Diseño de un troquel progresivo para la fabricación del frontal de pestillo de una cerradura
98
0
0
Texto completo
(2) DISEÑO DE UN TROQUEL PROGRESIVO PARA LA FABRICACIÓN DEL FRONTAL DE PESTILLO DE UNA CERRADURA. JOHN EDISON NOVOA PEÑALOZA. MONOGRAFÍA PARA OPTAR POR EL TÍTULO DE: INGENIERO MECÁNICO. DIRECTOR DEL PROYECTO ING. VÍCTOR ELBERTO RUIZ ROSAS. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ D.C 2019.
(3) Nota de aceptación _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ _______________________________. Firma del autor. _______________________________. Firma del jurado. _______________________________. Firma del jurado. ______________________________. BOGOTÁ D.C, 20 DE MAYO DE 2019. 3.
(4) DEDICATORIA. Dedicado a mis padres: Deissy Peñaloza y Edison Novoa. Gracias por brindarme su apoyo durante estos años de formación profesional. Este logro también es de ustedes.. 4.
(5) TABLA DE CONTENIDO. RESUMEN ............................................................................................................. 15 INTRODUCCIÓN ................................................................................................... 17 1.. DESARROLLO DEL PROBLEMA .................................................................. 18 1.1. PLANTEAMIENTO DEL PROBLEMA ....................................................... 18. 1.2. JUSTIFICACIÓN ....................................................................................... 19. 1.3. OBJETIVOS.............................................................................................. 20. 1.3.1. OBJETIVO GENERAL ....................................................................... 20. 1.3.2. OBJETIVOS ESPECÍFICOS .............................................................. 20. 1.4 2.. METODOLOGÍA ....................................................................................... 20. MARCO TEÓRICO ......................................................................................... 22 2.1. TROQUELADO ......................................................................................... 22. 2.2. COMPONENTES DE UN TROQUEL ....................................................... 22. 2.3. OPERACIONES DE TROQUELADO........................................................ 24. 2.4. CLASIFICACIÓN DE LOS TROQUELES ................................................. 26. 2.4.1. Clasificación según las piezas producidas ......................................... 26. 2.4.2. Clasificación de acuerdo con el número de estaciones ...................... 26. 3.. ANTECEDENTES ........................................................................................... 29. 4.. DISEÑO DE LA TIRA DE MATERIAL ............................................................. 33 4.1. PIEZA PARA FABRICAR.......................................................................... 33. 4.2. DISPOSICIÓN DE LA TIRA DE MATERIAL ............................................. 34. 4.2.1. Cálculo del despliegue de la pieza ..................................................... 34. 4.2.2. Separaciones de la tira de material .................................................... 36 5.
(6) 4.2.3 5.. 6.. Desarrollo de la secuencia de operación ........................................... 38. CÁLCULOS PRELIMINARES ......................................................................... 43 5.1. FUERZAS DE CORTE.............................................................................. 43. 5.2. FUERZA DE DOBLADO ........................................................................... 45. 5.3. FUERZA TOTAL ....................................................................................... 46. 5.4. TOLERANCIA DE CORTE ....................................................................... 47. 5.5. CENTRO DE PRESIÓN............................................................................ 50. DISEÑO DE COMPONENTES ....................................................................... 52 6.1. DISEÑO DE PUNZONES ......................................................................... 52. 6.1.1. Longitud de punzones ........................................................................ 52. 6.1.2. Punzones perforadores circulares ...................................................... 54. 6.1.3. Punzón de paso ................................................................................. 55. 6.1.4. Punzones perforadores rectangulares ............................................... 56. 6.1.5. Punzón recortador del perfil exterior para doblado ............................ 57. 6.1.6. Punzón de doblado ............................................................................ 57. 6.1.7. Punzón separador .............................................................................. 58. 6.2. DISEÑO DE MATRICES........................................................................... 59. 6.2.1. Perfil de la abertura de las matrices ................................................... 59. 6.2.2. Cálculo de las dimensiones de las matrices ....................................... 61. 6.2.3. Matriz primera estación ...................................................................... 64. 6.2.4. Matriz segunda y tercera estación...................................................... 65. 6.2.5. Matriz de doblado y última estación ................................................... 65. 6.3. DISEÑO DE LA PLACA EXPULSORA ..................................................... 66. 6.3.1. Cálculo de la fuerza de separación .................................................... 68 6.
(7) 6.3.2. Placa expulsora .................................................................................. 69. 6.3.3. Guías pisadoras ................................................................................. 70. 6.4. 6.4.1. Placas porta-punzones....................................................................... 71. 6.4.2. Placas sufrideras ................................................................................ 72. 6.4.3. Pilotos centradores............................................................................. 73. 6.4.4. Reglas guía ........................................................................................ 74. 6.4.5. Casquillos y columnas........................................................................ 75. 6.4.6. Placas base superior e inferior ........................................................... 76. 6.5 7.. 8.. ENSAMBLES ............................................................................................ 77. ANÁLISIS FUNCIONAL .................................................................................. 79 7.1. SIMULACIÓN DE HERRAMIENTA .......................................................... 79. 7.2. DETECCIÓN DINÁMICA DE INTERFERENCIAS .................................... 80. SELECCIÓN DE MATERIALES ..................................................................... 83 8.1. ACERO PARA PUNZONES Y MATRICES............................................... 83. 8.1.1. Dureza y resistencia al desgaste ....................................................... 83. 8.1.2. Tenacidad .......................................................................................... 84. 8.1.3. Selección del acero ............................................................................ 84. 8.2 9.. DISEÑO DE OTROS COMPONENTES ................................................... 71. SELECCIÓN DE MATERIALES PARA LOS OTROS COMPONENTES .. 86. COSTOS DEL TROQUEL .............................................................................. 89 9.1. COSTOS DE FABRICACIÓN ................................................................... 89. 9.1.1. Materiales ........................................................................................... 89. 9.1.2. Mecanizado ........................................................................................ 90. 9.1.3. Tratamientos térmicos ........................................................................ 91 7.
(8) 9.1.4 9.2 10.. Costo total .......................................................................................... 92. COSTO DE DISEÑO ................................................................................ 92 CONCLUSIONES ........................................................................................ 94. BIBLIOGRAFÍA ...................................................................................................... 97. 8.
(9) LISTA DE FIGURAS. Figura 1. Componentes principales de un troquel.................................................. 22 Figura 2. Operación de recortado .......................................................................... 24 Figura 3. Operación de perforado en una pieza previamente embutida ................ 24 Figura 4. Operaciones de doblado y conformado .................................................. 25 Figura 5. Operación de embutido........................................................................... 25 Figura 6. Troquel compuesto ................................................................................. 27 Figura 7. Troquel combinado con operaciones de embutido, perforado y recortado ............................................................................................................................... 27 Figura 8. Troquel progresivo .................................................................................. 28 Figura 9. Troquel de transferencia ......................................................................... 29 Figura 10. Frontal de pestillo de cerradura ............................................................ 33 Figura 11. Vista lateral pieza doblada .................................................................... 35 Figura 12. Despliegue de la pieza de trabajo ......................................................... 36 Figura 13. Economía del material en el diseño de la tira ....................................... 36 Figura 14. Distancias de separación y despliegue de la pieza en la tira de material ............................................................................................................................... 38 Figura 15. Secuencia de operaciones estación 1 .................................................. 40 Figura 16. Secuencia de operaciones estaciones 2 y 3 ......................................... 41 Figura 17. Secuencia de operaciones estaciones 4 y 5 ......................................... 42 Figura 18. Secuencia de operaciones de todo el troquel ....................................... 42 Figura 19. Doblado de borde ................................................................................. 45 Figura 20. Valores longitudinales para calcular la fuerza de doblado .................... 46 9.
