Propuesta De Optimización Para El Área De Estampados De Confecciones Inducon Ltda
121
0
0
Texto completo
(2) PROPUESTA DE OPTIMIZACIÓN PARA EL ÁREA DE ESTAMPADOS DE CONFECCIONES INDUCON LTDA.. Lady Adriana Hernández Gómez Cód.: 20121077108 Diego Alejandro Moreno Rozo Cód.: 20121077040. Proyecto para optar al título de Tecnólogo industrial. Director del proyecto: Claudia Mabel Moreno. Universidad Distrital Francisco José de Caldas Facultad Tecnológica Tecnología en industrial Bogotá D.C 2015.
(3) Nota de aceptación _________________________________________ _________________________________________ _________________________________________ _________________________________________. ________________________________________ Firma del director. _________________________________________ Firma del jurado 1. _________________________________________ Firma del jurado 2. Bogotá D.C Octubre de 2015.
(4) DEDICATORIA. A. todos. nuestros. familiares, en especial padres. quienes. se. sienten orgullosos de nosotros encontrarnos. por en esta. etapa de alcance de nuestra. formación. profesional. Con mucho cariño..
(5) AGRADECIMIENTOS. Los autores expresan sus agradecimientos a: Todos nuestros familiares, compañeros, docentes y allegados que siempre estuvieron presentes con su apoyo incondicional en el desarrollo del presente proyecto con consejos, experiencias y conocimientos. A nuestra tutora y jurados, que nos acompañaron durante todo el desarrollo de nuestro proyecto y nos orientaron para poder alcanzar nuestro título como tecnólogos industriales. A la señora María Ligia Rozo, quien hizo de mediadora para poder desarrollar nuestro proyecto en la empresa, a la ingeniera Johana Granados quien nos apoyó con información y accesibilidad a la planta para poder dar un resultado..
(6) RESUMEN. En el presente trabajo se hace un diagnóstico, posteriormente un análisis de métodos y tiempos, y por último se plantea una propuesta para la optimización de operaciones y reducción de tiempos en el área de estampado de la empresa INDUCON LTDA, para lograr cumplir con los objetivos planteados para el presente proyecto. Debido a que el estudio de métodos y tiempos es una herramienta de análisis importante en la industria, gracias a los beneficios productivos que genera, como la reducción de costos y el aumento de utilidades..
(7) TABLA DE CONTENIDO GENERALIDADES ....................................................................................... 13 1.1 DESCRIPCIÓN DEL PROBLEMA ........................................................... 13 1.2 FORMULACIÓN DEL PROBLEMA ........................................................ 13 1.3 OBJETIVO .............................................................................................. 14 1.3.1 Objetivos especificos ........................................................................... 14 1.4 ALCANCE .............................................................................................. 14 1.5.1 Diagnostico .......................................................................................... 14 1.5.2 Recolecciòn de datos ........................................................................... 15 1.5.3 Analisis ................................................................................................ 15 1.5.4 Propuesta............................................................................................. 16 1.6 CRONOGRAMA...................................................................................... 16 1.7 MARCO TEÓRICO ................................................................................. 16 1.7.1 Métodos ............................................................................................... 16 1.7.2 Estudio de métodos ............................................................................. 17 1.7.2.1 Proceso del estudio de métodos .............................................. 19 1.7.2.2 Los diez enfoques del analista ................................................. 19 1.7.2.3 Herramientas del registro de información ................................ 24 1.7.3 Estudio de tiempos ............................................................................... 25 1.7.3.1 Medición del trabajo................................................................. 26 1.7.3.2 Evaluación del rendimiento del operario .................................. 28 1.7.4 Determinación del N estadístico ........................................................... 33 1.7.5 Ingeniería de métodos.......................................................................... 33 1.7.6 Distribución de planta ........................................................................... 34 1.7.5.1 Estudio de distribución en planta ............................................. 35 1.7.5.2 SLP (sistematic layout planning) .............................................. 36 2 EXPLORACIÓN PRELIMINAR ..................................................................... 38 2.1 RECONOCIMIENTO DE LA EMPRESA ................................................. 38 2.1.1 Productos ............................................................................................. 38 2.1.2 Sector al que pertenece ....................................................................... 39 2.1.3 Reseña histórica .................................................................................. 39 2.1.4 Misión .................................................................................................. 39 2.1.5 Visión ................................................................................................... 39 2.1.6 Valores ................................................................................................. 39 2.2 DIAGRAMA DE FLUJO ........................................................................... 40 2.2.1 Diagrama de flujo general en INDUCON .............................................. 41 2.1.2 Diagrama de flujo para el área de estampado ...................................... 42 2.3 MAQUINARIA EN ESTAMPADO ............................................................ 43 3 REGISTRO DE INFORMACIÓN DE LAS OPERACIONES ........................... 48 3.1 DIAGRAMA HOMBRE MÁQUINA PULPO .............................................. 48 3.2 DIAGRAMA HOMBRE MÁQUINA TERMOFIJADORA ............................ 49 3.3 DIAGRAMA DE PROCESOS PARA UN PULPO DE 6 BRAZOS ............ 50 3.4 DIAGRAMA DE FLUJO DE PROCESO PARA UNA TERMOFIJADORA 53 3.5 DIAGRAMA DE PROCESO PARA EL ÁREA .......................................... 57 3.6 DIAGRAMA DE RECORRIDO ................................................................ 58 1.
(8) 4. MEDICIÓN DE TIEMPOS ............................................................................. 61 4.1 DESIGNACION DE LA OPERACIÓN...................................................... 61 4.2 DIVISIÓN DE LA OPERACIÒN ............................................................... 61 4.3 ............................................................................ TOMA DE TIEMPO CONTINUO 61 4.4 DETERMINACIÒN DEL TAMAÑO DE MUESTRA .................................. 62 4.4..1 N estadístico para Alimentos cárnicos ................................................. 63 4.5 TIEMPO PROMEDIO OBSERVADO....................................................... 65 4.6 CALIFICACIÓN DE LA ACTUACIÓN ...................................................... 65 4.7 TIEMPO NORMAL .................................................................................. 67 4.8 SUPLEMENTOS ..................................................................................... 68 4.9 TIEMPO ÉSTANDAR .............................................................................. 69 5 DISTRIBUCION DE PLANTA ACTUAL ......................................................... 71 5.1 COMPONENTES DEL ÀREA.................................................................. 72 5.2 PLANO DE DISTRIBUCIÒN EN PLANTA ACOTADO ............................ 73 5.3 MODELADO 3D ...................................................................................... 74 6 ELABORACIÒN DE PROPUESTA ............................................................... 75 6.1 CONDICIONES DE TRABAJO................................................................ 75 6.2 DISTRIBUCIÒN DE PLANTA .................................................................. 76 6.2.1 Cálculo de superficies para el proceso ................................................. 76 6.3 S.L.P. (SISTEMATIC LAYOUT PLANNING) ........................................... 80 6.3.1 Tabla de relaciones .............................................................................. 80 6.3.2 Tabla de relaciones para el àrea .......................................................... 81 6.3.3 Diagrama de relaciones ....................................................................... 82 6.3.4 Diagrama de bloques ........................................................................... 83 6.3.5 Plano de distribuciòn propuesta ........................................................... 83 6.4 DIAGRAMA DE RECORRIDO ................................................................ 84 6.5 VENTAJAS DE LA DISTRIBUCION EN PLANTA ................................... 86 6.5.1 Diagrama de procesos para el àrea segùn distribuciòn propuesta ....... 87 6.5.2 Comparaciòn entre los cuadros resumen de los diagramas 8 y 10 ...... 87 7 PRODUCTIVIDAD……………………………………………………………………..89 7.1 CAPACIDADES............................................................................................89 7.1.1 Costo de M.O por unidad (CMO/U)………………………………………..89 7.2 CÁLCULO PRODUCTIVIDAD PARCIAL ACTUAL…………………………..90 7.3 CÁLCULO PRODUCTIVIDAD PARCIAL PROPUESTA……………………..90 7.4 RELACIÓN COSTO / BENEFICIO……………………………………………..92 7.4.1 Cálculo costo / beneficio.........................................................................94 CONCLUSIONES ................................................................................................ 96 BIBLIOGRAFIA .................................................................................................... 97 RECOMENDACIONES………………………………………………………………….99 ANEXOS ............................................................................................................ 100.
