Análisis Metalográfico de los Cabezales de Acero Inoxidable Austenítico 316 Presentes en un Intercambiador de Calor ST 8035 Tipo a en Flujo de Agua
96
0
0
Texto completo
(2) ANÁLISIS METALOGRÁFICO DE LOS CABEZALES DE ACERO INOXIDABLE AUSTENÍTICO 316 PRESENTES EN UN INTERCAMBIADOR DE CALOR ST 8035 TIPO A EN FLUJO DE AGUA. PAULA DANIELA RINCÓN GARCÍA XIOMARA ANDREA SEGURA ORTIZ. MODALIDAD DE TRABAJO DE GRADO: Monografía. TUTOR: Luis Hernando Correa Murillo Docente Proyecto Curricular Tecnología e Ingeniería Mecánica. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ, D.C. 2016 ii.
(3) Nota de aceptación: _____________________________________ _____________________________________ _____________________________________ _____________________________________ _____________________________________ _____________________________________ _____________________________________ _____________________________________ _____________________________________. _______________________________ Firma del tutor. _______________________________ Firma jurado 1. ______________________________ Firma jurado 2. iii.
(4) CONTENIDO. Pág.. INTRODUCCIÓN ................................................................................................... 18. 1.. DEFINICIÓN DEL PROBLEMA ............................................................... 19. 1.1 ANTECEDENTES ............................................................................................ 19 1.2 FORMULACIÓN .............................................................................................. 19 1.3 DESCRIPCIÓN ................................................................................................ 19. 2.. JUSTIFICACIÓN ..................................................................................... 20. 3.. OBJETIVOS ............................................................................................ 21. 3.1. OBJETIVO GENERAL ............................................................................. 21. 3.2. OBJETIVOS ESPECÍFICOS ................................................................... 21. 4.. MARCO REFERENCIAL ......................................................................... 22. 4.1. ESTADO DEL ARTE ............................................................................... 22. 4.2. MARCO TEORICO Y CONCEPTUAL ..................................................... 24. 4.2.1. Aceros inoxidables austenítico ............................................................. 24. 4.2.1.1. Clasificación ............................................................................. 24. 4.2.1.2. Composición química ............................................................... 25. 4.2.1.3. Características fundamentales................................................. 25. iv.
(5) 4.2.1.4. Propiedades Mecánicas ........................................................... 26. 4.2.1.5. Propiedades físicas .................................................................. 26. 4.2.1.6. Tratamientos térmicos.............................................................. 27. 4.2.1.7. Características químicas .......................................................... 28. 4.2.1.8. Procedimientos de limpieza ..................................................... 28. 4.2.2. Corrosión. ........................................................................................... 29. 4.2.2.1. Definición general. ................................................................... 29. 4.2.2.2. Tipos de corrosión según los mecanismos de ataque. ............ 29. 5.. DISEÑO METODOLOGICO .................................................................... 49. 5.1. MICROSCOPIO ELECTRONICO DE BARRIDO (MEB) .......................... 49. 5.2. PREPARACIÓN DE PROBETA METALOGRAFICA ............................... 50. 6.. RESULTADOS Y DISCUSIÓN ................................................................ 55. 6.1. IDENTIFICACIÓN DEL MATERIAL DE ESTUDIO .................................. 55. 6.1.2 DIAGRAMA DE FASES SEGÚN EL TIPO DE MATERIAL IDENTIFICADO. 65 6.2. IDENTIFICACIÓN DE TIPOS DE CORROSIÓN ..................................... 68. 7. CONCLUSIONES .............................................................................................. 74. RECOMENDACIONES .......................................................................................... 76. BIBLIOGRAFÍA ...................................................................................................... 78. ANEXOS. ……………………………………………………………………………..82 v.
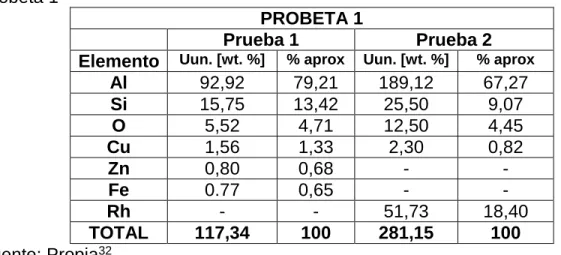
(6) LISTA DE TABLAS. Pág.. Tabla 1. Clasificación de aceros austenítico 316 y 316L según normas AISI, W. Nr y DIN ............................................................................................................... 24 Tabla 2. Composición química acero inoxidable austenítico AISI 316 según norma NMX B-83 (% peso) ........................................................................................ 25 Tabla 3. Propiedades mecánicas del acero 316 a temperatura ambiente ............. 26 Tabla 4. Propiedades mecánicas del acero 316 a temperatura ambiente ............. 26 Tabla 5. Propiedades físicas del acero 316 y 316 L a temperatura ambiente (20°C) ........................................................................................................................ 26 Tabla 6. Módulo de elasticidad [kN/mm2] del acero 316 y 316L a diferentes temperaturas................................................................................................... 27 Tabla 7.Coeficiente de expansión térmica del acero 316 y 316L a diferentes temperaturas................................................................................................... 27 Tabla 8. Tratamientos térmicos aplicables en los aceros 316 y 316L .................... 27 Tabla 9. Resultados del analisis elemental de las pruebas 1 y 2 realizado a la Probeta 1 ........................................................................................................ 59 Tabla 10. Resultados del análisis elemental de las pruebas 1 y 2 realizado a la Probeta 2 ........................................................................................................ 60 Tabla 11. Resultados del análisis elemental de las pruebas 1 y 2 realizado a la Probeta 3 ........................................................................................................ 62 Tabla 12. Método de empleo del diversos reactivos para verificar la Macroestructura del aluminio y aleaciones de aluminio. ................................. 63 Tabla 13. Principales propiedades físicas del Aluminio altamente puro ................ 83 Tabla 14. Rangos de resistencia de la serie de aleaciones de forjado .................. 85 Tabla 15. Propiedades mecánicas típicas de aleaciones de aluminio por forjado térmicamente no tratables .............................................................................. 86 vi.
(7) Tabla 16. Propiedades mecánicas típicas de aleaciones de aluminio por forjado térmicamente tratables ................................................................................... 86 Tabla 17. Propiedades fiscas típicas aleaciones de forjado por recocido .............. 87 Tabla 18. Propiedades mecánicas de aleaciones representativas de aluminio por fundición ......................................................................................................... 88 Tabla 19. Propiedades físicas de aleaciones representativas de aluminio por fundición ......................................................................................................... 88. vii.
(8) LISTA DE GRÀFICAS. Pág.. Gráfica 1. Resultados de análisis elemental de la Probeta 1 (a) Prueba 1 y (b) Prueba 2 ......................................................................................................... 58 Gráfica 2. Resultados de análisis elemental de la Probeta 2 (a) Prueba 1 y (b) Prueba 2 ......................................................................................................... 60 Gráfica 3. Resultados de análisis elemental de la Probeta 3 (a) Prueba 1 y (b) Prueba 2 ......................................................................................................... 61. viii.
