Evaluación y diagnóstico de fallas en una
trefiladora industrial
Pedro Issouribehere
#1, Fernando Issouribehere
#2, Gustavo Barbera, Juan Barbero, Gastón Mayer
#
IITREE FI UNLP Calle 48 y 116, La Plata, Argentina
1
pedroi@iitree-unlp.org.ar 2
fernandoi@iitree-unlp.org.ar
Abstract— An important company located in an Industrial Park on the outskirts of Buenos Aires detected a sudden electrical failure in the plant, which used to affect the normal operation of a brand new wire stripping machine. Naturally, such a failure used to lead to significant losses on the production process. For this reason, the issue needed to be addressed in the short term.
The company decided to involve the IITREE FI-UNLP in conducting a research on the issue. In this sense, Power Quality measurements were carried out at the Point of Common Coupling. In addition, waveforms were recorded in several points belonging to the internal network of the plant under different operating conditions.
In the present article the measurements and studies performed as well as the suggested solution to the problem are described.
Resumen— Una importante empresa, ubicada en un Parque Industrial del Gran de Buenos Aires, detectó que se producía una falla eléctrica intempestiva en la planta, la que ocasionaba la salida de servicio de una máquina trefiladora recientemente adquirida. Naturalmente, esta falla generaba importantes pérdidas en el proceso de producción, por lo que se requería una solución en el corto plazo.
A fin de llevar a cabo un estudio que permita detectar y resolver el inconveniente, la empresa solicitó la intervención del IITREE FI-UNLP. En este sentido, se realizaron mediciones de Calidad de Servicio en el punto de suministro, así como también registros de oscilogramas en diversos puntos internos de la planta, bajo distintos regímenes operativos.
En el presente trabajo se describen las mediciones y estudios realizados y la solución propuesta para el problema suscitado en la planta.
I.INTRODUCCION
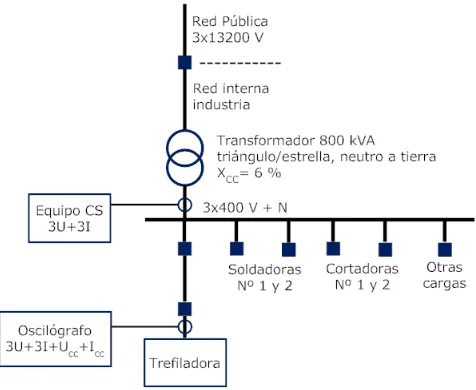
La industria involucrada es fabricante de mallas electrosoldadas, y se encuentra alimentada a un nivel de tensión 13,2 kV por la empresa Distribuidora. La industria cuenta con una máquina trefiladora, dos máquinas soldadoras y dos máquinas cortadoras como equipamiento principal. En la Fig. 1 se presenta un diagrama unifilar simplificado de la instalación.
[image:1.595.308.546.199.394.2]La máquina trefiladora, desde su puesta en marcha, nunca había podido utilizarse a su velocidad nominal, debido a causas desconocidas hasta ese momento. El fabricante realizó numerosas intervenciones en los variadores de velocidad y en los distintos componentes que conforman la provisión del equipamiento.
Fig. 1. Diagrama unifilar de la instalación industrial.
En la Fig. 2 se muestran los principales componentes de la máquina trefiladora.
Fig. 2. Componentes principales de la trefiladora.
La máquina tiene capacidad de trefilar alambre de hierro
a 15 m/s y el problema radicaba en que al superar
velocidades entre los 7 m/s y los 9 m/s los variadores entraban en falla de manera aleatoria y la máquina salía de servicio. Se habían hecho pruebas en diferentes horarios y con la planta funcionando con todas las máquinas o con sólo la trefiladora, y las condiciones de falla se repitieron. Además se cambió el rectificador controlado por otro idéntico, pero tampoco produjo ninguna mejora. Según
indicaciones del tablero HMI (Human Machine Interface),
las fallas en los variadores de velocidad se atribuían a un
alto rizado en la tensión continua que reciben los mismos (ripple > 8 %).
