Diseño de un sistema de supervisión y control orientado a estaciones de riego para la industria de cultivos
49
0
0
Texto completo
(2) DISEÑO DE UN SISTEMA DE SUPERVISIÓN Y CONTROL ORIENTADO A ESTACIONES DE RIEGO PARA LA INDUSTRIA DE CULTIVOS. TRABAJO PARA OBTENER EL TÍTULO DE INGENIERO EN CONTROL. JULIO CESAR VALBUENA GARCIA. DIRECTOR ING. ALFREDO CHACÓN GARCIA. PROGRAMA: INGENIERÍA EN CONTROL. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERÍA EN CONTROL BOGOTÁ D.C. 2015.
(3) DISEÑO DE UN SISTEMA DE SUPERVISIÓN Y CONTROL ORIENTADO A ESTACIONES DE RIEGO PARA LA INDUSTRIA DE CULTIVOS. HOJA DE ACEPTACIÓN. Observaciones _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________. _______________________________ Evaluador del Proyecto. _______________________________ Evaluador del Proyecto. _______________________________ Director del Proyecto. _______________________________ Fecha.
(4) AGRADECIMIENTOS. Doy gracias principalmente a Dios quien me orientó en este camino y me fortaleció con paciencia, humildad, sacrificio y me regaló la voluntad de terminar esta etapa de mi vida. A mis padres por todo su apoyo, comprensión y confianza. Y especialmente a mis compañeros y profesores de carrera quienes con su apoyo y ayuda incondicional hicieron posible todo esto..
(5) RESUMEN El presente documento se realizó con el ánimo de documentar el proceso que se llevó a cabo para diseñar y elaborar el proyecto de grado “DISEÑO DE UN SISTEMA DE SUPERVISIÓN Y CONTROL ORIENTADO A ESTACIONES DE RIEGO PARA LA INDUSTRIA DE CULTIVOS”, donde se evidencia el desarrollo del objetivo principal es decir, describe la elaboración y los elementos que se utilizaron para tal fin, y el uso del software/hardware implementado.. Además menciona el método de comunicación remota que se optó para integrar los componentes y detalla el sistema de supervisión y el programa OPC utilizado , que son la base del proyecto. Elementos por los que se verá una estación de riego adecuada y automatizada para el cultivo que adquiera la solución.. A través de gráficas y tablas de ensayo se conecta al lector con el trascurso de la programación y del estándar de comunicación OPC, la interfaz gráfica en el PLC, y se muestra el uso de MODBUS con un variador de frecuencia con capacidad de dicho protocolo; esto con el fin de dar a conocer que se pueden implementar lenguajes de programación y protocolos de comunicación universales (no limitados a un solo fabricante); a un sistema remoto de supervisión y control, y que puede llegar a tener más de una aplicación en la industria.. Finalmente en el documento señala las conclusiones del trabajo realizado, se comprueban las expectativas y los objetivos planteados, menciona los beneficios que se pueden llegar a obtener a l utilizar un sistema de supervisión, un PLC y un Variador de Frecuencia conectados a la Red, de forma remota.. Palabras claves: Sistemas SISTEMA DE SUPERVISIÓN, comunicación remota, PLC, Variador de Frecuencia, Sistemas OPC, Protocolos, MODBUS. pág. 1.
(6) ABSTRACT This document was made with the purpose of documenting the process that was undertaken to design and develop the Degree Project: "DESIGN OF A SYSTEM OF SUPERVISION AND CONTROL ORIENTED STATION RUN FOR CROPS" (“DISEÑO DE UN SISTEMA DE SUPERVISIÓN Y CONTROL ORIENTADO A ESTACIONES DE RIEGO PARA LA INDUSTRIA DE CULTIVOS”) which evidenced the main development objective , i.e., describes the design and the elements that were used for this purpose, and the use of software / hardware implemented.. It also mentions the method of remote communication that was opted to integrate the components and details the supervision system system, and the OPC software used, that are the basis of the project. Those Elements see for a proper and automated station for the irrigation of the crop, and its owner who acquires the solution.. Through graphs and test-tables, the text connect the reader with the course of programming and communication standard OPC, the graphical interface to the PLC, and the MODBUS use is shown with a variable frequency drive (VDF) capable of this protocol; this in order to show that implement programming languages and communication protocols universal (not limited to a single manufacturer) is reachable; a remote monitoring and control system, and it can have more than one application in the industry.. Finally the paper notes the conclusions of the work done, expectations and objectives are checked, and also mentions the benefits that can be attained by using a SUPERVISION SYSTEM system, a PLC and an inverter connected to the network, remotely . Keywords: supervision system, remote communication, PLC, Variable Frequency drive, OPC System, protocols, MODBUS pág. 2.
(7) TABLA DE CONTENIDO. 1.. INTRODUCCIÓN ............................................................................................................................................................ 5. 2.. OBJETIVO GENERAL ..................................................................................................................................................... 6 2.1. OBJETIVOS ESPECÍFICOS .................................................................................................................................... 6. 3.. PLANTEAMIENTO DEL PROBLEMA ........................................................................................................................... 6. 4.. JUSTIFICACIÓN .............................................................................................................................................................. 7. 5.. MARCO TEÓRICO ......................................................................................................................................................... 8 5.1 5.2 5.3 5.4 5.5 5.5.1 5.5.2. 6.. IMPLEMENTACIÓN DEL PROYECTO ........................................................................................................................ 28 6.1 6.2 6.3 6.4 6.5. 7.. SISTEMA DE SUPERVISIÓN Integ raXor ..................................................................................................... 10 Variador de frecuencia ................................................................................................................................ 13 Control Asociado al PID ............................................................................................................................... 16 PLC .................................................................................................................................................................. 17 Comunicación remo ta ................................................................................................................................. 22 MODBUS ........................................................................................................................................................ 23 OPC ................................................................................................................................................................. 26. I NSTRUMENTO O TÉCNICA DE RECOLECCIÓN DE DATOS. ............................................................................................ 28 DESARROLLO DEL SISTEMA DE SUPERVISIÓN ........................................................................................................... 30 PROGRAMACIÓN SERVIDOR O PC............................................................................................................................. 32 PROGRAMACIÓN PLC............................................................................................................................................. 33 PROGRAMACIÓN I NTERFAZ SISTEMA DE SUPERVISIÓN W EB...................................................................................... 37. ANÁLISIS DE RESUL TADOS ....................................................................................................................................... 39 7.1. RESULTADOS BAJO LA INTERFAZ .................................................................................................................... 41. 8.. CONCLUSIONES DE PROY ECTO................................................................................................................................ 43. 9.. REFERENCIAS............................................................................................................................................................... 44 9.1. REFERENCIAS WEB............................................................................................................................................ 44. pág. 3.
