TESIS QUE PARA OBTENER EL GRADO DE :
M A E S T R O EN C I E N C I A S
CON ESPECIALIDAD EN:
I N G E N I E R Í A M E C Á N I C A
ANÁLISIS NUMÉRICO EXPERIMENTAL DE ACEROS DE ALTA
RESISTENCIA DERIVADOS DE CONFORMACIÓN PLÁSTICA
SOMETIDOS A PROCESOS DE ARRANQUE DE VIRUTA.
P
PRREESSEENNTTAA:: I
INNGG.. JJOOSSÉÉ AALLFFRREEDDOO HHEERRNNÁÁNNDDEEZZ RROODDRRÍÍGGUUEEZZ
D
DIIRRIIGGIIDDAA PPOORR
D
DRR.. GGUUIILLLLEERRMMOO UURRRRIIOOLLAAGGOOIITTIIAA SSOOSSAA D
DRR.. LLUUIISS HHÉÉCCTTOORR HHEERRNNÁÁNNDDEEZZ GGÓÓMMEEZZ
DDIICCIIEEMMBBRREE 22001111 E
ESSCCUUEELLAA SUSUPPEERRIIOORR DEDE ININGGEENNIIEERRÍÍAA MEMECCÁÁNNIICCAA Y YELELÉÉCCTTRRIICCAA S
Quiero agradecer al
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica Unidad Zacatenco
A los directores de está tesis:
El
Dr. Guillermo Urriolagoitia Sosa y el Dr. Luis Héctor Hernández Gómez Por la confianza y apoyo para realizar este trabajo.A mis compañeros y amigos:
David Torres Franco, Mauricio Aron Pérez, Miguel Ángel Gómez Gómez, Arafat Molina Ballinas, Omar López y Noé Mayor Hernández.
Por su ayuda incondicional
Al ingeniero
José Luis García Lozano
Por su ayuda asesoría en el desarrollo numérico.
A los ingenieros:
Ing. Ramón Ramírez, el Ing. Ruy Caballero y Víctor Verduzco compañero de la sección Por facilitarme sus instalaciones y equipo.
Y al
CONACyT
Resumen
Desde la revolución industrial se han realizado investigaciones referentes a los procesos de arranque de viruta, donde se han buscado la mejora del proceso, y optimización del materiales, las aplicaciónes y funcionabilidad de la herramienta y un sin número de parámetros de corte. En este sentido, los procesos de corte de viruta inducen esfuerzos residuales en la superficie del material de trabajado. La principal causa es la transformación de fase por el incremento de la temperatura y las elevadas deformaciones. Los esfuerzos residuales en tensión, son no deseados, ya que ayudan en la nucleación y generación de grietas, este trabajo de tesis realiza un análisis numérico-experimental sobre la inducción de esfuerzos residuales en procesos de corte de viruta en materiales inoxidables específicamente en un acero AISI 316L.
El caso de estudio son probetas no estandizadas. Las probetas fueron manufacturadas en un centro de maquinado CNC con las siguientes condiciones de corte Vc=160 m/min, una profundidad de 1,
2 y 3mm. El análisis numérico se realiza manejando ABACUS/Explicit, dos modelos por cada
profundidad de corte son ejecutados: un modelo Isotrópico y un modelo Cinemático. Se hace una selección nodal vertical a una profundidad de 1.2mm para graficar el esfuerzo-longitud en un estado de descarga.
Abstract
Since the industrial revolution there have been research into the metal cutting processes, in which have sought to process improvement and optimization of materials, application and operation of the tool and a number of cutting parameters. In this sense, the metal cutting process induces residual stresses at the surface of the material worked. The main cause is the phase transformation by increasing the high temperature and deformation. Residual stresses in tension are unwanted, as they promote the nucleation and propagation of cracks. This thesis has carried out numerical-experimental analysis on the induction of residual stresses in chip cutting process in a stainless materials specifically steel AISI 316L.
The case of study was done in not standardized specimens. The specimens were manufactured on a (CNC) machining center with the following cutting conditions Vc = 160 m / min, and a depth of 1, 2
and 3mm. The numerical analysis is developed using ABACUS/Explicit, two models for each depth
of cut are executed: a model isotropic and a kinematic model. One nodal selection is made vertical to a depth of 1.2mm to plot the stress-length in an unloading state.
Objetivos:
Objetivo General
Evaluar el campo de esfuerzos residuales por efecto de un proceso de corte de viruta en
un material inoxidable AISI 316L.
Objetivos Particulares
Revisar el estado del arte referente al proceso de corte de viruta en casos que se estimen los
esfuerzos residuales.
Determinar el campo de esfuerzos residuales por el método de elemento finito (MEF).
Manufactura de las probetas.
Preparación de las muestras para registrar las micro-deformaciones.
Electroerosión de las probetas y determinar el campo de esfuerzos residuales mediante el
Justificación:
En general elementos mecánicos son calculados con herramientas clásicas para el diseño, existen componentes que su geometría esta comprometida y no siempre se puede alterar entonces el diseño mecánico se enfoca en aleaciones de materiales y procesos de manufactura para satisfacer las necesidades estructurales del componente.
Índice General Resumen Abastrac Objetivo Justificación Índice General Índice de Figuras Índice de Tablas Introducción i ii iii iv v viii xi xii Capítulo I
I.1.- Esfuerzos residuales en procesos de corte de viruta
I.2.- Análisis de esfuerzos residuales por método de elementos finitos I.3.- Análisis numéricos relacionados
I.4.- Endurecimiento por deformación y efecto Bauschinger
I.5.- Efecto Bauschinger y esfuerzos residuales I.6.- Planteamiento del problema
I.7.- Sumario I.8.- Referencias 2 9 14 16 20 21 22 22 Capítulo II
II.1.- Corte ortogonal y corte oblicuo II.2.- Ángulo de corte
II.3.- Modelo de fuerzas en corte ortogonal propuesto por Merchant
II.4.- Distribución de los esfuerzos II.5.- Formación de Viruta
II.6.- Deformación plástica
II.7.- Modelo de corte de viruta propuesto por Astakhov
II.7.1.- Deformación plástica Ppd
II.7.2.- Fricción en la interface de la herramienta y viruta PfF
II.7.3.- Fricción en la interface herramienta y la pieza de trabajo PfF
II.7.4.- Formación de nuevas superficies Pch
II.8.- Transferencia de calor en corte de viruta
II.9.- Deformación termo-mecánica II.10.- Esfuerzos residuales
II.11.- Efecto Bauschinger
II.12.- Endurecimiento por deformación II.13.- Reglas de endurecimiento
II.14.- Sumario II.15.- Referencias 50 51 57 58 58 60 61 Capítulo III
III.1.- El Método de Elementos Finitos (MEF)
III.2.- Procedimiento para el análisis de problemas mecánicos
III.3.- Descripción del Modeloacoplado Euleriano-Lagrangiano (CEL)
III.4.- Método Euleriano-Lagrangiano (CEL)
III.5.- Geométrica y propiedades mecánicas de la probeta
III.6.- Consideraciones del modelo Euleriano-Lagrangiano(CEL)
III.7.- Procedimiento de obtención de resultados III.8.- Sumario
III.9. - Referencias
65 66 66 68 69 72 72 79 80 Capítulo IV
IV.1.- Desarrollo de la evaluación experimental
IV.2.- Determinación del material y geometría del espécimen IV.3.- Tratamiento térmico
IV.4.- Determinación de la dureza IV.5.- Mecanizado de las probetas
IV.5.1.- Parámetros de mecanizado IV.6.- Pegado de galgas extensométricas IV.7.- Método CCM (corte por electroerosión) IV.8.- Generalidades sobre esfuerzos residuales
IV.8.1.- Origen de los esfuerzos residuales II.8.2.- Clasificación de los esfuerzos residuales II.9.- Medición de los esfuerzos residuales
IV.9.1.- Métodos destructivos IV.9.2.- Métodos semi-destructivos IV.9.3.- Métodos no destructivos IV.10.- El método de respuesta de grieta
IV.10.1.- Generalidades del método de respuesta de grieta CCM IV.10.2.- Teoría del método del CCM
IV.10.3.- Solución analítica del método CCM (método inverso incremental) IV.10.4.- Solución polinomial global para el método inverso