(9) LISTA DE FIGURAS. Pág.. Figura 1. Regiones corroídas de un puente pintado .............................................. 30 Figura 2. La corrosión galvánica de tubería de acero al accesorio de latón en la atmósfera marina húmeda. ............................................................................. 30 Figura 3. La corrosión galvánica del aluminio en el empalme de cables de alimentación enterrada (cobre y aluminio) ...................................................... 31 Figura 4. Flujo de corriente en el electrolito que no se origina desde el sistema CP diseñada para proteger el oleoducto. ............................................................. 32 Figura 5. Barnaclas fijado a la periferia de un timón de acero de alta resistencia con presencia de percebes fijados a la superficie .......................................... 33 Figura 6. Efecto de la corrosión de sal fundida en base de níquel y aleaciones de acero inoxidable. ............................................................................................. 34 Figura 7. Escamas protectoras de protección y no conformados en la aleación 800. (a) Cr2O3-base de cascarilla de óxido protectora formada en el gas oxidante libre de azufre. (B) la escala-óxido de sulfuro de formarse en condiciones reductoras que contienen sulfuro de hidrógeno. ............................................. 34 Figura 8. Topografía (a) y la sección transversal (b) de cascarilla de óxido formada en la aleación Fe-18Cr a 1100 ° C (2012 ° F). Las áreas brillantes en la superficie de la aleación (a) son aquéllas en las que la escala ha astilladas. La escala de hebilla y zonas engrosadas localmente (b) son el óxido rico en hierro. La capa fina escala adyacente a la aleación es Cr2O3, que controla la velocidad de oxidación. .................................................................................. 35 Figura 9. Ejemplo de ataque sulfuración de alta temperatura en un tubo de 310 intercambiador de calor de tipo después de 100 horas a 705 ° C (1300 ° F) en el gas de carbón productor gasificador. .......................................................... 36 Figura 10. . Ejemplo de ataque de la carburación de alta temperatura por picadura de tipo 310. Las paredes del reactor después de 4000 h de exposición a gas de carbón producto de la gasificación. Se formaron los pozos durante el funcionamiento en condiciones de alta actividad de carbono en el gas. (A) Visión global de las picaduras. (B) Sección a través de un pozo. ................... 37. ix.
(10) Figura 11. Un acero lacado que presenta corrosión filiforme que muestra filamentos grandes y pequeños parcialmente orientados en la dirección de laminación de la chapa de acero. ................................................................... 38 Figura 12. Sección transversal del laminado de papel de aluminio en el cartón que muestra la expansión de la capa de PVC por los productos de corrosión de la corrosión filiforme. Los espacios vacíos entre las fibras de cartón que pueden atrapar agua. SEM. 650 × ............................................................................... 39 Figura 13. La corrosión por grietas en un sitio de la grieta de metal a metal formada entre los componentes de tipo 304 de sujeción de acero inoxidable en el agua de mar ........................................................................................... 40 Figura 14. Ejemplos de pozos profundos (a) y pozos poco profundos (b) ............. 41 Figura 15. Proceso auto catalítico que ocurre en una picadura de corrosión. El metal, M, se enfrentó con una solución de NaCl aireado. La disolución rápida se produce dentro de la fosa, mientras que la reducción de oxígeno tiene lugar en las superficies adyacentes. ............................................................... 42 Figura 16. Tubo de curva cerrada de acero utilizado en el economizador de una caldera de recuperación de ácido sulfúrico. El tuberculación exposiciones tubo asociada con el ataque de oxígeno. La fotografía inferior muestra los tubérculos en mayor detalle. ........................................................................... 43 Figura 17. Agrietamiento por corrosión intergranular ............................................. 44 Figura 18. Pérdida de zinc en un cobre amarillo (70Cu-30Zn) expuestos durante 79 días en 1 N de NaCl a temperatura ambiente. Se presenta una estructura porosa dentro del tapón. La línea oscura que rodea el tapón es un artefacto de grabado. 160 ×........................................................................................... 45 Figura 19. Pulido de tubos de transferencia de calor de la erosión por arena en una cámara de combustión de lecho fluidizado .............................................. 46 Figura 20. Rozamiento de cobalto-cobre chapado en oro dividido en pisos en contacto con el oro sólido en un contacto eléctrico. (A) Después de 1000 ciclos. (B) Después de 104 ciclos. (C) Después de 105 ciclos. (D) Después de 106 ciclos. ....................................................................................................... 47 Figura 21. Daños por cavitación a un impulsor de la bomba elenco ÁCIDO CN-7M utilizada para bombear la solución de nitrato de amonio a 140 ° C (280 ° F). 48 Figura 22. La fatiga por corrosión de una aleación de Ti-6Al-4V probado en el aire ambiente. Intergranular bajo y fatiga estrías son evidentes en la superficie de la fractura; el grano parece haber separado del resto de la microestructura. . 48 x.
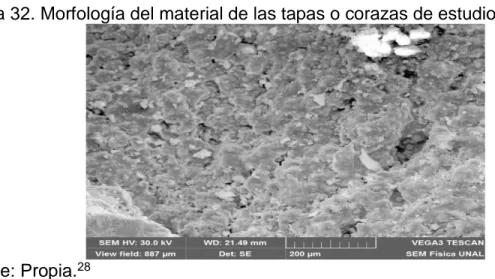
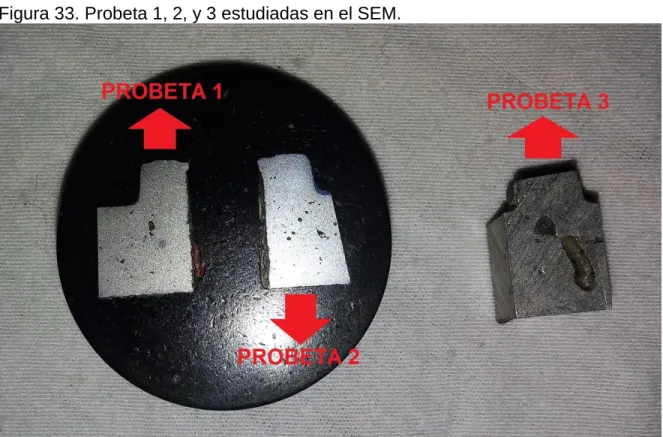
(11) Figura 23. Microscopio Electrónico de Barrido SEM .............................................. 50 Figura 24. Cortadora metalográfica ....................................................................... 51 Figura 25. Piezas cortadas del material de estudio después de cortarlas en la cortadora metalográfica. ................................................................................. 51 Figura 26. Resina Epoxica utilizada en el procedimiento de preparación de la probeta de estudio .......................................................................................... 52 Figura 27. Encapsuladora metalográfica ............................................................... 52 Figura 28. Probeta de estudio encapsulada. ......................................................... 53 Figura 29. Pulidora metalográfica .......................................................................... 54 Figura 30. Intercambiador de calor Flovex serie ST 80 ......................................... 55 Figura 31. Dimensiones Intercambiador de calor serie ST80 ................................ 56 Figura 32. Morfología del material de las tapas o corazas de estudio ................... 56 Figura 33. Probeta 1, 2, y 3 estudiadas en el SEM. ............................................... 57 Figura 34. Morfología probeta 1. ............................................................................ 58 Figura 35. Morfología Probeta 2 ............................................................................ 59 Figura 36. Morfología Probeta 3 ............................................................................ 61 Figura 37. Reactivo empleado en la probeta de estudio. ....................................... 63 Figura 38. Estado final de Probeta de estudio después de finalizar el proceso de preparación de la probeta. .............................................................................. 64 Figura 39. Diagrama de fases Aluminio-Silicio ...................................................... 65 Figura 40. Diagrama de fases Al-Si ....................................................................... 66 Figura 41. Identificación de fase en toma metalográfico tomada en el SEM. (a) Silicio y (b) Aluminio ....................................................................................... 67 Figura 42. Identificación de las fases de toma metalográfica obtenida en Microscopio Metalográfico. (a) Silicio y (b) Aluminio ....................................... 67 Figura 43. Corrosión galvánica encontrada en las regiones que estaban en contacto con otros metales e inmersos en el medio húmedo. ........................ 69 xi.
(12) Figura 44. Corrosión por altas temperaturas vista en la probeta 1. ....................... 70 Figura 45. Corrosión por picadura en piezas luego de la fase de corte. ................ 71 Figura 46. Corrosión por picadura vista desde MEB.............................................. 71 Figura 47. Tuberculación en las tapas del intercambiador de calor. ...................... 72 Figura 48.Corrosión intergranular vista en probeta 2. ............................................ 72 Figura 49.Erosión por cavitación en regiones de contacto directo con el medio acuoso en movimiento. ................................................................................... 73. xii.