(8) LISTA DE FIGURAS Figura 1 Vista de pantalla de Editor de Proyecto (Fuente: Los Autores) ................................... 10 Figura 2 Vista de pantalla de Servidor IntegraXor (Fuente: Los Autores) ................................. 11 Figura 3 Vista de pantalla de usuario final o HMI de SISTEMA DE SUPERVISIÓN (Fuente: Los Autores)................................................................................................................................... 12 Figura 4 Vista de pantalla de diseño Inkscape + SAG (Fuente: Los Autores) ............................. 12 Figura 5 Esquema genérico de elementos de potencia en variador de frecuencia 3F (Fuente: Yaskawa Training, PP.AFD.03) ................................................................................................. 14 Figura 6 Variador de frecuencia YASKAWA V1000 (Tomado de: https://inverterdrive.com/prodimage/600_Yaskawa-V1000-Size4-1.jpg) .............................. 14 Figura 7 Ejemplo de transductor de presión en lazo 4-20 mA (Fuente: https://encryptedtbn0.gstatic.com/images?q=tbn:ANd9GcSVl6ufruAjGk01rsjDXLTCd0mXkBrQMipuLK7HMhOkj dGkumZdoA) ........................................................................................................................... 16 Figura 8 Lenguaje de programación LADDER (Fuente: Los Autores)........................................ 19 Figura 9 Lenguaje de programación FBD (Fuente: Los Autores) .............................................. 19 Figura 10 Lenguaje de programación ST (Fuente: https://en.wikipedia.org/wiki/Structured_text)...................................................................... 20 Figura 11 OPLC Unitronics implementado en la solución (Fuente: http://www.unitronics.com) ................................................................................................................................................ 20 Figura 12 Interfaz de programación de la pantalla HMI incluida con OPLC (Fuente: Los Autores)................................................................................................................................... 21 Figura 13 Esquema de comunicación de sistema SISTEMA DE SUPERVISIÓN Remoto (Fuente: Los Autores) ............................................................................................................................ 22 Figura 14 Módulo de comunicación VIPA sugerido (Fuente: http://www.vipa.com)................ 22 Figura 15 Enlace físico para comunicación MODBUS RTU RS485 (Fuente: manual de equipo SIEMENS SInamics V20) .......................................................................................................... 23 Figura 16 Ejemplo de direcciones de registro MODBUS para variador Siemens Sinamics V20 (Fuente: manual de equipo SIEMENS SInamics V20)................................................................ 25 Figura 17 Creación de conexión para Cliente OPC Unitronics (Fuente: Los Autores) ................ 27 Figura 18 Servidor OPC del OPLC Unitronics: UniOPC (Fuente: Los Autores) ........................... 27 Figura 19 Diagrama de flujo de la solución propuesta (Fuente: Los Autores) ........................... 28 Figura 20 Esquema de partes de solución a proponer (Fuente: Los Autores) ........................... 29 Figura 21 Pantalla de selección de puerto de comunicación para sistema de supervisión (Fuente: Los Autores) .............................................................................................................. 30 Figura 22 Creación de variables de PLC para lectura/escritura (Fuente: Los Autores) ............. 31 Figura 23 Asignación de servidor OPC en Editor SCADA (Fuente: Los Autores) ....................... 32 Figura 24 Registro de servidor OPC en el equipo local (Fuente: Los Autores) .......................... 32 Figura 25 Creación de PLC en servidor OPC (Fuente: Los Autores) .......................................... 33 Figura 26 Pantalla de estado de variables en PLC Unitronics (Fuente: Los Autores)................. 34 Figura 27 Pantalla de estado de sistema de bombeo (pantalla inicial) (Fuente: Los Autores) ... 34 Figura 28 Pantalla Programación del OPLC. (Fuente: Los Autores) .......................................... 35 Figura 29 Bloques de lectura de valores en variador vía MODBUS (Fuente: Los Autores) ........ 35 pág. 4.
(9) Figura 30 Bloques de lectura de palabras de bits para monitoreo de estados (Fuente: Los Autores)................................................................................................................................... 36 Figura 31 Vista de interfaz SISTEMA DE SUPERVISIÓN (HMI) funcionando sobre Internet Explorer 10 (Fuente: Los Autores) ........................................................................................... 37 Figura 32 Interfaz de dibujo Inkscape + SAGE (Fuente: Los Autores) ....................................... 38 Figura 33 Interfaz gráfica para programación de variables en animación de HMI (Fuente: Los Autores)................................................................................................................................... 39 Figura 34 Diagrama de Bloques, sobre la lógica del proceso (Fuente: Los Autores).................. 41. 1. INTRODUCCIÓN En Colombia existen una gran cantidad de cultivos (de caña de azúcar, de flores, de frutas, hortalizas, etc.), los cuales son de grandes extensiones, y requieren de grandes cantidades de agua para su sostenibilidad. Estos riegos se hacen por medio de sistemas de bombeo que se controlan con mecanismos de arranque convencionales (estrella triángulo y/o arrancadores de estado sólido), y por medio de maniobras locales. Debido a la importante extensión de estos cultivos los sistemas de bombeo se amplían de forma dispersa, y el acceso a éstos es difícil por su ubicación, dada las extensas distancias que se deben recorrer para llevar un control del funcionamiento de las bombas y de los fallos que puedan ocurrir en las mismas, con un consecuente incremento de costos. Se plantea realizar un sistema de monitoreo remoto a cada estación de bombeo, con el fin de minimizar tiempos perdidos por fallas en los equipos, llevar estadísticas de consumos de energía, obtener datos de funcionamiento de los equipos y planear mantenimientos programados para los mismos, además de efectuar un control sobre la presión requerida para el riego del cultivo.. Se espera obtener una mejora en los tiempos de intervención de los equipos de bombeo, optimizar el mantenimiento de los mismos, poder llevar a cabo monitoreo de los sistemas de riego en tiempo real, evitando desplazamientos largos que pueden generar costos de transporte (gasolina y rodamiento) debido a las largas pág. 5.
(10) extensiones de los cultivos ¿Qué cantidad de combustible y el valor de este se debe invertir? Ahorrar en los costos de personal técnico empleado en el cambio de elementos defectuosos por la poca supervisión de los mismos.. 2. OBJETIVO GENERAL Diseñar un sistema de supervisión y control orientado a estaciones de riego de agua para cultivos, a ser probado en el Laboratorio de Electrónica de la Universidad Distrital Francisco José de Caldas-Facultad Tecnológica.. 2.1 OBJETIVOS ESPECÍFICOS • Comunicar un PLC y un Variador electrónico de velocidad por medio de protocolos de comunicación Ethernet o comunicación serial. • Implementar un sistema de adquisición de datos y de supervisión que reciba datos de un PLC. • Enviar información del funcionamiento de la bomba de agua y del variador, tales como velocidad de la bomba, corriente de motor, presión de agua (por medio de un transductor de presión), historial de fallas y estado del motor en tiempo real, a un cuarto de control.. 3. PLANTEAMIENTO DEL PROBLEMA A lo largo del territorio nacional se encuentran diversos y complejos sistemas de cultivos agrícolas que varían según su región, cultura, climatización, etc. Uno de los principales déficit se encuentra en los procedimientos de riego a los cultivos, no solo por las grandes extensiones que abarcan los mismos, sino por los costos de. pág. 6.
(11) materia primordial como el agua: recurso natural incalculable, y el tiempo que implica esta actividad tan dispendiosa. Por esta razón se desea simular la implementación de un sistema de monitoreo y control (con supervisión y adquisición de datos) que agrupe las señales (variables) del sistema de bombeo: presión de agua, velocidad de bomba, corriente de motor, etc., las cuales puedan ser enviadas a un PLC el cual se dedicara a recibir alarmas y fallas, procesarlas y enviarlas a través de comunicación móvil de Internet a una cabina o centro de mando donde estará un operario el cual tomará decisiones que intervengan en el riego del cultivo. Como complemento, dicha simulación incluirá el uso de un variador de velocidad especial para aplicaciones de bombeo, para reemplazar a los sistemas tradicionales de arranque de las bombas de los riegos, lo que permitirá mejorar el desempeño de los sistemas, reducir desgastes de los equipos y llevar los datos requeridos para el monitoreo al PLC y de éste al sistema de supervisión. En el sistema de lazo cerrado los variadores estarán dedicados a controlar las motobombas del sistema de riego, es decir: la velocidad de la bomba, la presión del sistema, entre otros.. 4. JUSTIFICACIÓN El territorio colombiano se extiende con un margen de 1.141.748 km2 y 928.660 km2 de dominios marítimos. (PROEXPORT COLOMBIA). 1 El sector agrícola en Colombia desde época prehispánica, se considera como uno de los más fértiles y factibles para generan alimentos y recursos forestales a sus habitantes. El desarrollo tecnológico que se plantea, es una mejora a una actividad que en los últimos años ha venido siendo industrializando a grandes pasos, además de generar muchos ingresos económicos al producto bruto interno del país. Es por esto que la automatización en los sistemas de riego en los cultivos agrícolas permitirán optimizar los métodos existentes de tal manera que se minimicen los tiempos y los costos en todos los procesos de siembra y cosecha a través del pág. 7.
