BIBLIOTECAS DEL TECNOLÓGICO DE MONTERREY
PUBLICACIÓN DE TRABAJOS DE GRADO
Las Bibliotecas del Sistema Tecnológico de Monterrey son depositarias de los trabajos recepcionales y de grado que generan sus egresados. De esta manera, con el objeto de preservarlos y salvaguardarlos como parte del acervo bibliográfico del Tecnológico de Monterrey se ha generado una copia de las tesis en versión electrónica del tradicional formato impreso, con base en la Ley Federal del Derecho de Autor (LFDA).
Es importante señalar que las tesis no se divulgan ni están a disposición pública con fines de comercialización o lucro y que su control y organización únicamente se realiza en los Campus de origen. Cabe mencionar, que la Colección de Documentos Tec, donde se encuentran las tesis, tesinas y disertaciones doctorales, únicamente pueden ser consultables en pantalla por la comunidad del Tecnológico de Monterrey a través de Biblioteca Digital, cuyo acceso requiere cuenta y clave de acceso, para asegurar el uso restringido de dicha comunidad.
Control de Procesos con Sistemas de Información en Tiempo
Real en la Industria del Calzado -Edición Única
Title Control de Procesos con Sistemas de Información en
Tiempo Real en la Industria del Calzado -Edición Única
Authors Erwin Hugo Humérez Von Allwörden
Affiliation Tecnológico de Monterrey, Universidad Virtual
Issue Date 1996-05-01
Item type Tesis
Rights Open Access
Downloaded 18-Jan-2017 16:12:54
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
DIVISIÓN DE GRADUADOS E INVESTIGACIÓN
PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que la presente tesis del Ing. Erwin Hugo Humérez von Allwórden sea aceptada como requisito parcial para obtener el grado
académico de Maestro en Ciencias especialidad en:
INGENIERÍA INDUSTRIAL
Comité de tesis
Eleazar Puente Rivera Ph. D.
ASESOR
Director del Programa de Graduados en Ingeniería
TABLA DE CONTENIDO
I. Introducción 1
II. El proceso de fabricación de calzado de piel natural 6
III. Midiendo el problema de los reprocesos 19
IV. Situación actual de la problemática de los reprocesos en la industria del calzado en
Guanajuato 46
V. Estudio de causas de los reprocesos 51
VI. Diseńo y planeación de los sistemas de control de los reprocesos 61
VII. Círculos de Calidad: Una solución económica al problema de los reprocesos 70
VIII.Sistemas de Información en Tiempo Real: Estrategia eficiente para reducir reprocesos... 80
IX. Conclusiones 90
INTRODUCCIÓN
Alcance de la tesis
El estudio se enfoca al caso de la fabricación de zapatos de piel natural, con el objeto de
poder ser más específico el análisis de la información que se manejará.
Generalidades
La problemática de los reprocesos en la industria del calzado no recibe la atención adecuada por parte de los industriales. Es mayor la preocupación por la reducción de inventarios, devoluciones, costos, incremento en la productividad y muchos otros aspectos., sin embargo muchos de estos problemas son ocasionados en gran medida por la presencia de los reprocesos.
Los reprocesos no son analizados y entendidos adecuadamente por lo que las soluciones que se aplican no llevan a la eliminación del problema, sino al contrario, fomentan su supervivencia como se muestra posteriormente.
Esto tiene una explicación: Los reprocesos pasan desapercibidos en muchas ocasiones, ya que son como una gota de agua que con el paso del tiempo son capaces de formar una grieta en una roca sin que nos percatemos de ello, hasta que alguien nos lo hace notar. De par en par, el problema crece de manera casi desapercibida y aprendemos a vivir con el problema.
La falta del conocimiento y entendimiento del problema, y por ende de la concientización sobre la magnitud del efecto que los reprocesos tienen sobre las utilidades de las empresas, hacen que no se considere digno de tomarse en cuenta para dedicarle tiempo de los directivos, ejecutivos, jefes de producción, supervisores y operarios. La inquietud por despertar el interés en las personas mencionadas para que conozcan la gran oportunidad de ahorros que la disminución de los reprocesos representa es la que motiva a la elaboración de esta tesis.
Los objetivos de esta tesis son:
• Que el lector interesado en el tema, aún no siendo conocedor del proceso de calzado de piel natural, adquiera un conocimiento general del proceso para mejor comprensión del contenido de este trabajo
Referencia a capítulo II
• Dar a conocer a los industríalos del sector calzado de la región sobre la magnitud del problema que representa la falta de control sobre los reprocesos, presentándoles elementos que les permitan conocer mejor el problema.
Referencia a capítulos III y W
• Dar los elementos necesarios para que entiendan el problema de los reprocesos
Referencia al capítulo V
• Presentar los principios elementales de los sistemas de control enfocado a los reprocesos
Referencia al capítulo VI
• Demostrar que los Círculos de Calidad son una alternativa como solución al problema
Referencia al capítulo VII
• Demostrar que los Sistemas de Información en Tiempo Real hacen más eficientes a los sistemas de control.
Referencia al capítulo VIII
ż Cómo está estructurado este estudio ?
EL PROCESO DE FABRICACIÓN DE CALZADO DE PIEL NATURAL
Definiciones:
En esta sección se definen algunos términos importantes para la comprensión de este trabajo. Las definiciones son una descripción de lo que los términos utilizados significan para la gente relacionada con la industria del calzado.
Reproceso: Es la acción de volver a procesar un producto que durante alguna etapa de producción fue objeto de algún elemento que lo convirtió en defectuoso o a un producto terminado que por alguna circunstancia no haya sido aceptado durante la inspección final.
Piocha: Es el término que utilizan los zapateros de la región para referirse indistintamente a un zapato defectuoso o al que sustituyó a éste después de haber sido reprocesado.
Piochero: Operario contratado para dedicar la mayor parte de su tiempo a procesar las piochas. Generalmente se trata de un cortador o un Despuntador.
índice de Reprocesos ( I R) : Es el porcentaje de productos defectuosos generados en el proceso de producción.
Generalidades:
Dependiendo de la tecnología con que cuente la fábrica y el tipo de calzado que fabrique, el proceso puede constar de 40 a 60 operaciones aproximadamente. Aquí se presenta un panorama muy general del proceso, omitiendo detalles que no son de interés para el presente trabajo.
Como en todo proceso, primero se tienen las especificaciones del producto y el proceso. La presentación de estas puede variar. En ocasiones se cuenta con un sobre (fig. 1) que incluye especificaciones escritas dibujos del modelo de zapato y algunas piezas de cartón en su interior que son utilizadas como patrones para desarrollar las herramientas y molduras (fig. 2) con las que se cortará la piel y otros materiales.
Los materiales principales que componen el zapato son:
1) Piel: Para el exterior del zapato 2) Forro : Para el interior del zapato 3) Suelas: La base
El departamento de CORTE
El primer paso del proceso es el corte de la piel y el forro. Esta operación se puede realizar a mano (fig. 3) con molduras y una cuchilla o en una máquina con un suaje. Las molduras son de lámina y tienen la forma y el tamańo de las piezas que se cortarán. Los suajes son de acero y son cuchillas que tienen la forma y tamańo de la pieza que se desea cortar. Para cortar con suajes se necesita una máquina especial.
