UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA PROFESIONAL DE INGENIERIA
MECANICA
TESIS PARA OPTAR EL TITULO DE INGENIERO
MECANICO
“AUMENTO DE LA CONFIABILIDAD DE LA
EXCAVADORA 336D2L CON LA METODOLOGÍA AMEF
EN LA EMPRESA BAEIRA SAC "
AUTOR:
Br. Halder Salvatierra Pastor
ASESOR:
Ing. Eduardo Fausto Azabache Vásquez
TRUJILLO – PERU
DEDICATORIA
Principalmente lo dedico a Dios, por darme la oportunidad de concluir este gran paso en mi vida y estar conmigo en todo momento.
A mis padres Marcial Salvatierra y Flor
Pastor por su apoyo, confianza, sacrificio y
amor que siempre me han dado a pesar de las
dificultades, siempre han sido mi motivo para
afrontar cualquier reto.
AGRADECIMIENTOS
A Dios, por bendecirme, guiarme y darme la fortaleza de seguir adelante a pesar de las tantas dificultades.
A mis padres, que siempre me incentivaron a ser mejor cada día, que nunca me dé por vencido y enseñarme amar mi trabajo.
A mi asesor Ing. Eduardo Fausto Azabache Vásquez, por su ayuda y recomendaciones en la realización de este trabajo de investigación, al igual que el Ing. Abner Villanueva Miranda por compartir experiencias, ideas, y consejos e información valiosa para mi formación.
A mis hermanos Rodrigo y Ailyn por su apoyo, paciencia y comprensión
que tienen hacia mi persona.
A mis tíos Antero Flores y María Pastor por su apoyo que mantuvieron desde el principio de mi carrera, al igual que sus orientaciones constantes.
A todos mis profesores, por sus valiosos consejos y por la buena disposición de ayudarme cuando lo necesitaba. A la Escuela de Ingeniería Mecánica de la Universidad Nacional de Trujillo, por haberme albergado en mi vida universitaria y ser parte de mi crecimiento profesional.
Y a la gran lista de personas que me dieron su enorme apoyo en el momento preciso para concretar esta gran meta; ustedes saben quiénes son y el mucho aprecio que les tengo.
PRESENTACIÓN
Señores Miembros del Jurado:
Cumpliendo con lo establecido por el Reglamento de Grados y Títulos de
la Facultad de Ingeniería de la Universidad Nacional de Trujillo, presento a su consideración para su evaluación la presente tesis titulada:
“AUMENTO DE LA CONFIABILIDAD DE LA EXCAVADORA 336 D2L CON LA METODOLOGIA AMEF EN LA EMPRESA BAEIRA SAC”, con
el propósito de cumplir con los requisitos para optar el título de Ingeniero Mecánico.
Por tanto, considero que el esfuerzo en el desarrollo del presente trabajo cumpla y satisfaga sus expectativas. Pongo a su consideración, este documento para su respectiva evaluación y de esta manera poder obtener su aprobación.
Índice General
LISTA DE TABLAS ... 7
LISTA DE FIGURAS ... 8
RESUMEN ... 10
ABSTRACT ... 11
INTRODUCCIÓN ... 11
I. REALIDAD PROBLEMÁTICA ... 11
I.1. ANTECEDENTES ... 13
I.2. I.2.1. Antecedentes Internacionales ... 13
I.2.2. Antecedentes Nacionales ... 14
ENUNCIADO DEL PROBLEMA ... 16
I.3. HIPÓTESIS ... 16
I.4. OBJETIVOS ... 16
I.5. I.5.1. Objetivo General ... 16
I.5.2. Objetivos Específicos ... 17
JUSTIFICACIÓN ... 17
I.6. I.6.1. Justificación Económica ... 17
I.6.2. Justificación Tecnológica ... 18
I.6.3. Justificación Teórica ... 18
I.6.4. Justificación Social ... 18
I.6.5. Justificación Ambiental ... 18
LIMITACIÓN ... 18
I.7. MARCO TEORICO ... 19
II. Mantenimiento: ... 19
II.1. Tipos de Mantenimiento. ... 20
II.2. Parámetros de Mantenimiento. ... 22
II.3. Gestión de Activos ... 23
II.4. Gestión de Mantenimiento. ... 23
II.5. Etapas de la Gestión de Mantenimiento. ... 24
II.6. Mantenimiento Productivo Total (TPM) ... 25
II.7. II.7.1. Objetivos del Mantenimiento Productivo Total (TPM) ... 26
Mantenimiento Centrado en Confiabilidad (RCM) ... 28
II.8. Inspección Basada en el Riesgo ... 30
II.9. AMEF ... 30
II.10. II.10.1. Normas que respaldan el AMEF o FMEA: ... 32
II.10.2. Procesos para realizar el AMEF: ... 32
Indicadores de Mantenimiento: ... 41
II.11. II.11.1. Disponibilidad ... 41
II.11.3. Mantenibilidad ... 42
Fallas en el periodo de vida de los equipos ... 43
II.12. II.12.1. Periodo prematuro de fallas. ... 44
II.12.2. Periodo útil de operación. ... 44
II.12.3. Periodo de desgaste. ... 45
DIAGRAMA DEL ISHIKAWA (Diagrama de Pescado) ... 45
II.13. Tipos de máquinas para el movimiento de tierras ... 47
II.14. II.14.1. Máquinas de empuje ... 47
II.14.2. De nivelación y compactación ... 48
MATERIALES Y MÉTODO ... 50
III. Materiales ... 50
III.1. III.1.1. Unidad de estudio: Excavadora CAT 336DL ... 50
III.1.2. Área de estudio: Instalaciones de la empresa BAEIRA SAC ... 50
Métodos ... 50
III.2. III.2.1. Tipo de investigación ... 50
III.2.2. Población y muestra ... 50
Variables de estudio y operacionalización de variables ... 50
III.3. III.3.1. Variables de estudio ... 50
III.3.2. Operacionalización de variables ... 51
Técnicas e instrumentos de recolección de datos ... 52
III.4. Procedimiento y Método de análisis ... 53
III.5. Descripción de la Empresa ... 56
III.6. III.6.1. Organigrama del área de mantenimiento ... 57
III.6.2. Procedimiento de Movilización de Equipos en GEQ ... 58
III.6.3. Procedimiento para el mantenimiento de equipos ... 59
ANÁLISIS AMEF ... 61
III.7. III.7.1. SISTEMAS DE LA EXCAVADORA 336 D2L ... 62
RESULTADOS ... 90
IV. Aplicación de método AMEF ... 90
IV.1. PLAN DE MANTENIMIENTO BASADO EN LA METODOLOGÍA AMEF... 93
IV.2. IV.2.1. PLAN DE MANTENIMIENTO PREVENTIVO ... ¡Error! Marcador no definido. Determinación de los indicadores de mantenimiento: ... 96
IV.3. DISCUSIÓN DE RESULTADOS: ... 99
V. DIAGRAMAS DE PARETO ... 99
V.1. CRITICIDAD Y PRIORIDAD DE RIESGO SEGÚN SUB-SISTEMAS ...100
V.2. CONCLUSIONES ...102
VI. RECOMENDACIONES ...104
VII. REFERENCIAS BIBLIOGRÁFICAS ...105
LISTA DE TABLAS
Tabla N° 1: Etapas de implementación de TPM...27
Tabla N° 2: Cuadro de gravedad. ...35
Tabla N° 3: Cuadro de ocurrencia. ...35
Tabla N° 4: Cuadro de detección...36
Tabla N° 5: Clasificación de la falla según NPR ...37
Tabla N° 6: Frecuencia de fallas...38
Tabla N° 7: Impacto Operacional...38
Tabla N° 8: Flexibilidad operacional...38
Tabla N° 9: Costo de mantenimiento...38
Tabla N° 10: Impacto seguridad y medio ambiente...39
Tabla N° 11: Operacionalización de variables...41
Tabla N° 12: Cuadro Resumen de Procedimiento y Método de análisis...42
Tabla N° 13: Procedimiento para implementar nuevas tareas de Mtto. ...44
Tabla N° 14: Procedimiento de Movilización de Equipo de Obra... .48
Tabla N° 15: Procedimiento para Mantenimiento de Equipo………... 49
Tabla N° 16: Estructura de costos según su vida útil de componentes menores y mayores………..…...59
Tabla N° 17: Registro de modos y efectos de fallas según sistema ……....…...63
Tabla N° 18: Resumen de sistemas y subsistemas con frecuencia ...70
Tabla N° 19: Frecuencia de fallas en los sub-sistemas ………..…...72
Tabla N° 20: Frecuencia de fallas por sistemas ………..74
Tabla N° 21: Tiempo perdido de fallas según el modo y causa.………....75
Tabla N° 22: Tiempo perdido de fallas según sistema ………...78
Tabla N° 23: Criterios de Criticidad ……….…...79
Tabla N° 24: Resultado de análisis de criticidad ... 80
Tabla N°25 Resultado número de prioridad de riesgo ... 81
Tabla N° 26: Tipos de mantenimiento de acuerdo a sus horas….………93
Tabla N°27: Plan de Mantenimiento de Excavadoras 336 D2L ... 93
Tabla N°28 Horas trabajadas y tarifas del mes de Julio del 2019 ... 95