(12) monitoreo y control remoto de los sistemas de riego, además un solo operario no es suficiente para verificar que todas las estaciones de bombeo tengan un correcto funcionamiento. Mediante la implementación del variadores de velocidad para control de los riegos y la simulación de un sistema de monitoreo y supervisión, se llevará a que el cultivador obtenga beneficios tales como menor consumo energético, mayor eficiencia de las motobombas, así como protecciones adicionales al sistema a nivel de presión.. Ésta clase de implementación tecnología, permitirá a corto y a mediano plazo generar. interés. por. parte. de. empresas. privadas,. y. de. intendencias. gubernamentales interesadas en este tipo de avances para el sector agrícola.. 5. MARCO TEÓRICO. Un sistema SISTEMA DE SUPERVISIÓN (Supervisor y Control And Data Acquisition, Control con Supervisión y Adquisición de Datos), se. puede. conceptualizar como un software que permite el acceso a datos remotos de un proceso y admita, utilizando los medios de comunicación necesarios en cada caso, el control del mismo. Atendiendo a la definición, vemos que no se trata de un sistema neto de control, sino de una utilidad software de supervisión, que realiza la tarea de interface entre los niveles de control (PLC) y los de gestión a un nivel superior. Los objetivos para que su instalación sea perfectamente aprovechada son los siguientes: • Funcionalidad completa de manejo y visualización en sistema operativo Windows sobre cualquier PC estándar. • Arquitectura abierta que permita combinaciones con aplicaciones estándar y de usuario, que permitan a los integradores crear soluciones de mando y supervisión pág. 8.
(13) optimizadas (Active X para ampliación de prestaciones, OPC para comunicaciones con terceros, OLE-DB para comunicación con bases de datos, lenguaje estándar integrado como VB o C, acceso a funciones y datos mediante API). • Sencillez de instalación, sin exigencias de hardware elevadas, fáciles de utilizar, y con interfaces amigables con el usuario. • Permitir la integración con las herramientas ofimáticas y de producción. • Fácilmente configurable y escalable, debe ser capaz de crecer o adaptarse según las necesidades cambiantes de la empresa. • Funciones de mando y supervisión integradas. • Comunicaciones flexibles para poder comunicarse con total facilidad y de forma transparente al usuario con el equipo de planta y con el resto de la empresa (redes locales y de gestión). (Rodríguez Penin, 2007). En el mercado existen varios software para supervisión y control (tipo SISTEMA DE SUPERVISIÓN) que tienen diversos alcances y complejidades, entre ellos se resaltan: . Proficy IFIX de GE Automation. . WinCC RT de Siemens. . InTouch de Wonderware. . Factory Talk de Rockwell Automation (Allen-Bradley). . Vijeo Citect de Schneider Electric. Pero ente éstas y más opciones disponibles en el mercado de la automatización, mercado en constante cambio e innovación se encontró un software sistema de supervisión que ofrece muchas ventajas y mayor simplicidad: IntegraXor de ECAVA.. pág. 9.
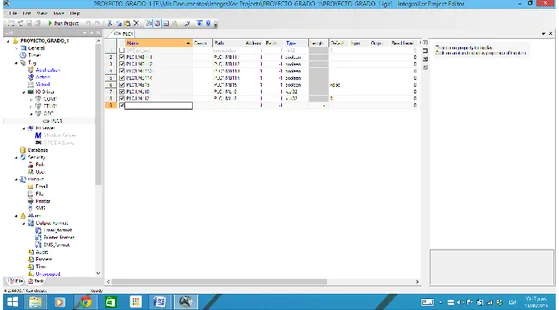
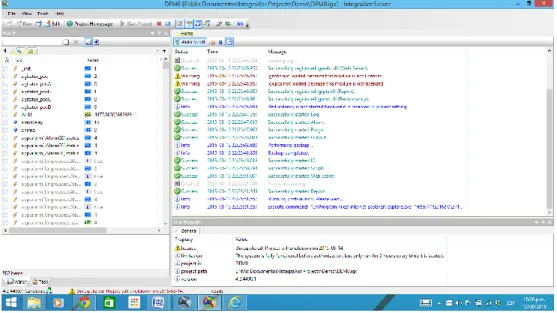
(14) 5.1 SISTEMA DE SUPERVISIÓN IntegraXor El software SCADA Integraxor (IGX) es un sistema de supervisión y control desarrollado por una empresa de Malasia llamada ECAVA, la cual se especializa en sistemas de automatización y control, además de contar con un incentivo del gobierno malayo que subsidia a empresas innovadoras en desarrollos tecnológicos.. Figura 1 Vista de pantalla de Editor de Proyecto (Fuente: Los Autores). Una gran ventaja de éste sistema de supervisión que lo diferencia de los demás, es que su implementación se facilita ya que sólo requiere la instalación de un único paquete que comprende: . Un editor de proyectos, con el que se ingresan y programan todos los parámetros que se requieren de un sistema de supervisión: tags, puertos de comunicación, controles de usuario, sistemas de recetas, alarmas, manejo de pantallas de usuario, niveles de acceso, entre otras.. . Un servidor, que es el programa que realiza el puente entre los datos programados con el editor, y la interfaz de usuario propiamente dicha. Aquí. pág. 10.
(15) se relacionan todas las variables del proceso, así como el monitoreo de las mismas y el estado general de la comunicación, según el protocolo elegido.. Figura 2 Vista de pantalla de Servidor IntegraXor (Fuente: Los Autores). . La interfaz de usuario es el punto a favor del sistema de supervisión IntegraXor, ya que es un sistema cuyo monitoreo es por medio de un navegador WEB estándar es decir, que toda pantalla de supervisión/ control se muestra en un navegador de un PC normal.. . También existe como opción el uso de un navegador propio realizado por ECAVA llamado “Kioskit” que permite un uso más ligero para el lado cliente de la aplicación, así como la limitación de uso de combinaciones de teclas predefinidas, para habilitar funciones diseñables para la aplicación.. pág. 11.
(16) Figura 3 Vista de pantalla de usuario final o HMI de SISTEMA DE SUPERVISIÓN (Fuente: Los Autores). . Todos los sistemas de supervisión usan un editor para las pantallas de usuario, que traen plantillas predeterminadas para dibujar elementos que representen de la manera más cercana a los objetos reales, tales como luces, indicadores, motores, interruptores, actuadores, entre otros.. Figura 4 Vista de pantalla de diseño Inkscape + SAG (Fuente: Los Autores). El sistema de supervisión IntegraXor no tiene un editor de ésta naturaleza propiamente dicho, sino que implementa un software que es usado ampliamente pág. 12.