(13) LISTA DE ANEXOS. Pág.. Anexo A.Aluminio y sus aleaciones. .................................................................... 82 Anexo B. Análisis elemental Probeta 1-Prueba 1 .................................................. 90 Anexo C. Análisis elemental Probeta 1-Prueba 2 .................................................. 91 nexo D. Análisis elemental Probeta 2-Prueba 1..................................................... 92 Anexo E. Análisis elemental Probeta 2-Prueba 2 .................................................. 93 Anexo F. Análisis elemental Probeta 3-Prueba 1................................................... 94 Anexo G. Análisis elemental Probeta 3-Prueba 2 .................................................. 95 Anexo H. Serie de Fuerzas Electromotrices .......................................................... 96. xiii.
(14) GLOSARIO1. ACUOSO: Abundante en agua ALEACIÓN: Producto homogéneo, obtenido por fusión, compuestode dos o más elementos químicos, uno de los cuales, almenos, debe ser un metal. ALÚMINA: Óxido de aluminio (Al2O3) ALUMINIO: Elemento químico metálico, de núm. atóm. 13, de color similar al de la plata, ligero, resistente y dúctil, muy abundante en la corteza terrestre, que tiene diversas aplicaciones industriales. (Símb. Al). ÁNODO: Electrodo positivo. BAUXITA: roca compuesta por óxidos de aluminio hidratados. CARBUROS: Combinación del carbono con un metal. CÁTODO: Electrodo negativo. CAVITACIÓN: Formación de burbujas de vapor o de gas en el seno de un líquido, causada por las variaciones que este experimenta en su presión. CORROSIÓN: Desgaste paulatino de los cuerpos metálicos por acción de agentes externos, persista o no su forma. DENSIDAD: Magnitud que expresa la relación entre la masa y el volumen de un cuerpo, y cuya unidad en el sistema internacional es el kilogramo por metro cúbico (kg/m3). DISCONTINUIDAD: Cualidad de discontinuo. Interrumpido, intermitente o no continuo. ELECTRÓLISIS: Descomposición en iones de una sustancia en disolución mediante la corriente eléctrica. ENTORNO: Ambiente, lo que rodea.. 1. Apartado realizado a partir de la referencia [35]. xiv.
(15) EROSIÓN: Desgaste o destrucción producidos en la superficie de un cuerpo por la fricción continúa o violenta de otro. FALLA: Defecto superficial o interno de un material FATIGA: Pérdida de la resistencia mecánica de un material, al ser sometido largamente a esfuerzos repetidos. FERROMÁGNETICO: Propiedad de los materiales que, como el hierro, tienen muy alta permeabilidad magnética. FILAMENTO: Cuerpo filiforme, flexible o rígido.. FILIFORME: Que tiene forma o apariencia de hilo. FORJADO: Dar la primera forma con el martillo a cualquier pieza de metal. FUNDICIÓN: Derretir y licuar los metales, los minerales u otros cuerpos sólidos para dar forma en moldes al metal fundido. HENDIDURA: Corte en una superficie o en un cuerpo sólido cuando no llega a dividirlos del todo. HETEROGENEIDAD: Mezcla de partes de diversa naturaleza en un todo. IMPUREZA: Materia que, en una sustancia, deteriora alguna o algunas de sus cualidades INTERCAMBIADOR DE CALOR: LIXIVIACIÓN: Tratar una sustancia compleja, como un mineral, con un disolvente adecuado para separar sus partes solubles de las insolubles. METALOGRAFÍA: Estudio de la estructura, composición y propiedades de los metales y de sus aleaciones. MICROSCOPIO: Instrumento que permite observar objetos demasiado pequeños para ser percibidos a simple vista. MICROSCOPIO ELECTRÓNICO: microscopio que utiliza radiación electrónica en vez de luz, y con el que se consiguen aumentos muchos miles de veces superiores a los del microscopio ordinario. xv.
(16) MORFOLOGÍA: Parte de la biología que trata de la forma de los seres orgánicos y de las modificaciones o transformaciones que experimenta. ÓXIDOS: Dicho del oxígeno o de otro agente oxidante: Producir óxido al reaccionar con una sustancia. PARTÍCULA: Parte pequeña de materia. PERCEBE: Crustáceo cirrópodo, que tiene un caparazón compuesto de cinco piezas y un pedúnculo carnoso con el cual se adhiere a los peñascos de las costas. Se cría formando grupos y es comestible. PICADURA: Agujero, grietas, etc., producidos por la herrumbre en una superficie metálica. PIROFÓRICO: Que se inflama espontáneamente en contacto con el aire. PORO: Espacio que hay entre las moléculas de los cuerpos. PROBETA: Muestra de cualquier sustancia o material para probar sus propiedades PROCESO BAYER: principal método industrial para producir alúmina a partir de bauxita SEM: Microscopio Electrónico de Barrido SULFURO: Sal del ácido sulfhídrico. ACERO AUSTENITICO: familia de aceros que se obtiene adicionando elementos formadores de austenita, tales como níquel, manganeso y nitrógeno.. xvi.
(17) RESUMEN. Este proyecto de grado es una monografía realizada con el fin de conocer y estudiar a fondo los tipos de corrosión que se presentan en las tapas un intercambiador de calor por el que fluye agua industrial que por referencias en el catálogo de los fabricantes se cree que es Acero austenítico 316. Inicialmente se encuentra un marco conceptual sobre el acero austenítico 316 como material, características generales, la corrosión, tipos de corrosión y como identificarlos. Esta parte es fundamental para la identificación de los tipos de corrosión que presentan en las piezas a estudiar. Es importante destacar que el estado del arte es vital para el estudio que realizamos, ya que gracias a este encontramos los avances y otras investigaciones similares que nos ayudarán a la solución de nuestro problema. En esta ocasión se encontrarán artículos importantes sobre el acero austenítico, su alta resistencia a la corrosión, los tipos de corrosión presentes en este y cómo afecta cada sustancia a la intensificación de la corrosión en el acero austenítico 316 específicamente. Es claro que para analizar el material se requiere de un estudio metalográfico y se debe seguir un procedimiento para detectar la composición química del material y los tipos de corrosión en instrumentos microscópicos, para esto se debe diseñar un proceso metodológico ideal para seguir y dar una solución al problema. Se da una descripción detallada de todo lo que se hizo en las piezas, y de cómo se maneja normalmente este tipo de casos en el mundo metalográfico, para esto es importante detallar los equipos que se usaron, en este caso microscopios electrónicos de barrido, equipos para preparación de probetas metalográficas, y otros elementos que son precisos de señalar como los materiales correctos para la preparación de las probetas, los paños de pulido, los abrasivos, el tiempo y el paso a paso que debe seguirse. En última instancia se encuentran los resultados del estudio y las conclusiones a las que se puede llegar después de seguir procedimiento metodológico diseñado para la resolución del problema, se verá la descripción de lo que se encontró con las fotografías y los análisis hechos en los equipos. Y lo más importante se ve con precisión el material del que están hechas las piezas y los tipos de corrosión presentes.. xvii.
(18) INTRODUCCIÓN. La metalografía es la ciencia que estudia las características micro estructurales constitutivas de un metal o de una aleación relacionándolas con las propiedades físicas, químicas y mecánicas. La información que puede suministrar un examen metalográfico o un estudio microscópico de las características estructurales de los materiales es determinar el tamaño y estructura de grano, determinar de espesor de recubrimiento, la calidad de tratamiento térmico, calidad de la soldadura y revestimiento, conteo de fases, corrosión etc. La preparación de la muestra es una de las fases más importante del estudio metalográfico, esta depende de las características que queremos determinar, el material y los equipos que se utilizarán. Específicamente en este proyecto de grado se debe conocer ampliamente de detectar la presencia de corrosión en los procesos, ya que esto aumenta la productividad y la eficiencia de cualquier planta ya que las fallas por problemas de corrosión de materiales metálicos causan pérdidas económicas por miles de millones de dólares a nivel mundial cada año. La importancia del conocimiento en el material es fundamental, en este caso se indica en el catálogo del fabricante que se trata de acero austenítico 316, este posee una variedad de propiedades que lo hacen uno de los metales más utilizados en la industria por su alta resistencia a la corrosión es un material ideal para este tipo de aplicaciones, pero aun así debe hacerse un estudio de composición química para tener certeza del material que se estudia. Obviamente las condiciones y las características del entorno donde se encontraba la pieza a estudiar son vitales para el estudio y deben tenerse en cuenta para lograr un pronóstico adecuado y llegar a conclusiones acertadas, de lo contrario es probable que se den afirmaciones generales y superficiales del estudio. En este caso específico, se realizará un estudio metalográfico a dos cabezales de un intercambiador de calor que se presume están hechos de acero austenítico 316 por el que fluye agua, con el fin de determinar la composición química del material, su estructura y morfología y de esta forma encontrar corrosión, detectar los tipos, causas, velocidad con la que ataca y otras características.. 18.
