UNIVERSIDAD
AUTONOMA CHAPINGO
-
DEPARTAMENTO DE INGENIERIA AGROINDUSTRIAL
~'ALUACION DEL ENCALADO
FRACCIONADO
CON
DOBLE
CALENTAMiENM)
Y
ADICION DE FWATOS EN JUGO DE
CAÑd, EN
El
i"I0
ATENCIWGO,
PUEBLA
*
TESIS
PROFESIONAL
Que Como Requisito parcial para
INGENIERO AGRONOMO
Obtener el Título
de:
-.
\UWl&4
Especialista en: INGENIEFíIA AGROINDUST
p-"
z
.- " Cs"._IIU+
*>
P R E S E N T A
LEONARDO KALDERON
VERB,
,, t . ' JCHAPINGO, MEXICO 1 9 9 1
Esta tesis fue realizada bajo la dirección del Ing.
Luis Ramiro Garcia Chávez así mismo bajo la asesoría del Dr.
Ignacio Méndez Ramírez, la cual ha sido aprobada por los
mismos y por el
PRESIDENTE
Dr. Ignac o Méndez Ramirez
v
VOCAL
4-
Ing. Félix Esparza torres
SUPLENTE
i
Ing. Victor Sánchez Peña.
Chapingo Mex., 2 de Julio de 1991
.~
D E D I C A T O R I A S
A M I P A D R E
DONACIANO CALDERON VERA
POR HEREDARME LO MAS VALIOSO QUE EXISTE EN ESTA VIDA, LA EDUCACION
Y POR ENSEÑME A CAMINAR POR ESTE SENDERO.
A M I AD RE
MARINA VERA
SABIRON
POR SER LO QUE MAS QUIERO EN ESTE MUNDO, Y QUE CON ESTO QUISIERA CONPENSAR, PARTE DE LAS LAGRIMAS
QUE POR AMOR DERRAMO POR MI.
A M I S ~ E ~ A U O S
COMO UNA FORMA DE COMPENSAR LAS
CARENCIAS QUE SUFRIERON POR MI
A G R A D E C I M I E N T O
A LA UNIVERSIDAD AUTONOUA CHAPINGO POR DARME LA OPORTUNIDAD DE SER UN PROFESIONISTA.
AL DEPARTAMENTO DE INGENIERIA AGROINDUSTRIAL DE LA UNIVERSIDAD AUTONOMA CHAPINGO, POR EL APOYO RECIBIDO PARA LA REALIZACION DE MIS ESTUDIOS DE LICENCIATURA.
AL INGENIO ATENCINGO POR EL APOYO TANTO MATERIAL COMO POR LA ASESORIA.
A TI PAPA PORQUE TU HAS SIDO MI APOYO MAS GRANDE EN
POR ESTOS SENDEROS, DEJANDOME VOLAR SOLO Y LIBRE PERO SIEMPRE CON TU APOYO Y CONSEJO, POR TODO ESTO NUNCA TE DEFRAUDARE.
TODOS LOS SENTIDOS, Y POR QUE TU ME HAS ENSENADO A CAMINAR
A TI UAUA PORQUE TU DULZURA ES CAPAZ DE DARLE SENTIDO DE VIDA HASTA A EL MAS INSABORO DE LOS MOMENTOS, Y TU NOS HAS' ENSENADO A SONREIRLE A LA VIDA Y A DARLE SU VALOR, AL AMOR, A LA JUSTICIA, AL CARINO, Y A DIOS.
AL DR. RAMON JIMENEZ LARA POR SU APOYO PROFESIONAL Y DECIDIDO PARA ELABORAR EL INICIO DEL PROYECTO Y QUE HOY SE COMVIERTE EN UNA TESIS PROFESIONAL.
AL DR. IGNACIO MENDEZ M I R E 2 POR SU ATINADA ASESORIA PERMANENTE DURANTE LA REALIZACION DE ESTE TRABAJO.
AL M.C. RAUIRO GARCIA CHAVEZ POR EL EMPEÑO PARA DIRIGIR ESTA INVESTIGACION.
A L ING. IGNACIO COBARRUBIAS GUTIERREZ POR LAS OBSERVACIONES Y RECOMENDACIONES A ESTA INVESTIGACION.
AL JURADO REVISOR POR SUS VALIOSAS OBSERVACIONES Y
RECOMENDACIONES.
AL PROF. ROBERTO CAMPANA FERNIOT POR SUS VALIOSAS SUGERENCIAS Y APOYO PARA LA REALIZACION DE ESTE TRABAJO.
AL ING. ARMANDO SANTOS UORENO POR COLABORAR PARA CON ESTA INVESTIGACION.
A MIS HERMANOS JOSE ANGEL, RAMON, POR SU APOYO Y
COMPRENSION.
A LUPITA S. H. POR TODAS ESAS NOCHES DE DESVELO, AMOR Y COMPRENSION.
A MIS COUPaEROS ANOUiANO, JORGE LUIS, FELIPE, -10,
> -
a
. I _
i
R E S U M E N
Este trabajo tuvo como objetivo principal el estudio y
mejoramiento de la clarificación del jugo de caña, ante la
necesidad urgente de competir con los eüulcurantes producto
de la hidrólisis de almidón (no sacarosa). Reduciendo costos
durante el proceso de extracción de azúcar, que se traduce en
disminuir el tiempo d e cocimiento d e l a s masas para cristalización, aumento de la pureza, mejoramiento del color,
así como generar investigación para decidir en un futuro la
posible eliminación de la Última cristalización del proceso
de extracción de azúcar en la etapa de refinación, como una
posibilidad de producir azúcar líquida en todos aquellos
ingenios que estan integrados
refrescantes con alto grado de pureza. Para lo cual se comparó la calidad del jugo clarificado por el proceso
tradiciónal y el jugo clarificado por una técnica de encalado fraccionado con doble calentamiento y adición de fosfatos, evaluando los resultados con las variables: "brix, polaridad,
azúcares reductores, pureza, color y altura de la interfase
antes de clarificar y después de clarificar. Los objetivos a cubrir fuerón, cuál de los dos procesos presenta mejores resultados, cómo afecta el nuevo proceso a las variables
respuestas y cuál es la mejor dósis de fosfatos dentro de l o s tratamientos. Los resultados muestran, que hay diferencias
entre los dos procesos, siendo mejor el proceso del encalado fraccionado con doble calentamiento y adición de fosfatos, porque se obtuvo jugos más claros y brillantes y con mayor a la producción de las bebidas
ii
pureza. También se concluyo, que el mejor tratamiento de
fosfatos es a la dósis de 2 0 0 ppm. de P205, porque a ésta
dósis la altura de la interface es menor que muestrada por
el testigo. Dando como resultado que se tenga mayor disponi-
bilidad de jugo claro listo para decantar, en menor tiempo,
v i i
TOS CON DIFERENCIAS SIGNIFICATIVAS PARA LA
PARTE 3... 9 2
CUADRO N Q 21.- PARAMETROS PARA EVALUAR EL MEJOR TRATAMIENTO
CON LA PRUEBA DE TUKEY PARA LA PARTE 3...
INDICE DE FIGURAS
FIGURA N P 1.- DIAGRAMA DE BLOQUES DEL PROCESO DE ELABORACION
DE AZUCAR...
...
12FIGURA N' 2.- DIAGRAMA DE BLOQUES DE LA ETAPA DE CLARIFICA- CION SIMPLE.
...
2 2 FIGURA Nu 3.- DIAGRAMA DE BLOQUES DE LA ETAPA DE CLARIFICA- CION FRACCIONADA CON ADICION DE FOSFATOS... 23FIGURA N Q 4 . - GRAFICA DE FILTRABILIDAD VS ALMIDON...
..
33FIGURA N o 5.- ESPECTRO DEL JUGO CLARO
...
67FIGURA N P 6.- CURVA DE CALIBRACION...
...
68FIGURA N' 7.- EFECTO DEL CAMBIO DE PROCESO Y LA ADICION DE FOSFATOS EN LA VARIABLE RESPUESTA, 'BRIX...
.
79FIGURA N P 8 . - EFECTO DEL CAMBIO DE PROCESO Y LA ADICION DE FOSFATOS EN LA VARIABLE RESPUESTA, PUREZA....