(10) Figura 21. Tolerancia de corte ............................................................................... 48 Figura 22. Coordenadas de las operaciones de troquelado .................................. 50 Figura 23. Ubicación en la tira de material del centro de presión .......................... 51 Figura 24. Condición de apoyo para punzones guiados ........................................ 53 Figura 25. Punzón perforador circular .................................................................... 55 Figura 26. Punzón de paso .................................................................................... 56 Figura 27. Punzones perforadores rectangulares .................................................. 56 Figura 28. Punzón T recortador perfil exterior ....................................................... 57 Figura 29. Punzón de doblado ............................................................................... 58 Figura 30. Punzón separador................................................................................. 59 Figura 31. Perfil de la abertura de la matriz ........................................................... 60 Figura 32. Esquema para el cálculo de las dimensiones de la matriz .................... 62 Figura 33. Matriz primera estación......................................................................... 65 Figura 34. Matriz segunda y tercera estación ........................................................ 65 Figura 35. Matriz de doblado y estación final ......................................................... 66 Figura 36. Método aplicando una placa fija ........................................................... 67 Figura 37. Método aplicando una placa elástica .................................................... 67 Figura 38. Placa expulsora .................................................................................... 70 Figura 39. Guías pisadoras .................................................................................... 71 Figura 40. Placas porta-punzones ......................................................................... 72 Figura 41. Placas sufrideras .................................................................................. 73 Figura 42. Piloto centrador ..................................................................................... 74 Figura 43. Reglas guía y componentes auxiliares ................................................. 75. 10.
(11) Figura 44. Casquillos y columna ............................................................................ 76 Figura 45. Placa base superior .............................................................................. 76 Figura 46. Placa base inferior y paralelas .............................................................. 77 Figura 47. Subensambles troquel progresivo ........................................................ 78 Figura 48. Antes y después de la secuencia de troquelado ................................... 80 Figura 49. Detección dinámica de interferencias ................................................... 82. 11.
(12) LISTA DE TABLAS. Tabla 1. Valores recomendados para la distancia entre piezas ............................. 37 Tabla 2. Cálculo de las fuerzas de corte ................................................................ 44 Tabla 3. Valores absolutos para tolerancia doble (2c) para algunos materiales .... 49 Tabla 4. Cálculo del centro de presión del troquel ................................................. 51 Tabla 5. Valores de la dimensión h en función del espesor del material ............... 60 Tabla 6. Valores de la constante Cm según las propiedades mecánicas .............. 62 Tabla 7. Resultados del cálculo de espesores de matriz y ancho de pared .......... 63 Tabla 8. Valores de la constante de separación Cs ............................................... 68 Tabla 9. Materiales típicos para punzones y matrices de corte ............................. 85 Tabla 10. Valor por kilogramo de los materiales del troquel progresivo ................. 90 Tabla 11. Costo hora-máquina............................................................................... 91 Tabla 12. Precios tratamientos térmicos ................................................................ 91 Tabla 13. Tabla de tarifas de servicios de ingeniería ............................................. 93. 12.
(13) LISTA DE ANEXOS. Anexo 1.. Frontal de pestillo. Anexo 2.. Tira de material. Anexo 3.. Punzones perforadores. Anexo 4.. Punzón de paso. Anexo 5.. Punzón recorte perfil exterior “T”. Anexo 6.. Punzón doblar. Anexo 7.. Punzón separador. Anexo 8.. Pilotos centradores. Anexo 9.. Matriz 1. Anexo 10.. Matriz 2. Anexo 11.. Matriz 3. Anexo 12.. Porta-punzones 1. Anexo 13.. Porta-punzones 2. Anexo 14.. Porta-punzones 3. Anexo 15.. Sufridera 1. Anexo 16.. Sufridera 2. Anexo 17.. Sufridera 3. Anexo 18.. Base superior. Anexo 19.. Regla posterior. Anexo 20.. Regla anterior. Anexo 21.. Base reglas, sostén y tope pisador. Anexo 22.. Placa expulsora. Anexo 23.. Guía pisadora 1. Anexo 24.. Guía pisadora 2. Anexo 25.. Guía pisadora 3. Anexo 26.. Base inferior. Anexo 27.. Columna. Anexo 28.. Casquillo base superior. Anexo 29.. Casquillo placa expulsora 13.
(14) Anexo 30.. Tope fijo, paralelas y grapas. Anexo 31.. Conjunto. Anexo 32.. Subensamble parte superior. Anexo 33.. Subensamble parte media. Anexo 34.. Subensamble parte inferior. Anexo 35.. Pasadores. Anexo 36.. Tornillos Allen. Anexo 37.. Tornillo limitador. Anexo 38.. Resortes. Anexo 39.. Acero recomendado Bohler. Anexo 40.. Prensa. Anexo 41.. Cotización Axxecol. Anexo 42.. Cotización CGA. Anexo 43.. Lista de precios Ferrotermicos. Anexo 44.. Lista de precios Tratar. Anexo 45.. Cotización del mecanizado Setemi. Anexo 46. Costos totales. 14.
(15) RESUMEN. El presente trabajo está elaborado con el fin presentar el proceso de diseño de un troquel progresivo para la fabricación de una pieza en chapa metálica. Se muestra toda la metodología realizada, desde el planteamiento inicial hasta el diseño final. Este documento contiene una breve introducción acerca del diseño en ingeniería de troqueles. Luego, expone el planteamiento del problema, el cual explica los motivos del porqué diseñar el troquel. Posteriormente, en la justificación, hace énfasis en las principales razones para elaborar el proyecto. Por otra parte, se plantean los objetivos a cumplir durante la elaboración del diseño. También, el documento contiene información generalizada de los troqueles, por ejemplo, como la clasificación de los troqueles, los componentes más comunes y los diferentes procesos de transformación de chapa que se pueden hacer por troquelado, además, contiene una breve información relacionada a trabajos de diseño de troqueles elaborados por otros autores. El diseño de la herramienta empieza a partir del modelado y plano del frontal de pestillo. Esta geometría define gran parte de las dimensiones y formas de los componentes del troquel. Desde las medidas de la pieza se calcula el despliegue y el desarrollo de la disposición en la tira de material, en donde se establece las estaciones y la secuencia de operaciones de troquelado necesarias para conformar la pieza de trabajo. Con la disposición de la tira y la secuencia de operaciones se realizan los cálculos respectivos y se diseñan los componentes principales, como los son los punzones, matrices, y los otros elementos que influyen en la funcionalidad del troquel. En el diseño se da una descripción de cada componente y se explica su función. Después de definir geometrías y dimensiones, sigue el proceso de selección de materiales y tratamientos que deben llevar los componentes. Por otra parte, se muestra el análisis funcional realizado desde el programa CAD, finalmente, se presenta la estimación del costo de fabricación y diseño de la herramienta y las conclusiones respectivas. 15.
(16) Palabras clave: Troquel progresivo, diseño mecánico, herramental, selección de materiales, diseño asistido por computador.. 16.
(17) INTRODUCCIÓN. Una gran variedad de procesos de formado de láminas o chapas metálicas son usados actualmente. Muchos de estos procesos de deformación son utilizados para fabricar partes de aeronaves, automóviles, dispositivos electrónicos, etc. La industria de la chapa metálica es una de las que más se ha desarrollado hasta la actualidad, sin embargo, debido a la creciente demanda y al continuo avance científico y tecnológico, se requiere mejorar y optimizar los procesos de deformación, siendo estos cada vez más complejos con el fin de satisfacer las demandas de productividad, y disminuir tiempos y costos. Los troqueles son una de las principales herramientas mecánicas que se utilizan para los procesos de transformación de chapa metálica. El troquelado comprende procesos de deformación en los que una pieza de metal se forma por medio de herramientas denominadas punzones y matrices. El diseño de troqueles es una rama importante de la ingeniería de herramientas. Es un proceso complicado que relaciona muchas variables y que requiere de mucha exactitud. El diseño de estas herramientas depende de las características del material de la pieza a troquelar, las condiciones y geometría de la pieza, la mecánica de la deformación plástica, el equipo utilizado (Prensa) y los requisitos del producto terminado. Estos factores influyen en la selección de la geometría, dimensiones y el material de los componentes del troquel. Debido a la complejidad de muchas operaciones de deformación de chapa metálica, es necesario recurrir a modelos de diversos tipos para diseñar estos dispositivos. El presente documento muestra la elaboración del proceso de diseño de un troquel progresivo para la fabricación de una pieza de cerradura. Explica todo el procedimiento de diseño realizado, desde el planteamiento inicial, cálculos, diseño de componentes, simulación, selección de materiales y costos del troquel.. 17.