(9) LISTADO DE DIAGRAMAS Diagrama 1. Estudio de tiempos .......................................................................... 27 Diagrama 2. Diagrama de flujo general de INDUCON .......................................... 41 Diagrama 3. Diagrama de flujo del área de estampados ...................................... 42 Diagrama 4. Diagrama Hombre- Máquina para PULPO de estampado (8 prendas) ............................................................................................................................. 48 Diagrama 5. Diagrama Hombre-Máquina TERMOFIJADORA (4 prendas) ........... 49 Diagrama 6. Diagrama de flujo de proceso para 12 prendas................................ 50 Diagrama 7.Diagrama de flujo de proceso para una termofijadora (14 prendas) .. 53 Diagrama 8. Diagrama de flujo del proceso general en el área (12 prendas) ....... 57 Diagrama 9. Relaciones para el área de estampado ............................................ 82 Diagrama 10. Diagrama de flujo propuesto .......................................................... 87.
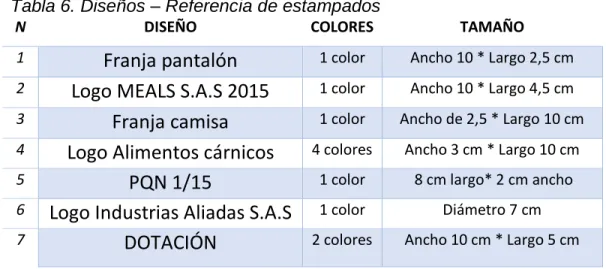
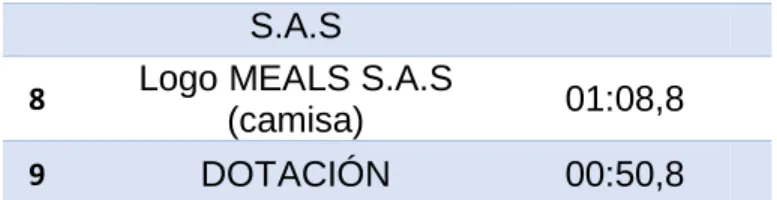
(10) LISTADO DE TABLAS. Tabla 1. Plan de trabajo programado por semanas. ............................................. 16 Tabla 2. Calificación de la destreza ...................................................................... 29 Tabla 3. Calificación de la consistencia ................................................................ 30 Tabla 4. Calificación de las condiciones de trabajo .............................................. 30 Tabla 5. Calificación del esfuerzo......................................................................... 31 Tabla 6. Diseños – Referencia de estampados .................................................... 62 Tabla 7. Pre muestreo .......................................................................................... 64 Tabla 8. Tiempos promedio por referencia. .......................................................... 65 Tabla 9. Calificación. ............................................................................................ 66 Tabla 10. Tiempo Normal por referencia. ............................................................. 67 Tabla 11. Suplementos ........................................................................................ 68 Tabla 12. Tiempos Estándar (minutos)................................................................. 69 Tabla 13. Coeficientes K ...................................................................................... 77 Tabla 14. Recursos físicos ................................................................................... 78 Tabla 15. Relaciones de proximidad entre actividades ......................................... 80 Tabla 16. Razón para la relación......................................................................... 81 Tabla 17. Recurso físico (maquinaria y objetos de apoyo) ................................... 81 Tabla 18. Relaciones para el área de estampados .............................................. 81 Tabla 19. Comparación de los cuadros resumen del área .................................. 88 Tabla 20.Descripción de columnas ...................................................................... 89 Tabla 21.Productividad parcial actual ................................................................... 90 Tabla 22. Productividad parcial propuesta ........................................................... 91 Tabla 23. Comparación productividad actual y propuesta .................................... 92 Tabla 24. Descripción de costos de inversión ...................................................... 93 Tabla 25. Costos de inversión .............................................................................. 94 Tabla 26. Datos para aplicación del B/C .............................................................. 95.
(11) LISTADO DE IMÁGENES Imagen 1. Ejemplo de símbolos ........................................................................... 24 Imagen 2. Ejemplo de diagrama bimanual ........................................................... 25 Imagen 3. Sistema de suplementos recomendados por la ILO ............................ 32 Imagen 4. Formula de desviación ........................................................................ 33 Imagen 5. Formula N estadístico.......................................................................... 33 Imagen 6. Diagrama relacional ............................................................................ 37 Imagen 7. Logo de INDUCON .............................................................................. 38 Imagen 8. Pulpo de 6 brazos de apoyo ................................................................ 43 Imagen 9. Pulpo de 4 brazos de apoyo ................................................................ 44 Imagen 10. Horno secador de uno de los pulpos ................................................. 45 Imagen 11. Pistola secadora industrial ................................................................. 46 Imagen 12. Termofijadora Industrial ..................................................................... 47 Imagen 13.Diagrama de recorrido del área de estampado ................................... 60 Imagen 14. Referencia alimentos cárnicos ........................................................... 63 Imagen 15. Distribución actual del área de estampados ...................................... 71 Imagen 16. Componentes del área de estampados ............................................. 72 Imagen 17. Distribución en el área de estampados (acotado) .............................. 73 Imagen 18. Distribución modelada en 3D............................................................. 74 Imagen 20. Ventilado oscilatorio - soporte de mesa ............................................. 75 Imagen 21. Plano de distribución propuesta ........................................................ 79 Imagen 22.Convenciones de ilustraciones ........................................................... 82 Imagen 23. Distribución propuesta para el área ................................................... 84 Imagen 24. Diagrama de recorrido propuesto ...................................................... 86.
(12) LISTADO DE ANEXOS Anexo 1. a. Registro de tiempos Franja Pantalón………………………………….100 Anexo 1. b. Estandarizacion de Franja pantalón.…………………………………..102 Anexo 2. a. Registro de tiempos Logo MEALS SAS 2015 .................................. 103 Anexo 2. b. Estandarizacion de Logos MEALS SAS 2015 ................................ 105 Anexo 3. a. Registro de tiempos franja camisa .................................................. 106 Anexo 3. b. Estantarizacion de franja camisa ..................................................... 107 Anexo 4. a. Registro de tiempos Logo Alimentos Carnicos ................................ 108 Anexo 4. b. Estandarizacion de Logo Alimentos Carnicos ................................. 110 Anexo 5. a. Registro de tiempo Logo PQN 1/15 ................................................. 111 Anexo 5. b. Estantarizacion de Logo PQN 1/15 ................................................. 112 Anexo 6. a. Registro de tiempos Logo Industrias Aliadas SAS........................... 113 Anexo 6. b. Estantarizacion de tiempo Logo Industrias Aliadas SAS ................. 115 Anexo 7. a. Registro de tiempos Logo Dotación................................................. 116 Anexo 7. b. Estandarizacion de tiempos Logo Dotación ..................................... 118 Anexo 8. Resumen de estandarización de tiempo por referencias ................. 119.
(13) INTRODUCCIÓN. Siendo las empresas organizaciones constituidas para generar rentabilidad y empleo a partir de su actividad, es evidente la necesidad por crear grandes resultados mediante la mejor utilización y aprovechamiento óptimo de sus recursos. El tiempo y la mano de obra son indispensables y característicos para que las organizaciones puedan realizar sus actividades de una forma más eficiente. En INDUCON LTDA se identifica un problema en cuanto a demoras en el área de estampados lo cual ocasiona el incremento en los costos de producción, esta información es brindada por la empresa, ya que en anteriores periodos no era tan evidente y es bastante variable la cantidad de prendas estampadas según los pedidos, es decir que en tanto grandes como pequeñas solicitudes de prendas a estampar, el tiempo es difuso y se pierde un control dentro del área. Mediante un estudio de métodos y tiempos en el área estampado de INDUCON LTDA se pretende estandarizar los diferentes tiempos que se utilizan en los procesos, teniendo en cuenta la gran variedad de referencias de prendas que se fabrican en la empresa. Esto aportaría en gran medida a generar propuestas innovadoras para mejorar el sistema actual de producción en cuanto a estampados y así llegar a una empresa con mayor competitividad en la industria..