IV.11.- Cálculo de las respuestas
IV.12.- Desarrollo y evaluación experimental IV.15.- Sumario
IV.16.- Referencias
96 96 96 97 97 98 99 101 102 106 111 111
Capítulo V
V.1.- Discusiones V.2.- Conclusiones
V.3.- Conclusiones generales V.4.- Referencias
115 116 118 119
Trabajos Futuros
Índice de Figuras Capítulo I
Figura I.1.- Ejemplos de máquinas de arranque de viruta. a) Torno de tornillo de corte (Maudslay). b) Torno control numérico computarizado (CNC)
Figura I.2.- Principio de creación de esfuerzos residuales bajo cargas de corte Figura I.3.- Principio de creación de esfuerzos residuales bajo cargas puramente Figura I.4.- Viruta de un acero duro
Figura I.5.- Formación automática de la viruta (mallado)
Figura I.6.- Comparación experimental y numérica de la morfología de la viruta en un acero
AISI 316L. a) Morfología de la viruta variando las constantes para la ecuación de Johnson–
Cook. b) Morfología de la viruta en un ensayo experimental
Figura I.7.- Modelado de una herramienta de corte por elemento finito Figura I.8.- Efecto Bauschinger
2 3 4 5 9 13 15 18 Capítulo II
Figura II.1.- Tipos de corte. a) Corte ortogonal. b) Corte oblicuo Figura II.2.- Restricción del área de corte
Figura II.3.- Influencia de la amplitud del radio en el flujo de la viruta Figura II.4.- Influencia del ángulo de corte en el flujo de la viruta Figura II.5.- Esquema para el promedio del ángulo de corte Figura II.6.- Modelo de fuerza ortogonal propuesto por Merchant
Figura II.7.- Esfuerzos en la pieza de trabajo Figura II.8.- Cuatro tipos básicos de viruta
Figura II.9.- La herramienta de corte comienza avanzar en la pieza de trabajo Figura II.10.- Zona primaria y secundaria de deformación
Figura II.11.- Desarrollo del cortante de una estructura Figura II.12.- Modelo de Zorev para la deformación de viruta
Figura II.13.- Geometría del modelo de corte con el borde del radio de la herramienta Figura II.14.- Esquema de deformación de viruta de corte
Figura II.15.- Configuración de corte en torneado Figura II.16.- Zonas térmicas en el corte de viruta
Figura II.17.- Modelo propuesto por Astakhov en el fenómeno térmico del corte de metal
Figura II.18.- Formación de viruta Oxley
Figura II.19.- Geometría esfuerzo plano en corte de viruta Figura II.20.- Esquema de Johnson esfuerzos de frontera
Figura II.21.- Discretización del movimiento de herramienta dentro de la zona plástica BC Figura II.22.- Efecto Bauschinger
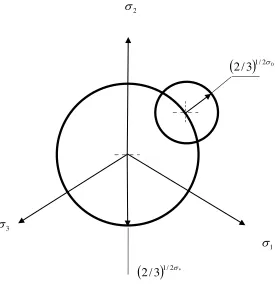
Figura II.23.- Endurecimiento Isotrópico Figura II.24.- Endurecimiento cinemático
51 53 54 56 58 59 60 Capítulo III
Figura III.1.- Movimiento del material dentro de la malla Euleriana
Figura III.2.- Ensamble material- herramienta
Figura III.3.- Penetración con perno. a) Malla Lagrangiano. b) Malla Euleriano
Figura III.4.- Elemento EC3D8R el cual tiene 8 nodos
Figura III.5.- Geometría de estudio y parámetros de maquinado Figura III.6.- Flexión pura en cuatro puntos
Figura III.7.- Geometría ensamble herramienta-material con mallado Euleriano-Lagrangiano
Figura III.8.- Selección de nodos en el material de trabajo Figura III.9.- Formación de la viruta en un modelo isotrópico Figura III.10.- Formación de la viruta en un modelo Cinemático
Figura III.11.- Esfuerzos residuales para modelo Isotrópico profundidad de corte 1, 2 y 3mm
Figura III.12.- Esfuerzos residuales para modelo Cinemático profundidad de corte 1, 2 y 3mm
Figura III.13.- Esfuerzos residuales para una profundidad de corte de 1mm
Figura III.14.- Esfuerzos residuales para una profundidad de corte de 2mm
Figura III.15.- Esfuerzos residuales para una profundidad de corte de 3mm
66 67 68 69 70 71 73 73 74 75 76 77 78 78 79 Capítulo IV
Figura IV.1.- Metodología para el análisis experimental Figura IV.2.- Geometría del espécimen
Figura IV.3.- Horno continuo al vacío MAHLER
Figura IV.4.- Durómetro Wilson/Rockwell
Figura IV.5.- Centro de maquinado CNC
Figura IV.6.- Prensa de precisión matricera
Figura IV.7.- Inserto APLX 100308 TR Lamina Technologies Figura IV.8.- Montaje en la mesa de trabajo del CNC
Figura IV.9.- Posición de galga extensométrica
Figura IV.10.- Recubrimiento de la galga extensométrica
Figura IV.11.- Puente de Wheatstone configurado con galga extensométrica
Figura IV.12.- Equipo de electroerosión CHMER de 50 Amp y puente de Wheatstone Figura IV.13.- Montaje de la probeta para la erosión
Figura IV.14.- Inducción de esfuerzos residuales Figura IV.15.- Matriz de esfuerzos residuales
Figura IV.16.- Terminología y sistema de coordenadas del método de respuesta de grieta aplicado a una viga prismática
Figura IV.17.- Corte por electroerosión en el método CCM
Figura IV.18.- Representación esquemática de la aplicación del CCM a) Componente con esfuerzos residuales. b) Componente inducido con una grieta y el reacomodo de esfuerzos residuales
Figura IV.19.- Cuerpo en 2D con un corte profundo para liberar esfuerzos residuales. El cambio de deformación se mide en el punto M
Figura IV.20.- Medición de la deformación cerca del corte en la cara superior y sobre la cara posterior
Figura IV.21.- Tira metálica sometida a una grieta en el borde para la superficie de carga y fuerzas virtuales
Figura IV.22.- Probeta erosionada
Figura IV.23.- Gráfica resultados para las deformaciones por CCM muestras A, B y C
Figura IV.24.- Gráfica para las deformaciones por medio CCM muestras D, E y F
Figura IV.25.- Gráfica para las deformaciones por medio CCM muestras I, J y K
Figura IV.26.- Gráfica de esfuerzos residuales corte de1mm muestras A, B y C
Figura IV.27.- Gráfica de esfuerzos residuales corte de 2mm muestras D, E y F
Figura IV.28.- Gráfica comparativa de esfuerzos residuales corte de 3mm muestras I, J y K Figura IV.29.- Gráfica de mínimos esfuerzos residuales
Figura IV.30.- Gráfica de mínimos esfuerzos residuales
Índice de Tablas
Capítulo III
Tabla III.1.- Propiedades mecánicas para el acero AISI 316L
Tabla III.2.- Valores para el modelo de endurecimiento cinemático
71 76
Capítulo IV
Tabla IV.1.- Composición química del acero 316L Tabla IV.2.- Propiedades mecánicas del acero 316L
Tabla IV.3.- Condiciones de corte
Tabla IV.4.- Condiciones de trabajo para la electroerosión
84 84 89 92
Capítulo V
Introducción:
El mecanizado es un proceso altamente explotado hoy en día, el auge en el mejoramiento de materiales de corte, diseño de herramientas más eficientes, mejora de paramentos de corte, optimización de las condiciones de corte, así como modificar la composición química de los materiales a sido el trabajo de investigación desde la revolución industrial, uno de los primeros investigadores que trato el tema fue Cocquilhat quien en 1851 determinó la cantidad de trabajo necesario para remover un volumen de material en una operación de barrenado, luego Mallock en
1881 [1]investigó la formación de virutas y su estructura, en su trabajo hace referencia a la fricción
herramienta-material además hace una diferencia entre corte y cizallamiento, no es sino hasta recientes fechas que se ha descubierto la influencia que el corte de viruta tiene sobre la estructura superficial del material de trabajo, Henriksen [2] estableció que los efectos térmicos y mecánicos juegan un papel importante en la inducción de los esfuerzos residuales, y que los esfuerzos residuales por efecto mecánico son más significativos.