(18) 1. DESARROLLO DEL PROBLEMA. 1.1. PLANTEAMIENTO DEL PROBLEMA. En Colombia hay una compañía dedicada a la fabricación y venta de productos para la seguridad de accesos, es decir, cerraduras residenciales y comerciales, cierrapuertas, candados, barras antipánico y otros productos más. Es una empresa multinacional que maneja diversas marcas de productos y se encuentra en varios países. Esta empresa transfiere información de sus productos a sus diferentes sucursales y a veces es necesario fabricar las partes dentro de cada una de estas. El proceso de fabricación que se emplea para la elaboración de la mayoría de las piezas que conforman estos productos, debido a que se fabrican en chapa metálica, es por medio del troquelado. Esta empresa ha diseñado sus herramientas a partir del conocimiento y habilidad de sus técnicos. Estas personas diseñan y fabrican los troqueles con base a su experiencia, es decir, sus diseños son desarrollados de forma empírica. Las áreas de esta empresa que involucran ingeniería están más centradas a fortalecer la productividad, esto significa que no existe un departamento especializado en el diseño de herramientas y simplemente cuentan con la capacidad de sus técnicos y con poco personal que dominan algún software de diseño asistido por computador. Algunas veces se requiere subcontratar a empresas especializadas en la fabricación de componentes mecánicos para que se encarguen del diseño y fabricación de los troqueles, debido a que la capacidad instalada solo alcanza para la reparación y el mantenimiento de las herramientas. Con base en lo anterior, esta empresa va a empezar a producir una nueva cerradura en Colombia y es necesario diseñar los troqueles para elaborar cada una de las piezas que conforman el producto, debido a que cada parte de la cerradura necesita de una herramienta diferente. En este sentido, surge la necesidad de realizar el 18.
(19) diseño de uno de estos troqueles para fabricar el frontal de pestillo de esta cerradura, aplicando conocimientos de metodologías de diseño mecánico, ingeniería de troqueles y herramientas informáticas CAD.. 1.2. JUSTIFICACIÓN. Se busca diseñar un troquel progresivo para fabricar el frontal de pestillo de una cerradura que todavía no se fabrica en Colombia. La justificación principal del diseño se basa en que esta empresa no diseña sus herramientas con base a conocimientos de ingeniería, lo que conlleva a que se fabriquen herramientas que muchas veces no funcionen correctamente desde un inicio y que sea necesario modificarlas recurrentemente hasta que funcionen adecuadamente. Estas modificaciones requieren de un gasto considerable, debido a que se desperdician materiales, se rompe o se desgasta prematuramente la herramienta, se requiere rediseñar los componentes y es necesario volver a comprar la materia prima para fabricarlos, se aumenta el costo hora-máquina de las diferentes máquinas herramientas que se utilizan para fabricar las piezas y cualquier otra alteración es reflejada en gastos excesivos que podrían evitarse. El diseñar un troquel con bases de ingeniería de troqueles y herramientas informáticas CAD disminuirían considerablemente los posibles errores de diseño, manufactura y ensamble que se pudieran presentar. Por otra parte, diseñar un troquel es un ejercicio interesante en el cual se implementaría varias ramas de la carrera de ingeniería mecánica. Por ejemplo, se aplican conocimientos en áreas de resistencia de materiales, diseño mecánico, selección de materiales, tratamientos térmicos y dibujo de máquinas, es decir, que el diseño de este tipo de dispositivos agrupa de forma adecuada varios conocimientos aprendidos durante la carrera. También, se requiere profundizar en el estudio de diseño de este tipo de herramientas, lo cual fortalece las competencias de investigación y diseño de la persona que lo realice.. 19.
(20) 1.3. OBJETIVOS. 1.3.1 OBJETIVO GENERAL Diseñar un troquel progresivo para la producción en chapa metálica del frontal de pestillo de una cerradura. 1.3.2 OBJETIVOS ESPECÍFICOS •. Establecer parámetros y restricciones de diseño de acuerdo con el material y geometría de la pieza, volumen de producción y capacidad instalada. •. Plantear el diseño conceptual de la tira de material y el diseño del troquel con base a las restricciones y parámetros establecidos. •. Realizar el diseño de detalle y cálculos técnicos requeridos para el dimensionamiento, selección de materiales y características de los componentes del troquel. •. Diseñar con herramientas CAD el modelado del troquel y los planos de fabricación, y validar la funcionalidad de la herramienta por medio de simulaciones. •. Elaborar una estimación del costo de diseño y fabricación de los componentes de la herramienta. 1.4 •. METODOLOGÍA Investigación preliminar:. Se buscará la información inicial necesaria para empezar el diseño del troquel. Se requiere el modelado y plano de la pieza a troquelar, especificación técnica de la materia prima y cantidad de piezas/mes estimadas. •. Planteamiento previo:. Se planteará la propuesta inicial de la disposición de tira de material y configuraciones de los cortes de los punzones. Este desarrollo es importante, ya 20.
(21) que de este planteamiento depende gran parte del diseño de componentes del troquel. •. Cálculos iniciales:. Se va a calcular la fuerza de corte, fuerza de expulsión, capacidad de la prensa, tolerancias de corte, centro de presión y cualquier otro cálculo necesario antes de modelar el troquel. •. Modelado:. Se realizará el modelado de los componentes del troquel en un software CAD. •. Diseño componentes:. Durante el modelado, será necesario realizar los cálculos técnicos necesarios para determinar las geometrías y dimensionar los componentes del troquel a partir de los cálculos iniciales y del diseño de la tira de material. •. Selección y adecuación de materiales:. Posteriormente se elegirán los materiales que aseguren la durabilidad y el buen funcionamiento de la herramienta. Se escogerá cualquier otra característica que favorezca el desempeño de los componentes. •. Análisis funcional:. Se utilizará una herramienta de simulación de movimiento para analizar el comportamiento y verificar el funcionamiento del troquel. También, se realizarán análisis de movimiento donde se evaluará la correcta interacción entre componentes. •. Diseño final:. Se realizarán los reajustes necesarios al diseño, se seleccionarán elementos normalizados y se darán los detalles finales de la herramienta, como lo son los planos de fabricación. •. Cotización:. Se elaborará una estimación de los costos de diseño y fabricación de la herramienta.. 21.
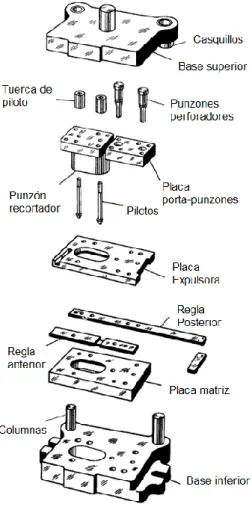
(22) 2. MARCO TEÓRICO. 2.1. TROQUELADO. Se define como troquelado al conjunto de operaciones con las cuales, sin producir viruta, se somete a una lámina metálica plana a ciertas transformaciones con el fin de obtener una pieza de forma geométrica propia. Normalmente estas operaciones se ejecutan en prensas y se utiliza una herramienta denominada troquel.. 2.2. COMPONENTES DE UN TROQUEL. Las principales partes que conforman un troquel se muestran en la figura 1.. Figura 1. Componentes principales de un troquel Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. 22.
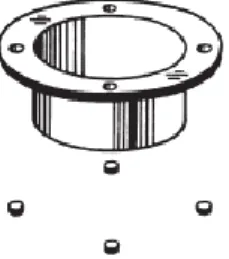
(23) •. Base superior e inferior. Las bases son elementos estructurales del troquel, albergan las herramientas y los otros componentes. Se utilizan para montar el troquel al cabezal y la mesa de la prensa. •. Punzón. Es la herramienta que genera presión a la chapa metálica, el punzón y la matriz son los componentes encargados de dar forma la pieza de trabajo. •. Placa expulsora. La placa pisadora o expulsora separa la tira de material adherida a la periferia de los punzones. •. Reglas guía. Las reglas son miembros delgados de acero con el cual se mantiene el desplazamiento de la tira de material a través de la matriz. •. Matriz. La placa matriz es de acero de herramientas templado, junto con el punzón son los elementos que transforman la tira de material gracias a la forma que estos poseen y a la tolerancia existente entre ellos. •. Casquillos y columnas. Estos componentes se utilizan para mantener el alineamiento entre los conjuntos superior e inferior del troquel. •. Placa porta-punzones. Es un bloque de acero de máquinas que retiene los punzones, manteniendo sus cabezas contra la base porta punzones. •. Pilotos centradores. La cabeza de los centradores tiene forma redondeada y entra en los agujeros previamente perforados en la tira. Debido a su forma corrigen la posición de la tira antes de que se produzca el corte de la pieza.. 23.