.
8 2 FIGURA N P 9.- EFECTO DEL CAMBIO DE PROCESO Y LA ADICION DE FOSFATOS EN LA VARIABLE RESPUESTA, POLARIDAD Y AZUCARES REDUCTORES...
83FIGURA N' 10.- EFECTO DEL CAMBIO DE PROCESO Y LA ADICION DE FOSFATOS EN LA VARIABLE RESPUESTA, TRANSMITAN- CIA
...
8 4 FIGURA NQ 11.- EFECTO DEL CAMBIO DE PROCESO Y LA ADICION DE FOSFATOS EN LA VARIABLE RESPUESTA, ALTURA DE LA INTERFACE...
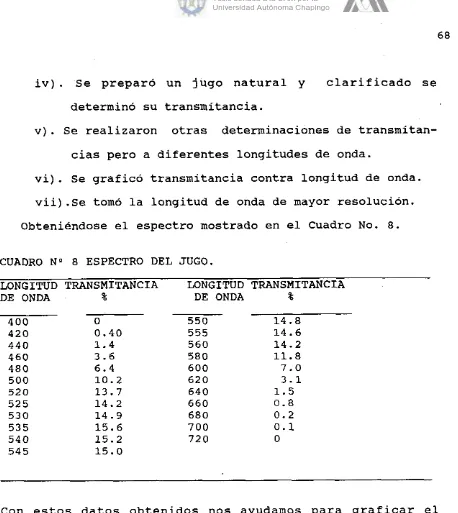
85 [image:7.629.66.551.90.749.2]vi
CUADRO Ns 5.- SUBSTANCIAS MAXIMAS SIN AFECTAR LA SEDIMENTACION
Y LA CALIDAD DEL JUGO...
...
38CUADRO NP 6.- ESQUEMA DEL DISER0 EXPERIMENTAL... 56
CUADRO N P 7.- EQUIVALENCIAS DE FOSFATOS A ACID0 FOSFORICO.... 65
CUADRO N Q 8.- ESPECTRO DEL JUGO...
...
66CUADRO NS 9.- DATOS DE LA CURVA DE CALIBRACION... 68
CUADRO N P 10.- RESULTADOS DE LA EXPERIMENTACION... 75
CUADRO Ne 11.- RESULTADOS DE LA EXPERIMENTACION... 76
CUADRO N Q 12.- RESULTADOS DE LA EXPERIMENTACION... 77
CUADRO N Q 13.- RESULTADOS DE DE LA TABLA DE ANALISIS DE VARIAN- ZA PARA LA PARTE
I...
a 7 CUADRO N g 14.- RESULTADO DE LA PRUEBA DE COMPARACIONES MULTI- PLES DE TUKEY, DONDE SE MUESTRAN LOS TRATAMIEN- TOS CON DIFERENCIAS SIGNIFICATIVAS... aa CUADRO N' 15.- PARAMETROS PARA EVALUAR EL MEJOR TRATAMIENTO CON LA PRUEBA DE TUXEY PARA LA PARTE I... a9 CUADRO N Q 16.- RESULTADOS DE LA TABLA DE ANALISIS DE VA- RIANZA PARA LA PARTE 2...
90CUADRO N E 17.- RESULTADO DE LA PRUEBA DE COMPARACIONES MULTI- PLES DE TUKEY, DONDE SE MUESTRAN LOS TRATAMIEN- TOS CON DIFERENCIAS SIGNIFICATIVAS PARA LA PARTE 2 . . . 91
CUADRO N Q 18.- PARAMETROS PARA EVALUAR EL MEJOR TRATAMIENTO CON LA PRUEBA DE TUKEY PARA LA PARTE 2... 91
CUADRO N* 19.- RESULTADOS DE LA TABLA DE ANALISIS DE VARIANZA PARA LA PARTE 3
...
92CUADRO N P 20.- RESULTADO DE LA PRUEBA DE COMPARACIONES MULTI-
PLES DE TUKEY, DONDE SE MUESTRAN LOS TRATAMIEN-
.
.
_.
V
fosfórico
...
635.1.1.4 Readaptación del método propuesto por (ICUMSA) para la medición de color para jugos obscuros
...
675.1.1.5 Etapas del experimento
...
715.2. Materiales reactivos, y equipo
...
745.2.1. Materiales
...
745.2.2. Reactivos
...
74VI
.
RESULTADOS...
76VI1
.
ANALISIS Y DISCUSION DE LOS RESULTADOS...
8080 7.1 Interpretación de graficos
...
7.2 Análisis estadístico...
847.2.1. La primera parte
...
847.2.2. La segunda parte
...
92'7.2.3. La tercera parte
...
93VI11
.
CONCLUSIONES...
97IX
.
RECOMENDACIONES...
99X
.
BIBLIOGRAFIA...
100 [image:9.627.55.579.29.771.2]INDICE DE CUADROS CUADRO NO 1.- ESTADISTICAS AZUCARERAS
.
(ZAFRA 1981 A 1989)....
5CUADRO NP 2.- TIEMPOS PERDIDOS Y PERDIDAS DE SACAROSA (ZAFRA 1981 A 1989)
...
5CUADRO N' 3.- COMPOSICION PROMEDIO DE LA CANA DE AZUCAR
..
7CUADRO N Q 4.- CARACTERISTICAS DE DOS TIPOS DE AZUCAR
...
30a
.
.--
.
.
iv
111. JUSTIFICACION Y O W E T I V O S . . . 46
3.1. Justificación
...
463.1.1 Privatización de los ingenios en México... 46
3.2. Planteamiento del problema
...
483.3. Objetivos
...
483.3.1. Objetivos generales
...
483.3.2. Objetivos particulares
...
483.4. Hipótesis
...
49IV. MATERIALES Y METODOS...
...
504.1. Desarrollo del proyecto
...
504.1.1. El proceso del encalado fraccionado con doble calentamiento y adición de fosfa- tos
...
504.1.2. El proceso del encalado Simple en frío.. 51
4.2. Diseño experimental para mejorar l a clarificación. 52 4.2.1. Diseño experimental
...
53V. METODOLOGIA EXPERIMENTAL...
...
605.1. Cálculos y étapas del trabajo de experimentación.. 60
5.1.1. Cálculos preliminares
...
605.1.1.1. Cálculos de la mezcla agua-cal para preparar la lechada de cal a 5' Be... 60
5.1.1.2. Cálculo de la densidad del H3P05, utilizado en el ingenio
...
635.1.1.3. Calculo de l a s partes por millon de
pentóxido de fósforo de (P205)
contenidas en la solución de ácido
iii
C O N T E N I D O
I
.
INTRODUCCION...
1I1
.
ANTECEDENTES...
32.1. Situación actual de la industria azúcarera Méxicana
..
2.2. Descripción general del proceso de elaboración de azú-
car
...
2.2.1. Características de los componentes no
azúcares del jugo de caña
...
2.2.2. Propiedades de la sacarosa
...
2.2.3. Proceso de extracción de azúcar
...
2.3. La clarificación y los diferentes procedimientos de defecación en la purificación del jugo
...
2.3.1. Las etapas de la clarificación
...
2.3.2. Procedimientos de defecación
...
2.3.2.1. Encalado en frío
...
2.3.2.2. Encalado fraccionado con doble calen-
tamiento
...
2.3.2.3. Procedimiento de java
...
2.3.2.4. Clarificación compuesta
...
2.3.3. Clarificación con ácido fosfórico
...
2.3.4. Sulfitación
...
2.3.5. La calidad del azúcar crudo y el proceso de
refinación
...
2.4. Importancia del encalado fraccionado en la optimi-
zación, y control de procesos
...
3
6
8
1 0
11
18
20
21
22
2 2
25
25
27
28
30
43 Tesis donada a la UAM por la
dió la concentración de azúcares reductores, la concentra-
ción de sacarosa
,
color del jugo clarificado y pureza delguarapo. De tal manera que esta investigación pueda reflejar
un mejoramiento en el proceso de la clarificación, que coad-
yuve en el mejoramiento de las operaciones subsiguientes,
principalmente en el proceso de refinación durante la étapa
de filtración.