Algunos autores encuentran que la forma de la herramienta puede variar el campo de esfuerzos residuales, Lui y Barash [3] determinaron un patrón de esfuerzos residuales por:
Profundidad en el corte
Geometría de la herramienta
Longitud de corte
Desgaste de la herramienta
Los resultados obtenidos de Lui y Barash indicaron que pequeñas profundidades de corte no necesariamente producen bajos esfuerzos residuales
plásticas en la superficie de trabajo y a efectos térmicos locales generados durante el corte. Este estudio emplea un inserto con recubrimiento de Alonitruro de titanio TiAlN.
Los esfuerzos residuales afectan la resistencia a la fatiga en componentes mecánicos Sasahara [5] realizó ensayos que se enfocaron en las condiciones a fatiga de varios tipos de corte, los resultados indicaron que es posible obtener una larga resistencia a la fatiga en partes maquinadas con un minucioso acabado también mostraron que es posible obtener endurecimiento en la superficie solo con el cambio de la geometría de la herramienta.
El análisis numérico es una herramienta empleada en la predicción de esfuerzos residuales por corte de viruta, existen hoy en día paquetes de computo con módulos destinados a procesos de corte de viruta, paquetes como ABAQUS/Explicit es usado con buenos resultados la predicción de los esfuerzos residuales, Mohamed y colaboradores [6] realizaron un análisis
Arbitrario-Larangiano-Euleriano (ALE) el análisis se enfoco en el radio del borde de la herramienta y el efecto que tiene en
los esfuerzos residuales, encontraron que los esfuerzos residuales son producto de efectos térmicos y deformación plástica.
El comportamiento mecánico del material es un factor importante en el análisis mediante el método de elemento finito (MEF) el cambio de una variable puede afectar los resultados, Umbrello y coautores [7] variaron cinco constantes de la ecuación constitutiva Johnson-Cook los resultados mostraron que los esfuerzos residuales son sensibles a la variación de la ecuación constitutiva
Johnson-Cook.
La formación de viruta puede ser un punto clave en proceso de corte la alta velocidad de remoción de material, una viruta continua no es conveniente porque interfiere en el proceso enredándose en la herramienta o en el material, mientras que una viruta discontinua no entorpece el proceso, la viruta acumulada en el borde puede causar la fractura de herramienta al desprenderse de esta, [11] este tipo de viruta es característica del material usado en este estudio.
Los esfuerzos residuales son inducidos por diversos métodos de manufactura, en corte de viruta los esfuerzos residuales se encuentran presentes en al superficie del componente por lo general estos son de tensión cambiando a compresión a medida que incrementa la profundidad. En este trabajo se evalúan los esfuerzos residuales y la tendencia a medida que se incrementa la profundidad, para ello en el capítulo III se hace un análisis numérico con un modelo Acoplado Euleriano-Lagrangiano
(CEL) utilizando dos diferentes reglas de endurecimiento y un análisis experimental en el capítulo
IV aplicando el método de respuesta de grieta (CCM) para evaluar el campo de esfuerzos residuales, además se describe el procedimiento del desarrollo experimental de la aplicación del método de respuesta de grieta (CCM).
V.3.- Referencias
1. Mallock, A., The action of cutting tools, Proceedings of the Royal Society, London, Vol. 33, pp 127-139, 1881.
2. Henriksen, E. K., Residual stresses in machined surfaces, American Society of Mechanical
Engineers Transactions, Vol. 73, No. 1, pp 69-76, 1951.
3. Liu, C. R. y Barash, M. M., Variables governing patterns of mechanical residual stress in a machined surface, Journal of Engineering for Industry, Transactions ASME, Vol. 104, No. 3, pp 257-264, 1982.
4. M´Saoubi, R., Outeiro, J. C., Changeux, B., Lebrun, J. L. y Morao-Dias, A., Residual stress analysis in orthogonal machining of standard and resulfurized AISI 316L steels, Journal of
Materials Processing Technology, Vol. 96, No. 1-3, pp 225-233, 1999.
5. Sasahara, H., The effect on fatigue of residual stress and surface hardness resulting from different cutting conditions 0.45% Carbon steel, International Journal of Machine Tool and
6. Mohamed, N. A., Ng, E. G. y Elbestawi, M. A., Modeling the effects of tool-edge radius on residual stresses when orthogonal cutting AISI 316L, International Journal of Machine Tools &
Manufacture, Vol. 47, No. 2, pp 401-411, 2007.
7. Umbrello, D., Saoubi, R. M. y Outeiro, J. C., The influence of Johnson–Cook material constants on finite element simulation of machining of AISI 316L steel, International Journal of Machine
Tools & Manufacture, Vol. 47, No. 3-4, pp 462-470, 2007.
8. Stein, J.; y Huh, K., Monitoring cutting forces in turning: A model-based approach, Journal of
Manufacturing Science and Engineering. Vol. 124, No. 1, pp 26-31, 2002.
9. Metals Handbook, ASM Handbook, Vol. 16, pp 8-16,19th ed. ASM International, 1995. 10. Davim, J. P., Machining Fundamental and Recent Advances, Ed. Springer-Verlag, London
Limited, pp 68-71, 2008
CAPÍTULO I ESTADO
DEL ARTE
I.1.- Esfuerzos residuales en procesos de corte de viruta
Entre los procesos de transformación de materia prima a un producto final, la remoción de material es de los más explotados y se valen de máquinas herramientas que evolucionan rápidamente (Figura I.1).
Figura I.1.- Ejemplos de máquinas de arranque de viruta.
a) Torno de tornillo de corte (Maudslay). b) Torno control numérico computarizado (CNC).
Desde la revolución industrial se han realizado investigaciones referentes a los procesos de arranque de viruta, donde se han buscado la mejora del proceso, el daño y optimización del materiales, la aplicación y funcionabilidad de la herramienta y un sin número de parámetros de corte. En este sentido, los procesos de corte de viruta inducen esfuerzos residuales en la superficie del componente trabajado. La principal causa en la inducción de un campo de esfuerzos residuales es la transformación de fase por el incremento de la temperatura y las elevadas deformaciones en la superficie del componente que sufren al realizar el proceso de arranque de viruta. Las elevadas deformaciones y los esfuerzos residuales, de manera general, son no deseados. Estos son el resultado de las condiciones inherentes al maquinado. Por lo que el campo de esfuerzo residual introducido en la superficie del material es un factor muy importante en la determinación del rendimiento de la vida útil de un componente mecánico [I.1].
Rech y colaboradores [I.2] realizaron un trabajo de investigación sobre la integridad de la superficie de trabajo de un espécimen. En el cual, definen los esfuerzos residuales como esfuerzos mecánicos
en un cuerpo sólido, el cual no está expuesto a fuerzas, momentos, torques y gradientes de temperatura externos. Los procesos tales como torneado, fresado y barrenado incluyen fenómenos como deformación plástica (aún a bajas velocidades de corte). En la Figura I.2, se muestra el impacto mecánico de procesos de corte en operaciones de torneado, donde la zona O, A y B se encuentra en compresión, mientras que la zona C, D y E está en tensión, cuando la herramienta se aleja de la superficie aparece la zona E y F.
Figura I.2.- Principio de creación de esfuerzos residuales bajo cargas de corte [I.2]. Evolución del estado
de esfuerzos
B A
Esfuerzos Residuales
Y
Tensión Compresión Herramienta
Viruta
O Superficie de maquinado
xx
Flujo de material
F
E
D
C
X Deformación
C
D E
A
B
F O
Figura I.3.- Principio de creación de esfuerzos residuales bajo cargas puramente térmicas [I.2].
Según Rech [I.2] los esfuerzos residuales se deben a la presión ejercida en la cara de corte. El material es plásticamente deformado por compresión enfrente de la herramienta de corte, mientras que es tensionado atrás de la herramienta. Cuando la superficie no está expuesta a ninguna fuerza
Esfuerzos Residuales
Esfuerzo
Evolución del estado de esfuerzos
B
A
Y
Compresión Herramienta
Viruta
O Superficie de maquinado
xx
Flujo de material
D
C
X Deformación
C D
A B
O
los esfuerzos residuales en compresión permanecen en la superficie y para mantener el equilibrio del sistema los esfuerzos residuales en tensión se manifiestan en el interior del material. Los efectos térmicos tienen una acción diferente comparada con los efectos mecánicos (Figura I.3), durante el proceso de corte altos gradientes de temperatura existen, cuando la superficie regresa a temperatura ambiente los esfuerzos en tensión permanecen en la superficie, consecuentemente los esfuerzos de compresión se manifiestan para mantener el equilibrio.
