UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA DE MATERIALES
“INFLUENCIA DEL TAMAÑO DE PARTICULA Y DEL PORCENTAJE DE
REEMPLAZO DE CENIZA DE BAGAZO DE CAÑA DE AZUCAR (CBCA) POR CEMENTO PORTLAND TIPO I SOBRE LA RESISTENCIA A LA COMPRESION,
ACTIVIDAD PUZOLANICA, Y REACTIVIDAD ALCALI-SILICE EN
MORTEROS MODIFICADOS”
TESIS
Para optar el título profesional de:
INGENIERO DE MATERIALES
Autor(es) : Bach. CALDERÓN PELÁEZ, Luis Fernando
Bach. MARTÍNEZ CABRERA, Sara Isabel
ASESOR : Dr. Ing. ALVARADO QUINTANA, Hernán Martín
Co - ASESOR: Ing. VÁSQUEZ ALFARO, Iván Eugenio
TRUJILLO - PERÚ
______________________
PRESIDENTE
Dr. Ing. Donato Ranulfo Cárdenas Alayo
CIP: __________
______________________
SECRETARIO
Dr. Ing. Hernán Martin Alvarado Quintana
CIP: __________
______________________
VOCAL
Ing. Iván Eugenio Vásquez Alfaro
DEDICATORIA
Agradezco con todo mi corazón a DIOS por
darme fuerzas, bendecirme y ser
misericordioso conmigo en cada paso que doy.
A Mery Vigo por la atención y el apoyo a
menudo en cada tiempo de estudio.
A Josué y Hany, por su compresión, por ser el
pilar fundamental en mi educación, como en la
vida, por sus consejos y sus valores.
A mi padre Julio por su paciencia, amor y apoyo especial.
A mis hermanas Jacky y Ariana, quienes con
su infinito amor han logrado alentarme cuando
veía todo perdido.
A Jhimy, mi apoyo incondicional, mi fuerza y
motivación, gracias por estar junto a mí. TE
AMO
ii
DEDICATORIA
Con eterna gratitud a DIOS.
A mis queridos padres César Calderón y Rosa
Peláez, que a través de sus esfuerzos han
logrado alcanzar este objetivo en mi vida.
A mis segundos padres Miguel Briceño y Sixtina
Calderón, por brindarme su apoyo y buenos
consejos para lograr la culminación exitosa de mi
carrera profesional.
A mis queridos hermanos Roberto Calderón y
Marco Calderón, por ser ejemplo y motivación
en mi vida.
AGRADECIMIENTO
A la Universidad Nacional de Trujillo, por habernos permitido desarrollarnos
intelectualmente, para de este modo cumplir con nuestras metas en la vida.
Al laboratorio de Cerámica y Suelos, el cual pertenece a la Escuela de Ingeniería de
Materiales, por todas las facilidades brindadas para el desarrollo y ejecución de la
presente investigación.
Al Dr. Ing. Hernán Alvarado Quintana, por su tutoría en esta investigación, por su
orientación, consejos, y conocimientos impartidos durante nuestra formación
profesional.
Al Ing. Iván Vásquez Alfaro, por facilitarnos las herramientas necesarias para el
progreso de la investigación, así como su apoyo y confianza brindada durante toda
nuestra carrera universitaria.
A todos los Docentes del Departamento de Ingeniería de Materiales, por sus
iv
RESUMEN
En el presente trabajo de investigación se evaluó la influencia del tamaño de partícula y
el porcentaje de reemplazo de ceniza de bagazo de caña de azúcar (CBCA) por
cemento portland tipo I sobre la resistencia a la compresión, actividad puzolánica y
reactividad álcali-sílice en morteros modificados.
Las materias primas usadas fueron: ceniza de bagazo de caña de azúcar extraída de las
calderos de la Empresa Agroindustrial Laredo, ubicada en el distrito de Laredo,
provincia Trujillo – Perú, cemento, arena fina y agua.
En total se realizaron 28 probetas de 5 cm x 5 cm x 5 cm para ensayo de resistencia a la
compresión según norma ASTM C109 así como para determinar el índice de
puzolanidad según norma ASTM C311 y 28 probetas de 2.5 cm x 2.5 cm x 28.5 cm
para ensayo de reactividad álcali – sílice según norma ASTM C1260. Los porcentajes
de reemplazo de cemento por CBCA que se utilizaron en esta investigación fueron de
10, 20 y 30 % en peso, con una relación agua/cemento de 0.55 y una proporción de
arena:cemento de 3:1, se trabajó con tamaños de partícula de 48 µm y 75 µm. Las
probetas se dejaron curar durante 90 días en una solución de agua saturada con cal para
ensayo de resistencia a la compresión y 16 días en una solución de hidróxido de sodio
para ensayo de reactividad álcali – sílice.
De los resultados obtenidos se establece que cuando aumenta el porcentaje de
reemplazo de CBCA por cemento, así como el aumento de tamaño de partícula, la
resistencia a la compresión y la actividad puzolánica incrementan moderadamente, en
lo que concierne a la reactividad álcali – sílice esta propiedad tiene una relación directa
con el incremento en el porcentaje de reemplazo y el tamaño de partícula.
Finalmente se determinó que en un mortero con 20% de CBCA de reemplazo y un
tamaño de partícula de 48 µm, se origina mayor resistencia a la compresión que es
110.07 Kg/cm2 y un mayor porcentaje de la actividad puzolánica con un tamaño de
partícula de 75 µm que es 32.48%; la reactividad álcali – sílice aumento un máximo de
0.093% de manera proporcional al incremento de porcentaje de reemplazo de CBCA y
el tamaño de partícula.
Palabras claves: Ceniza de bagazo de caña de azúcar, mortero modificado, porcentaje
ABSTRACT
In this research the influence of the percentage and the size of particle in the percentage of replacement of Ash of Sugarcane Bagasse (ASB) for cement Portland type I on the compressive strength, puzzolanic activity and alkali - silica reactivity in modified mortars was evaluated
The raw materials used to manufacture the samples were: Ash of Sugarcane Bagasse extracted from the boilers of the Company Agroindustrial Laredo, located in the district of Laredo, province of Trujillo, as well as sand, cement and water.
In total 28 specimens of 5cm x 5cm x 5cm for the testing of Compression resistance according to ASTM C109, as well as to determine the index of puzolanidad according to ASTM C311 and 28 specimens of 2.5cm x 2.5cm x 28.5cm for the testing alkali-silica reactivity according to ASTM C1260. Replacement percentages as used in this investigation were 10, 20 and 30% by weight, with a relation water/cement of 0.55 and a ratio of sand: cement of 3:1, it worked with particle sizes of 48 µm and 75 µm. The specimens were allowed to cure for 90 days in a solution of water saturated with lime, and then perform the test of compressive strength and 16 days in a solution of sodium hydroxide, for the testing of alkali - silica reactivity.
From the results obtained was established that with increasing percentage replacement of CBCA for cement Portland type I and of the size of particle, the compressive strength and Pozzolanic activity is moderately increased, in referring to the alkali - silica the reactivity this property has a direct relationship with the increase in the percentage of replacement and the size of particles.
Finally it was determined that a mortar with 20% of replacement of CBCA and a particle size originates greater compressive strength that is 110.07 N/mm2. On the other hand, generated a greater percentage of the puzzolanic activity with a particle size of 75 microns that is 32.48%, meanwhile the alkali-silica reactivity increased by a maximum of 0.093% proportionally to the increase of percentage of replacement of CBCA and the size of particles.
