Influencia del tiempo de recocido sobre la dureza y resistencia al impacto de una fundición gris perlítica en la obtención de una fundición gris ferrítica
73
0
0
Texto completo
(2) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. DEDICATORIA. A MIS PADRES REYNALDO y ANA, quienes con su enorme esfuerzo y convicción en que la educación es la mejor herencia que un hijo puede recibir me dieron su apoyo en todo momento.. Diego Armando Peralta Màrquez. i Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(3) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. DEDICATORIA. A DIOS Por su infinita bondad, por bendecirme para llegar hasta donde he llegado, porque hiciste realidad este sueño anhelado.. A MIS PADRES Alfonso y Zoila por ser mis héroes sin capa con su perseverancia, amor, comprensión y por siempre desear lo mejor en cada paso por este camino difícil y arduo de la vida, por que ustedes se sacrificaron y dieron todo para que hoy concluya una etapa más de mi formación integral.. A MIS HERMANOS y DEMÁS FAMILIA Por el apoyo que siempre me brindaron día a día en el trascurso de cada año de mi carrera universitaria.. Pedro Rafael Sagardìa Verastegui. ii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(4) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. AGRADECIMIENTO. Nuestro sincero agradecimiento a la Universidad Nacional de Trujillo y Escuela Académico Profesional de Ingeniería Metalúrgica y a su excelente plana docente en la cual labora, quienes enseñanza tras enseñanza hicieron posible nuestra formación profesional. Al Departamento Académico de Ingeniería de Minas y Metalúrgica por el uso de los ambientes y equipos de los laboratorios de metalurgia física donde se prepararon los materiales para la ejecución del presente estudio. Nuestro agradecimiento a todos los docentes del departamento y en especial a los ingenieros Luis Wilfredo Aguilar Rodríguez y Braulio Briceño Roldan por sus conocimientos y apoyo desinteresado en la preparación de materiales, análisis metalográficos y control de calidad de los resultados.. Por supuesto expresamos también nuestro cordial agradecimiento a nuestro asesor Ing. Ismael Purizaga Fernández, quien con su aporte y guía ha hecho posible que el presente se lleve a cabo.. Los autores. iii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(5) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. RESÚMEN En ésta investigación se estudió la influencia del tiempo de recocido sobre la dureza y resistencia al impacto de una fundición gris perlítica en la obtención de una fundición gris ferrítica. Por lo cual se empleó barras cuadradas de 12 mm x 12 mm x 200 mm de longitud suministrado por fundición metalúrgica y servicio afines (FUMETSA), las cuales fueron recocidas a 860°C a los tiempos de 0.5, 1, 2, 5, 10, 15 y 20 horas con enfriamiento lento dentro del horno. Las probetas fueron maquinadas para el ensayo de dureza según norma ASTM E-140 y resistencia al impacto según norma ASTM E23-98. Los resultados experimentales muestran que al incrementar el tiempo de recocido la dureza disminuye desde 213. 10 HB para suministro (0 horas) a 108.10 HB para 20 horas de tratamiento y la resistencia al impacto aumenta desde 9.40 J para suministro hasta 23.60 J para 20 horas. Esto es debido a la descomposición de la austenita en ferrita grafito en forma de hojuelas haciendo que el material sea blando y tenaz. También mostró que los valores obtenidos de resistencia al impacto (J) para todos los niveles de tiempo de recocido son bajos debido a las hojuelas de grafito que se engruesan con el incremento del tiempo de recocido. También se observa que el tiempo de descomposición total de la austenita en ferrita para la obtención de fundición gris ferrítica para esta fundición en las condiciones de estudio fue de 2 horas. Se concluye que el tiempo de maleabilización influye significativamente la dureza y resistencia al impacto según el análisis estadístico con un 95% de confiabilidad.. Palabras claves: Fundición gris, recocido, perlita, ferrita, dureza, resistencia al impacto.. iv Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(6) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ABSTRACT. In this research the influence of the annealing time on the hardness and impact resistance of a gray pearl smelter in the production of a ferritic gray smelter was studied. For that reason, square bars of 12 mm x 12 mm x 200 mm in length supplied by metallurgy and related services (FUMETSA) were used, which were annealed at 860 ° C at the times of 0.5, 1, 2, 5, 10 , 15 and 20 hours with slow cooling inside the oven. The test pieces were machined for the hardness test according to ASTM E-140 and impact strength according to ASTM E23-98. The experimental results show that by increasing the annealing time the hardness decreases from 213. 10 HB for supply (0 hours) to 108.10 HB for 20 hours of treatment and the impact resistance increases from 9.40 J for delivery up to 23.60 J for 20 hours . This is due to the decomposition of the austenite in graphite ferrite in the form of flakes making the material soft and tenacious. It also showed that the obtained values of impact resistance (J) for all annealing time levels are low due to the graphite flakes that increase with the increase of annealing time. It is also observed that the total decomposition time of the austenite in ferrite to obtain ferritic gray smelter for this melt in the study conditions was 2 hours.. It is concluded that the malleability time significantly influences the hardness and impact resistance according to the statistical analysis with 95% reliability.. Keywords: Gray cast iron, annealing, perlite, ferrite, hardness, impact resistance.. v Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(7) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ÍNDICE Dedicatoria .................................................................................................................... i Agradecimiento ........................................................................................................... iii Resumen ...................................................................................................................... iv Abstract ........................................................................................................................ v Índice ........................................................................................................................... vi Lista de tablas ...............................................................................................................ix Lista de figuras .............................................................................................................. x. CAPÍTULO I INTRODUCCIÓN 1.1 Realidad problemática .................................................................................................. 1 1.2 Antecedentes ................................................................................................................ 3 1.3 Fundamento teórico ..................................................................................................... 6 1.3.1 Fundiciones o Hierros fundidos ................................................................................... 6 1.3.2 Clasificación de las fundiciones ................................................................................... 6 1.3.3 Fundición gris .......................................................................................................... 