(17) por diseñadores gráficos en el mundo: Inkscape. Es un software editor de gráficos vectoriales el cual puede ser ejecutado en Windows, OS X y Linux, gracias a que es de código abierto, y usa el estándar abierto SVG que permite crear gráficos muy detallados, de mayor impacto visual y más amigables al usuario final.. 5.2 Variador de frecuencia Un variador de frecuencia es un dispositivo electrónico que permite realizar el control de un motor de inducción, por medio de variación en frecuencia y voltaje, en su forma fundamental, y a la par permitiendo realizar control más preciso con ajustes en los vectores de corriente que circulan por los devanados del motor.. Los variadores de frecuencia son elementos actuadores ampliamente utilizados en la industria moderna, ya que en toda planta o fábrica siempre hay algún tipo de motor, y los variadores permiten realizar tareas tan sencillas como poder aumentar o disminuir la velocidad de control del motor para un proceso dado, permitir manejar a revoluciones lentas un movimiento de carga, invertir el sentido de giro de una aplicación, y ya en versiones más completas, y permitir controlar un proceso directamente, como el sistema de bombeo planteado en éste proyecto, por medio del controlador PID incorporado en el equipo, que monitorea la presión de trabajo por medio de un transductor de presión de lazo 4-20 mA.. Esquema interno general de un VDF.. pág. 13.
(18) Figura 5 Esquema genérico de elementos de potencia en variador de frecuencia 3F (Fuente: Yaskawa Training, PP.AFD.03). Figura 6 Variador de frecuencia YASKAWA V1000 (Tomado de: https://inverterdrive.com/prodimage/600_Yaskawa-V1000-Size4-1.jpg). Para el caso del diseño a realizar en el proyecto, se busca un variador de frecuencia que posea éstas características:. pág. 14.
(19) . Entradas analógicas que permitan conexión del sensor de presión en lazo cerrado 4-20 mA. . Protocolo de comunicación MODBUS RTU RS485 para establecer enlace de lectura/ escritura entre el PLC y el sistema de supervisión.. . Control PID integrado que permita hacer regulación de presión de agua del bombeo de forma constante, ya que el control de presión se centra en el sistema variador-transductor de presión.. En el mercado actual industrial existen varias marcas q ue ofrecen una variada gama de equipos, tanto de aplicación general, como de aplicación específica, entre los cuales podemos mencionar algunos como:. -. Yaskawa: fabricante líder en la industria mundial, nos ofrece equipos de gama de entrada como el V1000, y equipo de aplicación específico de bombeo como el iQPUMP micro y el iQPUMP1000.. -. Siemens: uno de los fabricantes de mayor reputación, ya que posee soluciones en toda la arquitectura de la pirámide de automatización, tiene equipos tales como Sinamics V20, G120, o el equipo específico para la aplicación de bombeo G120P.. -. ABB: otro de los “pesos pesados” de las aplicaciones industriales, tiene en su portafolio de equipos de propósito general el modelo ACS355 o el ACS800, o para la aplicación de bombeo tiene los equipos ACS310 y ACS320.. -. Mitsubishi: uno de los fabricantes de mayor trascendencia y menos recurridos también nos ofrece sus equipos de propósito general como el E700 o A800, y también para aplicación de bombeo el equipo F800.. La selección de uno u otro variador, dependerá principalmente del presupuesto del cliente, de si se requieren funciones avanzadas del variador para aplicación de bombeo, y del motor en sí, ya que hay modelos que no cubren todo el rango de voltajes y potencias encontradas en campo. pág. 15.
(20) Para realimentar la presión de trabajo del bombeo del cultivo se usa un transductor de presión, el cual convierte una variable física (la presión de agua) en una mecánica (deflexión de una membrana elástica) a una eléctrica (corriente proporcional) que permita dar la señal de control al variador de frecuencia. El transductor de lazo (4-20 mA generalemente) no debe ser alguno en específico, sino que cumpla con unas características básicas: . Tensión de alimentación de 10-30 VDC. . Modo de conexión en bucle 4-20 mA, a dos hilos. . Conexión mecánica dependiendo del punto de instalación en la tubería de descarga.. Figura 7 Ejemplo de transductor de presión en lazo 4-20 mA (Fuente: https://encryptedtbn0.gstatic.com/images?q=tbn:ANd9GcSVl6ufruAjGk01rsjDXLTCd0mXkBrQMipuLK7HMhOkjdGkumZdoA ). Para el proyecto se eligió un variador de frecuencia Marca Yaskawa familia V1000, modelo VU4A0018FAA, el cual cuenta con las funciones requeridas: controlador PID integrado, entrada analógica de 4-20 mA, y terminales para comunicación MODBUS RTU de fábrica.. 5.3 Control Asociado al PID La teoría habla que los lazos de controladores PID fueron inventados para simplificar las labores de los operadores y ejercer un mejor control sobre las pág. 16.
(21) operaciones, explican cómo se integran las acciones P, I y D y que se debe tener en cuenta un punto de referencia en el proceso o (Setpoint). Y que a este punto de referencia se debe minimizar al máximo un "Error" que es definido como la diferencia entre el Setpoint y la variable de proceso, para nuestro caso la presión del agua a controlar en el sistema de riego.. El algoritmo o base matemática del proceso está envuelto en el lazo PID y comprende tres parámetros principales: Proporcional, Integral y Derivativo, a través de un tiempo determinado. Determina que la acción proporcional (P) es la acción que produce una señal proporcional a la desviación de la salida del proceso respecto al punto de partida, la acción integral (I) es la acción que produce una señal de control proporcional al tiempo que la salida del proceso ha sido diferente del punto de partida y que la acción derivativa (D) es la acción que produce una señal de control proporcional a la velocidad con que la salida del proceso está cambiando respecto del punto de partida.. En otras palabras controlar a través de un (controlador PID, inmerso en el variador de frecuencia) la presión que las bombas puedan generar al expulsar agua al riego en los cultivos, y determinar nuestro Setpoint o punto de referencia y mantener este punto constante o llevar el “Error” a cero. Con la ventaja que este proceso será retroalimentado por un transductor o sensor de presión como ya se mencionó anteriormente; en un tiempo real, y que entre menor sea este tiempo, más preciso será el control generado a la presión del agua. 5.4 PLC Un PLC (Controlador Lógico Programable) es un computador pequeño. y. especializado dedicado a tareas de automatización. Físicamente es una pequeña caja que trae varias terminales de conexión para entradas y salidas de señales, las cuales corresponden con diferentes puntos de la máquina o proceso que se desea automatizar.. pág. 17.
(22) Para programar los PLCs se utiliza alguno de varios lenguajes de programación, los cuales se encuentran estandarizados con la norma IEC 61131: Programmable Controllers específicamente en IEC 61131-3:2013 Programmable controllers - Part 3: Programming languages.. Entiéndase por automatizar como el arte de simplificar la acción humana ante tareas repetitivas o complejas de calcular, con un mínimo de error al realizarlas.. En el mercado industrial existen diversos modelos de PLCs y diferentes gamas, las cuales varían: . En la complejidad de la tarea a realizar. . En la cantidad de señales a procesar. . En lo crítico de la tarea o función. . Si llevan funciones de monitoreo incorporada.. Los lenguajes más usados en la industria de la automatización son:. Lenguaje LADDER (LD), de tipo gráfico y el más ampliamente extendido en la industria, ya que es básicamente como dibujar un circuito por medio de contactos que determinen la funcionalidad de las tareas con “lógica cableada” o contactos en secuencia.. pág. 18.
(23) Figura 8 Lenguaje de programación LADDER (Fuente: Los Autores). Lenguaje de diagrama de bloques (FBD), de tipo gráfico, es otro tipo de lenguaje en el que los comandos y la programación se hacen por medio de bloques o “cajas” en las que cada una realiza una función en particular: bloques lógicos, de comparación, de comunicación, de operaciones de registro, etc.. Figura 9 Lenguaje de programación FBD (Fuente: Los Autores). pág. 19.