Tabla N° 29: Horas trabajadas de excavadora desde marzo a Julio..………96
Tabla N°30: Principales Subsistemas críticos ... 100
LISTA DE FIGURAS
Figura N° 1: Curva del ciclo de vida de equipo ... 33
Figura N° 2: Diagrama de Ishikawa ... 35
Figura N° 3: Variables y objeto de estudio ... 40
Figura N° 4: Diagrama AMEF ... 45
Figura N° 5: Ubicación de la Mina La Arena ... 46
Figura N° 6: Organigrama de la empresa… ... 50
Figura N° 7: Sistemas de Excavadora 336 D2L ... 51
Figura N° 8: Sub-sistema de Implementos según CAT ... 51
Figura N° 9: SISTEMA DE BASTIDOR Y CAJA … ... 52
Figura N° 10: sistema de cabina del operador y descripción de sus componentes……… ………..52
Figura N° 11: SISTEMA HERRAMIENTAS ... 53
Figura N°12: SISTEMA IMPLEMENTOS … ... 53
Figura N°13: SISTEMA MOTOR BÁSICO ... 54
Figura N°14: SISTEMA DE COMBUSTIBLE ... 54
Figura N° 15: SISTEMA DE ENFRIAMIENTO … ... 55
Figura N° 16: SISTEMA DE ENTRADA DE AIRE Y SALIDA ... 55
Figura N° 17 SISTEMA DE LUBRICACIÓN ... 56
Figura N° 18: SISTEMA HIDRAULICO … ... 56
Figura N° 19 SISTEMA DE ELECTRICO Y DE ARRANQUE ... 57
Figura N° 20 SISTEMA DE TREN DE RODAJE ... 57
Figura N° 21: SISTEMA DE TREN FUERZA … ... 58
Figura N° 22: Diagrama de Pareto (frecuencia de fallas) ... 73
Figura N° 23: Diagrama de Pareto sobre Frecuencia de fallas por sistema 74 Figura N° 24: Diagrama de Pareto respecto del tiempo de fallas según su modo y causa ... 58
RESUMEN
El presente proyecto de tesis nace a partir de un descuidado plan de mantenimiento que se aplica en los equipos auxiliares de la empresa BAEIRA
SAC, específicamente en las excavadoras CAT modelo 336 D2L; esto se ve reflejado en la baja confiabilidad que han venido presentando en los últimos
meses.
Por ello, el objetivo principal de esta investigación es diseñar y aplicar una propuesta de mejora en el plan de mantenimiento de la Excavadora Cat 336 D2L, basándonos en la metodología AMEF (Análisis, Modos y Efectos de Fallas), y de esta forma no solo reducir costos de mantenimiento y operación, sino también cumplir con las exigencias de la mina La Arena (Localizada en el distrito de Huamachuco), ya que estos equipos están sujetos a un contrato de alquiler que solo se vería afectado por baja disponibilidad y confiabilidad de los mismos.
Para aplicar esta metodología, se analizó todo el sistema en conjunto, luego se dividió en subsistemas y posteriormente en componentes para detectar las fallas críticas y así tomar mejores acciones al momento de planificar y ejecutar los mantenimientos. Cabe mencionar que también se utilizó herramientas de ingeniería como Ishikawa, Pareto, entre otras para la familia de equipos y
sistemas más importantes.
Como resultado de la aplicación de la metodología AMEF se espera también a largo tiempo lograr incrementar la vida útil de los componentes de los equipos, así como la disponibilidad y confiabilidad produciendo de igual forma una mejor seguridad de los operadores y personas involucradas con el equipo.
ABSTRACT
This thesis project is originate from a careless maintenance plan that is applied in the auxiliaries mechanical equipments of the company BAEIRA SAC, specifically in CAT excavators model 336 D2L; This is reflected in the leave reliability that they have been presenting in the las few months.
Therefore, the main objective of this investigation is to design and apply a proposal for improvement in the maintenance plan of the Cat 336 D2L Excavator, based on the AMEF methodology (Failure Mode Effect Analysis), and In this way not only reduce maintenance and operation costs, but also comply with the requirements of the mine La Arena (located in the district of Huamachuco), since these equipment are fastened to a hire contract that would would only be affected by leave availability and reliability of the same.
To apply this methodology, was analyzed the whole system as a whole, then it was divided in subsystems and subsequently in components to detect critical fault and to take better actions in a moment of to plan and carry into effect the maintenance. It should be mentioned that also It was used engineering tools such as Ishikawa, Pareto, inter alia for the family of equipment and systems more importants.
As a result of the application of the AMEF methodology, it hope also a long time to achieve increase the useful life of the components of the equipment, as well as the availability and reliability, producing in the same way a better safety of the operators and people involved with the equipment.
11 INTRODUCCIÓN
I.
REALIDAD PROBLEMÁTICA I.1.
La gestión de maquinaria y equipos de construcción es una tarea difícil. Los responsables del equipo mecánico deben tomar decisiones técnicas y económicas complejas sobre el destino de las máquinas a su cargo. Estas decisiones incluyen temas relativos a adquisiciones, mantenimiento, reparaciones, reconstrucciones, eficiencias, costos, pronosticar las tasas de arrendamiento interno, disponibilidad, confiabilidad, reemplazos y bajas de activos. Las empresas constructoras de nivel internacional están inmersas en lo que se denomina “El Mantenimiento de Clase Mundial”, que significa tener
políticas para realizar las labores cotidianas de trabajo con buenas prácticas tanto en el campo administrativo como en el campo técnico. Dentro del mantenimiento de los equipos, existen dos indicadores muy evaluados, que son la Disponibilidad Mecánica (DM) y la Confiabilidad
(R). [1]
12 Se podría afirmar que RCM es una filosofía de mantenimiento básicamente tecnológica. [2]
En todo el mundo, los tiempos de desarrollo son cada vez más cortos, los costos son más graves y los clientes son exigentes y esperan seguridad absoluta y alta confiabilidad. Si bien puede haber sido suficiente en el pasado para centrarse en las prueb as y el análisis como los métodos principales para garantizar una alta confiabilidad, esto ya no es suficiente. El enfoque debe estar en la prevención de
problemas, anticipando los factores que conducen al fracaso y asegurando que los diseños sean sólidos. El Modo de falla y el Análisis de efectos (FMEA) pueden anticipar y prevenir problemas, reducir costos, acortar los tiempos de desarrollo de productos y lograr productos y procesos seguros y altamente confiables. La verdad es que FMEA tiene el potencial de ser una herramienta muy poderosa para lograr una alta confiabilidad en productos y procesos; y cuando se hace bien, es notablemente eficaz. Sin embargo, en la práctica, la FMEA no siempre logra los resultados esperados. Debe hacerse correctamente: realizado en las partes correctas, por el equipo correcto, durante el período de tiempo correcto, con el procedimiento correcto.
Es mucho menos costoso prevenir problemas al principio del desarrollo del producto que solucionar problemas después del lanzamiento. Los FMEA pueden identificar y abordar los problemas de
seguridad ante una posible catástrofe. [3]
13 Arena. Esta actividad de alquiler de maquinaria pesada implica la realización de una carga de trabajo muy grande en un espacio de tiempo normalmente escaso, lo que obliga a los responsables de mantenimiento armonizar gran cantidad de medios materiales y humanos para que no se produzcan pérdidas de tiempo, gastos innecesarios, paradas inesperadas, etc.