I. I N T R O D U C C I O N
Data de cientos de años la tecnologia química del
proceso de clarificación del jugo de caña de azúcar. Año,
tras año ha evolucionado sobre la base de las investigacio-
nes con el objeto fundamental de lograr un proceso con alto
rendimiento y mínimo costo. Esto se hace indispensable
ante el sinnúmero de problemas que presenta la industria
azucarera y a los que estará expuesta en un futuro no muy
lejano, si esta agroindustria no se moderniza, haciendo más
productivo los sectores involucrados en ella: campo, fábrica y mercado. Así es como se ve la necesidad de desarrollar y
evolucionar la tecnología de estas empresas haciéndolas
eficientes al máximo posible.
Por lo tanto la investigación en la agroindustria azucarera
mexicana es necesario orientarla entre otras áreas, a la
eficientización de las operaciones y procesos que carateri-
I
I
I
z a n la tecnologia azucarera.
Este trabajo se enfoca como una alternativa que
contribuya en l a evolución y mejoramiento de la eficien-
cia de l o s ingenios. La investigación se enfoca a lograr una mejor clarificación, mediante el estudio del encalado
fraccionado con doble calentamiento, auxiliado por la adi-
ción de pentóxido de fósforo como un mejorador de la defeca-
ción. Este estudio se realizó controlando los principales
factores de que depende el proceso (pH, temperatura, tiempo de contacto y Mezclado). Para evaluar los resultados se mi-
11. ANTECEDENTES.
2.1. SITUACION ACTUAL DE LA INDUSTRIA AZUCARERA MEXICANA.
La trayectoria emprendida por la Política Económica ha
favorecido, sin duda alguna, al sector industrial manifes-
tad0 fundamentalmente en
un
desarrollo tecnológico polariza-do ajeno a las necesidades del medio rural, ocasionando que
los objetivos de autosuficiencia alimentaria y elevación del
nivel económico de la población, aun, no se hallan cumplido.
En base a esta situación es necesario establecer
e iniciar un programa agroindustrial que funcione como un
proceso integrador a través de la modernización y adaptación
de sus operaciones unitarias de las plantas agroindustria-
les, con baja eficiencia, existentes.
Dentro de este contexto industrial donde se encuentra
la agroindustria cañera se ha iniciado este proceso de re-
conversión sobre la Industria Azucarera; iniciativa encami-
nada hacia su redimensión conforme a las necesidades econó-
micas globales y tratando de impulsar su diversificación.
Luego entonces, esta modernización y adaptación de empresas
azucareras debe estar acorde a la transformación tecnológica
exigiendo modificaciones en l o s aspectos de administración y operación, por tanto, el principal desafio para estas agro-
industrias mexicanas consiste en la formación y aplicación
de estrategias eficaces y equilibradas de cambios estructu- rales que repercutan en un buen avance a través de mejoras
yores utilidades, para todos los sectores involucrados: productores de caña, industriales y consumidores.
La importancia vital que tiene la Agroindustria
azucarera en la economía mexicana es inobjetable, ya que a-
demás de producir un alimento básico para el pueblo, de ella dependen, en forma directa, mas de 300,000 personas entre
campesinos, obreros, transportistas, técnicos y profesiona-
les. (Azúcar s.a. 1987).
En el siglo actual, la Industria Azucarera resistió la
gran depresión económica del primer tercio del siglo después
del reparto masivo de tierras.
En el despegue de la industria azucarera nacional se
enmarcaron una serie de actividades de campo, fábrica y ad-
ministrativas cuya trascendencia socioeconómica la hicieron
una de las más importantes del pais, ya que su incremento ha sido gradual, atravesando etápas criticas como la compra de
esta por el estado y ahora l a reprivatización y desincorpora-
ción de los ingenios azucareros. El desarrollo logrado en
los últimos años ha dado los resultados que se muestran en el Cuadro N * 1.
Actualmente se ha avanzado en la solución de la proble- mática en la industria de azúcar, el tiempo perdido pasó de
35.61% en 1980 a 26.903 en 1989, las pérdidas de sacarosa pasaron de 2.99 en 1980 a 2.7 en 1989 (S.P.P. Desarollo ope-
rativo: azúcar, S.A. 1989). Como se muestra en el Cuadro
N' 2.
CUADRO N o 1 Estadisticas Azucareras. ( z a f r a 1981 a 1989)
RENDIMIENTOS
Período Superficie Azúcar
cosechada Producido Campo Fábrica Azúcar (Has.) (Ton) (Ton/ha) % (Ton/ha)
1980-1981 1981-1982 1982-1983 1983-1984 1984-1985 1985-1986 1986-1987 1987-1988 1988-1989 439 317 454 866 478 980 494 486
518 136
543 061
575 344
561 384
541 886
2 366 973
2 677 255
2 892 259
3 045 200
3 227 556
3 691 102
3 713 845
3 591 652
3 467 893
65.30 69.90 68.40 70.30 68.90 74.30 71.90 66.34 65.58 8.25 8.42 8.90 8.76 9.00 9.14 9.05 9.64 9.75 5.39 5.89 6.04 6.16 6.23 6.80 6.51 6.39 6.39 I
RENTE: S.P.P., Aárar. C. A., 1%’.
CUADRO N Q 2 Tiempos perdidos y pérdidas de sacarosa
( z a f r a 1981 a 1989).
Periodo Tiempo Perdido Pérdidas de Sacarosa
1980-81 35.65 2.99
1981-82 39.05 3.02
1982-83 33.63 2.90
1983-84 29.43 2.83
1984-85 29.94 2.66
1985-86 30.04 2.57
1986-87 26.30 2.70
1987-88 26.93 2.61
1988-89 26.90 2.70
Paralelamente ha tomado auge el desarrollo de
productos sustitutos del azúcar, el más importante del
mercado norteamericano son los jarábes '*fructosados*' a base
de almidones de maíz, otros cereales y tubérculos. Para 1974-
1976 su producción equivalía a sólo 700 mil toneladas de
azúcar en tanto, para 1985 ésta aumentó a más de 5.5 millones
de toneladas. Existen otros sustitutos potenciales de
sacarosa de origen sintético como el aspartame de nombre
comercial Canderel, Etqual, Sucrandel y sacarina (Departmento
de Agricultura U.S.A. 1990, y Mercado de Valores, 1987). Es
asi como l o s sustitutos del azúcar y edulcorantec no calóri- cos crece cada vez más, a pesar de que continua dominando el
consumo de azúcar-sacarosa proveniente de caña o remolacha
(Earley, T 1980).
Debido a la importancia que adquiere cada día los
sustitutos del azúcar, se hace mas relevante la necesidad de
optimizar el proceso de obtención del azúcar a partir de caña
o remolacha, para estar en condiciones de ofrecer un producto
m á s a t r a c t i v o d e s d e el punto d e vista d e mercado.
2.2. DESCRIPCION GENERAL DEL PROCESO DE ELABORACION DE
AZUCAR.
Durante el proceso general es necesario mantener el
contenido de sacarosa en los jugos y meladuras; ya que la
eficiencia técnica del proceso depende básicamente del azú-
car recuperada en forma cristalizada. En este sentido, el
proceso industrial del azúcar es bastante complejo por la
gran cantidad de operaciones unitarias que implica, además
del control y de la optimización para lograr mayores rendi-
I
7
mientos. Entonces el desarrollo y explicación del proceso se
enfocará a poner de manifiesto aquellos factores que influ-
yen sobre la calidad y recuperación del azúcar. Así pues es
necesario conocer las propiedades físicas y químicas de la
sacarosa, ya que el conocimiento y caracterización plena de
este edulcorante sentará las bases para comprender su proce-
so de elaboración, Propiedades de los jugos y su efecto en
el proceso de elaboración del azúcar:
CUADRO No. 3. COMPOSICION PROMEDIO DE LA CAÑA DE AZUCAR.
Componente Proporción ( % )
...
Agua 73.00
Cenizas ( Oxidos de Si, K, Na, Ca, Mg,
Fe, P, S y C1 ) 0.50
Fibra (Celulosa, pentosana, gomas) 12.00
Azúcar 13.50
Sacarosa
Dextrosa
Levul osa
Cuerpos nitrogenados
Grasas y ceras
Acidos orgánicos libres
Acidos combinados
Pecticas (gomosas )
12.00
0.90
0.60
0.40
0.20
0.08
0.12
0.20
M E : Heot, E., IW.