[image:1.595.305.548.424.561.2]El personal del IITREE FI UNLP realizó una visita a planta a fin de observar las instalaciones y se acordó realizar las siguientes mediciones:
• Mediciones de Calidad de Servicio en el tablero
principal de alimentación de la industria, a los efectos de evaluar la contaminación armónica existente en la red y también otras perturbaciones.
• Registros oscilográficos en el tablero de
alimentación del rectificador de la trefiladora (tres tensiones y corrientes de alterna) y tensión y corriente continua a la salida del rectificador.
II. MEDICIONES DE CALIDAD DEL SERVICIO ELÉCTRICO EN
EL TABLERO DE ALIMENTACIÓN PRINCIPAL Con el objeto de determinar si el mal funcionamiento de las cargas sensibles existentes en la planta era debido a una inapropiada Calidad de Servicio por parte de la Distribuidora, se efectuaron mediciones de distintos parámetros en el punto de suministro (ver Fig. 1).
En tal sentido, se instaló un equipo trifásico normalizado [1], el cual registró tensiones y corrientes en forma ininterrumpida durante un lapso de dos días, empleando un período de integración de 10 minutos.
[image:2.595.307.544.53.207.2]En la Fig. 3 se muestran los perfiles de potencia activa y factor de potencia (FP) en el punto de suministro. Se observa un claro incremento de la demanda en los horarios en los que la planta estuvo operando. Adicionalmente, el FP se encontró dentro de valores esperados para este tipo de consumos.
Fig. 3. Perfiles de potencia activa y factor de potencia, a la entrada de la planta.
En la Fig.4 se presenta el perfil del THD (Total
Harmonic Distortion) [%] en la tensión, a los efectos de brindar información global sobre el estado de las armónicas
en la planta. El THD se define como:
%
∑·
(1)Donde h es el orden de la armónica. Normalmente se
considera N= 40.
Fig. 4. Perfil de THD [%] en la tensión de suministro.
A simple vista se vislumbra una particular semejanza
entre el perfil de THD y su correspondiente de potencia
activa. Esto naturalmente, indicaría un gran aporte de las cargas presentes en la planta a la distorsión de la tensión de suministro.
A fin de confirmar tal hipótesis, se realizó un gráfico de correlación entre estas dos variables, el cual aparece en la
Fig. 5. Los puntos representan los pares (P, THD-U) que
[image:2.595.308.546.357.512.2]surgen de cada uno de los períodos de 10 minutos que conforman la medición, mientras que la línea recta es el resultado de una interpolación lineal realizada.
Fig. 5. Correlación entre potencia activa y THD en la tensión. Los puntos corresponden a lo medido, la recta a una interpolación lineal.
La conclusión obtenida a partir del gráfico de correlación es contundente. En primera instancia, se observa que cuando la planta no estuvo operando (sólo se encontraron alimentados los servicios auxiliares, tales como la
iluminación) los valores de THD en la tensión resultaron
pequeños, alcanzando niveles por debajo del 1 %. Asimismo, cuando la planta estuvo operativa, los valores de
THD crecieron en forma prácticamente proporcional al
aumento de la demanda.
Por lo tanto, si bien se trata de una herramienta de análisis cualitativa, se concluye que la distorsión en la tensión era causada mayormente por las cargas alineales, conteniendo electrónica de potencia, que la planta posee.