El cortador debe ser muy hábil para detectar las fallas naturales de la piel, como ser venas, marcas dejadas por garrapatas y otros animales y marcas de heridas.
También es importante conocer las diferentes
partes de la piel, ya que dependiendo de la pieza que se corta, se requiere de piel más gruesa, delgada, flexible o rígida. La dirección del corte también se debe considerar , ya que la piel tiene diferente capacidad de estirarse en una dirección que en otra.
Las principales piezas de piel y forro que componen el zapato se muestran en la figura 7, en un ejemplo de zapato para nińa:
En el caso de un zapato típico para caballero o nińo, las piezas principales pueden ser las de la figura 8:
El departamento de PREPARADO o PRELIMINAR
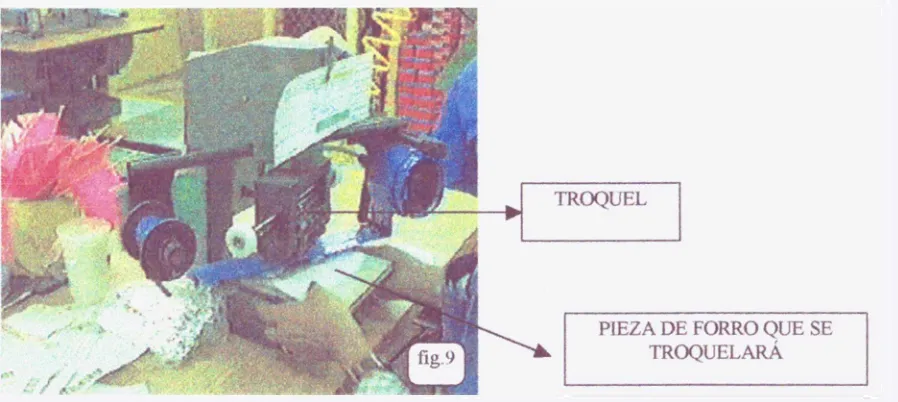
Una vez cortadas todas las piezas de piel y forro, se identifica el par con un troquel (fig. 9) que indica generalmente:
• Número de lote o control • Talla o punto del par • La marca
Esta identificación puede estar en diferentes partes del zapato, pero lo más utilizado es
troquelar el forro de manera que quede en el interior del zapato.
La siguiente operación consiste en rayar las piezas. El objetivo de esta operación es dejar la
piel marcada con líneas que posteriormente servirán de guía a las operaciones de ensamble
del zapato y ubicación correcta de adornos como ser mońos, tejidos, bordados, herrajes y
otros. Para esta operación se utiliza una lámina generalmente de acrilico delgado que tiene la
forma de la pieza de piel que se desea rayar y guías para el rayado, como se muestra en la
figura 10:
[image:18.612.83.532.255.456.2]entiende generalmente. Cada modelo diferente de zapato se ensambla o arma en diferente
secuencia, pero básicamente se trata de:
• Unir o pespuntar el látigo al talón
• Pespuntar las dos piezas que formarán el talón • Pespuntar la chinela con el talón
• Pespuntar la lengua a la chinela • Pespuntar el chaleco al talón
• Unir las piezas de forro con las de piel
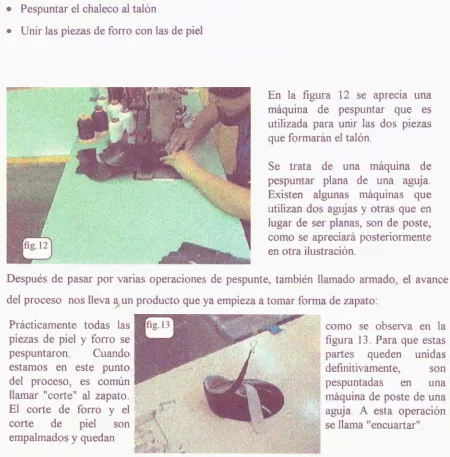
En la figura 12 se aprecia una máquina de pespuntar que es utilizada para unir las dos piezas que formarán el talón.
Se trata de una máquina de pespuntar plana de una aguja. Existen algunas máquinas que utilizan dos agujas y otras que en lugar de ser planas, son de poste, como se apreciará posteriormente en otra ilustración.
Después de pasar por varias operaciones de pespunte, también llamado armado, el avance del proceso nos lleva a. un producto que ya empieza a tomar forma de zapato:
Prácticamente todas las piezas de piel y forro se pespuntaron. Cuando estamos en este punto del proceso, es común llamar "corte" al zapato. El corte de forro y el corte de piel son empalmados y quedan
[image:20.612.77.527.223.680.2]como se observa en la figura 13. Para que estas partes queden unidas definitivamente, son pespuntadas en una máquina de poste de una aguja. A esta operación se llama "encuartar".
FIGURA 14:
Operario encuartando el corte en una máquina de poste de una aguja. De esta manera se une la pieza de forro con la pieza de piel.
Figura 15:
Corte después de encuartar. Ahora la piel y el forro están unidos por un pespunte efectuado al rededor del corte.
Se aprecia en esta etapa del proceso que también se hicieron ya algunos adornos en el corte, en este caso perforados. Esto se hace en diferentes etapas del proceso, dependiendo del modelo.
Antes de pasar al departamento de MONTADO, es necesario colocar en la chinela, entre la
piel y el forro, un "casco" (fig. 17). Esto se hace para que el zapato tenga cierta rigidez en
la punta cuando esté terminado. Existen varios materiales que se utilizan para el casco. En
nuestro ejemplo se ilustra una máquina de inyectar un casco de termoplástico (fig. 16) y un
[image:21.612.70.529.64.465.2] [image:21.612.66.514.436.715.2]Departamento de MONTADO
El departamento de montado es donde se llevan a cabo las operaciones por medio de las
cuales el corte toma forma de zapato, ineluyendo el pegado de suela.
La primera operation en este departamento consiste en poner un contrafiierte entre el forro
y la piel, a la altura del talon. El material del contrafiierte varia dependiendo del fabricante.
El proposito del contrafiierte es darle rigidez al zapato en la section del talon.
En nuestro ejemplo, utilizamos un contrafiierte de termoplastico, que una vez acomodado en
el talon del corte, es calentado para ser activado y posteriormente enfriado en una maquina
de conformar, en la cual el talon toma la forma que tendra definitivamente. Esto se ilustra en
18. Contrafiierte entre piel y forro, en el area del talon
19 Maquina de conformar en caliente y frio
Antes de continuar, se presenta una foto de una horma. Esta, a partir de este momento del
proceso tiene un papel principal en el proceso. La horma es un bloque de plástico de alta
densidad (fig. 21) , el cual tiene la forma de un pie. Este se utiliza para darle la forma de
zapato al corte.
Existen hormas para cada punto o talla, y para los pies izquierdos y derechos.
En la horma se fija, generalmente con grapas, la planta, y posteriormente se acomoda el corte encima de la horma, lo cual se aprecia en la figura 22. Observe cómo el conformado a su vez determina la altura del talón, ya que la base de este está doblada y no permitirá levantar el corte más allá del tope.
Las siguientes operaciones consisten en darle forma al zapato sobre la horma. Se empieza
por la parte delantera, la chinela, luego se sigue con los talones y finalmente los lados. Estas
operaciones se realizan en máquinas muy sofisticadas (fig. 23 y 24 ) o a mano, dependiendo
de la tecnologia disponible en la fábrica.