2.2.1. Características de los componentes azucarados
del
jus0 de caña:Los ácidos orsánicos no nitrogenados de l o s jugos se encuentran en concentraciones relativamente bajas, sin em- bargo, tienen gran importancia durante el proceso de clari-
ficación y constituyen una limitante en la recuperación de
azúcar ya que probablemente intervienen en la formación de
sustancias melacigénicas no naturales. Abunda el ácido aco-
nitico y junto con el ácido oxálico se ha relacionado con la
formación de incrustaciones en la superficie de calentamien-
to de los equipos de la fábrica. Durante el procesamiento
de jugos pueden generarse ácidos por la acción del calor so-
bre los azúcares reductores, en particular sobre la levulosa cuando los jugos no tienen un adecuado tratamiento de cal
(Hugot, E. 1977).
Los comtnestos nitrosenados presentes en el jugo
afectan la clarificación, el contenido de éstos depende de
la variedad de caña, método de cultivo y fertilización y ,
severidad de molienda. Las proteínas tienden a precipitar
con el calentamiento y l o s aminoácidos y amidas tienden a formar sales de calcio. (Garcia, L.R., 1983).
Para eliminar proteínas (albúminas) es necesario dar un
tratamiento t é m i c o en los jugos antes de agregar cal porque estos no coagulan en jugos alcalizados ya que el punto isoe- léctrico se ubica a pH de 5.5 Se presume que los aminoaci- dos actúan sobre l o s azúcares reductores a través de la rea-
cción de Maillard. En la actualidad para separar aminoácidos
y amidas se emplean resinas de intercambio iónico (Hugot, E. 1977).
Las celulosac
, -
,
Dectinas ylicrninas
dis-persas o disueltas en los jugos pueden interferir en los
procesos de extracción, clarificación y cristalización del
azúcar. (Garcia, L.R., 1983).
Las pectinas tienden
a
gelificar las soluciones azu-caradas principalmente en presencia de calcio y por tanto
aumentan la viscosidad de la mezcla dificultando el proceso
de cristalización de azucar. Empero a un pH de 8.8 se elimi-
nan la mayor parte de las sustancias pécticas. (Hugot, E.
1977).
~l almidon se encuentra en pequeñísimas cantidades,
pero se gelatinizan con el calentamiento aumentando notable-
mente la viscosidad, esta situación causa grandes problemas
durante la cristalización, ya que hace a la masa cocida muy
viscosa y dificil de manejarla; además separa las moléculas
de sacarosa de l o s núcleos de cristalización: en fin la cristalización se hace muy lenta ocasionando mayores costos
de produccion. (Garcia, L.R., 1983).
LOS taninos y pimentos afectan en el proceso causan-
do oscurecimiento el cual se previene utilizando bióxido de azúfre. Las antocianinas, además, reaccionan con el hierro
que se desprende de los molinos causando coloraciones en los
jugos (Hugot, E., 1977).
Las sustancias inoraánicac como álcalis (K20,Na20),
el hierro y sulfatos causan incrustaciones en las superfi-
I
-10
c i e s d e calentamiento. ( H u g o t E. 1977).
Los fosfatos (P2O5) tienen gran importancia durante
la clarificacion del guarapo, porque reacciona con la cal
formando fosfatos de calcio insolubles que al parecer son
los principales agentes purificadores. (Garcia, C. 1983).
2.2.2. ProDiedades de la sacarosa:
Hidrólisis de la sacarosa: La sacarosa disuelta en pH
ácido o presencia de enzimas se hidroliza en D-Glucosa y D-
Fructosa es decir, se obtiene un azúcar invertido. El por- centaje de sacarosa invertida se incrementa en forma consi- derable cuando en el sistema aumenta la temperatura y se re-
duce el pH.
Descomvosición alcalina de las soluciones azucaradas:
La sacarosa se descompone cuando, en solución, se calienta
en pH alcalinos generando sustancias que dan un color café
intenso. La descomposición mínima de sacarosa tiene lugar a
un pH de 9.0 y las perdidas de sacarosa por cada hora de co-
cimiento a presión normal son de aproximadamente de 0.05 %
.
En general, pH ácidos causan inversión del azucar y pH ai- calinos causan descomposición del azúcar (formación de
ácidos ) y generan coloraciones cafés.
Formación Dextranas: Las dextranas se forman por ia
acción bacteriana, son polisácaridos de D-Glucosa. Conforman
una masa gelatinosa que puede bloquear los filtros y retar-
dar la cristalización de azúcar porque incrementa considera-
blemente la viscosidad de las soluciones de sacarosa. Estos
microorganismos se controlan con bióxido de azúfre y las
dextranas se remueven con cal.
Solubilidad: Es muy soluble en agua y ésta aumenta cuan-
do se incrementa la temperatura. La solubilidad de la sacaro-
sa cambia con la presencia de sales y la temperatura del
sistema, con frecuencia pequeñas cantidades de sales dismi
nuyen la solubilidad de la sacarosa y grandes cantidades la
aumentan.
Viscosidad: En soluciones azucaradas la viscosidad au-
menta con la concentración, al principio este aumento es
lento y después cada vez más rápido; la alcalinidad de jugos
causa un fuerte aumento en la viscosidad, esta propiedad
tiene importancia práctica sobre el efecto en el flujo de
fluidos
.
Tensión Superficial: La tensión superficial aumenta a
medida que aumenta la concentración de la solución.
Elevación del Punto & Ebullición: Esta propiedad co-
ligativa disminuye a medida que baja la presión y aumenta
cuando la pureza disminuye. Así a determinada pureza y pre-
sión esta propiedad es proporcional a la cantidad de sólidos
d i s u e l t o s p o r c a d a 1 0 0 partes d e agua.
2.2.3. Proceso & extracción & azúcar: (Garcia L. R. 1983)
El proceso de elaboración de azúcar se resume en la
figura No. l., que consiste de las operaciones siguientes:
RECEPCI0N.-La caña se recibe en el área de "batey", la
cual consta de básculas, grúas, volteadores, patio de alma-
cenamiento, mesa alimentadora, conductores de caña, nivela-
1---
12
doras, y cuchillas picadoras. Su función consiste en recibir
la caña cortada, pesarla prepararla para la molienda y abas-
tecer continuamente los molinos. En esta etapa es necesa- rio vigilar que se reciban cañas viejas, dañadas e inmaduras,
tratar de planear, programar el abastecimiento de los esti- bados para evitar pérdidas por inversión o descomposición de
sacarosa y que ademas podrían perjudicar el proceso.
I
V
CRISTALIZACION
-
Fig. No 1. Digrama de bloques del proceso de extracción de azúcar.
F U E N T E : Información directa i n g e n i o Atencingo, 1989.
EXTRACCION DE JUGOS.-Esta operación se efectúa en el
departamento de molinos denominados baterías o "tándem". Así
su principal objetivo es extraer la mayor cantidad posible de sacarosa contenida en la caña y enviar el bagazo con poca
humedad; para el logro de éstos propósitos se debe conside-
rar lo siguiente:
A mayor contenido de fibra el coeficiente de extracción
es menor para un coeficiente de molienda determinado. El
grado de preparación de la caña debe ser tal que se rompan
al máximo las células sacaríferas para facilitar por tanto
la extracción y trabajo de l o s molinos. La capacidad de mo-
lienda depende de las dimensiones del molino y de la canti-
dad de fibra presente en la caña. (Hugot, E. 1 9 7 7 ) .
Para facilitar el proceso de extracción es necesario
adaptar un sistema de lavado o imbibición utilizando agua en
el último molino y en los primeros jugos ricos en sacarosa. La imbibición se usa en todos l o s tttamdem” y consiste, en
aplicar agua o jugo diluido sobre el bagazo antes de que és-
te sea exprimido por las masas de los molinos. Por tan-
to, la imbibicion depende de la cantidad de distribución de
este sistema y de la temperatura del agua empleada. Un
alto contenido de humedad en el bagazo puede causar
atascamiento en los molinos, así la temperatura del agua y
jugos no debe exceder de 7ü’C ya que se corre el riesgo de
que las ceras propias de la caña se mezclen en l o s jugos. CLARIFICACI0N.- El jugo mezclado extraido en los mo-
linos contiene muchas impurezas que deben eliminarse median-
te la clarificación.
