12º CONGRESO IBEROAMERICANO DE INGENIERÍA MECANICA
Guayaquil, 10 a 13 de Noviembre de 2015
ANÁLISIS DEL COMPORTAMIENTO TERMO-MECÁNICO EN
PROCESOS DE CORTE ORTOGONAL
Guzmán López R.*, Fontecha Dulcey G.*, Santo Jaimes A.*
*
Investigador Grupo GiDeTechMA, Universidad Pontificia Bolivariana-Bucaramanga,
Autopista Piedecuesta Km 7, Colombia,
[email protected].
*e-mail: [email protected]
Palabras claves: Corte ortogonal, fricción, métodos de elementos finitos, procesos termo-mecánicos.
RESUMEN
En este trabajo se presenta un modelo numérico del proceso de corte ortogonal implementado en el código comercial de elementos finitos; este permite el análisis de los fenómenos termo-mecánicos entre la interface virutal/herramienta y en el seno del material de la pieza (origen de la formación de viruta). En un proceso de corte ortogonal, se localizan tres zonas en la que se generan altos campos de temperatura; la zona I engloba la zona de deslizamiento, la zona II se localiza en la cara de desprendimiento de la herramienta y aparece como consecuencia del rozamiento entre ésta y la viruta. Finalmente la zona III en las inmediaciones de la superficie de incidencia de la herramienta debida al rozamiento entre ésta y la superficie mecanizada de la pieza.
INTRODUCCION
La modelización de procesos de mecanizado sigue siendo un desafío para los investigadores y la industria que continúa con la necesidad de mejorar el proceso de mecanizado o mecanizar nuevos tipos de materiales. Históricamente varios autores [1-9] han planteado modelos analíticos para predecir las fuerzas de corte en procesos de mecanizado. Donde se presentan elevados valores de esfuerzos y deformación producidos por procesos convencionales de mecanizado los cuales generan incrementos considerables de temperatura entre la pieza/herramienta en la zona de corte. Generalmente la energía por deformación plástica producida en un proceso de corte se almacena en el material ya sea en forma de defectos internos o por cambios microestructurales permanentes (ej. dislocaciones o la transformación de fase y la restante energía se disipa en forma de calor [10-13].
Por otra parte, el incremento de temperatura debido al rozamiento resulta más crítico en la herramienta que en la pieza, ya que en la pieza sólo una pequeña parte de la superficie de mecanizado se ve afectada en cada instante. En el caso de la herramienta la situación es inversa, es decir, sufre continuamente el efecto del rozamiento durante el proceso de corte y no dispone de las mismas posibilidades de evacuación del calor generado. Esta elevación de temperatura trae consigo otra serie de consecuencias como son la disminución de los valores de dureza y resistencia al desgaste de la herramienta y variaciones dimensionales por dilataciones térmicas.
FUENTES INTERNAS DE CALOR
Puede demostrarse teóricamente la interrelación entre el trabajo mecánico realizado sobre un sólido deformable (sometido a solicitaciones termodinámicas) y los cambios en sus propiedades termodinámicas. El primer principio de la termodinámica [14-15] expresa la variación de energía como (Ec.1).
: .
de
r q dt
D (1)
donde e es la energía interna por unidad de volumen, el tensor de tensiones, D el tensor velocidad de deformación, r es el calor generado por las fuerzas internas por unidad de volumen y q el flujo de calor por conducción que entra a través del contorno del sólido.
El segundo principio de la termodinámica (Ec. 2) postula que la tasa temporal de producción de entropía, es
siempre mayor o igual a la potencia calorífica dividida por la temperatura (desigualdad de Clausius–Plank), para un volumen D, con frontera D.
D D
d r q dD ds dt T T
D (2)Utilizando el teorema de la divergencia se puede expresar la tasa de generación local de entropía como (Ec. 3):
. q r 0
T T
(3)
La disipación de energía por unidad de volumen , se puede representar por combinación de la ecuación de Clausius-Plank con la forma local de la ecuación de balance de la energía (Ec. 1). Otra posibilidad es expresarla en función de la energía libre de Helmboltz, utilizado la definición de la energía libre por unidad de volumen,
e T
(Ec. 4).
1
: . 0
1
( ) : . 0
T e Tq
T
T Tq
T
+
+
(4)
Donde :
2 q q. 0
T , es la disipación de energía térmica por unidad de volumen.
La ecuación de propagación de calor, para un estado termodinámico que se define por un cierto número de variables de estado observables como la temperatura,T, la deformación,, y de variables internas como la deformación elástica, e, la deformación plástica, p, y otras variables internas, V
K, (endurecimiento,
gradientes térmicos, densidad de dislocaciones, configuración de microfisuras y cavidades, etc.) puede expresarse a partir de la primera ley termodinámica, de la variación de entropía y de la ley de Fourier
q K T como: e
2 2 2
e e 2 e e [ , , ] : : : k k K K K K K T V t T A
T V CT K T T T V
T T T V T T
A
T V
T T T
(5)
Donde [ e, , ]/
k k k
A T V V define las variables termodinámicas asociadas a las variables internas.