10 1.3.4 Propiedades generales de las fundiciones grises ....................................................... 13 1.3.5 Tipos y distribución de las hojuelas de grafito en la fundición gris ............................ 14 1.3.6 Tratamientos térmicos de las fundiciones grises ....................................................... 16 1.3.7 Recocido ................................................................................................................... 17 1.3.8 Dureza ...................................................................................................................... 20 1.3.9 Resistencia al impacto .............................................................................................. 22 1.4 Problema .................................................................................................................... 23 vi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(8) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.5 Hipótesis ..................................................................................................................... 24 1.6 Objetivos .................................................................................................................... 24 1.6.1 Objetivos generales .................................................................................................. 24 1.6.2 Objetivos específicos ................................................................................................ 24. CAPÍTULO II MATERIALES Y MÉTODOS 2.1. Material de estudio ..................................................................................................... 25 a. Composición química ................................................................................................... 25 b. Propiedades mecánicas y físicas .................................................................................. 25 c. Características metalográficas ...................................................................................... 26 2.1.1. Muestra ................................................................................................................... 26 2.1.2. Equipos, materiales e Instrumentos ........................................................................ 27 a. Equipos ....................................................................................................................... 27 b. Instrumentos .............................................................................................................. 28 c. Materiales consumibles y Reactivos ............................................................................ 28 2.2. Métodos y técnicas ..................................................................................................... 29 2.2.1. Modelo Experimental ............................................................................................... 29 2.2.2. Matriz de datos ........................................................................................................ 30 2.3. Procedimiento experimental ....................................................................................... 31. CAPÍTULO III RESULTADOS 3.1. Resultados del ensayo de dureza ................................................................................ 34. vii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(9) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 3.2. Resultados del ensayo de impacto .............................................................................. 35 3.3. Resultados del análisis microestructural ..................................................................... 36. CAPÍTULO IV DISCUSIÓN DE RESULTADOS 4.1. Del ensayo de dureza .................................................................................................. 42 4.2. De la resistencia al impacto ......................................................................................... 43 4.3. De la microestructura.................................................................................................. 44. CAPÍTULO V CONCLUSIONES Y RECOMENDACIONES 5.1. Conclusiones ............................................................................................................... 46 5.2 .Recomendaciones ....................................................................................................... 47 Referencias bibliográficas ........................................................................................... 48. APÉNDICE I ANÁLISIS ESTADÍSTICO I.1. Modelo estadístico ....................................................................................................... 51 I.2. Análisis de varianza para el diseño un solo factor ......................................................... 51 I.2.1. Prueba de hipótesis .................................................................................................. 51 I.2.2. Análisis de varianza de los resultados del ensayo de dureza ...................................... 52 I.2.3. Análisis de varianza de los resultados del ensayo de resistencia al impacto............... 53 I.3. Análisis de residuos ..................................................................................................... 55 I.3.1. Residuos de los resultados del ensayo de dureza ...................................................... 55 viii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(10) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. I.3.2. Residuos de los resultados del ensayo de resistencia al impacto ............................... 56. APÉNDICE II CÁLCULOS COMPLEMENTARIOS II.1 Cálculo del carbón equivalente (CE) ............................................................................ 57 II.2. Cálculo del porcentaje de fases de la fundición gris perlítica a temp. ambiente........... 57 II.3. Cálculo del porcentaje de fases de la fundición gris ferrítica a temp. ambiente ........... 58. ANEXOS Fotografías .................................................................................................................. 58. LISTADO DE TABLAS Tabla 1.1. Contracción durante solidificación (ASM) ................................................... 13 Tabla 2.1. Composición química de la fundición gris perlítica ...................................... 25 Tabla 2.2. Propiedades mecánicas de la fundición gris perlítica ................................... 25 Tabla 2.3. Modelo matricial de un solo factor para análisis de resultados ................... 30 Tabla 2.4. Matriz de orden de datos del experimento de un solo factor, para determinar la dureza y resistencia al impacto ................................................................................ 30 Tabla 3.1. Resultados del ensayo de dureza Brinell (HB) obtenidos en probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio ................... 34 Tabla 3.2. Resultados del ensayo de resistencia al impacto obtenido en probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio ................... 35 Tabla I.1. Tabla de datos a calcular para el análisis de varianza de un solo factor ........ 52. ix Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(11) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tabla I.2. Análisis de varianza para los resultados de ensayo dureza (HB) en probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio ................... 