(24) •. Elementos de unión. Esos elementos mantienen fijos los diversos componentes del troquel.. 2.3 •. OPERACIONES DE TROQUELADO Recortado. Piezas troqueladas con contorno irregular que son recortadas y separadas de la tira. Las operaciones de perforado y embutido deben ser realizadas en la tira antes de la operación de recortado (Paquin, 2006).. Figura 2. Operación de recortado Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. •. Perforación. La operación de perforación hace agujeros en las piezas antes de que sea recortada de la tira. Se perforan agujeros después de que la pieza ha sido conformada o embutida. Frecuentemente es impracticable obtener agujeros antes o durante una operación de conformado porque se deformarán en esa operación (Paquin, 2006).. Figura 3. Operación de perforado en una pieza previamente embutida Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. 24.
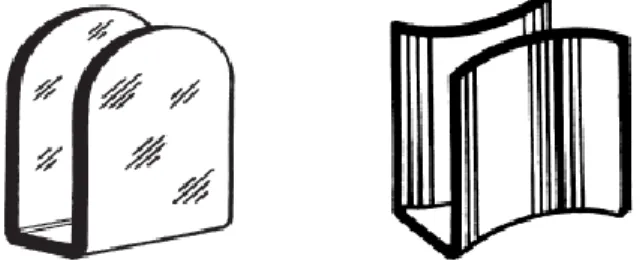
(25) •. Doblado y conformado. Las matrices de doblar realizan doblados sencillos en piezas obtenidas por troquelado. El doblado es sencillo cuando la línea de doblado es recta. Las matrices de doblado son ampliamente utilizadas (Paquin, 2006). Las matrices de conformar producen formas más complicadas en las piezas de trabajo. Las líneas de doblado son curvas en lugar de rectas (Paquin, 2006).. Figura 4. Operaciones de doblado y conformado Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. •. Embutido. Las matrices de embutir transforman las chapas planas en vasijas, cilindros u otras formas estiradas, sometiendo el material a una fuerte deformación plástica. (Paquin, 2006).. Figura 5. Operación de embutido Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. 25.
(26) 2.4. CLASIFICACIÓN DE LOS TROQUELES. 2.4.1 Clasificación según las piezas producidas Dependiendo de la cantidad de piezas producidas (altas, medias o bajas) los troqueles se pueden clasificar de la siguiente forma: •. Clase A. Estos troqueles se usan solo para producciones altas. Se utilizan los mejores materiales, y todos los componentes o secciones delicadas están cuidadosamente diseñadas para un fácil reemplazo. Poseen una vida útil larga, precisión constante durante todo su funcionamiento y facilidad de mantenimiento. Estas características son independientes del costo de la herramienta (Boljanovic, 2014). •. Clase B. Estos troqueles son aplicables a cantidades de producción mediana y están diseñados para producir solo la cantidad designada. El costo del troquel en relación con la producción total se convierte en una consideración importante. Se pueden usar materiales más baratos, siempre que sean capaces de producir la cantidad total, y se tiene menos en cuenta el problema de la facilidad de mantenimiento (Boljanovic, 2014). •. Clase C. Estos troqueles representan las herramientas más baratas que se pueden construir y son adecuadas para la producción de piezas de bajo volumen (Boljanovic, 2014). 2.4.2 Clasificación de acuerdo con el número de estaciones •. Troquel de una estación o coaxial. Los troqueles de única estación pueden ser compuestos o combinados. ▪. Troquel compuesto. Un troquel en el que dos o más operaciones de corte se coordinan para producir una pieza en cada golpe de prensa se denomina troquel compuesto (Boljanovic, 2014). 26.
(27) Figura 6. Troquel compuesto Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. ▪. Troquel combinado. Un troquel en el que las operaciones de corte y no corte se coordinan para producir una pieza de un golpe de la prensa se denomina troquel combinado (Boljanovic, 2014).. Figura 7. Troquel combinado con operaciones de embutido, perforado y recortado Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. 27.
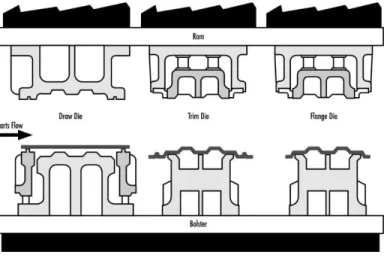
(28) •. Troquel de múltiples estaciones. Los troqueles de múltiples estaciones están dispuestos de manera que una serie de operaciones secuenciales se coordina con cada carrera de prensa. Dos tipos de troqueles son usados: ▪. Troquel progresivo. Un troquel progresivo se usa para transformar tiras de material en piezas completas. Esta transformación se realiza de forma gradual o progresiva mediante una serie de estaciones que cortan, forman y embuten el material en la forma deseada. Los componentes que realizan las operaciones en el material son únicos para cada parte. Estos componentes están ubicados y guiados en aberturas de corte de precisión en placas, que a su vez están ubicadas y guiadas por pasadores (Boljanovic, 2014). Todo el troquel es accionado por una prensa mecánica que mueve el troquel hacia arriba y hacia abajo. La prensa también es responsable de alimentar el material a través del troquel, progresándolo de una estación a la siguiente con cada carrera.. Figura 8. Troquel progresivo Fuente: Paquin, J. (2006). Die Design Fundamentals. New York: Industrial Press.. 28.
(29) ▪. Troquel de transferencia. En las operaciones de troquelado de transferencia, piezas individuales recortadas en forma de blanco se mueven mecánicamente estación por estación dentro de un conjunto de troqueles único. Las piezas de trabajo grandes se realizan con líneas de prensas en tándem donde se mueve el material desde prensa a prensa en la que se realizan operaciones específicas (Boljanovic, 2014).. Figura 9. Troquel de transferencia Fuente: Wikipedia. (s.f.). Transfer Stamping. Obtenido de Wikipedia: https://en.wikipedia.org/wiki/Transfer_stamping. 3. ANTECEDENTES. En la información y textos encontrados se encuentran algunos trabajos relacionados al presente estudio que sirven de base para el desarrollo del proyecto.. En la Universidad Distrital Francisco José de Caldas, los estudiantes de ingeniería mecánica Cindy Lorena Sarmiento Beltrán y Daniel Camilo Velásquez, en su monografía “Diseño de un troquel coaxial doble para la producción de la pieza tapa betún 30g-36g y uso exclusivo de la prensa (Alfons Haar P15) en la empresa Incoltapas S.A.”, plantearon un diseño de un troquel coaxial doble para ampliar la. 29.
(30) capacidad de producción y disminuir costos de mano de obra en la producción de una tapa metálica de betún. Para iniciar el proceso de diseño, ellos realizaron una matriz QFD para poder escoger las principales necesidades del cliente, enfocarse en ellas y convertirlas en requerimientos de diseño. Este diseño de troquel coaxial doble se basa en el troquel coaxial simple que actualmente trabajaba en esta empresa. En el proceso de diseño se calcularon la fuerza de corte, tolerancias de corte y otros requerimientos en base al material de la tira, la disposición en esta y las especificaciones de la prensa. Los diseños de los componentes del troquel (matrices, punzones, expulsores, porta punzones, entre otros) se basaron en las geometrías que ya se tenían en el troquel coaxial simple. Todo el modelado CAD de la herramienta se hizo en Solid Edge. Hicieron un análisis de elementos finitos estático estructural con ANSYS. Por último, mostraron cotizaciones para la fabricación de algunos de los componentes del troquel.. Miguel Ángel Archundia López, en su tesis de grado “Diseño y manufactura de un troquel de corte con fines didácticos” para optar por el título de ingeniero mecánico en la Universidad Nacional Autónoma de México, desarrolla el diseño y fabricación de un troquel de corte progresivo de dos pasos para que sea utilizado como recurso educativo para los estudiantes de esa misma universidad. En su trabajo, el autor inicia su escrito abordando los conceptos fundamentales del troquelado, enfatizando en los principios de corte y los factores que están involucrados en este proceso. Más adelante, describe los principios básicos que se deben tener presentes para diseñar los elementos más importantes que constituyen un troquel, como lo son la matriz, punzón, pisadores, entre otros. Por otra parte, se desarrolla paso a paso el diseño y los cálculos correspondientes de los elementos del troquel, usando el programa Siemens NX como herramienta de apoyo. Se muestra la geometría seleccionada, las fuerzas necesarias para realizar el proceso, el diseño de la tira a troquelar, el dimensionamiento de la matriz, el diseño del 30.