(14) 1. GENERALIDADES.. 1.1 DESCRIPCIÓN DEL PROBLEMA. Todas las organizaciones constituidas en la actualidad, son entidades que buscan satisfacer una necesidad de modo que con su actividad logren introducirse y posicionarse dentro de un mercado específico, captando la mayor cantidad clientes en lo posible, con el fin de generar utilidades a partir de ciertos recursos. Dentro de los recursos con los cuales una empresa produce sus bienes o servicios se pueden destacar, los financieros, las maquinas, el tiempo, el personal, los materiales, las infraestructuras, y la tecnología que relacionados de forma adecuada entre sí, hacen de la empresa una organización óptima, capaz de satisfacer una necesidad especifica en el mercado y de generar también beneficios a sus dependientes. INDUCON LTDA es una empresa de confecciones que trabaja para otras organizaciones en la fabricación de dotaciones, prendas corporativas y uniformes. Aunque cuenta con los recursos necesarios para ser una empresa exitosa, hay ciertos inconvenientes dentro de algunas áreas que afectan el desempeño de toda está, como lo es principalmente la sección de estampados. Debido a que es allí donde se identifica un incremento de costos, demoras en el estampado y un bajo rendimiento en cuanto a los resultados de las prendas totales estampadas, generando así una mala utilización del tiempo y de los métodos en el proceso de fabricación de las prendas.. 1.2 FORMULACIÓN DEL PROBLEMA. Con el fin de proponer una estrategia eficiente para el área de estampados se proyecta la siguiente pregunta: ¿Cómo optimizar, las operaciones en el área de estampado de la empresa INDUCON LTDA?. 13.
(15) 1.3 OBJETIVO. Realizar una propuesta de optimización para el área de estampados en la empresa INDUCON LTDA mediante un estudio de métodos y tiempos.. 1.3.1 . Objetivos Específicos. Realizar un estudio de métodos para las tareas que se desarrollan dentro del área. Determinar estándares de tiempos para cada uno de las operaciones que conforman el área de estampados. Realizar una propuesta de distribución en planta enfocada en los recorridos del área. Demostrar un incremento de la productividad en base a la estandarización de tiempos.. 1.4 ALCANCE El proyecto se realizará en las instalaciones de la empresa “INDUCON LTDA”, ubicada En la cra 34 # 19 – 84 barrió Cundinamarca en la ciudad de Bogotá. Con el desarrollo de este trabajo se desea realizar la estandarización en cuanto a tiempos para el área de estampados, además de ello realizar un estudio de métodos y proponer una distribución para el área con el fin de lograr una optimización dentro de su proceso y de esta manera mejorar sus resultados. El proyecto realizara una propuesta de optimización para el área de estampados la cual quedara a determinación y decisión de la empresa el implementarla como herramienta de fortalecimiento para su proceso productivo.. 1.5 METODOLOGÍA 1.5.1 Diagnóstico. Inicialmente se llevara a cabo la debida observación del proceso que se desarrolla dentro de la empresa INDUCON LTDA desde lo general de la organización como lo es su actividad y su proceso de producción a grandes rasgos hasta lo más específico del trabajo que se realiza dentro del área de estampados; todo esto con el fin de determinar sus necesidades o problemas más importantes, los cuales ocasionan su bajo rendimiento y de esta manera poder actuar de la mejor forma a la hora de idear la estrategia o el procedimiento dado para su correcto estudio y solución.. 14.
(16) Es necesario para este paso inicial investigar respecto a la empresa conocer su historia y demás información útil para la planeación del desarrollo de la estrategia de acción en miras de proponer una solución acorde con sus necesidades que disminuya en gran medida los factores negativos y de riesgo que influyen dentro del área estudiada, en este caso estampados.. 1.5.2 Recolección De Datos. Para la recolección de información se iniciara con la información clave y fundamental dentro del desarrollo del proceso general de la empresa y en especial del área de estampados como lo es su funcionamiento, proceso y demás datos importantes que influyan dentro del proceso de estampados. Para esta tarea de recolección se hará uso de instrumentos importantes como lo son diagramas de flujo, de recorrido y demás herramientas que permitan identificar los métodos de trabajo que se utilizan en la empresa, lo cual corresponde a un factor importante para la evaluación en el área de estampados. Se establecerán los tiempos de trabajo para las tareas que se realizan en el área de estampados con base en la observación y en la estandarización de dichas actividades, iniciando en primera medida por la sección de pulpos por ser considerada la más afectada en cuanto a bajo rendimiento. Todo esto se llevara a cabo considerando el mejor método de medición que se adecue a las tareas que se realizan allí así como también el que facilite dicho proceso. Posteriormente se revisaran otros aspectos importantes en cuanto a la realización de las demás tareas que se desarrollan dentro del área como termo fijado, separación de prendas y organización de lotes terminados por el área con el fin de recolectar datos importantes que permitan identificar causas del bajo rendimiento y de esta manera complementar el estudio general de optimización del área.. 1.5.3 Análisis. Tras la recolección de la información necesaria se procede a la realización del análisis respectivo de todos los datos y en este proceso se dará desarrollo a una hipótesis que permita establecer referentes en cuanto a causas y soluciones posibles para guiar el trabajo hacia el logro de los objetivos establecidos y de esta manera lograr identificar una oportuna y eficiente respuesta al problema en la empresa INDUCON. Se procederá con el análisis de la ubicación y distribución dentro del área, teniendo en cuenta los instrumentos de trabajo y las instalaciones en general debido a que esto afecta directamente al rendimiento del área y la elección de un 15.
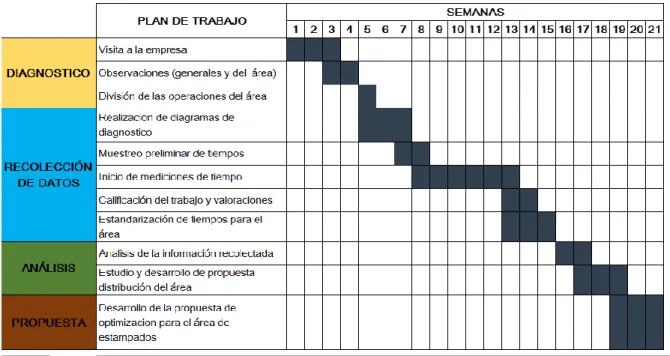
(17) método adecuado es importante para realizar un estudio que mejore y garantice el manejo más eficiente del espacio disponible con un bajo costo de inversión.. 1.5.4 Propuesta. Finalmente, mediante el análisis de la información y las hipótesis generadas durante el proceso se establecerá una propuesta de solución al problema inicialmente planteado la cual satisfaga los objetivos propuesto en el inicio del proyecto para su posible implementación en la empresa.. 1.6. CRONOGRAMA. Tabla 1. Plan de trabajo programado por semanas.. Fuente: Autores. 1.7 MARCO TEÓRICO. 1.7.1 Métodos. Cuando se va a llevar a cabo cualquier actividad que las personas acostumbran a hacer, siempre se van a encontrar con varias formas de hacerlas. La decisión es 16.
(18) de cada quien y depende de la agilidad para resolver problemas, pues no todos siguen el mismo camino para desempeñar tareas. Los métodos que se realizan de una manera repetitiva para lograr una meta y se adoptan consistentemente, buscando el perfeccionamiento para hacerlo de la manera más efectiva, inciden en una alternativa fija para desarrollar actividades. Según Fernando arias “. El objetivo del profesionista es llegar a tomar las decisiones y a utilizar una teoría que permita generalizar y resolver de la misma forma problemas semejantes en el futuro. Por ende es necesario que siga el método más apropiado a su problema, lo que equivale a decir que debe seguir el camino que lo conduzca a su objetivo. El método es un orden que se debe imponer a los diferentes procesos necesarios para lograr un fin dado o resultados”1. Cuando el método se define como un parámetro constante dentro de las empresas, se conoce como una trazabilidad que se crea, referenciando el modo de hacer las cosas, pues siendo la mejor opción solo queda que los operarios se adapten a cumplir los objetivos mediante una serie de pasos que encierra el método haciendo uso de herramientas y actividades más detalladas y practicas conociéndose como la técnica y que Fernando arias define como “conjunto de procedimientos y recursos de que se vale la ciencia para conseguir su fin. Sin embargo el nivel del método o de los métodos no tienen nada en común con el de las técnicas, entendiéndose, las técnicas como procedimientos operativos rigurosos. Bien definidos, transmisibles y susceptibles de ser aplicados repetidas veces en las mismas condiciones”2.. 1.7.2 Estudio de métodos. Los estudios de métodos datan de la necesidad industrial de mejorar sus procesos y en específico el trabajo de mano de obra en cada operación, puesto que este siempre ha sido uno de los factores principales del costo de un producto. Mediante el mejoramiento de la productividad en cuanto a la mano de obra, los costos se reducirán de gran manera aumentando el rendimiento y los resultados generales de producción total.. En la industria siempre se ha buscado el mejoramiento de los procesos, intentado reducir el esfuerzo humano y haciendo más fácil, rápida y sencilla cualquier clase de labor; desde las primeras tareas agropecuarios o de casería etc., en las cuales se utilizaba como primordial herramienta el trabajo manual o bien llamado “el esfuerzo humano” las cuales con el paso del tiempo fueron parcialmente 1. ARIAS GALICIA, F. Introducción a la metodología de la investigación en técnicas de administración y de conocimientos. México: Trllas, 1991. p. 32. 2 Ibíd., p.41.. 17.
