Influencia de los parámetros tecnológicos del proceso de fresado en la rugosidad de un acero ASISI/SAE 1045
62
0
0
Texto completo
(2) INFLUENCIA DE LOS PARÁMETRO INFLUENCIA DE LOS PARÁMETROS TECNOLÓGICOS DEL PROCESO DE FRESADO EN LA RUGOSIDAD DE UN ACERO AISI/SAE 1045. JEISON FELIPE CÁRDENAS SAAVEDRA. 20122074102.. Director Jonny Dueñas Ingeniero Mecánico. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA TECNOLOGÍA MECÁNICA BOGOTÁ D.C. 2016.
(3) TABLA DE CONTENIDO. Pág. 0. INTRODUCCIÓN____________________________________________ 1 1. GENERALIDADES____________________________________________2 1.1 Planteamiento del problema__________________________________ 2 1.2 Justificación______________________________________________ 2 2. OBJETIVOS________________________________________________ 3 2.1 Objetivo general__________________________________________ 3 2.2 Objetivos específicos______________________________________ 3 3. ESTADO DEL ARTE__________________________________________ 5 4. MARCO TEÓRICO___________________________________________ 8 4.1 Rugosidad______________________________________________ 8 4.2 Parámetros tecnológicos de mecanizado______________________ 8 4.2.1 Velocidad de corte___________________________________ 8 4.2.2 Velocidad del husillo___________________________________ 8 4.2.3 Velocidad de avance__________________________________ 9 4.2.4 Profundidad de pasada_______________________________ 9 4.3 Diseño Taguchi__________________________________________ 9 4.4 Análisis estadístico de varianza ANOVA______________________ 11 4.5 Prueba de t-Student para muestras relacionadas________________ 13 5. MATERIALES______________________________________________ 14 5.1 Probeta de acero AISI/SAE 1045____________________________ 14 5.2 Rugosímetro___________________________________________ 15 5.3 Centro de mecanizado___________________________________ 16 5.4 Insertos_______________________________________________ 18 6. DISEÑO DEL EXPERIMENTO________________________________ 19 6.1 Condiciones iniciales_____________________________________ 19 6.2 Estudio de parámetros___________________________________ 20 6.2.1 Diseño de Taguchi y el arreglo ortogonal________________ 20 6.2.2 Realización de las pruebas____________________________ 23 7. RESULTADOS_____________________________________________ 30 7.1 Análisis de resultados_____________________________________ 30 7.1.1 Método Taguchi_____________________________________ 31 7.1.2 Análisis estadístico de varianza________________________ 32 7.1.3 Prueba t-Student____________________________________ 38 8. COMPROBACIÓN DEL EXPERIMENTO__________________________ 45 9. CONCLUSIONES____________________________________________ 48 10. RECOMENDACIONES_______________________________________ 50 11. BIBLIOGRAFÍA _____________________________________________ 51.
(4) LISTADO DE TABLAS. Pág.. Tabla 1. Tabla ANOVA para el análisis de varianza de un solo factor. ________ 12 Tabla 2. Tabla obtenida por el Software SPSS al realizar la prueba t-Student para muestras relacionadas. ________________________________________ 14 Tabla 3. Especificaciones técnicas del Centro de Mecanizado Leadwell V20-i.__ 19 Tabla 4. Características de las variables controlables y los factores de ruido. __ 23 Tabla 5. Arreglo ortogonal L9 original. _________________________________ 24 Tabla 6. Arreglo ortogonal L4. _______________________________________ 25 Tabla 7. Arreglo ortogonal Robusto.___________________________________ 25 Tabla 8. Números asignados a las pruebas. ____________________________ 26 Tabla 9. Orden en que se realizaron las pruebas. ________________________ 26 Tabla 10. Resultado de las pruebas. __________________________________ 32 Tabla 11. Método Taguchi del experimento. ____________________________ 33 Tabla 12. Datos de velocidad del husillo ordenados para la ejecución del ANOVA. ________________________________________________________ 34 Tabla 13. Resumen de los datos de la velocidad del husillo. ________________ 35 Tabla 14. ANOVA de los datos de la velocidad del husillo. _________________ 35 Tabla 15. Datos de velocidad de avance ordenados para la ejecución del ANOVA. ________________________________________________________ 36 Tabla 16. Resumen de los datos de la velocidad de avance. _______________ 37 Tabla 17. ANOVA de la velocidad del husillo. ___________________________ 37 Tabla 18. Datos ordenados de la profundidad de pasada. __________________ 38 Tabla 19. Resumen de los datos de la profundidad de pasada.______________ 39 Tabla 20. ANOVA de la profundidad de pasada. _________________________ 39 Tabla 21. Datos ordenados del factor de ruido I. _________________________ 41 Tabla 22. Prueba t-Student para el desgaste en los insertos. _______________ 42 Tabla 23. Datos ordenados del factor de ruido R. ________________________ 43 Tabla 24. Prueba t-Student para el nivel de refrigerante. ___________________ 44 Tabla 25. Efectos de Ra y η. ________________________________________ 45 Tabla 26. Resultados de la fase de comprobación. _______________________ 48.
(5) LISTADO DE GRÁFICAS. Pág.. Gráfica 1. Diseño del experimento ____________________________________ 21 Gráfica 2. Gráfico de cajón de la velocidad del husillo. ____________________ 36 Gráfica 3. Gráfico de cajón de la velocidad de avance. ____________________ 37 Gráfica 4. Gráfico de cajón de la profundidad de pasada. __________________ 39 Gráfica 5. Gráfica de caja de diferencia de desgaste en los insertos. _________ 42 Gráfica 6. Gráfica de caja de diferencia del nivel de refrigerante. ____________ 44 Gráfica 7. Efecto Ra y η de la velocidad del husillo _______________________ 45 Gráfica 8. Efecto Ra y η de la velocidad de avance. ______________________ 46 Gráfica 9. Efecto Ra y η de la profundidad de corte. ______________________ 46.
(6) LISTADO DE IMÁGENES. Pág.. Imagen 1. Probeta de acero AISI/SAE 1045. _______________________________ Imagen 2. Orificio para las plataformas del rugosímetro en la probeta. _________ Imagen 3. Medidas brindadas por el rugosímetro. ___________________________ Imagen 4. Centro de mecanizado CNC. ___________________________________ Imagen 5. Geometría del inserto. _________________________________________ Imagen 6. Proceso de planeado sobre la probeta en el centro de mecanizado. _ Imagen 7. Montaje para medición de la rugosidad con el rugosímetro. _________ Imagen 8. Inserto nuevo, zoom 40x. ______________________________________ Imagen 9. Inserto nuevo, zoom 80x. ______________________________________ Imagen 10. Inserto desgastado, zoom 40x. ________________________________ Imagen 11. Inserto desgastado, zoom 80X. ________________________________ Imagen 12. Inserto con la medición de desgaste. ___________________________ Imagen 13. Viruta en llamas durante la fase de comprobación. _______________ Imagen 14. Rugosidad inicial en la probeta. ________________________________ Imagen 15. Probeta después de la fase de comprobación. ___________________. 16 16 17 18 20 27 28 29 29 30 30 31 49 50 50.
(7) LISTADO DE ECUACIONES. Pág.. Ecuación 1. Velocidad de corte. _______________________________________ 8 Ecuación 2. Velocidad del husillo. _____________________________________ 8 Ecuación 3. Velocidad de avance. _____________________________________ 9 Ecuación 4. Avance por revolución. ____________________________________ 9 Ecuación 5. Selección del arreglo ortogonal. ____________________________ 10 Ecuación 6. Relación S/R cuando se desea que la variable entre más pequeña mejor. __________________________________________________________ 10 Ecuación 7. Relación S/R cuando se desea que la variable entre más grande mejor. __________________________________________________________ 10 Ecuación 8. Relación S/R cuando se desea que los variable sean solo positivos. 10 Ecuación 9. Relación S/R cuando los valores de la variable pueden ser positivos o negativos. _______________________________________________________ 10 Ecuación 10. Suma total de cuadrados, ANOVA. ________________________ 11 Ecuación 11. Grados de libertad, ANOVA. ______________________________ 11.
(8) INTRODUCCIÓN. El acabado superficial de una pieza es una variable fundamental en las propiedades mecánicas del material, es por eso que siempre se está en busca de mejorarlo, pero en ocasiones resulta bastante complejo lograr dicha mejora debido a que para optimizar esta variable se requiere de procesos con un costo muy elevado o que requieren mucho tiempo de trabajo. El acabado superficial se ve reflejado en la rugosidad de la superficie que se mecanizó, entonces para mejorar el acabado superficial se busca minimizarla, en consecuencia el presente estudio se centró en la rugosidad, teniendo en cuenta que de lograr minimizarla se obtendría un mejor acabado superficial.. En el presente documento se plantea una propuesta para la mejora del acabado superficial de un acero AISI/SAE 1045, analizando la rugosidad superficial de este material después de la operación de planeado en el centro de mecanizado (CNC) que posee la Universidad Distrital Francisco José de Caldas en la facultad tecnológica. El análisis que aquí se realizó tuvo como objetivo conjugar tres variables, velocidad de corte (Vc), velocidad de avance (F) y la profundidad de pasada (P), en la operación de planeado para obtener la rugosidad mínima, además de estas tres variables se tuvo en cuenta el desgaste de los insertos y el nivel del refrigerante. Para lograr la conjugación de estos factores se hizo uso de dos herramientas estadísticas y del diseño de experimentos de Taguchi; a las pruebas que se hicieron se les realizó un análisis estadístico de varianza (ANOVA) y una prueba de t-Student, ambas se realizaron haciendo uso de los software de Excel y MniTab, para determinar el nivel de influencia de cada variable y factor sobre el valor de la rugosidad en la pieza de acero AISI/SAE 1045 después de la operación de planeado en el centro de mecanizado..