(19) 1. DEFINICIÓN DEL PROBLEMA 1.1 ANTECEDENTES. En la empresa Gilpa impresores S.A encargada de la producción de empaques para diversos productos, utilizan impresoras industriales de gran magnitud que se calientan rápidamente por la productividad, para controlar la temperatura a estas impresoras se instalan intercambiadores de calor que son dispositivos diseñados para transferir calor entre dos fluidos, o entre la superficie de un sólido y un fluido en movimiento; el intercambiador de calor que tenía una de esas impresoras era un Flovex ST 8035 tipo A.2 Las tapas de este intercambiador de calor después de 20 años están demasiado corroídas, aproximadamente el 75% del total de la constitución original de las tapas desapareció por la corrosión y el 50% de lo que está actualmente muestra signos de corrosión por lo tanto es indispensable cambiar la piezas. 1.2 FORMULACIÓN. ¿Cuáles son los tipos de corrosión que se presentan en las tapas de un intercambiador de calor ST 8035 tipo A en flujo de agua, y que diagnostico se debe dar para la construcción de los repuestos de las tapas para el intercambiador de calor?. 1.3 DESCRIPCIÓN. La empresa Gilpa impresores S.A necesita cambiar las tapas del intercambiador de calor Flovex ST, ya que se encuentran demasiado corroídas. Es importante verificar tipo de material del que están hechas las tapas, partiendo que es Acero Austenítico 316, y el tipo de corrosión por el que están afectadas, para que los repuestos tengan una mayor vida útil. Teniendo en cuenta el contexto en el que se encuentra el intercambiador de calor y gracias a las nuevas investigaciones y avances sobre los materiales, la metalografía y la corrosión, es necesario hacer un estudio detallado del análisis elemental del material en el cual están construidas las tapas y que clases de corrosión se presentaron en él, para poder definir la mejor opción para construir los repuestos. 2. Referencia [17]. 19.
(20) 2. JUSTIFICACIÓN. Las fallas por problemas de corrosión de materiales metálicos causan pérdidas económicas por miles de millones de dólares a nivel mundial cada año. Detectar la presencia de corrosión en sus procesos aumenta la productividad y la eficiencia de cualquier planta. Se hará un estudio a las tapas de un intercambiador de calor que usa agua; para así detectar las causas, el tipo de corrosión, la velocidad con la que ataca y predecir cuál es la vida útil de este elemento. Se detectará el problema y se darán soluciones para disminuir el costo en la empresa para los cambios de estos elementos usados en el mismo equipo con el mismo material. Los intercambiadores usan fluidos que reaccionan química o electroquímicamente más rápido, se usaran los resultados del análisis metalográfico de los elementos, para aconsejar a la planta donde es utilizado y si es de provecho para otros; sobre qué medidas se pueden tomar para que la corrosión no afecte de manera rápida al elemento, que fluido podría usarse, y como debe ser el mantenimiento preventivo, predictivo y correctivo de estos elementos. Con este proyecto no solo se podrá aplicar lo aprendido en este equipo en específico, además otras empresas o plantas que utilicen el material de estudio en condiciones similares a esta, los cuales aprovecharán estos conocimientos y se beneficiarán tanto teórica como financieramente.. 20.
(21) 3. OBJETIVOS. 3.1 OBJETIVO GENERAL. Realizar un análisis metalográfico a una pieza de acero inoxidable austenítico AISI 316, perteneciente a los cabezales de un intercambiador de calor de referencia ST 8035, la cual fue reemplazada por el desgaste corrosivo por el flujo medio- bajo de agua industrial.. 3.2 OBJETIVOS ESPECÍFICOS . Realizar la toma de imágenes metalográficas a diferentes zonas afectadas a nivel microestructural debido a la corrosión debido a flujo de agua común.. . Analizar metalográficamente las imágenes, identificando cambios significativos nivel granular sufridos por los procesos de corrosión.. . Presentar y sustentar los resultados del análisis metalográfico explicando las causas y los efectos de los cambios microestructurales sufridos por el material debido a la exposición de los procesos de corrosión.. . Identificar los tipos de corrosión que interfieren en los cabezales del intercambiador de calor debido al flujo continuo de agua común. 21.
(22) 4. MARCO REFERENCIAL. 4.1 ESTADO DEL ARTE. En el mundo se hacen pruebas y normas que estandarizan los materiales para que, al momento de utilizarlos sus nombres, aplicaciones, fallos, y características sean iguales. En nuestro caso en específico hablaremos de los avances y estudios que se han realizado sobre la resistencia a la corrosión del acero AISI 316. Usualmente en estos estudios se analiza la corrosión del material en soluciones salinas o de cloruro de sodio. En algunos artículos encontramos propiedades descubiertas y analizadas después de experimentos antes mencionados, generalmente lo que se concluye es lo siguiente: Para soluciones de cloruro de sodio: Se propone dos enfoques para la estimación de la probabilidad de que la pared de un tubo es penetrado en el tiempo t, debido a la corrosión por picadura. La estimación de la probabilidad de fallo depende del diseño y las propiedades del material, el recubrimiento, y la condición ambiental en la superficie del tubo externo. Los modelos sólo representan la corrosión en la superficie del exterior del tubo, por lo que, si la corrosión desde el interior contribuye al daño, fallo puede ocurrir antes de lo que se determine en este estudio. El uso de recubrimiento disminuye la probabilidad de fallo para los cálculos del modelo. El revestimiento se supone que permanece intacto durante los primeros cinco años. En realidad, el revestimiento no es completamente denso y todos los orgánicos son permeables al oxígeno y agua. La mayoría de los recubrimientos tienen defectos que podría actuar como sitios de iniciación para la corrosión por picadura. Aun así, es una medida importante, para reducir el ataque de la corrosión por picaduras en las tuberías de AISI 316L3 Esto depende de la ubicación de la tubería y la acumulación de cloruro en el tubo. El desarrollo de un pozo es dependiente del material la alineación de los granos, que depende del método de producción del material. Es importante señalar que los hoyos no sólo crecen verticalmente a través del área de sección transversal del tubo. La velocidad de corrosión en estos modelos se determina como una tasa media, suponiendo crecimiento lineal4. 3 4. Referencia [36] Referencia [36]. 22.
(23) En ácido fórmico y acético: El comportamiento de la corrosión de acero inoxidable AISI 316 en los ácidos fórmico y acético se investigó midiendo la pérdida de la corrosión de peso, la curva de polarización, la impedancia en la interfaz acero/solución, y la variación de potencial de electrodo naturales (NEP) con el tiempo 5 Para obtener información para la película pasiva en AISI 316 después de la inmersión en ácido fórmico, la distribución de los principales elementos de la composición se analizó por espectroscopia de electrones Auger (AES). A partir de estos resultados, se encontró que la cantidad de Molibdeno distribuido en la superficie del acero era más grande, mientras que la cantidad de hierro era menor que antes de la inmersión. También se encontró que la cantidad de cobre (Cu) en un sistema acuoso y níquel en uno no acuoso fue mayor que antes de la inmersión 6 En el caso del ácido fórmico, el análisis de superficies de acero después de la inmersión en ácido acético se llevó a cabo mediante análisis micro de iones (IMA). En 50 y 100 ácidos acéticos%, algún porcentaje de cromo estaba presente en la superficie de acero. En ácido acético 90%, se creía que la corrosión selectiva no se produjo debido a que la distribución de los principales elementos de la composición de la superficie de la muestra después de la inmersión no cambió 7. 5. Referencia [37] Referencia [38] 7 Referencia [38] 6. 23.