A estas operaciones se la conoce como:
• Montado de puntas o centrado • Montado de talones
• Montado de lados
Algunas fábricas utilizan hornos en esta etapa del proceso, de manera que la piel y el forro pasan por un proceso de envejecimiento acelerado y se ajustan mejor a la horma. El resultado es una zapato con líneas y formas muy bien logradas. El mismo efecto se puede lograr si se deja el zapato en la horma durante todo un día.
En esta etapa del proceso inicia un conjunto de operaciones críticas. La preparación del
zapato para el pegado y la operación del pegado. Si no se efectúan bajo condiciones
controladas, el resultado puede ser un pegado de suelas deficiente.
La superficie de pegado, en la base del zapato debe ser preparada, operación que se conoce
como cardado (fig.27). Esta operación se efectúa para eliminar el acabado superficial de la
piel en la base del zapato y obtener de esta manera un superficie que sea más adecuada para
el pegado (fig. 28). Observe que el área del pegado abarca el contorno de la piel, y no el
centro en la sección de la planta.
Una vez cardado el zapato, se procede con el cementado de la suela (fig.29) y el zapato
(fig.30). Esta operación se debe realizar sin dejar exceso de pegamento.
Para muchas plantas de fabricación de calzado, los reprocesos no son un dolor de cabeza, y
no porque no los tengan o porque sean un problema menor, sino porque han aprendido a
vivir con el problema. Los reprocesos o "piochas", son aceptados como parte natural del
proceso. Sin embargo, la reducción de los reprocesos es un aspecto importante para las
empresas de clase mundial(2,3)
. Este aspecto también se considera fundamental para un
sistema de calidad14'
A tal grado llega su habitualidad, que es común escuchar a los zapateros hablar de la
necesidad de contratar un "piochero", en lugar de pensar en atacar el problema* y no el
síntoma. Por ejemplo, es muy común encontrar en las fábricas de calzado personas cuya
tarea es la de "completar lotes". Estas personas se dedican prácticamente todo el día a
contar los lotes de producto terminado y verificar qué pares faltan, para rastrearlos a lo largo
y ancho de la planta. ˇ No se contrata a nadie para que averigüe el origen del problema !
El síntoma es el alto porcentaje de reprocesos, el problema está constituido por un conjunto
de causas que originan las "piochas". La distinción entre el problema (causa) y el síntoma
(efecto) es explicada con más detalle en el capítulo relativo a las Causas de los Reprocesos.
Siempre que se hace referencia a "el problema", el texto lo considera como la causa raíz de una situación no deseada, a diferencia de el efecto o síntoma, que es consecuencia del problema.
Si bien es cierto que no es posible tener un proceso perfecto, en el cual el porcentaje de
reprocesos sea prácticamente cero, sí es posible y necesario minimizar el problema ! Se debe
entender que en este sentido se tiene un área de oportunidad de mejora considerable en la
manufactura
Esta última afirmación es precisamente el tema central de esta sección: entender la magnitud
de la problemática de los reprocesos en función de las ventajas que podemos tener si la
atacamos debidamente.
Para empezar a reconocer su importancia, analizaremos a continuación las consecuencias
que producen los reprocesos en las empresas de manufactura, enfocando el estudio
específicamente a una planta de fabricación de calzado típica de la región.
Dividiremos en cuatro grandes familias las consecuencias que los reprocesos producen en la
industria de la manufactura. Esto se muestra en la siguiente figura:
Estas clasificaciones de las consecuencias de los reprocesos se analizarán con más detalle en
las siguientes secciones, lo cual nos permitirá conocer la importancia y magnitud del
problema.
I. INCREMENTO EN COSTOS VARIABLES
Los costos que se reflejan directamente en los estados de resultados son los que
analizaremos en esta sección.
Los reprocesos hacen que se incurra en diversos costos adicionales a los de un proceso de
producción carente de ellos. De acuerdo a un estudio realizado por el Gobierno del Estado
de Guanajuato, se estima que en la industria del calzado la estructura típica de los costos
variables en porcentajes relativos, es como se muestra a continuación*24*:
La Piel:
Podemos apreciar en la figura que el costo de los materiales es considerablemente elevado.
Independientemente de la etapa del proceso donde ocurra el reproceso, el material que se
desperdicia es el más representativo del costo variable: La piel.
Inevitablemente, sea cual fuere la etapa del proceso donde se haya producido el defecto que
haga necesario reprocesar un zapato, la piel siempre será la parte principal del material que
se utilizará.
ż Quién conoce una fábrica de calzado de piel natural que no se preocupe por controlar de
alguna manera el consumo de pieles ? Difícilmente alguien puede contestar de manera
afirmativa a esta pregunta. Sin embargo, sería más frecuente la respuesta afirmativa a la
pregunta: "ż Conoce una fabrica de calzado de piel natural que no se preocupe por controlar
de manera seria los reprocesos ?"
... Y sin embargo, el control de consumo de piel no es eficiente si no existe un control
eficiente de los reprocesos.
Suelas:
El siguiente porcentaje significativo relativo al costo variable es por la suela. No todos los
reprocesos implican la pérdida de la suela. Si se da el caso de que el zapato a ser
reprocesado ya tenía integrada la suela, en ocasiones es posible despegarla y utilizarla
nuevamente, sin embargo el resultado de tal acción no es precisamente un zapato de calidad,
ya que la suela sufre deformación, marcas de las pinzas y herramientas que fueron utilizadas
para despegarla e incremento en la probabilidad de que el pegado sea deficiente.
Por lo general, el reproceso de un zapato que ya incluye la suela, es un producto con tal
grado de avance en el proceso que prácticamente ya se le asignaron todos los costos
variables existentes. Por lo tanto, no es solamente la suela la que nos preocupa, sino el grado
de avance que ésta representa en el proceso de producción, y los costos acumulados por el
valor agregado de cada fase del proceso de fabricación que pasó el producto.
Podríamos considerar como caso general que del 65% el costo de la piel y una parte del 10
% del costo de mano de obra que contabilizábamos cuando el defecto ocurría antes del
pegado de suelas, damos un brinco a prácticamente un 100 % por tener que incluir todos los
demás costos al producto terminado o casi terminado, cuando el zapato ya incluye la suela.
Mano de Obra:
Si bien la mano de obra representa solamente el 10 % del costo variable, debemos
comprender que en este punto intervienen costos de oportunidad considerables.
Como se mencionó anteriormente, es frecuente encontrarnos con el hecho de que se tiene
personal dedicado exclusivamente al seguimiento, control y reproceso de los zapatos
defectuosos.
Sin reprocesos, el tiempo de estas personas lo podríamos dedicar a la capacitación o a
apoyar a las operaciones que representan un cuello de botella en el proceso de producción,
entonces, el beneficio para la fabrica sería mucho mayor. De esa manera su trabajo
consistiría en una actividad que beneficiaría al sistema en forma global y no en una actividad
que lo único que hace es esconder los problemas que generan un índice elevado de
reprocesos. Para romper esos cuellos de botella se contrata gente, siendo que se podría
disponer del personal que se dedica a reprocesar los productos defectuosos si éstos no se
presentaran en grandes cantidades.