En elasticidad se definen la temperatura y la deformación como variables observables siendo nulas la deformación plástica (p0) y las variables internas ( 0)
K
V . De la ecuación anterior de la propagación del calor (Ec.5), se obtiene una expresión en la que se relaciona el incremento de tensión hidrostática con el incremento de temperatura en el material (Ec. 6).
e e [ , ]
:
T CT K T T
T
(6)
Siendo: ( ) 1 2
0 ( )
ij
ij
ij
E i j
T
i j T
Para el caso de deformación axial adiabática (k T 0), puede demostrarse que la variación de temperatura con la deformación obedece a la expresión (Ec. 7).
T 1 2E T Tro C( ) (7)
En plasticidad y viscoplasticidad se definen las variables observables temperatura y deformación y las variables internas deformación elástica, deformación plástica, así como otras variables internas Vk. La ecuación de propagación de calor (Ec. 5), se puede representar como (Ec. 8):
2 e e e
e e 2 e
[ , , ] : [ , , ] [ , , ] [ , , ] : : : : k e
k k k
K K e k k T V T T CT K T
T V T V T V
V T V
V T V
- (8) Donde:
K T , representa la pérdida de calor por conductividad,
e
Q
2 e e e [ , , ] : k T V T T
es el incremento térmico termoelástico,
: [ e, , ]: e [ e, , ]:
p
Almacenada
p k k
K e
k
W E
T V T V
Q V V
, es el incremento térmico termoplástico,
2 e [ , , ] : k k k T V T V T V
variables internas.
Aceptando que las condiciones del proceso de deformación permitan considerar que el incremento térmico en el material no influye en el endurecimiento de éste, el último sumando puede anularse. Utilizando el coeficiente de Quinney-Taylor[4], como fracción de trabajo plástico convertido en calor, la relación anterior puede expresar de manera general como (Ec. 9):
( ) β + : 1 2 p o p p
E T Tr T k T
C C
(9)
SiendoCP el calor específico a presión constante, la densidad, k la difusividad térmica, el coeficiente de expansión térmica, E el modulo elástico, T0 la temperatura inicial, el coeficiente de Poisson. En la ecuación
anterior,
T, representa la variación de temperatura por unidad de volumen,
( )
1 2 o
p
E T Tr C
, representa el incremento de temperatura asociado a la deformación,
β : p
p
C
, representa el incremento de temperatura asociado a las deformaciones plásticas irreversibles.
En procesos de mecanizados, la hipótesis de trabajo generalmente asumida es que no hay pérdida de calor por conductividad (proceso adiabático, k T =0). Si además, se desprecia el incremento de temperatura asociado a la deformación elástica, la Ec. (9) puede integrarse obteniendo (Ec. 10):
00 0 β :
p p p P T d C (10) MATERIAL
Las propiedades termo-mecánicas de la aleación Al 6082 (Al-1.3Si-1.0Mn-1.2Mg), material utilizado en el modelo de corte ortogonal se muestran en la tabla 1.
Tabla 1: Propiedades termo-mecánicas Fuente: Aumafel.
[ 1
K ] K[W/mK] Cp [J/Kg.K]
E[Mpa] y[MPa] [Kg/m3]
23.5x10-6 174 960 70000 300 2710
Para la aleación Al 6082 se utilizó como mejor aproximación la ley de endurecimiento de Johnson-Cook (Ec.11).
0 0 0 0 0 0 0
( ( ) 1 1 Para
( ( ) 1 Para
m p
p n p
Y
m
m
p n p
Y
m
T T
A B C Log
T T
T T A B
T T
(11)
Siendo A, B, C, n, m, los coeficientes de ajuste, 01s1es la velocidad de deformación de referencia y,
m
T =570-645 0C, es la temperatura de fusión. Estos parámetros fueron obtenidos experimentalmente por R.
Guzmán et al. [11-12] (ver tabla 2).
Tabla 2: Coefficients of Johnson–Cook constitutive relation
A [MPa] B [MPa] n c m
MODELO NUMÉRICO DE CORTE ORTOGONAL
Método de integración
El análisis de la evolución temporal del estado tenso-deformacional del sistema se lleva a cabo por integración directa (Método explícito) de las ecuaciones del movimiento y de las ecuaciones constitutivas. Así, variables de interés en el análisis termo-mecánico como el coeficiente de coeficiente de Quinney-Taylor, , (fracción de trabajo plástico convertido en calor durante un proceso de deformación), en cada incremento están relacionadas de forma explícita con las soluciones del incremento anterior. Zaera R. et al [16] plantean un, contante, pero algunos autores [17-18] sugieren reflejar su dependencia tanto de p como de p de un modo implícito dado que ambas variables son variables de estado. En este trabajo se considera la aproximación de Zehnder [19] para el coeficientela cual recoge la dependencia deconp.