(31) punzón, la tolerancia entre matriz y punzón, así como otros parámetros básicos del troquel. Por último, explica cómo se realizó el proceso de manufactura del troquel, los materiales utilizados, el tipo de maquinado empleado, algunos parámetros de corte y las herramientas utilizadas. Se describe el proceso de ensamble de todos los elementos y las pruebas realizadas para verificar el funcionamiento de la herramienta.. Manoj Balakrishnan y Jason Cherian Issac, en su artículo llamado “Design of the Multi-Stage Progressive Tool for Blanking a Sheet Metal Component”, publicado en la revista The International Journal of Precision Engineering and Manufacturing describen el proceso de diseño de un troquel progresivo de solo corte para fabricar un componente en lámina metálica. Este documento empieza con el diseño de la tira de material, donde se describe el procedimiento para buscar la disposición más adecuada para que el porcentaje de aprovechamiento de la materia prima sea el más alto posible. Escogen entre tres posibilidades (acomodando la pieza horizontal, vertical o inclinada), los autores calculan que la disposición horizontal es la más optima de las tres. Más adelante, se muestra el procedimiento para calcular las fuerzas de corte, tolerancia de corte, la fuerza de expulsión y la carga total que debe ejercer la prensa. También, describen la forma de calcular el espesor de las matrices y diferentes placas con base a las fuerzas anteriormente halladas. Se realiza una descripción del procedimiento de diseño de los componentes del troquel, como lo son las matrices, placas guías, punzones, placa expulsora, y otros. Muestran el cálculo del centro de presión de la herramienta. Explican el procedimiento para seleccionar los componentes normalizados del troquel, como los tornillos, pasadores y columnas. Finalmente, se muestra el ensamble final del troquel y se resumen las consideraciones dimensionales finales.. 31.
(32) Zhi-Xin Jia, Hong-Lin Li, Xue-Chang Zhang, Ji-Qiang Li y Bo-Jie Chen, en su artículo denominado “Computer-aided structural design of punches and dies for progressive die based on functional component”, publicado en la revista The International Journal of Precision Engineering and Manufacturing, presenta el desarrollo de una herramienta computacional para el diseño estructural de punzones y matrices para un troquel progresivo que se utiliza para fabricar el núcleo de un motor eléctrico. En primer lugar, los autores explican que la forma de fabricación tradicional del núcleo del motor es engorrosa, muy ineficiente y que se presentan muchos errores; y que al usar troqueles progresivos aumenta considerablemente la eficiencia del proceso y la calidad de las piezas. El objetivo de este documento es desarrollar una herramienta computacional para seleccionar punzones y matrices con base a componentes funcionales del software SolidWorks, es decir, que a partir de una librería de componentes que posee la empresa encargada de fabricar los núcleos de los motores, se puedan seleccionar y agregar de forma automática al modelado del troquel. Los autores organizan la librería y dividen los punzones y matrices en tres grupos: normalizados, semi normalizados y no normalizados. Lo que pretenden es que a partir de la geometría y del tipo de operación que se quiere troquelar, se puedan seleccionar los punzones y matrices de acuerdo con la configuración que se seleccione, además, que estos componentes se generen e inserten al ensamble del troquel automáticamente. Asimismo, que se modifique el modelado de los otros elementos que componen el troquel de forma automática. En el documento se muestran diferentes ejemplos de selección de punzones y matrices que se adecuan según el tipo de operación que se quieren realizar, por ejemplo, se muestra la generación automática del punzón y matriz para una operación de perforado basada en una geometría circular presente en la tira del material. Por último, los autores especifican que esta herramienta solo sirve para generar punzones y matrices de perforado y recortado, pero que se puede ajustar para que también sirva para hacer otro tipo de operaciones. 32.
(33) 4. DISEÑO DE LA TIRA DE MATERIAL. 4.1. PIEZA PARA FABRICAR. Para empezar el diseño de un troquel, es necesario hacer un estudio de la pieza que se va a fabricar, debido a que, con la geometría, cantidad de piezas y material de fabricación, se empieza a diseñar la tira, las estaciones y los principales componentes del troquel. La geometría y material del frontal de pestillo ya está completamente definido por la empresa. La pieza en vista isométrica y sus medidas está mostrada en la figura 10. Esta pieza hace parte del conjunto de componentes que conforman una cerradura y es necesario fabricarla para cerraduras de izquierda y de derecha. Para este caso, la geometría particular de la pieza permite que se pueda utilizar la misma para cerraduras de izquierda y derecha, es decir, que solamente se requiere un troquel o una sola configuración de este. El plano de la pieza y sus características se muestra como anexo al final del documento (Anexo 1).. Figura 10. Frontal de pestillo de cerradura Fuente: Del autor.. 33.
(34) El frontal de pestillo se fabricará, según la información de la empresa, en acero AISI 1020 laminado en frio. Por otra parte, como las piezas de esta cerradura todavía no se fabrican en Colombia, el valor estimado de la cantidad de piezas requeridas es de 100.000 piezas mensuales.. 4.2. DISPOSICIÓN DE LA TIRA DE MATERIAL. La mayor parte del costo de producción de una pieza troquelada es la materia prima, es decir, economizar el material es el punto más importante para tener en cuenta en el diseño de la tira del troquel. La posición de la pieza desplegada en la tira debe ser cuidadosamente diseñada para evitar grandes desperdicios de material, por lo tanto, se debe diseñar la tira de tal forma que el retal o desperdicio sea lo más mínimo posible (Boljanovic, 2014). En el diseño de la tira, el primer paso es desplegar y hacer el desarrollo de la pieza de trabajo, lo que significa calcular el blanco necesario para obtener la pieza de tal forma que se vea como una figura plana. En este caso, la pieza posee solamente un doblez, por lo tanto, es necesario calcular la longitud inicial de esta pieza antes de la operación de doblado.. 4.2.1 Cálculo del despliegue de la pieza Para obtener la longitud inicial del ancho de la pieza es necesario determinar la longitud antes del proceso de doblado, debido a que se debe de tener en cuenta el estiramiento y la deformación plástica generada. Este cálculo se realiza a partir de la geometría del doblez y la longitud hallada se denomina tolerancia de doblado. El valor se calcula a partir de la siguiente ecuación: 𝐴𝑏 = 2𝜋. 𝛼 (𝑅 + 𝑘𝑏𝑎 𝑇) 360°. 34. (1).
(35) donde 𝐴𝑏 = tolerancia de doblado (mm); 𝛼 = ángulo de doblado en grados; 𝑅 = radio de doblado, (mm); 𝑇 = espesor del material, (mm); y 𝑘𝑏𝑎 es un factor para estimar el estirado. Los siguientes valores de diseño se recomiendan para 𝑘𝑏𝑎 : si 𝑅 < 2𝑇, 𝑘𝑏𝑎 = 0,33; y si 𝑅 ≥ 2𝑇, 𝑘𝑏𝑎 = 0,50 (Groover, 2007). Hay que resaltar que en este cálculo no se tiene en cuenta el fenómeno de la recuperación elástica (springback) porque los requerimientos de diseño y características funcionales de la pieza no lo requiere. Para este caso particular, la vista de perfil de la pieza se muestra en la siguiente figura:. Figura 11. Vista lateral pieza doblada Fuente: Del autor.. Reemplazando los datos de la figura 11 en la ecuación 1 y tomando como factor de estiramiento 0,50, el valor de la tolerancia de doblado es: 𝐴𝑏 = 2𝜋. 53,5° (10,7 𝑚𝑚 + (0,5)(2,4 𝑚𝑚)) = 11.1 𝑚𝑚 360°. Al sumar el valor de la tolerancia de doblado a la longitud restante de la pieza sin doblar, se obtiene el ancho total de la pieza desplegada. La longitud del ancho de la pieza entonces es: 51,3 𝑚𝑚 + 11,1 𝑚𝑚 = 62,4 𝑚𝑚 De acuerdo con el plano de la pieza y la longitud del ancho calculada, el despliegue de la pieza de trabajo es mostrado en la figura 12.. 35.
(36) Figura 12. Despliegue de la pieza de trabajo Fuente: Del autor.. A partir de tener las dimensiones principales de la pieza en forma de blanco, se puede hacer la proyección de la tira de material en cada una de las estaciones que sean necesarias hasta conformar la pieza final.. 4.2.2 Separaciones de la tira de material El diseño de la tira de material debe incluir la cantidad mínima de desperdicio viable entre pieza y pieza, proporcionando a la tira la suficiente rigidez y estabilidad para soportar los esfuerzos durante cada una de las etapas de troquelado. Para obtener la distancia de separación entre piezas y distancia hasta el borde de la tira, se sigue a partir de lo siguiente:. Figura 13. Economía del material en el diseño de la tira Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. 36.