A partir de lo comprobado precedentemente, se
analizaron los niveles alcanzados no sólo por el THD, sino
también por las armónicas individuales. En este sentido, se procesaron las armónicas individuales hasta la de orden 23
(referidas a la componente fundamental), representadas por
medio de su Percentil 95 (P95).Éste es el valor superado por
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
0 20 40 60 80 100 120
08/10/13 12:00 09/10/13 00:00 09/10/13 12:00 10/10/13 00:00 10/10/13 12:00
F
a
c
tor
de
P
o
te
n
c
ia
P
o
ten
c
ia
to
tal
d
e
l
a
Pl
an
ta [kW
]
Fecha y Hora
Potencia Activa
Factor de Poten cia
0.0 1.0 2.0 3.0 4.0 5.0 6.0
08/10/13 12:00 09/10/13 00:00 09/10/13 12:00 10/10/13 00:00 10/10/13 12:00
TH
D
-U
[
%
]
Fecha y Hora
0.0 1.0 2.0 3.0 4.0 5.0 6.0
0 10 20 30 40 50 60 70 80 90 100 110
T
H
D-U [%
]
[image:2.595.53.292.392.543.2]sólo el 5 % de los registros de 10 minutos que componen la medición. Es un valor cercano al máximo y es el que debe
compararse con las normas de Calidadde Servicio a fin de
evaluar el estado de cierta instalación, en términos de contaminación armónica.
[image:3.595.314.534.50.270.2]Los resultados se muestran en el gráfico de barras de la Fig. 6, donde además de los valores medidos se representaron los niveles de referencia existentes en los estándares EN 50160 [2] e IEC 61000-2-4 [3].
Fig. 6. THD y armónicas individuales medidas en la tensión –
representadas por su P95 – y niveles de referencia.
El ámbito de aplicación de esta norma IEC son los puntos de conexión internos en los entornos industriales. Define tres Clases de tales redes, de acuerdo al tipo de carga que las mismas poseen. Según lo indicado, dado que la mayor parte de la carga se alimenta a través de convertidores y que además hay máquinas de soldar, debe considerarse que esta instalación es Clase 3, es decir aquella que establece límites de armónicas más holgados.
Tal como se observa en el gráfico de barras, los niveles de ciertas componentes armónicas – en su mayoría pares – superaron lo establecido en sendas normas.
La conclusión general de este apartado es que las fallas detectadas en el funcionamiento de distintas cargas no eran atribuibles a la calidad de tensión provista por la Distribuidora. Por el contrario, se detectó que tal tensión se vio afectada por la corriente consumida por la planta.
Por lo tanto debió continuarse con el estudio, analizando
detalladamente cada una de las cargas, aguas abajo del
punto de suministro, procurando detectar el origen de las fallas suscitadas.
III.MEDICIONES EN EL TABLERO DE ALIMENTACIÓN A LA
TREFILADORA
[image:3.595.53.290.158.315.2]El IITREE realizó mediciones en el tablero de alimentación de la trefiladora con un instrumento registrador oscilográfico, con una velocidad de muestreo de 2 kMuestras/s. Se registraron las tres tensiones y corrientes alternas de alimentación del rectificador, y la tensión y la corriente continua de salida del mismo. En la Fig. 7 se muestran las conexiones en el tablero de alimentación de la trefiladora.
Fig. 7. Conexionado del equipo de registro en el tablero de alimentación del rectificador de la trefiladora.
Para evaluar el funcionamiento de la trefiladora, se realizaron mediciones en distintas condiciones de operación de la misma. En la Tabla I se presentan algunas de las mediciones efectuadas, consideradas como representativas.
TABLAI:DESCRIPCIÓN DE MEDICIONES EFECTUADAS
Registro Trefiladora Vel. [m/s]
Cortadora y Soldadora
Resultado
TMP7 10 Si Falla drive paso 5
TMP8 9 No Falla drive paso 2 y paso 6
TMP10 9 No Falla drive paso 1
TMP11 10 No Falla drive paso 4 y paso 6
TMP6 7 Si Operación Normal
TMP4 11 Si Operación Normal
TMP24 11 No Operación Normal
TMP5 13,5 Si Operación Normal
Como puede observarse en la Tabla I, no existió una correlación directa entre la situación de falla de la trefiladora y la operación de cortado y soldado, por lo que no puede atribuirse la responsabilidad de la falla a la soldadora eléctrica.