Malla y geometría del modelo
En la mayoría de los casos simplificar el proceso de corte a un proceso de corte ortogonal 2D es una razonable aproximación pues la deformaciones en sentido perpendicular a la velocidad de corte son prácticamente nulas. La hipótesis de considerar el proceso en 2D se justifica cuando el valor de esbeltez ancho de corte/ avance es muy superior a la unidad (figura1).
Figura 1: Esquema del modelo de corte ortogonal
El mallado se definió refinando la malla en las zonas de contacto herramienta/pieza, buscando uniformidad de la malla en las zonas de máximos gradientes térmicos durante el corte ortogonal en las III zonas definidas anteriormente.
Parámetros asociados al corte
En el modelo 2D puede observarse la herramienta que produce la eliminación del material de la pieza mediante incidencia de la arista o filo sobre esta (figura 1). En la tabla 3 se definen los parámetros utilizados en la simulación numérica del modelo de corte ortogonal.
Tabla 3. Datos de la geometría del modelo
Avance [mm]
Radio punta [mm]
Áng. de desprendimiento
Áng. incidencia
0.15 0.015 11.7° 4.5°
Condiciones de contorno
Se han definido para la pieza apoyos que restringen su movimiento a sólo un grado de libertad en dirección axial, se ha definido un valor para la velocidad de flujo de material perpendicularmente a la sección transversal de la pieza (superficie de tipo euleriano, donde el flujo de material es continuo). La herramienta esta empotrada por sus dos superficies exteriores (figura 2). La superficie salida de viruta no se encuentra sometida a ninguna restricción y es donde el valor del flujo del material a través de esta superficie es una de las incógnitas que se quiere resolver con la simulación, así como otras superficies de tipo lagrangiano deslizante entre la herramienta/pieza, donde el material de la pieza fluye tangente a estas superficies. La velocidad de flujo de material definida corresponde físicamente a la velocidad convencional de corte en un proceso real
Figura 2: Condiciones de contorno del modelo
La interacción térmica entre la herramienta y el conjunto viruta/pieza es parte de la modelización de contacto. La convección y la conducción del calor para los dos sólidos no se considera en ninguna de las superficies pues la velocidad de generación de calor es mayor que la de su pérdida. Considerándose entonces que el proceso de deformación por corte ortogonal es esencialmente adiabático; incluso a velocidades de deformación moderadas los procesos de mecanizado pueden ser tratados a menudo, como esencialmente adiabático.
Condicion de contacto
Para incluir las condiciones de contacto tangencial se realizaron ensayos experimentales en barra Hopkinson (SHPB). La caracterización experimental del coeficiente de fricción ( ) se realizó siguiendo el procedimiento de Malinowski y Klepaczko [20], teniendo en cuenta solo la energía de fricción disipada por el contacto entre las superficies.
0 3/ 2
( ) 3
y
s e (10)
siendo:
y
,la tensión verdadera axial de compresión,o
, la tensión verdadera axial, sin abarrilamiento, lubricación ideal,*, el coeficiente de fricción de Coulomb,
o o
o
h
d
s
/
, la relación de esbeltez entre altura y diámetro iniciales,d
h
s
/
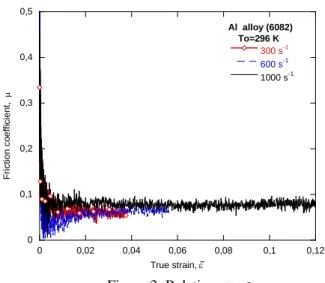
, la relación de esbeltez entre altura y diámetro en cada instante.En la figura 3 se muestra la gráfica que relaciona el coeficiente de fricción con la deformación verdadera para diferentes valores de la velocidad de deformación (presión en el sistema neumático). Las gráficas son prácticamente constantes siendo este valor el que se ha utilizado en el modelo.