La clarificación del guarapo incluye los siguientes
tratamientos:
SULFITACION. La sulfitación se realiza para eliminar
sustancias colorantes mediante la acción del bioxido de azu-
fre ( S O z ) sobre l o s jugos para elaborar el azúcar blanco es-
ta operación tiene la finalidad de convertir las sales del
jugo en sulfitos insolubles fácilmente decantables, reducir
su viscosidad y aminorar la formación de color durante la
evaporación y la cristalización.
ALCALIZACION. Se emplea para neutralizar la acidez del
gánicos y coagular materias en suspensión facilitando su se-
paración por espumación o por decantación. Es muy importante
utilizar buena calidad de cal ya que de esta depende el ta- .
maño y el tipo de flóculo, velocidad de asentamiento, clari-
dad del jugo decantado y el grado de incrustaciones de las
s u p e r f i c i e s d e calefacción.
CALENTAMIENTO: el tratamiento térmico de l o s jugos con-
tribuye en la separación de las impurezas de éste, este
tratamiento se efectua en intercambiadores de calor. la tem-
'peratura de trabajo oscila entre 85-105°C ya que a temperatu-
ras cercanas del punto de ebullición se obtienen buenos re-
sultados porque la viscosidad del jugo disminuye al máximo
facilitando la decantación.
DEcANTACION.- separa l o s lodos o cachasas por grave-
dad (precipitación) y baja velocidad del jug0 clarificado.
cuando la decantación ha concluido se observan tres capas en
el clarificador (de arriba a abajo): espumas, jugo Clarifi-
cado y lodos. para facilitar la operación puede agregarse
floculante. Filtración de lodos: la cachasa al final de la
decantación tiene gran cantidad de agua y del 4-12% de saca- rosa, por ello es necesario efectuarle una operación de fil-
tración al vacio en elementos rotatorios. El jugo obtenido
se pasa al tanque de alcalinización y los lodos agotados se
desechan o se pueden emplear como fertilizantes.
EVAPORACION: El jugo clarificado obtenido contiene
aproximadamente 85-88% de agua y 12-15% de solidos, siendo
necesario eliminar la gran cantidad de agua mediante la con-
I
centración del jugo (meladura) en evaporadores de múltiple
efecto a una concentración de solidos máximo de 60 'brix, este procedimiento de vaporización en múltiple efecto impli- ca una economia de vapor pero se traduce en una reducción en la capacidad de evaporación conforme se incrementa el
número de cuerpos. La operación del sistema de evaporación se
ejecuta por diferencias de presión en los diferentes cuer-
pos: y considerando los vapores del último cuerpo para
generar el vacio mediante el auxilio de una bomba para
desalojar l o s gases incondesables o bien con eyectores
(arrastre de vapor o de agua). La descarga de l o s conden- sados se realiza a través de una columna barométrica.
El régimen de trabajo de los evaporadores depende de su capacidad y condiciones de operación: Este equipo trabaja
con vapor a 15 psia en el intercambiador y 15 'Bx en los ju-
gos. Mas explicitamente el primer efecto y el intercambiador
del segundo cuerpo funcionan a presión, asi los valores de-
crecen y los de vacio aumentan con la finalidad de apro-
vechar al máximo la energia del vapor; l o s valores de opera-
ción del cuerpo corresponden a los intercambiadores del
efecto siguiente, la temperatura de evaporación va decre-
ciendo conforme se incrementa el vacío de los cuerpos y ,
por tanto, la concentración de la mezcla va aumentando de un cuerpo a otro. Normalmente se utilizan las series de triple
y cuádruple efecto.
CRISTALIZACI0N.- Los jugos concentrados o meladuras de-
ben tratarse térmicamente y en forma mecánica, proceso
--
--I__
1 6
ximo azúcar posible de la meladura en forma de cristales.
Esta operación se logra en evaporadores de simple efecto o
'*tachosl*
.
Por lo general estos evaporadores trabajan al va-cío para lograr la cocción de la masa a temperaturas más ba-
jas (se reduce el punto de ebullición) y existe por tanto,
menos destrucción de azúcares y mejor aprovechamiento del calor necesario para la sobresaturación del material y per-
mitir la cristalización.
La cristalización se presenta en las soluciones sobre-
saturadas como resultado natural de su estado inestable; así
la sobresaturación puede aumentarse en una solución por eva-
poración o por enfriamiento.
En la práctica la cristalización se realiza por ensemi-
llamiento (introducción de núcleos de cristalización). La
operación de tachos permite obtener mezclas o masas cocidas
de 92-96'Bx con 8-14 % de humedad en régimen de presión de
vapor de 12-15 psia y de 22-24 mm Hg de vacío en el cuerpo.
Las masas cocidas se pasan a las centrífugas, manteniéndolas
a 60-70°C (igual que en la simple evaporación) para faciii-
tar su manejo.
CENTRIFUGACI0N.-E1 área de centrífugas trabaja las ma-
sas cocidas con la finalidad de separar los cristales de
azúcar de l a s mieles mediante la acción de la fuerza centrí- fuga. Las condiciones óptimas de operación de las cen-
trífugas se han definido por la magnitud de la fuerza cen- trífuga, tiempo de giro, cantidad de agua de lavado y pureza del azúcar resultante. Entonces el rendimiento de esta ope-
ración depende de la capacidad de la canasta, duración del
ciclo y calidad de la masa cocida.
Es recomendable trabajar las masas cocidas en la cen- trifugas a la temperatura de saturación de la mezcla de
aguas madres para facilitar la operación de separación del
licor intersticial (mieles ) del azúcar cristalizado, debido
a que este liquido tiene en estas condiciones una viscosidad
minima.
Debe evitarse la obstrucción del revestimiento de la
centrífuga con cristalizaciones del azúcar (aglomerados), y
la centrifugación no debe prolongarse antes del lavado. Se
refiere que el lavado se efectue cuando se ha centrifugado
el 70-80% de la miel madre.
Los cristales separados se descargan en un conductor
para enviarlos al secador. Las mieles obtenidas de acuerdo a
su calidad y tipo de templa retornan a los tanques de cris- talización respectivos para que cristalicen nuevamente y se
agoten de sacarosa. Generalmente un tipo de mieles se agotan
en los cristalizadores y se destinan al 'I mingler It donde se
prepara el magma para ensemiliamiento y por tanto resultan
mieles difíciles de cristalizar por lo cual se almacenan en
depósitos y/o se destinan a la fabricación de alcohol, pro-
ductos fermentados o alimentos balanceados.
La recirculación de mieles por agotamiento causa mayor
coloración y altas cenizas en el producto final.
SECADO.- El azúcar se transporta mediante bandas de
canjilones y se recibe en una tolva dosificadora del seca-
---
1 8
El secador-enfriador es un cilindro rotatorio ligera-
mente inclinado para facilitar la descarga de azúcar, en el
interior se manejan dos temperaturas:una de calentamiento y
otra de enfriamiento, ubicadas en secciones diferentes y
existen aspas que obligan al azúcar a caer en cascada. La
temperatura del interior no debe exceder a los 1 0 0 ° C y en el
enfriador debe reducirse hasta 4 5 ' C o menos. El azúcar
finalmente es conducida hacia una zaranda mecánica y un
cribado para desterronarla y pasarla a la tolva de envase.
ENVASE.- El azúcar se somete a una clasificación por
calidad colorimétrica y se deposita en tolvas. Se procede al envasado en costales de plástico de 50 Kq. mediante el em-
pleo de básculas automatizadas con mecanismos electromaqne-
ticos y neumáticos. Después pasan a una máquina de Costura
en cadena con hilo de algodón.
Posteriormente l o s sacos con azúcar se transportan a la bodega de almacenamiento mediante bandas y elevadores para estibaje. Las estibas deben tener buena ventilación y es ne-
cesario un estricto control contra plagas, humedad, calor y
contaminaciones.
2 . 3 . LA CLARIFICACION Y 10s DIFERENTES PROCEDIMIENTOS DE DEFECACION EN LA PURIFICACION DEL JUGO.