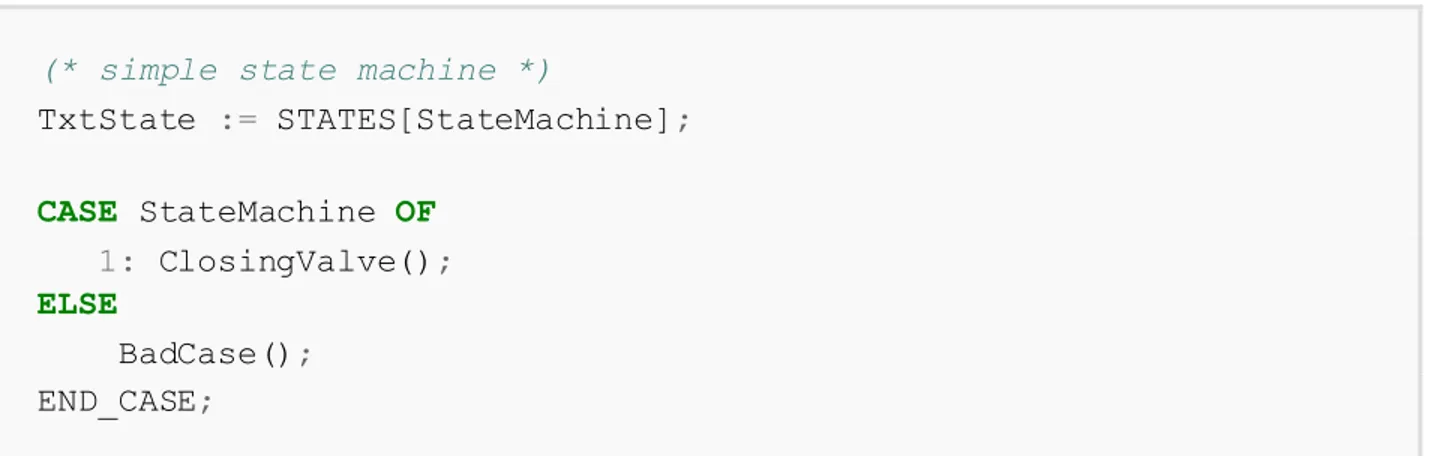
(24) Lenguaje de texto estructurado (ST), el cuál es un lenguaje de alto nivel, muy similar a un lenguaje de programación de computador (PASCAL) que usa todas las estructuras de programación de un lenguaje de dicho tipo (secuencias, iteraciones, llamadas a función). Es de tipo texto.. (* simple state machine *) TxtState := STATES[StateMachine]; CASE StateMachine OF 1: ClosingValve(); ELSE BadCase(); END_CASE; Figura 10 Lenguaje de programación ST (Fuente: https://en.wikipedia.org/wiki/Structured_text). Para el desarrollo del proyecto se eligió un OPLC de la marca UNITRONICS,. Figura 11 OPLC Unitronics implementado en la solución (Fuente: http://www.unitronics.com). El OPLC (siglas de Operator Programmable Logic Controller- Controlador Lógico Programable Operador) de la familia V350 es un equipo compacto pero con gran pág. 20.
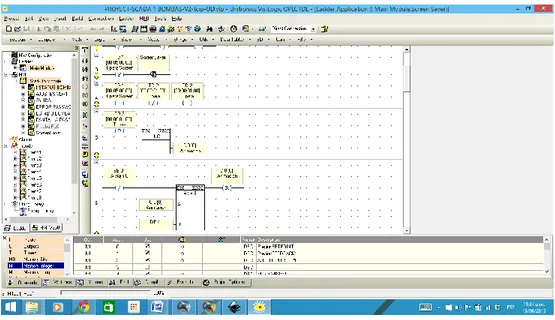
(25) versatilidad para un gran número de aplicaciones. Usa una combinación de programación en Ladder y bloques de funciones, para realizar tareas complejas tales como control de lazos usando PIDs integrados, tareas de comunicación usando diferentes protocolos industriales (MODBUS RTU como estándar, opciones de MODBUS TCP/IP y CANbus) pero su principal característica es la de incluir una pantalla a color de 3.5” de tamaño, tipo TFT Touch Screen, que permite, en el mismo PLC, incluir un HMI (interfaz Hombre -máquina, o pantalla de control), lo cual ahorra costos de desarrollo e implementación.. Su software de programación se llama VISILOGIC, y también es de uso gratuito el ilimitado, es decir, no se limita ni por tiempo ni por uso de elementos (líneas de código, bloques, etc.) y tiene un manejo intuitivo del mismo, junto con la ayuda incluida que es bastante buena, y cuenta con excelentes ejemplos de prueba, así como programas ya realizados que pueden tomarse como base de inicio para un desarrollo.. Figura 12 Interfaz de programación de la pantalla HMI incluida con OPLC (Fuente: Los Autores). pág. 21.
(26) 5.5 Comunicación remota Para poder realizar la implementación de la supervisión del sistema de supervisión a supervisar, se requiere que se puedan llevar los datos de monitoreo y control a una estación remota. El PLC a implementar tiene dos (2) puertos de comunicación: un puerto estándar MODBUS RTU RS485, y uno opcional Ethernet, que permite comunicar al PLC con el sistema de supervisión, instalado en una estación remota con un computador con SO Windows.. Figura 13 Esquema de comunicación de sistema SISTEMA DE SUPERVISIÓN Remoto (Fuente: Los Autores). Si bien el objetivo del proyecto es hacer la prueba de la implementación usando una red local de comunicación, se sugiere utilizar como puente de enlace entre la estación de bombeo y el PLC de control un módulo de tele servicio, que permita conectar por Ethernet y un plan móvil de datos, al PLC.. Figura 14 Módulo de comunicación VIPA sugerido (Fuente: http://www.vipa.com). pág. 22.
(27) El modelo de módem para servicio remoto es el 900-2H681VIPA, pero se pueden usar otros módem que permitan establecer comunicación entre el PLC+ Variador por medio de un enlace Ethernet (lado PLC) y un enlace por datos de internet (lado supervisión).. Varios grupos han intentado generar e imponer una norma que permita la integración de equipos de distintos proveedores. Sin embargo, hasta la fecha no existe un bus de campo universal. Los buses de campo con mayor presencia en el área de control y automatización de procesos son: . Profibus (principalmente DP y PA). . FieldbusFoundation. . Modbus (ASCII, RTU y TCP/IP). . DeviceNet. (León Hernández, 2010) 5.5.1 MODBUS. Es un protocolo de transmisión para sistemas de control y supervisión de procesos con control centralizado, puede comunicarse con una o varias Estaciones Remotas (RTU) con la finalidad de obtener datos de campo para la supervisión y control de un proceso. Las Interfaces de Capa Física puede estar config urada en: RS-232, RS-422, RS-485. En Modbus, los datos pueden intercambiarse en dos modos de transmisión: RTU y ASCII.. Figura 15 Enlace físico para comunicación MODBUS RTU RS485 (Fuente: manual de equipo SIEMENS SInamics V20). pág. 23.
(28) Dentro del protocolo MODBUS para poder acceder a los diferentes dispositivos se usa el esquema de “registros”. Los registros son direcciones de memoria en las cuales se accede a diferentes operaciones para realizar entre el maestro (aquel que establece la comunicación, quién selecciona a la unidad a trabajar, envía una trama de datos, espera respuesta del esclavo) y los esclavos (unidades que esperan instrucciones de un maestro, reciben el mensaje o la orden de comando y procesan los datos para enviarlos de vuelta). Los registros en MODBUS básicos son: . Lectura de N bit (código función 01-02), que permite escribir un bit determinado por el mapa de memoria del dispositivo esclavo.. . Lectura de N registro (código función 03 -04), que permite acceder a un valor numérico almacenado en una dirección del mapa de memoria del dispositivo esclavo.. . Escritura de N bit (código función 05), que permite cambiar el valor de 1 bit, o una palabra de bits en una dirección del mapa de memoria del dispositivo esclavo.. . Escritura de N registro (código función 06), que permite cambiar el valor numérico almacenado en una dirección del mapa de memoria del dispositivo esclavo.. El mapa de memoria MODBUS de un variador de ejemplo Siemens se muestra a continuación:. pág. 24.
