancia, resistencia y tiempo de transporte [5].
En el control manual del ejemplo de la figura 1.3, el operador puede hacer las correcciones en la válvula de vapor de varias formas:
1. Puede abrir o cerrar instantáneamente la válvula.
2. Puede abrir o cerrar la válvula lentamente, a una velocidad constante, mientras se mantenga la desviación.
3. Puede abrir la válvula en mayor grado cuando la desviación es más rápida.
4. Puede abrir la válvula un número de vueltas constante, por cada unidad de desviación.
Asimismo, el operador puede emplear otros métodos o combinaciones en la manipulación de la válvula.
En los sistemas industriales se emplea, básicamente, uno o una combinación de los siguientes sistemas de control:
a. De dos posiciones (todo-nada). b. Flotante
c. Proporcional de tiempo variable. d. Proporcional.
e. Proporcional + integral. f. Proporcional + derivada.
g. Proporcional + integral + derivada.
Se hablara de los más significativos para este trabajo de tesis.
1.4.4.1 Control proporcional de tiempo variable
En este sistema la regulación existe una relación predeterminada entre el valor de la variable controlada y la posición media en tiempo del elemento final de control de dos posiciones. Es decir, la relación del tiempo de conexión al de desconexión final es proporcional al valor de la variable controlada. La longitud de un ciclo completo (conexión + desconexión) es constante pero la relación entre los tiempos de conexión a desconexión, dentro de cada ciclo, varía al desviarse la variable controlada del punto de consigna.
1.4.4.2 Control proporcional
13
mismo valor por cada unidad de desviación. O, en otras palabras, la posición de la válvula es una copia inversa de la variable controlada.
En la figura 1.7 puede verse la forma en que actúa un controlador proporcional cuyo punto de consigna es 50°C y cuyo intervalo de actuación es de 0-100°C. Cuando la variable controlada está en 0°C o menos, la válvula está totalmente abierta; a 100°C o más está totalmente cerrada, y entre 0 y 100°C la posición de la válvula es proporcional al valor de la variable controlada. Por ejemplo, a 25°C está abierta en una 75% y a 50°C en un 50%.
Figura 1.7 Control proporcional.
El grado de ajuste del controlador proporcional viene definido por:
Ganancia, que es la relación entre la variación de la señal de salida del controlador a la válvula
de control y la variación de la señal de entrada procedente del elemento primario o del transmisor. Por ejemplo, una ganancia de 2 seleccionada en un controlador de temperatura, con señal de entrada procedente de un transmisor de 0-100°C, significa que ante un aumento en la temperatura del proceso de 40°C a 60°C (20% de la escala de 0-100°C), la señal de salida a la válvula de control cambiara un 40% (2 x 20%), es decir, que si la válvula estaba en el 60% de su carrera pasara al 20% (o sea, cerrara del 60% al 20%, lo que equivale a un cambio de su posición del 40%):
Banda proporcional, que es el porcentaje del campo de medida de la variable que la válvula
necesita para efectuar una carrera completa, es decir, pasar de completamente abierta a completamente cerrada. Por ejemplo, una banda proporcional del 50% en un control de temperatura de escala 0-100°C con punto de consigna 50°C, indica que la temperatura debe variar desde 25°C hasta 75°C para que la válvula efectué una carrera completa. Es la inversa de la ganancia. En el ejemplo anterior la ganancia de valor 2 sería del 50%, es decir 100/2 = 50%. La banda proporcional fue muy utilizada en los controladores neumáticos y en los electrónicos. Actualmente está en desuso, a favor de la ganancia.
14
1.4.4.3 Control proporcional + integral
El control integral actúa cuando existe una desviación entre la variable y el punto de consigna, integrando dicha desviación en el tiempo y sumándola a la acción de la proporcional.