(9) 1. GENERALIDADES. 1.1 Planteamiento del problema Para la industria el problema del acabado superficial en los elementos de las máquinas, como ejes, engranajes, etc, trae bastantes consecuencias negativas tanto económicas como en tiempo de producción porque cuando un elemento de estos falla puede provocar accidentes o el paro de una planta de producción y ninguna de estas situaciones son deseables. Para disminuir estos efectos se han desarrollado bastantes técnicas de mecanizado como un planeado final o un rectificado que lo que buscan es mejorar el acabado superficial y a su vez disminuir la rugosidad. El acabado superficial de cualquier pieza es una variable principal que tiene gran incidencia sobre las propiedades mecánicas del material, por ejemplo, un mal acabado superficial hace que el elemento mecanizado sea más propenso a corroerse o a fallar por fatiga debido a una grieta que puede presentarse en la superficie por un mal acabado. Es por esto que siempre se busca mejorar el acabado superficial en las piezas con distintas técnicas, como por ejemplo, el rectificado de las piezas, con recubrimientos, con tratamientos químicos, etc. Pero muchos de estos procesos resultan bastante costosos o tardan mucho tiempo en su realización, o simplemente no pueden convenir para la aplicación que va a tener esta pieza porque puede alterar su funcionamiento. Además de esto, cuando se logra obtener un valor mínimo de rugosidad es porque ya se han encontrado los parámetros tecnológicos adecuados para el mecanizado de una pieza, esto trae bastantes efectos positivos debido a que cuando se mecaniza de una manera tan precisa se prolonga la vida útil de la herramienta de corte, lo que genera que la calidad en la producción de las piezas sea mucho más alta de la que se puede conseguir con parámetros menos eficientes y con herramientas que poseen mayor desgaste.. 1.2 Justificación Al minimizar el valor de rugosidad sobre la superficie de las piezas que se mecanizan se mejoran muchos aspectos industriales, aunque se debe elegir muy bien la técnica para mejorar dicho valor, es por eso que se propone un estudio sobre parámetros óptimos de corte para reducir costos de mantenimiento y prolongar etapas de producción, además que mejorando el acabado superficial de los materiales se pueden obtener grandes beneficios como lo son: el aspecto más importante es mejorando las propiedades mecánicas de los materiales porque 2.
(10) cuando se mecanizan las piezas se generan esfuerzos debido a las herramientas de corte y las fuerzas que estas generan sobre la superficie que están mecanizando, entonces realizando esta actividad de planeado se eliminan estos posibles esfuerzos; cada vez que se mecaniza y la superficie de la pieza queda con mal acabado se pueden presentar agrietamientos por donde es más probable que el material sufra una fractura, disminuyendo la rugosidad en las piezas se puede aumentar la resistencia a la fatiga y disminuir estos puntos de posibles agrietamientos; por último mejorando el acabado superficial se puede mejorar el nivel de tolerancias haciendo que estas sean mucho más exactas. Por otro lado al mejorar la superficie de los elementos se mejoran aspectos estéticos, disminuyendo la rugosidad se presentaran menos grietas por donde se pueda corroer el material y dar mal aspecto además del elevado costo que produce un tratamiento para disminuir la corrosión en las piezas; al tener una rugosidad menor existe una mayor limpieza y esterilidad de los materiales ahorrando costo por mantenimientos, además la lubricación entre piezas que interactúen entre sí mejorará y se aumentará el tiempo de uso del lubricante.. 3.
(11) 2. OBJETIVOS. 2.1 Objetivo general. Determinar la relación entre los parámetros tecnológicos de velocidad de corte, velocidad de avance y profundidad de pasada y la rugosidad superficial en un proceso de planeado en un acero AISI/SAE 1045.. 2.2 objetivos específicos. Obtener los valores óptimos de los parámetros tecnológicos (velocidad de corte, velocidad de avance y profundidad de pasada) para la herramienta y material a mecanizar.. Diseñar el experimento utilizando la técnica de Taguchi, considerando los factores controlables (velocidad de corte, velocidad de avance y profundidad de pasada) y factores no controlables (desgaste de la herramienta de corte y nivel de refrigeración).. Determinar la influencia de los factores controlables (velocidad de corte, velocidad de avance y profundidad de pasada) y no controlables (desgaste de la herramienta de corte y nivel de refrigeración) en la rugosidad superficial del acero AISI/SAE 1045 por medio del análisis de varianza ANOVA y de la prueba de t-Student.. 4.
(12) 3. ESTADO DEL ARTE. Varios estudios se han realizado en búsqueda de mejorar el acabado superficial en distintos materiales; Zhang, Chen y Kirby [1] emplearon el diseño de Taguchi para optimizar el acabado superficial después del fresado final en dos bloques de aluminio, ellos tomaron como variables controlables la velocidad del husillo, la velocidad de avance y la profundidad de corte de la herramienta, además de esto tomaron como variables de ruido (no controlables) la temperatura de mecanizado y el desgaste del inserto de la herramienta, realizaron las pruebas en un CNC y para calentar el ambiente emplearon un calentador de espacio Honeywell 1500 y la temperatura la controlaron con un termómetro, y los insertos que emplearon fueron unos con recubierto de carburo, como conclusiones obtuvieron que el valor mínimo de la rugosidad es de 22,9 µin con las siguientes condiciones de mecanizado, velocidad del husillo 3500 rpm, velocidad de avance 762 mm/min y una profundidad de 1,52 mm. Además de esto concluyeron que la temperatura no tiene mucha incidencia sobre el mecanizado y que inciden más la velocidad de avance y la velocidad del husillo en el valor de la rugosidad que la profundidad de corte. Ilhan y Harun [2] realizaron un estudio empleando la técnica de Taguchi para determinar el valor mínimo de rugosidad en la superficie después de una operación de torneado ‘duro’, en una pieza de acero AISI 4140 a la cual se le realizo un tratamiento térmico para reducirle su dureza, el resultado fue que lograron reducir la dureza de 62 HRC a 56-57 HRC. Para el experimento emplearon la velocidad de corte, velocidad de avance y la profundidad de corte. Para el procedimiento experimental emplearon un torno y la operación de mecanizado se realizó en seco, es decir sin refrigerante. Como conclusiones obtuvieron que las condiciones de corte óptimas que los llevan a el valor mínimo de rugosidad son velocidad de corte 120 m/min, velocidad de avance 0,18 mm/rev y profundidad de corte 0,4 mm con los cuales obtuvieron un valor de rugosidad de 1,7 µmm. También concluyeron que la velocidad de avance es la de más incidencia sobre el valor de la rugosidad mientras que la velocidad de corte y la profundidad no afectan mucho este valor. Hasan y Muammer [3], en su estudio investigaron los efectos de diferentes radios de inserción de la herramienta, la profundidad de corte y la velocidad de avance, en el acabado superficial en una pieza de acero AISI 1030, la operación la realizaron en seco es decir sin refrigerante. Los radios de inserción que emplearon fueron de 0,4 0,8 y 1,2 mm, las herramientas tenían un recubrimiento de carburo cementado. Las profundidades de corte empleadas fueron de 0,5, 1, 1,5, 2 y 2,5 mm, mientras que las velocidades de avance fueron de 0,15, 0,2, 0,25, 0,3 y 0,35 mm/rev, y la velocidad de corte la mantuvieron constante a 300 m/min durante todos los experimentos. Lo que pudieron concluir es que cada uno de los parámetros de corte tienen distinta incidencia sobre el valor de la rugosidad, es decir cuando aumentaron la profundidad de corte el valor de la rugosidad también aumento, sucede lo mismo 5.
(13) cuando la velocidad de avance aumenta, mientras que cuando se aumenta el radio de inserción la rugosidad disminuyó significativamente, es decir el valor promedio mínimo de rugosidad se ha obtenido con el radio de inserción de la herramienta de 1,2 mm y el aumento porcentual cuando se redujo la profundidad de corte de 0,5 a 0,25 mm fue de 400%. H. Öktem, T. Erzurumlu, H. Kurtaran [4], en su estudio realizaron una investigación para minimizar el valor de la rugosidad en un molde de aluminio 7075-T6, considerando 5 variables o parámetros de mecanizado, alimentación, velocidad de corte, profundidad de corte axial, profundidad de corte radial y la tolerancia de mecanizado, para su análisis emplearon el modelo de superficie de respuesta, para el experimento realizaron 243 pruebas debido a que contaban con 5 factores de evaluación con tres niveles cada uno lo que les brinda este total de pruebas. La operación de mecanizado que realizaron fue de fresado final. Adicional al modelo de superficie de respuesta integraron un algoritmo genético desarrollado el cual les brindo una exactitud mayor en su experimento. Con la aplicación del modelo de superficie de respuesta obtuvieron un error del 2,05% por lo cual lo toleraron insignificante, dándole así validez a su experimento. Las conclusiones a las que llegaron fue que gracias a este modelo de algoritmo genético pudieron reducir la rugosidad de 0,412µm a 0,375µm, integrando los dos modelos matemáticos y con los procedimientos experimentales pudieron reducir el valor de la rugosidad en 10%. Cemal Cakir, Cihat Ensarioglu, Ilker Demirayak [5] realizaron un estudio sobre la influencia de tres parámetros de corte que son velocidad de corte, velocidad de avance y profundidad de corte, ellos realizaron su investigación basándose en los datos que recogieron en unas pruebas iniciales, adicionalmente realizaron un estudio sobre los efectos de dos insertos con diferentes recubrimientos sobre el valor de la rugosidad. El material en el que realizaron las pruebas fue acero inoxidable AISI P20 y las pruebas se realizaron en un torno convencional. Los insertos que emplearon para el torneado fueron uno de TiN y el otro de TiAlN. Las conclusiones a las que llegaron fueron que entre los parámetros de corte el que mayor influencia tiene sobre el valor de la rugosidad es la velocidad de avance, seguido por el de la velocidad de corte y la profundidad de corte no tiene ningún efecto significativo, en lo que corresponde a los insertos el inserto que minimiza el valor de la rugosidad es el de TiAlN por ultimo estiman un error del 5% en su investigación debido a que las pruebas se realizaron en un torno convencional. A. Hafiz, A. Amin, A. Karim, M. Lajis [6] desarrollaron una investigación sobre el desarrollo de un método eficaz para predecir la rugosidad de la superficie en una pieza de material de acero AISI H13 realizando la operación de fresado a alta velocidad con unos insertos de herramienta recubiertos en PCBN y sin refrigerante, emplearon el modelo de superficie de respuesta para determinar un modelo de segundo orden cuadrático en términos de tres variables, velocidad de corte, profundidad de corte axial y la alimentación, para generar los datos de posibles rugosidades se realizaron varios procedimientos experimentales. Para confirmar 6.