Para purificar el Jugo, se han ensayado centenas de produc-
tos, pero. A la fecha solo cuatro tienen importancia indus- trial :
1 ) . La cal, cuyo tratamiento se ha denominado como
defecación universal basico.
2). El bióxido de ázufre, SO2: Sulfitación
3 ) . El pentoxido de fósforo, P205: Fosfatación
4). El bióxido de carbono COS: Carbonatación.
La defecación en el proceso de clarificación es un paso
importante que consiste en la formación y adicion de una le-
chada de cal a l jugo. Esta lechada de cal se mezclará en se-
guida en el jugo, y de esta manera su difusión será más rá- pida y su acción mas regular. La lechada de cal se fábrica
de 15' Bé, a 20°C Be porque más arriba las bombas y tuberias
se taponean.
La solubilidad de la cal en el jugo aumenta con el por-
ciento de azúcar y disminuye con la temperatura. A 80°C en un jugo que contenga del 10 al 12 % de azúcar, se disuelve del
0.25 a 10.30% de CaO. (Honing, P. 1977)
Los ácidos orgánicos del jugo se eliminan porque sus sales de calcio son insolubles (Acido tartárico, Acido oxálico, y
las materias albuminoideas se cuagulan. Una parte de las
materias pécticas y de l o s materiales colorantes se des-
truyen o se isolubilizan.
El objetivo de la purificación como una parte de la
clarificación es la separación de l o s no azúcares inorgáni- cos.
La naturaleza misma de la separación de los no azúcares
ha hecho posible realizar la purificación de l o s jugos de
caña de un modo simple, por medio de la neutralización de
'
-20
7 y 8 . Esto da por resultado que se precipiten los fosfatos inorgánicos y gran porcentaje de los no-azúcares inorgánicos
restantes tales como los sesquióxidos y el ácido silicic0
teniendo estos precipitados una acción absorvente sobre
ciertos no azúcares disueltos o en estado coloidal. Estos no
azúcares pueden ser eliminados, conjuntamente con el preci-
pitado formado, en combinación con los sólidos en suspensión
el bagacillo. Esto ha hecho el desarrolo de una técnica
"standard" para la purificación del jugo de caña que consiste
en un proceso de alcalización, junto con un calentamiento del
jugo encalado, seguido de un proceso de asentamiento con
decantación del jugo clarificado, después de la concentración
puede utilizarse en la fabricación de un azúcar crudo, el
azúcar mascabado que es usualmente la materia prima para las
refinerias.
2 . 3 . 1 . m ETAPAS CLARIFICACION.
A) La separación de las impurezas que están en suspen-
sión en jugos de l o s molinos (tamizado, flotación, asenta- miento, sedimentación o centrifugación).
B) El calentamiento de l o s jugos que ha eficientizado la
clarificación.
C) El uso de la lechada de cal y la preparación de ésta
a una densidad constante, a cantidades y medidas conocidas.
D) La introducción de modernos sistemas de control con el objeto de determinar el punto final del proceso de
clarificación (Honing, E. 1977).
2.3.2. PROCEDIMIENTOS DE DEFECACION.
Los procedimientos de defecación mas comunes son los
siguientes:
2.3.2.1. Encalado en frio. El guarapo que viene de l o s
molinos tiene, generalmente, un pH cercano a 5.5. Se alcali- za hasta un pH igual a 7.2, pero puede llegarse, en ocasio-
nes hasta un pH igual a 8.3. y se le envia entonces:
a).A las defecadoras que son tanques de doble
fondo calentados con vapor directo en l o s que la
temperatura sube a 97°C. En este momento empiezan a formarse
burbujas de vapor que suben a la superficie llevando con
ellas partículas de bagazo y una parte del precipitado ya formado. El resto se asienta lentamente y cae después de
cierto tiempo al fondo de la defecadora formando "cacha-
zasIg que corresponden al 10 o 20% de la altura del líquido.
b).A los calentadores en los que la superficie de calefacción debe ser suficiente para hacer que el guarapo
llegue al punto de ebullición durante su paso, es decir, a
101°C como mínimo, por seguridad se procura llegar a 103 o
105"C., enseguida el jugo va a los decantadores que son sim-
ples tanques donde el jugo se deja el tiempo necesario para
decantarse (decantadores discontinuos), o a grandes depósi-
tos que atravieza lentamente para no dificultar la decanta-
ción (decantadores continuos). (Honing, P.,1977)
El jugo decantado tiene un pH variable que es del
e n t r a d a
J u g o
!
[image:33.626.104.533.54.682.2]1
FIGURA
No,
2
DIGRAMA D E BLOQUES D E L FiREf4
DE
CLARIFICACION (Encalado
s i M p l e
o
en
friol
Tesis donada a la UAM por la2.3.2.2. Encalado fraccionado y doble calentamiento.
El encalado fraccionado como su nombre lo dice difiere del encalado simple porque se efectua un encalado fraccionado
y dos calentamientos como se describe en seguida:
Encalar el jugo frío hasta un pH de 6.2 a 6.4.
Calentar hasta la ebullición.
Reencalar hasta un pH de 7.6 a 8.2.
Calentar nuevamente hasta la ebullición.
Dejar decantar.
Los niveles de pH. indicados corresponden, aproximadamente
a la adición de 1/3 de cantidad total de cal en el primer encalado (preencalado) y 2/3 en el segundo encalado o
encalado propiamente dicho.
El preencalado puede llevarse hasta un pH de 6.6, pero
no debe pasarse de este punto, en la mayor parte de los ca- sos generalmente un pH de 6.3 es satisfactorio.
El primer calentamiento puede detenerse a 93'C. Para ma-
yor seguridad es conveniente llevarlo hasta 105°C.
El segundo encalado puede llevarse más alla de 8.2,
pero el valor óptimo se mantiene, en general, cerca de 7.0.
si se encala a 8.4 el jugo defecado permanecerá alcalino,
lo que implica un pH de 7.2 a 7.4.
El segundo calentamiento debe, necesariamente, pasar de
la temperatura de ebullición, es bueno llevarlo hasta 105'C
para no arriesgarse a caer abajo de 101°C.
El pH final del jugo decantado debe ser de 6.8 a 6.9,
!
FIGURA
No,
2, DIGRAMA DE BLOQUES DEL
AREA
DE
CLARIFICACION
(Encalado fraccionado con
doble calentamiento
y
adicion de fosfatos
1
Ventajas: Este procedimiento tiene sobre el encalado en
frío las ventajas siguientes:
a ) . Se obtienen menos espumas.
b). El jugo claro es mucho mas brillante.
c). La cachaza filtra mejor y produce tortas secas y poro-
sas.
d). Los coloides nitrogenados se eliminan en una gran
porción: alrededor del 8 0 % en lugar del 50%.
e). Las ceras se eliminan en una mayor proporción: 90% en
lugar de 70%. (Hugot, E. 1977)
2.3.2.3. Procedimiento de Java. A continuación se dá, del Dr. Honig (ISJ, 1940, Pag. 34) un procedimiento que en 1939 se generalizaba en java:
Preencalado del jugo entre un pH de 6.0 y 6.6.
Separación del jugo encalado en dos partes:
a. 40% encalado en frío a un pH de 9.5.
b. 60% calentado.
Mezcla de las dos porciones, la que da un pH de 7.6 a 7 . 8 y
una temperatura de 65 'C.
2.3.2.4. - C comwuecta. Esta clarificación
consiste en la separación del guarapo en dos partes:
a).El jugo primario o guarapo de presión seca dado
por la desmenuzadora y / o el primer molino.
b).El jugo secundario formado por el jugo de presión humeda, dado generalmente, por el segundo molino en el
La clarificación compuesta consiste en tratar separada-
mente estas dos categorias de jugo que presenta las siguien-
tes diferencias.
a). El jugo de presión seca es más denso mientras que
el jugo de presión humeda contiene la mayor parte de agua de inbibición.
b). El primer jugo extraido es mas puro. se sabe en e-
fecto que los jugos se decantan tanto mas fácilmente cuando su densidad es mas débil. Cada una de las dos clases de jugo
se encala y se calienta: el jugo primario se encala a pH 7.0
a 7.4 calentando a 105 " C y se decanta. El jugo secundario se
encala a pH 7.8 a 8.8 calentando a 105 " C y se decanta.