Los primeros estudios sobre los procesos de maquinado se deben a Cocquilhat. En sus estudios determinó la cantidad de trabajo necesario para remover un volumen de material en una operación de barrenado. Mientras los esfuerzos de corte en procesos de maquinado fueron investigados por
Henriksen [I.3], en este trabajo se analizó el efecto que soporta un acero al bajo Carbón al ser
maquinado ortogonalmente. Henriksen estableció que los efectos térmicos y mecánicos juegan un papel importante en el desarrollo de los esfuerzos residuales y concluyó que los esfuerzos residuales por efecto mecánico son más relevantes.
Más tarde, Mallock [I.4] analizó una amplia variedad de virutas en su formación (Figura I.4). Inspeccionó virutas de Hierro forjado, latón, Cobre, Plomo, Zinc, parafina dura, jabón y arcilla.
Figura I.4.- Viruta de un acero duro [II.4].
Mallock en el desarrollo de su investigación, baño en ácido nítrico a las virutas, con lo cual observó
define, que la acción de fricción entre la herramienta y el material son determinantes en la formación de viruta. Además, hace una diferencia entre corte y cizallamiento en la formación de viruta, concluyendo que para una profundidad de corte pequeña el ángulo de la herramienta no es importante. Conjuntamente se observó que utilizando lubricante se reduce la fricción entre la herramienta y el material. Mientras que la velocidad de arranque de viruta, la profundidad de corte y el incremento de temperatura son aspectos que favorecen la formación de esfuerzos residuales.
Liu y Barash [I.5] encontraron que se puede determinar el patrón de esfuerzos residuales en una
superficie maquinada por cuatro parámetros:
La longitud del corte.
La geometría de la herramienta.
La profundidad del corte.
Desgaste de la herramienta.
El trabajo hace referencia al incremento de temperatura por desgaste del perfil de la herramienta. Además encuentran que pequeñas profundidades de corte no necesariamente produce bajos esfuerzos en la superficie.
La formación de viruta está relacionada a procesos de deformación plástica, la formación de virutas en bandas cortantes son consideradas benéficas en la remoción de volumen de material. La formación de virutas en cintas continuas son problemáticas en procesos de alta remoción de material, Bayoumi y colaboradores [I.6] realizaron un análisis metalúrgico en aleaciones de Ti-6Al-4V. Los resultados obtenidos demostraron que, una no-disfuncional fase de transformación ocurre debido al cambio en la estructura durante la formación de viruta. Igualmente observaron que las condiciones de corte son importantes para la formación de bandas cortantes.
Los esfuerzos residuales en corte ortogonal en un acero AISI 316L sulfurado fueron investigados
por M´Saoubi y colaboradores [I.8]. Ellos estudiaron el rol que juegan los paramentos de corte,
principalmente la velocidad de corte, el avance, la geometría de la herramienta y el recubrimiento de la herramienta. La profundidad de los esfuerzos residuales fue determinada por difracción de rayos X, el efecto de las condiciones de corte y herramienta fueron relacionados con mecanismos térmicos registrados durante los ensayos de corte, los valores de los esfuerzos residuales en tensión fueron alrededor de 800 MPa asociados a la deformación plástica en la superficie de trabajo, los esfuerzos en tensión fueron atribuidos a efectos térmicos locales derivados de la generación de calor durante el corte.
El-Axir [I.9] efectúa un trabajo analítico-experimental sobre la predicción de esfuerzos residuales, utiliza 5 diferentes materiales (acero inoxidable 304, acero-37, aleación de Aluminio 7001 y 2024 y latón), para el proceso de torneado se maquinaron 5 muestras, para después montarlas en un mandril. Con objeto de relevar de esfuerzos residuales, las probetas fueron sometidas a tratamiento térmico de revenido, la parte analítica propone un modelo el cual sugiere que la distribución de los esfuerzos residuales, así como la profundidad de los esfuerzos residuales son función de parámetros de maquinado. El modelo propuesto indica que los esfuerzos residuales a lo largo de la profundidad responden a una función polinominal. El propósito del procedimiento experimental fue determinar lo parámetros usados en la función polinominal.
Dahlman y colaboradores [I.11] trabajaron sobre el ángulo de barrido (careado) en una operación de torneado. Se utilizó un acero AISI 52100, con una dureza de 62 HRC, un diámetro interior de 180 mm y exterior de 340 mm. Los especímenes se maquinaron con una velocidad constate y los esfuerzos residuales fueron medidos con difracción de rayos X en la dirección del avance. El trabajo de investigación menciona que aumentar el avance en la velocidad de corte produce resultados significativos en los esfuerzos residuales a compresión. En general los esfuerzos residuales en tensión se ubicaron principalmente en la superficie. Sin embargo, a una profundidad de 5-10 µm
sólo se observaron esfuerzos residuales en compresión. El cambio en el ángulo de -6° a -21° de la herramienta condujo a un incremento significativo de los esfuerzos residuales de 100 MPa a 600 MPa respectivamente. Más tarde con un ángulo de -61° se incrementaron los esfuerzos en compresión a 1050 MPa, la profundidad de corte no generó diferencia en los niveles de esfuerzo. Los resultados indican que es posible controlar niveles de esfuerzos residuales mediante el control de la geometría y parámetros de corte.
Los esfuerzos residuales afectan la resistencia a la fatiga en componentes mecánicos. Sasahara
[I.12] investigó el efecto de las condiciones de torneado en la resistencia a la fatiga. El espécimen fue recosido por 1 hora a 1123 oK, para después maquinarlo en un torno de control numérico. El espécimen es un acero de 0.45% C, los ensayos se enfocaron en condiciones de fatiga bajo varios tipos de corte. Entonces la dureza de la superficie, el acabado y los esfuerzos residuales fueron medidos, los resultados obtenidos mostraron que es posible obtener una larga resistencia a la fatiga de partes maquinadas con un cuidadoso acabado solo con el establecimiento de condiciones de corte. Además, se observó que puede darse endurecimiento de la superficie con el cambio en la geometría de la herramienta.
La medición de esfuerzos residuales en superficies maquinadas por fresado son reportados por Tang
tres diferentes revoluciones para la herramienta 4000, 12000, 16000 rpm con un diámetro de 20 mm
y un radio de 3 mm, el avance fue de 0.1, 0.15, 0.2 mm/z con una profundidad de corte de 2 mm. Encontraron a 4000 rpm y un avance de 0.15 mm/z que la temperatura de las virutas fue de 172 °C, se corroboró con elemento finito empleando leyes constitutivas del material y un modelo de fricción los resultados concordaron 185.2 °C. Tang y colaboradores concluyen que una alta velocidad de corte puede inducir esfuerzos residuales en tensión en la superficie, mientras que el avance tiene una menor influencia, la temperatura interviene en la formación de esfuerzos residuales. Sin embargo el factor dominante son las cargas mecánicas.
I.2.- Análisis de esfuerzos residuales por método de elementos finitos
En los últimos años, el desarrollo computadoras y programas para fines de análisis de Ingeniería en diversos campos, como el caso del arranque de viruta, se han desarrollado rápidamente. El método del elemento finito MEF (Figura I.5) es un método de análisis que se remonta a los años 50s. Este método es una excelente herramienta en el análisis de problemas de Ingeniería. Sin embargo, no fue sino hasta la década de los 70s cuando se comenzaron hacer simulaciones numéricas empleando
MEF [I.14].