53 Tabla I.3. Análisis de varianza para los resultados del ensayo de resistencia al impacto en probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio 54. LISTADO DE FIGURAS Figura 1.1. Dibujos esquemáticos de las cinco tipos de hierros fundidos ....................... 7 Figura 1.2. Tramo correspondiente a las composiciones de las fund. industriales ......... 9 Figura 1.3. Fundición gris: las hojuelas de grafito oscuras están embebidas en una matriz ferrítica () 10 Figura 1.4. Diagrama Hierro – Grafito .......................................................................... 12 Figura 1.5. Grafito laminar tipo A ................................................................................ 15 Figura 1.6. Tipos de hojuelas de grafito visto a 100X ................................................... 15 Figura 1.7. Ciclos más empleados para el recocido de la fundición gris ....................... 20 Figura 1.8. Método de ensayo de dureza Brinell.......................................................... 21 Figura 1.9. Método Charpy para la prueba de impacto ................................................ 23 Figura 2.1. Fotomicrografía de la fund. gris perlítica en estado fundido (suministro) .. 26 Figura 2.2. Medida de la barra cuadrada de fundición gris perlítica para la obtención de probetas. .................................................................................................................... 26 Figura 2.3 Probetas para el ensayo de dureza y análisis microestructural según norma ASTM E-140 ................................................................................................................ 27 Figura 2.4. Probetas para el ensayo de resistencia al impacto norma ASTM E23-98 .... 27 Figura 2.5. Diagrama de bloques del procedimiento experimental .............................. 31. x Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(12) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 3.1. Influencia del tiempo de recocido sobre la dureza (HB) de una fundición gris perlítica en la obtención de una fundición gris ferrítica ............................................... 35 Figura 3.2. Influencia del tiempo de recocido sobre la resistencia al impacto (J) de una fundición gris perlítica en la obtención de una fundición gris ferrítica ......................... 36 Figura 3.3. Fotomicrografía de la fundición gris en estado de suministro, sin ataque químico…… ................................................................................................................. 37 Figura 3.4. Fotomicrografía de la fundición gris en estado de suministro, con ataque químico…… ................................................................................................................. 37 Figura 3.5. Fotomicrografía de la fund. gris perlítica recocida por 0.5 horas a 860°C ... 38 Figura 3.6. Fotomicrografía de la fund. gris perlítica recocida por 1.0 horas a 860°C ... 38 Figura 3.7. Fotomicrografía de la fund. gris perlítica recocida por 2.0 horas a 860°C ... 39 Figura 3.8. Fotomicrografía de la fund. gris perlítica recocida por 5.0 horas a 860°C ... 39 Figura 3.9. Fotomicrografía de la fund. gris perlítica recocida por 10.0 hrs a 860°C ..... 40 Figura 3.10. Fotomicrografía de la fund. gris perlítica recocida por 15.0 hrs a 860°C ... 40 Figura 3.11. Fotomicrografía de la fund. gris perlítica recocida por 20.0 hrs a 860°C ... 41 Figura I.1. Gráfica de probabilidad normal de los datos experimentales del ensayo de dureza para probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio ................................................................................................................... 56 Figura I.2. Gráfica de probabilidad normal de los datos experimentales del ensayo de resistencia al impacto para probetas de fundición gris perlítica recocida a 860°C a diferentes tiempos de estudio .................................................................................... 57 Figura A.1. Barras de fundición gris perlítica de 12 mm x 12 mm x 200 mm longitud... 58 Figura. A.2. Probetas para el ensayo resist. impacto Charpy. Norma ASTM E23-98 ..... 58 Figura. A.3. Probetas para el análisis metalográfico.................................................... .59 xi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(13) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura A.4. Probetas fracturadas después del ensayo de impacto. .............................. 59 Figura. A.5. Máquina cortadora de probetas BAINCUT - M .......................................... 59 Figura A.6. Máquina de péndulo Heckert para ensayo Charpy..................................... 59 Figura. A.7. Durómetro Universal TIME GROUP 187.5 ................................................. 60 Figura A.8. Medición de dureza en la escala Brinell (HB) ............................................. 60 Figura. A.9. Microscopio metalográfico Leica: 50 – 1000X. .......................................... 60 Figura A.10. Análisis microestructural de probetas de fund. gris perlítica recocida ...... 60. xii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(14) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO I. INTRODUCCIÓN. 1.1. Realidad problemática La fundición gris es una de las más antiguas y más común de los materiales ferrosos conocidos por el hombre, y hasta hace no muchos años, era considerado generalmente por los ingenieros, constructores y proyectistas como un material frágil y con buena resistencia al desgaste y compresión, pero con muy poca resistencia a la tracción y prácticamente sin ductilidad. (Askeland D., 2006, p. 283 – 285). Las fundiciones grises son, en general, las más utilizadas en la construcción mecánica, y se puede decir que el 95% de las fundiciones que se fabrican en la actualidad son fundiciones grises. Cuando no se exigen características mecánicas muy elevadas, las condiciones más interesantes que, en general, conviene que cumplas las fundiciones son: 1) que se cuelen bien, 2) que se mecanicen con facilidad y 3) que no tengan poros. (Apraiz J., 1965, p. 18 – 20). En las fundiciones grises, que en la práctica son las más importantes, aparecen durante la solidificación y posterior enfriamiento, láminas de grafito que al originar discontinuidades en la matriz, son las causantes de que las características mecánicas de las fundiciones grises. 1 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(15) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. sean, en general, muy inferiores a las de los aceros, sin embargo suficiente para muchísimas aplicaciones (Anual Book. 2002. Pp. 20-21). En el país, el sector automotriz, metal mecánico, agroindustrial y minero se ha incrementado considerablemente, donde el reemplazo de piezas como tambores de frenos, implemento agrícolas, bocinas, carcasas, cilindros de motores, etc, que son fabricados de fundición gris es inevitable debido a que están sometidas al desgaste, falla por fatiga y falla por sobreesfuerzos, además la carencia de estas piezas con el mismo tipo de aleación y con las mismas propiedades mecánicas que requieren estos componentes, causan a las empresas pérdidas debido a que fallan prematuramente por desgaste o por fuerzas de impacto causando fractura frágil.. La mayoría de fundiciones que existen en la zona, que producen piezas de fundición gris perlítica, lo hacen en horno cubilote de manera empírica, sin ningún control técnico, dando como resultados piezas con excesiva cantidad de inclusiones tales como la esteadita (Fe3P), hojuela de grafito muy bastos, tamaño de granos muy grandes, poros y rechupes resultando piezas con propiedades mecánicas deficientes para el servicio, muy por debajo de los requeridos, y lo que es peor aún producen fundición gris achilada (casi fundición blanca) que es dura y frágil, que por desconocimiento de los tratamientos térmicos que se aplican a la fundición gris, como es el caso del recocido de ferritización para ablandar la fundición y darle algo de ductilidad, estos son rechazados, causando pérdidas económicas al fabricante de dichas piezas.. 