El jugo claro obtenido por el clarificador primario,
va a la fabricacion a un pH de 6.8 a 7.1. Las espumas prima-
rias van al alcalizador secundario. El jugo claro dado por
el clarificador secundario va al alcalizador primario (doble alcalización) su pH es de 6.8 aproximadamente, con su res- pectivo doble calentamiento.
Ventajas. Este procedimiento tiene sobre la clarifica-
ción simple las siguientes ventajas.
a).-Eliminar los coloides completamente 30 a 37% en
lugar de 18 a 23%.
b).-Incremento de pureza +1.5 a f 1 . 9 en la clarifica-
ción compuesta en lugar de -0.3 a
+
1% para clarificaciónsimple. (Hugot, E. 1977)
Reacción del jugo defecado.
..
T- b ..- ~
26 Tesis donada a la UAM por la
La acidez o la alcalinidad final del jugo defecado que va a evaporación es de interes, Cuando se desea obte-
ner azúcar blanca, debe buscarse un jugo defecado ácido y mantener su pH entre 6 . 4 y 6.6.
Cuando sólo se desea azúcar crudo puede dejarse lige-
ramente alcalino con un pH entre 7.1 y 7.5 para evitar el
riesgo de inversión que puede ocurrir en jugos con pH de
6.5. Por el contrario, el jugo alcalino alarga el tiempo de
cocimiento, por ejemplo, son 20% más largas las templas con
jugo a pH 7.5 que con pH 7.0 (Hugot, E. 1977).
2.3.3'. CLARIFICACION CON ACID0 FOSFORICO
Acción del ácido fosfórico en el jugo.
El ácido fosfórico se encuentra en la caña en dos formas
principalmente:
a). Fosfatos solubles del jugo.
b). En combinación con la proteína de la célula.
Solo l o s fosfatos solubles intervienen en la defecación.
reaccionando con la cal y formando un sedimento que consti-
tuye una parte importante del precipitado producido en el
jugo por la cal.
Se ha demostrado que cuando mayor es la cantidad de áci-
do fosfórico en el jugo es más fácil la clarificación.
Desafortunadamente ciertas variedades de caña dan
un
jug0pobre en ácido fosfórico (cañas refractarias como POJ2878)
Cantidad de ácido fosfórico necesaria.
Se calcula que son necesarias por lo menos 300mg de
ácido fosfórico por litro de jugo. Esta cantidad esta dada
en P205 y comercialmente se vende en forma de polvos o
pastas, como Superfosfato Packar Arbuslita, a falta de esto
se puede utilizar el superfosfato ordinario o el fosfato
dicálcico que contiene de P205 del 38 al 42%. Se diluyen para
formar una solución de 12'a 15"Bé.
Procedimiento para adicionar el pentóxido de fósforo.
Se agrega antes de la alcalización, alcalizar hasta un
pH de 8.0, calentar a 70 o 75'C. Sulfitar hasta un pH de 6.8
a 7.0. El empleo del ácido fosfórico mejora la clarificacion
permite suprimir la sulfitación. Aunque se recomienda no co-
mo un sustituto sino como un auxiliar de la clarificación cuando haya problemas en la decantación o en la filtración.-
(Hugot, E. 1977).
2.3.4. SULFITACION
La sulfitación es un procedimiento auxiliar de la defe-
cación más común.
Acción del bióxido de azúfre sobre el jugo. El bióxido
de azúfre, SO2 tiene sobre el jugo los siguientes efectos:
a).Elimina las materias colorantes (propiedad comun de
todos los ácidos).
b).Trasforma en compuestos ferrosos incoloros las sales
férricas que se forma por contacto del jugo con los tanques.
El bióxido de azúfre es
un
gas que se obtiene de l a com- bustión del azúfre: S f O2 => S O z . La sulfitación se puede interrumpir a un pH de 4 . 0 o 4.5. El pH final debe ser 6.9 a7.0 o sea neutro ligeramente ácido.
La sulfitación puede hacerse antes o despues de la al-
calización, sin embargo se recomienda que el precipitado se
forme en medio ácido, porque la velocidad de decantación se-
rá mayor y la cachaza más compacta. Tambien es importante observar 2 métodos en la coagulación ácida.
a). Con fuerte acidez (pH de 3.8 a 4 . 0 ) y baja tempera-
tura (30 a 40°C).
b). Con debil acidez (pH de 5.5 a 5.3 a una alta tempera-
tura 70 a 7 5 ' C ) .
Debido a que el pH donde coagulan muchas proteínas y co-
loides esta alrrededor de cuatro es por eso que se necesita
menos desnaturalización.
V e n t a i a s
e
inconvenientes d e la sulfitación.i). Ventajas son:
a. El jugo decanta más rápidamente
.
b. Disminuye la viscosidad de las masas cocidas y cue-
cen más rápidamente.
c. Mejora la cristalización.
d. Mejora notablemente el color.
e. Se ahorra tiempo en la clarificación.
f. Se aumenta ligeramente la capacidad de las centrifu-
gas.
ii)
.
Inconvenientesson:
a). Los calentadores se incrustan más rápidamente, esta incrustación se puede eliminar, sulfitando en ca-
liente, pero entonces debe incrementarse la super-
ficié de calentamiento.
b). Se aumentan los gastos (Quarez, bombas de circula-
ción, azúfre, desgaste de aparatos, tuberias
etc.). [Hugot, E 19771.
2.3.5. J+A CALIDAD DEL CRUDO Y PROCESO REFINACION
La eficiencia de la refinación, depende enteramente de
la calidad del azúcar crudo que se emplee en la misma.
Por otra parte merece especial atención la composición
de las cenizas en los productos azucarados, puesto que las
investigaciones realizadas diferencian los efectos produci-
dos por uno u otro tipo.
los efectos que ocasionan las cenizas como impurezas en
la industria azucarera son:
1. Produce efectos adversos en la planta de filtración.
2. Ocasiona lavados más frecuentes en los filtros.
3. Las cenizas como impurezas, representa una pérdida
considerable de sacarosa en forma de mieles.
Es por esto que hoy en dia se introducen nuevas técni- cas principalmente en el área de, clarificación y filtración con el fin de inmunizar los efectos perjudiciales que provo-
can las impurezas tales como: (Bordón, J. A . , 1984.)
a). INSOLUBLES.
El comportamiento que presenta
un
alto contenido de in-solubles en el azúcar crudo, respecto a l o s procesos de re-
finación es similar al registrado por las cenizas, asi
Davis (1971) en estudió realizado comprobó que las materias
que afectan la filtrabilidad eran los insolubles en el azúcar y las materias solubles que se convertían en insolubles,
producto del proceso de defecación.
Conocemos además que la filtración puede verse afectadá
por la presencia de materiales insolubles tales como el ba-
gacillo y tierra, las que obstruyen la superficie filtrante
de l o s filtros además de provocar otros efectos desfavora- bles como en el caso del bagacillo, que al formar parte de
los granos de azúcar, incrementan el color de los licores. Por ello para una buena afinación del azúcar crudo, ésta debe
ser de tamaño mediano o grande, estar libre de conglomera-
dos, bagacillo.
Tal es la importancia que para la industria azucarera
tiene la remoción de materiales insolubles, que en los
últimos tiempos se han introducido técnicas nuevas y equi-
pos especiales, como el uso de los coladores vibratorios o
separadores oscilantes l o s que con el empleo de los procesos de fosfatación sulfitación permiten obtener un máximo de
remoción de las partículas insolubles en los clarificadores
de licor y a s í lograr una más alta velocidad de filtración en la planta de refino. ( Bordon, J. A., 1984).
32
Aunque el color no está directamente relacionado con la
filtrabilidad; es una de las principales cualidades que de-
ben poseer los azúcares crudos y por lo tanto que afectan la calidad del azúcar refino obtenida en la industria, es por
ello que desde 1922, Wells señaló al color como una de las
cuatro características principales a poseer por un azúcar
crudo.
Douwes-Dekker (1971) al e s t u d i a r l a s s i e t e
características que según ellos debía poseer un azúcar crudo
con óptima calidad, mencionaban entre otras, el color como
vemos a continuación.
1 . - Polarización
2.- Dextrana
3 . - Almidón
4 . - Cenizas.