(37) Donde 𝑚 = distancia desde el borde del blanco hasta el lado de la tira; 𝑛 = distancia entre piezas (puente); 𝑡 = paso de la tira; 𝐷 = ancho del blanco; 𝑏 = largo de la pieza; 𝑇 = espesor del material; y 𝐵 = ancho de la tira (Boljanovic, 2014). Basándose en la información mostrada en la figura 12, el ancho del blanco 𝐷 es 62,4 mm y el largo de la pieza b es 123,4 mm. El valor de 𝑚 se calcula con la siguiente fórmula (Boljanovic, 2014): 𝑚 = 𝑇 + 0,015𝐷. (2). Y el valor del puente 𝑛 se obtiene a partir de los datos recomendados de la siguiente tabla: Dimensión (mm) n. 0,61 a 0,8 3,5. Espesor del Material T > 0,6 (mm) 0,81 a 1,25 1,26 a 2,5 2,51 a 4,0 4,3 5,5 6. 4,1 a 6,0 7. Tabla 1. Valores recomendados para la distancia entre piezas Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. Reemplazando en la ecuación 2, el resultado es: 𝑚 = 2,4 𝑚𝑚 + 0,015(62,4 𝑚𝑚) = 3.3 𝑚𝑚 Este valor es la distancia mínima que debe haber desde el borde del blanco hasta el lado de la lámina. Para poder obtener un ancho de lámina con valor entero, se decide aumentar el valor de 𝑚 hasta 3,8 mm, lo que permite establecer el ancho de tira en 70 mm. Se toma el valor del puente como 5,5 mm sabiendo que se tiene un espesor de lámina alrededor de 2,4 mm. El paso de la tira se calcula simplemente al sumar el largo de la pieza y el valor de la distancia entre piezas, es decir, el paso es 128,9 mm.. 37.
(38) Con base a lo anterior y teniendo la geometría del blanco definida, el despliegue de la pieza en la tira de material se muestra de manera más clara en la figura 14. Las distancias de separación establecidas están presentadas en forma de cotas.. Figura 14. Distancias de separación y despliegue de la pieza en la tira de material Fuente: Del autor.. 4.2.3 Desarrollo de la secuencia de operación Habiendo obtenido el despliegue y las separaciones entre piezas de la tira de material, se puede realizar todo el diseño de cada una de las estaciones del troquel. Como es un troquel progresivo, la tira de material va atravesando el troquel de estación en estación hasta conformar la pieza final. Existen algunos principios que se recomiendan seguir para hacer el desarrollo de la tira durante la secuencia de operación y así garantizar una correcta construcción del troquel, algunos de estas pautas son las siguientes: •. Perforar orificios de pilotaje y muescas en la primera estación de la matriz. Una consideración importante en el trabajo de troquel progresivo es la medición y ubicación adecuadas de la pieza a lo largo de una secuencia de operaciones. Se deben proporcionar medios para facilitar la ubicación en las primeras operaciones. Estos orificios de pilotaje o puntos de ubicación se pueden usar a lo largo del resto. 38.
(39) de las operaciones para garantizar que una pieza se produzca de acuerdo con las especificaciones (Semiatin, 2006). •. Distribuir los orificios perforados en varias estaciones si están demasiado cerca entre sí. Si bien se recomienda que todos los orificios se perforen en la misma estación, para mantener mejor las tolerancias, los orificios que están demasiado cerca entre sí pueden causar daños a los punzones debido al apiñamiento del metal. Esto puede compensarse en algunos casos al acomodar los punzones para permitir que los punzones más grandes perforen primero, seguidos de los punzones más pequeños. Sin embargo, si el número de orificios a perforar es grande, se pueden lograr mejores resultados al extender las operaciones de perforación (Semiatin, 2006). •. Diseñar la forma de las áreas en blanco lo más simple posible. Las líneas a lo largo de las cuales se cortan las piezas de desecho deben ser lo más simples posible para reducir los problemas involucrados en cortarlas. Los diseños más simples pueden permitir el uso de punzones comerciales estandarizados, obteniendo así las máximas ventajas con respecto a los costos de herramientas (Semiatin, 2006). •. Considerar el uso de estaciones inactivas para fortalecer la matriz y facilitar el movimiento de la tira. Aunque a primera vista puede parecer que sería mejor realizar el trabajo en todas y cada una de las estaciones de un troquel, hay muchos casos en los que una estación inactiva ofrece ventajas concretas. En el mejor de los casos, un troquel progresivo implica la acumulación de numerosas operaciones en un espacio corto. La existencia de numerosas secciones en un troquel tiende a debilitar el troquel de forma general. Mediante la adición de una o dos estaciones inactivas, la matriz puede reforzarse materialmente. El movimiento de la banda y el control del metal también pueden facilitarse mediante la inclusión de estaciones inactivas. A menudo hay fuerzas severas en el trabajo en las estaciones de trabajo contiguas que tienden a romper la banda portadora. Si una estación inactiva se coloca entre dos. 39.
(40) estaciones de este tipo, las tensiones se ejercen sobre una mayor longitud de banda, proporcionando una mayor protección (Semiatin, 2006). Siguiendo estas recomendaciones, el desarrollo de las operaciones es el siguiente: •. Estación 1. En la primera estación se perforan los dos agujeros de 9 mm de diámetro, estos agujeros, además de pertenecer a la geometría requerida, servirán como agujeros de pilotaje. En la misma estación se recorta un lado recto de la pieza con un punzón de paso de geometría rectangular. Este corte sirve para dar una medida externa y se utilizará como tope para garantizar el paso de la tira a través del troquel. La figura 15 muestra de manera más clara las operaciones realizadas en la tira durante la estación 1.. Figura 15. Secuencia de operaciones estación 1 Fuente: Del autor.. •. Estaciones 2 y 3. En la segunda estación se perfora uno de los agujeros rectangulares, el agujero derecho. Se decide no perforar ambos agujeros en la misma estación debido a la distancia tan corta que hay entre uno y otro, debido a que esto debilitaría considerablemente la matriz.. 40.
(41) En la tercera estación se perfora el segundo agujero rectangular. También, entre la segunda y tercera estación, se recorta el contorno exterior requerido para luego poder realizar la operación de doblado. La figura 16 muestra con más detalle la secuencia de las operaciones en las estaciones 2 y 3.. Figura 16. Secuencia de operaciones estaciones 2 y 3 Fuente: Del autor.. •. Estaciones 4 y 5. En la cuarta estación se realiza la operación de doblado. Para finalizar, entre la cuarta y quinta estación se realiza la última operación, en donde se recorta el puente y se separa la pieza ya terminada de la tira de material. La figura 17 muestra las operaciones finales de la secuencia de troquelado.. 41.
(42) Figura 17. Secuencia de operaciones estaciones 4 y 5 Fuente: Del autor.. Para mayor claridad, la figura 18 presenta la secuencia desarrollada para todas las estaciones del troquel.. Figura 18. Secuencia de operaciones de todo el troquel Fuente: Del autor.. 42.
(43) 5. CÁLCULOS PRELIMINARES. 5.1. FUERZAS DE CORTE. Después de haber diseñado la secuencia de operaciones del troquel, ahora es necesario calcular las fuerzas que deben ejercer los punzones al momento de penetrar y cortar la tira de material. Estas fuerzas permiten estimar la carga total que debe ejercer la prensa, lo que facilita escoger el tipo más adecuado de prensa para realizar el trabajo. Las fuerzas generan unos esfuerzos cortantes en el material, sometiéndolo hasta el punto de llegar a la fractura. La fórmula para calcular la fuerza de corte para perforar o recortar un material es: 𝐹𝑐 = 𝜏𝐿𝑇. (3). donde 𝐹𝑐 = fuerza de corte (N); 𝜏 = resistencia al corte de la lámina metálica (MPa); 𝐿 = longitud de corte (mm); y 𝑇 = espesor del material (mm) (Boljanovic, 2014). El valor de la resistencia al corte se define a partir del tipo de material de la lámina, es decir, acero AISI 1020. Este dato es tomado de una tabla de propiedades donde presenta información de la resistencia al corte de distintos materiales utilizados en láminas metálicas. Este valor es de 379 MPa (Semiatin, 2006). El espesor del material es un valor aproximadamente constante y está dado por el plano de la pieza, 2,4 mm. La longitud de corte se debe especificar individualmente para cada punzón, ya que este dato se obtiene al definir el perímetro de la figura a cortar. Como ya se tiene desarrollada la secuencia de trabajo del troquel y las operaciones en cada etapa, es claro que hay que determinar siete perímetros para las operaciones de recorte y perforado establecidas. Para ejemplificar mejor lo descrito, se realizará la secuencia de cálculos para la primera operación. 43.