Herrajes y otros Accesorios:
5 % del costo no parece significar mucho, sin embargo el enfoque debe ser diferente.
Cuando un zapato es reprocesado, el producto defectuoso es tirado a la basura, y con
frecuencia con hebillas, herrajes, agujetas, adornos u otros accesorios.
No siempre es facil rescatar el accesorio del zapato que se reproceso, sobre todo si todos
estan ocupados con la production del dia. Aun asi, siempre existen opciones para recuperar
esos accesorios. Por ejemplo, el velador podria dedicar parte de su tiempo a rescatar esas
piezas, en lugar de que vayan a dar a la basura.
Pero, i por que insistir en algo que tan solo representa el 5% del costo variable ? En primer
lugar, porque no es solamente la eliminacion de un gasto del 5 % del costo variable, sino
tambien porque es una manera de reducir la probabilidad de desabastecimiento de ciertos
accesorios que en ocasiones son poco comunes y dificiles de adquirir. Son conocidos Ios
problemas que un desabasto de material en un lote puede representar. En segundo lugar,
porque es una action que refleja una cultura de eliminacion del desperdicio que debe ser
desplegada en las organizations con hechos y no solamente palabras.
Sin embargo, lo mejor es atacar el problema y no el sintoma. Si se logran reducir
considerablemente los reprocesos, la necesidad de rescatar de la basura accesorios de
calzado pasa a ser un problema menor, y no sera necesario para ello la intervention del
personal de vigilancia o del velador. Si se quiere difundir una cultura de eliminación del
desperdicio, entonces debemos eliminar las causas de los reprocesos, más que atacar el
efecto.
Podemos concluir que independientemente de la proporción de los costos que cada uno de
los elementos estudiados representa, existen consideraciones cualitativas como la cultura de
la eliminación del desperdicio y la existencia de los costos de oportunidad escondidos. Estos
últimos pueden tener más peso como justificación para emprender y mantener un programa
de eliminación o reducción de los reprocesos que la estructura de los costos estudiada. La
sección de "Herrajes y otros Accesorios" son un ejemplo claro de esto.
En la siguiente sección se describe la relación entre los reprocesos y la pérdida de tiempo
productivo que éstos representan en la manufactura.
II. PÉRDIDA TIEMPO PRODUCTIVO
En las secciones anteriores mencionamos algunos aspectos acerca de lo que nos pueden
costar los reprocesos en función de el porcentaje de los costos variables y de manera
cualitativa la implicación de algunos costos ocultos.
En esta sección aplicaremos un punto de vista más general, y evaluaremos el tamańo del
problema en función del tiempo de producción perdido, lo cual permite comprender la
magnitud cuando hablamos de los niveles del índices de Reprocesos, el cual lo utilizaremos
como un indicador del proceso más que de resultados*5*
El tiempo es un recurso especial. Tiene características que lo hacen muy valioso:
• No es un recurso renovable
• No se puede almacenar para ser utilizado en el momento que se requiere
• No se puede comprar
La unidad de tiempo utilizada como referencia es: semanas en un ańo que una fábrica debe
dedicar a reprocesar los productos defectuosos si dejara acumular todo el ańo todas las
"piochas" para procesarlas de manera exclusiva. A estas semanas las denominaremos de aquí
en adelante: "semanas perdidas"
Para utilizar el parámetro de referencia mencionado, primero necesitamos medir el índice de
Reprocesos, para luego transformarlo en el parámetro de "Semanas Perdidas".
ż Cómo medir el índice de Reprocesos ?
Aparentemente es obvia la respuesta, sin embargo, el caso de la producción de calzado
requiere de una consideración especial: Se fabrica el producto por pares, y no piezas.
Si una empresa fabrica 100 pares al día, podemos de decir que fabrica 200 pies diarios. Si se
echan a perder por alguna razón 10 pies, no podemos decir que el índice de Reprocesos es
de 10 pies/200 pies = 5 %, ya que no vendemos los pies sueltos. Un pie echado a perder
implica un par que no se vende.
Para fines de consumo de material, por ejemplo, sí es adecuado el cálculo anterior, ya que se
incrementara el consumo de material por cada pie echado a perder, pero para fines de
facturación, se deja de facturar un par por cada pie echado a perder, por lo que debemos
hacer el cálculo de la siguiente manera:
10 pares echados a perder /100 pares producidos = 10 % de pares no facturados.
Además, esto es válido ya que el tiempo de proceso de una "piocha" no es el mismo que el
de un par de producción normal. Quien haya trabajado en la industria del calzado sabe que
las "piochas" requieren de más del doble del tiempo normal de proceso, principalmente por
tiempos de preparación. Esto se debe a que:
producción cambie de línea para poder procesar la piocha con el resto de la producción o de
lo contrario se tendrá que hacer el cambio de herramientas en esta complicada máquina. En
una prueba realizada en una fábrica de calzado de nińos, este cambio de herramientas
ocasionó que se dejaran de montar 11 pares de zapatos por montar una piocha. Este es un
caso extremo.
En el caso del pespunte, algunos tiempos tomados indican que el cambio de hilo y ajustes de
la máquina en general para hacer un par de un estilo diferente incrementa el tiempo de 85%
a 130% del tiempo normal de proceso.
Si bien los estudios realizados no son detallados, sí muestran claramente que el tiempo de
proceso de una piocha es mayor que el tiempo de proceso de un par de la producción
normal. Los reprocesos afectan necesariamente en la capacidad potencial de la fabrica(6).
Por lo tanto, considerar el doble de tiempo de proceso por pie es posiblemente algo
optimista de mí parte, pero para no ser alarmista tomaré esta medida como base para
cálculos posteriores.
Esto nos lleva a la siguiente conclusión: Un pie echado a perder tiene como consecuencia un
par no facturado, y el tiempo de reproceso del pie defectuoso para poder facturar el par es,
en el mejor de los casos, el tiempo que requeriría para fabricar un par completo bajo
condiciones de producción normales.
Concluimos entonces que el cálculo adecuado para el índice de Reprocesos es:
En el ejemplo tendríamos : índice Reprocesos = IR = 10/100 = 1 0 %
Ya sabemos cómo medir el índice de Reprocesos, y ahora debemos hacer la conversión de
éste a "semanas perdidas". Este cálculo es muy sencillo.
Conversión de "índice de Reprocesos" a "Semanas Perdidas":
Consideremos que anualmente se trabajan 50 semanas. El porcentaje de tiempo que implica
cada semana trabajada es 1/50 = 2%.
Un 2 % de reprocesos toman un 2 % del tiempo de producción, lo que equivale a una
semana anualmente. Por lo tanto, podemos ver que una estimación adecuada del tamańo del
problema es que una "Semana Perdida" equivale a un índice de Reprocesos de 2 %. En
forma general, podemos decir que la conversión de índice de Reprocesos a Semanas
Perdidas es como sigue:
Como resumen de esta manera de medir el problema, se presenta la siguiente tabla:
TABLA 3.1
Se presenta un ejemplo ilustrativo para mostrar el procedimiento:
Supongamos que tenemos una producción diaria de 100 pares y que echamos a perder 2 pies
al día. Si convertimos los datos a semanas, estamos hablando de 500 pares de producción y
10 pies echados a perder semanalmente.