vi
INDICE
Dedicatoria i
Agradecimiento iii
Resumen iv
Abstract v
Índice vi
Listado de figuras viii
Listado de tablas ix
Registro fotográfico xi
I. INTRODUCCIÓN 1.1. REALIDAD PROBLEMATICA 2
1.2. ANTECEDENTES 3
1.3. FUNDAMENTO TEORICO 5
1.3.1. Mortero de cemento 5
A. Tipos de mortero 5
A.1. Morteros de cemento y arena 5
A.2. Morteros de cal y arena 6
A.3. Morteros de cemento y arena 6
1.3.2. Cemento portland 7
A. Composición química 7
B. Tipos de cemento portland 9
C. Hidratación del cemento portland 9
1.3.3. Proceso de fabricación del azúcar 11
1.3.4. Cenizas volantes 12
A. Actividad puzolánica de la ceniza 13
B. Reacción álcali-sílice (RAS) 14 C. Ceniza de bagazo de caña de azúcar (CBCA) 15
D. Composición química de la CBCA 16
1.3.6. Grado de cristalinidad y amorfismo 17
1.4. PROBLEMA 18
1.5. HIPOTESIS 18
1.6. OBJETIVOS 18
1.6.1. Objetivo General 18
1.6.2. Objetivos Específicos 19
1.7. IMPORTANCIA Y JUSTIFICACION 19
II. MATERIAL Y METODO
2.1. MATERIAL DE ESTUDIO 21
2.1.1. Universo Muestral 21
2.1.2. Muestra 21
2.1.3. Métodos 22
2.1.3.1. Matriz de diseño 22
2.1.4. Variables y niveles 22
2.2. PROCEDIMIENTO EXPERIMENTAL 24
III. RESULTADOS Y DISCUSIÓN
3.1. ANALISIS TERMOGRAVIMETRICO - TGA 31
3.2. ANALISIS TERMICO DIFERENCIAL – DTA 32
3.3. ANALISIS DIFRACCION DE RAYOS X – DRX 34
3.4. ENSAYO DE RESISTENCIA A LA COMPRESION 36
3.5. DETERMINACION DEL INDICE DE PUZOLANIDAD 37
3.6. ENSAYO DE REACTIVIDAD ALCALI-SILICE 39
IV CONCLUSIONES Y RECOMENDACIONES
4.1. Conclusiones 42
4.2. Recomendaciones 43
viii
APÉNDICE A: PROCEDIMIENTO ESTADISTICO DE RESULTADOS 49
APÉNDICE B: CARACTERIZACION DE AGREGADO FINO Y CBCA 65
ANEXOS
ANEXO A: REGISTRO FOTOGRAFICO 69
ANEXO B:TABLA DE RESULTADOS 80
LISTADO DE FIGURAS
Figura 1.1. Calderas empresa azucarera Laredo – La Libertad 3
Figura 1.2. Fenómeno de hidratación del cemento 10
Figura 1.3. Esquema del proceso de producción del azúcar 12
Figura 1.4. Mecanismo de expansión – RAS 15
Figura 1.5. Secuencia de utilización del bagazo de caña de azúcar para
producir energía 16
Figura 1.6. Zonas cristalinas y zonas amorfas de un material cerámico 17
Figura 1.7. Diagrama esquemático del problema de investigación 18
Figura 2.1. Dimensiones de la probeta para el Ensayo de Compresión 21
Figura 2.2. Dimensiones de la probeta para Reactividad Álcali-Sílice 22
Figura 2.3. Diagrama de flujo del procedimiento experimental 24
Figura 3.1. Ensayo TGA en una muestra de bagazo de caña de azúcar
sin quemar 32
Figura 3.2. Ensayo TDA en una muestra de bagazo de caña de azúcar sin quemar 33
Figura 3.3. DRX para muestra sin tamizar 34
Figura 3.4. DRX para muestra con un tamaño de partícula de 75 micras 35
Figura 3.5. DRX para muestra con un tamaño de partícula de 48 micras 35
Figura 3.6. Ensayo de resistencia a la compresión 36
Figura 3.7.Ensayo de actividad puzolánica (índice puzolánico) 38
LISTADO DE TABLAS
Tabla 1.1. Resistencia a la compresión de morteros de cemento 7
Tabla 1.2. Resistencia a la compresión de morteros mixtos 7
Tabla 1.3. Componentes químicos del cemento portland 8
Tabla 1.4. Porcentajes de los componentes químicos del cemento portland 8
Tabla 1.5. Especificaciones para las cenizas según norma ASTM C 618 13
Tabla 1.6. Composición química de CBCA cubano 16
Tabla 1.7. Porcentaje e material pasante según malla de tamiz 17
Tabla 2.1. Niveles de las variables de estudio 22
Tabla 2.2. Matriz de diseño experimental 23
Tabla 2.3. Especificaciones del equipo de TGA/DTA 26
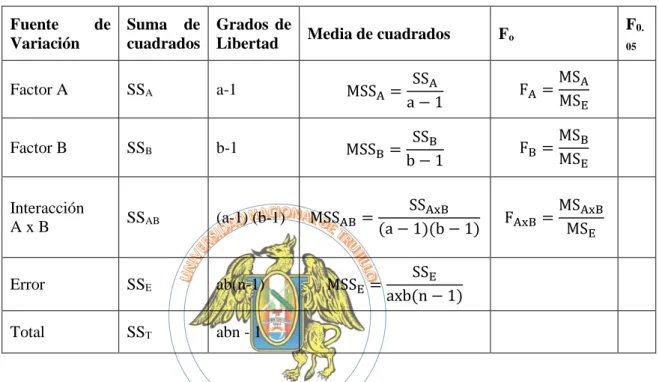
Tabla b.1. Tabla de datos a calcular para el análisis de varianza bifactorial 50
Tabla c.1. Matriz del diseño experimental del problema de investigación 52
Tabla c.2. Niveles de las variables de estudio 52
Tabla c.3. Datos previos para el análisis de varianza bifactorial 52
Tabla I.1. Resultados obtenidos en Índice Puzolánico 53
Tabla I.2. Resultados del análisis de ANAVA para el ensayo de
índice puzolánico 56
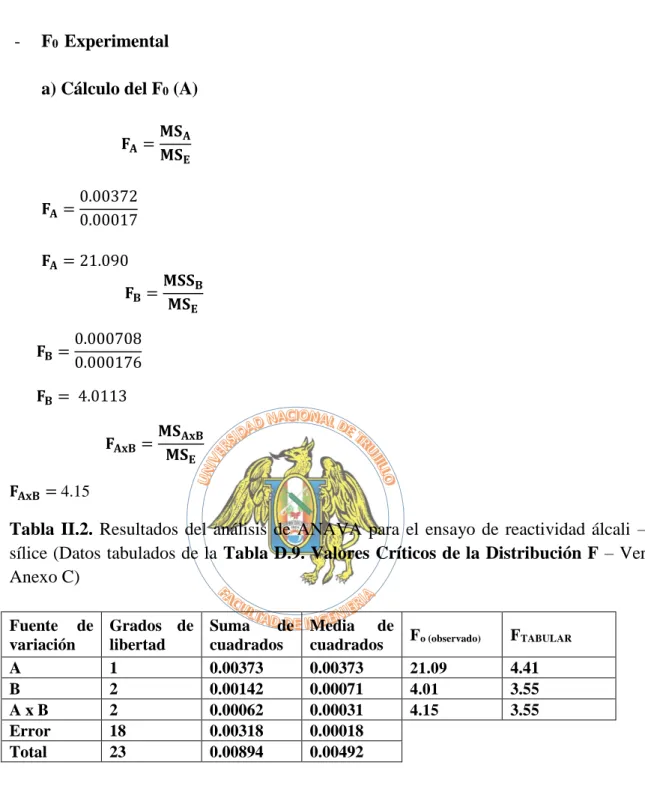
Tabla II.1. Resultados obtenidos en Reactividad Álcali Sílice 57
Tabla II.2. Resultados del análisis de ANAVA para el ensayo de
reactividad álcali – sílice 60
Tabla III.1. Resultados obtenidos de Resistencia a la Compresión 61
Tabla III.2. Resultados del análisis de ANAVA para el ensayo
de resistencia a la compresión 64
Tabla B.1. Características del agregado fino 65
Tabla B.2. Características de Ceniza de Bagazo de Caña de Azúcar 65
Tabla B.3. Datos de absorción y peso específico de agregado fino 65
Tabla B.4. Datos de salinidad, conductividad y TDS de agregado fino 65
Tabla B.5. Resultados del análisis granulométrico del agregado fino 65
Tabla B.6. Datos del peso unitario seco suelto y compacto del agregado fino 66
x
Tabla B.9. Datos de ensayo de humedad de CBCA 67
Tabla B.10. Dosificación Morteros para ensayo de compresión
(Tamaño de partícula 48µm y 75µm) 67
Tabla B.11. Dosificación Morteros para ensayo álcali-sílice
(Tamaño de partícula 48µm y 75µm) 67
Tabla A.1. Medición del área de probetas cúbicas después de los
90 días de curado 80
Tabla A.2. Resultados del ensayo de Resistencia a la Compresión a 90
días de curado de las probetas de motero a base de CBCA 81
Tabla A.3. Resistencias a la compresión promedios e Índice de Puzolanidad de
mortero de tipo I con ceniza volante a diferentes porcentajes, con un
tamaño de partícula de Ceniza de 75µm y 48µm 82
Tabla A.4. Mediciones después del desmolde, se colocaron en la estufa a 80°C
con agua potable por 24 horas 83
Tabla A.5. Mediciones después de 24hrs y éstas probetas se colocaron nuevamente
a la estufa a 80°C con Hidróxido de Sodio 84
Tabla A.6. Mediciones después de 16 días en la estufa a 80°C con solución de
Hidróxido de Sodio 85
Tabla A.7. Porcentaje de Expansión y promedios finales 86
Tabla A.8. Mediciones después del desmolde el día 20/10/2016, se colocaron
en la estufa a 80°C con agua potable por 24 horas 87
Tabla A.9. Mediciones después de 24hrs y éstas probetas se colocaron nuevamente
a la estufa a 80°C con Hidróxido de Sodio 88
Tabla A.10. Mediciones después de 16 días en la estufa a 80°C con solución de
Hidróxido de Sodio 89
REGISTRO FOTOGRAFICO
Figura A.1. Recolección de material de estudio CBCA (Laredo – La libertad – Perú) 69
Figura A.2. Reducción del tamaño de partícula de CBCA mediante molino de bolas 69
Figura A.3. Proceso de tamizado malla N° 200 (75μm), después de molino de bolas 70
Figura A.4. Proceso de tamizado malla N° 325 (48μm), después de molino de bolas 70
Figura A.5. Ensayo de peso unitario de agregado fino 71
Figura A.6. Ensayo de absorción de agregado fino con norma ASTM C128 71
Figura A.7. Ensayo de absorción de agregado fino 72
Figura A.8. Ensayo de granulometría según norma NTP 400.012 para agregado fino 72 Figura A.9. Ensayo de conductividad, salinidad y TDS para agregado fino y CBCA 73 Figura A.10. Ensayo de humedad para agregado fino y CBCA según norma ASTM C566 73
Figura A.11. Pesado de insumos 74
Figura A.12. Mezclado de insumos 74
Figura A.13. Llenado de mezcla en molde de 5.0cm x 5.0cm x 5.0cm 74
Figura A.14. Llenado de mezcla en molde de 2.5cm x 2.5cm x 28.5cm 75
Figura A.15. Desmolde y rotulado de probetas para ensayo de compresión 75
Figura A.16. Desmolde y rotulado de probetas para ensayo de álcali - sílice 76
Figura A.17. Curado de probetas cubicas en solución de Ca(OH) durante 90 días 76