(44) En la primera operación, se perfora un agujero de 9 mm de diámetro, es decir, la longitud de corte 𝐿 para este caso sería el perímetro del círculo correspondiente. Reemplazando en la ecuación 3 se obtiene que: 𝐹𝑐 = (379 𝑀𝑃𝑎)(𝜋)(9 𝑚𝑚)(2,4 𝑚𝑚) = 25718 𝑁 Normalmente, para seleccionar la cantidad de carga que debe ejercer la prensa, los valores de fuerza se trabajan con unidades de toneladas-fuerza (T). El valor correspondiente para la fuerza calculada es de 2,6 T. Este mismo procedimiento se sigue para las otras seis operaciones de corte. La tabla 2 muestra los valores calculados para las fuerzas de corte en todas las siete operaciones, estas están dadas en unidades de kilonewton (kN) y toneladas-fuerza (T). También, hay una pequeña descripción de la fuerza de corte calculada según la operación y el perímetro correspondiente. Asimismo, resalta los valores constantes que fueron utilizados para hacer cálculo.. Cálculo de fuerzas de corte Espesor Chapa (mm) 2,4 Datos Fijos Resistencia al corte (MPa) 379 Operación Descripción Perimetro (mm) Fuerza (kN) Fuerza (T) Perforación circular izquierda 2,6 1 28,3 25,7 2,6 2 Perforación circular derecha 28,3 25,7 12,7 3 Recorte punzón de paso 136,6 124,2 9,2 4 Perforación rectangular derecha 99,8 90,7 10,4 5 Perforación rectangular izquierda 112,5 102,4 17,5 6 Recorte perfil de doblado 188,4 171,4 8 Recorte del puente y separación de la pieza 95,0 86,4 8,8 63,9 Total 626,5 Tabla 2. Cálculo de las fuerzas de corte Fuente: Del autor.. Por último, se debe realizar la sumatoria entre todas las fuerzas de corte calculadas para obtener el valor total. El resultado de la sumatoria da como resultado un tonelaje total de 63,9 T.. 44.
(45) 5.2. FUERZA DE DOBLADO. Debido a que en una de las estaciones del troquel (estación 4) se requiere una operación de doblado de borde, similar a como se muestra en la figura 19. Esta fuerza se debe calcular de forma diferente a las fuerzas de corte, debido a que el material no va a ser llevado a la fractura, sino que se deformará plásticamente.. Figura 19. Doblado de borde Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. La fuerza requerida para realizar el doblado depende de la forma del punzón y de la matriz, así como de la resistencia, espesor y ancho de la lámina de metal que se dobla. La fuerza máxima de doblado se puede calcular por medio de la siguiente ecuación: 𝑘𝑏𝑓 𝜎𝑈𝑇𝑆 𝑤𝑇 2 𝐹𝐷 = 𝑙. (4). donde 𝐹𝐷 = fuerza de doblado (N); 𝜎𝑈𝑇𝑆 = resistencia última a la tensión de la lámina (MPa); 𝑤 = ancho de la pieza en la dirección del eje de doblez (mm); 𝑇 = espesor del material (mm); y 𝑙 = dimensión de la abertura del troquel (mm). En mecánica, la ecuación 4 se basa en el doblado de una viga simple, y 𝑘𝑏𝑓 es una constante que considera las diferencias encontradas en un proceso real de doblado (Groover, 2007). Su valor depende del tipo del doblado; para doblado de bordes en V, 𝑘𝑏𝑓 = 1,33. 45.
(46) El dato de la resistencia última a la tensión se toma de una tabla de propiedades para aceros en donde se encuentran las propiedades para el acero AISI 1020 laminado en frio, este valor es de 420 MPa (ASM International Comitee, 1990). Los valores longitudinales (𝑇, 𝑤, 𝑙) se toman del modelado y el plano de la pieza. Estos datos están mostrados en forma de cotas en la figura 20.. Figura 20. Valores longitudinales para calcular la fuerza de doblado Fuente: Del autor.. Reemplazando los datos en la ecuación 4, el valor de la fuerza de doblado será: 𝐹𝐷 =. (1,33) (420 𝑀𝑃𝑎)(92,4 𝑚𝑚)(2,4 𝑚𝑚)2 = 28314 𝑁 (10,5 𝑚𝑚). El valor correspondiente en toneladas-fuerza es de 2,9 T.. 5.3. FUERZA TOTAL. Debido a que existen ciertos factores que interfieren al momento de realizar las operaciones de troquelado, las ecuaciones utilizadas para calcular las fuerzas de corte y doblado (ecuaciones 3 y 4) son aproximadas. Estos factores están 46.
(47) relacionados a la variación del espesor del material, fricción entre los punzones y el material de trabajo, variación en la tolerancia de corte, condición de los bordes afilados de la herramienta, pérdida de potencia de la prensa, entre otros (Boljanovic, 2014). Por tal motivo, el valor de la fuerza total tiene que incrementarse entre un 20% a 40%, debido a que estas variables tienen que ser consideradas al momento de seleccionar los requerimientos de carga de la prensa. Para este caso, se toma un factor de 30 %. Es decir, la fuerza que debe ejercer la prensa será de: 𝐹𝑃 = 1,3𝐹𝑇. (5). Donde 𝐹𝑃 = es la fuerza de la prensa (T); y 𝐹𝑇 = es la fuerza total. La fuerza total se obtiene al sumar todas las fuerzas de corte y doblado calculadas. Es decir, la fuerza total es: 𝐹𝑇 = 𝐹𝐶 + 𝐹𝐷. (6). Reemplazando en la ecuación 6 el resultado calculado de la sumatoria de las fuerzas de corte, tomado de la tabla 2; y el valor obtenido de la fuerza de doblado, la fuerza total entonces es: 𝐹𝑇 = 63,9 𝑇 + 2, 9 𝑇 = 66,8 𝑇 De igual forma, reemplazando en la ecuación 5, la carga total que debe ejercer la prensa sería de: 𝐹𝑃 = 1,3(66,8 𝑇) = 86,8 𝑇. 5.4. TOLERANCIA DE CORTE. La tolerancia de corte está relacionada a la abertura que existe entre punzón y matriz (figura 21). La tolerancia es un factor importante para el adecuado. 47.
(48) funcionamiento de las operaciones de corte, la calidad en los bordes de la pieza troquelada y la vida útil del punzón y matriz.. Figura 21. Tolerancia de corte Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. Una tolerancia de corte adecuada permite que la fractura del material genere un corte limpio, lo que da un borde cortado de acabado óptimo. Con una insuficiente tolerancia, el corte generado es deficiente y requiere mayor gasto de energía. Con una tolerancia excesiva, el corte genera rebabas y deformaciones en la pieza de trabajo (Semiatin, 2006). La tolerancia de corte se calcula a partir del espesor, tipo y tratamiento del material de trabajo. La tabla 3 presenta valores absolutos para la tolerancia de corte dependiendo del tipo y espesor del material.. 48.
(49) Tolerancias de corte para diferentes materiales (2c ) Espesor del Material material T Aceros de bajo carbono, Aceros de medio carbono Aceros de alto carbono Aluminio (mm) cobre y latón (0,20 % - 0,30 %) (0,40 % - 0,60 %) 0,010 0,015 0,020 0,010 0,25 0,025 0,030 0,035 0,050 0,50 0,050 0,060 0,070 0,100 1,00 0,075 0,090 0,100 0,150 1,50 0,100 0,120 0,140 0,200 2,00 0,130 0,150 0,180 0,250 2,50 0,150 0,180 0,210 0,280 3,00 0,180 0,210 0,250 0,350 3,50 0,200 0,240 0,280 0,400 4,00 4,50 0,230 0,270 0,320 0,450 4,80 0,240 0,290 0,340 0,480 5,00 0,250 0,300 0,360 0,500 Tabla 3. Valores absolutos para tolerancia doble (2c) para algunos materiales Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. Utilizando como referencia los valores presentados en la tabla 3, tomando como espesor de material 2,50 mm y acero de medio carbono, la tolerancia doble 2𝑐 sería igual a 0,150 mm. Por otra parte, es importante resaltar que el valor para la tolerancia de corte se debe tener en cuenta al momento de modelar y definir las dimensiones de los punzones y matrices, debido a que este valor se tiene que sumar o restar a alguno de estos componentes dependiendo de las medidas, formas requeridas y del tipo de operación que se realice. Para operaciones de recortado en donde la pieza final se separa de la tira de material, la matriz se fabrica con la abertura igual al tamaño nominal requerido, y la medida del punzón es igual a la abertura de la matriz menos el valor doble de la tolerancia (2𝑐). De lo contrario, en operaciones de corte donde se requiera dar una medida interna o darla en la tira de material, el punzón se fabrica del tamaño nominal, y la abertura de la matriz va a ser igual al tamaño del punzón más el valor de la tolerancia doble (Boljanovic, 2014).. 49.