(24) 4.2 MARCO TEORICO Y CONCEPTUAL. Los aceros inoxidables austenítico son aceros inoxidables, en los cuales predomina la fase austenítico, y tienen altos contenidos de Cr (15-28%) y Ni (340%). También contienen otros elementos como el Molibdeno (Mo), Titanio (Ti), Manganeso (Mn), Silicio (Si), Azufre (S), Fósforo (P), Nitrógeno (N), Aluminio (Al), entre otros.. 4.2.1 Aceros inoxidables austenítico. Los aceros inoxidables austeníticos no son magnéticos y no pueden ser endurecidos por tratamiento térmico. Son muy dúctiles y presentan excelente soldabilidad. En los aceros inoxidables austenítico, predomina completamente la fase austenítico en el material, esta fase presente inicialmente en los aceros sometidos a altas temperaturas del orden de 910-1401oC. Son aceros con gran utilización en las industrias químicas, de alcohol, petroquímica, de papel y celulosa, en la industria petrolífera, industria textil y farmacéutica.8. 4.2.1.1. Clasificación. Tabla 1. Clasificación de aceros austenítico 316 y 316L según normas AISI, W. Nr y DIN. Fuente: Referencia [1]. 8. Referencia [39]. 24.
(25) 4.2.1.2. Composición química. Tabla 2. Composición química acero inoxidable austenítico AISI 316 según norma NMX B-83 (% peso) C Si Mn P S Cr Ni máx. máx. máx. máx. máx. AISI 16.0010.000,08 1,00 2,00 0,045 0,030 316 18.00 14.00 Fuente: Referencia [2]. 4.2.1.3. Características fundamentales9. El acero AISI 316 corresponde a un acero inoxidable aleado con molibdeno. Esta adición le otorga mejores propiedades anticorrosivas que la familia de los aceros 304, debido a que disminuye en una manera significativa la susceptibilidad a la corrosión por picado debido a que la capa pasivante que genera el material es mucho más resistente Presenta una buena resistencia a la oxidación en condiciones intermitentes a temperaturas no superiores a los 870º C. No se recomienda el uso de estos aceros en temperaturas en el rango de 420ºC a los 869ºC, pero en valores por debajo o por encima de estos, tiene un buen comportamiento. Este fenómeno se presenta debido a que existe la probabilidad de que los carburos de cromo en los bordes del grano conllevan a su sensibilidad y en consecuencia la resistencia a la corrosión se ve drásticamente comprometida Estos aceros presentan buenas condiciones de soldabilidad y se recomienda que en las secciones soldadas se realice un recocido posterior con el fin de obtener la más alta resistencia a la corrosión Los aceros austeníticos poseen una estructura centrada en las caras desde temperaturas cercanas al cero absoluto hasta cerca del punto de fusión, como resultado de la utilización de níquel y manganeso como elementos de aleación. Para formar la estructura austenítica es necesario añadir cerca de un 8% de níquel a la base de 18% de cromo para causar la transición desde ferrítico a austenítico. Comparado con la estructura ferrítica, la estructura austenítica es más resistente y moldeable. El añadido de níquel también ayuda a mejorar la resistencia a la 9. Este apartado se ha realizado a partir de las Referencias [40] y [41]. 25.
(26) corrosión frente a algunos corrosivos como por ejemplo materiales orgánicos y medioambientes naturales. 4.2.1.4. Propiedades Mecánicas. Temperatura Ambiente. Tabla 3. Propiedades mecánicas del acero 316 a temperatura ambiente. Fuente: Referencia [1]. Temperatura variable. Tabla 4. Propiedades mecánicas del acero 316 a temperatura ambiente. Fuente: Referencia [1]. 4.2.1.5. Propiedades físicas. Tabla 5. Propiedades físicas del acero 316 y 316 L a temperatura ambiente (20°C). Fuente: Referencia [1]. 26.
(27) Módulo de elasticidad [kN/mm2]. Tabla 6. Módulo de elasticidad [kN/mm2] del acero 316 y 316L a diferentes temperaturas. Fuente: Referencia [1]. Coeficiente de expansión térmica 10-6*K-1. Tabla 7.Coeficiente de expansión térmica del acero 316 y 316L a diferentes temperaturas. Fuente: Referencia [1]. 4.2.1.6. Tratamientos térmicos. Tabla 8. Tratamientos térmicos aplicables en los aceros 316 y 316L. Fuente: Referencia [1]. 27.
(28) Características químicas10. 4.2.1.7. Las normas especifican que el contenido de titanio en el AISI 316 debe ser: MÍNIMO: Diez veces el contenido real de carbono sumado al contenido real de nitrógeno de dicha colada (este último a veces no viene en los certificados, por lo cual no se tiene en cuenta) se expresa así: 10(%C+N) MÁXIMO: 0,7 % es pequeña si se compara con la de croo 18% - 20% o la de níquel 8 – 11%. Pero es grande si se compara con la de carbono: 0,04 – 0,08%. 4.2.1.8. Procedimientos de limpieza11. Decapado. Es un procedimiento químico para eliminar la cascarilla y las oxidaciones producidas en caliente (Soldadura, tratamientos térmicos, etc.).Es un proceso para limpiar el acero inoxidable. El acero inoxidable es de un color croo-níquel, metálico-brillante, cuyo magnifico aspecto se pierde en las zonas soldadas y cuando se realiza un tratamiento térmico en atmosfera normal. Para poder recuperar su aspecto es necesario eliminar todos los óxidos oscuros que se han producido en su superficie y para esto se inventó el decapado También se puede eliminar estos óxidos mediante un cepillado o roseado (decapado mecánico). Pero en piezas grandes o con partes internas inaccesibles; el mejor sistema es el decapado químico.. Pasivado. Es un procedimiento de limpieza que restaura la resistencia a la corrosión de los aceros inoxidables el objetivo principal es restaurar y proteger. Aunque el acero inoxidable se auto pasiva es decir que forma espontáneamente sus óxidos de cromo protectores mediante el pasivado se acelera la formación de esta película protectora y se asegura, mediante inmersión además los baños de pasivado 10 11. Apartado basado en la referencia [40] Apartado basado en la referencia [40]. 28.
(29) también son capaces de disolver pequeñas manchas de óxido de hierro y por eso hay quienes lo utilizan como procedimiento de limpieza.. 4.2.2 Corrosión. 12. 4.2.2.1. Definición general.. La corrosión es una falla en un elemento resultado de un proceso químico o electroquímico en el cual el material reacciona con elementos de su entorno, reacción que altera sus propiedades como reducción en su dureza, reducción en su resistencia mecánica, entre otras.. 4.2.2.2. . Tipos de corrosión según los mecanismos de ataque.. Corrosión generalizada. Este mecanismo de ataque se refiere a la corrosión dominada por el adelgazamiento uniforme del material o pieza, que sucede sin un ataque localizado apreciable. Se pueden presentar diversos tipos diferentes de corrosión generalizada:. Corrosión atmosférica. La corrosión atmosférica se define como la corrosión o degradación del material expuesto al aire y sus contaminantes en lugar de sumergirse en un líquido. Esta forma de corrosión, ha sido identificada como una de las formas más antiguas de la corrosión. Muchos autores clasifican a su vez este tipo de corrosión como mojada, húmeda y seca que destacan los diferentes mecanismos de ataque de bajo el aumento de la humedad en el ambiente.. 12. Este apartado se ha realizado a partir de las referencias [4], [5], [23], [22], [10]. 29.
(30) Figura 1. Regiones corroídas de un puente pintado. Fuente: R. H. Heidersbach, Universidad Politécnica de California. Corrosión galvánica. La corrosión galvánica se produce cuando un metal o aleación está eléctricamente acoplado a otro metal en un mismo electrolito. Los tres componentes esenciales son: •. Los materiales con diferente potencial de superficie. •. Un electrolito común. •. Una trayectoria eléctrica común. Figura 2. La corrosión galvánica de tubería de acero al accesorio de latón en la atmósfera marina húmeda.. Fuente: R. Baboian, Texas Instruments, Inc.. 30.