PIEZA
Herramienta
0 0,1 0,2 0,3 0,4 0,5
0 0,02 0,04 0,06 0,08 0,1 0,12
300 s-1
600 s-1 1000 s-1
F
ri
c
ti
on
c
o
ef
fi
c
ie
n
t,
True strain,
Al alloy (6082) To=296 K
Figura 3: Relations-
RESULTADOS NUMERICOS
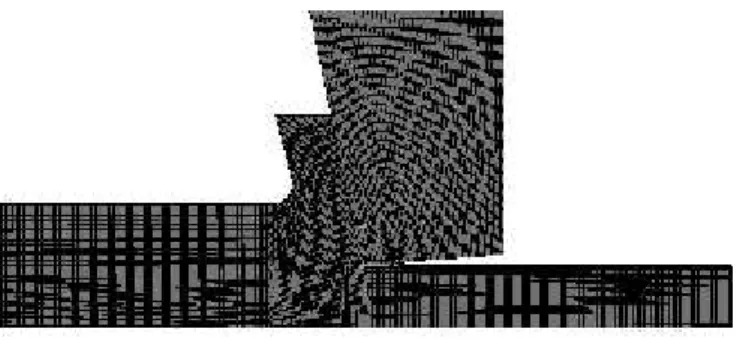
Los resultados numéricos muestran el campo de temperaturas en las superficies de contacto del proceso de corte ortogonal (figura 4). La forma de la zona plástica se asocia directamente al mapa de temperaturas representando un estado no uniforme de deformación–tensión. Los incrementos máximos de temperatura se presentan en la zona de deformación de la viruta (Zona primaria de cizallamiento).
Figura 4: Mapa de temperatura.
CONCLUSIONES
El método de los elementos finitos es eficiente para modelar numéricamente procesos termo-mecánicos de formación de viruta en un proceso de corte ortogonal. El modelo de contacto entre la herramienta/viruta y el incremento térmico asociado a la deformación plástica son factores de gran importancia para obtener resultados numéricos coherentes.
La ley tensión-deformación, de la cual son también variables la deformación, la velocidad de deformación y la temperatura, es esencial en el análisis de problemas complejos como el mecanizado a alta velocidad.
REFERENCIAS
1. Bäker M., Does chip formation minimize the energy. Computational Materials Science, vol. 33 (4), pp. 407-418, 2005.
4. Taylor, G. I. & Quiney, H., latent energy remaining in a metal after cold working. Proceedings of the Royal Society. 33A (143), pp. 307-326, 1993.
5. Childs T.H.C., Metal machining theory and application. UK: Oxford Science Publications, 2000.
6. Dewhurst P. On the non uniqueness of the machining process, Proc. Royal Society of London A. 360, pp. 587-610, 1978.
7. Kudo H., Some new slip-line solutions for two dimensional steady-state machining. Inter. J. of Mechanical Science, 7, pp. 43-55, 1965.
8. Merchant M. E., Mechanics of the metal cutting process I. Orthogonal cutting. J. of applied physics. 16, pp. 267-275, 1945.
9. Merchant M. E., Mechanics of the metal cutting process II. Plasticity conditions in orthogonal cutting. J. of applied physics, 16, pp. 318-324, 1945.
10. Hodowany J., Ravichandran G., Rosakis A. J. & Rosakis P., Partition of plastic work into heat and stored energy in metals. Exp. Mech. 40, pp. 113-123, 2000.
11. Guzmán R., Essa Y.E., Meléndez J., Aranda J., López F. & Pérez-Castellanos J.L., Measurement of temperature increment in compressive quasi-static and dynamic tests using the infrared thermography. Strain, Blackwell publishing. 45, pp. 179-189, 2008.
12. Guzmán R., Meléndez J., Zahr J. & Pérez-Castellanos J.L., Determination of the Constitutive Relation Parameters of a Metallic Material by Measurement of Temperature Increment in Compressive Dynamic Tests. Exp. Mech. Doi:10.1007/s11340-009-9223-z, 2009.
13. Olivella, O. X. & Bosch, S. A., Mecánica de medios continuos para ingenieros. Barcelona, UPC, 2000. 14. Maugin, A. G., Thermomechanics of elastoviscoplastic continua The thermomechanics of plasticity and
fracture. UK: Cambridge: Cambridge University Press, 1992.
15. Hardorsen, M. L., Thermoelastic stress analysis system developed for industrial applications. Tesis Doctoral, Institute of mechanical engineering Aalborg university, 1998.
16. Zaera R. & Fernández S., An implicit consistent algorithm for the integration of thermoviscoplastic constitutive equations in adiabatic conditions and finite deformations. Int. J. of Solids. & Structures. 43(6), pp. 1594-1612, 2006.
17. Hodowany J., Ravichandran G., Rosakis A. J. & Rosakis P., Partition of plastic work into heat and stored energy in metals. Exp. Mech. 40, pp. 113-123, 2000.
18. Manson, J. J., Rosakis, A. J. & Ravichandran, G.,On the strain and strain rate dependence of the fraction of plastic work converted to heat: an experimental study using high speed infrared detectors and kolsky bar. Mech. of Materials. 17( 2-3), pp.135-145, 1994.
19. Zehnder, A. T., A Model for the heating due to plastic work. Mechanics Research Communications. 18(1), pp. 23-28, 1991.