(29) Figura 16 Ejemplo de direcciones de registro MODBUS para variador Siemens Sinamics V20 (Fuente: manual de equipo SIEMENS SInamics V20). En el PLC se programan los valores a leer/ escribir, tomando como guía el mapa de MODBUS de cada dispositivo, lo que permite que la solución planteada sea escalable, ya que se puede adaptar a cualquier. variador de frecuencia con. protocolo de comunicación MODBUS RTU, con sólo cambiar los valores de los registros a leer/escribir, y haciendo el ajuste del valor entregado por el equipo, proceso llamado escalización. La escalización de los valores numéricos (generalmente variables análogas), se debe hacer conforme lo indique el fabricante del equipo ya que por ejemplo, hay equipos que entregan los valores a leer por el PLC en base hexadecimal: la corriente de motor se proporciona con un máximo determinado por los valores nominales (ej. Para 10HP 220V-> 31 A, equivalente a 65535, y se usa una “regla de 3” para que el valor entregado por el Variador sea el real y legible a indicar). En otros equipos se entrega el valor directo medido por el equipo, y se debe tener en pág. 25.
(30) cuenta el número de decimales entregado por el variador (ej. El variador registra 13.0 A y en el PLC se lee 130; es deber del programador hacer el ajuste de escalización adecuado). 5.5.2 OPC. El OPC (OLE forProcess Control) es un estándar de comunicación en el campo del control y supervisión de procesos. Este estándar permite que diferentes fuentes de datos envíen datos a un mismo servidor OPC, al que a su vez podrán conectarse diferentes programas compatibles con dicho estándar, la arquitectura de una red que trabaja con el standard OPC siempre consta al menos de 3 partes, a saber:. a) Un dispositivo o aplicación (hardware o software) de cualquier marca o fabricante, el cual genera o contiene los datos que queremos obtener. Podemos estar hablando de un PLC, un DCS, una báscula, una Base de Datos, un fichero de Excel, un RTU, un Switch, un Router o cualquier otro hardware o software que contenga. datos.. b) Un Servidor OPC específico para este Hardware o Software. Un Servidor OPC es un software que "conoce" el lenguaje propietario del Hardware o Software de dónde sacará los datos. Hay Servidores OPC para las diferentes marcas de dispositivos (Siemens, Allen Bradley, Omron, GE, Schneider, Honeywell, Emerson, Yokogawa, ABB, etc.) además de Servidores OPC para Excel (DDE) para Bases de Datos (ODBC), para hardware informático (SNMP), para protocolos conocidos como. Modbus. o. IEC. o. DNP3,. entre. muchos. otros.. c) Un Cliente OPC es un software que tiene implementadas las especificaciones estándar y que puede comunicarse con cualquier Servidor OPC. Al ser OPC un protocolo abierto, cualquier Cliente OPC puede conectarse con cualquier Servidor OPC sin importar desarrolladores ni fabricantes.. pág. 26.
(31) Figura 17 Creación de conexión para Cliente OPC Unitronics (Fuente: Los Autores). Para el caso del proyecto, el OPLC Unitronics trae su propio servidor OPC, llamado UniOPC, que permite enlazar las diferentes variables del proceso desde el PLC hacia el sistema de supervisión y viceversa.. Figura 18 Servidor OPC del OPLC Unitronics: UniOPC (Fuente: Los Autores). pág. 27.
(32) 6. IMPLEMENTACIÓN DEL PROYECTO. 6.1 Metodología: Selección del problema a solucionar. La selección del problema a solucionar se realizó por medio de experiencias laborales que permitieron detectar la deficiencia de los sistemas de monitoreo en algunos de los cultivos que a nivel industrial existentes en el país, además se tuvo la ventaja de tener acceso a soluciones parecidas a las contempladas en este texto con grandes resultados, lo que hace pensar un óptimo desempeño del mismo. 6.2 Instrumento o técnica de recolección de datos.. El instrumento de recolección de datos sé que se usó en esta investigación fue la Entrevista y análisis de datos históricos que fueron obtenidos directamente de las compañías que operan en el campo. El proyecto: diseño de un sistema de supervisión y control orientado a estaciones de riego para la industria de cultivos se comprende básicamente los siguientes puntos.. Figura 19 Diagrama de flujo de la solución propuesta (Fuente: Los Autores). pág. 28.
(33) Internet. Figura 20 Esquema de partes de solución a proponer (Fuente: Los Autores). La adquisición de datos del variador se hace por medio del PLC, se puede realizar de dos formas, por comunicación Ethernet o por entradas y salidas digitales y entradas y salidas análogas, pero para la simulación se usan las entradas y salidas digitales tanto del variador como del PLC, las señales análogas se generaran por medio del software del sistema de supervisión. Se indica a continuación el desarrollo de las diferentes partes que se ofrecen en la solución. Todo el software utilizado se ejecuta en un equipo Local con SO Windows 8.1 de 64 bits, y puede funcionar con versiones de 32 bits también de los SO Windows XP, 7,8 y 8.1 sin problemas de compatibilidad. Una vez aceptado el proyecto se procederá con la implementación de la simulación siguiendo la siguiente secuencia: a) Simular la comunicación entre el PLC y el variador b) Realizar el programa del PLC c) Desarrollar el programa de Adquisición de datos d) Implementar él envió de información al centro de control e) Integrar y hacer pruebas finales a la simulación. pág. 29.
(34) 6.3 Desarrollo Del Sistema de Supervisión. La implementación del sistema de supervisión se realizó en el editor IntegraXor, en el cual se abre una interfaz de usuario, con el árbol de navegación al lado derecho donde se encuentran las diferentes opciones. En la parte de driver de I/O se encuentran las diferentes opciones con las que se comunica el sistema de supervisión al PLC, las opciones predeterminadas son: COM1 para puerto serial, ETH01 cuando se usa un protocolo directo que se transmita por medio Ethernet (Ethernet/IP, ProfiNet), y OPC que es el medio que se va a utilizar para conectar el sistema de supervisión con el PLC.. Figura 21 Pantalla de selección de puerto de comunicación para sistema de supervisión (Fuente: Los Autores). Luego de verificar la dirección de conexión, en la parte derecha se despliega el menú contextual en “OPC” y se le coloca un nombre a la conexión. En cada cuadro de la conexión se procede a crear las variables que están dentro del PLC, correspondientes a las unidades a medir: . Presión de trabajo del sistema Corriente de motor Velocidad de motor pág. 30.
(35) . Energía consumida Presión realimentada Estados del sistema: marcha, paro, falla. Figura 22 Creación de variables de PLC para lectura/escritura (Fuente: Los Autores). El formato de las variables que se debe seguir para ser creadas viene determinado por el servidor OPC donde: Nombre de PLC. Tipo de variable. #. De variable.identificador secundario. El PLC tiene por nombre PLC1, y los tipos de variable disponibles son: . De tipo binario MB De tipo entero sin signo MI De tipo real positivo y negativo ML. Se colocan las variables disponibles según lo requerido para transportar al sistema de supervisión, por tanto la sintaxis sería: PLC1.MB1 ó PLC1.MI10, etc. Según lo que se vaya a transportar.. pág. 31.
(36) Figura 23 Asignación de servidor OPC en Editor SCADA (Fuente: Los Autores). Para que el Editor de sistema de supervisión pueda permitir seleccionar el servidor UniOPC, se debe registrar éste mismo con el comando “registrar”, representado con un ícono de lápiz en el software UniOPC . 6.4 Programación Servidor Opc. Figura 24 Registro de servidor OPC en el equipo local (Fuente: Los Autores). pág. 32.