2 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(16) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Debido a esto se consideró necesario evaluar la influencia del tiempo de recocido en la ferritización de una fundición gris perlítica, con respecto a la dureza y resistencia al impacto, y además el tiempo óptimo en la cual la fundición gris es completamente ferrítica.. 1.2. Antecedentes Birchenall et al. (1986), en la investigación menciona que: la resistencia a la tracción y a la compresión en la fundición gris son diferentes en vez de ser iguales entre sí, como en los aceros. Y que para bajas durezas, la resistencia a la compresión llega a ser unas 5 veces mayor que la resistencia a la tracción y para altas resistencias esa relación baja a 2.5. Al considerar la resistencia de las fundiciones grises concluye que en ella intervienen por una parte la resistencia de la matriz y por otra, hay que tener en cuenta la influencia de las láminas de grafito. Por lo tanto, para el problema de aumentar la resistencia de la fundición, se debe estudiar teniendo en cuenta los dos factores: la matriz y las láminas de grafito.. Bravo F. (2005), investigo sobre la descomposición de la perlita a varias temperaturas en fundiciones grises, que contienen 1.93 %Si y 2.68 %Si, Se determinó que la perlita siempre se descompone en ferrita más rápidamente en fundiciones con alto contenido de silicio (2.68 %Si) y que para una temperatura de recocido a 750 °C, la perlita se descompone en ferrita en 10 minutos, sin embargo para una fundición de bajo contenido de silicio (1.93 %Si) requiere 45 minutos y que elementos como el manganeso, níquel, cromo, vanadio y fosforo estabilizan carburos y retardan la descomposición de la perlita en ferrita.. 3 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(17) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fernández D. y Olivar J. (2008), investigaron sobre el tratamiento térmico de ferritización de una fundición gris perlítica, concluyen: Que el tratamiento de ferritización para todas las fundiciones grises con características similares, requieren una permanencia de tres horas por cada 25mm de espesor a la temperatura de 850°C (para asegurar la austenización de las fases presentes) y enfriar muy lentamente hasta los 740°C aproximadamente, manteniendo la pieza a esa temperatura por tres horas más para luego enfriarlo en el horno a puerta cerrada, consiguiendo de esta manera 64% de ferrita.. Martínez H. Y Palacios J. (2008), mencionan que: el hierro gris, el hierro nodular o dúctil se forma con la reacción eutéctica L ϒ + grafito. La fundición gris contiene pequeñas hojuelas entrelazadas de grafito, y que la estructura final de la matriz depende parcialmente de la rapidez de enfriamiento. Cuando la fundición que contiene grafito se enfría lentamente (dentro del horno) la austenita se transforma en ferrita y grafito adicional, este tratamiento se llama recocido.. Quispe D. y Jara V. (2012), En la investigación sobre la temperatura de temple y temperatura de revenido en una fundición gris perlítica grado 40, concluye que: la temperatura de temple en el rango de 800 a 1000°C con temple en aceite y la temperatura de revenido en el rango de 300 a 600°C afectan considerablemente la dureza, resistencia a la tracción y ductilidad (% elongación) de la fundición gris perlítica grado 40. Y para 800°C se obtuvo el valor más bajo de 285.70 HB debido a que a esta temperatura existe austenita,. 4 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(18) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ferrita y grafito, y el valor más alto fue para 850°C de 524.50 HB y a temperatura más altas la dureza disminuye ligeramente debido al incremento de la austenita retenida.. Toro E. (2003), estudio sobre el tratamiento térmico a fundiciones grises concluye: Que de los tratamientos térmicos de perlitización y ferritización efectuadas, se deduce que el tiempo necesario para la descomposición de la perlita en ferrita es función de la composición química, espesor de pieza y porcentaje de la fase presente.. Zakhartchenko et al. (1979), Investigaron sobre el tratamiento térmico de recocido a una fundición gris perlítica, menciona que: todas las fundiciones en las que el carbono se encuentra en estado libre, formando grafito laminar son fundiciones grises y que con el tratamiento térmico de recocido en el rango de 740 °C a 900°C se obtiene fundición gris ferrítica que llegan a tener desde 8% hasta 14% de ductilidad.. Zakhar J. y Cossio E. (1989), en el estudio sobre la composición química de las fundiciones grises en los tratamientos térmicos concluyen: Que la heterogeneidad química de las muestras analizadas tienen influencia apreciable en los tratamientos térmicos, principalmente en la ferritización y es causante de una ferritización incompleta y de las pruebas efectuadas en los tratamientos térmicos se ha demostrado que la temperatura de 740 °C es crítica, para la formación de la ferrita y si la pieza pasa, por ese rango de temperatura sin el respectivo tiempo de permanencia, entonces la ferritización en el recocido no fue exitosa.. 5 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(19) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3. Fundamento teórico 1.3.1. Fundiciones o Hierros fundidos Son básicamente aleaciones de hierro, carbono y silicio. Con relación con el diagrama hierro- carbono de hierro, los hierros fundidos contienen más cantidad de carbono que la necesaria, para saturar austenita a la temperatura eutéctica; por tanto, contiene entre 2 y 6.67% de carbono.. Como el alto contenido de carbono tiende hacer muy frágil el hierro fundido la mayoría de los tipos manufacturados comercialmente están en intervalo de 2.5 a 4% carbono y silicio de 0.5 a 3%. (Askeland D. 2006, p. 504). 1.3.2. Clasificación de las fundiciones Controlando la reacción eutéctica que ocurre, la forma del grafito que se precipita y el tratamiento del hierro, pueden producirse cinco diferentes tipos de fundición las cuales se muestran en la figura 1.1.. 6 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(20) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 1.1. Dibujos esquemáticos de las cinco tipos de hierros fundidos: a) fundición gris; b) fundición blanca; c) fundición maleable; d) fundición dúctil o nodular y e) hierro grafito compacto. Fuente: Askeland D. 2006, p. 504.. Los tipos de hierro fundido se pueden clasificar como sigue: Hierros fundidos grises. En los cuales la mayoría o todo el carbono esta sin combinar, se encuentra libre en forma de hojuelas o escamas de grafito.. Para el estudio se aplica el diagrama estable Hierro – grafito. Aquí a 1154°C la reacción eutéctica es: 𝐿 → 𝛾 + 𝑔𝑟𝑎𝑓𝑖𝑡𝑜.. Hierros fundidos nodulares. En los cuales mediante un proceso metalúrgico con Mg/Ce, el carbono esta sin combinar en forma de nódulos o esferoides compactos se obtiene de la fundición gris liquida.. 