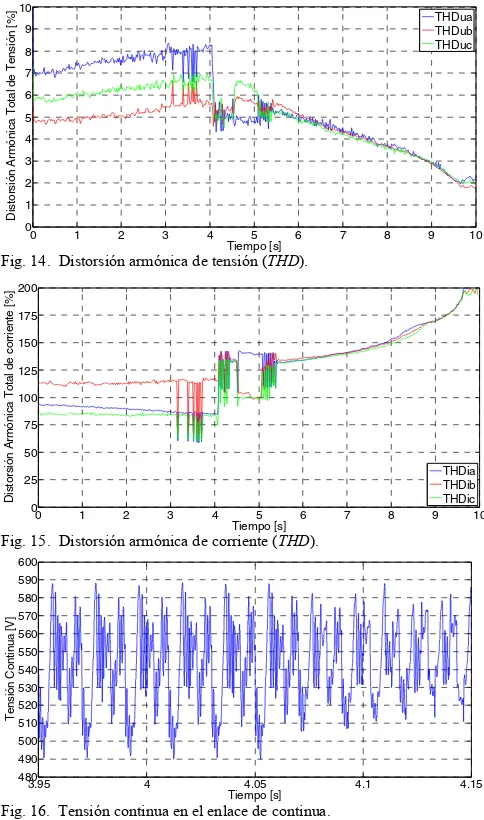
A modo de ejemplo, se documentan en este trabajo dos casos particulares. En las figuras 8 a 16 se presentan los resultados del registro TMP11. El reporte de falla indicaba “falla drive paso 4 y 6”.
Fig. 8. Tensiones de fase. Valores eficaces. 0.0
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
THD U2 U3 U4 U5 U6 U7 U8 U9 U10 U11 U12 U13 U14 U15 U16 U17 U18 U19 U20 U21 U22 U23
Uh
/U1 [
%
]
Armónica
P95 EN 50160
IEC Clase 3
0 1 2 3 4 5 6 7 8 9 10
230 232 234 236 238 240
Tiempo [s]
T
e
ns
ione
s
de
f
a
s
e
[
V
]
[image:3.595.300.551.356.484.2] [image:3.595.309.544.595.714.2]Fig. 9. Tensiones de fase. Ampliación alrededor del instante de falla.
Fig. 10. Corrientes. Valores eficaces.
Fig. 11. Corrientes. Ampliación alrededor de la falla.
Fig. 12. Potencia activa y factor de potencia.
[image:4.595.49.548.45.762.2]Fig. 13. Desbalance de tensión y de corriente.
Fig. 14. Distorsión armónica de tensión (THD).
Fig. 15. Distorsión armónica de corriente (THD).
Fig. 16. Tensión continua en el enlace de continua.
En las figuras 17 a 25 se presentan los resultados del registro TMP5, con la trefiladora operando a una velocidad de 13,5 m/s.
Fig. 17. Tensiones de fase. Valores eficaces.
Fig. 18. Tensiones de fase. Ampliación.
3.95 4 4.05 4.1 4.15
-400 -300 -200 -100 0 100 200 300 400 Tiempo [s] T ens io nes de f a s e [ V ] Ua Ub Uc
0 1 2 3 4 5 6 7 8 9 10
0 50 100 150 200 250 Tiempo [s] C o rri ent es [ A ] iaef ibef icef
3.95 4 4.05 4.1 4.15
-700 -600 -500 -400 -300 -200 -100 0 100 200 300 400 500 600 700 Tiempo [s] Corri ent es [ A ] Ia Ib Ic
0 1 2 3 4 5 6 7 8 9 10
0 30 60 90 120 Po te n c ia Acti va [kW ]
0 1 2 3 4 5 6 7 8 9 10
0,96 0,97 0,98 0,99 1 F ac tor de pot enc ia Tiempo [s]
0 1 2 3 4 5 6 7 8 9 10
0 0.25 0.5 0.75 1 1.25 1.5 D e s b ala n c e T ens ión [ % ]
0 1 2 3 4 5 6 7 8 9 10
0 15 30 45 60 D e s b ala n c e C o rr ient e [% ] Tiempo [s]
0 1 2 3 4 5 6 7 8 9 10
0 1 2 3 4 5 6 7 8 9 10 Tiempo [s] D istor si ó n A rm ó ni ca T o tal de T e nsi ó n [% ] THDua THDub THDuc
0 1 2 3 4 5 6 7 8 9 10
0 25 50 75 100 125 150 175 200 Tiempo [s] Di s tor si ón A rm óni c a T o ta l de c o rr ient e [% ] THDia THDib THDic
3.95 4 4.05 4.1 4.15
480 490 500 510 520 530 540 550 560 570 580 590 600 T e ns ión Cont inua [ V ] Tiempo [s]
0 1 2 3 4 5 6 7 8 9 10
227 228 229 230 231 232 Tiempo [s] T ens iones de f as e [ V ] uaef ubef ucef
[image:4.595.303.545.53.463.2]Fig. 19. Corrientes. Valores eficaces.