(14) ese modelo de segundo orden cuadrático emplearon la técnica ANOVA la cual les brindo un resultado satisfactorio del 95%. Las conclusiones a las que llegaron son, que la velocidad de avance es la que posee mayor incidencia sobre la rugosidad seguido de la velocidad de corte y que la profundidad tiene un efecto casi nulo sobre la rugosidad y que la metodología de superficie de respuesta predice el número de experimentos que se deben realizar.. 7.
(15) 4. MARCO TEÓRICO. 4.1 Rugosidad El acabado superficial de una pieza puede poseer errores de dos tipos: macro geométricos y micro geométricos, la rugosidad es un error de tipo micro geométrico y se puede definir como el conjunto de irregularidades que presenta una pieza, generalmente estas imperfecciones son generadas por las herramientas de corte durante la producción de dicho elemento. Para medir la rugosidad existe un aparato que brinda una lectura digital llamado el rugosímetro y la unidad en el sistema internacional de la rugosidad es el µm, mientras que en el sistema ingles la unidad de medición de rugosidad es µinch [7].. 4.2 Parámetros tecnológicos de mecanizado Los parámetros de corte son el conjunto de condiciones con las que se realizaran una operación de mecanizado, por lo general el fabricante brinda algunos datos de estos, a partir de los cuales se pueden calcular los que hagan falta para realizar la operación deseada [8].. 4.2.1 Velocidad de corte La velocidad de corte se puede definir como el espacio en metros recorrido en un minuto ya sea por el material si es el caso de un torno, o por la herramienta si es el caso de una fresa y se puede calcular así: Vc =. D∗π∗n 1000. (1). Donde, Vc es la velocidad e corte expresada en m/min, n es la velocidad del husillo expresada en rev/min y D el diámetro exterior de la herramienta expresado en mm. 1000 es el factor de conversión para que nos dé m/min.. 4.2.2 Velocidad del husillo La velocidad del husillo es la velocidad del cabezal a la cual girará durante la operación de mecanizado, es directamente proporcional a la velocidad de corte y al diámetro de la herramienta, se puede calcular así: 𝑛=. 𝑉𝑐 ∗ 1000 𝜋 ∗ 𝐷𝑐. 8. (2).
(16) Donde n es la velocidad del husillo expresada en rpm, D es el diámetro exterior de la herramienta y 1000 el factor de conversión.. 4.2.3 Velocidad de avance La velocidad de avance es la velocidad relativa entre la pieza que se está maquinando y la herramienta que está efectuando el corte, es decir la velocidad con la que progresa el corte, para calcularla se emplea la siguiente ecuación: 𝐹 = 𝑛 ∗ 𝐹𝑛 (3) Donde F es la velocidad de avance expresada en mm/minuto, n la velocidad del husillo expresada en rpm y Fn es el avance por revolución de la herramienta que lo brinda el fabricante, de no ser así se puede calcular mediante la siguiente ecuación: 𝐹𝑛 = 𝐹𝑧 ∗ 𝑧. (4). Donde Fn es el avance por revolución expresado en mm/rev, Fz es el avance por diente de la herramienta expresado en mm/diente y lo brinda el fabricante y Z es el número de dientes de la herramienta.. 4.2.4 Profundidad de pasada La profundidad de pasada se puede definir como la profundidad de la capa que le arranca la herramienta al material en una pasada y por lo general el fabricante brinda unos valores recomendados para la herramienta y el tipo de inserto, en el caso de Kennametal que es el fabricante de los insertos que se emplearon en el presente estudio, ofrece valores para mecanizado ligero, aplicaciones generales y mecanizado pesado, por lo general se emplea una profundidad de pasada para aplicaciones generales ya que puede brindar buen acabado y prolonga la vida del inserto o de la herramienta de corte [9].. 4.3 Diseño de Taguchi El diseño de Taguchi es una metodología ideada por el japonés Genichi Taguchi la cual busca optimizar productos y procesos, mejorando la calidad y bajando costos. Taguchi plantea que hay factores que se pueden controlar, como la velocidad de corte en una fresa, y variables que no se pueden controlar, como el clima, a estas últimas les designo el nombre de factores de ruido. En su metodología, Taguchi, expuso que se debían tener en cuenta los factores medio-ambientales, para lo cual se propuso que se debía poner una lista de restricciones acompañando cada proceso o funcionamiento de un producto, pero Taguchi dijo que esto no era 9.
(17) aconsejable porque existen factores de estos que no se podían controlar como la temperatura del lugar en donde se está llevando a cabo un proceso, a estos son los que se conocen como factores de ruido. Entonces para solucionar esto determino el diseño robusto que consiste en realizar un análisis de los factores controlables y de los factores de ruido, los factores controlables se hacen en una matriz llamada matriz del diseño interno y la matriz de los factores de ruido se conoce como matriz del diseño externo, para realizar el estudio se sigue el procedimiento que se describe a continuación [10]. El diseño de Taguchi consiste en seleccionar un arreglo ortogonal por medio de: 𝐿𝑎(𝑏)𝑐 (5) Donde a representa el número de pruebas o experimentos que se deben realizar, b representa los niveles que puede tener cada factor y c es el número de efectos que se pueden analizar. Una vez seleccionado el arreglo ortogonal, se procede a realizar lo mismo para los factores de ruido y estas dos tablas se unen para realizar los experimentos necesarios y así proceder a analizar los datos. Entonces el valor de lo que se está buscando es la media aritmética de cada fila. Taguchi propuso la relación señal/ruido, explicando que la combinación que maximice el valor de dicha relación es el arreglo más adecuado para rechazar los efectos que producen los factores de ruido, es decir las no controladas, esta relación se calcula según la necesidad de la respuesta:. Si se desea que la variable entre más pequeña es mejor 𝑆 1 = −10𝑙𝑜𝑔10 𝑌𝑖2 (6) 𝑅 𝑛 Donde S es la señal, R la variable ruido, n la cantidad de datos y Y la media aritmética.. Si se desea que la variable entre más grande es mejor 𝑆 1 1 = −10𝑙𝑜𝑔10 𝑅 𝑛 𝑌𝑖2. (7). En caso de que se desee que la variable este entre un valor nominal se pueden presentar dos situaciones: Cuando los valores de la variable son solo positivos: 𝑆 = −10𝑙𝑜𝑔10 (𝑌 2 ⁄𝑆 2 ) (8) 𝑅 10.