(19) reemplazadas por el desarrollo herramientas que le facilitaron al hombre la realización de sus actividades sin tanto esfuerzo. Todas estas transformaciones inicialmente en actividades manuales y cotidianas fueron aplicadas a la gran industria debido a la necesidad de una mejora en los procesos; la cual permitiera obtener un mayor rendimiento en cuanto a producción y una menor inversión de tiempo y esfuerzo en cada operación. Este concepto de estudio de tiempos en el campo empresarial se le atribuye principalmente a Frederick W. Taylor puesto que antes de él, estos estudios no estaban establecidos de manera técnica y se realizaban mediante la prueba y error atribuido únicamente al operario encargado de la tarea 3. Entre los principales aportes o ideas de Taylor en el campo del estudio de métodos, podemos destacar los siguientes: especificación del método de trabajo, instrucción al operador, condiciones estándares para las condiciones de trabajo, estandarización de metas de tiempo, y pago de bonificación por la realización del trabajo según lo especificado4. A partir de lo anterior podemos decir que un estudio de tiempos se refiere directamente al análisis que se hace de una o varios operaciones con el fin de ajustar o buscar una alternativa diferente de ejecución que se amolde a la especificaciones que se requieran. Según Criollo los principales objetivos en el estudio de métodos son los siguientes: ● ● ● ● ● ● ●. “Mejorar los procesos y procedimientos. Mejorar la disposición y el diseño de la fábrica, taller, equipo y lugar de trabajo. Economizar el esfuerzo humano y reducir la fatiga innecesaria Economizar el uso de materiales, máquinas y mano de obra. Aumentar la seguridad. Crear mejores condiciones de trabajo. Hacer más fácil, rápido, sencillo y seguro”5.. Con el desarrollo del estudio de métodos se logran satisfacer los anteriores ítems y de esta manera notar un mejoramiento en el proceso y la realización de las tareas dentro de la organización, tomando en cuenta los mínimos detalles de cada labor realizada para buscar nuevos métodos de producción los cuales permitan obtener trabajo más eficiente y eficaz. 3. E. MEYERS, F. Estudio de tiempos y movimientos para la manufactura ágil. México: Pearson Educatión, 2000. 4 5. Ibíd., p. 155. GARCIA CRIOLLO, R. Estudio del trabajo. México: McGraw-hill interamericana, 2005. p.35.. 18.
(20) 1.7.2.1. Proceso del estudio de métodos.. Para llevar a cabo un estudio de métodos como opción para encontrar mejoras en una operación, se deben llevar a cabo unos pasos o directrices las cuales según Roberto Criollo están dadas por: . “Seleccionar el trabajo que debe mejorarse Registrar los datos del trabajo Analizar los detalles del trabajo Desarrollo un nuevo método para hacer el trabajo Adiestrar a los operarios en el nuevo método de trabajo Aplicar el nuevo método de trabajo” 6.. Es importante tener en cuenta al elegir la operación que se quiere estudiar, lo que represente en cuanto a tiempo y costo para la organización, debido que algún cambio o mejora positiva que se genere tras el estudio representara beneficios tangibles y significativos para la productividad general de la empresa. El registrar los detalles de la operación y el posterior análisis de ellos constituyen algo crucial a la hora de identificar las tareas que se realizan dentro de la operación misma y además de ello permiten al estudiarlo encontrar mejoras en la operación o también establecer el procedimiento con uno nuevo modelo que permita optimizar el trabajo. Para el análisis de la operación se pueden utilizar diferentes métodos interrogativos como el propuesto por Roberto Criollo o también los diez enfoques del analista seguidamente relacionadas.. 1.7.2.2 Los diez enfoques del análisis. Posterior al desarrollo del diagnóstico del área mediante la utilización de los diagramas de recorrido, flujo, hombre-máquina, entre otros; realizados con el fin de identificar información de manufactura importante como distancias, instalaciones, operaciones y tiempos del área; se procede al verdadero estudio y análisis del método utilizado por parte del analista, en busca de un mejoramiento del método de trabajo o un cambio total de este. Cuando se analiza un trabajo o una operación dentro de un proceso hay muchas preguntas que deben hacerse de tal manera que, se identifique claramente que se siga un procedimiento sistemático en la realización de una operación, es posible que se olviden ciertos puntos. Para evitar el desperdicio de esfuerzo y garantizar 6. Ibíd., p. 36.. 19.
(21) que se sometan a consideración todos los puntos, el analista debe tener muy claros en su mente los factores que deban examinarse en cada operación. Estos factores deben considerarse al detalle ya sea que el análisis se realice en forma mental o escrita. Los diez factores que se deben tomar en cuenta en cada operación, ordenados según Francis y Alfaro Benavides, son los siguientes; finalidad de la operación, diseño de la pieza, tolerancias y especificaciones, materiales, proceso de manufactura, preparación herramental, condiciones de trabajo, manejo de materiales, distribución de equipo en la planta”7. Principios de la economía de movimientos: Finalidad de la operación: Es uno de los factores más importantes al analizar pues en este se puede definir si la operación es necesaria o innecesaria para el resultado final; es decir, si antes de tratar de mejorarla o eliminarla se puede encontrar una manera de combinarla con otra operación para de esta manera reducir tiempo y costo de producción. Diseño de la pieza: Las piezas o partes del producto, dependiendo su forma, dimensiones o características también afectan en tiempo o costo el proceso productivo; porque según su aspecto pueden generar demoras y dificultad en la realización de algunas operaciones del proceso. Es por ello que tras un análisis, en algunos casos es necesario realizar cambios en las características o el diseño de las piezas o el producto para facilitar y mejorar la realización de dichas tareas. En algunos casos las características, el diseño o las dimensiones del producto no se pueden modificar debido a especificaciones requeridas y establecidas por el cliente, entonces es importante trabajar en las operaciones, en los recorridos y en los demás factores que incidan en la fabricación del producto buscando mejoras que permitan minimizar tiempo y costos manteniendo siempre la calidad de las operaciones. Algunas recomendaciones para este análisis, teniendo en cuenta la simplificación del diseño o las características son: “Reducir el número de partes, reducir el número de operaciones y la magnitud de los recorridos, utilizar mejor. 7. ALFARO BENAVIDES, & FRANCIS A. Estudios del Trabajo I. wordpress. 2012. p.75.. 20.
(22) el material, y liberalizar las tolerancias y confiar en la exactitud de los operarios”8. Tolerancias y especificaciones: En ocasiones en el ámbito de manufactura y en específico en lo concerniente con la calidad del producto dentro de un proceso productivo, se diseñan planes que están un poco restringidos en cuanto a alguna característica del producto; suponiendo especificaciones demasiado rigurosas que quizás son innecesarias por la naturaleza del producto y que tienden a incrementar los costos y el tiempo en la realización de la labor y de la inspección. Las tolerancias proporcionan especificaciones para varias características de un producto como: “rectitud, planicie, perpendicularidad, angularidad, redondez, cilindricidad, perfil, paralelismo, concentricidad, orientación localizadora y posición real”9. Para este factor es importante que el analista este enterado de los costos que se generan por estas excesivas especificaciones en los productos dentro del proceso y logre implantar algunas medidas correctivas en los casos necesarios, estandarizando así de manera más óptima las tolerancias del producto, manteniendo la calidad de los procesos y permitiendo un mejor trabajo de los operarios. Materiales La materia prima es un factor muy importante dentro de un proceso de manufactura, la decisión de escoger la correcta debe ser estudiada examinando minuciosamente las siguientes posibilidades, según el autor Alfaro Benavides10: . Buscar un material menos costoso. Encontrar materiales más fáciles de procesar. Emplear materiales en forma más económica. Utilizar materiales de desecho. Usar más económicamente los suministros y las herramientas. Estandarizar los materiales. Buscar el mejor proveedor desde el punto de vista del precio y surtido disponible.. Proceso de manufactura: 8. Ibíd., p. 77. Ibíd., p. 78. 10 Ibíd., p. 79. 9. 21.