Figura I.5.- Formación automática de la viruta (mallado) [II.23]. Viruta inicial
Herramienta Viruta final
Liu y Guo [I.15] efectuaron un análisis por MEF, investigaron el efecto de los cortes secuenciales y la fricción entre la viruta y herramienta sobre los esfuerzos residuales. Este análisis consistió en un modelo visco-plástico para un acero inoxidable AISI 304. Las propiedades fueron termo-eleasto-plásticas. Además, se asignó un modelo de endurecimiento isotrópico y se analizó la formación de viruta las fuerzas de corte y la temperatura. Los investigadores encontraron que los esfuerzos residuales en tensión en la superficie maquinada, en el primer corte, pueden cambiar a compresión por la optimización del segundo corte. En sus estudios hallaron que los esfuerzos residuales decrecen de 80 MPa a tensión en la superficie para el primer corte hasta 10 MPa y en compresión en el segundo corte. Además, observaron que el estado de esfuerzos residuales en la superficie es sensible a las condiciones de fricción entre la herramienta y la viruta. Al utilizar un coeficiente de fricción de 0.7 µ los esfuerzos residuales en compresión fueron de 0.350 MPa en la superficie de la pieza de trabajo, mientras que con un coeficiente de fricción de 0.3 µ generaron esfuerzos en tensión a 0.2 MPa. El modelo sugiere que el primer corte produce endurecimiento por deformación en la superficie de la pieza.
Shet y Deng [I.16] analizaron mediante el MEF un proceso de corte ortogonal bajo condiciones de deformación plana. Los resultados fueron comparados con análisis experimental de material bibliográfico. Se emplearon varios modelos; un modelo de fricción herramienta-viruta el cual fue modelado con una modificación de ley de Coulomb, la separación de la viruta por liberación nodal técnica basada en un criterio de esfuerzo, en la dependencia de temperatura se consideró ángulo de corte y coeficientes de fricción. Se consideraron 16 diferentes combinaciones de coeficientes de fricción y ángulos de corte. Estos fueron de 15, 20, 30 y 45°, los coeficientes de fricción considerados son de 0.0, 0.2, 0.4, y 0.6. Los resultados observados consistieron:
2) Los esfuerzos residuales son moderadamente afectados por la supresión y restricción del proceso de enfriamiento, los esfuerzos residuales están fuertemente controlados por su contraparte en estado estacionario.
3) La fricción herramienta-viruta y el ángulo de barrido tiene efectos no lineales en los esfuerzos residuales, cuando el coeficiente de fricción tiene valores bajos o cuando el ángulo de corte es alto, estos no parecen tener una fuerte influencia en los esfuerzos residuales.
Sasahara y coautores [I.17] hacen un trabajo sobre la predicción de esfuerzos residuales por MEF
utilizando un modelo de corte ortogonal en la simulación. En su investigación exponen la variación de esfuerzos residuales sobre la superficie maquinada como consecuencia del radio de la herramienta, los resultados indican que para un radio pequeño de la herramienta la lectura de los esfuerzos en dirección perpendicular al corte fueron esfuerzos en compresión. Los esfuerzos residuales en la superficie decrecen con un cambio en el avance de la herramienta, los datos obtenidos en la simulación coincidieron con los obtenidos experimentalmente.
Ee y colaboradores [I.18] evaluaron los esfuerzos residuales en una simulación numérica, escogiendo un modelo térmico elástico-visco-plástico, con el objeto de mejorar para la predicción de los esfuerzos residuales recurrieron a las siguientes modificaciones:
1) Se utilizó la ecuación constitutiva de Johnson-Cook, el modelo es aumentado por un componente lineal elástico que describe el comportamiento del material como un fluido no-Newtoniano.
2) Usando un régimen de remallado que simula el flujo de material en la vecindad del radio de la herramienta con el uso de un criterio de separación.
Outeiro y asociados [I.19] manejaron el programa computacional DEFORM-2D, suponiendo un corte ortogonal con un código lagrangiano usado para simular procesos de conformado. Utilizaron un acero inoxidable AISI 316L, con un micro-estructura de tamaño de grano aproximado a 50 µm y con una dureza de 170 HV. Además, se presentó una ecuación de temperatura dependiente del módulo de Youg. El modelo termo-visco-plástico esta descrito por la ecuación constitutiva de
Johnson-Cook y las constantes fueron obtenidos por Tounsi y coautores [I.20]. La prueba
experimental incluyo herramienta de carburo de Tungsteno recubierto por deposición química de vapor (CVD) de triple capa TiC/Al2O3/Tin, TiN (ISO P05-P25) y sin recubrir (ISO M10-M30). Se
utilizó un dinamómetro Kistler 9255B para medir las fuerzas de corte y una máquina de control numérico de 15 HP. Los esfuerzos residuales fueron evaluados para diferentes situaciones; velocidades de corte, ángulos de corte y para tres diferentes radios. Los resultados arrojaron que los esfuerzos residuales se incrementaron con la mayoría de los parámetros de corte utilizados, con la herramienta de triple recubrimiento se incrementó la velocidad de corte y los esfuerzos residuales aumentaron en 240 MPa, reduciendo el ángulo de -5° a 5° de corte, se redujeron los esfuerzos residuales en 140 MPa. Además, se analizaron cortes secuenciales y los esfuerzos residuales tendieron a aumentar en 280 MPa del primer al tercer corte.
Mohamed y coautores [I.21] presentaron un análisis Arbitrario-Larangiano-Euleriano (ALE)
Concluyen que el proceso de inducir esfuerzos residuales no solo se debe a gradientes térmicos o deformación mecánica sino es el resultado de ambos lo que hace más complejo el análisis.
Umbrello y coautores [I.22] realizaron un análisis numérico experimental de un acero inoxidable
AISI 316L los autores variaron 5 constantes de la ecuación constitutiva de Johnson-Cook que
describen el comportamiento del material, estudiaron la morfología de la viruta (Figura I.6), la distribución de la temperatura y los esfuerzos residuales, en los ensayos experimentales utilizaron un dinamómetro para medir las fuerzas de corte, un sistema de imagen térmica para medir el cambio de temperatura y difracción de rayos X para determinar la magnitud de los esfuerzos residuales. El análisis de elemento finito, consideraron una formulación elástico-visco-plástica. Los resultados revelaron que los esfuerzos residuales son sensibles a variación de las constantes de la ecuación constitutiva Johnson–Cook. Por otro lado, se midió la magnitud de los esfuerzos residuales antes maquinar (cero en la dirección axial y alrededor de 200 MPa en la dirección circular), después en el proceso de simulación la medición a lo largo de la dirección de corte fue alrededor de 600 MPa y en dirección circunferencial de aproximadamente 900 MPa, ambas concuerdan con los datos experimentales. Sin embargo, algunos de los resultados de las constantes utilizadas no mostraron esfuerzos en compresión con relación a las mediciones experimentales.
Figura I.6.- Comparación experimental y numérica de la morfología de la viruta en un acero AISI
316L. a) Morfología de la viruta variando las constantes para la ecuación de Johnson–Cook.
b) Morfología de la viruta en un ensayo experimental [I.22].
a) a) a)
Un modelo analítico es desarrollado por Ulutan y colegas [I.23] para la predicción de esfuerzos residuales en maquinado el trabajo expone la unión de las fuerzas de corte y un modelo termo-mecánico. El modelo propuesto considera factores como:
La energía de corte creada en la primaria zona.
La fricción producida en la cara de contacto entre la herramienta y la viruta.
Con base en la primera ley de la Termodinámica hace un balance de energía entre la herramienta y la pieza de trabajo.
La distribución de la temperatura en la pieza de trabajo herramienta y viruta se hace a través de diferencias finitas, los esfuerzos resultado de cargas térmicas y mecánicas son calculados usando un modelo elasto-plástico, el modelo es corroborado con resultados experimentales de la literatura.
Rizzut y colaboradores [I.24] analizaron los esfuerzos residuales por medio de simulación numérica
SFTC DEFORM-2D V.10 para un acero AISI 1045 de 200 HB de dureza. La validación del proceso
fue verificada por la comparación numérica experimental de resultados obtenidos en la literatura. El análisis se centró en aspectos mecánico-térmicos, el documento menciona que la determinación de la temperatura es un aspecto clave que se debe tomar en cuenta. Sin embargo, una de las dificultades al modelar la temperatura en procesos de corte es el uso del modelo
Larangiano-Euleriano actual, es que sólo se puede modelar unos pocos milisegundos de corte incluso en
simulaciones en 2D con corte ortogonal. El proceso fue en seco, con una herramienta de carburo sin recubrimiento usando diferentes bordes de radio 15, 30, 55 y 75 μm. Los resultados para una velocidad de 175 m/min, avance de 0.05 mm/rev y un radio de 55 mm se obtuvieron, los resultados de los esfuerzos residuales en tensión en la superficie fueron de 900 MPa, a una profundidad de 55 µm cambiaron a compresión 150 MPa.