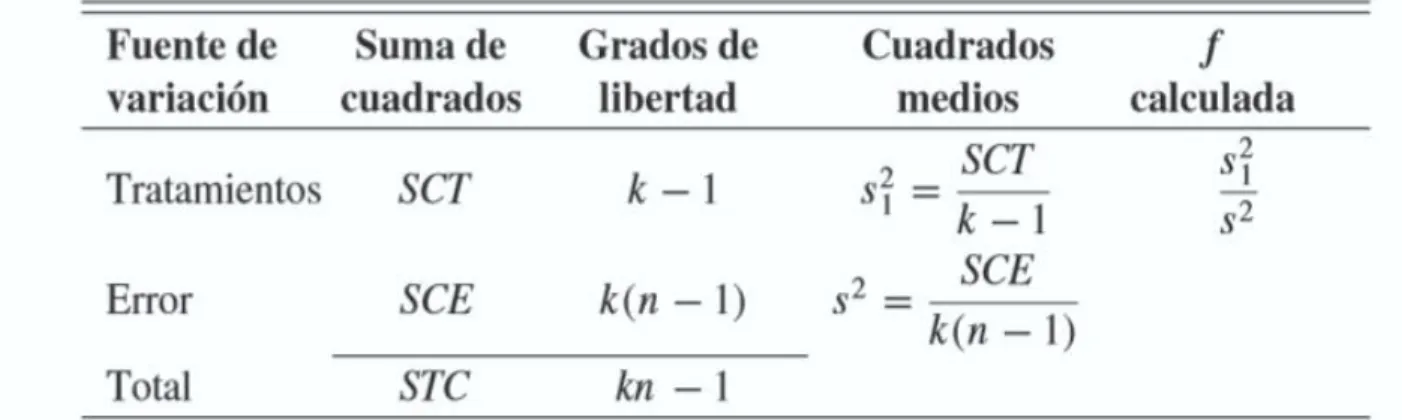
(18) Cuando los valores de la variable pueden ser positivos o negativos 𝑆 = −10𝑙𝑜𝑔10 (𝑆 2 ) (9) 𝑅 Donde S es la desviación estándar de todos los datos. La filosofía de la calidad de Taguchi se puede resumir en los siguientes puntos: 1. Para hacer competitivo un producto o proceso se debe mejorar la calidad y al mismo tiempo reducir costos de fabricación u operación. 2. La calidad del costo final de un producto o proceso dependen fundamentalmente del diseño efectuado para el proceso o el producto. 3. Con la aplicación de la metodología de diseño de Taguchi se busca principalmente identificar el conjunto de parámetros que reduzcan la variación en un proceso o en un producto, con esto, se mejora la calidad y se disminuyen costos al existir menos errores [11].. 4.4 Análisis estadístico de la varianza (ANOVA) El análisis de la varianza (ANOVA) es una herramienta estadística con varias aplicaciones como por ejemplo, en la industria ayuda a controlar los procesos o en los laboratorios ayuda a controlar los métodos analíticos. Las dos formas en que se puede usar son: la comparación de múltiples columnas de datos, tres o más, y la estimación de los componentes de variación de un proceso. Para emplear esta técnica se toman muestras de k poblaciones, el tamaño de estas muestras debe ser n. Las poblaciones se clasifican en tratamientos o grupos distintos, empleando tratamiento para designar las distintas clasificaciones como por ejemplo, diferentes analistas o regiones del país. Para emplear el ANOVA se parte de unos supuestos: se supone que las k poblaciones son independientes y se distribuyen de forma normal, y que las varianzas deben ser comunes. Además en el análisis estadístico de varianza se deben plantear dos hipótesis, se deben plantear dos hipótesis una nula H0 y la hipótesis alterna H1. La resolución de un modelo aplicando ANOVA consiste en la separación de la suma de cuadrados en componentes relativos a los factores estudiados en el modelo. Entonces para lo cual se consideran tres medidas importantes que son: suma total de cuadrados, suma de los cuadrados del tratamiento y suma de los cuadrados del error. Estas tres medidas se incorporan en la siguiente ecuación: STC = SCT + SCE (10) Donde: STC es la suma total de cuadrados, SCT es la suma de los cuadrados del tratamiento y SCE es la suma de los cuadrados del error. 11.
(19) Por otro lado, los grados de libertad también se pueden separar de forma similar: 𝑛𝑘 − 1 = 𝑘 − 1 + 𝑘(𝑛 − 1) (11) Donde: nk-1 es el grado de libertad total, k-1 es el grado de libertad de los tratamientos y k(n-1) es el grado de libertad del error. Por último los cálculos se integran en las tablas ANOVA, donde se muestra el resumen de lo que se hizo con cierto experimento.. Tabla 1. Tabla ANOVA para el análisis de varianza de un solo factor.. FUENTE: PROBABILIDAD Y ESTADÍSTICA PARA INGENIERÍA Y CIENCIAS, 9° EDICIÓN.. Al final la lectura de esta tabla indicara qué hipótesis se debe aceptar, si la nula o la alterna, para ello existen dos métodos: el primero consiste en establecer el nivel de significancia (α) que se tendrá en la prueba, por ejemplo 95%, esto quiere decir que tendrá 5% de posibilidades de error, y el nivel de significancia será 0,05, con la lectura de la tabla se compara este valor con el valor de P o sig, el nombre dependerá del software que se emplee para el desarrollo del método, en este orden de ideas se tienen dos caminos: Si 𝑃 ≤ 𝛼 se rechaza la hipótesis nula H0 y se acepta la hipótesis alterna H1, y quiere decir que existe una diferencia significativa entre las varianzas. Si 𝑃 > 𝛼 se acepta la hipótesis nula H0 y se rechaza la hipótesis alterna H1, y quiere decir que las varianzas son iguales.. 12.
(20) El método alterno consiste en comparar el valor de F calculado y el valor F de las tablas de la distribución F Sneedor, los software que se emplean para el desarrollo del ANOVA nos presentan estos dos valores, según el nivel de significancia, para analizar las hipótesis se emplea: . Si 𝐹𝑐𝑎𝑙 ≤ 𝐹𝑡𝑎𝑏 se acepta la hipótesis nula H0 y se rechaza la hipótesis alterna H1.. . Si 𝐹𝑐𝑎𝑙 > 𝐹𝑡𝑎𝑏 se acepta la hipótesis alterna H1 y se rechaza la hipótesis nula H0 [12] [13].. 4.5 prueba de t-Student para muestras relacionadas. La prueba t-Student fue desarrollada en 1899 por el químico inglés William Sealey Gosset (1876-1937) mientras trabajaba en técnicas de control de calidad para las destilerías Guiness en Dublín. La prueba t-Student se usa cuando el tamaño de la muestra no es muy grande y su función es comparar dos mediciones de puntuaciones (medias aritméticas) y así establecer sí la diferencia entre las dos mediciones es o no estadísticamente significativa. Para realizar la prueba de t-Student, al igual que en el análisis estadístico de varianza, se deben plantear dos hipótesis una nula y la hipótesis alterna, H0 y H1 respectivamente; además se debe tener en cuenta el porcentaje de error que se va a tolerar en dicha prueba, este porcentaje se conoce como el nivel alfa (α), por ejemplo si se decide que la prueba tendrá un 95% de acierto el nivel alfa sería de 0,05, lo que equivale a apenas 5% de error en la prueba. Para realizar esta prueba de t-Student se pueden emplear varios software como lo son MiniTab, SPSS, Excel, entre otros. El software que se emplee dará como resultado tablas como la siguiente:. 13.
(21) Tabla 2. Tabla obtenida por el Software SPSS relacionadas.. al realizar la prueba t-Student para muestras. FUENTE: INTRODUCCIÓN AL SPSS, E-ESTADISTICA, UCM, 2012.. Estas tablas pueden variar dependiendo el software que se emplee para realizar la prueba, unas pueden tener más o menos información, el valor que más importa es el del valor P, significancia o sig. (Este valor cambia de nombre dependiendo el software que se emplee) ya que este valor es el que sirve para determinar el resultado de la prueba, debido a que con este se decide que hipótesis se hace verdadera si la nula o la alterna. Para establecer que hipótesis escoger se emplean las siguientes reglas de la prueba t-Student: . Si 𝑃 ≤ 𝛼 se rechaza la hipótesis nula H0 y se acepta la hipótesis alterna H1, y quiere decir que existe una diferencia significativa entre las varianzas.. . Si 𝑃 > 𝛼 se acepta la hipótesis nula H0 y se rechaza la hipótesis alterna H1, y quiere decir que las varianzas son iguales [14].. 14.
(22) 5. MATERIALES Los materiales que se emplearon en el experimento fueron una probeta de acero AISI/SAE 1045, un rugosímetro y el centro de mecanizado, la facultad cuenta con estos dos últimos elementos.. 5.1 Probeta de acero AISI/SAE 1045 La probeta que se seleccionó para el experimento fue una pieza cúbica con las siguientes dimensiones: alto 60 mm, largo 115 mm y ancho ¾ de pulgada; la probeta está fabricada en acero 1045 el cual tiene las siguientes propiedades: Propiedades mecánicas: - Esfuerzo de fluencia 310 MPa (45000 PSI) - Esfuerzo máximo 365 MPa (81900PSI) - Módulo de elasticidad 200 GPa (29000 KSI) - Dureza 163 HB (84HRb) - Elongación 16% (en 50 mm) Propiedades físicas: - Densidad 7,87 g/cm3 (0,284 lb/in3) Propiedades químicas - 0,43-0,50 % C - 0,60-0,90 % Mn - 0,04 % P máx - 0,05 % S máx Este acero se emplea generalmente en la fabricación de tornillos, bielas, ejes, clavijas, rollos, postes, árboles de levas ya que tiene una alta resistencia a los impactos y posee muy buena maquinabilidad, por ello es muy común en la industria [15]. En la imagen 1 y 2 se presentan unas imágenes de la probeta, el orificio que aparece en la imagen 2 se tuvo que hacer para montar unas plataformas en las cuales se ponía el rugosímetro para tomar la medida necesaria.. 15.
(23) Imagen 1. Probeta de acero AISI/SAE 1045.. Imagen 2. Orificio para las plataformas del rugosímetro en la probeta.. 16.
(24) 5.2 Rugosímetro. El rugosímetro que se empleó en las mediciones de datos de los valores de rugosidad sobre la probeta es un MarfSurf PS1 de la marca Mahr, algunas características de este equipo son: La facilidad de manejo, diferentes idiomas, puede ser empleado en cualquier posición ya sea vertical, horizontal o inclusive en superficies empinadas, su patrón de calibración ésta integrado por lo que no necesita ningún tipo de calibración, además proporciona una serie de parámetros de medición como lo son Rmáx que indica la mayor distancia entre el pico más alto y el valle más bajo en la longitud de la muestra, Ra que es la rugosidad promedio en la longitud de la muestra, Rz la distancia promedio entre el pico más alto y el valle más bajo en un número de longitudes de muestra. Imagen 3. Medidas brindadas por el rugosímetro.. FUENTE:. SITIO. WEB. DE. ELCOMETER.. Datos técnicos del rugosímetro -. Principio de medición: procediendo con un instrumento con estilete. Unidad de medida: métrico µm. Carrera de sondeo según norma ISO 12085: 2, 4, 8 y 12 mm. Estilete: 2 µm. Fuerza de medición: 0,7 mN. Dimensiones en mm: 140 x 50 x 70 [16] [17].. 17.