7 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(21) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Hierros fundidos blancos. En las cuales todo el carbono está en la forma combinada como cementita se llama así por la fractura que es de color blanco es dura y frágil.. Hierros fundidos maleables. Aqui la mayoría o todo hierro el carbono esta sin combinar en la forma de rosetas (partículas redondas irregulares), conocido como carbono revenido o rosetas, el cual se obtiene mediante el tratamiento térmico de recocido de maleabilización del hierro fundido blanco (Smith L. 1987. Pp. 89-92).. Hierros de grafito compacto. Contiene grafito redondeado, pero interconectado, que también se produce durante la solidificación. La forma del grafito en el hierro fundido de grafito compacto es una forma intermedia entre hojuelas y esferas con numerosas barras redondeadas de grafito interconectado con el núcleo de la celda eutéctica.. Esta fundición a veces se llama grafito vermicular, también se forma al subnodulizarse el hierro nodular o dúctil. (Callister W. 1995, p.370 - 375). La figura 1.2, muestra las microestructuras de los hierros fundidos y de varios tratamientos térmicos aplicadas a ellas.. 8 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(22) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 1.2. Tramo correspondiente a las composiciones de las fundiciones industriales. Se muestra también las microestructuras que resultan de varios tratamientos térmicos. Gf = hojuelas de grafito; Gr = rosetas de grafito; G n = nódulos de grafito; P= perlita; = ferrita [12]. Fuente: Callister W. 1995, p. 374. 9 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
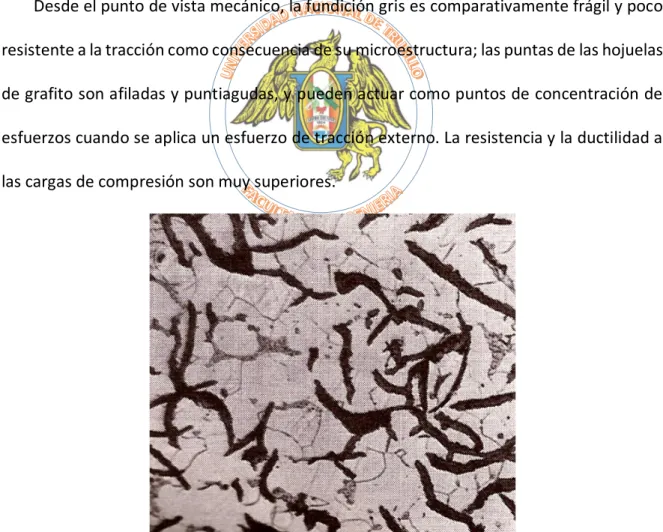
(23) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.3. Fundición gris Los contenidos de carbono y de silicio de la fundición gris varían entre 2.5 a 4.0% en peso y 1.0 a 3.0% en peso respectivamente. En la mayoría de las fundiciones grises el grafito se encuentra en la forma de hojuelas (similares a las hojuelas de maíz), que normalmente están rodeadas de una matriz de ferrita () o de perlita. En la figura 1.3. Se muestra la microestructura de una fundición gris típica. Debido a estas hojuelas de grafito, la superficie fracturada adopta una tonalidad gris, de ahí su nombre.. Desde el punto de vista mecánico, la fundición gris es comparativamente frágil y poco resistente a la tracción como consecuencia de su microestructura; las puntas de las hojuelas de grafito son afiladas y puntiagudas, y pueden actuar como puntos de concentración de esfuerzos cuando se aplica un esfuerzo de tracción externo. La resistencia y la ductilidad a las cargas de compresión son muy superiores.. Figura 1.3. Fundición gris: las hojuelas de grafito oscuras están embebidas en una matriz ferrítica (). Fuente: Callister W. 1995, p. 367. 10 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(24) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Las fundiciones grises presentan algunas características muy convenientes, por ello se utilizan ampliamente. Son muy efectivas para el amortiguamiento de la energía vibratoria. Los bancos para maquinaria y para equipo pesado expuestos a vibraciones se construyen con este material. Además, la fundición gris tiene alta resistencia al degaste. Por otro lado, en estado fundido tiene una elevada fluidez a la temperatura de colada, lo que permite moldear piezas de formas complicadas, también la contracción de moldeo es baja (August H. 1976. Pp.95-102).. Finalmente, y tal vez lo más importante, la fundición gris es uno de los materiales metálicos más baratos.. En la manufactura de hierros fundidos grises, la tendencia de la cementita a separarse en grafito y austenita o ferrita es favorecida controlando la composición de la aleación y las rapideces de enfriamiento. Estas aleaciones solidifican formando primero austenita.. La apariencia inicial de carbono es el grafito que resulta de la reacción eutéctica. El proceso de grafitización es ayudada por el alto contenido de carbono, la alta temperatura y la adecuada cantidad de elementos de grafitización, sobre todo el silicio.. La fundición gris seguirá el diagrama de equilibrio estable hierro – grafito (figura 1.4), formando austenita y grafito a la temperatura eutéctica. En cualquier caso, cualquier cementita que se forme se grafitizara con rapidez.. 11 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(25) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 1.4. Diagrama Hierro – Grafito. Fuente: Callister W. 1995, p. 370.. Durante el enfriamiento continuado, hay precipitación adicional de carbono debido al decremento en solubilidad de carbono en austenita, el cual se precipita como grafito o como cementita proeutectoide que grafitiza rápidamente. Las propiedades mecánicas, físicas y otras más de los hierros fundidos están íntimamente ligadas con su microestructura.. Estas estructuras pueden considerarse que consisten de: a) una matriz (ferrítica, perlítica o mezcla de ambos), b) uno o más constituyentes en exceso, cementita eutéctica, grafito, esteadita (fosfuro de hierro), sulfuro de manganeso o inclusiones. (Callister W. 1995, p. 370) 12 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(26) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.4. Propiedades generales de las fundiciones grises Las fundiciones son aleaciones férreas que requieren para su elaboración menos energía que los aceros, porque con similar capacidad calorífica su temperatura de fusión es menor. Presentan además excelente características de colabilidad y tienen poco rechupe. Su colabilidad es mejor cuando mayor sea el contenido de carbono, por su pequeño intervalo de temperaturas entre liquidus y solidus. Las eutécticas solidifican a temperatura constante. No es recomendable elevar la temperatura de colada para mejorar la colabilidad, pues, además de sobrecalentamiento aumenta el rechupe (Capello E. 1974. pp. 152-155). Las fundiciones grises dan poco rechupe, 1% de contracción lineal aproximadamente, inferior al de los aceros y fundiciones blancas, según tabla 1.1. La baja contracción al solidificar se debe a que su densidad (entre 6.95 y 7.35, menor cuanto más carbono); es inferior a la de la fundición blanca (7.7) a la de los aceros (aprox. 7.85), esta menor densidad de la fundición gris es por la presencia de grafito cuya densidad es 2.2 g/cm 3. (Pero J. y Sanz E. 1994, p. 49) Tabla 1.1. Contracción durante solidificación (ASM) Tipos de fundición. % Contracción. Fundición dúctil. 0.0 – 0.7. Fundición gris. 1.0. Fundición maleable. 1.0. Fundición austenítica. 1.3 – 1.5. Fundición blanca. 2.0. Acero al carbono. 2.0. Acero aleado. 2.5. Fuente: Pero J. y Sanz E. 1994, p. 50.. 13 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(27) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. El comportamiento mecánico de la fundición gris resulta parecido al de un acero con numerosas microfisuras taponadas por grafito. La cohesión entre el grafito y la matriz metálica es casi nula. Debido a la gran diferencia entre el coeficiente de dilatación del fierro y el grafito, este se despega fácilmente de la matriz. Este explica varias propiedades de estas fundiciones: el color gris que presentan las fracturas, la capacidad para amortiguar vibraciones es mayor cuanto más grafito, su maquinabilidad generalmente buena, moderada resistencia a la tracción y bajos alargamientos ( Avner S. 1987. P.488).. La presencia de grafito equivale a microentallas, por eso el alargamiento a la tracción de las fundiciones grises laminares es pequeño o generalmente menor del 0.8%. La resistencia a la tracción depende del tipo de grafito, de su cantidad y de la estructura de la matriz. Puede señalarse con carácter general, que la resistencia a la tracción disminuye al aumentar el contenido de carbono de las fundiciones. Por consiguiente los valores de resistencia a la tracción, en las fundiciones grises, serán inferiores a los obtenidos en aceros, por ejemplo, la cantidad de resistencia de una determinada pieza de fundición gris, de 3.70% de carbono y 2.5% de silicio, de matriz plenamente perlítica es 137 MPa (14 kg/mm2) en tanto que un acero perlítico, incluso con perlita gruesa se lograría por lo menos 800 MPa (82 kg/mm2) de carga de rotura de tracción. (Pero Y Sanz E. 1994, p. 54). 