Existe dos problemáticas, uno que la empresa recién se está reestructurando para tener una mejor administración de los equipos,
es decir, no existe un historial de vida de las unidades de forma práctica y disponible donde se pueda observar las fallas para analizar donde se produjo y al mismo tiempo tomar accion es para que no vuelva a ocurrir, y dos, la demanda de gastos excesivos en mantenimiento, en especial las excavadoras.
Es por estas razones que surge la necesidad de mejorar el plan de mantenimiento actual basándonos en la metodología AMEF, de tal manera que se pueda disminuir al máximo el mantenimiento correctivo, evitando fallos que puedan ocasionar accidentes o paros que disminuyan la vida útil de los sistemas de las unidades y así aumentar los ingresos a la empresa BAEIRA SAC.
ANTECEDENTES I.2.
I.2.1. Antecedentes Internacionales
Acosta de Armas, Anays (México, 2013) presento la tesis titulada “Evaluación del nivel integración Gestión de la Producción (GP) –
14 cálculo de coeficiente Kendal que muestra los niveles de integración obtenidos, logrando así jerarquizar y priorizar los subprocesos más importantes de mantenimiento. La herramienta usada permitirá ser una guía para la propuesta de mejora para el desarrollo de la tesis. [4]
Zamora Zeas, Nelson Isaac (Ecuador, 2013) presento la tesis titulada “Propuesta de implementación de un centro de servicio mecánico
automotriz para vehículos livianos y maquinaria pesada de la ilustre municipalidad de Canton Deleg de la provincia del Cañar”. El trabajo
propone la implementación de un centro de mantenimiento, iniciando con un diagnóstico para la identificación de problemas críticos y luego la planificación de sus recursos. En su último capítulo se determinó los requerimientos necesarios y el diseño de un software de registro para las operaciones que determino la vida útil de la maquinaria. Este estudio sirve como guía para la planificación de las tareas de mantenimiento, así como el control desde su adquisición. [5]
I.2.2. Antecedentes Nacionales
Nestares Rutti, Hector Ovidio (2017) en su tesis desarrollada en la Universidad Nacional Del Centro Del Perú titulada: “Propuesta De
Análisis De Fallas De Las Excavadoras Para Medir Su Rentabilidad En La Empresa Brynajom S.R.L”; nos menciona que con la propuesta
de análisis de fallas se logró incrementar la disponibilidad de las excavadoras de 77% hasta un 85%, lo cual significa una rentabilidad de 33%, basándonos solamente en el incremento de disponibilidad y disminución de parada de máquina, además, mediante la prueba de
hipótesis se determinó que el análisis de fallas influye
15 igual a – 6.118, que está fuera de los valores críticos.[6]
La tesis Plan de Mantenimiento Centrado en la Confiabilidad para Tanques de Almacenamiento de Hidrocarburos en Refinería Talara – PETROPERU en Trujillo-2014, desarrollada por Nicolás Andersson Maguiña Caceda. El estudio consistió en la implementación de este plan de mantenimiento, utilizando la herramienta llamada Análisis Modal de Fallos y Efectos, cuya finalidad es asegurar que los tanques de almacenamiento no fallaran cuando estén en operación, analizando y determinando las principales causas por las cuales
puede fallar un subsistema y/o componente de los tanques de
almacenamiento, obteniendo procedimientos y registros de
mantenimiento, con lo cuales será posible asegurar un adecuado y seguro funcionamiento de los equipos y así alarga r la vida útil de los mismos. [7]
Valentin Vicente, Voctor Frank (2014) en su tesis desarrollada en la Universidad Nacional Del Centro Del Perú titulada: “Mantenimiento
Centrado En La Confiabilidad Para Mejorar La Disponibilidad Mecánica De Las Excavadoras Cat 336DL en El Proyecto Toromocho”; Nos resume, que después de realizar un registro de
paradas de todos los sistemas se encontró una disponibilidad mecánica de la flota en un 81% siendo muy bajo comparado al target de la disponibilidad que la minera exige a la empresa, por lo que se realizó un plan de mantenimiento basado en RCM, identificando así las funciones, fallas funcionales, modos de falla, para realizar el
cuadro de Criticidad (AMFE), que fue la base del estudio de investigación quien por consiguiente determinó cuales serían las
16 excavadora 336DL antes y después de la aplicación del Mantenimiento centrado en la Confiabilidad, Consiguiendo al final una mejora de un 91% de la disponibilidad mecánica de las Excavadoras 336D L en el proyecto Toromocho. [8]
Barrientos Medina, Gabriela (2017) en su tesis desarrollada en la Universidad San Ignacio De Loyola titulada: “MEJORA DE LA
GESTION DE MANTENIMIENTO DE MAQUINARIA PESADA CON LA METODOLOGIA AMEF” Se llegó a la conclusión de La propuesta de
mejora para la gestión de mantenimiento basada en la metodología AMEF para excavadoras es una guía para desarrollar nuevos planes de mejora y técnicas en otros equipos de la empresa. Los resultados obtenidos con el análisis mejoro la disponibilidad operativa de las excavadoras. [9]
ENUNCIADO DEL PROBLEMA I.3.
¿En cuánto mejora la Confiabilidad de la excavadora CAT336D2L de la empresa BAEIRA SAC aplicando la metodología AMEF?
HIPÓTESIS I.4.
Al aplicar la metodología AMEF se mejorará las tareas de mantenimiento y se logrará aumentar la confiabilidad de la excavadora CAT 336DL de la empresa BAREIRA SAC.
OBJETIVOS I.5.
I.5.1. Objetivo General
17 BAEIRA SAC aplicando la metodología AMEF
I.5.2. Objetivos Específicos
Establecer el estado actual de las excavadoras 336D2L que pertenecen a la empresa BAEIRA SAC, identificando sus requerimientos especificaciones y su disponibilidad.
Reconocer y evaluar los modos de fallas potenciales, así como las causas y efectos de las fallas del sistema.
Identificar las acciones que podrían eliminar o reducir la oportunidad de que ocurra la falla potencial.
Organizar e implementar la programación de mantenimiento preventivo de la maquinaria pesada, así como determinar intervalos de tiempo adecuados entre una revisión preventiva y otra para mantener un sistema de mantenimiento constante basado en el AMEF.
Diseñar formatos de control o administración del mantenimiento preventivo y correctivo, como órdenes y fichas.
JUSTIFICACIÓN I.6.
La justificación principal de la investigación es que la metodología AMEF va a resolver de forma práctica el problema de la baja confiabilidad modificando las tareas de mantenimiento.
I.6.1. Justificación Económica
Respecto al tema financiero, la presente investigación se
18 planificado por la empresa.
I.6.2. Justificación Tecnológica
En el aspecto tecnológico se implementará el sistema diseñado en Excel mejorando así la planeación de mantenimiento, la base de datos y el monitoreo de los equipos y del personal técnico involucrado.
I.6.3. Justificación Teórica
Ésta investigación será un nuevo aporte para la metodología AMEF, incentivando así el descubrimiento de nuevas aplicaciones o implementado esta herramienta de ingeniería. Además, contribuirá con el aumento de la disponibilidad y confiabilidad del equipo animando así a la aplicación del resto de equipos.
I.6.4. Justificación Social
Por la parte social la tesis plantea mejorar la seguridad del operario, debido a que se reducirá las fallas imprevistas y la operación del equipo será más eficiente.
I.6.5. Justificación Ambiental
Este proyecto impulsa una gestión eficiente del mantenimiento, lo cual constituye una forma para prevenir impactos negativos sobre el medio ambiente dado que aseguran la fiabilidad de las máquinas durante su explotación, además de encaminar las acciones de manejo necesarias para la protección del medio ambiente (derrame de combustible, aceite, grasas).
19 Para el desarrollo del presente informe de tesis, nos encontramos con
las siguientes limitaciones:
Limitado el tiempo para realizar el análisis a todos los sistemas
del equipo CAT 336 D2L, debido a las diversas actividades de trabajo.