I.3.- Análisis numéricos relacionados
0.23 para un inserto cerámico, para el porta inserto; E = 210.7 GPa y = 0.28. Los resultados indican que los esfuerzos en el inserto cerámico aumentaron con el incremento del avance de la herramienta. Los resultados de las tensiones de Von Misses (SEQV) mostraron que el mayor valor de la tensión fue de 7294.8 MPa a una velocidad de corte de 500 m/min avance de 0.15 mm/rev y 2 mm de profundidad de corte. Los resultados de los esfuerzos para los distintos avances fueron similares en todas las pruebas.
Figura I.7.- Modelado de una herramienta de corte por elemento finito
Davim y Maranhao [I.26] presentaron un trabajo sobre la deformación plástica y la taza de
deformación plástica en el maquinado utilizando un análisis por elemento finito para un acero AISI 1045. Para validar el proceso recurrieron a los artículos con análisis experimentales, aplicaron un modelo termo-visco-plástico para definir el comportamiento del material de trabajo, el coeficiente de fricción fue obtenido a través del modelo de Coulomb. Algunos de los datos para definir la herramienta fueron; ángulo de corte -6°, radio 0.02 mm, material de carburo cementado con tres recubrimientos;
a) Al2O3: 0.03 mm. b) TiC: 0.015 mm. c) TiN: 0.015 mm.
fricción 0.69 y 0.31 respectivamente, en seco. Los resultados alcanzados indican que al calcular un coeficiente de fricción de 0.69 para 300 m/min y 0.31 para 3000 m/min los promedios de temperatura fueron de 1200°C y 1400°C respectivamente, la zona afectada por deformación plástica fue mayor con respecto a la velocidad de corte de 300 m/min, un incremento en la temperatura causó a su vez un aumento de la deformación plástica en la pieza de trabajo, así como una considerable reducción de la fricción con respecto a la velocidad de corte de 300 a 3000 m/min.
Akbar y colaboradores [I.27] realizaron un estudio numérico experimental usando elemento finito
para un acero ASI/SAE 4140 con dureza de 23.9 HRC. La simulación del maquinado fue ortogonal
en ABAQUS/ Explicit con un modelo elasto-plástico que describe el comportamiento del material,
un criterio de deformación plástica fue adoptado para simular la separación del material, el mallado se hizo con elemento CPE4RT. El análisis experimental consto de una herramienta de carburo de Tungsteno sin recubrir con un radio 0.4 mm y una velocidad de corte de 100, 197, 314, 395 y 628
m/min, a una avance de 0.1 mm/rev y una profundidad de corte de 2.5mm en un diámetro de 200
mm. La temperatura fue obtenida con una cámara térmica. Los resultados adquiridos concuerdan con los obtenidos numéricamente, señala que es necesario elegir condiciones que permitan la eliminación de calor a fin de evitar el desgaste de la herramienta por daño térmico.
Adetoro y Wen [I.28] realizaron una simulación numérica para predecir de las fuerzas de corte
usando una formulación arbitraria Larangiana-Euleriana, se analizó un proceso de fresado en el cual los ángulos de hélice son cero y los resultados fueron comparados con datos experimentales con una herramienta de un ángulo de hélice muy pequeño. La geometría fue simplificada a dos dimensiones, la pieza de trabajo fue modelada usando el elemento CPE4R en ABAQUS y un supuesto de deformación plana.
I.4.- Endurecimiento por deformación y efecto Bauschinger
curva esfuerzo deformación en una prueba a tensión el esfuerzo sigue creciendo debido al endurecimiento por deformación hasta llegar a un esfuerzo máximo, posteriormente decrece hasta la fractura debido a una constricción en la probeta. A finales del siglo XVIII ya se hacían las primeras investigaciones sobre el punto de cedencia y el esfuerzo último.
Chas [I.30] da cuenta de un sistema de experimentos realizados con el fin de determinar la resistencia que hay que superar para producir la rotura de una barra de acero por tensión longitudinal, menciona que el esfuerzo requerido para producir la fractura fue por la división de la carga en el espécimen, y que el momento de ruptura por la contracción del área de fractura medida después de la fractura (este esfuerzo es llamado fuerza verdadera de tensión).
Unwin y asociado [I.31] estudiaron el punto de cedencia del Hierro y acero, el efecto de repetidas
cargas y recosido, llegaron a la conclusión que el cambio producido más allá del punto de cedencia es completamente reversible por simple recocido tanto en el Hierro como en el acero y aparentemente después de cualquier número de repeticiones del proceso, revelan que en el punto de cedencia ocurren cambios que podrían ser en un principio debidos a procesos químicos, o moleculares, o alotrópicos.
Bauschinger [I.32] utilizando especímenes de metales Hierro forjado y acero Bessemer. Encontró
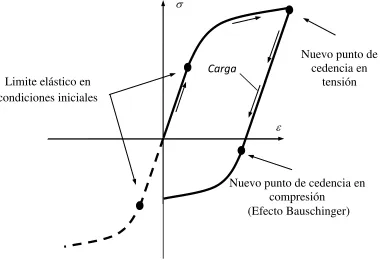
que la deformación plástica incrementa el límite elástico en la misma dirección al pre-deformado. Esta elevación en el límite elástico se mantiene en el material como una nueva propiedad mecánica cuando se remueve la carga. La pre-deformación plástica decremento el limite elástico en dirección contraria al pre-deformado. Si la magnitud del pre-deformado se incrementa, el límite elástico puede reducirse a cero (Figura I.8). El endurecimiento por deformación es posible al tensionar un espécimen hasta sobre pasar el límite de cedencia.
Bairstow [I.33] estableció dos teoremas relacionados con el efecto Bauschinger. En inicio postuló
efecto Bauschinger de componentes de latón, con un adecuado proceso de tratamiento térmico llamado recocido [I.34].
Figura I.8.- Efecto Bauschinger [1.32].
Por su parte Nadai [I.35] estudió el efecto Bauschinger en acero dulce aplicando una carga de torsión, dentro de la zona plástica y nuevamente aplicando carga de torsión en dirección opuesta. Posteriormente se realizó pruebas en componentes aplicando cargas a tensión. Los resultados fueron similares en ambas pruebas.
Canal [I.36] experimentó con tubos huecos sometidos a esfuerzos de torsión. Los materiales
ensayados fueron latón, Aluminio, Cobre, Magnesio y Níquel. Debido a la naturaleza del material empleado se mejoró la sensibilidad de la medición de los esfuerzos y deformaciones resultantes. Los resultados obtenidos mostraron que durante la inversión de la deformación el esfuerzo de cedencia inicial es más bajo que la deformación original, por lo tanto la curva esfuerzo- deformación, cambia en sentido del esfuerzo negativo o deformación positiva, y que la correspondencia esfuerzo-deformación unitaria, cambia su forma parabólica. También se logró
Nuevo punto de cedencia en compresión
(Efecto Bauschinger) Carga Nuevo punto de
cedencia en tensión Limite elástico en
condiciones iniciales
concluir que aquellos especímenes tratados térmicamente por encima de la temperatura de recristalización, todos los indicios del efecto Bauschinger desaparecen.
Zhang y colaboradores [I.37] examinaron el efecto de pre-deformado a tensión y sobre la resistencia
a la cedencia a compresión en Ti. 6Al. 2Cr. 2 Mo. 2Sn. Zr (Ti. 6. 22. 22). Las pruebas fueron de tensión y compresión para medir la retención de esfuerzos de cedencia a compresión después del relevado de esfuerzos. La retención de la resistencia a la cedencia a compresión, indica un proceso efectivo de relevado de esfuerzos. La reducción de un esfuerzo de cedencia a compresión depende de la magnitud de la deformación por pre-tensión. Todas las muestras pre-deformadas exhibieron muy bajos esfuerzos residuales.