Figura A.18. Curado de probetas largas durante 24 horas 76
Figura A.19. Curado de probetas largas en solución de Na(OH) durante 16 días a 80°C 77
Figura A.20. Análisis termo gravimétrico y análisis térmico diferencia de CBCA 77
Figura A.21. Medición de expansión en probetas para ensayo de reactividad álcali - sílice 78
Figura A.22. Capping de probetas para ensayo de compresión 78
Figura A.23. Ensayo de resistencia a la compresión – Lab. Cerámicos y suelos 79
CAPÍTULO I
I.1REALIDAD PROBLEMÁTICA
El sector de la construcción en Perú es una de las actividades económicas más
importantes del país. A lo largo de los años ha sido una unidad de medición del
bienestar económico nacional. Además de su capacidad de generar empleo por ser
intensivo en mano de obra, la evolución de este sector está estrechamente ligada al
desempeño de diversas industrias. A ello se debe su relevancia en la evolución de otros
sectores y de las principales variables macroeconómicas. (Cámara de comercio de
Lima, 2016)
El aprovechamiento de todos los desechos de las industrias azucareras, se traduce en
fomentar el reciclado de todos sus residuos como son la melaza que se utiliza para
medicina y fabricación de alcohol, otro residuo es el lavado de hojas y tierra que se
utiliza como abono agrícola.
En La Libertad, las empresas azucareras como Casa Grande, Cartavio y Laredo obtienen
su fuerza eléctrica a través de calderos que presionan vapor y turbinas que lo
transforman a corriente eléctrica. El insumo para producir el calor necesario es utilizar
el bagazo de caña de azúcar seco producido del área de trapiches, el cual sirve para ser
aprovechado como combustible por su alto poder calorífico, generando un subproducto
llamado ceniza de bagazo de caña de azúcar (CBCA). Estas cenizas pasan a ser
eliminadas ocasionando polución al medio ambiente, enfermedades ocupacionales y a
la comunidad, daño a las áreas verdes y como consecuencia la esterilización de las
tierras.
Actualmente, existe la necesidad de crear nuevos materiales que sean totalmente
ecológicos, económicos y saludables para la construcción. Ante esta premisa, la CBCA
se presenta dentro de la Región La Libertad como un material con características
puzolánicas que pueden modificar las propiedades del cemento así como también
dándole un valor agregado a este desecho industrial.
Uno de los materiales de construcción más empleados son los morteros a base cemento
y arena, en estos elementos de construcción se buscan mejorar las propiedades de
Nuestro estudio pretende usar un material de desecho como la ceniza de bagazo de caña
de azúcar producidas en las calderas; para generar un nuevo material, como es el
mortero modificado, lo que disminuiría costos y ayudaría a reducir el impacto
ambiental negativo que produce la ceniza en una población determinada.
Figura 1.1. Calderas empresa azucarera Laredo – La Libertad
I.2 ANTECEDENTES
(Ríos, 2011), en su investigación titulada: “Empleo de la Ceniza de Bagazo de Caña de
Azúcar (CBCA) como sustituto porcentual del agregado fino en la elaboración de
concreto hidráulico”, sugirió que la CBCA tiene propiedades similares a la del cemento Portland, lo cual hace un material de desecho altamente interesante para su uso de
fabricación del concreto, en esta investigación se usó como agregado fino (arena); con
respecto a los ensayos de resistencia mecánica, se encontró que la sustitución parcial de
CBCA por agregado fino, no fue benéfica, ya que los concretos al 5% y 10% de CBCA
alcanzaron resistencias menores con respecto a un concreto convencional. Sin embargo,
el concreto con un 5% de CBCA a los 60 días desarrolló una resistencia casi a la de
diseño (335 kg/cm2). En tanto el ensayo de densidad aparente normada por la ASTM
C642, se encontró que ésta es inversamente proporcional a la cantidad sustituida por
ceniza de bagazo de caña de azúcar; teniendo en cuenta la porosidad total, los concretos
con CBCA, presentan resultados muy parecidos a los del concreto convencional, aunque
inferiores; sin embargo en el ensayo y análisis del coeficiente de porosidad efectiva (K),
se encontró que a los 60 días éste factor es casi indistinta para la cantidad de sustitución
(Hernández, 2012), en su investigación titulada: “Comportamiento mecánico y físico
del mortero a base de CBCA, como árido en el aplanado de muros”, determinó que en
los morteros que contenían mayor porcentaje de CBCA se reducía considerablemente la
resistencia a la compresión. Esto se debe a varios factores como la propia dureza del
árido con la arena silícica, la ceniza causa también porosidad, pero se concluye que la
densidad aparente disminuye considerablemente con la CBCA a causa de los poros del
mortero. Finalmente concluyo el autor que en el aplanado presenta una textura, color
muy aceptables para colocarse sobre pared, teniendo un soporte microestructural muy
estable en estado fresco.
(Valencia, Mejía de Gutiérrez, Barrera & Delvasto, 2013), en su investigación titulada:
“Estudio de durabilidad y corrosión en morteros armados adicionados con toba
volcánica y ceniza de bagazo de caña de azúcar”, presentaron la evaluación de las
propiedades mecánicas y de durabilidad de morteros adicionados con un toba volcánica
(TV) y una ceniza de bagazo de caña de azúcar (CBCA), incorporadas en proporción
del 10% y 20%, en sustitución del cemento; un porcentaje del 10% en sustitución del
cemento, de cualquiera de las ediciones, incrementa la resistencia a compresión del
mortero a edad de 28 días de curado en órdenes hasta de un 42%. Al incorporar un 20%
de adición al incremento resistente se hace más visible a edades más largas, así el
mortero adicionado con 20% de TV reporta valores superiores al material de referencia
hasta en un 80%; por el contrario los adicionados con 20% de CBC igualan la
resistencia del mortero patrón.
(Alcántara & Maceda, 2014), en su investigación titulada: “Influencia de reemplazo de
ceniza volante sobre la resistencia a la compresión, actividad puzolánica y reactividad
álcali-sílice en la fabricación de morteros modificados a base de cemento portland tipo
I”, determinó el estudio de las propiedades mecánicas y químicas de la ceniza volante
como un sustituto cementante, como la resistencia a la comprensión y la actividad álcali
sílice respectivamente, encontrando una resistencia máxima de 282.70 Kg/cm2 con un
reemplazo del 20% en peso de ceniza volante y un tiempo de curado de 28 días, estos
morteros presentaron una actividad puzolánica del 18.37% que fue disminuyendo
la reactividad álcali-sílice las probetas presentaron mínimas expansiones volumétricas
menores al 0.1%.
(Huamán, 2015), en su investigación titulada: “Influencia del porcentaje de agregado
fino y módulo de finura sobre la resistencia a la compresión y absorción en morteros
para la construcción”, evaluó la resistencia a la compresión del agregado fino respecto
al módulo de finura de este, llegando alcanzar un valor máximo de 285.90 Kg/cm2 con
un módulo de finura igual a 2.8, para empleo en mampostería con o sin refuerzo en la
construcción de igual manera se determinó para un módulo de finura de 1.0, siendo la
resistencia a la compresión mínima de 56.96 Kg/cm2. Concluyendo que este mortero
puede ser utilizado en estructuras de mamposterías sobre el suelo.