Se caracteriza por el llamado tiempo de acción integral en minutos por repetición (o su inversa repeticiones por minuto) que es el tiempo en que, ante una señal en escalón, la válvula repite el mismo movimiento correspondiente a la acción proporcional. Como esta acción de control se emplea para obviar el inconveniente del offset (desviación permanente de la variable con respecto al punto de consigna) de la acción proporcional, sólo se utiliza cuando es preciso mantener un vapor de la variable que iguale siempre al punto de consigna.
En la figura 1.8 puede verse la respuesta ante una entrada en escalón de un controlador proporcional + integral y la obtención grafica de tr (minutos/repetición).
Figura 1.8 Respuesta a un escalón del control PI.
15
En la figura 1.9 puede verse las curvas de la acción proporcional + integral cuando hay un cambio de carga en el proceso.
Figura 1.9 Respuesta del controlador PI a un cambio de carga. Fuente: Expert Tune.
1.4.4.4 Control proporcional + integral + derivado
La unión de un controlador de las tres acciones proporcional, integral y derivada (PID) forma un instrumento controlador que presenta las siguientes características, comentadas tomando como ejemplo el controlador de temperatura del intercambiador de calor de la figura 1.10, donde suponemos que se presenta un cambio de carga por aumento de la demanda de agua caliente (figura 1.11):
1. La acción proporcional cambia la posición de la válvula proporcionalmente a la desviación de la variable con respecto al punto de consigna. La señal P (proporcional) mueve la válvula siguiendo fielmente los cambios de temperatura multiplicados por la ganancia. Un aumento de la ganancia conduce a una mayor acción proporcional y un control más rápido.
2. La acción integral mueve la válvula a una velocidad proporcional a la desviación con respecto al punto de consigna. La señal I (integral) va sumando las áreas de diferencia entre la variable y el punto de consigna, repitiendo la señal proporcional según su Ti
(minutos/repetición). Una disminución del tiempo de acción integral proporciona una mayor acción integral y un control más rápido.
16
tiempo de acción derivada incrementa la acción derivada y proporciona un control más rápido.
La señal que llega a la válvula de control es, en todo momento, la suma de cada una de las señales de las acciones proporcional + integral + derivada del controlador.
Figura 1.10 Control proporcional con offset de un intercambiador.
17
Figura 1.11 Control proporcional + integral + derivativo. Fuente: ExperTune. (Continuación)
1.5 Caracterización
La caracterización como tal es un sistema que permite la identificación de elementos esenciales necesarios para llevar a cabo el análisis y la definición de las principales características de algún proceso facilitando su entendimiento, gestión y el control de sus interrelaciones como parte de un sistema, figura 1.12.
También es conocido como modelado no paramétrico o experimental, donde nuestro método de trabajo no se basa en un modelo matemático debido a la complejidad de su análisis y características únicas del proceso, es por eso que en este trabajo se propone un control por método experimental al cual lo nombramos caracterización del proceso.
Figura 1.12 Elementos de un sistema.
El método más usado para poder realizar una caracterización es el siguiente:
1. Identificación:
De procesos.
Definir los subprocesos correspondientes o actividades para cada uno. 2. Identificar las entradas de proceso:
Insumos o entradas a transformar pueden ser: materiales
equipo información
18
3. Identificar las salidas del proceso:
Producto o servicio que se crea en el proceso el cual es entregado a un cliente.
Puede ser la entrada para un proceso posterior (pueden ser internos o externos a la organización).
4. . Establecer el flujo de actividades:
Actividades secuenciales del mismo proceso.
Identificar los puntos de control:
Características de producto/ servicio. Parámetros de proceso.
5. Establecer el seguimiento y medición:
Identificar los puntos de control:
Características de producto/ servicio. Parámetros de proceso [6].
19
CAPÍTULO
DESCRIPCIÓN DEL TOSTADOR
2.1 Localización del Tostador
El tostador se localizara en Zaachila, Oaxaca.
Figura 2.1 Localización del tostador.
La ubicación del tostador es av. Teotzapotlan #513 Barrio del Niño, Zaachila Oaxaca.
Figura 2.2 Ubicación del tostador.