(31) Durante acoplamiento galvánico, la corrosión de los metales menos resistentes a la corrosión su superficie se vuelve anódico, mientras que la corrosión de los más resistentes a la corrosión se convierten en una superficie catódica. La extensión de la corrosión acelerada que resulta de acoplamiento galvánico se ve afectada por los siguientes factores: •. La diferencia de potencial entre los metales o aleaciones. •. La naturaleza del entorno. •. El comportamiento de polarización de los metales o aleaciones. •. La relación geométrica de los metales o aleaciones de componentes. Las diferencias de potencial entre metales diferentes o aleaciones provocan el flujo de electrones entre ellos cuando están acoplados eléctricamente en una solución conductora. La dirección del flujo, y por lo tanto el comportamiento galvánica, depende de que el metal o la aleación. Por lo tanto, el metal más activo o aleación se vuelve anódico, y el metal más noble o aleación se vuelve catódica en la pareja. La fuerza motriz de la corrosión galvánica es la diferencia de potencial entre los metales o aleaciones de los componentes.. Figura 3. La corrosión galvánica del aluminio en el empalme de cables de alimentación enterrada (cobre y aluminio). Fuente: R. Baboian, Texas Instruments, Inc.. 31.
(32) Corrosión por fuga de corriente. La corrosión por fugas de corriente, o electrólisis por perdida de corriente, es diferente de la corrosión natural, ya que es causada por una corriente eléctrica inducida desde el exterior y es básicamente independiente de los factores ambientales tales como la concentración de oxígeno o el pH. Las fugas de corriente se definen como aquellas corrientes que siguen caminos distintos al circuito previsto. Dejan su trayectoria prevista, debido a malas conexiones eléctricas dentro del circuito o mal aislamiento alrededor del material conductor. La corriente escapada pasará a través del suelo, agua, o cualquier otro electrolito adecuado para encontrar un camino de baja resistencia, tal como un tubo de metal enterrado o alguna otra estructura de metal, y fluirá hacia y desde esa estructura, causando corrosión acelerada.. Figura 4. Flujo de corriente en el electrolito que no se origina desde el sistema CP diseñada para proteger el oleoducto.. Fuente: Referencia [3]. Corrosión biológica generalizada. Una cantidad considerable de metales, tales como acero estructural, aleaciones de cobre, aleaciones de magnesio, y zinc, tienden a corroerse en general sobre toda la superficie expuesta en ambientes acuosos. Esto es particularmente cierto en ausencia de efectos galvánicos y hendiduras. Las tasas de corrosión de estos 32.
(33) metales en ambientes acuosos aireados tienden a ser determinado por la velocidad a la que el oxígeno disuelto puede ser entregado a la superficie metálica. Por lo tanto, la velocidad de corrosión se verá afectada por cualquier cosa que cambie la velocidad de transporte de oxígeno. Los organismos biológicos presentes en el medio ambiente tienen el potencial para aumentar o disminuir el transporte de oxígeno a la superficie; en consecuencia, pueden aumentar o disminuir las tasas de corrosión. Por ejemplo en la figura 5, se identifica unos barnaclas fijados a la periferia de un timón de acero de alta resistencia, que originalmente se había recubierto con una pintura anti incrustante. Durante el uso, la pintura alrededor de los bordes había sido eliminada por acción mecánica, lo que permite la fijación de percebes. La cobertura parcial de tales macro organismos puede conducir a la corrosión localizada. La cobertura completa a veces puede proporcionar una película de barrera y limitar la corrosión.. Figura 5. Barnaclas fijado a la periferia de un timón de acero de alta resistencia con presencia de percebes fijados a la superficie. Fuente: B. Little, Naval investigación oceanográfica y la Actividad de Desarrollo del Departamento de la Armada Estadounidense. Corrosión por sal fundida o fusionados. La corrosión de los envases de metal por sales fundidas, o fusionados, se ha observado durante un período prolongado de tiempo, pero en las últimas décadas, más esfuerzo se ha dirigido hacia la comprensión de los fenómenos de corrosión a temperaturas más altas.. 33.
(34) Figura 6. Efecto de la corrosión de sal fundida en base de níquel y aleaciones de acero inoxidable.. Fuente: J.W. Koger, Martin Marietta Energy Systems. Corrosión por altas temperaturas. Cuando el metal está expuesto a un gas oxidante a temperatura elevada, la corrosión puede producirse por reacción directa con el gas, sin la necesidad de la presencia de un electrolito líquido. Este tipo de corrosión se conoce como pérdida de brillo, la oxidación de alta temperatura, o de escala. La tasa de ataque aumenta considerablemente con la temperatura. La película superficial típicamente se espesa como consecuencia de la reacción a escala / gas o de la interfaz de metal / escala debido al catión o al transporte de aniones a través de la escala, que se comporta como un electrolito sólido. Para escalas continuas y no porosas, transporte iónico a través de la escala se realiza por el proceso ratecontrolling.. Figura 7. Escamas protectoras de protección y no conformados en la aleación 800. (a) Cr2O3-base de cascarilla de óxido protectora formada en el gas oxidante libre de azufre. (B) la escala-óxido de sulfuro de formarse en condiciones reductoras que contienen sulfuro de hidrógeno.. Fuente: I.G. Wright, División de Columbus Battelle 34.
(35) . Oxidación por altas temperaturas. Las aleaciones destinadas a aplicaciones de alta temperatura están diseñados para tener la capacidad de formar escamas de óxido protectora. Como alternativa, cuando la aleación tiene las capacidades de fuerza de ultra alta temperatura, debe ser protegida por un revestimiento especial. Los requisitos de aleación para la producción de escamas de óxido específicos se han traducido en niveles mínimos de los elementos scaleforming, o combinaciones de elementos, dependiendo de la composición de la aleación de base y la temperatura de servicio previsto. La Figura 8 representa esquemáticamente la velocidad de oxidación de las aleaciones de hierro-cromo (1.000 ° C, o 1832 ° F, en 0,13 de oxígeno atm) y representa los tipos de cascarilla de óxido asociados con diversos tipos de aleación.. Figura 8. Topografía (a) y la sección transversal (b) de cascarilla de óxido formada en la aleación Fe-18Cr a 1100 ° C (2012 ° F). Las áreas brillantes en la superficie de la aleación (a) son aquéllas en las que la escala ha astilladas. La escala de hebilla y zonas engrosadas localmente (b) son el óxido rico en hierro. La capa fina escala adyacente a la aleación es Cr2O3, que controla la velocidad de oxidación.. Fuente: I.G. Wright, División de Columbus Battelle. . Sulfuración. Cuando la actividad de azufre del medio gaseoso es suficientemente alta, fases de sulfuro se pueden formar. En la mayoría de los entornos encontrados en la práctica por las aleaciones resistentes a la oxidación, Al2O3 o Cr2O3 deben. 35.
(36) formar con preferencia a cualquier sulfuros, y el ataque sulfuración destructiva se produce principalmente en los sitios donde el óxido protectora ha roto. El papel de azufre, una vez que ha entrado en la aleación, parece ser la de atar al cromo y aluminio en forma de sulfuros, redistribuyendo efectivamente los elementos de protección formadores de incrustaciones cerca de la superficie de la aleación y por lo tanto interferir con el proceso de formación o re-formación de la escala de protección.. Figura 9. Ejemplo de ataque sulfuración de alta temperatura en un tubo de 310 intercambiador de calor de tipo después de 100 horas a 705 ° C (1300 ° F) en el gas de carbón productor gasificador.. Fuente: Referencia [4]. . Carburación. Como en el caso de la penetración de sulfuro, la carburación de aleaciones de alta temperatura es termodinámicamente improbable excepto a presiones parciales de oxígeno muy bajos, ya que los óxidos protectores de cromo y de aluminio son generalmente más propensos a formar de los carburos. Sin embargo, la 36.