(37) Una vez registrado el servidor OPC en el equipo local, en la parte de OPC en el editor IntegraXor se selecciona de la lista el servidor UniOPC.Server.1, y en Timer se deja SEC01, para indicar que se hará muestreo de los valores cada segundo. Se debe crear el PLC al que se va a hacer la toma de datos con el nombre del equipo, y el canal de comunicación junto con la dirección IP del PLC en la red Ethernet de conexión al sistema de supervisión.. Figura 25 Creación de PLC en servidor OPC (Fuente: Los Autores). La dirección IP y el nombre del PLC se crean al momento de programar el OPLC con el software Visilogic. Se enciende el servidor UniOPC para que quede listo para halar los datos y debe aparecer el mensaje de “cliente conectado” para verificar que el editor sistema de supervisión se conectó correctamente. 6.5 Programación PLC. El PLC se encarga de las operaciones de: . Lectura de datos del variador: corriente y velocidad de motor, presión desde sensor análogo, presión de trabajo del sistema y consumo de energía del equipo. pág. 33.
(38) . Escritura de comandos de marcha y paro, y lectura de estados de funcionamiento del variador/motor: marcha, paro, falla.. En la figuras 26 y 27 se muestra la pantalla de inicio, en esta ventana se encuentran los comandos de arranque y paro del motor, reset de fallas, condición de la bomba (en marcha o detenida), falla (si existe), velocidad de la bomba, nivel de corriente y torque en motor.. Figura 26 Pantalla de estado de variables en PLC Unitronics (Fuente: Los Autores). Figura 27 Pantalla de estado de sistema de bombeo (pantalla inicial) (Fuente: Los Autores). Como ya s menciono en la pantalla inicial se pueden observar los estados de funcionamiento del motor/variador, y se puede ajustar la presión de trabajo del equipo a controlar, además de permitir la marcha/paro del equipo en dado caso que pág. 34.
(39) se requiera un comando local directo, y se puede visuali zar el estado del variador en el PLC.. Figura 28 Pantalla Programación del OPLC. (Fuente: Los Autores). En las líneas de comando del PLC se inicializan los puertos de comunicación del mismo: MODBUS CONFIG para el puerto MODBUS (dirección del PLC, velocidad de transmisión, tiempo de timeout en caso de falla en comunicación) y el nombre del PLC para efectos de identificación del PLC en la red Ethernet.. Figura 29 Bloques de lectura de valores en variador vía MODBUS (Fuente: Los Autores). pág. 35.
(40) En la parte de lectura de variables por MODBUS, cada bloque funcional se encarga de . Ubicar al esclavo por la dirección indicada. . Apuntar al valor del registro programado. . Según el caso, si es valor numérico se le puede programar para que lea un valor consecutivo de registros iniciando por el # de registro programado. . Guardar el valor leído en una variable de tipo entera (o real). . Si se requiere, monitorear si el procedimiento de lectura fue valido con un valor de estado por cada bloque.. Se debe tener en cuenta que la lectura debe ser secuencial, es decir, que cada bloque de lectura debe activarse uno a la vez, para evitar colisión de datos que dañe la trama de datos establecida. En la secuencia, por cada bloque de lectura se activa un “contacto” que inhibe la lectura de los demás bloques, y cuando la tarea de lectura es completada, se permite que el bloque en la siguiente línea se active y el anterior y los demás se inhiban, repitiendo el ciclo de lectura.. Figura 30 Bloques de lectura de palabras de bits para monitoreo de estados (Fuente: Los Autores). pág. 36.
(41) Los variadores de frecuencia indican el estado de funcionamiento de los mismos por palabras de bits, donde cada bit apunta a un estado en particular (marcha, paro, cambio de sentido de giro, falla, etc.), y el PLC debe tomar esa palabra de bits y asignarle una variable a cada bit de la palabra, para poderla usar como un estado binario independiente.. 6.6 Programación Interfaz Sistema de supervisión Web. El monitoreo y control del PLC se realiza por medio de sistema de supervisión que opera en navegador WEB. Su diseño se realiza usando la herramienta Inkscape + SAGE en el que se pueden dibujar a libertad los diferentes elementos que se deseen representar.. Figura 31 Vista de interfaz SISTEMA DE SUPERVISIÓN (HMI) funcionando sobre Internet Explorer 10 (Fuente: Los Autores). pág. 37.
(42) Figura 32 Interfaz de dibujo Inkscape + SAGE (Fuente: Los Autores). Si bien el manejo del software para dibujar y dar efectos a las partes a representar sea más dispendiosa que con otros software HMI, es más flexible y permite dar rienda suelta a la imaginación del creativo, permitiendo también la interacción de varias disciplinas, cambiando la percepción que se tiene que las interfaces de automatización son planas y sin impacto gráfico. Para programar los valores que deben leer y escribir en pantalla, se procede de la siguiente forma: . Se dibuja el elemento a representar: un cuadro con los valores numéricos de corriente de motor por ejemplo.. . Se selecciona con el menú contextual “propiedades del objeto”. . Se selecciona el tipo de animación, y en tag se selecciona de la lista de tags disponibles la que tenga el valor a representar, o el valor a modificar de tipo binario.. Siempre que se haga una modificación en las variables (adición, remoción, cambio de tipo) se debe actualizar en el editor gráfico. Esto se hace actualizando los valores en el editor de IntegraXor, guardando cambios, cerrando el editor Inkscape + SAGE y volviendo a abrir el editor gráfico. pág. 38.
(43) Figura 33 Interfaz gráfica para programación de variables en animación de HMI (Fuente: Los Autores). Una de las ventajas de obtener información en tiempo real por medio de un sistema de supervisión es el historial de fallas, donde se pueden compilar en esta ventana y encontramos un historial completo de las fallas ocurridas hasta todo momento. Con la descripción de la falla, fecha y hora en la cual ocurrió el imprevisto.. 7. ANÁLISIS DE RESULTADOS. Los resultados de errores y el historial de las fechas, además del método de manejo de los mismos son la esencia del proyecto a implementar, porque el sistema en sí; no prevé la falla y mucho menos la corrige (dependiendo su naturaleza), lo que lo hace versátil es que avisa en tiempo real. Lo que para el operario es muy eficiente porque le simplifica sus tareas. A continuación se procede a describir los resultados, que se obtuvieron en un lapso de tiempo donde se tuvo la posibilidad de contar con esta información. NOTA: Al comienzo del proceso se realizaron pruebas en cultivos de café en la zona cafetera, después por motivos adversos este tema no se pudo continuar. pág. 39.
(44) Paradas de Producción: Por falla mecánica en los motores Nov. 2014 Dic. 2014 Ene. 2015 Feb. 2015 Mar. 2015 Abr. 2015 No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). 3. 2. 1. 2. 1. 3. 6. 1. 0,5. 12. 0,5. 4. 2. 0,33. 0,17. 4. 0,17. 1,33. 85733,33 14288,89 7144,444 171466,7 7144,444 57155,56. Paradas de Producción: Por falta de Agua en el riego Nov. 2014 Dic. 2014 Ene. 2015 Feb. 2015 Mar. 2015 Abr. 2015 No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). 5. 5. 2. 0. 0. 0. 24. 2. 0,5. 72. 0,5. 0,5. 8. 0,67. 0,17. 0,0. 0,0. 0,0. 0. 0. 0. 342933,3 28577,78 7144,444. Paradas de Producción: Por falla en el sistema eléctrico Nov. 2014 Dic. 2014 Ene. 2015 Feb. 2015 Mar. 2015 Abr. 2015 No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). 3. 2. 1. 2. 1. 2. 0,5. 1. 1,5. 0,5. 0,5. 0,5. 0,17. 0,33. 0,50. 0,17. 0,17. 0,17. 7144,444 14288,89 21433,33 7144,444 7144,444 7144,444. pág. 40.