20
2.2 Nomenclatura del tostador 1421-A
En la tabla 2.1 se observan las características que se consideraron en la figura 2.3 para clasificar y nombrar al tostador de chiles, ya que como se menciono anteriormente es único en su tipo.
Tabla 2.1 Características para la nomenclatura del tostador.
Tipo de industria.
1. Ligera (alimenticia) 2. Pesada
Medio energético.
1. Resistencia eléctrica 2. Vapor
3. Por carbón 4. Combustión
Posición del contenedor.
1. Vertical 2. Horizontal 3. Inclinado
Modo de encendido.
1. Eléctrico 2. Manual
Modelo A (Primero en construir)
21
2.2.1 Descripción del tostador
Inicialmente se trabajo basándose en el diseño de la figura 2.4, para posteriormente construirse a las dimensiones y características señaladas en dicho esquema. El tostador cuenta con un diseño que facilita su manipulación por parte del operario así como permitir la fácil carga y descarga de la materia prima (ajos, almendras y principalmente el chile) y el producto tostado respectivamente, cuenta con el sistema de extracción que reduce la emisión de humo al medio de trabajo y por consiguiente al ambiente, cuenta con una altura que permite su cómoda operación y da espacio a los componentes que se encuentran debajo de él. Las partes principales se indican en la figura 2.5.
Figura 2.4 Diseño del tostador.
Partes del tostador:
Contenedor; Depósito donde se suministra la materia prima a tostar.
Eje y paletas; Mecanismo que realiza el movimiento activado por el motor y cadena-catarina para mantener en movimiento la materia prima durante el tostado.
Compuerta; Parte móvil que cubre el área por donde se suministra el producto.
22
Sistema de extracción; Extractor con manguera y filtro de carbón activado para absorber el humo.
Sistema de combustión; Manguera de conexión entre taque y quemador.
Base; Estructura metálica para dar ergonomía y fijación al suelo.
Sistema de encendido; Conjunto de Bobina y bujía que permite el encendido eléctrico del quemador.
23
2.2.2 Sistemas del tostador
El tostador cuenta con distintos elementos en conjunto, cada uno de estos tiene su fuente de alimentación, en algunos casos existe conexión entre ellos de tal forma que trabajan de manera conjunta y organizada para el mismo fin y por lo tanto se les reconoce como sistemas, los cuales se clasifican y se describen a continuación:
A. Sistema de combustión.
Integrado por el tanque de gas, quemador tipo horno y la bobina de encendido. Véase figura 2.6
El quemador aprovecha el máximo del gas que se le está aportando (figura 2.7).
Regulado por una válvula directa a proceso.
El encendido eléctrico consta de una bobina que la alimentada directamente, esta genera la chispa que se emite por medio de una bujía que está en contacto directo con el quemador.
Figura 2.6 Ubicación del sistema de combustión.
24
Sistema de extracción.
Integrado por malla para sólidos grandes, manguera de aluminio flexible, filtro de carbón activado, extractor. Véase figura 2.8
Malla de contención retiene sólidos que pudieron reducir la eficiencia del filtro y dañar el extractor.
El filtro de carbón activado (figura 2.9) gracias a sus propiedades absorbe el humo irritante que libera el chile al tostarse.
El extractor de aire se utiliza principalmente para la sustitución de una porción de humo.
Figura 2.8 Ubicación del sistema de extracción.
25
Sistema de transmisión.
El sistema está integrado por los elementos que nos permiten el movimiento del chile dentro del contenedor a lo largo del proceso (figura 2.10) como lo son:
Eje de acero inoxidable 304 de ¾” por 80cm de largo.
Paletas de lámina de acero inoxidable. (figura 2.11)
Dos catarinas.
Una cadena de seguros.
Chumaceras de acero. Un moto reductor de 110V.
Figura 2.10 Ubicación del sistema de transmisión.
26
Motor.
En la figura 2.12 se observa el motor sostenido por dos abrazaderas a una placa soldada a la estructura del tostador, los datos de placa del motor reductor se observan en la tabla 2.2 así como su ubicación en la figura 2.13.