5.- Insolubles
6.- Color
7.- PH.
1 . - POLARIZACION.
Mientras más alta es la polarización de l o s crudos, ma-
yor será el rendimiento de azúcar refino, prueba de ello son
l o s resultados obtenidos con dos tipos de azúcar.
CUADRO NQ 4 . - CARACTERISTISCAS DE DOS TIPOS DE AZUCAR
POLARIZCION HUMEDAD No. AZUCAR RENDIMIENTO.
AZUCAR A 97.50 0.40 2.10 95.00
AZUCAR B 97.75 0 . 3 7 1 . 8 8 95.50
FUENTE: ñordon, J. A . , 19%.
Aunque un mayor contenido de polarización no implica en to-
dos los sentidos una mejor filtrabilidad de los crudos y sus licores, no es menos cierto que una disminución en la pola-
rización de l o s azúcares a procesar es significado de un
azúcar deteriorado, ya sea por el almacenamiento a que ha si-
do sometido o por deficiencias en su elaboración. Lo que
trae como consecuencia alto contenido en impurezas y un por-
certaje de humedad no deseado.(Bordón J. A., 1 9 8 4 ) .
2.- DEXTRANA.
Las materias que mas afectan la filtrabilidad del azú-
car crudo no refinado y en menor grado la del azúcar refina-
do, son los polisacáridos tales como el almidón y la dextra- na. (Bordón J. A., 1 9 8 4 ) .
Esta última y otros polisacaridos solubles producen ju-
gos de alta viscosidad que ocasionan clarificación deficien-
te, así como una reducción en el proceso de filtrabilidad de
l o s licores clarificados, afectando en consecuencia la
economía de la refinación En resumen un alto contenido de dex
trana en los jugos conlleva las siguientes características.
a) Alta viscosidad de los licores azucarados
b) Mayor contenido de goma en l o s productos azucarados c) Mayor elongación de los cristales de azúcar.
d) Reducción de la eficiencia y capacidad de la fabri-
ca.
El grado de influencia de la dextrana sobre la filtra- bilidad no ha sido exactamente establecido, mientras que
34
no lo consideran tan importante siempre que los contenidos
de la misma se mantengan por debajo de ciertos valores.
(Bordón J. A., 1984).
3.- ALMIDON.
Tradicionalmente ha sido reconocida la importancia de
esta substancia respecto
a
la calidad que deben tener l o s azúcares crudos. Para algunos investigadores el almidón esel principal factor para que exista buena filtrabilidad
del azúcar crudo al determinarse que provoca un efecto noci-
vo bloqueando el medio filtrante obteniéndose una relación
inversa entre la filtrabilidad y el contenido de almidón.
Como lo muestra la figura Ne 4.
En el azúcar crudo, el mayor contenido de almidón
(0.20 % ) se encuentra en la capa que rodea al grano de
azúcar mientras, en el centro del cristal es de 0.027 % por
lo que las dificultades con la presencia de esta indeseable substancia no terminan con la fabricación del crudo a menos
que este no se someta al proceso de refinación.
En la cana de azúcar, el almidón aparece en forma orga-
nizada y cada variedad puede aportarlo en mayor o menor pro-
porción dependiendo del país de que se trate, estación, cul-
tivo y condiciones de la cosecha. Algunos investigadores han
encontrado una correlación negativa con la filtrabilidad,
mientras que otros establecen un cierto nivel, por debajo
de la cual el almidón no tiene influencia sobre la misma,
no obstante Nicholson (1969) al investigar el fenómeno
llegó a conclusiónes positivas aunque sin poder establecer
f
60T
* .
-
t
I /
a
O
n
i
I
\-+-
3
i
4
d o
111111111111111111
600
p500
P
400
rn300
a
200
;
i
180
dlas gráficas demostrativas.
Existe una gran diversidad de opiniones en cuanto al
nivel de almidón a partir del cual sus efectos se hacen sen-
tir en el parámetro de filtrabilidad o si bién una baja fil-
trabilidad se debe por el contrario a la combinación de los
polisacáridos presentes en l o s materiales azucarados (go-
mas, dextrana, almidón), y otras impurezas como (cenizas. Un
ejemplo de ésto se observa en la figura 4 donde la filtrabi-
1 , . .
. ' -
4 . - CONTENIDO DE CENIZAS.
Las cenizas al igual que el almidón y la dextrana mues-
tran similar comportamiento respecto a l factor filtrabilidad comprobándose la disminución de la velocidad de filtración
por obstrucción de l o s filtros en el proceso de refinación. Dada la importancia que presenta este parámetro como fac-
tor de calidad de los azúcares crudos muchos refinadores fijan las normas en contenidos de cenizas, así por ejemplo
los refinadores Británicos plantean un máximo de 0.60% mien-
+
tras que en Cuba es de 0.40%.
El tamaño del cristal de sacarosa depende del contenido
de cenizas para su crecimiento con el tiempo.(HQnig y Norman
1982)
La Asociación Internacional de Tecnología del azúcar
expresó en su congreso de 1965 los requerimientos de calidad
de azúcar crudo, señalándose entre otras:
a) impurezas totales
b) Tamaño del grano
c) Color
d) Cenizas
e) Substancias de alto peso molecular
f) Filtrabilidad.
Honig, P., (1977), en sus investigaciones llegó a las
siguientes concluciónes sobre requerimientos de calidad del
azúcar a refinar.
a. Tamaño apropiado del cristal 0.8
-
1.2 mm.b. Cenizas no m a s de un 10 %
,
estos no deben contenermás de 15 % de Si02, 2 % Fe203 y 10% de CaO (Honig, P.1977)
36
En América las primeras normas fijadas fuerón las sigui-
entes: (Bordón J. A., 1984).
1. Azúcar crudo no afinado
a) humedad 0-0.28.
2. Azúcar crudo afinado
.
a). Color; 160-210 según método de ICUMSA.
b). Filtrabilidad; 50-125ml/lOmin.
Algunas refinerias de ameríca establecen sus propias nor-
mas de calidad
,
como son:1). Pol 97.5-98.8.
2). Tamaño del grano: no mayor del 34% (malla mayor).
3 ) . Filtrabilidad 220 según prueba estandar de Hawaii.
En Inglaterra la firma Tate-Lyle establece l a s normas para
considerar un azúcar crudo de óptima calidad.
1. Almidón: menos 200ppm
.
2. Azúcar invertido:menos del 1%.
Lo anterior pone de manifiesto la importancia que se le ha dado y que se proyecta se le dará a las normas de ca-
lidad que deben poseer l o s crudos a refinar, con lo cual se limitan las impurezas y condiciones adversas que puden per-
judicar la obtención de un azúcar refinado con óptima caii- dad y máximo rendimiento.
La filtrabilidad como se ha podido comprobar es uno de
los parámetros a tener presente en l o s azúcares crudos como base de su buena calidad, ya que la filtración es inüispen-
es mejor, dando además ciclos de filtración largos y gastan- do poco material filtrante. buena filtración es sinónimo de
bajo costo de manipulación.
Un azúcar crudo a refinar no debe tener una filtrabilidad
menor de 100 unidades según prueba de Hersey y despues afi- nada de 180.
Para el proceso de refinación establecen ciertas normas a
observar en cuanto al color, como es el caso de la norma
Cubana que establece un color máximo de 20 color Horne.
Por otro lado las diversas investigaciones realizadas pa-
ra establecer una correspodencia entre el color y la filtra-
bilidad consideran que l o s azúcares de bajo color y alta
filtrabilidad son faciles de refinar, aunque es caracterís-
tico que las substancias responsables de un alto color
sean causantes de una baja filtrabilidad. (Bordón J .
A., 1984)
.
EL PH.
El pH. Desde 1934, mediante los estudios realizados en Australia se llegó a la conclución de que el nivel de pH du-
rante la clarificación era el factor principal de las de-
terminaciones de la filtración, no obstante en trabajos pos-
teriores, se ha llegado a comprobar la no correspodencia en-
tre un valor y otro, siendo notorio que las normas actuales
referidas a la calidad de un crudo para refinar, el factor
pH no es considerado, lo cierto es que un control de pH en el proceso de defecación es de suma importancia porque cuanto
mas deficiencias se tenga en el valor establecido de pH,