I.3 FUNDAMENTO TEÓRICOS
1.3.1. Mortero de Cemento
Los morteros de cemento son mezclas plásticas obtenidas con un aglomerante, arena
y agua, que sirven como material de agarre para hundir ladrillos que integran las
obras de construcción y para revestirlos con enlucidos. Consiste en una mezcla de un
conglomerante (cemento, yeso, cal) junto a arena y agua. Contrariamente a otros
materiales constructivos, el mortero tiene la peculiaridad de ser empleado en muy
distintas aplicaciones en edificaciones.
A. Tipos de mortero (Valencia, 2013)
Los tipos de morteros se definen en relación al conglomerante que se utiliza. En
cada caso veremos también que proporciones son las adecuadas y cuál es el uso
frecuente para cada tipo de mortero.
A.1. Morteros de cemento y arena
El mortero de cemento es un material de construcción obtenido al mezclar arena y
agua con cemento, que actúa con conglomerante.
Se utiliza para:
Para enlucidos de pavimento, bóvedas tabicadas y muros muy cargados utilizar una parte de cemento y tres de arena.
Para muros cargados o fábrica de ladrillos se puede utilizar un tipo de
mortero más ordinario de una parte de cemento por cinco de arena.
Para morteros más pobres, utilizaremos siempre una parte de cemento por 6,
8 o 10 partes de arena.
A.2. Morteros de cal y arena
Los morteros de cal, formados por cal, arena y agua, se caracterizan por su gran
plasticidad, haciendo posible realizar una gran variedad de trabajos artesanales.
Mediante la correcta aplicación de los morteros de cal se consiguen mejores
terminaciones, más flexibles, resistentes y duraderas, manteniendo la estética
original. Los morteros de cal se utilizan para:
Para enlucidos se utilizará una parte de cal por una de arena.
Para muros de ladrillos, una parte de cal y tres de arena.
Para muros de mampostería, una parte de cal por cuatro de arena.
A.3. Morteros de cemento y cal
Los morteros preparados solamente con cal, llamados “morteros de cal”, son más
fáciles de usar, más flexibles, se endurecen con más lentitud, pero una vez secos, no
son impermeables. Para obtener un mortero fácil de trabajar, pero con una buena
resistencia, hay que mezclar cal y cemento en proporciones variables según sea su
destinación.
Para muros cargados e impermeables una parte de cemento, una cal y 6 de
agua.
Para muros poco cargados, una de cemento, una de cal y 8 de agua.
Para cimientos, una de cemento, una de cal y 10 de agua.
Para revoques impermeables, cuatro partes de cemento, una de cal y 12 de
agua.
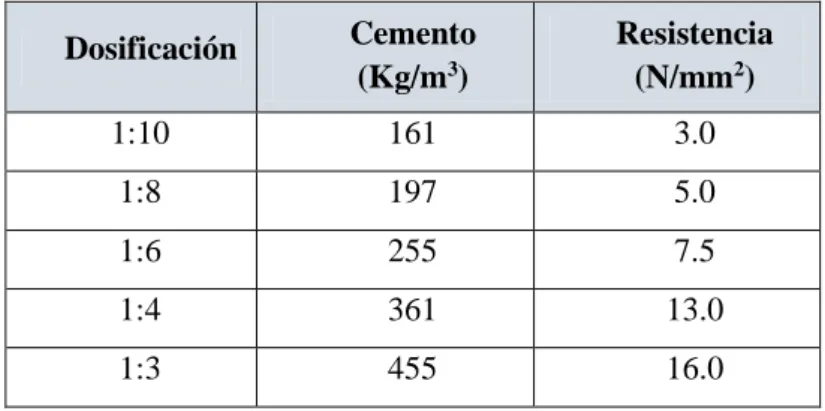
En las tablas 1.1 y 1.2 se clasifican los morteros según la dosificación de
Tabla 1.1. Resistencia a la compresión en morteros de cemento. (Valencia, 2013)
Tabla 1.2. Resistencia a la compresión en morteros mixtos. (Valencia, 2013) Dosificación Cemento
(Kg/m3)
Resistencia (N/mm2)
1:1:4 294 6.0
1:1:6 222 5.0
1:1:8 179 3.5
1:1:10 151 2.0
1:2:4 236 4.0
1:2:6 189 3.0
1:2:8 156 2.0
1:21:0 134 1.0
1.3.2. Cemento Portland
El cemento Portland es un conglomerante o cemento hidráulico que cuando se
mezcla con áridos, agua y fibras de acero discontinuas y discretas tiene la propiedad
de conformar una masa pétrea resistente y duradera denominada hormigón. Como
cemento hidráulico tiene la propiedad de fraguar y endurecer en presencia de agua,
al reaccionar químicamente con ella para formar un material de buenas propiedades
aglutinantes.
(Cemento Portland = Clinker Portland + Yeso)
A. Composición química
Los componentes químicos del cemento portland se expresan por el contenido de
óxidos, en porcentajes. Los principales óxidos son: cal. Sílice, alúmina y óxido
férrico, siendo el total de estos del 95% al 97%. En pequeñas cantidades también se
Dosificación Cemento (Kg/m3)
Resistencia (N/mm2)
1:10 161 3.0
1:8 197 5.0
1:6 255 7.5
1:4 361 13.0
presentan otros óxidos: magnesia, anhídrido sulfúrico, álcalis y otros de menor
importancia. Así tenemos:
Tabla 1.3. Componentes químicos del cemento portland. (Torre, 2004)
Oxido Porcentaje
(%) Abreviatura
CaO 58 - 67 C
SiO2 16 - 26 S
Al2O3 4 - 8 A
Fe2O3 2 - 5 F
SO3 0.1 - 2.5
MgO 1 – 5
K2O y Na2O 0 – 1
Mn2O3 0 – 3
TiO2 0 - 0.5
P2O5 0 - 1.5
Perdidas por calcinación 0.5 - 3
Durante la calcinación en la fabricación del Clinker de cemento portland los óxidos
se combinan con los componentes ácidos de la materia prima entre si dando lugar a
cuatro importantes compuestos. Los principales compuestos que constituyen
aproximadamente entre el 90% al 95% del cemento, también se presentan en
menores cantidades, otros compuestos.
Tabla 1.4. Porcentajes de los componentes químicos del cemento portland. (Torre, 2004)
Oxido Fórmula Abreviatura Porcentaje
(%)
Silicato Tricálcico 3CaO.SiO2 C3S 30 - 50
Silicato Dicálcico 2CaO.SiO2 C2S 15 - 30
Aluminato Tricálcico 3CaO.Al2O3 C3A 4 - 12
Ferroaluminato Tetracálcico 4CaO.Al2O3.Fe2O3 C4AF 8 - 13
Cal Libre CaO
Estos compuestos en presencia de agua se hidratan y forman nuevos compuestos que
B. Tipos de Cemento Portland
Tipo I: Cemento de uso general, no se requiere de propiedades y
características especiales.
Tipo II: Resistente al ataque moderado de sulfatos.
Tipo II: Altas resistencias a edades tempranas, 3 a 7 días.
Tipo IV: Muy bajo calor de hidratación
Tipo V: Alta resistencia a la acción de los sulfatos.
C. Hidratación del Cemento Portland
Cuando el cemento Portland se mezcla con agua se obtiene un producto de
características plásticas con propiedades adherentes que solidifica en algunas horas y
endurece progresivamente durante un período de varias semanas hasta adquirir su
resistencia característica. El endurecimiento inicial es producido por la reacción del
agua, yeso y aluminato tricálcico, formando una estructura cristalina de
calcio-aluminio-hidrato, estringita y monosulfato.
El sucesivo endurecimiento y el desarrollo de fuerzas internas de tensión derivan de
la reacción más lenta del agua con el silicato tricálcico formando una estructura
amorfa llamada calcio-silicato-hidrato (S-C-H). En ambos casos, las estructuras que
se forman envuelven y fijan los granos de los materiales presentes en la mezcla. Una
última reacción produce el gel de sílice (SiO2). Las tres reacciones generan calor.
Las reacciones de hidratación, que forman el proceso de fraguado son:
6CaO.SiO2 + (x+3) H2O → 3CaO2SiO2.xH2O + 3Ca (OH)2
4CaO.SiO2 + (x+1) H2O → 3CaO2SiO2.xH2O + Ca (OH)2
6CaO.Al2O3 + (x+8) H2O → 4CaOAl2O3.xH2O + 2CaOAl2O3.8H2O
3CaO.Al2O3 + 12H2O + Ca (OH)2→ 4CaOAl2O3.13H2O
4CaO.Al2O3.Fe2O3 + 7H2O → 3CaOAl2O3.6H2O + CaOFe2O.3H2O
Estas reacciones son todas exotérmicas. La más exotérmica es la hidratación de
CaO.Al2O3, seguida de la de CaO.SiO2, y luego CaO.Al2O3.Fe2O3 y finalmente
CaO.SiO2.