Figura 2.12 Motor reductor IH7PF15G-2.
Tabla 2.2 Datos técnicos del motor reductor IH7PF15G-2.
Figura 2.13 Ubicación del Motor-reductor. Marca: Servo Japón Co., Ltd
Tipo: IH7PF15G-2 Relación de Transmisión: 1/15 Tensión: 100 V Frecuencia: 50/60 Hz
27
Sistema de control Eléctrico.
El sistema cuenta con las conexiones de los elementos para el encendido y apagado de motor reductor, extractor, quemador, así como el interruptor general. Véase figura 2.14
Interruptor general.
Interruptor de motores.
Botón pulsador N/A de la bobina.
28
2.3 Descripción del proceso de tostado
La operación de tostado de distintos ingredientes del mole es una fase vital dentro de su cadena de elaboración, este consiste en someter durante un tiempo limitado a alta temperatura dichos ingredientes y mantenerlos en constante movimiento permitiendo un tueste homogéneo y evitando que la materia prima se queme.
Las variables básicas en el proceso de tueste son la temperatura y el tiempo en que ésta actúa, la temperatura no es constante, sino que varía a lo largo del proceso y los tiempos son inversamente proporcionales a la temperatura.
Por otro lado intervienen distintos factores y consideraciones que varían respecto a los resultados que se desea obtener como lo son:
Las características técnicas de las instalaciones industriales empleadas en el tostado de los ingredientes, las distintas tecnologías utilizadas por cada productor.
Los niveles de producción esperados, no es lo mismo el sistema empleado por un tostador medio, que puede tostar unas horas al día, que el necesario para una gran empresa funcionando sin interrupción.
El producto final a obtener, el gusto de cada mercado o tipo de consumidor.
Estructura
29
La secuencia de pasos de operación del tostador:
El operador cierra el contenedor y se cerciora de que este se fije a la base por medio del seguro, abre la compuerta y alimenta el tostador y se coloca en posición el quemado y se cierra la compuerta, y se energiza el panel de control.
Posteriormente el operario abre la válvula de alimentación de gas y se energiza la bobina para generar la chispa y comenzar la combustión inmediatamente después se energiza el moto-reductor del sistema de transmisión, y después de un minuto de activa el extractor.
Se deja trabajar el quemador hasta alcanzar una temperatura de 220°C, y al alcanzarla se apaga el quemador y se deja trabajando el moto-reductor y extractor alrededor de 15 minutos.
Se abre el contenedor y se confirma el estado optimo del producto posteriormente se recorre el quemador para poder girar el contenedor libremente, este se coloca en la posición de descarga y finalmente se vacía el contenedor.
30
2.3.1 Diagrama de bloques
El siguiente diagrama de bloques representa el funcionamiento del proceso y sus relaciones para identificar de manera correcta las actividades que intervienen y asi simplificar su comprensión. Vamos a indicar la manera en la que se elabora el tostado del chile, especificando la materia prima, el tiempo de proceso y la forma en la que se presenta el flujo de actividades a manipular detro del proceso para finalmente obtener el producto.
31
2.3.2 Diagrama de flujo
INICIO Alimentación de gas Verificar la alimentación Alimentación eléctrica Verificar la alimentación eléctrica Contenedor y Quemador en posición de carga Asegurar las partes en posición Abrir la compuerta Colocar adecuadamente el filtro Alimentar la materia prima Cerrar la compuerta
32
1
Energizar el motor reductor
Trabaja de la transmisión Corregir el problema Desenergizar el motor reductor Energizar el extractor Trabajo del extractor Corregir el problema Desenergizar el extractor Materia previamente calentada Trabajar durante 3 min
Trabajar durante 15 min
33
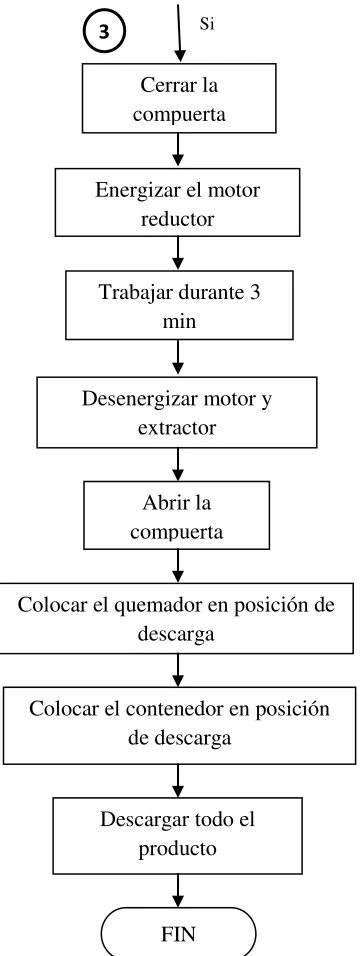
Figura 2.17 Diagrama de flujo.