1.3.5. Tipos y distribución de las hojuelas de grafito en la fundición gris La forma en que las hojuelas de grafito están ordenadas en la microestructura de hierro fundido gris generalmente se indica como uno o más tipos según la norma ASTM A-247. 14 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(28) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. (2015). El grafito puede observarse al microscopio directamente sobre probeta pulida, sin necesidad de ataque químico. Al examinar la muestra, generalmente a 100 aumentos. En el caso de la figura 1.5 cuyo aspecto del grafito puede verse, recibe el nombre de grafito tipo A.. Figura 1.5. Grafito laminar tipo A. En una probeta simple pulida. Sin ataque químico. 100X. Fuente: Pero J. y Sanz E. 1994. p. 16.. La figura 1.6, muestra los cinco tipos de hojuelas.. Figura 1.6. Tipos de hojuelas de grafito visto a 100X. Fuente: Pero J. y Sanz E. 1994. p. 20. 15 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(29) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Los dibujos de las hojuelas tipos D y E resultan de la grafitización de una estructura eutéctica normal. Tales tipos aparecen en los hierros de muy alta pureza o en hierros comerciales, enfriados rápidamente durante la solidificación. Aunque el tamaño de hojuelas de grafito es pequeño, la conformación interdendrítica y el alto contenido de grafito debilita el material, por tanto, las conformaciones de hojuelas tipo D y E son indeseables en hierros grises. Cuando la rapidez de enfriamiento es menor, la mayoría de los hierros grises comerciales muestran una total separación del eutéctico, de manera que las hojuelas D y E no ocurren. (Pero J. y Sanz E. 1994, p. 16 - 20). 1.3.6. Tratamientos térmicos de las fundiciones grises El tratamiento térmico de las fundiciones se realiza fundamentalmente para eliminar las tensiones internas que surgen durante el fundido. Estas tensiones conducen con el tiempo, a la variación de las dimensiones y forma de la fundición, disminución de la dureza y mejoramiento de la maquinabilidad por corte y una elevación de las propiedades mecánicas.. En el proceso de tratamiento térmico de la fundición ocurren las mismas transformaciones que en el acero. Sin embargo, éstas se complican por el hecho de que durante el calentamiento de la fundición se puede desarrollar el proceso de grafitización que cambia complementariamente la estructura y, por lo tanto, las propiedades de la fundición (Walton C. Y Opar T. 1991. Pp.112-115).. 16 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(30) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Entre los tratamientos más usados para una fundición gris son: el recocido y la normalización. Otros tratamientos como el austempering, el temple y revenido son usados en ocasiones limitadas.. En términos de tratamiento térmico, las fundiciones grises pueden ser consideradas una composición de grafito libre (laminar) y el eutectoide perlita (matriz). La situación puede ser adicionalmente complicada por la variedad de sección, por consiguiente la respuesta térmica variará un poco. (Apraiz J. 1998, p. 101). 1.3.7. Recocido Existen dos procesos de recocido que suelen ser aplicados a las fundiciones grises: a. Recocido para eliminación de tensiones Los recocidos a bajas temperaturas como se señala, se realizan a 550°C durante un periodo de tiempo que varía de 30 minutos a varias horas, según sea el espesor de las piezas. Este proceso no tiene un efecto muy apreciable en las propiedades mecánicas, pero eliminan las tensiones que siempre suelen tener las piezas de fundición después de la solidificación y enfriamiento. Conviene dar este recocido a piezas de formas complicadas a que deban tener tolerancias dimensionales muy precisas, como cilindros de motores de explosión, bancadas de máquinas de herramientas, etc. Si no se eliminan estas tensiones las piezas pueden sufrir luego deformación durante la mecanización o durante el funcionamiento que en ocasiones crean importantes problemas y dificultades.. 17 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(31) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Deben emplearse velocidades lentas de calentamiento y en especial de enfriamiento, para evitar nuevas tensiones o roturas, sobre todo cuando las piezas son de formas complicadas.. b. Recocido de ablandamiento de las fundiciones grises y atruchadas Para ablandar las fundiciones se suelen emplear los siguientes tipos de recocidos:. Recocido a 740°C con enfriamiento al aire Para disminuir la dureza de las fundiciones grises se les somete a recocidos a 740°C aproximadamente con enfriamiento al aire. Este recocido es aplicable en fundiciones grises en bruto de colada que quedan relativamente duros y su mecanización es difícil.. En muchos casos las microestructuras de estas fundiciones en bruto están constituidos por grafito, ferrita y cantidades variables de perlita y sorbita. Estos constituyentes, perlita y sorbita, son los que le dan alta dureza y para facilitar la mecanización conviene transformarlo por recocido en ferrita y grafito.. Se debe de alcanzar en el recocido una temperatura de unos 740°C aproximadamente y mantenerlo a esta temperatura durante un cierto tiempo, se consigue que la perlita y la sorbita se transformen en austenita y de esta manera con el tiempo prolongado, la austenita va cediendo carbono que se deposita en forma de grafito, obteniéndose al final ferrita y grafito.. 18 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(32) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Recocido a 800 – 900°C Al recocer una fundición a 800 – 900°C en lugar de 740°C, se debe de tener una nueva precaución, es necesario enfriar lentamente y en general se obtienen durezas no muy bajas, que corresponden a la perlita que se forma en ese proceso.. Al calentar de 800 – 900°C, no hay formación de grafito, o esta formación tiene poca importancia, debido a que la temperatura de mantenimiento no es apropiada para el depósito de gran cantidad de grafito, y luego si el enfriamiento se hace con una velocidad de 25°C por hora, se obtiene perlita y no se obtendrán durezas tan bajas, como con el tratamiento anterior a 740°C.. Por ejemplo, calentar a 850°C, se forma a esta temperatura austenita. Durante la permanencia a esta temperatura habrá formación de una pequeña cantidad de grafito y luego, en un enfriamiento al pasar la zona eutectoide se formará perlita.. Si se calienta a 850°C se puede obtener la microestructura de grafito y ferrita con enfriamiento muy lento o con una permanencia muy prolongada en la zona de 700 – 740°C, pero esta parada complica y prolonga el recocido.. El tratamiento a 800 – 900°C es recomendable para las fundiciones grises, de gran dureza y para fundiciones atruchadas que contienen cementita hipereutectoide En esos casos, la dureza inicial que es alta del orden de 250 a 300 Brinell (HB), se podría disminuir. 19 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