Entonces, tenemos que:
de la Ecuación 3 . 1 : IR = NPID / NPAF = 10 / 500 = 2 %.
y de la Ecuación 3.2: Semanas Perdidas = IR / 2 % = 2 % / 2 % = 1
[image:44.612.171.461.123.336.2]Para verificar los datos, se siguen las operaciones que llevan a estos resultados paso a paso:
• Anualmente fabricaríamos 500 pares/semana * 50 semanas = 25,000 pares.
• Anualmente echamos a perder 10 pies/semana * 50 semanas = 500 pies
• Cada pie echado a perder se considera como par defectuoso, por lo que el
porcentaje de reprocesos = 500 pares defectuosos/25,000 pares = producidos 2%
• 500 pares los haríamos en 1 semana. Por lo tanto tenemos / Semana Perdida.
Los resultados son los que se obtuvieron con las ecuaciones 3.1 y 3.2 desarrolladas para
calcular los datos en cuestión.
A continuación analizaremos el aspecto del Control de la Producción y su relación con los
Reprocesos.
ni. INEFICIENCIA EN EL CONTROL DE LA PRODUCCIÓN Estamos tratando con un aspecto muy importante para la empresa, ya que esta relacionado con aspectos de Productividad, Calidad y Servicio al Cliente. Si bien la ineficiencia del Control de la Producción también aumenta los costos, estos son muy difíciles de medir. Por lo general nuestras apreciaciones serán cualitativas, pero de obvia importancia como para ignorar el problema una vez comprendida la magnitud de este, con la lectura del presente capítulo. Pero, ż cómo es todo esto ? Qué tiene que ver un reproceso con el Control de la
Producción, la Productividad, Calidad y Servicio al Cliente?
Productividad. De acuerdo a D. Bedworth y E. Bailey(7) , el resultado de un buen Control de la Producción es la productividad *, ya que se administran de manera eficiente todos los recursos limitados de manufactura para lograr la satisfacción del cliente cubriendo sus necesidades de cantidad, calidad y tiempo de entrega y todo esto generando utilidades para los accionistas. Sin embargo, la falta de control de reprocesos no nos permite ser tan eficientes en el Control de la Producción con las debidas consecuencias, entre ellas la baja productividad. Esto se confirma, ya que los reprocesos son un problema de calidad, lo cual afecta negativamente a la productividad de acuerdo a varios estudios presentados en la "Quality Management Journal,l(8) .
De acuerdo a la bibliografía mencionada, el concepto de productividad es "la razón del valor de los bienes y/o servicios producidos divididos entre el vaklor de los recursos utilizados".
El control de la producción está directamente relacionado con la planeación a corto plazo,
programación, monitoreo y control de la planta. También tiene relación con el control de
inventarios.
En relación a la programación, con índices elevados de reprocesos no es posible cumplir la
programación de acuerdo a lo planeado, a menos que tomemos en cuenta tiempos de
contingencia muy grandes en la planeación, lo cual obviamente no es adecuado.
El monitoreo y control de la producción no son tareas fáciles, de lo contrario no se escribiría
y estudiaría tanto al respecto. Pero, si a esto ańadimos la necesidad tener el control de una
planta que tiene índices de reprocesos elevados, entonces el problema realmente es
complejo. Estos son algunos elementos que ocasionan el caos:
• Lotes incompletos
• Pares sueltos por toda la planta
• Personal buscando especificaciones para poder procesar una piocha
• El almacenista tratando de controlar el consumo de materiales generado por reprocesos
• El empacador reclamando el par que le falta para poder embarcar el producto
• Ventas presionando a producción para que entreguen los lotes comprometidos para la
fecha
• Supervisores etiquetando algunas cajas o bolsas que contienen piochas a medio procesar
con etiquetas de color que significan "urgente", "superurgente" o "extraurgente", de
acuerdo al color.
Un verdadero caos. No es posible cumplir con planes, programas, promesas y buenos
propósitos. El control de la producción se torna ineficiente y por lo tanto la productividad
no es la esperada. Perdemos de esta manera una oportunidad de aprovecha las ventajas de
un adecuado control de la producción, todas ellas relacionadas con la rducción de costos( 8 ).
con la información necesaria para la toma de decisiones adecuada en pro de la eliminación
definitiva de los problemas de reprocesos.
El diseńo de estos sistemas de control de reprocesos se presenta el capítulo VI dedicado al
tema, sin embargo, antes de controlar debemos entender la estructura del problema con el
que estamos tratando, lo cual nos será posible después de leer y estudiar el contenido del
capítulo V que identifica las causas de los reprocesos y la interrelación entre ellas.
Como se mencionó anteriormente, existen diversos estudios qué confirman la relación entre
la calidad y la productividad(9) . Como lo menciona Nigel Slack<10), los beneficios de la
calidad afectan a todos los aspectos de rendimiento, incluyendo los aspectos de operación
internos.
Atacar los reprocesos es reducir desperdicios que no agregan valor al producto, lo cual es
una actividad vital para que las organizaciones sean más competitivas01*.
Esto en relación a la productividad y calidad, ż pero, qué ocurre con el Servicio al Cliente ?
Esto no es todo. ż Por qué tanto producto terminado en el área de empaque ? Lotes que se
terminaron de fabricar hace varios días aun no se han enviado. Una consulta con el
responsable de área nos saca de dudas: Se trata de lotes que se deben entregar a más tardar
en la siguiente semana, pero que aun no se envían por estar incompletos. Lo más probable es
que nadie se preocupará por completar el lote hasta el último momento, cuando ya todo sea
urgente.
Pero, no estamos hablando de un lote, ˇ sino decenas de lotes que representan inventarios de
varios días de producción ! En una muestra de tres fábricas se detectaron que el inventario
de producto terminado estancado por causa de los reprocesos era de 2.2, 1.15 y 2.6 días
respectivamente. En uno de lo casos, si bien no eran muchos lotes incompletos, sí eran lotes
de hasta 370 pares (la producción de la planta es de 900 pares en promedio) que no podían
ser embarcados ˇ por falta de uno o dos pares en cada uno ! Esto agrega un factor más de
preocupación a las fabricas que manejan lotes grandes. Lotes grandes con índices de
reprocesos pequeńos siguen siendo un problema serio. El cliente no siempre acepta que se
le envíen lotes incompletos, y si lo hace, con seguridad no es una buena impresión la que se
lleva de la fábrica.
ż Si todo este producto terminado estancado fueran cajas con billetes y no zapatos en su
interior, los dejaríamos ahí sin remordimientos ? ż No pensaríamos en invertir mejor ese
dinero en algo que nos reditúe ganancias ? ż Cuál es el costo de oportunidad de tener esos
lotes y no poder facturarlos por estar incompletos ?
Entregas fuera de tiempo, clientes insatisfechos, ofertas y descuentos para no perder
clientes, cancelación de pedidos, producto terminado imposible de ser convertido en
facturación, pérdida de tiempo en conteos, búsqueda de pares sueltos en la planta,
discusiones, presiones y descontrol! Un escenario muy común !
Conclusiones
No podemos ignorar la magnitud del problema de los Reprocesos en la industria del calzado
( puede generalizarse el caso a otras industrias ), entonces no cabe duda que tenemos un
problema más serio que el de los reprocesos: El de "La Gallina Ciega" a la que le quitaron la
venda de los ojos y dejó de ser ciega para actuar como tal.