En la Figura 1.2 se observa el fenómeno de hidratación, cuando el material calcáreo
se pone en contacto con el agua se genera la dispersión inicial (a), e inmediatamente
se produce la hidrólisis de los silicatos de calcio y se crea una disolución
sobresaturada de iones oxidrilos (OH-) y calcio (Ca+2).
Otros iones como los sulfatos, álcalis, como así también pequeñas cantidades de
sílice, alúmina y óxido de hierro, se encuentran en la disolución. Además de iones
carbonato procedentes de la disolución del carbonato de calcio del cemento. Los
iones OH- y Ca+2 tienden a orientarse sobre la superficie de los granos de la adición,
que debido al proceso de molienda se encuentran cargados electrostáticamente (b).
Este efecto se desarrolla en varias capas sucesivas las cuales van perdiendo
intensidad a medida que se alejan del grano del material calcáreo (c).
Simultáneamente se produce la formación sobre los granos de cemento de la etringita
de amasado (en forma de agujas prismáticas de corta longitud) y una fina capa de
CSH. (Lorca, 2014)
Figura 1.2. Fenómeno de hidratación del cemento
La formación de esta capa es la responsable de que el cemento presente un período
trabajable durante algún tiempo (en general de 2 a 3 horas). Los principales
productos de hidratación en este estado son el CH y la estringita.
El final del período de reposo y el inicio del fraguado de la pasta se atribuye a la
ruptura de la capa de CSH (d) y consecuentemente las reacciones de hidratación
continúan rápidamente. Así, los granos de material calcáreo constituyen los núcleos
de cristalización a partir de los cuales se produce la precipitación de los cristales de
CH y este mecanismo resulta en parte, responsable de la aceleración inicial de la
hidratación del cemento portland (e). La estringita de amasado comienza a
recristalizar, aumentando su longitud y la pasta comienza a perder su plasticidad.
Debido a que el volumen de los productos de hidratación es mayor al volumen del
cemento anhidro, estos productos gradualmente comienzan a llenar los espacios
vacíos entre los granos de cemento y el material calcáreo, causando puntos de
contactos que producen la disminución de la movilidad de la pasta.
Con el aumento en la cantidad de productos de hidratación y la elevada
concentración de puntos de contactos, se restringe por completo la movilidad de la
pasta y se alcanza el tiempo de fraguado final del cemento. (Lorca, 2014)
1.3.3 Proceso de fabricación del Azúcar (Díaz, 2012)
Aspectos generales de la industria del azúcar – Producto y subproductos
El azúcar se utiliza para consumo humano directo y también como insumo para la
elaboración de diversos productos alimenticios, principalmente en la industria de
molinería-pastelería y la industria de bebidas.
Los subproductos generados en el proceso de producción son el bagazo y la melaza.
El bagazo es el residuo que se obtiene al moler la caña en los molinos, y está
compuesto de agua, fibra y solidos solubles. Es utilizado como combustible para la
autogeneración de energía eléctrica de los ingenios o para la obtención de celulosa o
alcohol furfurílico, este último usado como solvente de resinas en fibras textiles. De
otra parte, la melaza es la miel final no cristalizable de la cual ya no es posible
extraer más azúcar, por lo que es utilizada en la alimentación animal o como insumo
En la figura 1.3 se muestra el esquema producción de azúcar desde la siembra de
caña, pasando por la molienda hasta su embazado final.
F igura 1.3. Esquema del proceso de producción de azúcar, (Díaz, 2012)
1.3.4 Cenizas Volantes (Criado, 2007)
Las cenizas volantes son granos de polvo que se componen principalmente de
partículas vítreas esféricas, producidas durante la combustión del carbón.
Según la norma ASTM C 618, existen principalmente dos tipos de cenizas volantes:
Clase C: Las cenizas volantes que se consideran en este grupo presentan
propiedades cementicias y puzolánicas, obtenidas de lignitos y carbones,
deben tener un contenido mínimo de SiO2 + Al3O2 + FeO3 del 50% en peso
Clase F: son las cenizas volantes normalmente obtenidas en la combustión
de antracitas y carbones, con un contenido mínimo de SiO2 + Al3O2 + FeO3
del 70% en peso y presentan también propiedades puzolánicas.
Tabla 1.5. Especificaciones para las cenizas según norma ASTM C 618. (Criado, 2007)
Componente Clase C Clase F
SiO2 + Al3O2 + FeO3 > 50 % > 70 %
CaO > 10 % < 10 %
SO3 < 5 % < 5 %
Álcalis disponible como NaO2 < 1.5 % < 1.5 %
Perdida a la incineración (LOI) < 6 % < 6 %
Humedad < 3 % < 3 %
A. Actividad Puzolánica de la ceniza
La actividad puzolánica se define como la capacidad del material para fijar la cal a
temperatura ambiente y formar compuestos que tengan propiedades hidráulicas.
Entendiéndose por propiedades hidráulicas la capacidad de dicho producto para
endurecer en presencia de agua. Algunos autores establecen que la actividad
puzolánica de las cenizas se debe a su composición y estructura vítrea que, a su vez,
está condicionada por la temperatura en su formación y en su enfriamiento, de forma
que, cuando existe un enfriamiento rápido después del tratamiento, la actividad
puzolánica de la ceniza aumenta, y ésta disminuye si su enfriamiento se hace
lentamente, causando la formación de fases cristalinas.
La gran reactividad de las puzolanas tanto naturales como artificiales, depende
además de su composición química y mineralógica, y de la cantidad de fase amorfa o
vítrea, de su gran superficie reactiva, de la presencia de álcalis, alcalinotérreos y del
grado de condensación de grupos como SiO44– , Al(OH)4–(Lorca, 2014)
Fraguado del cemento:
3CaO.2SiO2 + H2O 3CaO.2SiO2.4H2O + 3Ca (OH)2
Reacción Puzolánica:
B. Reacción álcali-sílice (RAS)
La reacción álcali – sílice es la más común y estudiada de las reacciones expansivas
(álcali-sílice, álcali-carbonato y ataque sulfatito). En la fabricación del mortero, la
hidratación del cemento portland da como resultado una solución intersticial que
contiene hidróxidos de calcio, sodio y potasio. El hidróxido de calcio esta en forma
cristalizada mientras que los hidróxidos de sodio y potasio se encuentra presentes en
la solución. La RAS se produce cuando la disolución alcalina de los poros del
mortero y los minerales silicios de algunos áridos reaccionan para formar un gel, que
al consumir agua, aumenta el volumen. La expansión viene causada por la presión
osmótica. Los geles de silicato alcalino pueden ejercer grandes presiones durante el
proceso expansivo.
Las reacciones que se producen son principalmente dos, y lo hacen simultáneamente:
Reacción 1: Reacciona acido-base, neutralización de los grupos silanol (Si-OH)
por la solución alcalina sosa caustica (NaOH = Na+ OH-).
En primer lugar el grupo silanol reacciona con el OH-, y da como producto
Si-O-, que al reaccionar con el Na+, produce un gel de silicato.
Si-OH + OH- Si-O- + H2O
Si-O- + Na+ gel de silicato (Si-ONa)
Reacción 2: Ataque de los puentes de siloxeno por la solución alcalina, lo que provoca una desintegración de la estructura y el paso de la sílice en solución al
estado de iones positivos (H2SiO4)
Si-O-Si + 2OH- Si-O- + O--Si + H2O
En solución H2SiO4
Para que se dé la RAS, es necesaria la presencia de sílice reactiva, álcalis sodio y
potasio además de humedad. Pero para que además produzca fisuración y expansión
sean significativas y que el agua provenga de una fuente externa. (Lorca, 2014). En
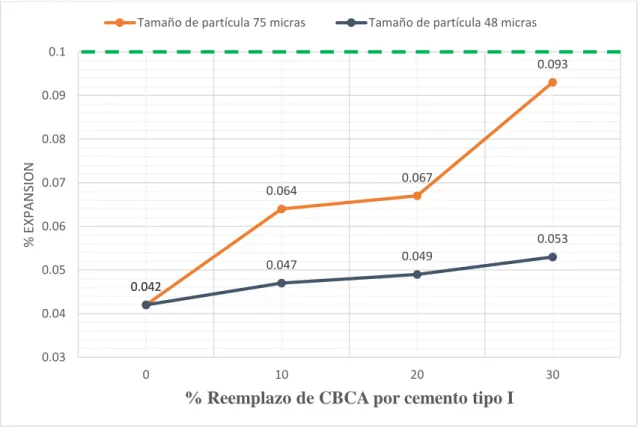
la figura 1.4 se muestra el mecanismo de expansión del gel silicato.