(25) 5.3 Centro de mecanizado El centro de mecanizado en el que se realizaron los experimentos es un centro de mecanizado Leadwell v20-i, con el cual cuenta la Universidad Distrital en la facultad tecnológica, este CNC es de 3 ejes, trabaja en posición vertical y cuenta con una capacidad máxima de 20 herramientas [18].. Imagen 4. Centro de mecanizado CNC.. FUENTE: PÁGINA DE LA UNIVERSIDAD DISTRITAL, LABORATORIOS DE MECÁNICA.. 18.
(26) Tabla 3. Especificaciones técnicas del Centro de Mecanizado Leadwell V20-i.. FUENTE: PÁGINA DE LA UNIVERSIDAD DISTRITAL, LABORATORIOS DE MECÁNICA.. 19.
(27) 5.4 Insertos Los insertos que se emplearon en el desarrollo de las pruebas son insertos de metal duro con un recubrimiento de nitruro de titanio aluminio (TiAlN-PVD) del alto rendimiento para el fresado de acero, acero inoxidable y fundición dúctil. La buena resistencia al choque térmico del sustrato hace a esta calidad ideal tanto para mecanizado húmedo como seco. Son de Kennametal, su referencia es EP1408EHD-KC725M, sus primeros números son la referencia en el catálogo, EHD indica su geometría y KC725M indica su calidad, esta se utiliza principalmente para el mecanizado general y pesado en la imagen 5 se pueden observar las medidas del inserto las cuales están en mm [19].. Imagen 5. Geometría del inserto.. FUENTE: SITIO WEB DE KENNAMETAL, FRESAS PARA ESCUADRADO.. 20.
(28) 6. DISEÑO DEL EXPERIMENTO El diseño del experimento que se realizó está conformado por tres ejes principales: las condiciones iniciales, el estudio de los parámetros y los resultados. Cada eje tiene unas actividades que se deben realizar para poder cumplir el objetivo propuesto que es obtener los valores de los parámetros tecnológicos en una operación de fresado, para obtener el valor mínimo de rugosidad. Gráfica 1. Diseño del experimento DISEÑO DEL EXPERIMENTO Obtener los valores de los parámetros tecnológicos en el proceso de fresado para obtener el valor mínimo de la rugosidad en una pieza de acero SAE 1045. CONDICIONES INICIALES. ESTUDIO DE PARÁMETROS. Obtener los valores que recomienda el fabricante de los parámetros tecnológicos para el proceso de fresado. RESULTADOS. Realizar el diseño de Taguchi y escoger el arreglo ortogonal Ejecutar las pruebas. Sacar las conclusiones y dejar establecidas recomendaciones. Realizar el análisis de los datos obtenidos en las pruebas Obtener las condiciones óptimas para el experimento Realizar pruebas de comprobación con las condiciones óptimas obtenidas. 6.1 Condiciones iniciales Para darle inicio al experimento se obtuvieron los datos que recomienda el fabricante de los insertos en este caso Kennametal, para la operación de fresado, los datos que se pudieron extraer de la página web del fabricante fueron los siguientes [20]: Velocidad de corte (Vc): 720 ft/min Avance por revolución (Fn): 0,06 mm/revolución Profundidad: 0,15 mm Con estos valores extraídos del sitio web de Kennametal, se pueden realizar las operaciones necesarias para obtener los valores de los parámetros tecnológicos, la velocidad del husillo, velocidad de avance y la profundidad. 21.
(29) Primero se debe obtener la velocidad de corte en m/min, luego se reemplazan los valores necesarios en la ecuación 2 para obtener la velocidad del husillo. 𝑉𝑐 = 720. 𝑓𝑡 1 𝑚 𝑚 ∗ = 220,13 𝑚𝑖𝑛 3,2707 𝑓𝑡 𝑚𝑖𝑛. Reemplazando en la ecuación 2, obtenemos 𝑛=. 220,13 ∗ 1000 = 3503,467 ≈ 3503 𝑟𝑝𝑚 𝜋 ∗ 20. Para obtener el valor de la velocidad de avance (F) se reemplazan los valores en la ecuación 3. 𝐹 = 𝑛 ∗ 𝐹𝑛 = 3503. 𝑟𝑒𝑣 𝑚𝑚 𝑚𝑚 ∗ 0,06 = 210,18 ≈ 210 𝑚𝑖𝑛 𝑟𝑒𝑣 𝑚𝑖𝑛. Con los valores obtenidos, se tienen las siguientes condiciones iniciales para el experimento: . Velocidad de corte (Vc): 220,13 m/min Velocidad del husillo (n): 3503 rpm Velocidad de avance (F): 210 mm/min Profundidad: 0,15 mm. 6.2 Estudio de parámetros Después de obtener los valores de partida o iniciales, se procedió a realizar el estudio completo, el cual se dividió en varias etapas, realizar el diseño de Taguchi y escoger el arreglo ortogonal, esta etapa consiste en diseñar el experimento para saber cuántas pruebas se deben realizar para lograr nuestro objetivo. Luego de que se obtiene el arreglo ortogonal con el número de pruebas a realizar se ejecutan dichas pruebas, de las cuales se obtuvieron los valores a analizar con los métodos estadísticos (ANOVA y prueba de t-Student), luego de ello se identificaron los valores óptimos de los parámetros tecnológicos, la parte final del presente estudio fue realizar las pruebas con los valores óptimos para verificar los valores de rugosidad.. 6.2.1 Diseño de Taguchi y el arreglo Ortogonal Para el presente experimento se debe considerar un diseño robusto, el cual involucra variables controlables y no controlables, debido a que se tuvieron en cuenta cinco factores: velocidad de corte, velocidad de avance, profundidad de pasada, nivel de refrigerante y desgaste de la herramienta de corte, en este caso, desgaste en los insertos de la fresa. En este orden de ideas, las variables 22.
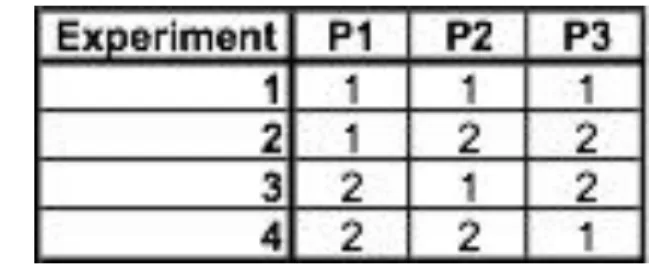
(30) controlables son las velocidades de corte y avance y la profundidad de pasada, los factores de ruido, o variables no controlables son el nivel del refrigerante y el desgaste de los insertos. Al ser un diseño robusto, se deben escoger dos arreglos ortogonales, uno para las variables controlables que recibe el nombre de arreglo interno, y otro para los factores de ruido que recibe el nombre de arreglo externo. Para la selección de los arreglos ortogonales, se debe tener en cuenta los factores que se estudiarán en el experimento y los niveles que tiene cada factor, es decir, para el arreglo externo se tienen tres factores: velocidad de corte, el centro de mecanizado en el que se realizaron las pruebas admite el valor de la velocidad del husillo y como la velocidad de corte y esta son variables dependientes, se manejó en el arreglo ortogonal la velocidad del husillo y no la velocidad de corte; velocidad de avance y profundidad de pasada. Para cada uno de los factores se tienen tres niveles, para escoger los niveles se procedió de la siguiente manera: primero se tomó el valor inicial brindado por el fabricante, quien considera que con esos valores se obtendrá un mejor acabado en condiciones de trabajo normales, dicho valor inicial es el punto de medio de cada factor, por lo cual se consideró un valor por encima y otro por debajo de dichos valores y así obtener los valores de los tres niveles. Para el arreglo externo se tienen dos factores: el nivel del refrigerante y el desgaste del inserto, se consideraron estos dos puesto que controlar estas variables requeriría de un alto grado de precisión y de mucho tiempo debido que para el desgaste del inserto se tendría que medir su desgaste y para esto habría que desmontarlo o se podría medir por horas de trabajo pero también se debería hacer un seguimiento muy detallado del desgaste; en lo que respecta con el nivel de refrigerante se tomó como patrón la inclinación de la llave, siendo media el nivel bajo con un llenado de 900 ml/min y cuando se abre en su totalidad alcanza 7200 ml/min pero estos datos pueden variar debido a la inclinación de apertura o la presión que este manejando el compresor que a su vez se ve afectado por el uso, es por eso que se toman estas dos variables como factores de ruido.. Tabla 4. Características de las variables controlables y los factores de ruido.. Variable. Código Nivel 1 Variables controlables 150 Velocidad de corte (m/min) S 2389 Velocidad del husillo (RPM) F 48 Velocidad de avance (mm/min) Z 0,1 Profundidad (mm) Factores de ruido I Ninguno Desgaste del inserto R 900 Nivel de refrigerante (ml/min). 23. Nivel 2. Nivel 3. 220 3503 210 0,15. 300 4777 430 0,2. Desgastado 7200. N/A N/A.