(23) En cuanto al análisis del proceso total de producción a la hora de realizar alguna actividad de mejoramiento, se deben tener en cuenta cuatro aspectos: . Al cambio o reorganización de una operación, considerar las implicaciones sobre otras operaciones. Mecanización de las operaciones manuales. Utilización de mejores máquinas y herramientas en las operaciones mecánicas de la manera más eficiente. Operación más eficiente de los dispositivos e instalaciones mecánicas.. Preparación y herramental: El elemento más importante a considerar en todos los tipos de herramientas y preparación es el económico. Todo esto depende también de la cantidad de productos a producir, la posibilidad de repetir el pedido, la mano de obra que se requiere, las condiciones de la entrega, y el capital necesario. Para analizar e identificar una mejora en estos procesos de planeación y herramental se debe buscar reducir los tiempos de planeación y control de la producción, implementar toda la capacidad de la maquinaria para obtener una mayor producción en menor tiempo e implementar la aplicación de herramientas más eficientes. . Condiciones de trabajo: En el estudio del rendimiento del trabajo, se ha denotado que las empresas con mejores condiciones de trabajo para sus operarios obtienen mejores resultados de producción a los que carecen de ellas. Para estudiar este aspecto es necesario tener en cuenta algunas consideraciones: “mejoramiento del alumbrado, control de la temperatura, ventilación adecuada, control del ruido, promoción del orden, limpieza, eliminación de elementos irritantes como el polvo, protección en los puntos de peligro, dotación del equipo necesario de protección personal, organización y planeación del programa de primeros auxilios”11.. Manejo de materiales: Se refiere al movimiento, traslado, almacenamiento, control y protección de los materiales atreves de todo el proceso productivo y de distribución. Para ello los aspectos que se deben tener en cuenta para el análisis y mejoramiento de las operaciones son tiempo, lugar, cantidad y espacio; todo para que el material. 11. Ibíd., p. 80.. 22.
(24) fluya de la mejor manera por todo el proceso sin generar un cuello de botella en cada operación. Distribución de equipo en la planta: El objetivo fundamental de la distribución de planta efectiva es desarrollar un sistema de producción que permita la factura del número deseado de productos, con un menor tiempo y con la calidad deseada. Para encontrar las distribución en plata ahí varios estudios que pueden realizarse para hallar la opción más factible según el espacio disponible y el tipo de proceso que se tenga, Pero sin importa el tipo de distribución que se tenga se deben tener en cuenta las siguientes consideraciones: . El material que se acumule al lado de una estación de trabajo debe estar en condiciones de entrar en la siguiente operación. Se deben permitir traslados cortos, el material debe estar al alcance del operario. El operario debe tener fácil acceso visual a las estaciones de trabajo principalmente en las que necesitan control. El operario debe poder cambiar de posición regularmente. Se debe disponer de áreas de almacenamiento que faciliten la búsqueda de materiales u otros elementos. Los sitios de servicio deben estar cerca del área de producción. En las oficinas, se debe tener una separación entre empleados de al menor 1.5 m.12. Principios de la economía de movimientos: Si al realizarse las siguientes preguntas y la respuesta fuera no, habrá una oportunidad de mejoramiento con un estudio de movimientos del trabajo que realiza el operario: “¿Ambas manos trabajan simultáneamente y en direcciones simétricas u opuestas?, ¿Cada mano efectúa los menos movimientos posibles?, ¿Está organizado el sitio de trabajo para evitar las distancias a alcanzar excesivas?, ¿Se usan las dos manos efectivamente y no como medios para sostener?”.13. 12 13. Ibíd., p. 81. Ibíd., p. 81.. 23.
(25) 1.7.2.3.. Herramientas de registro de información.. Entorno al registro de información y a los métodos de trabajo, se utilizan una serie de diagramas con el fin recolectar información importante y detallada de cada una de las operaciones, para el desarrollo del presente proyecto se utilizaran los siguientes: . Diagrama de Proceso de Recorrido.. Es un esquema de distribución de planta en un plano bi o tridimensional a escala, que muestra dónde se realizan todas las actividades que aparecen en el área. La ruta de los movimientos se señala por medio de líneas, cada actividad es identificada y localizada en el diagrama por el símbolo correspondiente y numerada de acuerdo con el proceso14. . Diagrama de Proceso de Operación.. Es una forma gráfica de presentar las actividades involucradas en la elaboración de un bien y/o servicio terminado, teniendo en cuenta cada uno de los pasos para llegar a este.15 . Diagrama de Flujo del Proceso.. Representa gráficamente la secuencia en una operación, cada paso del proceso es representado por un símbolo diferente que contiene una breve descripción de la etapa de proceso (proceso, demora, inspección, etc.)16, como lo muestra el siguiente ejemplo de secuencia de tareas utilizando símbolos: Imagen 1. Ejemplo de símbolos. Fuente: Autores. 14. RATENA BLANCO, Brenda & AGUILAR SOLIS, Myrna. Ingeniería de métodos. Universia. Visitado 21/04/2015. P. 18. 15 Ibíd., p. 9. 16 Ibíd., p.13.. 24.
(26) . Diagrama Hombre-Máquina.. Representa gráficamente un cuadro general de cómo se realizan procesos o etapas, considerando la relación del trabajo que realiza el operario con el funcionamiento de la maquina; este diagrama indica la relación de tiempo entre el ciclo del trabajo del operario y el de la máquina.17 . Diagrama Bimanual.. Este diagrama muestra todos los movimientos realizados para la mano izquierda y por la mano derecha del operario, indicando la relación entre ellas; sirve principalmente para estudiar operaciones repetitivas y en ese caso se registra un solo ciclo completo de trabajo. 18 Para mayor interpretación del objetivo del diagrama bimanual, se puede ver el siguiente ejemplo: Imagen 2. Ejemplo de diagrama bimanual. Fuente: Autores. 1.7.3. Estudio de tiempos.. Comenzando con la definición de un estudio de tiempos, José Agustín Cruelles lo define como “Una técnica de medición de trabajo empleada para registrar los tiempos de trabajo y actividades correspondientes a las operaciones de una tarea definida, efectuada en condiciones determinadas, con el fin de analizar los datos y 17 18. Ibíd., p. 22. Ibíd., p. 30.. 25.
(27) poder calcular el tiempo requerido para poder efectuar la tarea según un método de ejecución establecido. Su finalidad consiste en establecer medidas o normas de rendimiento para la ejecución de una tarea”19. El estudio de tiempos es una herramienta estratégica que necesita previamente un planeación y un diagnóstico para la correcta ejecución y el funcionamiento en pro de las organizaciones. Los objetivos de la implementación de un estudio de tiempos para una operación según Criollo son los siguientes: “incrementar la eficiencia del trabajo y proporcionar estándares de tiempo que sirvan como referente de control para la organización”.20 La manera técnica empleada para calcular los tiempos de trabajo consiste en determinar el denominado tiempo estándar entendiendo como tal, el que necesita un trabajador cualificado para ejecutar la tarea a medir, según un método identificado y definido. Este tiempo estándar denotado como (TS), comprende sólo el necesario para ejecutar la tarea a un ritmo normal, además toma en cuenta las interrupciones de trabajo que precisa el operario para recuperarse de la fatiga que le proporciona su realización, los aspectos externos que puedan afectar la realización de su tarea y la realizaciones de alguna necesidad personal que surja durante su tarea. TS = TN * (1+SUPLEMENTOS).. 1.7.3.1. Medición Del Trabajo.. Es el estudio que se realiza para el análisis del trabajo que se requiere en las operaciones que se realizan dentro de una organización, indicando cuantitativamente los resultados del esfuerzo físico desarrollado en función del tiempo que un operario utiliza para terminar una tarea o actividad. Existe varios métodos para medir el trabajo, pero su elección depende del tipo de tarea que se quiera medir, pues debido a sus características se podría facilitar con algún método en específico. Para el estudio se requiere la utilización de un cronometro, y la correcta elección del método para iniciar con la medición, teniendo en cuenta la bibliografía disponible se tomara en cuenta el procedimiento propuesto por el autor Criollo, quien lo sintetiza en un diagrama (Diagrama 1).. 19. CRUELLES, J. Mejora de métodos y tiempos de fabricación. México: Alfaomega, 2013. P.22. GARCIA CRIOLLO. Op. cit., p. 178.. 20. 26.