Cerrar la compuerta
Energizar el motor reductor
Trabajar durante 3 min
Desenergizar motor y extractor
Abrir la compuerta
Colocar el contenedor en posición de descarga
Colocar el quemador en posición de descarga
Descargar todo el producto
FIN
Si
34
2.3.3 Diagrama de flujo simplificado
El siguiente diagrama representa el equipo principal en el proceso asignado por un nombre descriptivo, las corrientes de flujo de proceso están representadas por las flechas incluyendo una descripción de cada uno, además de mostrar las corrientes de servicios que se suministran a los equipos principales o que brindan una función en el proceso.
35
CAPÍTULO
CARACTERIZACIÓN
3.1 Objetivo
Puesto que en la industria de la producción del mole se utilizan diferentes ingredientes y dado que cada uno de ellos cuentas con diferentes características, así como el tratamiento que se les da a lo largo del proceso, por esa razón es importante caracterizar los parámetros que intervienen en éste, como lo son los tiempos y las temperaturas del proceso.
En vista de que muchos equipos e instrumentos cuentan con estándares de funcionamiento y puesto que el tostador trabaja con diferentes materias primas, lo que conlleva a establecer estos estándares para conocer el óptimo funcionamiento de tal manera que el producto tenga la calidad deseada.
3.2 Calidad de Tostado
[image:49.612.213.402.539.679.2]En vista del hecho de que los chiles cuentas con diversas características después del proceso y como las necesidades del mercado establecen la calidad, por esta razón es importante definir los términos de los diferentes niveles de tostado del producto. A continuación se muestran las tablas con las características esenciales para determinar el nivel de tostado.
Tabla 3.1 Valores de brillo en el chile para definir el nivel de Tostado.
Tostado Prueba
Bajo Muy brilloso Bajo Brilloso Medio Brilloso - Óptimo Opaco Óptimo Opaco + Regular Muy Opaco Quemado Negro
36
Tabla 3.2 Valores de suavidad en el chile para definir el nivel de Tostado.
Tostado Prueba
Bajo Muy blando Bajo Blando Medio Crujiente Óptimo Quebradizo Óptimo Sensible Regular Sensible + Regular Muy Sensible Quemado Frágil
Quemado Carbonizado
Tabla 3.3 Valores de temperatura en el chile para definir el nivel de Tostado.
Tostado Prueba
Bajo Poco caliente
Bajo Tibio
Medio Caliente Medio Soportable Óptimo Soportable -- Óptimo Casi insoportable Regular Insoportable Quemado Peligrosa
Tabla 3.4 Valores del aroma en el chile para definir el nivel de Tostado.
Tostado Prueba
[image:50.612.212.403.543.690.2]37
Tabla 3.5 Descripción de los Niveles de Tostado.
No. Asignado Nivel Tostado Descripción
1 Bajo Tiene un brillo elevado, es muy flexible, absorbe poco calor y su olor es amable al olfato.
2 Medio Tiene un brillo apenas visible, es poco flexible, su calor soportable al tacto y su olor es poco irritante al olfato.