(31) Definidos los códigos y los niveles de cada variable se procede a escoger el arreglo ortogonal indicado para las variables y los factores, para esto se emplea la ecuación 5. Para el diseño externo se tienen 3 variables de 3 niveles.. 𝐿 = (33 ) = 𝐿9. El arreglo ortogonal que se debe emplear es un L 9, lo que indica que se deben realizar 9 pruebas; al observar este arreglo se puede emplear con 4 factores de 3 niveles es decir que en verdad el arreglo ortogonal se describe 𝐿9 (34 ), al reducir el número de factores a 3 se elimina una columna de la tabla y nos satisface la necesidad. Tabla 5. Arreglo ortogonal L9 original.. FUENTE: DESING OF EXPERIMENTS VIA TAGUCHI METHOD: ORTHOGONAL ARRAYS.. Para el arreglo externo se tienen dos factores con dos niveles cada uno, para determinar el arreglo ortogonal que se debe emplear se hace uso de la ecuación 5. 𝐿 = (22 ) = 𝐿4 Esta expresión nos indica que se debe usar el arreglo ortogonal L 4 para el arreglo externo el cual indica que se deben realizar 4 pruebas, esto quiere decir que el diseño robusto tendrá un total de 36 pruebas a realizar debido a que se multiplican el número de pruebas de cada arreglo para tener el número de pruebas total a realizar.. 24.
(32) Tabla 6. Arreglo ortogonal L4.. FUENTE: DESING OF EXPERIMENTS VIA TAGUCHI METHOD: ORTHOGONAL ARRAYS.. Como ya se tienen los arreglos correspondientes se unen para formar la tabla del arreglo robusto, involucrando el arreglo externo e interno. Tabla 7. Arreglo ortogonal Robusto.. I R PRUEBA. S. F. Z. 1 2 3 4 5 6 7 8 9. 1 1 1 2 2 2 3 3 3. 1 2 3 1 2 3 1 2 3. 1 2 3 2 3 1 3 1 2. 1 1 2 2 1 2 1 2. 6.2.2 Realización de las pruebas. Las pruebas se realizaron en el centro de mecanizado Leadwell V20-i con el que cuenta la Universidad Distrital Francisco José de Caldas en la facultad tecnológica, para realizar las pruebas no se siguió un orden sino que se realizaron al azar, teniendo en cuenta que primero se hicieron las 18 pruebas con los insertos nuevos y posteriormente las 18 pruebas con los insertos desgastados.. 25.
(33) Tabla 8. Números asignados a las pruebas.. I 1 R 1 PRUEBA 1 2 3 4 5 6 7 8 9. 1 2. 2 1. 2 2. 2 6 10 14 18 22 26 30 34. 3 7 11 15 19 23 27 31 35. 4 8 12 16 20 24 28 32 36. S F Z 1 1 1 2 2 2 3 3 3. 1 2 3 1 2 3 1 2 3. 1 2 3 2 3 1 3 1 2. 1 5 9 13 17 21 25 29 33. En la anterior tabla se puede observar el orden de las 36 pruebas, es decir, la que tiene el número 1 se realizó con las velocidades de corte y avance más bajas, con la menor profundidad de corte, con los insertos nuevos y con el nivel de refrigerante bajo. Para que las pruebas se hicieran al azar y no seguir el patrón que llevan en la anterior tabla se realizó un sorteo para mirar cómo se iba a proceder a la hora de mecanizar, los resultados se muestran en la tabla 9. Tabla 9. Orden en que se realizaron las pruebas.. PRUEBAS NUEVOS DESGASTADOS 10 32 18 15 22 11 17 7 5 23 33 16 9 27 26 12 1 35 14 3 25 4 21 36 2 31 29 19 30 8 34 20 13 24 6 28. 26.
(34) La anterior tabla muestra el resultado del sorteo que se realizó para determinar el orden delas pruebas, primero se realizaron las pruebas con los insertos nuevos y de último las pruebas con los insertos desgastados, es decir primero se llevó a cabo la prueba número 10, la cual corresponde a la velocidad del husillo más baja (2389 rpm), velocidad de avance alta (430 mm/min), profundidad de pasada más alta (0,2 mm), insertos nuevos y nivel de refrigerante alto (7200 ml/min), y la última prueba que se desarrolló fue la número 28, con velocidad del husillo más alta (4777 rpm), velocidad de avance más baja (48 mm/min), la profundidad de pasada más alta (0,2 mm), insertos desgastados y nivel de refrigerante alto (7200 ml/min). El sorteo se realizó con dos propósitos: el primero no tener que estar desmontando la herramienta para cambiar entre insertos nuevos y desgastados, y el segundo en no seguir la secuencia del experimento para evitar que los datos se comportaran debido a un patrón establecido que iba a ser cuatro pruebas seguidas con los mismos valores de los parámetros tecnológicos, variando únicamente entre el nivel del refrigerante y el desgaste en los insertos, gracias al sorteo se logró vencer el patrón anteriormente descrito y con ello afirmar que las pruebas tienen un 95% de acierto.. Imagen 6. Proceso de planeado sobre la probeta en el centro de mecanizado.. 27.
(35) Se puede observar en la imagen 6 como se encontraba montada la probeta en la mesa de trabajo del centro de mecanizado, recordando que las dimensiones de la probeta eran 115 mm de largo, 60 mm de alto y ¾ de pulgada de ancho, se tomó esta medida de ancho debido a que el diámetro de la fresa con la que se llevó a cabo el proceso de planeado tiene un diámetro de 20 mm. Las plataformas que se le adaptaron a la probeta son de lámina col rol calibre 16, estas se encontraban ubicadas sobre la probeta a una altura de 105 mm y fueron adaptadas para poder tomar la medida con el rugosímetro sin que existiera ninguna alteración en los datos debido a las vibraciones o el pulso de quien manipulaba del equipo.. Imagen 7. Montaje para medición de la rugosidad con el rugosímetro.. La medición de rugosidad se tomó dos veces en cada prueba y el promedio de estos dos valores es el valor que se consideró para el análisis, y es el valor que está presente en la tabla del arreglo ortogonal robusto, para tomar dicho valor se empleó el rugosímetro como se puede observar en la imagen 7.. 28.
(36) Imagen 8. Inserto nuevo, zoom 40x.. Imagen 9. Inserto nuevo, zoom 80x.. Para las pruebas con los insertos desgatados, se le realizó un desgaste a los insertos con el esmeril, debido a que para desgastarlos se requería de mucho 29.
(37) tiempo de trabajo en el centro de mecanizado, después de realizar el desgaste de los insertos se procedió de igual forma a realizar las pruebas que con los insertos nuevos o con un desgaste insignificante. En las imágenes 10 y 11 se puede observar el nivel de desgaste que se obtuvo en los insertos después de pasar por el esmeril, comparándolas con las imágenes 8 y 9 que presentan los insertos nuevos se puede observar el desgaste en la parte superior. Las imágenes se obtuvieron con el estereoscopio Zeiss que posee el laboratorio de metalografía de la universidad. Imagen 10. Inserto desgastado, zoom 40x.. Imagen 11. Inserto desgastado, zoom 80X.. 30.
(38) Para tener un dato más preciso del desgaste en los insertos, se midió antes de realizar las pruebas con los insertos desgastados, la medición del desgaste en la herramienta de corte que se hizo fue el desgaste de flanco como se puede observar en la imagen 12, obteniendo un valor de 194,44 µm; este valor es bajo pero en los resultados de las pruebas se puede observar una gran variación en el valor de rugosidad debido a este factor. Imagen 12. Inserto con la medición de desgaste.. 31.
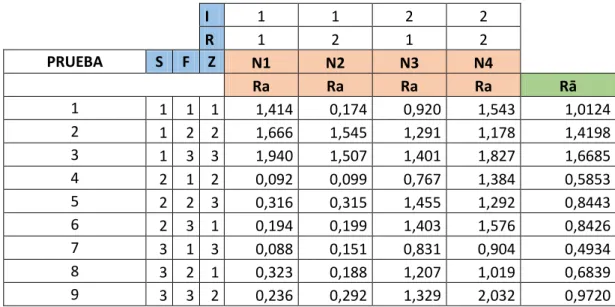
(39) 7. RESULTADOS. Después de realizar las pruebas y tomar las mediciones de la variable de respuesta, es decir, la rugosidad se procedió a completar la tabla del diseño robusto, completando cada celda con el valor correspondiente de la rugosidad, al ser esta la variable de respuesta se saca el promedio de las 4 pruebas que poseen las mismas variables y este es el valor de la rugosidad promedio de estos valores, variando únicamente los factores de ruido.. Tabla 10. Resultado de las pruebas.. PRUEBA 1 2 3 4 5 6 7 8 9. S 1 1 1 2 2 2 3 3 3. I R F Z 1 2 3 1 2 3 1 2 3. 1 2 3 2 3 1 3 1 2. 1 1 N1 Ra 1,414 1,666 1,940 0,092 0,316 0,194 0,088 0,323 0,236. 1 2 N2 Ra 0,174 1,545 1,507 0,099 0,315 0,199 0,151 0,188 0,292. 2 1 N3 Ra 0,920 1,291 1,401 0,767 1,455 1,403 0,831 1,207 1,329. 2 2 N4 Ra 1,543 1,178 1,827 1,384 1,292 1,576 0,904 1,019 2,032. Rā 1,0124 1,4198 1,6685 0,5853 0,8443 0,8426 0,4934 0,6839 0,9720. 7.1 Análisis de resultados. Con los datos consignados en la tabla del diseño robusto se da inicio al análisis de los datos obtenidos en las 36 pruebas realizadas en el centro de mecanizado; básicamente el análisis se compone de 3 etapas: con ayuda del método de Taguchi se busca determinar la combinación de los valores de los parámetros tecnológicos que anulen el efecto de los factores de ruido sobre el valor de la rugosidad en la superficie mecanizada y se identificarán los valores óptimos de los parámetros tecnológicos. Por medio del análisis estadístico de varianza se medirá qué tanto influye cada variable controlable en el valor de la rugosidad y por último con la prueba de t-Student se establecerá el nivel de incidencia de los factores de ruido sobre el acabado superficial.. 32.