(28) Diagrama 1. Estudio de tiempos. Fuente: Adaptado por los autores de (García Criollo, 2005, pág. 277). 27.
(29) . Tiempo Estándar (TS).. Como ya se mencionó anteriormente corresponde al objetivo principal de la medición del trabajo. Crea un patrón que mide el tiempo requerido para terminar una unidad de trabajo. Con un trabajador que muestra un ritmo normal sin mostrar síntomas de fatiga. El tiempo estándar nos facilita la supervisión del trabajo, la planeación de la producción, el establecimiento de salarios por tarea según el tiempo, proporciona costos estimados, entre muchas otras utilidades. . El tiempo de reloj (T.Obs).. Es el tiempo que el operario está trabajando en la ejecución de la tarea encomendada y que se mide con el reloj. (Se cuentan los paros realizados por el operario, tanto para atender sus necesidades personales como para descansar de la fatiga producida por el propio trabajo). . El tiempo normal (TN).. El TN se refiere al tiempo que un operario capacitado, conocedor del trabajo y desarrollándolo a un ritmo «normal», emplearía en la ejecución de la tarea objeto del estudio. Su valor se determina al multiplicar tiempo observado por la calificación del operario que realiza la tarea. TN = T.Obs *(1 - CALIFICACIÓN) Y debe ser constante, por ser independiente del ritmo de trabajo que se ha empleado en su ejecución por parte del operario que la está realizando 21.. 1.7.3.2. Evaluación del rendimiento del operario.. En esta parte se valoran aspectos externos (entorno) o propios del operario que inciden en el tiempo normal de trabajo, estos son un tanto cualitativos pero se deben incluir puesto que afecta directamente el tiempo de realización de cierta tarea. . Calificación de la actuación.. La calificación de la actuación se refiere al como el operario se desempeñó en su trabajo o tarea; en este proceso se debe ajustar el tiempo requerido por un 21. RODRIGUEZ, F. Taller de ingeniería de métodos. Manizales, Colombia: Universidad nacional de Colombia, 2015.. 28.
(30) operario promedio al realizar una labor; es decir, “un operador normal, operador competente y altamente experimentado que trabaje en las condiciones que prevalecen normalmente en la estación de trabajo, aun ritmo ni demasiado rápido ni demasiado lento, sino representativa de un término medio” 22. De esta manera, se evalúan cuatro factores importes al ejercer una operación; destreza, consistencia, condiciones de trabajo y esfuerzo23. . Destrezas.. Se considera como la habilidad que tiene el operario para realizar la tarea, la eficiencia que posee para seguir un método establecido. Dado esto, la experiencia o capacitación afecta el rango de medición a tomar.. Tabla 2. Calificación de la destreza A1 EXTREMA. + 0.15. A2 EXTREMA. + 0.13. B1 EXCELENTE. + 0.11. B2 EXCELENTE. + 0.08. C1 BUENA. + 0.06. C2 BUENA. + 0.03. D REGULAR. 0.00. E1 ACEPTABLE. − 0.05. E2 ACEPTABLE. − 0.10. F1 DEFICIENTE. − 0.16. F2 DEFICIENTE. − 0.22. Fuente: Adaptado por los autores de (García Criollo, 2005, pág. 210). . Consistencia.. Es el indicador de la destreza; “son los valores de tiempo que realiza el operador que se repiten en forma constaten o inconstante” (García Criollo, 2005, pág. 210) 22 23. GARCIA CRIOLLO, R. Op. Cit., P. 209. E. MEYERS, Op. Cit., P.160.. 29.
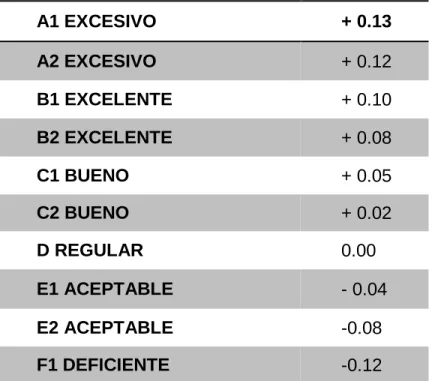
(31) Tabla 3. Calificación de la consistencia A PERFECTA. +0.04. B EXCELENTE. +0.03. C BUENA. +0.01. D REGULAR. 0.00. E ACEPTABLE. -0.02. F DEFICIENTE. -0.04. Fuente: adaptado por los autores de (García Criollo, 2005, pág. 214) . Condiciones de trabajo.. Son los factores que afectan directamente al operario en su entorno de trabajo; como los son la temperatura, la humedad, ventilación etc. Tabla 4. Calificación de las condiciones de trabajo A IDEALES. + 0.06. B EXCELENTES. + 0.04. C BUENAS. + 0.02. D REGULARES. 0.00. E ACEPTABLES. -0.03. F DEFICIENTES. -0.07. Fuente: Adaptado por autores de (García Criollo, 2005, pág. 210). . Esfuerzo. 30.
(32) Es el factor con mayor importancia dentro de la calificación del operario; es el ritmo o velocidad con el que trabaja un trabajador normal. Tabla 5. Calificación del esfuerzo A1 EXCESIVO. + 0.13. A2 EXCESIVO. + 0.12. B1 EXCELENTE. + 0.10. B2 EXCELENTE. + 0.08. C1 BUENO. + 0.05. C2 BUENO. + 0.02. D REGULAR. 0.00. E1 ACEPTABLE. - 0.04. E2 ACEPTABLE. -0.08. F1 DEFICIENTE. -0.12. Fuente: Adaptado por los autores de (García Criollo, 2005, pág. 210) . Suplementos.. Además de la calificación realizada al operario se deben tener en cuenta otras condiciones que afecta la labor realizada; los cuales son llamados suplementos, que pueden ser asignados al trabajador , al trabajo estudiado o bien al método utilizado. Para dar dicha calificación se opta por seguir en un sistema de suplementos establecidos por la Organización Internacional del Trabajo (ILO). En las lecturas de cronometro en especial dentro del estudio de tiempos los observadores no podrán notar todas las demoras de tiempo inevitables debido a que la duración del estudio no será demasiado extenso para observarlas, dichas demoras pueden ser ocasionadas por la fatiga de los operarios o por otros aspectos que son difícil de controlar y es allí donde se hace importante compensar esas pérdidas que no son tenidas en cuenta en el cronometraje mediante la aplicación de unas tolerancias o suplementos. Entre la toma de estas tolerancias. 31.
(33) Niebel24 indica que pueden ser tanto variables como la posición incómoda o no que tome el operario para realizar la operación y también constantes como la fatiga generada por la operación. Imagen 3. Sistema de suplementos recomendados por la ILO. Fuente: Imagen tomada de Organización Internacional del Trabajo ILO 24. BENJAMIN, Niebel. Ingeniería industrial métodos, estándares y diseño del trabajo, México D.F: Alfaomega, 2001. P. 381.. 32.
(34) 1.7.4 Determinación del N estadístico Para establecer el número de observaciones necesarias para realizar una inferencia acertada de tiempos estándar es muy útil la herramienta estadística que se basa en el promedio de un pre muestreo, la desviación de este respecto a los datos del pre muestro y finalmente mediante la fórmula del N estadístico se llega a la muestra requerida para el estudio. Imagen 4. Formula de desviación. Fuente: Adaptado por los autores de http://www.vitutor.net/1/estadistica.html Imagen 5. Formula N estadístico. Fuente: Adaptado por los autores http://www.vitutor.net/1/estadistica.html 1.7.5 Ingeniería de métodos25 En los procesos productivos que se ven dentro de la industria, se deben de ordenar las operaciones de tal modo que se reduzcan las mudas que se estén generando. Ello a partir de procedimientos sistemáticos sometiendo tanto los trabajos indirectos como directos, con aportes e ideas que conllevan a mejoras que faciliten más la realización del trabajo y que permitan que este se haga en el menor tiempo posible y con el mínimo costo posible, por lo tanto el objetivo final de la ingeniería de métodos es el incremento en las utilidades de la empresa. Dentro de las técnicas que utiliza la ingeniera de métodos para el análisis de operaciones esta la segmentación a división de tareas en elementos de trabajo, estudiando cada movimiento para ordenarlo o eliminar los que no sean necesarios, buscando así una mejor combinación y secuencia de movimientos, logrando métodos más sencillos y eficientes.. 25. Ibíd., p.21.. 33.