(37) carburación puede ocurrir cinéticamente en muchos entornos que contienen carbono. La protección se deriva de la capa más interna, que es generalmente más rico en cromo o aluminio. La concentración de especies gaseosas tales como monóxido de carbono en las capas de óxido porosas exteriores parece ser uno de los medios por el cual las actividades suficientemente altas de carbono se pueden generar en la superficie de la aleación para la carburación que se produzca en entornos de otro modo oxidantes. La creación de microambientes también es posible en virtud de los depósitos que crean condiciones de estancamiento no permeables al gas ambiente.. Figura 10. . Ejemplo de ataque de la carburación de alta temperatura por picadura de tipo 310. Las paredes del reactor después de 4000 h de exposición a gas de carbón producto de la gasificación. Se formaron los pozos durante el funcionamiento en condiciones de alta actividad de carbono en el gas. (A) Visión global de las picaduras. (B) Sección a través de un pozo.. Fuente: I.G. Wright, División de Columbus Battelle. . Corrosión localizada13. Estas formas de corrosión se caracterizan en que el daño producido a la corrosión se localiza en lugar de difundir de manera uniforme sobre la superficie metálica expuesta. Esto hace que estas formas de ataque más difícil de tratar que los que producen un ataque generalizado. En lugar de hacer frente a una pérdida lenta, relativamente uniforme de espesor de metal presentándose altas tasas de penetración de metal en sitios específicos, mientras que el resto del metal (o recubrimiento) va en gran parte no afectado. El ataque también puede ser más difícil de detectar debido a que gran parte del daño puede haber debajo de la superficie, con sólo una pequeña abertura visible al ojo en la superficie del metal. Por otra parte, estas formas de ataque son económicamente importantes y. 13. Este apartado esta basado en las referencias [21] y [23]. 37.
(38) peligrosos, ya que pueden conducir a un fallo prematuro de una estructura por la rápida penetración con poca pérdida de peso en general.. Corrosión filiforme. La corrosión filiforme se produce sobre superficies metálicas recubiertas de una capa orgánica delgada que es típicamente de 0,1 mm (4 milésimas de pulgada) de espesor. El patrón de ataque se caracteriza por la aparición de filamentos finos que emanan de una o más fuentes en direcciones semialeatorias. La fuente de iniciación es generalmente un defecto o fallas mecánica en el recubrimiento. Los filamentos finos son túneles formados por productos de corrosión debajo del recubrimiento abombada y agrietada.. Figura 11. Un acero lacado que presenta corrosión filiforme que muestra filamentos grandes y pequeños parcialmente orientados en la dirección de laminación de la chapa de acero.. Fuente: Referencia [5]. El mecanismo de ataque de la corrosión filiforme en aluminio y magnesio, como en el hierro y el acero, también es una célula de corrosión impulsado por aireación diferencial. Las células filiformes se componen de una cabeza y una cola activa que recibe oxígeno y vapor de agua condensada a través de grietas y se divide en el revestimiento aplicado. En el aluminio, la cabeza está llena de folículos que fluyen de gel de alúmina que se mueven hacia la cola. Las burbujas de gas 38.
(39) pueden estar presentes si la cabeza es muy ácida. En magnesio, la cabeza aparece negruzca debido al ataque químico del magnesio, pero el fluido corrosivo es evidente cuando la cabeza está rota. Las colas filamentosas del aluminio y magnesio son de aspecto blanquecino. Los productos de corrosión son hidróxidos y óxidos de aluminio y magnesio. Los productos de corrosión finales son parcialmente hidratado y completamente expandido en la cola poroso. La cabeza y secciones centrales de la cola son ubicaciones de los diversos iones reactantes iniciales y los productos intermedios de la corrosión de aluminio en medios acuosos correspondientes.. Figura 12. Sección transversal del laminado de papel de aluminio en el cartón que muestra la expansión de la capa de PVC por los productos de corrosión de la corrosión filiforme. Los espacios vacíos entre las fibras de cartón que pueden atrapar agua. SEM. 650 ×. Fuente: Referencia [6]. Corrosión por hendiduras. La presencia de aberturas estrechas o espacios entre metal-metal o no metalcomponentes de metal puede dar lugar a la corrosión localizada en estos sitios. Del mismo modo, las grietas no intencionales, tales como grietas, costuras y otros defectos metalúrgicos podrían servir como sitios para la iniciación a la corrosión. Resistencia a la corrosión de la grieta puede variar de un sistema de aleaciónentorno a otro. Las aleaciones pasivas, en particular los del grupo de acero inoxidable, son más propensos a la corrosión por hendiduras grieta que los materiales que exhiben un comportamiento más activo. La Figura 13, por ejemplo, 39.
(40) muestra corrosión de la grieta de un cierre de acero inoxidable tipo 304 retirado de un embarcadero agua de mar después de 8 años. Aunque la arandela muestra deterioro grave, la función del elemento de fijación no disminuyó.. Figura 13. La corrosión por grietas en un sitio de la grieta de metal a metal formada entre los componentes de tipo 304 de sujeción de acero inoxidable en el agua de mar. Fuente: Referencia [5]. Corrosión por picadura. La corrosión por picaduras representa una limitación importante para el uso seguro y fiable de muchas aleaciones en diversas industrias. Las picaduras es un tipo muy grave de daño por corrosión debido a la rapidez con la que pueden ser perforadas secciones metálicas. La aparición imprevista de las picaduras y su velocidad de propagación impredecible hacen que sea difícil tomar en consideración en el diseño de prácticas de ingeniería. El deterioro por picaduras es uno de los tipos más peligrosos y más comunes de la corrosión localizada encontrados en ambientes acuosos14. En las industrias de elaboración de productos químicos, la corrosión localizada es una de las principales causas de fallas en el servicio repetidos y se calcula que representa al menos el 90% del daño por la corrosión del metal 15 La corrosión por picaduras se define como un ataque corrosivo muy localizada. En pocas palabras, picaduras es el tipo de corrosión localizada que produce pozos, es decir, sitios de ataque corrosivo que son relativamente pequeñas en comparación con la superficie expuesta en general. Si el ataque apreciable se 14 15. Referencias [19] y [20] Referencia [23]. 40.
(41) limita a una relativamente pequeña área fija de la actuación de metal como ánodo, los hoyos resultantes se describen como profundo (Fig 14ª). Si el área de ataque es relativamente grande y no tan profundo, los pozos se llaman superficial (Fig. 14b).. Figura 14. Ejemplos de pozos profundos (a) y pozos poco profundos (b). Fuente: Referencia [5]. Se afirma que los hoyos empiezan por la ruptura de la pasividad en núcleos favorecidos en la superficie de metal16 . El desglose es seguido por la formación de una celda electrolítica. El ánodo de esta célula es un área diminuto de metal activo, y el cátodo es un área considerable de metal pasivo. El metal pasivo resistente a la corrosión rodea el ánodo y tiene la propiedad de activar los productos de corrosión dentro de la hendidura para la tendencia de la corrosión para penetrar en el metal en lugar de propagación a lo largo de la superficie. Una vez que se inician los hoyos, se pueden seguir creciendo por un proceso auto-sostenible, o por un proceso auto catalítico; es decir, los procesos de corrosión dentro de un pozo de condiciones de producir que resulta estimulante y. 16. Referencia [23]. 41.
(42) necesario para la actividad continua de la fosa17. Este proceso se ilustra esquemáticamente en la Fig. 15. El crecimiento de la picadura es controlado por velocidad de despolarización en las zonas catódicas.. Figura 15. Proceso auto catalítico que ocurre en una picadura de corrosión. El metal, M, se enfrentó con una solución de NaCl aireado. La disolución rápida se produce dentro de la fosa, mientras que la reducción de oxígeno tiene lugar en las superficies adyacentes.. Fuente: Referencia [7]. Tuberculación. La formación de tubérculos por los organismos biológicos que actúan en conjunto con la corrosión electroquímica se produce en muchos entornos y en muchas aleaciones. Un ejemplo de tuberculación en un tubo economizador de acero en servicio de ácido sulfúrico se muestra en la Fig. 18. Este ejemplo muestra que es posible que los tubérculos para formar sin la presencia de cualquier microorganismo; el fenómeno por lo general se lleva a cabo en sistemas acuosos biológicamente activos.. 17. Referencia [23]. 42.