(40) 7.1.1 Método de Taguchi El arreglo ortogonal robusto fue la primer parte del desarrollo del método de Taguchi, allí se escogieron los arreglos ortogonales tanto interno como externo, además se estableció el número de pruebas que se debían ejecutar en el experimento, dando como resultado 36 corridas. Lo que a continuación se realiza es el análisis numérico a los datos obtenidos en las 36 pruebas, es decir, se emplea la relación señal/ruido para establecer la combinación de los valores de las variables controlables que anulara el efecto de los factores de ruido, además se identificará el menor valor de rugosidad obtenido en las 36 pruebas y así poder seleccionar los valores óptimos tanto de los parámetros tecnológicos como las condiciones de los insertos y el nivel del refrigerante. Tabla 11. Método Taguchi del experimento.. I R PRUEBA S F Z 1 2 3 4 5 6 7 8 9. 1 1 1 2 2 2 3 3 3. 1 2 3 1 2 3 1 2 3. 1 2 3 2 3 1 3 1 2. 1 1 N1 Ra 1,414 1,666 1,940 0,092 0,316 0,194 0,088 0,323 0,236. 1 2 N2 Ra 0,174 1,545 1,507 0,099 0,315 0,199 0,151 0,188 0,292. 2 1 N3 Ra 0,920 1,291 1,401 0,767 1,455 1,403 0,831 1,207 1,329. 2 2 N4 Ra 1,543 1,178 1,827 1,384 1,292 1,576 0,904 1,019 2,032. Rā 1,0124 1,4198 1,6685 0,5853 0,8443 0,8426 0,4934 0,6839 0,9720. DESVIACIÓN VARIANZA SEÑAL/RUIDO S S^2 η (S/R) 0,6204 0,3849 -1,1846 0,2243 0,0503 -3,1248 0,2556 0,0653 -4,5223 0,6194 0,3837 2,0046 0,6145 0,3776 0,0177 0,7500 0,5625 -0,5379 0,4335 0,1879 4,1525 0,5039 0,2539 1,8170 0,8670 0,7516 -1,7854. En la tabla 11 se observa el desarrollo completo del método Taguchi, para obtener los valores de señal/ruido se empleó la ecuación 6 debido a que la condición que se debe satisfacer es que entre más pequeña sea la variable de respuesta es mejor, se opta por este camino debido a que entre menor sea la rugosidad mejor será el acabado superficial. Con los valores obtenidos se puede observar que el valor mínimo de rugosidad que se obtuvo durante las pruebas fue de 0,088 µm y corresponde a la prueba número 25, con esto se pueden tolerar los valores óptimos de los parámetros tecnológicos de corte como: velocidad del husillo 4777 rpm, velocidad de avance 48 mm/min y profundidad de pasada 0,2 mm; además se puede considerar que las condiciones que más favorecen a minimizar la rugosidad son los insertos nuevos y un nivel de refrigerante bajo (720 ml/min). En la tabla también se puede observar que la combinación que maximiza la relación señal/ruido corresponde a 3 1 3, es decir, la velocidad del husillo más alta, la velocidad de avance más baja y la profundidad de pasada más alta, por consiguiente esta combinación hará que se rechacen los factores de ruido sobre el valor de la rugosidad. 33.
(41) 7.1.2 Análisis estadístico de varianza. Con el análisis estadístico de varianza se busca encontrar si cada variable controlable, velocidad del husillo, velocidad de avance y profundidad de pasada, influye o no sobre el valor de la rugosidad, para establecer esto se deben separar los datos de cada variable por niveles y proceder con el ANOVA. Las hipótesis que se plantearon para las tres variables controlables fueron: H0: La variable no afecta el valor de la rugosidad en la pieza de acero AISI/SAE 1045. H1: La variable afecta el valor de la rugosidad en la pieza de acero AISI/SAE 1045.. ANOVA de la velocidad del husillo (S) Tabla 12. Datos de velocidad del husillo ordenados para la ejecución del ANOVA.. NIVEL 1 1,414 1,666 1,940 0,174 1,545 1,507 0,920 1,291 1,401 1,543 1,178 1,827. S NIVEL 2 0,092 0,316 0,194 0,099 0,315 0,199 0,767 1,455 1,403 1,384 1,292 1,576. NIVEL 3 0,088 0,323 0,236 0,151 0,188 0,292 0,831 1,207 1,329 0,904 1,019 2,032. En la tabla 12 se observan los datos ordenados respecto a la velocidad del husillo teniendo en cuenta que los valores presentes son los valores obtenidos de rugosidad en las pruebas sin tener en cuenta las demás variables y factores, es decir, se hace el análisis individual de la velocidad del husillo. Para elaborar el análisis estadístico de varianza se empleó Excel y los datos obtenidos se comprobaron en MiniTab, las tablas que a continuación se exponen son las brindadas por Excel.. 34.
(42) Tabla 13. Resumen de los datos de la velocidad del husillo.. RESUMEN Grupos NIVEL 1 NIVEL 2 NIVEL 3. Cuenta 12 12 12. Suma 16,4025 9,0885 8,597. Promedio 1,36688 0,75738 0,71642. Varianza 0,21633 0,37718 0,36772. Tabla 14. ANOVA de los datos de la velocidad del husillo.. ANÁLISIS DE VARIANZA Origen de las variaciones Entre grupos Dentro de los grupos Total. Suma de cuadrados 3,18506 10,57345 13,75850. Grados de Promedio de libertad los cuadrados 2 1,592528 33 0,320407. Valor crítico para F Probabilidad F 4,97032 0,0129763 3,28492. 35. En la tabla 3 se observa un resumen de los datos de la variable ‘S’ velocidad del husillo, se observa la sumatoria de los valores de rugosidad para cada nivel, el promedio y la varianza de la misma para cada nivel, en esta tabla también se puede observar que el nivel 3 posee los datos con menor valor, lo que indica que entre más elevado este el valor de la velocidad del husillo menor será el valor de la rugosidad. La tabla 4 muestra el desarrollo del análisis estadístico de varianza para los datos correspondientes a la variable ‘S’ velocidad del husillo, donde se puede observar que 𝐹𝑐𝑎𝑙 > 𝐹𝑡𝑎𝑏 (4,97032 > 3,28492) por lo tanto se rechaza la hipótesis nula H0 y se acepta la hipótesis alterna, es decir que la velocidad del husillo afecta el valor de la rugosidad en la pieza de acero AISI/SAE 1045.. 35.
(43) Gráfica 2. Gráfico de cajón de la velocidad del husillo.. En la gráfica 12 se presenta el análisis gráfico de los datos de la velocidad del husillo en donde se puede observar una gran variación en los datos de cada nivel, obviando que entre más baja sea el valor de esta variable, mayor será el valor de la rugosidad sobre la superficie de la pieza. ANOVA de la velocidad de avance (F) Tabla 15. Datos de velocidad de avance ordenados para la ejecución del ANOVA.. NIVEL 1 1,414 0,174 0,920 1,543 0,092 0,099 0,767 1,384 0,088 0,151 0,831 0,904. F NIVEL 2 1,666 1,545 1,291 1,178 0,316 0,315 1,455 1,292 0,323 0,188 1,207 1,019. NIVEL 3 1,940 1,507 1,401 1,827 0,194 0,199 1,403 1,576 0,236 0,292 1,329 2,032. Para el análisis estadístico de varianza de la velocidad de avance se deben ignorar las otras variables controlables y factores de ruido y nuevamente se presenta una tabla con los datos organizados de la variable ‘F’ por los niveles que tienen, el ANOVA se desarrolló en Excel y se comprobó en MiniTab.. 36.
(44) Tabla 16. Resumen de los datos de la velocidad de avance.. RESUMEN Grupos NIVEL 1 NIVEL 2 NIVEL 3. Cuenta 12 12. Suma 8,364 11,7915. 12. 13,9325. Promedio Varianza 0,6970 0,31667 0,9826 0,29485 1,1610. 0,51971. Tabla 17. ANOVA de la velocidad del husillo.. ANÁLISIS DE VARIANZA Origen de las variaciones Entre grupos Dentro de los grupos Total. Suma de Grados de Promedio de los Valor crítico cuadrados libertad cuadrados F Probabilidad para F 1,31500 2 0,65750 1,74367 0,19060 3,28492 12,44351 33 0,37708 13,75850 35. Gráfica 3. Gráfico de cajón de la velocidad de avance.. En la tabla 16 se presenta un resumen de los datos de la variable ‘F’ velocidad de avance, además se puede deducir que los valores más bajos de la rugosidad se deben a un nivel bajo de esta variable, es decir, son directamente proporcionales. La tabla 17 expone el desarrollo del análisis estadístico de varianza para los datos de la velocidad de avance de esta tabla se puede deducir que 𝐹𝑐𝑎𝑙 ≤ 𝐹𝑡𝑎𝑏 (1,74367 < 3,28492) por lo tanto se acepta la hipótesis nula H0 y se rechaza la hipótesis alterna H1, es decir que la velocidad de avance no tiene una influencia significativa en el resultado de la rugosidad. En la gráfica 3 se puede observar que 37.