(50) 5.5. CENTRO DE PRESIÓN. Habiendo calculado las fuerzas de corte y teniendo establecido la secuencia de corte en la tira de material, se puede calcular el centro de presión del troquel. El centro de presión es un punto específico que define la fuerza resultante de las operaciones de troquelado. Conocer este punto ayuda a ubicar correctamente el troquel en la prensa y permite equilibrar las fuerzas de troquelado. La forma matemática para calcular las coordenadas del punto de la fuerza resultante es: 𝑋̅ =. ∑ 𝐹𝑖𝑥𝑖 ∑ 𝐹𝑖𝑦𝑖 ; 𝑌̅ = ∑ 𝐹𝑖 ∑ 𝐹𝑖. (7). Donde 𝐹𝑖 = fuerza de los punzones; y 𝑥𝑖, 𝑦𝑖 = coordenadas del centro de gravedad de las operaciones de troquelado (Boljanovic, 2014). Las fuerzas de los punzones ya están calculadas y las coordenadas de los puntos se obtiene de forma gráfica desde el modelado del despliegue de la secuencia de operación en la tira de material, tal como se ve en la figura 22. Esta ilustración muestra las coordenadas de las operaciones de troquelado referenciadas a un origen, además, están resaltadas las formas de las operaciones y la ubicación respectiva en la secuencia previamente establecida.. Figura 22. Coordenadas de las operaciones de troquelado Fuente: Del autor.. Reemplazando en la ecuación 7 las coordenadas y la fuerza de troquelado para cada una de las operaciones del troquel, se obtiene el centro de presión para esta 50.
(51) disposición de la tira de material. En la tabla 4 están mostradas las coordenadas tomadas con relación a la figura 22 de cada una de las operaciones, la fuerza individual ejercida por cada punzón, una breve descripción de la operación que realiza y los resultados del cálculo correspondiente para obtener las coordenadas del centro de presión del troquel.. Cálculo centro de presión Operación Descripción xi (mm) yi (mm) Fuerza (T) Fxi (T mm) Fyi (T mm) Perforación circular izquierda 2,6 1 142,2 19,5 372,9 51,1 2,6 2 Perforación circular derecha 244,6 19,5 641,2 51,1 12,7 3 Recorte punzón de paso 178,4 1,9 2259,0 24,1 9,2 4 Perforación rectangular derecha 337,0 19,8 3117,3 183,1 10,4 5 Perforación rectangular izquierda 429,4 20,6 4480,3 214,6 17,5 6 Recorte perfil de doblado 386,8 61,0 6756,6 1064,8 2,9 7 Doblado 580,1 60,6 1670,8 174,6 8 Recorte del puente y separación de la pieza 644,7 24,8 8,8 5678,9 218,5 Total 66,7 24977,0 1981,9 XI (mm) YI (mm). 374,2. 29,7. Tabla 4. Cálculo del centro de presión del troquel Fuente: Del autor.. Como resultado se obtiene que para 𝑋̅ la distancia debe ser de 374,2 mm y para 𝑌̅ es de 29,7 mm según el origen establecido. En la figura 23 está mostrado la ubicación en la tira de material del centro de presión calculado.. Figura 23. Ubicación en la tira de material del centro de presión Fuente: Del autor.. 51.
(52) 6. DISEÑO DE COMPONENTES. 6.1. DISEÑO DE PUNZONES. Los punzones son las herramientas que ejercen la presión y transforman la tira de material. La forma de estos elementos se diseña a partir de las geometrías que se quiera dar a la tira de material. La forma de la sección transversal ya está completamente definida por los perímetros de corte calculados en la fuerza de corte, dado que estas dimensiones están basadas en la figura que corta cada punzón. La única dimensión que falta por establecer es la longitud de los punzones.. 6.1.1 Longitud de punzones Los punzones, al momento de ejercer la presión a la tira de material, están sometidos a un esfuerzo de compresión debido a la carga axial (fuerza de corte) que están aplicando para conformar el material de trabajo (figura 24). Al sufrir esfuerzos por compresión y ser elementos relativamente largos y esbeltos, la longitud de los punzones puede determinarse utilizando ecuaciones de resistencia de materiales para columnas. En el cálculo de columnas es utilizada una ecuación para determinar la carga crítica, esta ecuación se denomina carga de Euler. La carga crítica es el valor máximo de fuerza que puede soportar una columna antes de deformarse permanentemente por pandeo. El fenómeno de pandeo se produce cuando es aplicada una carga axial de compresión a un elemento esbelto y este se flexiona lateralmente. La ecuación general para determinar la de carga de crítica es la siguiente: 𝑃𝑐𝑟 =. 𝜋 2 𝐸𝐼𝑚𝑖𝑛 (𝑘𝐿)2. (8). Donde 𝑃𝑐𝑟 = carga crítica (N); 𝐸 = módulo de elasticidad del material (GPa); 𝐼𝑚𝑖𝑛 = momento de inercia menor de la sección transversal (mm4); 𝑘 = factor que depende. 52.
(53) de las condiciones de apoyo de la columna; y 𝐿 = longitud total de la columna (mm) (Mott, 2006). Los punzones siempre están fijados (empotrados) a la parte superior del troquel y normalmente son guiados por una placa pisadora intermedia, tal y como se ve en la figura 24. Este tipo de montaje es similar al de una columna empotrada en uno de sus extremos y articulada en el otro. El factor de condición de apoyo para una columna empotrada-articulada es de 𝑘 = 0.7 (Mott, 2006).. Figura 24. Condición de apoyo para punzones guiados Fuente: Boljanovic, V. (2014). Sheet Metal Forming Processes and Die Design. South Norwalk: Industrial Press.. Ahora bien, utilizando la ecuación 8, igualando la carga critica 𝑃𝑐𝑟 por la fuerza de corte 𝐹𝑐 de cada punzón; y reemplazando el valor de 𝑘, se puede obtener la longitud de cada punzón despejando la longitud 𝐿 de la ecuación, es decir: 2 𝜋 2 𝐸𝐼𝑚𝑖𝑛 𝐿𝑚𝑎𝑥 = √ 𝑑𝑜𝑛𝑑𝑒 𝐿 < 𝐿𝑚𝑎𝑥 𝐹𝑐. (9). Es necesario destacar que esta ecuación determina la longitud máxima de los punzones y que cualquier valor por debajo de este dato es una dimensión aceptable. Reemplazando los valores en la ecuación 9, tomando como ejemplo la geometría del punzón perforador circular de 9 mm y fijando el valor del módulo de elasticidad para el acero (210 GPa), se obtiene la longitud máxima de este punzón: 53.
Figure

+7





Documento similar
Los elementos básicos de un troquel lo constituyen el punzón que tiene la forma y dimensiones del agujero que se quiera realizar, y la matriz de corte por donde se inserta el
2. Montar en la placa de pruebas real los componentes tal y como se hizo en la placa virtual 3. Ahora identificar los terminales del diodo LED RGB para después realizar las
El proyecto del banco del sistema hidráulico de una excavadora se basa en diseñar el diagrama y esquema del sistema hidráulico, seleccionar los componentes
De allí se definieron los siguientes objetivos: diseñar, construir, montar, controlar y caracterizar el túnel aerodinámico, y luego establecer un procedimiento y un formulario para la
Diseño de una estructura soporte para un módulo integrado de placa fotovoltaica Con este diseño los componentes alcanzan temperaturas que superan sus lı́mites de operación y
Pequeño código donde ya usaba la placa Arduino del proyecto conectada a la estación, se le enviaba una tensión fija preprogramada y se observaba por el monitor serie como
RP 1: Montar las piezas sobre el utillaje para el mecanizado de componentes de los moldes, empleando las herramientas y útiles adecuados, con la calidad requerida, y cumpliendo
Consecuencias y repercusiones: El desarrollo de esta tesis acerca del diseño de un troquel de corte y punzonado para la obtención de la brida de una resistencia eléctrica,