El presente trabajo al ser ejecutado obtendrá resultados los cuales tendrán validez para las condiciones e instalaciones previamente descritas.
CAPITULO II
MARCO TEORICO II.
Mantenimiento: II.1.
Según la norma francesa, mantenimiento es el conjunto de acciones que permiten conservar o restablecer un bien a un estado especificado o a una situación tal que pueda asegurar un servicio determinado [10].
Por otro lado, según la norma británica, mantenimiento es la combinación de todas las acciones técnicas y administrativas asociadas tendientes a conservar un ítem o restablecer a un estado tal que pueda realizar la función requerida [11]
20 Tipos de Mantenimiento.
II.2.
Para que una gestión sea efectiva y eficiente, es necesario plantear estrategias en el mantenimiento bajo la consideración, como aspecto básico para la selección del tipo de tácticas de mantenimiento, las características de las fallas. Asimismo, dichas tácticas deben obedecer a los siguientes principios:
a) Mantenimiento Rutinario:
Es el que comprende actividades tales como: lubricación, limpieza, protección, ajustes, calibración u otras; su frecuencia de ejecución es periodo semanal, generalmente es ejecutado por los mismos operarios de los sistemas y su objetivo es mantener y alargar la vida útil de dichos sistemas operativos evitando su desgaste.
b) Mantenimiento Programado:
Toma como base las instrucciones técnicas recomendadas por los fabricantes, constructores, diseñadores, usuarios y experiencias conocidas, para obtener ciclos de revisión y/o sustituciones para los elementos más importantes de un sistema a obje to de determinar la carga de trabajo que es necesario programar. Su frecuencia de ejecución es de semanal programado por el tiempo de operación.
c) Mantenimiento por Avería o Reparación:
21 componentes, se subsanan las averías que se producen, siempre buscando el registro de la información para futuros análisis que ayudarán en la toma de decisiones y auditorías de proceso. Su condición se da debido que no es posible detener los componentes y entonces se atacan las fallas, luego del análisis estas fallas se corrigen o se eliminan de forma integral. Este tipo de mantenimiento no se programa en el tiempo debido a que afecta negativamente el proceso productivo ya que paraliza la producción.
d) Mantenimiento Correctivo:
Se basa fundamentalmente en los datos recabados a lo largo del proceso de la gestión de mantenimiento y sobretodo en los que se registran debido a fallas ya que luego de analizad a la información sobre las averías, busca eliminar la falla y la ejecución de trabajos o de actividades de mantenimiento a mediano plazo.
En este término, se debe tener en cuenta que corregir es eliminar a profundidad, entonces, los trabajos de mantenimien to correctivo deben ser planificados y programados en el tiempo para que no afecte el proceso productivo.
e) Mantenimiento Predictivo:
Es el mantenimiento planificado y programado basándose en el análisis técnico y en la condición del equipo, antes de ocurrir una
falla, sin detener el funcionamiento normal del equipo, para determinar la expectativa de vida de los componentes y
reemplazarlos en tiempo óptimo, minimizando costos. f) Mantenimiento Preventivo:
22 averías; aquellas que generan resultados que obliguen a la atención de los sistemas productivos mediante mantenimiento correctivo y las que se presentan con cierta regularidad y que ameritan su prevención. El mantenimiento preventivo es el que utiliza todos los medios disponibles, incluso los estadísticos, para determinar la frecuencia de las inspecciones, revisiones, sustitución de piezas claves, probabilidad de aparición de averías, vida útil, u otras. Su objetivo es adelantarse a la apar ición o predecir la presencia de las fallas.
Parámetros de Mantenimiento. II.3.
Un buen desempeño de las funciones de los equipos es necesario medir de forma simple sus características esenciales a través de los siguientes parámetros:
• Confiabilidad: Es la probabilidad de que un objeto o sistema
opere bajo condiciones normales durante un periodo de tiempo establecido, el parámetro que identifica la confiabilidad es el Tiempo Medio de Fallas, es decir son lapsos de tiempos entre una falla y otra.
• Mantenibilidad: Es la probabilidad de que un objeto o sistema
sea reparado durante un periodo de tiempo establecido bajo condiciones procedimentales establecidas para ello, siendo su parámetro básico el Tiempo Promedio Fuera de Servicio.
• Disponibilidad: Es el tiempo que un objeto o sistema
23 depende de la planificación del resto de actividades de la organización. [13]
Gestión de Activos II.4.
Financieramente hablando podríamos definir como activos
productivos todos aquellos activos de la empresa que tienen la capacidad de generar beneficio. Si estamos hablando del sector industrial, entonces estos activos productivos suelen ser, en su gran parte, máquinas y equipos que participan activamente dentro de la cadena de producción, ya sea fabricando producto acabado o bien contribuyendo a su fabricación.
El inconveniente de estos activos es que para justificar su rentabilidad se debe de garantizar un funcionamiento duradero e
ininterrumpido en el tiempo sin variar los estándares de calidad del producto que procesan o fabrican y este correcto funcionamiento se verá afectado por factores como el deterioro de sus componentes o la obsolescencia.
Es por esta razón que la gestión eficaz y eficiente de los activos y la optimización de su mantenimiento garantizará la rentabilidad de su inversión y aumentará los beneficios de la empresa.
Esta integración de toda la información relativa al ciclo de vida de los activos permitirá optimizar su mantenibilidad incrementando así su fiabilidad y, por lo tanto, asegurando su rentabilidad. A estos beneficios se puede añadir la reducción en costes de operación y el aumento en la garantía de calidad del producto acabado. [14]
24 La gestión de mantenimiento puede ser definida como la efectiva y eficiente utilización de los recursos materiales, económicos,
humanos y de tiempo para alcanzar los objetivos d el
mantenimiento.
La gestión del mantenimiento industrial moderno se presenta como un conjunto de técnicas para cuidar la tecnología de los sistemas de producción a lo largo de todo su ciclo de vida, llegando a utilizarlos con la máxima disponibilidad y siempre al menor costo,
garantizando entre otras cuestiones, una asistencia técnica eficaz a través de una buena formación y gestión de competencias en el uso y mantenimiento de dichos sistemas asegurando la disponibilidad planeada dentro de las recomendacio nes de garantía y uso de los fabricantes de los equipos.
Etapas de la Gestión de Mantenimiento. II.6.
En una gestión de mantenimiento, la planificación y programación representan el punto de partida. Ella lleva involucrada la necesidad de imaginar y relacionar las actividades probables que habrán de cumplirse para lograr los objetivos y resultados esperados. A
continuación, se describen cada una de las etapas de la gestión de mantenimiento:
25 i. Se deben tener establecidos objetivos y metas en cuanto a los
objetos a mantener.
ii. Se debe garantizar la disponibilidad de los equipos.
iii. Establecer un orden de prioridades para la ejecución de las acciones de mantenimiento.
iv. Sistema de señalización y codificación lógica. v. Inventario técnico.
vi. Procedimientos y rutinas de mantenimiento.
vii. Registros de fallas y causas.
viii. Indicadores de gestión, estadísticas de tiempo de parada y tiempo de reparación.
b) Programación. El proceso consiste en establecer las frecuencias para las asignaciones del mantenimiento preventivo, las fechas programadas son esenciales para que exista un a continua disponibilidad de equipos e instalaciones. Se inicia con la solicitud y envió de la orden de trabajo.
c) Ejecución, control y evaluación. Estos procesos vinculan dos acciones administrativas de singular importancia como son la dirección y la coordinación de los esfuerzos del grupo de realizadores de las actividades generadas en los procesos de planificación y programación cuya finalidad es garantizar el logro de los objetivos propuestos.
Mantenimiento Productivo Total (TPM) II.7.
TPM son las siglas de Total Productive Management o
Mantenimiento Productivo Total. Es una estrategia de
26 paros imprevistos mediante la participación de todos los empleados de la empresa en función de su capacidad y conocimientos.
El TPM es en la actualidad unos de los sistemas fundamentales para lograr la eficiencia total, en base a la cual es factible alcanzar la competitividad total. La tendencia actual a mejorar cada vez más la competitividad supone elevar unísono en un grado máximo la eficiencia en calidad, tiempo y coste de producción e involucra a la
empresa en el TPM.