Con el presente capitulo justificamos la importancia de los reprocesos como agentes que nos
perjudican de manera considerable y sobre todo desapercibida debido a la conocida "ceguera
de taller" que sufren comúnmente los empresarios y su personal. El lector debe tener ahora
un mejor conocimiento del problema.
Antes de estudiar las causas para entender el problema, en el siguiente capítulo se desarrolla de manera breve una descripción de la situación actual de la industria del calzado en la
región en relación a los reprocesos, con el fin de terminar de conocer la problemática y tomar consciencia de su importancia como área de oportunidad de mejora en los sistemas de
manufactura.
SITUACIÓN ACTUAL DE LA PROBLEMÁTICA DE LOS REPROCESOS EN LA INDUSTRIA DEL CALZADO EN GUANAJUATO
Introducción
El presente capitulo no pretende ser un estudio completo de la situación actual de la
problemática de los reprocesos en la industria del calzado en Guanajuato, ya que esto sería
tema de un proyecto individual.
Para tener un estudio completo, cuyos resultados tengan una confianza del 95 % se tendría
que hace un estudio del fenómeno en un tamańo de muestra de aproximadamente 270
empresas, dato calculado con la asesoría con un experto de estudios de mercado, el Lic.
Rafael Valadez del ITESM, campus León.
ż Qué tan grave es el problema en una planta típica en la región?
No es raro encontrarse con niveles mayores a un 6 % de reproceso, principalmente cuando
el calzado es de piel natural. En material sintético los problemas son menores debido a su
poca variabilidad en la calidad (consistencia, grosor, resistencia), lo cual no ocurre en los
productos naturales.
Aparentemente es un porcentaje muy elevado, sin embargo debemos considerar que
hablamos de 6 pies echados a perder en cada 100 pares ( 200 pies), lo que en un sistema de
pieza por pieza representaría un índice de Reprocesos de 3 %, cifra menos alarmante y
creíble. Este es el caso de una planta que no cuenta con un sistema de control de "piochas"
adecuado, con todos los elementos que un sistema de control implica, como lo apreciaremos
en el capítulo dedicado al tema del control.
Un índice de Reprocesos de 6 % equivale a que la fabrica echa a perder 3 pares de cada 100
pares, lo cual no es extrańo encontrarse en la industria. Encontramos en la tabla 3.1 del
capítulo III que una empresa con un IR e 6 % ˇ dedica 3 semanas del ańo, en reprocesar los
productos defectuosos !
Se presenta en este capítulo una recopilación de datos relacionados con este problema
obtenidos de estudios realizados por el autor de la tesis, estudios realizados por el CIATEC
y entrevistas con industriales de la región. Fueron en total 11 plantas consideradas en el
estudio.
Inicialmente, 8 de las 11 plantas ( más del 70 % ) desconocían la magnitud del problema. No
tenían ninguna clase de registros que sea útil para medir el problema.
Los resultados a detalle del estudio se presentan en la siguiente página.
ż Qué nivel es considerado adecuado para el índice de Reprocesos ?
En el presente trabajo, en el capítulo IX, encontrará que con esfuerzos razonables por
alcanzar un mínimo de reprocesos se logró un nivel promedio de 1,13 %. Debido a que la
unidad de producción en la industria del calzado son pares y no pies , considero un
porcentaje de 1 % como objetivo a lograr. Esta es una opinión personal, basada en 5 ańos de
experiencia en la industria del calzado.
Reducciones mayores probablemente representarían incrementos en los costos por necesidad de adquirir maquinaria especial, materiales de mayor calidad y otros factores, cuya
implantación probablemente no sería rentable.
Este nivel de reprocesos equivale a l % / 2 % = 0.5de Semana Perdida, lo cual es razonable
para la operación de un ańo.
Si observamos la siguiente gráfica(12), veremos que el nivel de cero defectos tiene un costo
demasiado elevado, por lo que se debe encontrar un equilibrio:
Costo de prevenir fallas
LAS CAUSAS DE LOS REPROCESOS
El objetivo del presente capítulo es el de hacer un análisis general de la problemática
enfocado a la estructuración de la información relacionada con los reprocesos para
diferenciar las causas de los efectos y la manera en que estos están relacionados. Como
resultado de este capítulo, el lector tendrá los elementos necesarios para entender la
problemática lo que lo pondrá en una posición más favorable para atacar el problema.
Si bien es cierto que no es posible tener un proceso perfecto, en el cual el porcentaje de
reprocesos sea prácticamente cero, sí es posible reducir el problema. Lo importante es
conocer las verdaderas causas del problema y entenderlas para poder atacarlas.
j Debemos atacar las causas y no el síntoma (efecto) ! Para conocer cuales son las
verdaderas causas aplicaremos algunos métodos cualitativos para la planeación y solución de
problemas, como ser Diagramas de Causa Efecto y Diagramas Sistemáticos.
1) EFECTO
El efecto es la consecuencia de una causa. El efecto ya se estudió detalladamente en el
capítulo III. Nuestro interés principal ahora radica en conocer y entender las causas para
poder eliminarlas. Para esto nos apoyaremos en Diagramas Causa Efecto.
[ CAUSAS ) ( EFECTO )
Todos los signos de interrogación son áreas de oportunidad que en la mayoría de los casos
dejamos pasar desapercibidas. Tenemos desconocimiento de qué son y cuánto nos afectan, y en lugar de averiguarlo, nos unimos al enemigo "efecto" y aprendemos a vivir con él. En otras palabras, podemos decir que el problema nos controló a nosotros y no nosotros al
problema. ż Control ? Pero, ż cómo lograrlo ? Ya conocimos el problema al analizar su importancia, ahora debemos entenderlo.
Pasemos a convertir las interrogantes en información útil para lograr el entendimiento
2) CAUSAS GENERALES: EXPANSIÓN DE GRANDES RAMAS
Como es común, para determinar las causas generales tomemos los aspectos considerados
normalmente para el análisis de causas:
• Mano de Obra* • Maquinaria y Equipo • Medio Ambiente • Método
• Materiales
Además, por su importancia en el tema que tratamos, incluiremos 2 aspectos más: Diseńo e
Información. La importancia de estos dos elementos nuevos se manifestó en una sesión de
lluvia de ideas, en la cual varios factores relacionados con los reprocesos pertenecían a
aspectos de Diseńo y manejo de Información.
CAUSAS GENERALES:
Alguno* autores manejan el termino "Mente de Obra", ya que se considera que no solamente se trabaja con las manos sino también con la mente
3) DIAGRAMA SISTEMÁTICO: EXPANSIÓN DE PEQUEÑAS RAMAS
Para cada uno de los elementos anteriores se realiza un ejercicio de lluvia de ideas y se
ordenan en un Diagrama Sistemático, en el cual en la base ponemos las causas que
contribuyen a que se den los elementos que los siguen en las ramas superiores, hasta llegar a
la causa general contenida en el Diagrama Causa Efecto del punto anterior.
En realidad, los Diagramas Causa Efecto y Diagrama Sistemático utilizados en este análisis
podrían ser generalizados en gran parte para explicar las causas de reprocesos en el caso
general de la manufactura. Ambos diagramas son muy similares en su construcción y
contenido.