F igura 1.4. Mecanismo de expansión – RAS, (Lorca, 2014)
C. Ceniza de bagazo de caña de azúcar (CBCA)
La CBCA es un subproducto de los desechos de la fabricación del azúcar, el bagazo
de caña de azúcar se utiliza como combustible que sirve para calentar las calderas
para obtener azúcar. (Díaz, 2012)
La utilización de las cenizas de bagazo de caña de azúcar en diversos campos, como
la agricultura, y ahora, en la construcción, será de gran aprovechamiento. Su
propiedad como material cementante para utilizarlo como cemento puzolánico.
Además, hay que conocer que la fibra de la caña de azúcar representa entre 40% -
50% de su volumen de toda la planta. (Díaz, 2012)
En la figura 1.3 se muestra un esquema de fabricación de azúcar, en el cual se
muestra la secuencia donde pasa el bagazo de caña hasta ser llevada a las calderas
F igura 1.5. Secuencia de utilización del bagazo de caña de azúcar para producir
energía, (Díaz, 2012)
D. Composición química de la CBCA
La composición de la ceniza varía según la variedad de la caña y su edad, el tipo de
suelo y la cantidad de fertilizantes. La cantidad de ceniza en el bagazo depende de las
condiciones atmosféricas, es decir, el tiempo es seco o húmedo. Las cantidades
normales de ceniza en condiciones de poca lluvia son entre el 2% y el 4% del
bagazo total. Un contenido al cinco por ciento se hace común para el uso de CBCA.
(El periódico de los universitarios, 2009)
Tabla 1.6. Composición química de CBCA cubano, (Criado, 2007)
Nombre Forma abreviada Porcentaje
Sílice SiO2 56.4
Oxide férrico + alúmina FeO2 + Al2O3 5.15
Oxido de calcio + oxido de magnesio CaO + MgO 9.08
Álcalis Na2O y K2O 12.6
1.3.5 Agregado Fino
Se define como aquel que pasa el tamiz 3/8" y queda retenido en la malla N° 200, el
más usual es la arena producto resultante de la desintegración de las rocas. (Velasco,
Tabla 1.7. Porcentaje e material pasante según malla de tamiz. (Velasco, 2014)
Malla % Material que
pasa
3/8” (9.5mm) 100
N° 4 (4.75mm) 95 - 100
N° 8 (2.36mm) 80 - 100
N° 16 (1.18mm) 50 - 85
N° 30 (600 µm) 25 - 60
N° 50 (300 µm) 10 - 30
N° 100 (150 µm) 2 - 10
1.3.6 Grado de Cristalinidad y Amorfismo (Lorenzo, 1993)
El grado de cristalización, hace referencia al grade de orden estructural en un sólido. En
u cristal, los átomos o moléculas están dispuestas de una manera regular y periódica.
Muchos materiales (tales como vidrio-cerámica), se pueden preparar de tal manera
como para producir una mezcla de cristalinos y regiones amorfas. En tales casos, el
grado de cristalización generalmente se especifica como un porcentaje del volumen del
material que se cristaliza. La cristalinidad se puede medir usando difracción de rayos X
así como también técnicas calorimétricas.
F igura 1.6. Zonas cristalinas y zonas amorfas de un material cerámico, (Lorenzo,
1.4. PROBLEMA
¿Cuál es la influencia del tamaño de partícula y del porcentaje de reemplazo de CBCA
por cemento portland tipo I, sobre la resistencia a la compresión, actividad puzolánica y
reactividad álcali-sílice durante la elaboración de morteros modificados?
F igura 1.7. Diagrama esquemático del problema de investigación
1.5. HIPÓTESIS
H1: A medida que disminuye el tamaño de partícula de CBCA, incrementa la
resistencia a la compresión, la actividad puzolánica y disminuirá la reactividad
álcali-sílice durante la elaboración de morteros modificados.
H2: A medida que aumenta el porcentaje de reemplazo de (CBCA) por cemento
portland tipo I, incrementa la resistencia a la compresión, la actividad puzolánica y
disminuirá la reactividad álcali-sílice durante la elaboración de morteros modificados.
1.6. OBJETIVOS
1.6.1 Objetivo General
Determinar la influencia del tamaño de partícula y el porcentaje de reemplazo de
CBCA por cemento portland tipo I sobre la resistencia a la compresión,
actividad puzolánica y reactividad álcali-sílice en la elaboración de morteros
modificados.
Morteros
modificados
Actividad puzolánica
ELABORACION DE
MORTEROS MODIFICADOS
Resistencia a la compresión
Reactividad álcali-sílice Tamaño de
partícula
% reemplazo de cemento
1.6.2 Objetivos Específicos
Determinar el tamaño de partícula y el porcentaje de reemplazo de CBCA
adecuado, para lograr la máxima resistencia a la compresión en morteros
modificados.
Obtener el tamaño de partícula y porcentaje adecuado de reemplazo de CBCA
por cemento portland tipo I, para lograr la máxima actividad puzolánica en
morteros modificados.
Encontrar el porcentaje adecuado de reemplazo de CBCA por cemento portland
tipo I, para lograr una mínima actividad álcali-sílice en morteros modificados.
Demostrar estadísticamente que el tamaño de partícula y el porcentaje de CBCA
influyen significativamente en la resistencia a la compresión, actividad
puzolánica y reactividad álcali-sílice.
1.7 IMPORTANCIA Y JUSTIFICACION
Actualmente existe la necesidad de crear nuevos materiales que sean totalmente
ecológicos, económicos y saludables para la construcción, es por ello que, se propone la
CBCA como un material con características puzolánicas que puede reemplazar el
cemento y dar mejores propiedades a este.
Se pretende demostrar que el reemplazo de CBCA por cemento en un mortero, puede
alcanzar una elevada resistencia a la compresión para que de esta forma se desarrollen
cementos a base de CBCA para la elaboración de morteros con mejores propiedades a
los morteros convencionales.
El presente trabajo desde el punto de vista ambiental y económico es favorable debido a
que en la región La Libertad – Perú, tenemos la presencia de empresas productoras de
azúcar que acumulan localmente este subproducto, constituyendo en muchas ocasiones
fuentes de contaminación ambiental, ello beneficia a este proyecto ya que la idea
fundamental es reemplazar el cemento por esta ceniza, obteniendo menores costos en la
CAPÍTULO II
2.1. MATERIALE DE ESTUDIO
El material de estudio fueron probetas en forma cubica y en forma de
paralelepípedos compuestas por cemento, ceniza de bagazo de caña de azúcar, arena
y agua, obtenidas mediante el proceso de moldeado.
2.1.1 Universo Muestral
El universo muestral estuvo constituido por morteros modificados con CBCA,
elaborado con cemento Pacasmayo tipo I, CBCA (proveniente de las calderas de la
empresa Agroindustrial Laredo), arena y agua de la localidad.
2.1.2 Muestra
Para los ensayos presentes en esta investigación nuestras muestras fueron 28
probetas cubicas con dimensiones de 50 mm de lado, a base de mortero modificado
en estado endurecido como se muestra en la figura 2.1, para el ensayo de resistencia
a la compresión bajo la norma ASTM C109 y para determinar la actividad
puzolánica bajo norma C311.
F igura 2.1. Dimensiones de la probeta para el Ensayo de Compresión
De igual manera se conformaron 28 probetas en forma de paralelepípedo con
dimensiones de 2.5cm x 2.5cm x 28.5cm, a base de mortero modificado en estado
endurecido así como se muestra en la figura 2.2, para el ensayo de reactividad
F igura 2.2. Dimensiones de la probeta para Reactividad Álcali-Sílice
2.1.3 Métodos
2.1.3.1 Matriz de Diseño
Se planteó un diseño bifactorial, con 4 niveles para el porcentaje de reemplazo de
CBCA por cemento tipo I, como se muestra en la tabla 2.1.
2.1.4 Variables y niveles
Las variables independientes fueron el tamaño de partícula y el porcentaje de
reemplazo de CBCA por cemento tipo I que se evaluaron en 2 y 4 niveles
respectivamente y las variables dependientes fueron la resistencia a la compresión,
actividad puzolánica y reactividad álcali-sílice.