3 Óptimo Pierde el brillo, es quebradizo al apretarlo con la mano, su calor es poco soportable al tacto y su olor es irritante al olfato.
4 Regular Es opaco, es muy quebradizo (muy sensible al tacto), su calor es elevado insoportable al tacto y su olor es demasiado irritante.
5 Quemado Es de color negro, se quiebra con solo tacarlo, su calor es insoportable y tiene un olor desagradable (a quemado).
3.3 Metodología de caracterización (procedimiento)
Para la caracterización de éste proceso en si se tiene que fijar uno de los parámetros de interés a estudiar y hacer incrementos en otro parámetro para después comparar los resultados iniciales con los obtenidos en cada prueba y así poder obtener las condiciones de óptima operación.
Sabiendo que las dos variables más representativas del proceso son la temperatura y el tiempo que el producto está en la fase de tostado, por la razón de que estos tienen que ser analizados uno con respecto al otro tomando como característica principal, la calidad del producto al final del proceso, en consecuencia se establecerán ciertos rasgos para evaluar la calidad del producto con la requerida por el consumidor.
Es por esto por lo que se llevaran a cabo varios muestreos donde se establecerá una temperatura de operación y se tabulara a diferentes tiempos de muestra, desde obtener un producto que no cuente con las características requeridas hasta definir los tiempos que exceden las condiciones permitidas para el producto. Dado que los muestreos se registran en una tabla y ya que se cuenta con una tabla que defina las características del producto, puede inferirse que esta comparación arroja los valores necesarios en cuanto a tiempo y temperatura para obtener un producto con la calidad deseada, el procedimiento a seguir es el siguiente:
Paso 1: Colocar el tostador en configuración de carga, asegurarlo con la compuerta en la parte superior así como confirmar las alimentaciones tanto de combustible como eléctrica para el trabajo de esta.
38
Paso 3: Alimentar el tostador con la cantidad de materia prima establecida en la matriz de experimentación para los diferentes tipos especies.
Paso 4: Recopilar la condición del producto a lo largo de la toma de muestras transcurridos los tiempos establecidos en la misma matriz de experimentación.
Paso 5: Determinar mediante la tabla de calidad de tostado el nivel de éste y registrarlo en las tablas de resultados, representando dichos resultados en graficas para analizar el comportamiento de tostado.
Paso 6: Seleccionar las condiciones optimas de operación para obtener la calidad ideal del producto.
Tabla 3.6 Matriz Experimental.
Materia Prima y cantidad Temperatura (°C) Periodo de muestreo (min) Numero de muestra Características de la muestra
Nivel de tostado
Especias Nota 2
Nota 1 (2,4,6,9,12,15,18, 21,24,27,30,...) Según el periodo de tiempo (Son comparadas de
acuerdo a las tablas 3.1, 3.2,
3.3, 3.4 para determinar el
nivel de tostado)
(Las características
de la muestra según la tabla
3.5)
Nota 1: El tiempo de prueba varía dependiendo de las condiciones de operación y finalizara cuando el producto tenga características de quemado.
Nota 2: La temperatura se mantendrá lo más aproximado al valor estipulado mediante la regulación manual de la válvula.
39
[image:53.612.71.542.131.342.2]3.4 Resultados obtenidos en la experimentación
Tabla 3.7 Resultados de brillo en las muestras por prueba.
Tostado 1ra
Prueba 2da Prueba 3ra Prueba 4ta Prueba
Bajo Muy brilloso Muy brilloso
Bajo Brilloso Brilloso Brilloso
Medio Brilloso - Menos Brilloso Menos Brilloso
Óptimo Opaco Opaco Opaco
Óptimo Opaco + Más Opaco
Regular Muy Opaco Muy Opaco
Quemado Negro Negro Negro Negro
Tabla 3.8 Resultados de suavidad en las muestras por prueba.