El termino TPM fue acuñado en 1971 por el Instituto Japonés de Ingenieros de Plantas (JIP). Esta institución fue la precursora del Instituto Japonés de Ingenieros de Plantas (JIPM, Japan Institute Plant Maintenance). Surge como sistema destinado a lograr la eliminación de las seis grandes pérdidas de los equipos, a los efectos de poder hacer factible la producción " Just in Time". Estas seis grandes pérdidas se hallan directa o indirectamente relacionados con los equipos dando lugar a reducciones en la eficiencia del sistema productivo.
II.7.1. Objetivos del Mantenimiento Productivo Total (TPM)
27 • Participación de todo el personal, desde la alta dirección
hasta los operarios de planta. Incluir a todos y cada uno de ellos para alcanzar objetivos con éxito.
• Creación de una cultura corporativa orientada a la obtención
de la máxima eficiencia en el sistema de producción y gestión de los equipos.
• Implantación de un sistema de gestión de mantenimiento tal
que facilite la eliminación de las fallas antes que s e produzcan y se consigan los objetivos.
• Implantación de un Mantenimiento Preventivo como medio
básico para alcanzar el objetivo de cero perdidas mediante actividades integradas en pequeños grupos de trabajo y apoyando en el soporte que proporciona el Mantenimiento Autónomo. [13]
TABLA N° 01 ETAPAS DE IMPLEMENTACION DE TPM [15]
FASES ETAPAS
1. Decisión de la dirección de aplicar el TPM como 2.Campaña de infonnación-formación técnica 3.Crear la estructura de animación y pilotaje del 4. Diagnóstico de la situación de partida.
Indicadores de progreso técnicos 5. Redacción de un plan tipo. Líneas de acción/objetivos
6.Lanzamiento
7 .Implantación de la mejora continua en los sistemas de procesos.
8.Desarrollo del automantenimiento
9 .Desarrollo del mantenimiento programado 10.Formación del equipo humano en los métodos y experiencias del mantenimiento global
11.Integrar el TPM en los sistemas de gestión, diseño y construcción de nuevos equipos 12. Certificar la aplicación TPM
PREPARACIÓN
DESARROLLO
28 Mantenimiento Centrado en Confiabilidad (RCM)
II.8.
El mantenimiento centrado en confiabilidad se originó a comienzos de
los setenta. Se inició con un esfuerzo conjunto de la industria norteamericana aeronáutica y el gobierno para mejorar el mantenimiento preventivo, en donde la frecuencia PM se determina estadísticamente para la máquina. Esta evita las fallas identificando
las reparaciones mayores y reemplazando las tareas de
mantenimiento correctivo con tareas basadas en condición una vez cumplidas el tiempo estimado de uso del equipo.
El Mantenimiento Centrado en la Confiabilidad (Reliability Centred Maintenance) es el proceso utilizado para determinar
que se debe hacer para asegurar que cualquier activo físico (equipo), continúe haciendo lo que sus usuarios quieren que hagan en su contexto operacional actual. Lo que los usuarios quieren depende de dónde y cómo se utiliza el activo (el contexto de funcionamiento).
Según el libro publicado por John Moubray (Reability Center Maintenance), menciona que existen tres tipos de mantenimiento según la evolución. El mantenimiento primitivo al momento que se presentaba una falla o un sonido raro. La segunda cuando el mecanizado de la industria aumenta debido a la falta de mano de obra, aquí aparece el mantenimiento preventivo. Y por último que dio inicio después de los 70 con la revolución tecnología donde fue necesario implementar técnicas y herramientas debido a los costos de producción; aquí es donde aparece el mantenimiento planeado. [16]
El Mantenimiento Centrado en la Confiabilidad (RCM), fue desarrollado por la industria de la aviación civil en Estados Unidos en la década de los 70, para emprender un estudio de la eficiencia de las
29 complejos en los sistemas de los equipos de las aeronaves civiles y lograr aumentar la disponibilidad de los equipos, a un menor costo y esfuerzo de mantenimiento. La efectividad de este modelo de gestión de mantenimiento, ha sido notoria, y se ha expandido a diversos sectores, aceptada y aplicada en la industria en general. [17]
El RCM está conformado por un equipo multidisciplinario de trabajo, encargados de optimizar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las
actividades más efectivas de mantenimiento en función de la criticidad de los equipos, analizando los efectos que originarán los modos de falla en éstos equipos, respetando normas de seguridad y medio ambiente.
La filosofía del RCM1, emplea las técnicas del Mantenimiento Preventivo PM, Mantenimiento Predictivo e inspección, Reactivo y Mantenimiento Proactivo de una manera integrada con la finalidad de incrementar la probabilidad de que el equipo funcione de una manera requerida sobre su vida de diseño con el mínimo mantenimiento realizado. La finalidad principal es de mantener su función de diseño, con la requerida confiabilidad y disponibilidad a bajos costos. En varios países desarrollados, rigurosos análisis del RCM han sido usados extensivamente por las industrias de la aviación, aeroespacial, de defensa y nucleares donde las fallas funcionales tienen el potencial de un resultado en cuantiosas pérdidas de vida, implicancias de
seguridad nacional y de impacto extremo al medio ambiente.
30 consecuencias. [19]
Inspección Basada en el Riesgo II.9.
Inspección Basada en Riesgo (RBI) es un enfoque basado en el riesgo para la priorización y planificación de las inspecciones, principalmente en la industria del petróleo y el gas. Este tipo de inspección analiza la planificación de la probabilidad de fracaso y las consecuencias de la misma con el fin de desarrollar el plan de inspección. Está relacionado con la Gestión de Activos Basado en el Riesgo, Gestión de Integridad basado en el riesgo y Gestión de resultados basada en el riesgo.
Los artículos con alta probabilidad y consecuencias de falla (es decir, de alto riesgo) se les da una mayor prioridad para la inspección que los artículos con baja probabilidad de falla o sea que tiene consecuencias bajas. Esta estrategia permite una inversión racional de los recursos de inspección. [20]
Debido a lo acelerado y complejo que resulta actualmente la Toma de Decisiones en los procesos productivos, muchas veces las empresas se ven obligadas a ejecutar acciones de inversión basadas en información incompleta, incierta o difusa, debiendo a su vez producir con más bajo
costo, mejor calidad y mayor nivel de Confiabilidad. Es por ello que muchas de las más importantes empresas del mundo utilizan cada vez más intensamente las disciplinas y metodologías de Ingeniería de Confiabilidad, Análisis de Riesgos y Gerencia de la Incertidumbre. Más aún, la tendencia es hacia la utilización de enfoques integrados, como Confiabilidad Integral. [21]
METODOLOGÍA AMEF II.10.
31 mantenimiento industrial gracias al desarrollo del Mantenimiento Centrado en la Confiabilidad.
El AMEF fue desarrollada en el ejercito de la Estados Unidos por los ingenieros de la National Agency of Space and Aeronautical (NASA); este era empleado como una técnica para evaluar la confiabilidad y para determinar los efectos de las fallas de los equipos y sistemas, en el éxito de la misión y la seguridad del personal o de los equipos. [22]
El Análisis de modos y efectos de fallas potenciales, AMEF, también es
considerado como un proceso sistemático para la identificación de las fallas potenciales del diseño de un producto o de un proceso antes de que éstas ocurran, con el propósito de eliminarlas o de minimizar el riesgo asociado a las mismas.
Por lo tanto, el AMEF puede ser considerado como un método analítico estandarizado para detectar y eliminar problemas de forma sistemática y total, cuyos objetivos principales son:
- Reconocer y evaluar los modos de fallas potenciales y las causas asociadas con el diseño y manufactura de un producto.
- Determinar los efectos de las fallas potenciales en el desempeño del sistema.
- Identificar las acciones que podrán eliminar o reducir la oportunidad de que ocurra la falla potencial.
- Analizar la confiabilidad del sistema.
- Documentar el proceso.
32 de proyecto; así como también es aplicable para sistemas administrativos y de servicios. [23]
II.10.1. Normas que respaldan el AMEF o FMEA:
Existen muchas normas y pautas publicadas que cubren el alcance y el procedimiento general para realizar FMEA o FMECA. Algunos de los más comunes y relevantes son:
• SAE J1739, Modo de falla potencial y análisis de efectos en
diseño (Diseño FMEA), Modo de falla potencial y análisis de efectos en procesos de ensamblaje y fabricación (Proceso FMEA) (2009).