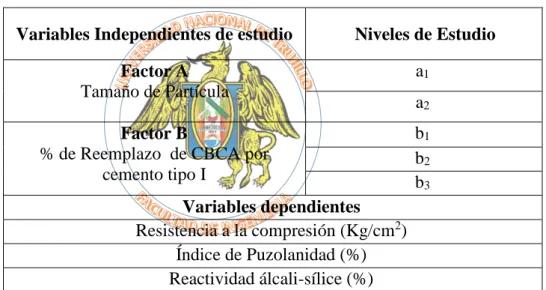
Tabla 2.1. Niveles de las variables de estudio
Variables Independientes de estudio Niveles de Estudio
Factor A
Tamaño de Partícula
a1
a2
Factor B
% de Reemplazo de CBCA por cemento tipo I
b1
b2
b3
Variables dependientes Resistencia a la compresión (Kg/cm2)
Leyenda:
Factor A: Tamaño de Partícula
a1 : 48µm
a2 : 75 µm
Factor B: % de Reemplazo de CBCA
b1: 10%
b2: 20%
b3: 30%
La matriz de diseño experimental, se presenta en la tabla 2.2
Tabla 2.2. Matriz de diseño experimental
Variable Independiente
A
B
a1 a2
I II III IV I II III IV
b1
a1 b1 a1 b1 a1 b1 a1 b1 a2 b1 a2 b1 a2 b1 a2 b1
b2
a1 b2 a1 b2 a1 b2 a1 b2 a2 b1 a2 b2 a2 b2 a2 b2
b3
a1 b3 a1 b3 a1 b3 a1 b3 a2 b1 a2 b2 a2 b3 a2 b3
Número de ensayos = (an. x bn x N° Réplicas) + N° Patrón
Número de ensayos = (2 x 3 x 4) + 4 = 28 ensayos
Nota: Este cuadro se realiza también para el ensayo Álcali-sílice, el número de
2.2 PROCEDIMIENTO EXPERIMENTAL
En la figura 2.3 se presenta el diagrama de flujo del procedimiento experimental y a
continuación se describirá cada una de sus etapas.
F igura 2.3. Diagrama de flujo del procedimiento experimental Compra y
recolección de materiales e insumos
Caracterización de materia prima
Dosificación, moldeado y codificación de
morteros
Curado
Ensayos programados
Análisis de resultados
Índice de
puzolanidad
Reactividad
álcali-sílice Resistencia a la
A. Compra y recolección de materiales e insumos
Se recolectó CBCA de las calderas de la empresa AGROINDUSTRIAL LAREDO para
la fabricación de morteros modificados, se compró una bolsa de cemento
PACASMAYO tipo I, arena fina y por último azufre para “capping” de probetas cúbicas
para el ensayo de resistencia a la compresión.
B. Caracterización de materia prima
Para la caracterización de la CBCA se procedió a reducir el tamaño de partícula
utilizando un molino de bolas, procediendo a moler por 24 horas.
Especificaciones del Molino
Tambor: Diámetro: 21cm
Largo: 40cm
Material: Acero
Bolas de Acero Inoxidable : 5 bolas de 50 mm de diámetro
7 bolas de 30 mm de diámetro
12 bolas de 10 mm de diámetro
Luego de obtener la CBCA en polvo, se procedió a tamizar la utilizando 2 mallas
poliméricas, cuyas aberturas son 48µm y 75µm, esto es necesario para alcanzar un
tamaño de partícula similar a la del cemento (aprox. 45µm) y a su vez evaluar la
influencia del tamaño de partícula.
Así mismo se procedió a realizar los ensayos de Termogravimetría (TGA) y Análisis
Térmico-Diferencial (DTA) en el laboratorio de Materiales Poliméricos, con el equipo
Tabla 2.3. Especificaciones del equipo de TGA/DTA
Setsys Evolution DTA DSC TGA TMA
Balance 35g /100g Rango de temperatura del
módulo (°C)
Ambient to 2400
Ambient to 1600
Ambient to 2400
Ambient to 2400
Volumen del crisol (μL) 30/100 800/100 50/3000 n/a
Máximo tamaño de muestra (mm)
n/a n/a L:20 Ø 14 L:20 Ø 10
Resolución 0.4 μW 1 μW 0.002 μg
/0.02μg
0.02 nm
RMS 20 μW 20 μW 0.03 μg /0.3μg 5 nm
Specific RMS 0.20 μW/
μL 0.20 μW/ μL 0.02 μg /0.3μg
0.25.10-6
Rango de Medida n/a n/a ±200 mg / ±2 g ±2 mm
Una vez colocada la muestra, se procedió a dar los siguientes datos, masa de 27.3mg,
velocidad de calentamiento fue de 30°C/min. La temperatura máxima fue de 1100°, la
temperatura de enfriamiento fue de 20°C/min. Atmosfera de Nitrógeno (gas inerte). El
resultado acabo con la generación de las curvas de TGA y DTA en un tiempo de
aproximadamente 3 horas.
Otro ensayo de caracterización fue el análisis de Difracción de Rayos X (DRX) , que se
realizó en un difractómetro de marca PHILIPS modelo PW-1710 con monocromador de
grafito y radiación de Cu, Ka, la identificación se realizó con ayuda de un software
analítico Philips ADP-1700, en el laboratorio de Física de Materiales del Departamento
de Física - UNT
Para la caracterización del agregado fino se realizó la determinación de la humedad
según la norma ASTM C566, la determinación del peso específico y la absorción
conforme a norma ASTM C128, se determinó el peso unitario basado en el
procedimiento descrito en la norma ASTM C29, el análisis granulométrico según la
norma NTP 400.12 y como ensayo final se midió la salinidad, cantidad de solidos
suspendidos y conductividad, utilizando un conductímetro H.W.Kassel, cuyos datos se
C. Dosificación, moldeado y codificación de morteros
Se prepararon los morteros con una relación agua/cemento 0.55 y con una proporción de
3 partes de arena estandarizada por 1 parte de cemento, los porcentajes reemplazados
fueron de 10%, 20% y 30% en peso de CBCA por cemento tipo I (Ver APENDICE B),
posteriormente se procedió a llenar la mezcla en moldes para ensayo de resistencia a la
compresión y moldes para álcali-sílice según normas ASTM C-109 y ASTM C 1260
respectivamente.
Una vez que las probetas han sido estandarizadas dimensionalmente de acuerdo a cada
ensayo a realizar, se procedió al rotulado de cada probeta, identificando el número de
probeta, porcentaje de reemplazo de CBCA por cemento tipo I y tamaño de partícula.
D. Curado
Las probetas cúbicas modificadas se colocaron en una solución saturada de cal, y se
dejó curar por un periodo de 90 días, tomando como referencia la norma ASTM C192
para morteros puzolánicos. Al cabo de este tiempo se retiraron las probetas de los
depósitos de curado.
Las probetas rectangulares modificadas se colocaron en una solución de Hidróxido de
Sodio (NaOH), se dejó curar durante 16 días en el horno a 80°C según norma ASTM
C1260 para álcali-sílice.
E. Ensayos programados
Se procedió a realizar los siguientes ensayos:
E.1 Ensayo de resistencia a la compresión
Se ensayaron probetas cúbicas de mortero modificado a base de CBCA de acuerdo
a la norma ASTM C109. Se tomaron las medidas laterales promedio de todas las
probetas con vernier y se nivelaron con una capa de azufre (capping) para luego
colocarlas en una Prensa Hidráulica HUMBOLT MASTER ROADER serie
HM-3000 del laboratorio de Cerámicos y Suelos del departamento de Ingeniería de
Materiales – UNT, aplicándose carga hasta que la probeta falle. Fueron ensayadas
la velocidad de carga fue de 0.5 mm/min. (Los resultados se muestran en el
ANEXO B)
E.2 Ensayo de reactividad álcali-sílice
Este ensayo se llevó a cabo en laboratorio de materiales cerámicos y suelos, de
acuerdo a norma ASTM C1260, para lo cual se elaboraron probetas tipo barra de
2.5cm x 2.5cm x 28.5cm.
Se colocaron las probetas en un contenedor con agua potable para que queden
inmersas totalmente, se selló el contenedor y por un lapso de 24 h, pasado este
tiempo se retiraron las probetas del agua y se secaron una a la vez con un paño y se
tomó una medición inicial utilizando el reloj comparador digital CDI Chicago.
Se sumergieron las probetas en un contenedor con una solución de hidróxido de
sodio (NaOH), cada litro de solución contenía 40 gr de NaOH disuelto en 900 ml de
agua para obtener 1.0 L de solución, el contenedor se selló herméticamente para ser
llevado al horno a 80°C durante 16 días, pasado este tiempo se retiraron las
probetas de la solución, para secarlas una a la vez con un paño y se tomaron las
medidas finales utilizando el reloj comparador digital. (Los resultados se muestran
en al ANEXO B)
E.3 Determinación del índice de puzolanidad
El índice de puzolanidad viene a ser la división entre la resistencia del mortero con
ceniza de Bagazo de Caña de Azúcar y el mortero patrón, multiplicado por 100. De
acuerdo a la norma ASTM C311, el índice mínimo de puzolanidad debe ser de
70%, tanto a los 7 como 90 días de curado, para que puedan ser consideradas como
puzolanas, así como la expansión lineal según norma deberá ser menor al 0.1%.