(43) Figura 16. Tubo de curva cerrada de acero utilizado en el economizador de una caldera de recuperación de ácido sulfúrico. El tuberculación exposiciones tubo asociada con el ataque de oxígeno. La fotografía inferior muestra los tubérculos en mayor detalle.. Fuente: Referencia [8]. Corrosión metalúrgicamente influenciada. Las influencias metalúrgicas son consideradas como la estabilidad relativa de los componentes de una aleación, fases metálicas, fases de metaloides tales como carburos, y las variaciones locales en la composición en una sola fase. Un ejemplo se da de las formas en que las inclusiones no metálicas, tales como óxidos y sulfuros, pueden influir en la corrosión.. Mecanismos de corrosión intergranular. La corrosión intergranular se produce cuando la velocidad de corrosión de las áreas de límite de grano de una aleación supera a la de los interiores de grano. Esta diferencia en la velocidad de corrosión es generalmente el resultado de diferencias en la composición entre el límite de grano y el interior.. 43.
(44) Las diferencias en la velocidad de corrosión pueden ser causadas por una serie de reacciones. Una fase puede precipitar en un límite de grano y agotar la matriz de un elemento que afecta a su resistencia a la corrosión. Una fase de límite de grano puede ser más reactivo que la matriz. Varios átomos de soluto pueden segregar a los límites de grano y acelerar localmente la corrosión A temperaturas superiores a aproximadamente 1035 ° C (1900 ° F), los carburos de cromo se disuelven completamente en aceros inoxidables austeníticos. Sin embargo, cuando estos aceros son enfriados lentamente a partir de estas altas temperaturas o recalentados en el intervalo de 425 a 815 ° C (800 a 1500 ° F), los carburos de cromo se precipitan en los límites del grano. Estos carburos contienen más cromo que la matriz. La precipitación de los carburos agota la matriz de cromo adyacente al límite del grano. La velocidad de difusión del cromo en la austenita es lenta a las temperaturas de precipitación; Por lo tanto, la zona agotada persiste, y la aleación es sensibilizada a la corrosión intergranular. Esta sensibilización se produce porque las zonas agotadas tienen mayores tasas de corrosión que la matriz en muchos entornos. La Figura 4 ilustra cómo el contenido de cromo influye en la velocidad de corrosión de las aleaciones de hierro cromo en sulfato ferroso (Fe2 (SO4) 3) en ebullición al 50% H2SO4). En todos los casos, las aleaciones están en el estado pasivo. Las grandes diferencias en la tasa de corrosión son el resultado de las diferencias en el contenido de cromo.18. Figura 17. Agrietamiento por corrosión intergranular. Fuente: Referencia [9] 18. Referencia [5] y [42]. 44.
(45) Corrosión por lixiviación selectiva. La lixiviación selectiva o Dealloying corrosión es un proceso de corrosión en el que se elimina preferentemente un constituyente de una aleación, dejando detrás una estructura residual alterada19.. Figura 18. Pérdida de zinc en un cobre amarillo (70Cu-30Zn) expuestos durante 79 días en 1 N de NaCl a temperatura ambiente. Se presenta una estructura porosa dentro del tapón. La línea oscura que rodea el tapón es un artefacto de grabado. 160 ×.. Fuente: Referencia [10]. La degradación mecánica asistida. Con asistencia mecánica degradación de los metales se define como cualquier tipo de degradación que implica tanto un mecanismo de corrosión y un mecanismo de desgaste o fatiga.. Erosión. La erosión puede definirse como la eliminación de material de la superficie por la acción de numerosos impactos individuales de partículas sólidas o líquidas. El desgaste por erosión no se debe confundir con el desgaste abrasivo o por rozamiento, debido a que los mecanismos de remoción de material, y por lo tanto los criterios de selección de los materiales, son diferentes. En su forma más leve, el desgaste erosivo se manifiesta a menudo como un pulido brillante en las 19. Referencia [26]. 45.
(46) superficies expuestas a los componentes que penetran en la corriente de flujo, o de codos u otras estructuras de la corriente de deflexión. Esto se ilustra en la fig. 21, que muestra los tubos de transferencia de calor de acero al carbono en una cámara de combustión de lecho fluidizado. Los tubos han sido pulidos por la acción de partículas de arena que impactan a una velocidad de aproximadamente 1,8 m / s (6 pies / s). El aspecto negro de estos tubos es debido a la costra de óxido, que se ha pulido por la acción erosiva pero no completamente eliminado.. Figura 19. Pulido de tubos de transferencia de calor de la erosión por arena en una cámara de combustión de lecho fluidizado. Fuente: Referencia [5]. Corrosión por fricción. La corrosión por fricción es un proceso de desgaste y la corrosión combinado en el que se elimina el material de las superficies de contacto cuando el movimiento entre las superficies se limita a muy pequeña oscilación de amplitud (tan bajo como 3 o 4 nm). Por lo general, la condición existe en componentes de la máquina que se consideran fijos y no se espera que el desgaste. La oxidación es el elemento más común en el proceso de desgaste por rozamiento. En los sistemas oxidantes, partículas metálicas finas eliminadas por desgaste adhesivo se oxidan y quedan atrapados entre las superficies. Los óxidos actúan como un abrasivo y aumentan la velocidad de eliminación de material.. 46.
(47) Figura 20. Rozamiento de cobalto-cobre chapado en oro dividido en pisos en contacto con el oro sólido en un contacto eléctrico. (A) Después de 1000 ciclos. (B) Después de 104 ciclos. (C) Después de 105 ciclos. (D) Después de 106 ciclos.. Fuente: Referencia [11]. Erosión por cavitación. La erosión por cavitación se produce sobre superficies metálicas en contacto con un líquido. Las diferencias de presión en el fluido generan burbujas de gas o de vapor en el fluido. Cuando estas burbujas se encuentran con una zona de alta presión, se colapsan y causan choques explosivos a la superficie. Estas perturbaciones superficiales causan deformación localizada y picaduras. Las hendiduras de cavitación finalmente se vinculan y causan una rugosidad general de la superficie y el material de extracción. La cavitación es similar a la erosión por partículas en su daño. Sin embargo, características de la superficie formadas por cavitación son diferentes de las formadas por la erosión de las partículas. La cavitación produce microcráteres redondeadas en la superficie, mientras que la erosión de partículas produce huellas de las partículas que impactan. La formación de cráteres mueve material de la superficie a los bordes de los cráteres, y estas extrusiones finalmente se rompen, causando la pérdida de material de la superficie20.. 20Referencia. [28]. 47.
(48) Figura 21. Daños por cavitación a un impulsor de la bomba elenco ÁCIDO CN-7M utilizada para bombear la solución de nitrato de amonio a 140 ° C (280 ° F).. Fuente: A. R. Wilfley and Sons, Inc., División de bombas. La fatiga por corrosión. La fatiga por corrosión se produce en los metales, como resultado de la acción combinada de una tensión cíclica y un ambiente corrosivo. La fatiga por corrosión depende de las interacciones entre la carga, ambientales y factores metalúrgicos. Para un material dado, la resistencia a la fatiga (o resistencia a la fatiga en un valor de tensión máximo dado) disminuye generalmente en presencia de un ambiente agresivo. El efecto varía ampliamente, dependiendo principalmente de la combinación de metal-entorno particular. El medio ambiente puede afectar a la probabilidad de iniciación de grietas por fatiga, la tasa de crecimiento de grietas por fatiga, o ambos.. Figura 22. La fatiga por corrosión de una aleación de Ti-6Al-4V probado en el aire ambiente. Intergranular bajo y fatiga estrías son evidentes en la superficie de la fractura; el grano parece haber separado del resto de la microestructura.. Fuente: Referencia [12]. 48.
Figure




+7



Documento similar