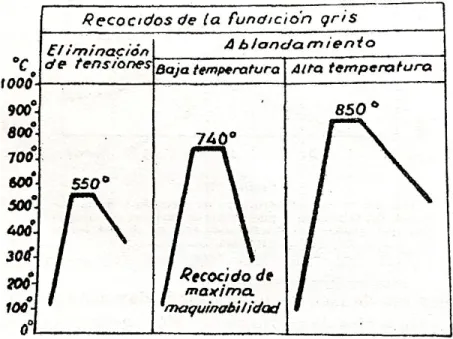
(33) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. con este recocido. Se calentara a 850°C aproximadamente y luego la velocidad de enfriamiento debe ser muy lenta, sobre todo en la zona crítica de 700 – 740°C, para facilitar el depósito de grafito eutectoide y luego se puede enfriar al aire. (Apraiz J. 1971, p. 101 – 104). La figura 1.7 muestra los tipos de tratamiento térmico de recocido que se puede aplicar a la fundición gris.. Figura 1.7. Ciclos más empleados para el recocido de la fundición gris. Fuente: Apraiz J. 1971, p. 101 – 104.. 1.3.8. Dureza La dureza se define como la resistencia que opone un material a la penetración. La dureza de una fundición maleable es generalmente medida por el ensayo Brinell.. 20 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(34) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. La prueba de dureza Brinell, que se usa desde 1900, se aplica principalmente para determinar la dureza en bulto de secciones pesadas, como los elementos forjados o colados. De todos los métodos de identación es el que necesita de menor preparación de la superficie sea relativamente lisa y esté libre de suciedad y escamas. Esta prueba se realiza imprimiendo una bola de acero de 10 mm de diámetro con una carga de 3000 Kg en la superficie durante un tiempo estándar, que por lo general es de 30 segundos, según figura 1.8. Para los metales no ferrosos, la carga se reduce a 500 Kg y en los metales muy duros se usa una esfera de tungsteno. Se mide el diámetro promedio de la impresión que resulta y de esto se puede determinar el número de dureza Brinell (NDB) con la fórmula: 𝑁𝐷𝐵 =. 𝑃 (𝜋 𝐷⁄2)(𝐷 − √𝐷2 − 𝑑 2 ). En la que P= carga aplicada (Kg); D= diámetro de la esfera (mm); d=diámetro de la impresión (mm).. Esta forma representa simplemente la carga (P) dividida entre el área de la superficie de una impresión de diámetro d. En la práctica real, no es necesario hacer cálculos; puesto que la carga es constante, los valores NDB que corresponden a varios diámetros de impresión se leen en una tabla. (Groover M. 1997, p. 58). Figura 1.8. Método de ensayo de dureza Brinell. Fuente: Groover M. 1997, p. 58. 21 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(35) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.9. Resistencia al impacto La resistencia al impacto es la energía requerida para fracturar una probeta o muestra tipo cuando la carga se aplica repentinamente.. El ensayo de impacto Charpy es usado para medir esta energía, como también para caracterizar la temperatura de transición en materiales. La energía de impacto a partir de este ensayo, se correlaciona con el área bajo la curva total de esfuerzo deformación, es decir, la tenacidad, es una medida de la cantidad de energía absorbida al fracturar un material.. El ensayo de impacto Charpy, es un ensayo dinámico en el cual la probeta con muesca es golpeada y fracturada mediante la aplicación de una carga instantánea. Consiste en dejar caer un pesado péndulo, el cual a su paso golpea a una probeta de forma paralelepípeda ubicada en la base de la máquina. El resultado neto del ensayo es someter la muestra en sucesión rápida deformación elástica, la deformación plástica y finalmente la fractura. El valor medido es la energía de impacto, que se calcula directamente a partir de las diferencias de las alturas inicial y final del péndulo de oscilación.. Para tener control sobre el proceso de fractura, se hace la muesca para concentrar el esfuerzo, en el lado de la muestra sometida al esfuerzo máximo, figura 1.9. (Callister W. 1995, p. 224). 22 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(36) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 1.9. Método Charpy para la prueba de impacto. Fuente: Callister W. 1995, p. 224.. 1.4. Problema ¿Cómo influye el tiempo de recocido en el rango de 0.5 a 20 horas sobre la dureza y resistencia al impacto de una fundición gris perlítica en la obtención de una fundición gris ferrítica?. 23 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(37) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.5. Hipótesis Un incremento del tiempo de recocido en el rango de 0.5 a 20 horas a 860°C en una fundición gris perlítica aumentará la resistencia al impacto y así mismo disminuirá la dureza, debido a la descomposición de la perlita en ferrita y grafito en forma de hojuelas (G f).. 1.6. Objetivos 1.6.1. Objetivo general Determinar la influencia del tiempo de recocido mediante el tratamiento térmico de recocido a 860°C sobre la dureza, resistencia al impacto de la fundición gris perlítica en la obtención de una fundición gris ferrítica; a partir del tratamiento térmico de recocido, mediante el ensayo de dureza (HB) y análisis microestructural.. 1.6.2. Objetivo especifico Evaluar el comportamiento del tiempo de recocido en el rango de 0.5 a 20horas en la fundición gris perlítica sobre la dureza y resistencia al impacto en la obtención de una fundición gris ferrítica. Determinar el tiempo máximo de recocido de la fundición gris perlítica en estudio en el rango de 0.5 a 20 horas en el cual se obtiene el valor máximo de resistencia al impacto y dureza. Mostrar los resultados en gráficas que permitan analizar la influencia del tiempo de recocido sobre las propiedades en estudio de la fundición gris perlítica.. 24 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
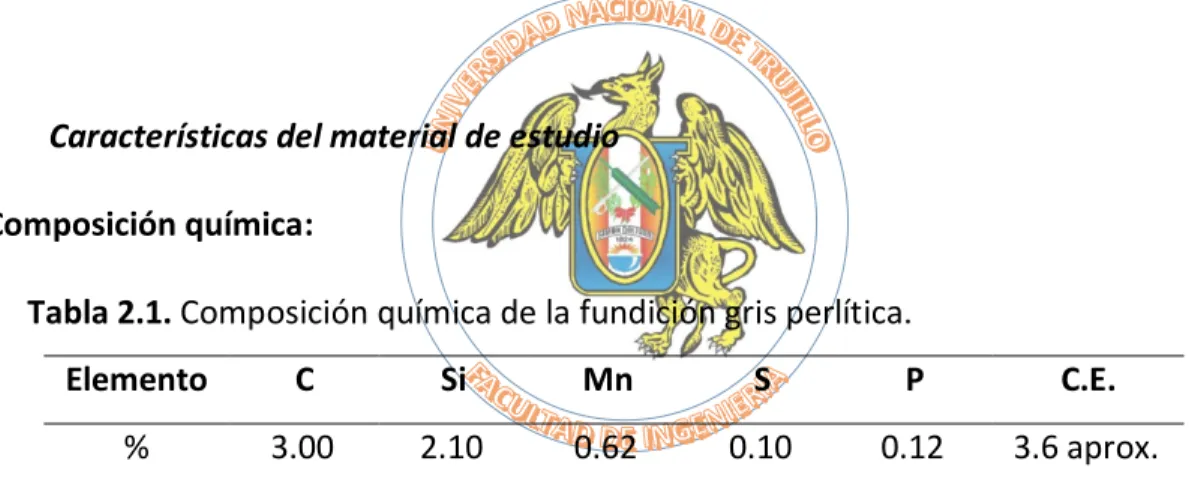
(38) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO II. MATERIALES Y METODOS. 2.1. Material de estudio El material utilizado para esta investigación fue la fundición gris perlítica, suministrada por Fundición Metalúrgica y Servicios Afines (FUMETSA – Trujillo) en forma de barras cuadradas de 12 mm x 12 mm x 200 mm de longitud.. Características del material de estudio a. Composición química: Tabla 2.1. Composición química de la fundición gris perlítica. Elemento. C. Si. Mn. S. P. C.E.. %. 3.00. 2.10. 0.62. 0.10. 0.12. 3.6 aprox.. Fuente: Fundición Metalúrgica y Servicio Afines (FUMETSA). Trujillo – Perú.. b. Propiedades mecánicas: Tabla 2.2. Propiedades mecánicas de la fundición gris perlítica. Estado de suministro Fundido. Características Mecánicas Resistencia a la tracción Ductilidad 2 Kg/mm MPa (%) 28.12 276 0.8. Dureza (HB) 246. Fuente: Fundición Metalúrgica y Servicio Afines (FUMETSA). Trujillo – Perú.. 25 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(39) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. c. Características metalográficas. Figura 2.1. Fotomicrografía de la fundición gris perlítica en estado fundido (suministro). La microestructura consta de una matriz perlitica, hojuelas de graffito tipo A y esteadita (zona clara). Ataque químico: Nital 3%. 200X.. 2.1.1. Muestra Las muestras fueron obtenidas de barras cuadradas de fundición gris perlítica de 12 mm x 12 mm x 200 mm de longitud, según figura 2.2.. 20. 0. 12. UM: mm. 12 Figura 2.2. Medida de la barra cuadrada de fundición gris perlítica para la obtención de probetas. 26 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(40) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Para el ensayo de dureza: Las probetas para evaluar la dureza fueron cuadradas, según norma ASTM E-140 de 12 mm x 12 mm x 15 mm de altura (figura 2.3). Los mismos se usaron para los respectivos análisis metalográficos.. 