(35) La ingeniería de métodos divide el proceso en 2 partes; en primera instancia está el diseño y el desarrollo centro de trabajo, donde según Niebel hay que tener en cuenta 3 aspectos importantes: ● “seleccionar el proyecto mediante el modelo de análisis de Pareto, los diagramas de pescado, las gráficas de Gantt, las gráficas de PERT y la guía de análisis de lugar de trabajo. ● Obtener y presentar datos por medio de diagramas de operación, de flujo, hombre – máquina y de grupo. ● Desarrollar el método ideal para las relaciones hombre – máquina con servicio sincronizado y aleatorio, así como los cálculos de balanceo de líneas”26. Como segunda instancia se realiza una exanimación crítica sobre los micros operaciones que componen una tarea, para proponer un mejoramiento continuo con acciones como, simplificar, eliminar, combinar o cambiar las actividades. Resulta muy importante para los ingenieros, las gráficas que le permitan dar una idea de la ubicación de los puestos y de la secuencia de las operaciones que se realizan en las producciones objeto de estudio. El estudio de métodos permite efectuar importantes utilidades y resultados con pequeños cambios y utilizando formatos y plantillas económicas.. 1.7.6. Distribución en planta La distribución de planta efectiva es un tema muy importante para desarrollar y estudiar dentro de una organización puesto que este permitirá la manufactura de la cantidad deseada de productos con la calidad establecida y con el menor costo posible. Todos los elementos como recorridos de materiales, operarios, logística de inventarios, determinación de rutas y despachos se deben de realizar minuciosamente a la hora de cumplir con el objetivo establecido. El observador debe determinar cuál es la alternativa de distribución en planta más adecuada para la organizar pues el genera cualquier cambio en ella implica un alto costo. En síntesis, “la distribución en planta es la colocación física y ordenada de los medios industriales, tales como maquinaria, equipo trabajadores, espacios requeridos para el movimiento de materiales y su almacenamiento, además de conservar el espacio necesario para la mano de obra indirecta, servicios auxiliares y los beneficios correspondientes” 27. 26 27. Ibíd., p.21. GARCIA CRIOLLO, R. Op. Cit., P. 143.. 34.
(36) . Principios para la distribución en planta.. Según Gracia Criollo, se deben tener en cuenta los siguientes principios para realizar dentro de una organización alguna propuesta de mejoramiento o cambio de la distribución de planta: . El principio de integración global: se deben integrar de la mejor forma los trabajadores, los materiales, la maquinaria y los demás elementos de la organización. El Principio de distancia mínima a mover: se debe minimizar en lo posible la mayor cantidad de distancia a recorrer entre operaciones. Principio de flujo: se deben reducir las interrupciones entre los movimientos de los elementos entre las operaciones. Principio de espacio: se debe usar eficientemente el espacio disponible para evitar movimientos innecesarios. Principio de satisfacción y seguridad: la distribución debe satisfacer y ofrecer seguridad al trabajador. Principio de flexibilidad: se debe ajustar a costos bajos la distribución en planta.. . 1.7.5.1. Estudio de distribución en planta.. Para realizar un estudio de distribución en planta García Criollo propone una serie de pasos como un método para establecerlo: 1. 2. 3. 4. . “Se recoge la información Se consideran los datos obtenidos y se plantean las distribuciones parciales Se plantea la distribución general Se comprueba la circulación y se proyecta la distribución definitiva”28. Información requerida.. Es importante conocer una serie de datos importantes dentro el proceso de manufactura de la organización; como las características generales del producto, del proceso, los materiales que interviene y su tipo de almacenaje, quienes son los operarios a disposición, los espacios disponibles para distribuir, los elementos de maquinaria y estantería, los movimientos que se realizan en cada operación y demás información relevante para el caso.. 28. Ibíd., p.148.. 35.
(37) En esta parte es significativo hacer uso de diagramas de movimientos, de planos de área y demás herramientas para identificar el método de trabajo y de esta manera realizar un estudio minucioso que permita llegar a la distribución de planta más efectiva para el tipo de manufactura realizada dentro de la empresa. . Distribuciones parciales.. La información recolectada al llegar a este punto no desprende una distribución en planta, pero indudablemente proporciona una pauta para su planteamiento. Pero no es difícil que a partir de ellos que se establezcan puestos de trabajo, líneas o tipo de manufactura y áreas de almacenamiento intermedio. Una de las formas de representación del proceso es mediante un plano del área a distribuir, pues proporciona la información importante sobre las áreas disponibles, las áreas de recorrido y las de operación, estos diagramas o planos de recorrido suelen utilizar simbología ASME para especificar que operaciones y en que movimientos se realizan. Para iniciar el estudio ahí que realizar el cálculo de superficies disponibles, de recorrido y trabajo para el área teniendo en cuenta los elementos que se encuentran dentro de ella. 1.7.5.2. SLP (sistematic layout planning).. Este método de distribución en planta se fundamenta en bases de naturaleza cualitativa, se aplica generalmente en casos donde los flujos de trabajo son muy variables y para aplicarlo se debe seguir 4 pasos: “determinación de la relación entre departamentos, diagramar las relaciones, establecer superficies y proponer layout”29. . Determinación de relación entre departamentos.. Es relevante y crucial diagramar la importancia de cercanía entre departamentos o áreas conjuntas dentro de una planta pues visualizamos las posiciones relativas de unas frente a otras, para que no se cometan errores al establecer una opción de distribución y agilizar también un poco las distancias entre operaciones que son continuas. La relación entre departamentos se diagrama utilizando una serie de convenciones que facilitan la valoración de cada área frente a las demás. Para realizar dicha valoración se tienen en cuenta 5 aspectos como son; el flujo tanto de materiales como de operarios, mínimas distancias, higiene, comodidad y calidad.. 29. Ing.unpl [visitado el 10 de junio]. http://davinci.ing.unlp.edu.ar/produccion/catingp/transparencias%20distribucin.pdf. 36.
(38) Imagen 6. Diagrama relacional. Fuente: Adaptado por los autores https://www.uclm.es/area/ing_rural/AsignaturaProyectos/Tema%205.pdf . de. Determinación de superficies.. Para realizar este paso se debe inventariar y medir toda la maquinaria, almacenamientos, inmuebles e instalaciones con las que cuenta la planta; para determinar de cuanto espacio se dispone y cuanto se requiere se puede hacer uso de herramientas como planos y diagramas de recorrido. Posteriormente se evalúa dependiendo el tipo de producción la mejor ubicación entre áreas teniendo en cuenta también las distancias entre maquinaria y la minimización de distancias.. 37.
(39) 2.. EXPLORACIÓN PRELIMINAR.. 2.1 RECONOCIMIENTO DE LA EMPRESA30 Imagen 7. Logo de INDUCON. Fuente: Recuperado de http://www.confeccionesinducon.com/. Datos de la empresa Nombre: CONFECCIONES INDUCO LTDA Teléfono: 7569100 Dirección: Carrera 34 Nº 19-34 Correo: [email protected] 2.1.1 Productos. 2. Uniformes para identificación corporativa Chaquetas, pantalones, camisas, gorras. . Dotaciones Uniformes, overoles, uniformes especiales, uniformes militares y policiales. 3. Seguridad industrial Prendas reflectoras como chaquetas, chalecos y pantalones.. 30. CONFECCIONES INDUCON [visitado el 16 de marzo]. http://www.confeccionesinducon.com/index.html. 38.