(Los resultados se muestran en al ANEXO B)
El cálculo para el índice de actividad puzolánica de morteros con cemento Portland
�� = � �
Donde:
A: Resistencia a la compresión de los cubos del mortero con adición (CBCA y cemento
Portland tipo I)
B: Resistencia a la compresión de los cubos de mortero patrón (cemento portland tipo I)
F. Análisis de resultados
Los resultados se obtuvieron después de realizar todos los ensayos, se graficaron y se
CAPÍTULO III
A continuación se presentan los datos obtenidos de los análisis termogravimétrico
(TGA) y análisis térmico diferencial (DTA) en muestras de bagazo de caña de azúcar
sin quemar, así como el ensayo de difracción de rayos X (DRX) en muestras de CBCA
para encontrar el área de amorfismo, seguidamente los ensayos de resistencia a la
compresión, índice puzolánico y reactividad álcali-sílice sobre morteros modificados a
los diferentes porcentajes de reemplazo de CBCA por cemento y tamaño de partícula.
3.1ANÁLISIS TERMOGRAVIMÉTRICO – TGA
En un análisis termogravimétrico se registra en forma continua la pérdida de masa de
una muestra, a medida que se aumenta su temperatura en forma lineal, desde la
temperatura ambiente hasta valores tan altos como 1200°C. Una gráfica de las
variaciones de masa en función de la temperatura (termograma) proporciona
información tanto cuantitativa como cualitativa.
En la figura 3.1 se muestra el análisis termogravimétrico TGA en una muestra de
bagazo de caña de azúcar sin quemar, iniciando el proceso con aproximadamente 14 mg
de muestra, llegando a evaporar el agua (humedad) y contenido orgánico (combustión
de carbón mineral – lignito) en dicha muestra a aproximadamente 100°C,
disminuyendo así su masa en un 65% hasta una temperatura entre 400°C y 450°C donde
ocurre la calcinación (obtención de ceniza) de dicha muestra, así como la
estabilización de la misma hasta una temperatura aproximadamente de 1100°C para
luego enfriarse. La pérdida de masa total es de aproximadamente 21.7%. Esta pérdida
de peso es debido a la oxidación de la lignina o llamado proceso de gasificación de
productos lignocelulósicos, es decir a medida que aumenta la temperatura aumenta el
Figura 3.1. Ensayo termo gravimétrico TGA en una muestra de bagazo de caña de azúcar sin quemar
Según antecedentes estudiados, la estabilización de la temperatura, donde inicia la fase
amorfa de la sílice está entre 400 – 760°C, en este rango de temperatura se considera un
material con propiedades puzolánicas, puesto que la reactividad puzolánica está
relacionada con el grado de amorficidad del material. El incremento de temperatura a
partir de 760°C genera transformaciones de fase encontrando sílice cristalina que es
menos reactiva, ocasionando así disminución en las propiedades mecánicas del mortero.
El grado de amorfismo del material (CBCA) así como la composición química y
estructura interna se evalúa mediante difracción de rayos X (DRX).
3.2ANALISIS TERMICO DIFERENCIAL – DTA
El DTA es una técnica de medida para detectar el cambio térmico, que se produce en la
muestra cuando en la misma aparece un cambio físico o químico.
En figura 3.2 se muestra el ensayo térmico diferencial (DTA) en una muestra de bagazo
de caña de azúcar sin quemar, se observa que existe un consumo de agua hasta una
temperatura de aproximadamente 100°C y también se observa el proceso de calcinación
SILICE AMORF A
transformaciones de fase a una temperatura aproximada de 500°C, mostrando un
descenso hasta una temperatura de 900°C, la energía de activación es mayor a 0mW
produciéndose así transformaciones de fases en dicha muestra.
Por su parte la gasificación con vapor de agua puede representarse por medio de una
reacción heterogénea (la de gasificación propiamente dicha) que se muestra en los picos
endotérmicos y otra homogénea, que se produce en estado gaseoso, que se muestra en
los picos exotérmicos y la extensión en la que se produce depende fundamentalmente de
las condiciones de presión y temperatura a las que se trabaje.
C(s) + H2O (g) CO (g) + H2 (g); + 117 KJ/mol
CO(s) + H2O CO2 (g) + H2 (g); - 42.3 KJ/mol
Las transformaciones de fase se basa en la calcinación de la muestra de bagazo de caña
de azúcar a temperaturas de 400°C – 600°C donde se producen óxidos tales como oxido
de sílice (SiO2) en estado amorfa.
Figura 3.2. Ensayo térmico diferencial TDA en una muestra de bagazo de caña de azúcar sin quemar
1° Pico Endotérmico
2° Pico Endotérmico
3° Pico Endotérmico
4° Pico
Endotérmico
Transformaciones de fase
3.3ANALISIS DE DIFRACCION DE RAYOS X – DRX
A continuación se muestran los análisis de difracción de rayos X (DRX), que fueron
sometidas las muestras de CBCA, así como las fases restantes y área amorfa.
En la figura 3.3 se muestra la difracción de rayos X a la que fue sometida una muestra
de CBCA sin reducir el tamaño de partícula, donde se muestra un área de amorficidad
relativamente pequeña y se observa picos altos de fase cristalina Albita (NaAlSi3O8)
En esta imagen se muestra la presencia de Cuarzo y Albita como principales
componentes de la CBCA en picos de difracción elevados, teniendo mayo cristalinidad
la Albita (NaAlSi3O8), así como un área amorfa por debajo de 900 counts.
F igura 3.3. DRX para muestra de CBCA (sin moler y sin tamizar)
En la figura 3.4 se muestra la difracción de rayos X a la que fue sometida una muestra
de CBCA con un tamaño de partícula de 75 micras, donde se muestra un área de
amorficidad mayor a la de la figura 3.3 y se observa picos altos de fase cristalina cuarzo
(SiO2).
En esta imagen se muestra al Cuarzo como mayor plano cristalino y en menor plano
cristalino a la albita, esto debido al proceso de molienda donde la albita pasa a
establecer una estructura casi amorfa y menos reactiva en comparación con la sílice del
Albita NaAlSi3O8
Cuarzo
SiO2
F igura 3.4. DRX para muestra de CBCA con un tamaño de partícula de 75 micras
En la figura 3.5 se muestra la difracción de rayos X a la que fue sometida una muestra
de CBCA con un tamaño de partícula de 48 micras, donde se muestra un área de
amorficidad mayor a la de la figura 3.3 y se observa picos altos de fase cristalina cuarzo
(SiO2). En esta imagen se muestra al Cuarzo como mayor plano cristalino y en menor
plano cristalino a la albita, así como la presencia de Cristobalita (Sílice Reactiva, el área
de amorfismo aumenta a casi 1200 counts aproximadamente.
F igura 3.5. DRX para muestra de CBCA con un tamaño de partícula de 48 micras
Cuarzo
SiO2
Dispersión amorfa
α - SiO2
Cristobalita
SiO2
Dispersión amorfa Albita NaAlSi3O8
3.4ENSAYO DE RESISTENCIA A LA COMPRESION
En la figura 3.6 se observa el incremento de la resistencia a la compresión con respecto
al incremento del porcentaje de reemplazo de CBCA por cemento tipo I, para los dos
tamaños de partículas de ceniza estudiados; pero solo hasta reemplazar el 20% de
CBCA donde se obtuvo una resistencia máxima de 110.07 Kg/cm2 para ceniza con
tamaño de partícula de 48 um y una resistencia máxima de 96.91 Kg/cm2 para ceniza
con tamaño de partícula de 75 um, a partir de allí se manifiesta un descenso en la
resistencia a la compresión, siendo los valores más bajos 80.90 Kg/cm2 para 30% de
reemplazo de CBCA para un tamaño de partícula de 75 μm y 83.08 Kg/cm2 para
muestras que no tienen CBCA (probeta patrón).
F igura 3.6. Ensayo de resistencia a la compresión en morteros a base de CBCA
El cemento tipo I presenta una composición de 95% de clinker y 5 % de yeso, en
contacto con agua forman una pasta gel donde los silicatos de calcio con los silicatos
dicálcicos y silicatos tricálcicos llegan a hidratarse y a formar una pasta endurecida, el
tiempo de endurecimiento se debe al sulfato de calcio hemihidratado (CaSO4.1/2H2O).
La figura 3.6 muestra que el cemento con arena en relación 1:3 y relación agua/cemento
2
83.08
91.17
96.91
80.90 83.08
94.45
110.07
91.67
80.00 85.00 90.00 95.00 100.00 105.00 110.00 115.00 120.00
0 10 20 30
R
esis
tenc
ia a
la c
ompre
sion
(K
g
/cm2)