15. 12. UM: mm. 12. Figura 2.3. Probetas para el ensayo de dureza y análisis microestructural según norma ASTM E-140.. Para el ensayo de impacto De cada barra cuadrada de fundición gris se obtuvieron 3 probetas para el ensayo de impacto según norma ASTM E23-98, según figura 2.4.. Figura 2.4. Probetas para el ensayo de resistencia al impacto según norma ASTM E23-98.. 2.1.2. Equipos, instrumentos, materiales consumibles y reactivos a. Equipos Horno eléctrico tipo mufla: 5 Kw con control automático. Rango de temperatura de 0°C – 1200°C. 27 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(41) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Cortadora de discos Bosch de 3600 RPM. Torno MHASA de 1.5 m de bancada. Durómetro digital universal TIME GROUP THBRVP-187.5, escala Brinell. Rectificadora TOS: para ajustar medida de probetas de impacto. Máquina de resistencia al impacto FRITZ HECKERT: Ensayo Charpy. Microscopio Metalográfico Leica: 50X – 1000X. Cámara fotográfica digital CANON de 8 megapíxeles.. b. Instrumentos Termocupla K. Cronometro citizen. Pirómetro Shimaden (0 – 1200°C). Identador: Cono piramidal 120°, para medición de dureza.. c. Materiales consumibles y Reactivos Barras cuadradas de 12 mm x 12 mm x 200 mm de longitud de fundición gris perlítica. Hojas de sierra marca Sanflex. Discos de corte ø 115 mm x 23 mm x 3 mm. Papel abrasivo (lijas): 80, 100, 180, 220, 320, 400, 600 y 1000. Alúmina (Al2O3): 1, 0.5, 0.3 µm. Resina epóxica y peróxido de cobalto (encapsulado de probetas). Alcohol al 90%, algodón y agua destilada. Franela y pana. 28 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(42) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Reactivo Nital (100 ml alcohol + 3 ml de ácido nítrico).. 2.2. Métodos y técnicas 2.2.1. Modelo experimental Para la contrastación de la hipótesis se utilizó el diseño de un solo factor, con 7 niveles y 3 réplicas. Se consideró las siguientes variables: Variable independiente: o Tiempo de recocido (hrs): 0.5 – 1 – 2 – 5 – 10 – 15– 20. Variables dependientes: o Dureza: Escala Brinell (HB). o Resistencia al impacto: Método Charpy, medido en Joule (J). Variables parametrizadas: o Temperatura de recocido: 860°C. o Enfriamiento lento dentro del horno.. Para el cálculo del número de probetas se utilizó la siguiente relación: P = Ax R Donde: P = N° de probetas; A = Niveles de la variable independiente A; R = número de repeticiones. Entonces el número de probetas (P) que se utilizó fué: P = 7 x 3 = 21 probetas. 29 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(43) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Se utilizaron 21 probetas para el ensayo de dureza, las mismas que servirán para el análisis microestructural, y 21 probetas para el ensayo de impacto.. 2.2.2. Matriz de datos Tabla 2.3. Modelo matricial de un solo factor para análisis de resultados.. t1. 1 t11. Réplicas 2 t12. 3 t13. t2. t21. t22. t23. t3. t31. t32. t33. t4. t41. t42. t43. t5. t51. t52. t53. t6. t61. t62. t63. t7. t71. t72. t73. Tiempo de recocido (hrs). ti : Tiempo de recocido (hrs): =0.5 – 1 – 2 – 5 – 10– 15 – 20. tij : Dureza (HB) y Resistencia al impacto (J).. Tabla 2.4. Matriz de orden de datos del experimento de un solo factor, para determinar la dureza y resistencia al impacto.. t1. 1 4. Réplicas 2 11. 3 7. t2. 15. 13. 19. t3. 6. 1. 8. t4. 12. 9. 10. t5. 2. 5. 17. t6. 3. 14. 16. t7. 20. 18. 21. Tiempo de recocido (hrs). 30 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(44) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 2.3. Procedimiento experimental Esta investigación se realizó según el diagrama de bloques de la figura 2.5. Barras cuadradas de Fundición Gris de 12mm x 12mm x 200mm de longitud.. Maquinado de probetas para ensayo dureza: Norma ASTME-140 y ensayo de impacto: Norma ASTM E-23.. Recocido de ferritización de probetas a 860°C a los tiempos de estudio.. Ensayo de impacto Charpy. Ensayo de dureza. Análisis metalográfico. Resultados, análisis de datos y conclusiones. Redacción del informe. Figura 2.5. Diagrama de bloques del procedimiento experimental.. 1. Fabricación del material de estudio: Las barras de 12 mm x 12 mm x 200 mm de longitud de fundición gris perlítica fueron fabricadas por la empresa Fundición Metalúrgica y Servicios Afines (FUMETSA – Trujillo). 2. Elaboración y preparación de probetas:. 31 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(45) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. De las barras fundidas de fundición gris perlítica se cortaron y rectificaron para obtener probetas para el ensayo de dureza, según norma ASTM E-140 (ver figura 2.3), y para el ensayo de impacto según norma ASTM E23-98 (ver figura 2.4).. 3. Recocido de ferritización: Se desarrolló de la siguiente manera: Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 0.5 horas y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 1hora y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 2 horas y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 5 horas y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 10 horas y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 15 horas y luego se enfriaron lentamente dentro del horno. Tres probetas de impacto y tres probetas para el ensayo de dureza fueron calentadas a 860°C por espacio de 20 horas y luego se enfriaron lentamente dentro del horno.. 32 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(46) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 4. Ensayo de dureza: Se realizó utilizando el durómetro digital universal TIME GROUP 187.5 en la escala Brinell (HB).. 5. Ensayo de impacto: Se realizó para determinar la resistencia al impacto (J), usando el método Charpy. Se utilizó la máquina de péndulo FRITZ HECKERT que tiene un peso de martillo de 19 kg.. 6. Análisis metalográfico: Se utilizaron las mismas probetas que se usaron para el ensayo de dureza. Se realizó según la siguiente secuencia: encapsulado de probetas, desbaste, pulido, ataque químico con Nital 3% y toma de las fotomicrografías utilizando el microscopio metalográfico Leica de 50 a 1000X.. 7. Evaluación de resultados: Se evaluó estadísticamente los resultados según el análisis de varianza para determinar si la variable en estudio afectó significativamente en el rango experimental seleccionado, para la cual se consideró un error α = 0.05, que corresponde a un nivel de confianza de 95%.. 33 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
Figure



+7




Documento similar
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
La determinación molecular es esencial para continuar optimizando el abordaje del cáncer de pulmón, por lo que es necesaria su inclusión en la cartera de servicios del Sistema
Los autores del estudio describen el impacto cinético autónomo de la nave DART contra Dimorphos y reconstruyen el acontecimiento del impacto, incluyendo la cronología que
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
En la parte central de la línea, entre los planes de gobierno o dirección política, en el extremo izquierdo, y los planes reguladores del uso del suelo (urbanísticos y
Sanz (Universidad Carlos III-IUNE): "El papel de las fuentes de datos en los ranking nacionales de universidades".. Reuniones científicas 75 Los días 12 y 13 de noviembre
(Banco de España) Mancebo, Pascual (U. de Alicante) Marco, Mariluz (U. de València) Marhuenda, Francisco (U. de Alicante) Marhuenda, Joaquín (U. de Alicante) Marquerie,