Fig. 20. Corrientes. Ampliación.
Fig. 21. Potencia activa y factor de potencia.
[image:5.595.49.547.54.742.2]Fig. 22. Desbalance de tensión y de corriente.
[image:5.595.306.546.54.322.2]Fig. 23. Distorsión armónica de tensión (THD).
Fig. 24. Distorsión armónica de corriente (THD).
Fig. 25. Tensión y corriente en el enlace de continua.
En la Tabla II y la Tabla III se presentan los resultados del procesamiento de las mediciones.
TABLAII:PROCESAMIENTO DE LOS REGISTROS.PRIMERA PARTE.
Registro Trefiladora Vel [m/s] Ucc [V] Rizado [%] THDU [%] TMP7 10 542 19.8 7.3 TMP8 9 545 19.1 6.7 TMP10 9 538 21 7.4 TMP11 10 542 18.3 6.7
TMP6 7 546 15.9 5.9 TMP4 11 529 27.1 7.4 TMP24 11 540 16.5 8.2
TMP5 13,5 525 16.9 7.4
TABLAIII:PROCESAMIENTO DE LOS REGISTROS.SEGUNDA PARTE.
Registro Trefiladora Vel [m/s] THDI [V] Desb. U [%] Desb. I [%] TMP7 10 84.3 0.8 32.5 TMP8 9 101.7 0.7 43.1 TMP10 9 76.4 1 28.2
TMP11 10 92 1.1 37.6
TMP6 7 105 0.4 36.2 TMP4 11 56.3 0.4 6.4 TMP24 11 54.4 0.3 6.3
TMP5 13,5 45.4 0.5 4
De los registros de mediciones se pueden obtener los siguientes resultados:
¾ No puede vincularse directamente la falla de la
trefiladora con la operación del resto del equipamiento de la planta (soldadoras).
¾ El valor del rizado es similar en condiciones de falla/no
falla, siendo en todos los casos superior al valor de seteo de la protección de los inversores (ripple > 8 %).
¾ La tensión continua varía con la velocidad de operación
de la trefiladora, situación que podría deberse a que el
rectificador no controla adecuadamente el ángulo de disparo α.