(40) 2.1.2. Sector al que pertenece.. CONFECCIONES INDUCON LTDA es una empresa de confecciones que pertenece al sector económico secundario reuniendo actividades manufactureras que transforma la materia prima producida por el sector primario, en productos de consumo, como dotaciones y uniformes. Siendo así una empresa de transformación con entradas salida, salidas y procesos 31. 2.1.3. Reseña histórica. INDUCON nace en abril 28 de 1984, como el desarrollo de una idea de negocio de su fundador. Como todo lo que se construye con esfuerzo y dedicación, INDUCON año a año ha logrado tomar forma y abrirse un espacio importante dentro del gremio de las confecciones, ubicándose como una de las empresas de mayor reconocimiento en el campo de las dotaciones industriales y prendas militares a nivel nacional e internacional, incorporando a su infraestructura la mejor mano de obra, y lo último en tecnología de diseño, corte y confección. 2.1.4 Misión. Somos Una Compañía Especializada En Confección De Ropa y Accesorios Para Protección Personal, Identificación Corporativa, Uniformes y Prendas Militares. 2.1.5 Visión. Con nuestra experiencia y el continuo mejoramiento, queremos ser líderes en confección de uniformes, logrando permanecer en el mercado y conseguir la preferencia y fidelidad de cada uno de nuestros clientes y usuarios. 2.1.6 Valores. La gente que conforma nuestra empresa tiene definida la misión de participar activamente en la elaboración de prendas de vestir casual, uniformes y ropa para trabajo que brinden al usuario el máximo de confort, calidad, distinción e identificación corporativa.. 31. WIKIPEDIA. [Visitado el 15 de marzo del 2015]. [En Línea]. [Documento WWW].. http://es.wikipedia.org/wiki/Sectores_de_producci%C3%B3n. 39.
(41) 2.2.. DIAGRAMA DE FLUJO. Un diagrama de flujo indica el procesó detallado dentro de una empresa o proyecto, dividido minuciosamente en procedimientos actividades y tareas, para la obtención de un conocimiento global y específico de un proceso. Esta herramienta posibilita un conocimiento común que sirva de base para un determinado estudio, planificación, etc. Esta herramienta se considera útil para32: ● ● ● ● ●. Identificar problemas Analizar las causas Identificar posibles soluciones Evaluación de soluciones Definición de equipos. 2.2.1 Diagrama de flujo general en INDUCON.. En el siguiente diagrama se identifica el proceso que se lleva a cabo en la empresa CONFECCIONES INDUCON, desde la obtención de insumos (INICIO), hasta la distribución del pedido respectivamente a los clientes. Diagrama en símbolos ANSI.. 32. DIAGRAMA DE FLUJO [visitado 1 de abril de 2015] http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/gallery/methodology/tools/di agrama_de_flujo.pdf. 40.
(42) Diagrama 2. Diagrama de flujo general de INDUCON INICIO INSUMOS (materiales y materias primas, energía). Solicitud de cliente. SI ¿Cliente antiguo?. Base de datos. NO Orden de producción. Telas necesarias. ¿Existe molde – diseño?. NO Diseño. SI Corte Etiquetado Máquinas de confección, fletadoras. Estampado. ¿Existe diseño?. Empaque Despacho. Fuente: Autores. FIN. 41. Diseño.
(43) 2.2.2 Diagrama de flujo para el área de estampado. El siguiente diagrama representa los procesos que se realizan únicamente en el área de estampado.. Diagrama 3. Diagrama de flujo del área de estampados INICIO. Orden de estampado. ¿Existe diseño?. NO. Diseño de imagen. SI Buscar malla - marco Revelado Previo mantenimiento. Instalar en pulpo. Estampar. Termo fijar. FIN. Fuete: Autores. 42. Doblar prenda.
(44) 2.3 MAQUINARIA EN ESTAMPADO . Pulpo.. El área de estampado cuenta con 2 pulpos estampadores, uno de 6 brazos de apoyo y otro de cuatro. Esta máquina es utilizada para ubicar la prenda a estampar en el brazo de apoyo, enseguida se hace coincidir la imagen que se encuentra en el marco que está ubicado en los brazos superiores (porta marcos), con el lugar requerido en la prenda. Se procede pasar la tinta sobre la malla (rasquetear) para lo cual se usa un escobillín, haciendo que la imagen quede estampada y poder seguir con la otra prenda en el siguiente brazo de apoyo.. Imagen 8. Pulpo de 6 brazos de apoyo. Marco. Malla Brazo superior, 6 (porta marco) Brazo inferior de apoyo, 6 (base). Fuente: Autores, en las instalaciones de INDUCON. 43.
(45) Imagen 9. Pulpo de 4 brazos de apoyo. Fuente: Autores, en las instalaciones de INDUCON ●. Horno de secado.. En la sección de estampado hay un horno de secado por cada pulpo, es decir dos, y son idénticos cumpliendo la misma función. Este es utilizado para secar la tinta fresca que queda en la prenda, a medida que se van estampando las otras prendas, el horno de secado actúa sobre. El horno funciona con una temperatura de 240 ºC aproximadamente y la prenda dura alrededor de 8 segundos debajo de la máquina.. 44.
(46) Imagen 10. Horno secador de uno de los pulpos. Fuente: Autores, en las instalaciones de INDUCON ●. Pistola Secadora industrial.. Se cuenta con una por cada pulpo, se utilizan como secadoras auxiliares de pre secado, antes de que la prenda llegue al horno de secado. Esta pistola funciona a una temperatura de 180 ºC aproximadamente y actúa sobre una prenda sobre los 8 segundos. Su uso no es constante el en proceso.. 45.
(47) Imagen 11. Pistola secadora industrial. Fuente: Autores, en las instalaciones de INDUCON ●. Termofijadora.. Se cuenta con dos termo fijadoras, que se utilizan para darle un fijado final a le estampado que se realizó en los pulpos. Estas máquinas trabajan a 165ºC y el tiempo de fijación depende del tipo de tinta utilizado en la estampación de la prenda, de la siguiente manera: Para tinta textil: fijación de 18 segundos Para tinta plastisol: fijación de 16 segundos. 46.
(48) Imagen 12. Termofijadora Industrial. Fuente: Autores, en las instalaciones de INDUCON. 47.
(49) 3. REGISTRO DE INFORMACIÓN DE LAS OPERACIONES.. 3.1 DIAGRAMA HOMBRE MÁQUINA PULPO Este diagrama es una herramienta grafica que nos ilustra las actividades que realiza una máquina automatizada o no, y su operario. Como indica VAUGHN. “Lo que se busca con esta herramienta es poner atención a la inactividad tanto del operario como de la máquina. Y lograr que estos tiempos coincidan para evitar mudas y acortar tiempos e inactividades”33. Diagrama 4. Diagrama Hombre- Máquina para PULPO de estampado (con 8 prendas) HOMBRE Seleccionando producción Seleccionar marcos con diseño Instalar un marco (para un color) Ubicar producción Ubicar prenda 1 en brazo 1 Estampar prenda 1 Ubicar prenda 2 en brazo 2 Estampar prenda 2 Ubicar prenda 3 en brazo 3 Estampar prenda 3 Ubicar prenda 4 en brazo 4 Estampar prenda 4 Ubicar prenda 5 en brazo 5 Estampar prenda 5 Ubicar prenda 6 en brazo 6 Estampar prenda 6 Retirar y ubicar prenda 1 ubicar prenda 7 en brazo 1 Estampar prenda 7 Retirar y ubicar prenda 2 ubicar prenda 8 en brazo 2 Estampar prenda 8 Retirar y ubicar prenda 3 TOTAL. Tiempo Seg. 15 17 52 5 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.8 3.5 2.7 3.8 3.5 2.7 3.8 150. MAQUINA PULPO (6 brazos) Espera Espera Espera Espera Brazo de apoyo 1 Estampar Brazo de apoyo 2 Estampar Brazo de apoyo 3 Estampar Brazo de apoyo 4 Estampar Brazo de apoyo 5 estampar Brazo de apoyo 1 Estampar Espera Brazo de apoyo 1 Estampar Espera Brazo de apoyo 2 estampar Espera TOTAL. Tiempo Seg. 15 17 52 5 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.5 2.7 3.8 3.5 2.7 3.8 3.5 2.7 3.8 150. Fuente: Autores. 33. R.C. VAUGHN. introducción a la ingeniería industrial. Barcelona: editorial REVERET, 2da edición, 1988. P. 398.. 48.
Figure


+7




Outline
Documento similar
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
No había pasado un día desde mi solemne entrada cuando, para que el recuerdo me sirviera de advertencia, alguien se encargó de decirme que sobre aquellas losas habían rodado
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
En cada antecedente debe considerarse como mínimo: Autor, Nombre de la Investigación, año de la investigación, objetivo, metodología de la investigación,