Urriolagoitia y asociados [I.38] presentan un análisis numérico que evalúa el método de respuesta de grieta (Crack Compliance Method) utilizado en la medición experimental de esfuerzos, usando el software ANSYS. Se realiza en vigas con y sin historia previa, tres niveles de precarga se consideran: baja, media y alta que están relacionados con la tensión de fluencia del material simulado; también son consideradas propiedades del material como: isotropía y endurecimiento cinemático, el procedimiento consta en inducir un campo de tensiones residuales por flexión, posteriormente una ranura de corte es simulado y la relajación de la tensión producida es capturada, para determinar el campo de esfuerzos residuales originales.
I.5.- Efecto Bauschinger y esfuerzos residuales
Sidebottom y Chang [I.40] establecieron la influencia del efecto Bauschinger sobre la reducción de
la magnitud de los esfuerzos residuales en una viga deformada inelásticamente. Así como, la disminución en la capacidad de carga, cuando el sentido de la carga se invierte. Dos vigas rectangulares fueron examinadas, una hecha de un acero SAE 1020 y otra hecha de acero de vía de ferrocarril. La primera no exhibió endurecimiento por deformación para pequeñas deformaciones inelásticas y la segunda que exhibió endurecimiento por deformación. Los esfuerzos residuales y la capacidad de soportar cargas de las vigas, fueron apreciablemente más bajos que los valores teóricos, los cuales fueron derivados de suponer la no existencia del efecto Bauschinger.
Pommier y Bompard [I.41] propusieron el estudio en donde realizaron un análisis sobre el efecto
Bauschinger en su accionar sobre el nivel de apertura de grieta inducida plásticamente. El material aplicado fue un acero al 0.4% de carbono. Para esto se hicieron varios análisis de elemento finito, incluyendo las ecuaciones constitutivas de Chaboche y Juang [I.42] las cuales consideran el efecto Bauschinger del material, su ablandamiento y endurecimiento cíclico. El comportamiento cíclico plástico del material afecta fuertemente la conducta de la grieta después de una sobrecarga y una descarga.
Lorenzo y asociados [I.43] en su trabajo sometieron varias probetas de un acero perlítico a
solicitaciones de fatiga formadas por un ciclo de tracción-compresión, de tal forma que la carga aplicada supere el límite elástico del acero (en tracción y compresión). Los aceros perlíticos de alta resistencia analizados presentaron el efecto Bauschinger con ablandamiento cíclico, debido a la variación de los parámetros aplicados con pre-deformación plástica. La variación de las tenciones internas y efectivas con la pre-deformación plástica demuestra que los aceros estudiados presentan principalmente endurecimiento cinemático.
Urriolagoitia y colegas [I.44] investigan el uso de medidas de deformación de superficie para
determinar los esfuerzos residuales inducidos plásticamente en vigas bajo el efecto Bauschinger
automóvil, se llevaron tres tipos de pruebas, para caracterizar la curva esfuerzo-deformación del material y para inducir el efecto Bauschinger, las pruebas de deflexión fueron hechas para para inducir esfuerzos residuales, además, se hicieron pruebas para verificar la curva esfuerzo deformación derivadas de tensión y flexión, el procedimiento se corroboró mediante el método de elemento finito (ABAQUS). El documento muestra que los datos obtenidos de compresión esfuerzo-deformación pueden ser implícitamente determinados a partir de deflexión esfuerzo-esfuerzo-deformación mediante el uso de consideraciones de equilibrio. Esto elimina la necesidad de pruebas de compresión por separado.
Urriolagoitia y colaboradores [I.45] presentan un método para la obtención del comportamiento
esfuerzo-deformación aplicado simultáneamente en tensión y compresión bajo únicamente una prueba de flexión, el método se corrobora numéricamente y experimentalmente. El método se corrobora con datos teóricos obtenidos del análisis de elementos finitos y con datos experimentales.
I.6.- Planteamiento del problema
En diseño mecánico es preciso aprovechar al máximo las propiedades del material, hoy en día los diseños están sometidos a esfuerzos límite y ambientes de trabajo agresivos, el proceso como el maquinado para obtener la geometría final induce esfuerzos residuales que afectan la superficie del material propiciando la nucleación y propagación de grietas.
I.7.- Sumario
En este capítulo se presentó la literatura referente a los esfuerzos residuales derivados del proceso de arranque de viruta, sin embargo otros procesos de manufactura están implicados en la generación de esfuerzos residuales, en este capítulo se hace énfasis en los procesos de torneado y su análisis en corte ortogonal que es la manera más sencilla de análisis del proceso, además se presenta la bibliografía referente al análisis numérico de corte de viruta enfocado en la predicción de esfuerzos residuales, y como investigadores han encontrado en la utilización del método de elementos finitos una herramienta con ventajas para simular y predecir los fenómenos físicos resultados del proceso de arranque de viruta, además se presenta el estado del arte referente al endurecimiento por deformación y el efecto Bauschinger y por último se hace mención de la literatura que relaciona el efecto Bauschinger y los esfuerzos residuales.
I.8.- Referencias
1. Mackerle, J., Finite element analysis and simulation of machining; An addendum a bibliography (1996–2002), International Journal of Machine Tools and Manufacture, Vol. 43, No. 1, pp 103–114, 2003.
2. Davim, J. P., Machining Fundamental and Recent Advances, Ed. Springer-Verlag, London Limited, pp 68-71, 2008.
3. Henriksen, E. K., Residual stresses in machined surfaces, American Society of Mechanical
Engineers Transactions, Vol. 73, No. 1, pp 69-76, 1951.
4. Mallock, A., The action of cutting tools, Proceedings of the Royal Society, London, Vol. 33, pp 127-139, 1981.
5. Liu, C. R. y Barash, M. M., Variables governing patterns of mechanical residual stress in a machined surface, Journal of Engineering for Industry, Transactions ASME, Vol. 104, No. 3, pp 257-264, 1982.
6. Bayoumi, A. E. y Xie, J. Q., Some metallurgical aspects of chip formation in cutting Ti-6wt, %Al-4wt, %V alloy, Materials Science and Engineering A, Vol. 190, pp 173-180, 1995.
8. M´Saoubi, R., Outeiro, J. C., Changeux, B., Lebrun, J. L. y Morao-Dias, A., Residual stress analysis in orthogonal machining of standard and resulfurized AISI 316L steels, Journal of
Materials Processing Technology, Vol. 96, No. 1-3, pp 225-233, 1999.
9. El-Axir, M. H., A Method of modeling residual stress distribution in turning for different materials, Journal of Machine Tools and Manufacture, Vol. 42, pp 1055-1063, 2002.
10. Liu, M., Takagi, J. y Tsukuda, A., Effect of tool nose radius and tool wear on residual stress distribution in hard turning of bearing steel, Journal of Material Processing Technology, Vol. 150, pp 234-241, 2004.
11. Dahlman, P., Gunnberg, F. y Jacobson, M., The influence of rake angle, cutting feed and cutting depth on residual stress in hard turning, Journal of Materials Processing Technology, Vol. 147, No. 2, pp 181-184, 2004.
12. Sasahara, H., The effect on fatigue of residual stress and surface hardness resulting from different cutting conditions 0.45% Carbon steel, International Journal of Machine Tool and
Manufacture, Vol. 45, pp 131-136, 2005.
13. Tang, Z.T., Liu, Z. Q., Wan, Y. y Ai, X., Study on residual stress in milling Aluminum alloy 7050-T7451, Advanced Design and Manufacture to Gain a Competitive Edge, Chapter 2. pp 169-178, 2008.
14. Astrom, P., Simulation of manufacturing processes in product development, Doctoral Thesis, Lulea University of Technology Department of Applied Physics and Mechanical Engineering
Division of Computer Aided Design, Vol. 56, pp 1402 -1544, 2004.
15. Liu, C. R. y Guo, Y. B., Finite element analysis of the effect of sequential cuts and tool-chip friction on residual stresses in a machined layer, International Journal of Mechanical Sciences, Vol.42, pp 1069-1086, 2000.
16. Shet, C. y Deng, X., Residual stresses and strain in orthogonal metal cutting, International
Journal Tool and Manufacture, Vol. 43, No. 6, pp 573-587, 2003.
17. Sasahara, H, Obikawa, T. y Shirakashi, T., Prediction model of surface residual stress within a machined surface by combining two orthogonal plane models, International Journal of
Machine Tools and Manufacture, Vol. 44, No. 7-8, pp 815-822, 2004.