(45) el valor promedio de rugosidad no varía mucho en los grupos de gráficos de los niveles y por eso la variable controlable ‘F’ no afectará en gran escala el valor de la rugosidad, sin embargo se puede observar que el cajón que se encuentra más abajo es el del nivel 1, rectificando que entre más baja la velocidad de avance más bajo será el valor de la rugosidad.. ANOVA de la profundidad de pasada. La última variable a la cual se le realizó el análisis estadístico de varianza fue la variable controlable ‘Z’ profundidad de pasada y representa la coordenada en Z que debe bajar la herramienta para efectuar el corte.. Tabla 18. Datos ordenados de la profundidad de pasada.. NIVEL 1 1,414 0,174 0,920 1,543 0,194 0,199 1,403 1,576 0,323 0,188 1,207 1,019. Z NIVEL 2 1,666 1,545 1,291 1,178 0,092 0,099 0,767 1,384 0,236 0,292 1,329 2,032. NIVEL 3 1,940 1,507 1,401 1,827 0,316 0,315 1,455 1,292 0,088 0,151 0,831 0,904. La tabla 18 presenta los datos de la variable Z, sin tener en cuenta las demás variables para poder hacer el análisis estadístico de varianza, estos datos se encuentran ordenados por niveles y cada uno contiene los valores de rugosidad obtenidos en las pruebas sin considerar los factores de ruido y así establecer el valor de incidencia de esta variable sobre la rugosidad.. 38.
(46) Tabla 19. Resumen de los datos de la profundidad de pasada.. RESUMEN Grupos NIVEL 1 NIVEL 2 NIVEL 3. Cuenta. Suma 10,1555 11,908 12,0245. 12 12 12. Promedio Varianza 0,84629 0,34726 0,99233 0,45019 1,00204 0,43671. Tabla 20. ANOVA de la profundidad de pasada.. ANÁLISIS DE VARIANZA Origen de las variaciones Entre grupos Dentro de los grupos Total. Suma de cuadrados 0,18272 13,57578 13,75850. Grados de Promedio de libertad los cuadrados F Probabilidad 2 0,09136 0,22208 0,80204 33 0,41139. Valor crítico para F 3,28492. 35. Gráfica 4. Gráfico de cajón de la profundidad de pasada.. La tabla 19 presenta un resumen de los datos de la variable ‘Z’ profundidad de pasada, calculando el promedio de los valores de rugosidad según el nivel, la suma 39.
(47) de todos los datos y la varianza de los mismos; esta variable posee una particularidad y es que a diferencia de las velocidades, en esta ni el promedio ni la varianza varían significativamente lo que significa que no importa el valor de la profundidad de pasada porque se obtendrán valores similares de la rugosidad. En la tabla 20 se presenta el análisis estadístico de varianza realizado a los datos de la profundidad de pasada, de esta tabla se puede deducir que 𝐹𝑐𝑎𝑙 ≤ 𝐹𝑡𝑎𝑏 (0,22208 < 3,28492) por lo tanto se acepta la hipótesis nula H 0 y se rechaza la hipótesis alterna H1, es decir que la profundidad de pasada no afectará de manera significativa el resultado de la rugosidad. Por último la gráfica de cajón 4 expone que los promedios de los conjuntos de los datos por nivel no varían mucho confirmando que no importa el valor que se escoja de profundidad de pasada ya que con cualquiera puede dar valores muy próximos.. 7.1.3 Prueba t-Student Para los factores de ruido no se puede emplear el análisis estadístico de varianza ANOVA debido a que no más son dos factores que se consideraron, el desgaste de los insertos y el nivel de refrigerante, para poder analizar estas variables por separado, de forma similar a lo realizado con las variables controlables, se hace uso de la prueba de t-Student, esta herramienta estadística se emplea para comparar las medias de dos poblaciones, las poblaciones en este caso serían los factores de ruido, y así determinar el nivel de influencia sobre el valor de la rugosidad en la pieza de acero AISI/SAE 1045. Para emplear la prueba t-Student, al igual que en el análisis estadístico de varianza, se deben plantear la hipótesis nula y la hipótesis alterna. H0: El factor de ruido no afecta el valor de la rugosidad en la pieza de acero AISI/SAE 1045. H1: El factor de ruido afecta el valor de la rugosidad en la pieza de acero AISI/SAE 1045.. 40.
(48) Prueba t-Student para el desgaste de los insertos. Para realizar la prueba de t-Student sobre el factor de ruido ‘I’ desgaste en los insertos, se procede de forma similar que en el análisis estadístico de varianza, es decir primero se organizan los datos de forma independiente de cada factor y así analizarlo como si fuera uno solo, observando lo que pasa entre los dos niveles, que en este caso son: insertos nuevos e insertos desgastados. En la tabla 21 se presenta de forma ordenada los datos obtenidos en las pruebas correspondientes a cada nivel, es decir, los valores de la rugosidad cuando la condición de los insertos era que fueran nuevos y cuando la condición requería que fueran desgastados.. Tabla 21. Datos ordenados del factor de ruido I.. INSERTO NUEVO DESGASTADO 1,414 0,920 1,666 1,291 1,940 1,401 0,092 0,767 0,316 1,455 0,194 1,403 0,088 0,831 0,323 1,207 0,236 1,329 0,174 1,543 1,545 1,178 1,507 1,827 0,099 1,384 0,315 1,292 0,199 1,576 0,151 0,904 0,188 1,019 0,292 2,032. 41.
(49) Tabla 22. Prueba t-Student para el desgaste en los insertos.. NUEVO DESGASTADO 0,59631 1,2975 0,43672 0,1123 18 18 17 -4,21555 0,00029088 1,73961. Media Varianza Observaciones Grados de libertad Estadístico t P(T<=t) una cola Valor crítico de t (una cola). La tabla 22 presenta los resultados obtenidos en Excel de la prueba de t-Student del factor de ruido ‘I’ desgaste de los insertos, esta tabla compara los dos niveles de este factor que son: nuevo y desgastado, se puede observar que la media de la rugosidad es más baja con los insertos nuevos que los desgastados, además el valor de la probabilidad P satisface 𝑃 ≤ 𝛼 (0,00029088 < 0,05), con esto se rechaza la hipótesis nula y se acepta la hipótesis alterna, en otras palabras, el desgaste del inserto tendrá una importancia significativa sobre el valor de la rugosidad en la pieza de acero AISI/SAE 1045. Gráfica 5. Gráfica de caja de diferencia de desgaste en los insertos.. 42.
(50) La gráfica de caja de diferencia de desgaste en los insertos, muestra el comportamiento de los datos de rugosidad cuando se analiza solo el factor de ruido ‘I’, se puede observar que la hipótesis nula no está en el rango de los datos y que por esto se rechazó, aceptando que obviamente el nivel de desgaste de los insertos afectará el valor de la rugosidad y que entre mayor sea el desgaste mayor será el valor de la variable de respuesta.. Prueba de t-Student para el nivel de refrigerante. El último factor al que se le realizó el análisis estadístico fue el ‘R’, nivel de refrigerante, por poseer dos niveles refrigerante bajo y refrigerante alto, se empleó la prueba de t-Student para analizar su efecto independiente sobre el valor de la rugosidad en la pieza de acero; para poder emplear la prueba t-Student se organizaron los datos obtenidos en las pruebas del valor de rugosidad por cada nivel, dicho orden se presenta en la tabla 23.. Tabla 23. Datos ordenados del factor de ruido R.. REFRIGERANTE BAJO ALTO 1,414 0,174 1,666 1,545 1,940 1,507 0,092 0,099 0,316 0,315 0,194 0,199 0,088 0,151 0,323 0,188 0,236 0,292 0,920 1,543 1,291 1,178 1,401 1,827 0,767 1,384 1,455 1,292 1,403 1,576 0,831 0,904 1,207 1,019 1,329 2,032 43.
(51) Tabla 24. Prueba t-Student para el nivel de refrigerante.. BAJO 0,93711 0,35877 18 17 -0,18795 0,42657 1,73961. Media Varianza Observaciones Grados de libertad Estadístico t P(T<=t) una cola Valor crítico de t (una cola). ALTO 0,95667 0,45035 18. La tabla 24 expone los resultados obtenidos de la prueba t-Student sobre el factor de ruido ‘R’, se puede observar que las medias no tienen una diferencia significativa, igual sucede con las varianzas, con estos dos valores comparados ya se puede deducir que este factor de ruido no afectará el valor de la rugosidad de manera significativa, además se cumple que 𝑃 > 𝛼 (0,42657 > 0,05) por lo cual se acepta la hipótesis nula, es decir que efectivamente este factor no tiene relación con el valor de la rugosidad.. Gráfica 6. Gráfica de caja de diferencia del nivel de refrigerante.. En la gráfica 6 se observa gráficamente el comportamiento de los datos obtenidos en las pruebas del valor de rugosidad, además se puede ver que la hipótesis nula se encuentra dentro del conjunto de datos obtenidos y por ello se acepta dicha 44.
(52) hipótesis, entonces el nivel de refrigerante no tendrá un impacto significativo sobre el valor de rugosidad.. Tabla 25. Efectos de Ra y η.. EFECTOS Ra NIVEL 1 NIVEL 2 NIVEL 3 η NIVEL 1 NIVEL 2 NIVEL 3. S. F 1,3669 0,7574 0,7164. Z 0,6970 0,9826 1,1610. S. 0,8463 0,9923 1,0020. F -2,9439 0,4948 1,3947. Z 1,6575 -0,4301 -2,2819. 0,0315 -0,9685 -0,0880. Gráfica 7. Comparación del efecto Ra y η de la velocidad del husillo. S 1,6. 2,0 1,5 1,0 0,5 0,0 -0,5 -1,0 -1,5 -2,0 -2,5 -3,0 -3,5. 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 NIVEL 1. NIVEL 2. NIVEL 3. 45. Ra η.
Figure


+7

Documento similar