¾ Cuando se opera la trefiladora en condiciones nominales
(lo que se logra sólo por excepción), no se observa la
presencia de armónicas pares en la corriente de entrada
0 1 2 3 4 5 6 7 8 9 10
220 230 240 250 260 270 280 290 300 Tiempo [s] Cor ri e nt es [ A ] iaef ibef icef
4 4.02 4.04 4.06 4.08 4.1 4.12 4.14 4.16 4.18 4.2 -500 -400 -300 -200 -100 0 100 200 300 400 500 Tiempo [s] C o rr ie n te s [A] Ia Ib Ic
0 1 2 3 4 5 6 7 8 9 10
0 25 50 75 100 125 150 175 200 Po tenc ia A c ti v a [ k W ]
0 1 2 3 4 5 6 7 8 9 10
0.96 0.97 0.98 0.99 1 F ac tor de po tenc ia Tiempo [s]
0 1 2 3 4 5 6 7 8 9 10
0 0.2 0.4 0.6 0.8 D es bal anc e T e ns ión [ % ]
0 1 2 3 4 5 6 7 8 9 10
0 2.5 5 7.5 10 De sb a la n c e Co rr ie n te [ % ] Tiempo [s]
0 1 2 3 4 5 6 7 8 9 10
0 1 2 3 4 5 6 7 8 9 10 Tiempo [s] D is to rs ión A rm ó ni ca T o ta
l de T
ens ió n [ % ] THDua THDub THDuc
0 1 2 3 4 5 6 7 8 9 10
0 10 20 30 40 50 60 Tiempo [s] D is tors ión A rm ó ni ca T o ta
l de c
o rr ient e [ % ] THDia THDib THDic
4 4.02 4.04 4.06 4.08 4.1 4.12 4.14 4.16 4.18 4.2 480 490 500 510 520 530 540 550 560 570 T ens ión C o nt inua [ V ]
del rectificador. Dichas armónicas están relacionadas con la asimetría de la forma de onda de corriente. Este fenómeno se observa claramente en los registros de falla (registro TMP11 y Fig. 11). Esto refuerza el concepto de que no existe un control adecuado del ángulo de disparo
α.
¾ A velocidad nominal (13,5 m/s) el desbalance de
corrientes es mínimo y el valor del rizado es de los más bajos. El elevado valor de desbalance de corriente es otro indicador del mal funcionamiento del control del
ángulo de disparo α.
¾ El valor del rizado para un rectificador de 6 pulsos con
conmutación natural (α = 0˚) es menor al 5 % [4]-[5].
No están normalizados los rectificadores con ángulos de
disparo mayor a cero (α > 0˚), como es el tipo
constructivo de este equipo. Los rectificadores controlados pueden alcanzar valores de rizado mayores
al 20 % con α > 60˚ (ver Fig. 26). Sin embargo, los
registros de factor de potencia permitieron inferir que el
ángulo de disparo α es pequeño, por lo que se
recomendó consultar al fabricante del rectificador por un eventual mal funcionamiento del sistema de disparo.
Fig. 26. Rizado [%] en función de ángulos de conducción y conmutación.
IV.CONCLUSIONES
La Calidad de Servicio proveniente de la red pública cumple con los estándares nacionales e internacionales [2]-[3]-[6] y la Calidad de Servicio de la barra de alimentación a la trefiladora cumple con todos los límites de [3], para suministros Clase 3.
Eliminada entonces la sospecha del fabricante, que sostenía que la causa de la falla era la pobre Calidad de Servicio de la red de suministro y descartado algún inconveniente de EMC, por recomendación del IITREE, se reemplazó el rectificador controlado por un rectificador a diodos. Así, la falla no volvió a manifestarse a lo largo de varios meses de operación, por lo que la planta ha alcanzado la capacidad de producción.
V. REFERENCIAS
[1] IEC 61000-4-30. Electromagnetic Compatibility (EMC). Part 4-30: Testing and measurement techniques – Power quality measurement methods. 2003.
[2] EN 50160. Voltage characteristics of electricity supplied by public distribution systems. 1999.
[3] IEC 61000-2-4. Electromagnetic Compatibility (EMC). Part 2-4: Environment – Compatibility levels in industrial plants for low-frequency conducted disturbances. 2002.
[4] IEC 60146-1-1. Part 1-1: Semiconductor converters – General
requirements and line commutated converters. Specification of basic requirements. 2009.
[5] J. Arrillaga, N.R. Watson. Power System Harmonics, 2nd ed., John Wiley and Sons, 2003.
[6] ANEXO a la Resolución ENRE Nº 184/2000. Base Metodológica
![Fig. 4. Perfil de THD [%] en la tensión de suministro.](https://thumb-us.123doks.com/thumbv2/123dok_es/4625074.46002/2.595.307.544.53.207/fig-perfil-thd-tension-suministro.webp)