• AIAG, Manual de referencia del modo de falla potencial y análisis
de efectos (FMEA) Cuarta edición -2008.
• MIL-STD-1629A, Procedimientos para realizar un análisis de
efectos y críticos del modo de falla (citado para su cancelación en 1994, pero aún se usa en algunas aplicaciones militares y otras).
• SAE ARP5580, Prácticas recomendadas de modos de falla y
análisis de efectos (FMEA, por sus siglas en inglés) para aplicaciones no móviles (2001).
• IEC 60812, Técnicas de análisis para la confiabilidad del sistema -
Procedimiento para el modo de falla y análisis de efectos (FMEA) (2006) []
II.10.2. Procesos para realizar el AMEF:
33 Selección del grupo de trabajo, el cual debe estar compuesto por personas que dispongan de amplia experiencia y conocimientos del
producto o del proceso objeto del AMEF.
Paso 2:
Establecer el tipo de AMEF a realizar su objeto y limites, se definirá de forma precisa el producto o parte del producto, el servicio o el proceso objeto del estudio delimitando claramente su
campo de aplicación. Paso 3:
Aclarar las prestaciones o funciones del producto o del proceso analizado, es necesario un conocimiento exacto y completo de l as funciones del objeto de estudio para identificar los modos de fallo potenciales o bien tener una experiencia previa de productos o procesos semejantes. Se expresarán todas y cada una de forma clara y concisa y por escrito.
Paso 4:
Determinar los modos potenciales de fallo para cada función definida en el paso anterior, hay que identificar todos los posibles modos de fallas. Esta identificación es un paso crítico y por ello se utilizarán todos los datos que puedan ayudar en la tarea, por ejemplo:
El AMEF anteriormente realizados para servicios o procesos
similares.
Estudios de fiabilidad.
Datos y análisis sobre reclamos de clientes tanto internos
34
Los conocimientos de los expertos mediante la realización de
tormentas de ideas o procesos lógicos de reducción.
Paso 5:
Determinar los efectos potenciales de fallo, para cada modo
potencial de fallas se identificarán todas las posibles
consecuencias que estos pueden implicar para el cliente. Cada modo de fallo puede tener varios efectos potenciales.
Paso 6:
Determinar las fallas potenciales de fallo, para cada modo de fallo se identificarán todas las posibles causas directas o indirectas. Para el desarrollo de este paso se recomienda utilizar los Diagramas Causa Efecto, diagrama de relaciones o c ualquier otra herramienta de análisis de relaciones de causalidad.
Paso 7:
Identificar sistemas de control actuales, en este proceso se buscarán los controles diseñados para prevenir las posibles causas de fallo, tanto directos como indirectos o bien para detectar el modo de fallo resultante. Esta información se obtiene del análisis de sistemas y procesos de control de servicios o procesos similares al objeto de estudio.
Paso 8:
Determinar los índices de evaluación para cada modo de fallo, existen 3 índices de evaluación:
Índice de gravedad, la cual evalúa la gravedad del efecto o
35 en base a una tabla de gravedad y que es función de la mayor o menor insatisfacción del cliente por la degradación de la función o las prestaciones. Cada una de las causas potenciales a un mismo efecto se evalúa con el miso índice de gravedad. En el caso de que una misma causa pueda contribuir a varios efectos distintos del mismo modo de fallo, se le asignara el índice de mayor gravedad.
Tabla N°02: Cuadro de gravedad [24]
Gravedad
Descripción
Puntaje
Imperceptible, ínfima
1
Escasa, falla menor
2-3
Baja, fallo inminente
4-5
Media, falla pero no para el
sistema
6-7
Elevada, falla critica
8-9
Muy elevada, problemas de
seguridad
10
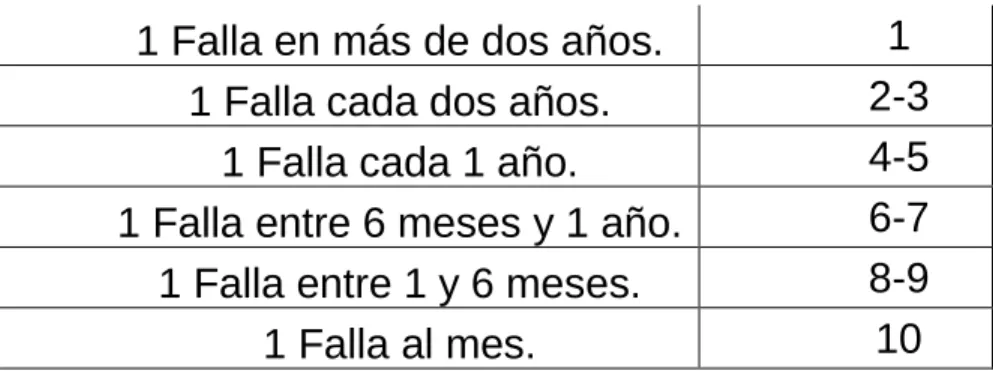
Índice de Ocurrencia, (O), evalúa la probabilidad de que se
produzca el modo de fallo por cada una de las causas potenciales en una escala del ,1 al 10 en base a una tabla de ocurrencia. Para su evaluación se tendrá en cuenta todos los controles actuales utilizados para prevenir que se produzca la causa potencial del fallo.
Tabla N° 03: Cuadro de ocurrencia [24]
Ocurrencia
36
1 Falla en más de dos años.
1
1 Falla cada dos años.
2-3
1 Falla cada 1 año.
4-5
1 Falla entre 6 meses y 1 año.
6-7
1 Falla entre 1 y 6 meses.
8-9
1 Falla al mes.
10
Índice de detección, (D), evalúa para cada causa la probabilidad de
detectar dicha causa y el modo de fallo resultante antes de llegar al cliente en una escala del 1 al 10 en base a una tabla de detección. Para determinar el índice D se supondrá que la cusa del fallo ha ocurrido y se evaluara la capacidad de los controles actuales para detectar las mismas o el modo de fallo resultante.
Los 3 índices anteriormente mencionados son independientes y para garantizar la homogeneidad de su evaluación, estas serán realizadas por el mismo grupo de análisis.
Tabla N° 04 Cuadro de detección
Dificultad de detección
Descripción Puntaje
Obvia 1
Escasa 2-3
Moderada 4-5
Frecuente 6-7
Elevada 8-9
Muy elevada 10
Horacio Helman y Paulo Pereira. Escuela de Ing. De UFMG. Brasil 1995 [24]
37 Calcular para cada modo de fallo potencial los números de prioridad de riesgo (NPR), para cada causa potencial de cada uno de los modos de fallo potenciales, se calculará el número de prioridad de riesgo multiplicando los índices de gravedad G de ocurrencia O y de dirección D correspondiente.
Dónde: G: Gravedad; O: ocurrencia; D: dirección.
Tabla N° 05 Clasificación de la falla según NPR:
NPR ≤ 125 Falla aceptable
125 < NPR ≤ 200
Falla reducible a aceptable
NPR > 200 Falla indeseable
El valor resultante podrá oscilar entre 1 y 1000 correspondiendo a 1000 el mayor potencial de riesgo. El resultado final de un AMEF es por lo tanto una lista de modos de fallos potenciales, sus efectos posibles y las causas que podrían contribuir a su aparición clasificados por unos índices que evalúan su impacto en el cliente.
Paso 10:
Proponer acciones de mejora, cuando se obtengan elevados NPR, deberá establecerse acciones de mejora para reducirlos. Se fijarán asimismo los responsables y la fecha límite de implantación de dichas acciones. Con carácter general se seguirá el principio de prevención para eliminar las causas de los fallos en su origen (acciones correctivas).
38 Paso 11:
Revisar y seguir el AMEF, se revisará periódicamente en la fecha que se haya establecido previamente, evaluando nuevamente los índices de gravedad, ocurrencia y detección, recalculando los números de prioridad de riesgo, para determinar la eficacia de las acciones de mejora.
Análisis de Criticidad:
Para realizar este análisis tomaremos en cuenta los siguientes criterios:
Frecuencia de fallas.