En los Diagramas Sistemáticos desarrollados para elaborar la expansión de las ramas
pequeńas de cada una de las causas generales de los reprocesos, el nivel de detalle no es tal
que se lleguen a especificaciones precisas, sino suficiente para comprender mejor la
estructura de los elementos que en conjunto son causas probables de la generación de
reprocesos en el proceso de manufactura.
La utilización de los Diagramas Sistemáticos son útiles en este caso ya que permiten
desarrollar una estructura de elementos de causa y efecto por niveles y con relaciones
lógicas para cada una de las causas generales del Diagrama Causa Efecto de manera
independiente, por lo que se dispone de más espacio para el análisis gráfico.
DIAGRAMAS SISTEMÁTICOS PARA ENCONTRAR RAMAS MENORES
Interpretación de los diagramas que se presentan a continuación:
En la parte superior del diagrama se presenta la causa general del problema, que
corresponde a una de las causas generales del Diagrama Causa Efecto presentado
anteriormente.
En los siguientes niveles se muestran las causas que a su vez aportan a la causa general, y así
sucesivamente, hasta llegar al nivel de detalle suficiente para que podamos tener una visión
holística de la estructura que tienen las causas que nos llevan a altos índices de reprocesos.
Antes de la presentación de los Diagramas Sistemáticos se muestra a continuación la manera
MANO DE OBRA:
MEDIO AMBIENTE:
MÉTODO:
MATERIAL:
MAQUINARIA Y EQUIPO:
INFORMACIÓN:
Con la información presentada en este capítulo, el lector ya tiene un mejor entendimiento de
la problemática de los reprocesos, principalmente de las causas que generan los elevados IR
en la industria.
Para poder atacar definitivamente este problema, el capítulo VI de esta tesis ofrece una
descripción general sobre los aspectos de diseńo, implantación e importancia de los sistemas
de control, información muy útil para tener más elementos que incrementen la probabilidad
de éxito de nuestras acciones en contra de los reprocesos.
DISEÑO Y PLANEACIÓN PE LOS SISTEMAS PE CONTROL PE REPROCESOS 62 Introducción: El objetivo de este capítulo es el de presentar los principios elementales de control enfocado a los reprocesos, y la relación de estos con los sistemas de toma de decisiones y los sistemas de información. En este capítulo el lector tendrá un conocimiento básico de la importancia de los elementos debe considerar en la planeación y el diseńo de un sistema de control de los reprocesos. Si en el diseńo de un sistema no se consideran todos los elementos necesarios para asegurar el buen funcionamiento y continuidad de sistema, este está destinado a fracasar. En el caso de los reprocesos tenemos el interés de disminuir en la medida de lo posible el IR y mantenerlo a niveles muy bajos. Si el sistema no tiene los elementos necesarios para asegurar una adecuada planeación, control, toma de decisiones, seguimiento y control de los avances, entonces probable que solamente será un resultado temporal el que se obtenga. El control es parte de un sistema mayor: Un Sistema de Información para la Administración (MIS) que es el que nos permitirá tener control de la situación, siempre y cuando esté bien diseńado. Por lo tanto la planeación de este sistema debe ser llevada a cabo considerando varios elementos que se presentan en este capítulo.
La planeación es la proyección de un futuro deseado( 1 3 ). Y debemos lograr que el futuro
La importancia del control radica en que alguien o algo lo tiene: Más vale tener el control de
una situación a ser controlado por ésta, y eso es precisamente lo que lograremos si
diseńamos el sistema de control de reprocesos considerando todos los elementos necesarios
para asegurar el éxito del sistema.
Planeación del Sistema de Control:
Para la planeación del sistema de control se deben definir los siguientes elementos:
• Fines: El objetivo es reducir en la medida de lo posible los índices de reproceso IR a
corto plazo.
• Medios. Se empieza por conocer y entender el problema mediante el análisis y
medición de los datos o registros que se generan.
• Recursos. Se utiliza la participación de círculos de calidad, registros detallados de
reprocesos y juntas de evaluación. Posteriormente, si es necesario, se utiliza un sistema
de información en tiempo real para que la toma de decisiones sea oportuna.
• Realización: Los detalles se presentan en los capítulos VII y VTII.
• Control: Se utilizan diagramas de pareto y las técnicas necesarias para la toma de
decisiones para prever o detectar las causas de los reprocesos, para corregirlos sobre una
base de continuidad y dar seguimiento a los avances del plan.
El enfoque de sistemas y la planeación
Para hacer más claros los conceptos, haremos una fusión del círculo de E. Deming o ciclo de
calidad (Planear, Hacer, Verificar, Actuar) y la idea básica del enfoque de sistemas
(entradas, proceso y salidas) relacionados con la planeación. El problema de los reprocesos
es un problema de sistemas y debe ser analizado con un enfoque de sistemas. Esto se
presenta a continuación:
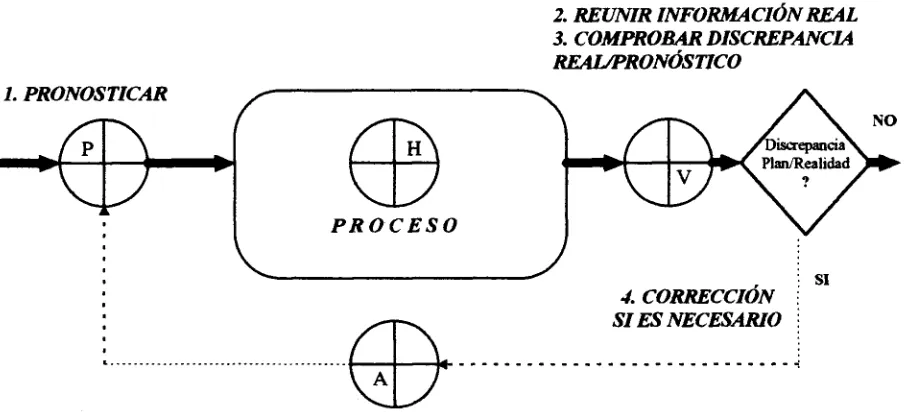
FIGURA 6.1:
Las partes de la planeación. el enfogue de sistemas y el proceso de mejora continua
[image:73.612.65.541.351.686.2]CONTROL: Ya estudiamos en panorama global de la manera en que se pretende atacar el problema, donde el control forma parte esencial del sistema. Por su importancia, en el presente trabajo desarrollaremos este punto con más detalle. Algunos sinónimos de control son: • Comprobación • Supervisión • Examen • Inspección • Registro • Verificación • Dirección • Mando • Dominio
El control es evaluar las decisiones, incluyendo las de no hacer nada, una vez que se han tomado. Por otro lado, el control también es el gatillo para una nueva toma de decisiones, las cuales a su vez serán también evaluadas. Podemos apreciar entonces, que el control forma parte de un ciclo, como se aprecia en la Figura 6.1.
Aplicando el enfoque de sistemas, podemos encontrar el punto en el cual se presenta la necesidad de utilizar el control y su relación con las salidas y entradas de cualquier sistema, como se mostró en la Figura 6.1.