Tostado 1ra Prueba 2da Prueba 3ra Prueba 4ta Prueba
Bajo Muy blando
Bajo Blando Blando Blando
Medio Crujiente Crujiente
Óptimo Quebradizo Quebradizo
Óptimo Sensible Sensible Sensible Sensible
Regular Sensible + Más Sensible
Regular Muy Sensible
Quemado Frágil Frágil Frágil Muy
Sensible
[image:53.612.71.546.380.619.2]40
Tabla 3.9 Resultados de temperatura en las muestras por prueba.
Tostado 1ra Prueba 2da Prueba 3ra Prueba 4ta Prueba
Bajo Poco caliente
Bajo Tibio
Medio Caliente Caliente
Medio Soportable
Óptimo Soportable -- Soportable --
Óptimo Casi
insoportable
Casi
insoportable
Casi
insoportable
Casi
Insoportable
Regular Insoportable Insoportable Insoportable
[image:54.612.64.551.104.326.2]Quemado Peligrosa Peligrosa Peligrosa Peligrosa
Tabla 3.10 Resultados de aroma en las muestras por prueba.
Tostado 1ra Prueba 2da Prueba 3ra Prueba 4ta Prueba
Bajo Amable
Bajo Poco irritante Poco irritante Poco irritante
Medio Irritante Irritante
Óptimo Más irritante Más irritante Más irritante
Óptimo Muy irritante Muy irritante Muy irritante
Regular Insoportable Insoportable Insoportable
Quemado Desagradable Desagradable Desagradable Desagradable
41
Tabla 3.11 Resultados obtenidos del tostado del chile huajillo a 90°C.
Materia Prima Temperatura (°C) Periodo de muestreo (min) No. de muestra Características de la muestra
Nivel de tostado
Chile Huajillo (1/2 Kg)
90 2 1
Muy brilloso Muy blando Poco caliente Aroma amable
Bajo
4 2
Muy brilloso Blando Poco caliente Aroma amable
Bajo
6 3
Brilloso Blando Tibio
Aroma amable
Bajo
9 4
Brilloso Crujiente Tibio
Poco irritante
Bajo
12 5
Brilloso Crujiente Caliente Poco irritante
Bajo
15 6
Brilloso Crujiente
Temp. soportable Irritante
Medio
18 7
Menos brilloso Quebradizo Temp. soportable Irritante
Medio
21 8
Opaco Sensible Temp. casi insoportable Más irritante Óptimo
24 9 Opaco
42
Temp. casi insoportable Más irritante
27 10
Opaco Más sensible Temp. casi insoportable Más irritante Óptimo
30 11
Opaco Más sensible Temp. casi insoportable Más irritante Óptimo
33 12
Más opaco Muy sensible Temp. casi insoportable Más irritante Regular
36 13
Muy opaco Muy sensible Temp. casi insoportable Insoportable
Regular
39 14
Muy opaco Frágil Temp. casi insoportable Insoportable Regular
42 15
Negro Frágil
Temp. peligrosa Insoportable
Quemado
45 16
Negro Frágil
Temp. Peligrosa desagradable
43
Tabla 3.12 Resultados obtenidos del tostado del chile huajillo a 110°C.
Materia Prima y cantidad Temperatura (°C) Periodo de muestreo (min) Numero de muestra Características de la muestra
Nivel de tostado
Chile Huajillo (1/2 Kg)
110 2 1
Muy brilloso Blando Caliente Irritante
Bajo
4 2
Muy brilloso Quebradizo Caliente Irritante
Medio
6 3
Brilloso Quebradizo Caliente Irritante
Medio
8 4
Menos brilloso Quebradizo Caliente Más irritante
Medio
10 5
Menos brilloso Quebradizo Caliente Más irritante
Medio
12 6
Opaco Quebradizo Caliente Más irritante
Óptimo
14 7
Opaco Quebradizo Caliente Muy irritante
Óptimo
16 8
Opaco Sensible Casi insoportable Muy irritante Óptimo
44
Más sensible Casi
insoportable Insoportable
20 10
Muy opaco Más sensible Casi
insoportable Desagradable
Regular
22 11
Negro Frágil peligrosa desagradable
Quemado
24 12
Negro Frágil peligrosa desagradable