Impacto operacional.
Flexibilidad operacional.
Costos de mantenimiento.
Impacto de seguridad y medio ambiente
Frecuencia de fallas.
Es el número de veces que se repite en un evento considerado como una falla dentro de un periodo de tiempo que para nuestro caso será de un año. Tendremos entonces 4 posibles clasificaciones para ese ítem:
Tabla N° 06 Frecuencias de fallas
Frecuencia de fallas 4 Alto, mayor a 2 fallas al año 3 Promedio, de 1 a 2 fallas al año. 2 Buena, de 0.5 a 1 falla al año.
1 Excelente, menos de 0.5 falla al año.
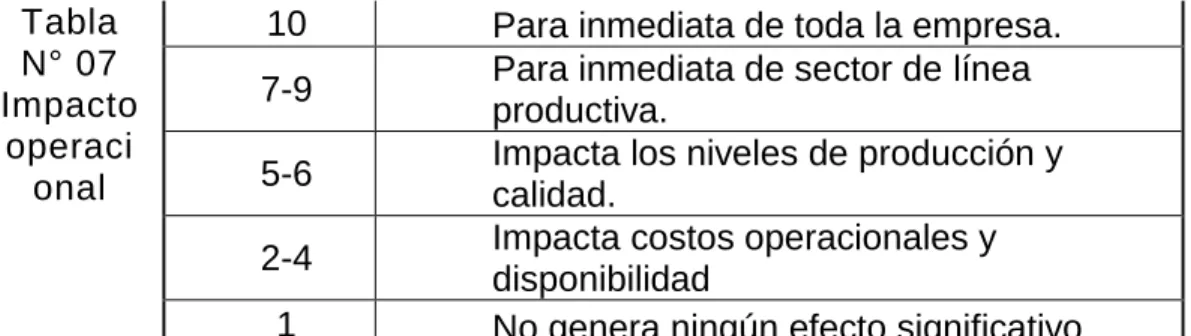
Impacto operacional.
Son los efectos causados en la producción, tendremos 4 posibles clasificaciones para ese ítem:
39 Tabla
N° 07 Impacto
operaci onal
Flexibilidad operacional.
Es la posibilidad de realizar un cambio rápido para continuar con la producción sin incurrir en costos o pérdidas considerables, tendremos 3 posibles clasificaciones para ese ítem:
Tabla N° 08 Flexibilidad operacional
Costo de Mantenimiento.
Tomando los costos que implica la labor de mantenimiento, dejando por fuera los costos inherentes a los costos de producción sufridos por la
falla. Tendremos entonces 2 posibles clasificaciones para ese ítem:
Tabla N° 09 Costo de Mantenimiento Costo de Mantenimiento
2 Mayor o igual a $1000,000 al año.
10 Para inmediata de toda la empresa.
7-9 Para inmediata de sector de línea
productiva.
5-6 Impacta los niveles de producción y
calidad.
2-4 Impacta costos operacionales y
disponibilidad
1 No genera ningún efecto significativo
Flexibilidad operacional
4 No existe opción igual o equipo de
repuesto.
2-3 El equipo puede seguir funcionando.
40
1 Inferior a $1000,000 al año.
Impacto de seguridad y medio ambiente.
Enfocado en evaluar los posibles inconvenientes que puede causar sobre las personas o el medio ambiente. Tendremos 5 posibles clasificaciones para ese ítem:
Tabla N° 10 Impacto seguridad y medio ambiente
Impacto seguridad y medio ambiente 8 Afecta la seguridad humana interna y externa.
6-7 Afecta el medio ambiente severamente.
4-5 Afecta las instalaciones severamente.
2-3 Provoca daños menores (seguridad y
ambiente).
1 No provoca ningún tipo de riesgo.
Por lo tanto, el valor de criticidad de una falla se determina según la siguiente ecuación:
Donde: Crt: Criticidad; Ff: frecuencia de fallas; C: consecuencia Donde la consecuencia se determina por los siguientes criterios:
Donde: I.o: Impacto Operacional; F.o: Flexibilidad Operacional; C.m:Costo de Mantenimiento; I.a.m.a: Impacto ambiental y medio
ambiente.
Matriz de Criticidad.
41 siguientes áreas:
Área de No Críticos (NC).
Área de Semi Críticos (SC).
Área de Críticos (C).
En la siguiente Tabla se muestra la matriz general de criticidad, según cada área: [25]
Fuente: Elliott, M. (2000). Reliability-Centered Maintenance . IIEE Solutions. [26] Indicadores de Mantenimiento:
II.11.
II.11.1. Disponibilidad
Probabilidad de que un equipo esté operando o sea disponible para su uso, durante un periodo de tiempo determinado.
La Disponibilidad puede ser expresada por la siguiente ecuación:
Donde:
42 II.11.2. Confiabilidad
Es la probabilidad de que un sistema o equipo pueda ejercer su función requerida durante un intervalo de tiempo establecido y bajo condiciones de uso definidos,
(denygonzalez.files.wordpress.com). La confiabilidad
puede ser expresada por la siguiente ecuación, que representa una distribución exponencial (tasa de falla constante):
Donde:
𝐂(𝐭) : Confiabilidad para un tiempo dado.
e : Base de los logaritmos neperianos (e = 2.303).
𝛌 : Tasa de fallas (número total de fallas por periodo de
operación).
t : Tiempo de operación previsto.
II.11.3. Mantenibilidad
Puede ser definida como la característica de un equipamiento o instalación de permitir un mayor o menor grado de facilidad en la ejecución de los servicios de mantenimiento. O de forma más simple es la probabilidad
de que un equipo sea reparado en un tiempo
determinado ya que produce una falla.
La mantenibilidad puede ser expresada por la siguiente ecuación:
43 M(t) : Mantenibilidad para un tiempo dado.
e : Base de los logaritmos neperianos (e = 2.303). μ : Tasa de reparaciones (número de reparaciones
realizadas en relación al total de horas de reparación de un equipo).
t : Tiempo de reparación previsto.
Fallas en el periodo de vida de los equipos II.12.
Para la mayoría de equipos, las fallas ocurren a diferentes estimaciones o tasas durante la vida del equipo y obedecen diferentes leyes de distribución que representan el comportamiento que tendrán en función del tiempo. [26]
44 La figura N°01, se observa la tasa de fallas de un producto como una función de su ciclo de vida. La curva es conocida como curva de ciclo de vida o también comúnmente conocida como la curva de la bañera, debido a su forma distintiva [28].La curva mostrada tiene tres regiones definidas:
II.12.1. Periodo prematuro de fallas.
El primer periodo también conocido como Mortalidad Infantil, muestra una alta tasa de fallos, la cual rápidamente disminuye en función del tiempo. Este tiempo tiene que ser más corto que el tiempo de garantía de la máquina o equipo en cuestión.
Las fallas prematuras suelen aparecer poco después de la puesta en funcionamiento. La alta tasa de fallas inicial se debe en gran parte a un inadecuado diseño o fabricación, componentes defectuosos o inadecuados, y hasta un inadecuado montaje e instalación.
II.12.2. Periodo útil de operación.
La segunda etapa en el ciclo de vida, también conocida como vida útil o fallos casuales, es debida principalmente a errores operaciones. Durante esta segunda fase la tasa de fallos λ tiende a
ser constante y es ésta la fase útil o productiva del ciclo de vida de los equipos.
45 Este periodo de operación útil, es el más importante para la planificación del mantenimiento preventivo, debido a que los datos son recolectados y analizados para determinar tiempo medio entre fallas (MTBF), indicador que posteriormente será identificado.
II.12.3. Periodo de desgaste.
La fase final del ciclo de vida es debida a la superación de vida útil prevista en el diseño del componente, durante este periodo la tasa de fallas aumenta rápidamente en función del tiempo.
En este periodo la mayoría de equipos son depreciados y llegan a ser retirados o usados como respaldos de otros equipos, al ser despiezados para la obtención de componentes de repuesto.
Siempre y cuando económicamente sea justificada la vida útil de los equipos puede ser extendida mediante un adecuado programa de mantenimiento preventivo y predictivo retardando la inevitable fase de desgaste. [28]
DIAGRAMA DEL ISHIKAWA (Diagrama de Pescado) II.13.