(45) 7.1 RESULTADOS BAJO LA INTERFAZ. Para describir el proceso y/o los resultados, antes se debe resumir la forma de la obtención de los mismos por medio de un diagrama de flujo, INICIO. ESTABLECER COMUNICACIÓN CON EL PLC. SI. MOTOR. CONDICION FALLA. NO. NO. SI. NO FALLA SOBRETORQUE?. NO ENVIAR DATO ARRANQUE. FALLA SOBRECORRIENTE?. SI. SI. SI “reporte falla” = SOBRETORQUE. “reporte falla” = SOBRECORRIENTE. ENVIAR ORDEN DE ARRANQUE. Enviar datos de “reporte falla” a centro de control almacenando historial de fallas y visualizando en pantalla el tipo de falla, con opción de envió de alarma a teléfono móvil.. QUITAR ORDEN DE ARRANQUE, ENVIAR RESET DE FALLAS. SI. ENVIAR RESET DE FALLA. NO. Figura 34 Diagrama de Bloques, sobre la lógica del proceso (Fuente: Los Autores). pág. 41.
(46) Con el método de monitoreo e información remota, los resultados en los tiempos de parada (sobre todo en las circunstancias locales) se observan las mejoras del proceso continuo. A continuación se evidencia una importante disminución de tiempos de paradas de producción, puestos que la información y la toma de decisiones, se realizaban sobre la marcha. Este notorio cambio es la medida que el sistema funciona, y que evidentemente monitorear un proceso (sistema de cultivos) es la mejor forma de aprovechar los recursos.. Paradas de Producción: Por falla mecánica en los motores. No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). Abr. 2015. May. 2015. Jun. 2015 Jul. 2015 Ago. 2015 Sep. 2015. 4. 2. 1. 2. 2. 3. 1. 1,2. 2,2. 0,5. 0,5. 1. 0,33. 0,40. 0,73. 0,167. 0,17. 0,33. 14288,89 17146,66667 31435,56 7144,444 7144,444 14288,89. Paradas de Producción: Por falta de Agua en el riego. No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). Abr. 2015. May. 2015. Jun. 2015 Jul. 2015 Ago. 2015 Sep. 2015. 2. 5. 1. 1. 2. 1. 11. 2,2. 1,2. 12,5. 1,5. 0,5. 3,67. 0,733. 0,4. 4,17. 0,5. 0,167. 157177,8. 31435,6. 17146,67 178611,1 21433,33. 7144. pág. 42.
(47) Paradas de Producción: Por falla en el sistema eléctrico. No. de fallas Tiempo de Corte (estimado en Horas) Perdida de Producción (estimada en sacos de café) Presupuesto Perdido (estimado en Pesos Colombianos). Abr. 2015. May. 2015. Jun. 2015 Jul. 2015 Ago. 2015 Sep. 2015. 2. 3. 1. 1. 2. 2. 2. 1. 1. 1. 2. 1. 0,67. 0,33. 0,33. 0,33. 0,67. 0,33. 28577,78. 14288,9. 14288,89 14288,89 28577,78 14288,89. 8. CONCLUSIONES DE PROYECTO En la industria existen gran variedad de programas para realizar sistemas de monitoreo y control para diferentes procesos, con grandes características y funcionalidad, pero que así mismo requieren de grandes inversiones para poder adquirir las licencias de funcionamiento de los mismos. Se pueden encontrar también opciones no tan ampliamente difundidas pero que cumplen con todas las especificaciones requeridas para un sistema de supervisión de alto nivel. Las opciones utilizadas son de menor costo, pero de mayor simpleza y funcionalidad. Se puede realizar integración de varios equipos de diversas casas fabricantes sin tener que quedar ligado a una única marca; ésta es la gran ventaja que brindan los protocolos abiertos de comunicación, que permitió la interoperabilidad de los sistemas: el variador (elemento actuador-de control), el PLC (elemento de control/lectura) y el SISTEMA DE SUPERVISIÓN . Con los avances tecnológicos disponibles actualmente, los costos de implementación se reducen significativamente, lo que permite llevar a más industrias de diversas escalas las ventajas de sistemas de automatización que sean flexibles, eficientes y rentables. Los variadores de frecuencia. pág. 43.
(48) actuales son más competitivos y traen las funciones requeridas para la implementación del proyecto. Los protocolos utilizados en el diseño son los más usados en la industria, sin que esto demerite en su uso y conectividad. El mercado objetivo del proyecto son los sistemas de riego de cultivos, con una aplicación de complejidad media, pero por la gran versatilidad del mismo, se puede implementar en otras aplicaciones o industrias, haciendo cambios mínimos en la programación de los equipos. Incluso, se pueden usar distintas marcas de variadores de frecuencia ya que la estructura base del sistema es la misma.. 9. REFERENCIAS . Autómatas Programables y Sistemas de Automatización/ PLC and. Automation Systems. Marcombo, 2009. . A. Creus Solé, (1997). Instrumentación industrial, México: Alfaomega:. Marcombo. . A. Rodríguez Penin, (2007). Sistemas SCADA- Guía Práctica,. España. Marcombo. . Ogata, Katsuhiko, (1995). INGENIERIA DE CONTROL MODERNA,. Ed Prentice Hall Sabino, C. Proceso de Investigación. Mc Graw-Hill Columbia.. 9.1 REFERENCIAS WEB . Member, Fabian (2008/09/29). Que es OPC? Explicación [Mensaje en. un Blog]. Recuperado de: http://www.infoplc.net/foro/showthread.php?43-Quees-OPC . Lagos, Carolina. (2006/09). Protocolos de comunicación Industrial.. Recuperado de: http://www.emb.cl/electroindustria/articulo.mvc?xid=562 pág. 44.
(49) . WEG. (2012/12). Manual de la Comunicación MODBUS-RTU.. Recuperado de: http://ecatalog.weg.net/files/wegnet/WEG-srw01-manual-de-lacomunicacion-modbus-rtu-10000521680-4.0x-manual-espanol.pdf . Autor, Angel. (2014/03/03). Automata LOGO! 0BA7. [Mensaje en un. Blog].. Recuperado. de:. http://latiendadedomotica.com/foro/viewtopic.php?f=16&p=2521 . EQUIPO. 6.. (2010/12/15).. INDUSTRIALES.. PROTOCOLOS. DE. REDES. Recuperado. de:. http://proyectointerfasesitslp.blogspot.com/2010/12/protocolos-de-redesindustriales.html . Foot Yow, Wong. (2009/07/21). ECAVA Sdn. Bhd. IntegraXor. HMI/SCADA. Ver.. 4.2. Tutorial. for. Beginners.. Recuperado. de:. http://www.integraxor.com/download/tutorial.pdf . SIEMENS AG. (2012/11). SINAMICS V20 INVERTER OPERATING. INSTRUCTIONS.. Recuperado. de:. http://www.mawos.com.pl/Files/SINV20_OI_ENG.PDF . VJ, User. (2015/09/03). Introductory PLC Programming. Recuperado. de: https://en.wikibooks.org/wiki/Introductory_PLC_Programming . UNITRONICS.. (2006/05/08).. Recuperado. SOFTWARE. MANUAL. UNIOPC. de:. http://www.unitronics.com/Downloads/Support/Technical%20Library/Software%2 0utilities/Software/UniOPC_Server.pdf. pág. 45.
(50)
Figure


+7




Documento similar
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