Podemos concluir que el control es tanto generador de toma de decisiones como consecuencia de la toma de decisiones. Se evalúan decisiones tomadas y se toman decisiones en función de los hallazgos de la evaluación. El control tiene efecto sobre todas las etapas del ciclo mostrado en la Figura 6.1, lo cual se muestra en la Figura 6.2.
Planeación de los Mecanismos de Control
FIGURA 6.2
Los 4 pasos del control
El control requiere de 4 pasos para ser llevado a cabo:
2. REUNIR INFORMACIÓN REAL 3. COMPROBAR DISCREPANCIA REAUPRONÓSTICO
Pero el control es parte de un sistema mayor, como se mencionó en la introducción. En los cuatro elementos de la Figura 6.2 está implícita la necesidad de contar con información y un
medio de manipularla para que ésta nos permita tomar decisiones acertadas. Lo anterior nos
lleva a la conclusión de que el control es parte de un sistema mayor y que está
necesariamente relacionado con otros elementos para que su funcionamiento sea eficiente. A continuación se presentan los elementos que están relacionados con el control y la manera en
que estos forman el sistema mayor.
£1 control, la toma de decisiones y los sistemas de información
Debido a la relación directa del control con la toma de decisiones, no podemos negar que la información es vital para el control. Sin información no se pueden tomar decisiones acertadas.
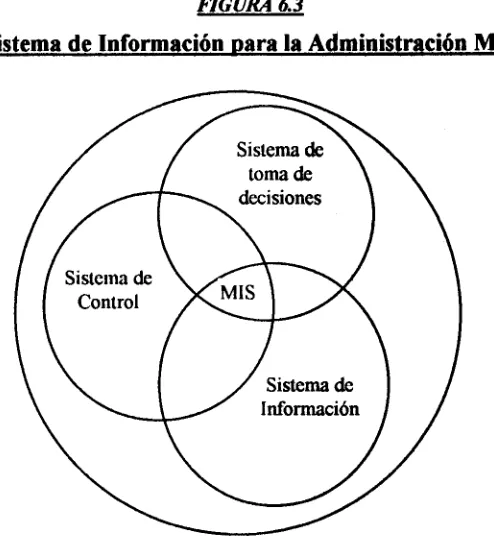
Por lo tanto, los sistemas de información y toma de decisiones no son excluyentes de los sistemas de control.(13) Entre los tres se forma el sistema mayor que denominaremos MIS
[image:76.612.183.430.287.557.2](Management Information System) o Sistema de Información para la Administración.
FIGURA 6.3
Sistema de Información para la Administración MIS
Como se aprecia en la gráfica, ninguno de los tres elementos puede existir en forma
independiente. Si no se consideran estos tres elementos en un sistema que nos permita tener
el control de la situación, entonces los resultados serán pobres.
Cualquier sistema complejo con componentes que interactúan requiere de un enfoque
sistemático y sistémico para su planeación y el análisis si el objetivo es el de buscar el
beneficio del sistema global más que el beneficio individual de algunos de los componentes.
Si se consideran estos tres elementos en el sistema que se diseńa para el control de los
reprocesos, entonces se tendrá una gran probabilidad de éxito en el funcionamiento de éste.
Sin embargo, es preciso tener siempre en mente que se trata de un sistema socio técnico y
que la parte humana del sistema debe ser capacitada y evaluada constantemente.
Se recomiendan las siguientes lectura para fines de estudios más detallados sobre el tema:
Ackoff L. Russel, "Un concepto de planeación de empresas", Limusa, México
Cárdenas Miguel A., "El enfoque de sistemas. Estrategias para su implementación, Limusa, México
• Todos los resultados debían ser medidos en términos cuantificables, para lo cual había que empezar a medir la situación actual para tener posteriormente puntos de referencia sobre los logros del grupo. La factibilidad de la medición de los resultados se considera como factor de éxito o fracaso en la implantación de los círculos de calidad(,4).
• Entre otros, un problema a ser considerado sería el de los reprocesos. El grupo sabía que
esto debía necesariamente ayudarles a mejorar la productividad.
• El problema de los reprocesos se mediría en función del porcentaje de pares echados a perder de la producción semanal. (índice de Reprocesos )
• El grupo tenía que manejar herramientas básicas como diagramas de pareto, diagramas causa-efecto y cálculos simples de porcentajes para manejar la información
eficientemente.
• El grupo se reuniría una vez a la semana durante una hora para estudiar la información obtenida en la semana y tomar decisiones y planes de acción.
Desde la primera sesión se discutió la importancia dé medir el problema. Se asignó un responsable de registrar los datos de lo$ reprocesos para conocer la magnitud del problema y sus causas. Para lograr esto de manera eficiente, la aplicación de la estadística se considera elemental, como base de mejora de la calidad(15).
Mientras transcurría el período de recolección de datos (ETAPA "A" = 5 Semanas) , el grupo recibía capacitación sobre el manejo de las herramientas mencionadas anteriormente.
Los datos de los reprocesos se registraban en una carpeta con las siguientes columnas.
• Fecha
• Pies defectuosos
• Estilo
• Tipo de Piel
• Causa del defecto
Para empezar era una lista suficiente. Realmente el primer dato importante era conocer el
índice de Reprocesos IR.
Las primeras 5 semanas de recolección de datos arrojaron el siguiente resultado:
Promeddio de IR = 6.56 %
De acuerdo a la Tabla 3.1, esto revelaba que se perdían de tres a cuatro semanas al ańo en
reprocesar lo que se echaba a perder. Esto significaba que la fábrica trabajaba todo ese
tiempo sin generar utilidades, ˇ y además cubría el costo de desperdicio de material echado a
perder !
Al término de la quinta semana se analizaron las causas de los reprocesos a detalle. Para
esto, el grupo ya tenía una lista con los defectos más comunes en su proceso y los había clasificado con números.
La utilización de los diagramas de pareto y causa efecto fueron las herramientas principales
del grupo para empezar a atacar el problema (ETAPA "B" = 7 semanas).
Los resultados no tardaron en manifestarse. Un resumen de lo que ocurrió en las primeras
semanas de trabajo del Círculo de Calidad se muestra a continuación:
Una vez logrado el nivel de aproximadamente 2 % de reprocesos (Inicio de ETAPA C) , el grupo de trabajo ya no tuvo éxito en superar el problema, a pesar de diversos intentos. Con este logro y otros problemas que el grupo había controlado en gran medida, los incentivos o bonos de producción llegaron a niveles de hasta 14 %. Cada vez era más difícil reducir el nivel de reprocesos. A pesar de los esfuerzos, no se mejoró el nivel. Sin embargo, es notable que el IR se mantuvo bastante estable durante varios meses, y esto gracias a la constancia del grupo. Como predica el dicho popular: "Lo difícil no es llegar, sino mantenerse". El grupo dejó de operar con el tiempo, ya que no veían nuevos éxitos en sus resultados, además es posible que la asignación de responsabilidades baya sido deficiente, ocasionando
la desintegración del grupo( v c r 1 6 ). Jamás se consideró que el mantenerse en un nivel de 2 %
Cambio drástico en el comportamiento de los datos:
En las últimas semanas, esperar una semana para conocer los resultados era demasiado
tiempo entonces. Debido a que cada día presentaba un panorama de causas de reprocesos
muy diferente a los demás días, el tiempo de espera de una semana para analizar la
información carecía de todo sentido.