46
Personal: el personal que está participando en la prestación
del servicio.
Material: el material utilizado durante la prestación del
servicio.
Proceso: hace referencia a la sucesión de actividades que
deberán ser realizadas para poder llevar a cabo el servicio.
Equipo: los equipos o maquinaría necesarias para prestar el
servicio.
Ambiente de trabajo: hace referencia a los factores
externos que pueden tener influencia en el normal desarrollo del servicio.
Para facilitar está clasificación de las causas y su relación con los efectos de las mismas se puede utilizar el diagrama de “espina de pescado” o también llamado Diagrama de Ishikawa.
En la Figura 3 se presenta un ejemplo para el servicio entrega de pedidos de una tienda on-line. En este caso, el efecto de la falla es el retraso en la entrega del pedido. [29]
47 Tipos de máquinas para el movimiento de tierras
II.14.
II.14.1. Máquinas de empuje
II.14.1.1. Tractores
Entre las máquinas de empuje podemos encontrar ruedas sobre cadenas, tractores sobre ruedas y escrepas. Los tractores sobre cadenas y tractores sobre ruedas tienen una hoja para empujar,
excavar o nivelar la tierra. La hoja puede ser del tipo recto de media U o de U completa La hoja es de acero que está hecha con una cuchilla o varios tramos de cuchilla atornilladas a ella. La hoja puede estar unida rígidamente al bastidor de empuje, estar sujeta por pasadores y sistemas de varillas o estar montada al bastidor de empuje de manera que pueda inclinarse o pueda variar el ángulo que forma con el eje longitudinal del tractor.
Cuentan con un ripper que es un componente clave en su eficiencia. Su labor consiste en ejecutar el trabajo de quiebre con profundidad del terreno, es por ello que se requiere de un acero de alta resistencia mecánica.
Aplicaciones de los tractores Bulldozer
Corte y acarreo de zanjas
Desgarramiento
Suministro de materiales al área de carga
Empuje de mototraillas
Rellenos sanitarios
48
Trabajos en pendientes
Nivelación y acabado final
Limpieza y mantenimiento en áreas de carga
3.10.1.2 Las escrepas o mototraillas
Son máquinas de empuje o transporte de tierra (escrepas o scrapers) cuya función consiste en cargar, transportar y extender la tierra. Dependiendo de la potencia del tractor y el trabajo a realizar, pueden ser de aplicación de construcción o de minería (es muy utilizado en las minas de carbón.
II.14.2. De nivelación y compactación
II.14.2.1. Motoniveladora
Máquina muy versátil usada para mover tierra u otro material
suelto. Su función principal es nivelar, modelar o dar la pendiente necesaria al material en que trabaja. Se considera
como una máquina de terminación superficial.
Su versatilidad está dada por los diferentes movimientos de la hoja, como por la serie de accesorios que puede tener.
II.14.2.2. Compactadora
Es una máquina autopropulsada sobre ruedas que dispone de diferentes tipos de rodillo (vibrador liso, pata de cabra, neumáticos) que permiten acelerar el proceso de compactación de tierras
II.14.2.3. De carguío y excavación
49 cada opción de tipo, modelo, accesorios y tamaños se tienen
diferentes aplicaciones y por tanto distintas ventajas
económicas.
II.14.2.4. Cargador Frontal
Los cargadores son tractores equipados con un cucharon excavador montado sobre brazos articulados sujetos al tractor y que son accionados por medio de dispositivos hidráulicos. Estas máquinas están diseñadas especialmente para trabajos ligeros de excavación de materiales suaves o previamente aflojados Los cargadores con ruedas son tractores que poseen dos ejes proyectados para cargar, levantar, transportar, bajar.
II.14.2.5. Excavadoras
Es una maquinaria que funciona hidráulicamente. Está proyectada para excavar, sacar la tierra con el cucharon, cortar
una zanja y mover la tierra excavada fuera de la zanja o cargarla en la caja de un camión.
Se denomina excavadora a la maquina autopropulsada sobre neumáticos u orugas. Posee una estructura capaz de girar al menos 360° (en un sentido y en otro, de forma ininterrumpida) que excava terrenos, carga, eleva, gira y descarga material por la acción de la cuchara.
II.14.2.6. Pala Hidráulica
Durante algún tiempo se considera que una pala era una
50 bajarse hidráulicamente. De hecho, una pala hidráulica se proyecta como retroexcavadora hidráulica o excavadora con la abertura del cucharon. [30]
CAPITULO III
MATERIALES Y MÉTODO III.
Materiales III.1.
III.1.1. Unidad de estudio: Excavadora CAT 336DL
III.1.2. Área de estudio: Instalaciones de la empresa BAEIRA SAC
Métodos III.2.
III.2.1. Tipo de investigación
Tipo de investigación: Descriptivo - Aplicativo
III.2.2. Población y muestra
Muestra: Sub-sistemas de la Excavadora CAT 336DL
Población: Excavadora CAT 336DL.
De acuerdo a los objetivos planteados, el presente trabajo está orientado a describir las características de fallas potenciales y subsistemas críticos, para buscar formas de solución más específicos y eficientes, es por ello que este proyecto se basa en recolección y procesamiento de datos basado en la metodología AMEF.
Variables de estudio y operacionalización de variables III.3.
51 Figura N°03: Variables y objeto de estudio
III.3.1.1. Variable independiente
Plan de mantenimiento utilizando la metodología AMEF.
III.3.1.2. Variable Dependiente Disponibilidad
Confiabilidad
III.3.2. Operacionalización de variables
Tabla N° 11 Operacionalización de variables
VARIA B LES DEFINICIÓN CONCEPTUAL DEFINICION
OPERACIONAL INDICADOR
ESC
A
LA
VARIABLE INDEPENDIENTE
AUMENTO DE LA CONFIABILIDAD DE
LA EXCAVADORA 336D2L CON LA
METODOLOGÍA AMEF EN LA EMPRESA
BAEIRA SAC
VARIABLES NO CONTROLABLES
52 Pla n de M ante nimie nto bas ado en el A MEF
Es una herramienta que forma parte de la gestión del
mantenimiento, a través de esta
aplicación se permite maximizar la
confiabilidad
operacional de las maquinarias, equipos o activos, a partir de la determinación y evaluación de los requerimientos
reales de mantenimiento
Se aplica a cada falla inaceptable de los motores Jaula ardilla críticos basados en el ACR, fundamentado en el MCC.
Ordenes de trabajo, planificación y programación. Control de presupuesto y costos.
Mantenimiento
preventivo e historia de equipos (Hoja de información y
decisiones).
Procesamiento de datos. RAZÓ
N VARIABLES DEPENDIENTES Conf ia bil idad
Es la probabilidad de que un sistema o equipo
pueda ejercer su función requerida durante un intervalo de
tiempo establecido y bajo condiciones de uso
definido.
Depende del la tasa de fallas y tiempo provisto de operación
INTE RVAL O Disp onibi lidad
Probabilidad de que un equipo esté operando o sea disponible para su uso, durante un periodo de tiempo determinado
Depende del tiempo promedio entre fallas, tiempo medio para reparar y número de fallas.
Fuente: Elaboración propia
Técnicas e instrumentos de recolección de datos III.4.
![TABLA N° 01 ETAPAS DE IMPLEMENTACION DE TPM [15]](https://thumb-us.123doks.com/thumbv2/123dok_es/7044557.313934/27.918.216.791.237.1052/tabla-n-etapas-de-implementacion-de-tpm.webp)
![Tabla N°02: Cuadro de gravedad [24] Gravedad](https://thumb-us.123doks.com/thumbv2/123dok_es/7044557.313934/35.918.215.786.385.940/tabla-n-cuadro-gravedad-gravedad.webp)

![Figura N° 01: Curva del ciclo de vida de equipos. [27]](https://thumb-us.123doks.com/thumbv2/123dok_es/7044557.313934/43.918.171.754.392.1034/figura-n-curva-ciclo-vida-equipos.webp)
![Figura N° 2: Diagrama de Ishikawa [29]](https://thumb-us.123doks.com/thumbv2/123dok_es/7044557.313934/46.918.205.801.88.1118/figura-n-diagrama-de-ishikawa.webp)