18. Ee, K. C., Dillon, O. W. Jr. y Jawahir, I. S., Finite element modeling of residual stresses in machininginduced by cuttingusinga tool with finite edge radius, International Journal of
19. Outeiro, J. C., Umbrello, D. y Saoubi, R. M., Experimental and numerical modeling of the residual stresses induced in orthogonal cutting of AISI 316L steel, International Journal of
Machine Tools & Manufacture, Vol. 46, No. 14, pp 1786-1794, 2006.
20. Tounsi, N., Vicenti, J., Otho, A. y Elbestawi, M. A., From the basic mechanisms of orthogonal metal cutting toward the identification of the constitutive equation, International Journal of
Machine Tools and Manufacture, Vol. 42, No. 12, pp 1373-1383, 2002.
21. Mohamed, N. A., Ng, E. G. y Elbestawi, M. A., Modeling the effects of tool-edge radius on residual stresses when orthogonal cutting AISI 316L, International Journal of Machine Tools
& Manufacture, Vol. 47, No. 2, pp 401-411, 2007.
22. Umbrello, D., Saoubi, R. M. y Outeiro, J. C., The influence of Johnson–Cook material constants on finite element simulation of machining of AISI 316L steel, International Journal
of Machine Tools & Manufacture, Vol. 47, No. 3-4, pp 462-470, 2007.
23. Ulutan, D., Erdem, A. B. y Lazoglu, I., Analytical modeling of residual stresses in machining,
Journal of Materials Processing Technology, Vol. 183, No. 1, pp 77-78, 2007.
24. Rizzuti, S., Umbrello, D., Filice, L. y Settineri, L., Finite element analysis of residual stresses in machining, International Journal of Mechanical Science, Vol. 3, No. 10, pp 431-434, 2010. 25. Kose, E., Kurt, A. y Seker, U., The effects of the feed rate on the cutting tool stresses in
machining of Inconel 718, Journal of Materials Processing Technology, Vol. 196, No. 1-3, pp 165-173, 2008.
26. Davim J. P. y Maranhao C., A study of plastic strain rate in machining of Steel AISS 1045 using FEM analysis, Materials and Design, Vol. 30, No. 1, pp 160-165, 2009.
27. Akbar, F., Mativenga, P. T. y Sheikh, M. A., An experimental and coupled thermo-mechanical finite element study of heat partition effects in machining, International Journal of Advanced
Manufacturing Technology, Vol. 46, No. 5-8, pp 491-507, 2010.
28. Adetoro, O. B. y Wen, P. H., Prediction of mechanistic cutting force coefficients using ALE formulation, International Journal of Advanced Manufacturing Technology, Vol. 46, No. 1-4, pp 79-90, 2010.
29. Askeland, D. R., Ciencia e Ingeniería de los materiales, 4ª Ed. Thomson, pp 321, 1998.
31. Unwin W.C., On the yield point of Iron and steel and the effect of repeated straining and annealing, The Royal Society of London, Vol. 57, pp 178-187, 1894.
32. Bauschinger, J., On the changes of the elastic limit and strength of iron and steel, by drawing out, by heating and cooling and by repetition of loading, Mittheilungen aus dem mechanischen
technischen Laboratorium der k, (Hochschule in Munchen, Munchen), pp 463- 465, 1886.
33. Bairstow, L., The elastic limits of Iron and steel under cyclical variations of stress
Philosophical Transactions of the Royal Society Series A, No. 210, pp 35-55, 1911.
34. Moore, H. y Beckinsale, S. J., The removal of internal stress in 70:30 brass by low temperature annealing, Journal of the Institute of Metals, Vol.23, pp 225- 245, 1920.
35. Nadai, A., Plasticity, McGraw. Hill, 1931.
36. Canal, J. R., Investigation of the Bauschinger effect in Copper, Massachusetts Institute of Technology, Master Thesis, 1960.
37. Zhang, X. D., Ginter, T. J., Cornell, B., Evans, D. J. y Fraser, H. L., Effect of stretching on the strength (Bauschinger’s effect) of Ti. 6Al. 2Cr. 2Mo. 2Sn. 2Zr alloy, Journal of advanced
material, Vol. 32, pp 34-38, 2000.
38. Urriolagoitia Sosa G., Urriolagoitia Calderón G., Sandoval- Pineda J. M., Hernández Gomez L. H., Mechán Cruz E. A. Rodríguez Cañizo R. G., Numerical Evaluation of the Crack Compliance Method (CCM) in Beams With and Without Prior History, Applied Mechanics and
Materials. Vols. 13-14, pp 173-182, 2008.
39. Urriolagoitia Sosa G., Romero Ángeles B., Hernández Gomez L. H., Urriolagoitia Calderón G., Beltrán Fernández J. A., Torres Torres C., Evaluation of the impact of residual stresses in crack initiation with the application of Crack Compliance Method Part I y II, Applied Mechanics and
Materials. Vols. 24-25, pp 261-266, 2010.
40. Sidebottom, O. M. y Chang, C. T., Influence of the Bauschinger effect on inelastic bending of beams.Proc. of the First U. S. National Congress of Appliqued Mechanical, pp 631-639, 1952. 41. Pommier, S. y Bompard, P., Bauschinger effect of alloys and plasticity-induced crack closure:
a finite element analysis, Fatigue Fracture Engineering Material Structure, Vol. 23, No. 2, pp 129-139, 2000.
43. Lorenzo, M., González, B., Matos, J. C., Aguado, L., Kharin, V. y Toribio, J., Análisis del efecto Bauschinger en aceros de alta resistencia, Anales de Mecánica de la Fractura, Vol. 1, No. 26, pp 319-324, 2009.
44. Urriolagoitia Sosa G., Durodola J. F. y Fellows N. A., Determination of Residual Stress in Beams Under Bauchinger Effect Using Surface Strain Measurements, Strain, Vol. 39, pp 177-185, 2003.
45. Urriolagoitia Sosa G., Durodola J. F., López Castro A. y Fellows N. A., A method for simultaneous derivation of tensile and compressive behavior of materials under Bauschinger effect using bend test, Journal of Mechanical Engineering Science, Vol. 220, pp 1509-1518, 2006.
CAPÍTULO II MARCO
TÉORICO
II.1.- Corte ortogonal y corte oblicuo
La tecnología de fabricación ha sido una fuerza impulsora detrás de las economías modernas desde
la Revolución Industrial hasta nuestros días. Los avances científicos han mejorado la capacidad de
transformación de materia prima en un producto útil. Los procesos de mecanizado de metales han creado mecanismos y estructuras que impregnan casi todos los aspectos de la vida humana. El mecanizado es un proceso aparentemente simple pero en realidad implica fenómenos complejos entre los campos de la metalurgia, tribología, elasticidad, plasticidad y transferencia de calor [II.1].
En este sentido, se pueden definir dos tipos de cortes en el mecanizado [II.2]:
1) El corte ortogonal. 2) El corte oblicuo.
En el corte ortogonal el flujo de viruta es a lo largo del plano pC 0 (Figura II.1a). En el corte
oblicuo el flujo de la viruta se desvía del plano ortogonal entonces pC 0 (Figura II.1b).
Figura II.1.- Tipos de corte. a) Corte ortogonal. b) Corte oblicuo [II.2]. f
V
f
V
c p
90°
c V
c V
90°
Herramienta
Viruta
0 )
a b)0
c o o
c a)
![Figura II.20.- Esquema de Johnson esfuerzos de frontera [II.27]](https://thumb-us.123doks.com/thumbv2/123dok_es/4981045.76161/74.612.97.523.80.345/figura-ii-esquema-johnson-esfuerzos-frontera-ii.webp)
![Figura II.21.- Discretización del movimiento de herramienta dentro de la zona plástica BC [II.12]](https://thumb-us.123doks.com/thumbv2/123dok_es/4981045.76161/76.612.117.509.267.515/figura-ii-discretizacion-movimiento-herramienta-dentro-zona-plastica.webp)
![Figura II.23.- Endurecimiento Isotrópico [II.31]](https://thumb-us.123doks.com/thumbv2/123dok_es/4981045.76161/79.612.205.413.261.472/figura-ii-endurecimiento-isotropico-ii.webp)