12º CONGRESO IBEROAMERICANO DE INGENIERÍA MECANICA
Guayaquil, 10 a 13 de Noviembre de 2015
DESEMPENHO TÉRMICO DE DIFERENTES FLUIDOS
DE TRABALHO EM TERMOSSIFÕES
Gabriel M. Russo*, Larissa Krambeck*, Felipe B. Nishida*, Paulo H.D. Santos+, Thiago Antonini Alves*
*Universidade Tecnológica Federal do Paraná, 84.016-210, Ponta Grossa, Brasil
+Universidade Tecnológica Federal do Paraná, 80.230-901, Curitiba, Brasil
e-mail: [email protected]
RESUMO
Neste trabalho foi realizada uma investigação experimental do desempenho térmico de diferentes fluidos de trabalho em termossifões que podem ser utilizados no controle térmico de equipamentos eletroeletrônicos. Os
fluidos de trabalho considerados foram acetona, água, etanol e metanol. Os termossifõesforam construídos de
cobre com diâmetro externo de 9,45 mm, diâmetro interno de 7,75 mm, comprimento total de 200 mm, considerando um evaporador de 80 mm de comprimento, uma região adiabática de 20 mm de comprimento e um condensador de 100 mm de comprimento. Eles foram carregados com 1,39 ml de fluido de trabalho, correspondendo àuma razão de preenchimento de 40% do volume do evaporador. Os testes experimentais foram
executados na posição vertical considerando cargas térmicas compreendidas entre 5W e 25W. Em todos os testes os termossifões funcionaram satisfatoriamente. A distribuição de temperatura de operação em função do tempo e o comportamento da resistência térmica em função da dissipação de potência foram apresentados para cada fluido de trabalho analisado. Estes resultados indicaram que a acetona é o fluido de trabalho que apresenta o melhor desempenho térmico.
INTRODUÇÃO
Os termossifões são dispositivos altamente eficientes, pois utilizam calor latente de vaporização do fluido de trabalho no transporte de energia na forma de calor a partir de pequenos gradientes de temperatura. Eles operam em um ciclo bifásico e são compostos por tubos metálicos ocos preenchidos com um fluido de trabalho. Possuem um funcionamento e construção similar aos tubos de calor, porém não possuem estrutura porosa, porque utilizam a ação da gravidade para a circulação do fluido internamente. Desta forma, os termossifões apresentam facilidade de construção e custo reduzido quando comparado com tubos de calor, porém, apresentam restrições quanto a posição na operação.
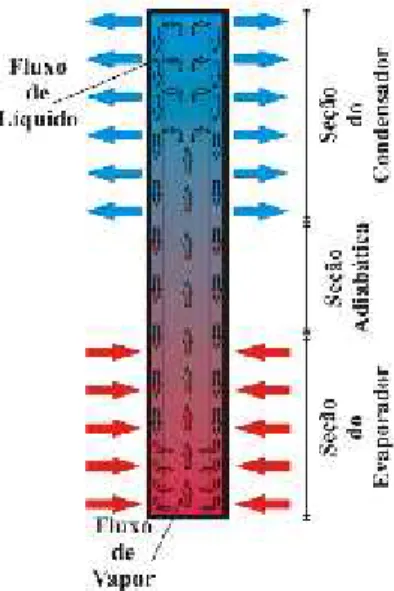
Os termossifões possuem três regiões com funções distintas no seu funcionamento, são elas: evaporador, seção adiabática e condensador. O evaporador, a região inferior do tubo, é aquecida através de uma fonte quente e o fluido de trabalho sofre um processo de evaporação. Esse vapor, por diferença de pressão, se desloca para região mais fria (condensador). Nesta região, o vapor gerado no evaporador perde energia na forma de calor e é condensado. O fluido de trabalho no estado líquido escoa por ação da gravidade de volta ao evaporador, fechando o ciclo. A seção adiabática fica entre o evaporador e o condensador, nesta região não existe troca de calor entre o termossifão e o ambiente e em alguns casos a região adiabática é inexistente (Mantelli, 2013). Um diagrama esquemático do princípio de funcionamento dos termossifões é apresentado na Fig. 1. Maiores informações sobre termossifões podem ser encontradas em Peterson (1994), Mantelli (2009) e Reay et al. (2013).
Fig. 1: Princípio de funcionamento de um termossifão.
Como mencionado, os termossifões são compostos basicamente por um invólucro e por um fluido de trabalho que devem ser mecânica e quimicamente compatíveis entre si. O invólucro, na maioria dos casos, é um tubo oco, feito de metal, vidro ou cerâmica. O fluido de trabalho pode variar de metais líquidos (mercúrio, sódio, potássio, lítio), para operar a altas temperaturas, passando por água, para temperaturas intermediárias, e até hélio ou nitrogênio para operar em baixas temperaturas (Peterson, 1994).
Como o princípio de funcionamento dos termossifões é baseado na vaporização e condensação do fluido de trabalho, este deve ser criteriosamente escolhido. Para tal, o principal critério de seleção utilizado é que a temperatura de operação dos termossifões seja compatível com a temperatura de ebulição do fluido de trabalho selecionado. Além disso, as propriedades termofísicas, como por exemplo, molhabilidade do fluido, condutividade térmica, viscosidade, tensão superficial e pressão do vapor, são importantes e devem ser avaliadas (Mantelli, 2009).
Um parâmetro que relaciona as propriedades do fluido de trabalho com sua máxima capacidade de transporte de energia na forma de calor é denominado Número de Mérito e, de acordo com Reay et al. (2013), pode ser expresso por
1 4 3
lv l l l
h k
M
sendo que, hlvé o calor latente de vaporização do fluido, klé a condutividade térmica da fase líquida do fluido,
ρlé a massa específica da fase líquida do fluido e μl é a viscosidade dinâmica da fase líquida do fluido. O
comportamento do Número de Mérito, M', em função da temperatura de operação considerando alguns fluidos de trabalho é ilustrado na Figura 2.
Temperatura°C
M
'
W
/m
2
-60 -30 0 30 60 90 120 150 180 210 240
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
Acetona Água Amônia Etanol Metanol R134a
Fig. 2: Número de Mérito em função da temperatura.
Neste contexto, no presente trabalho foi efetuada uma análise experimental do desempenho térmico de diferentes fluidos de trabalho em termossifões que, devido às suas características geométricas, podem ser utilizados em aplicações de controle térmico de equipamentos eletroeletrônicos. Os fluidos de trabalho analisados foram acetona, água deionizada, etanol (ou álcool etílico) e metanol (ou álcool metílico).
METODOLOGIA
A metodologia utilizada na limpeza, na montagem, no teste de estanqueidade, no procedimento de evacuação e no preenchimento com os fluidos de trabalho dos termossifões foi baseada levando em consideração as instruções fornecidas em Santos et al. (2014) e Nishida et al. (2015).
Características do Termossifão
Os termossifões foram provenientes de tubos de cobre com diâmetro externo de 9,45 mm, diâmetro interno de 7,75 mm e comprimento total de 200 mm. Os termossifões apresentam evaporador com 80 mm de comprimento, região adiabática com 20 mm de comprimento e condensador com 100 mm de comprimento. Os termossifões foram carregados com diferentes fluidos de trabalho com uma razão de preenchimento de 40% do volume do evaporador. A Tabela 1 mostra as principais características dos termossifões.
Tabela 1: Principais características dos termossifões.
Características Termossifão
Diâmetro interno do termossifão [mm] 7,45
Diâmetro externo do termossifão [mm] 9,45
Comprimento do evaporador [mm] 80,0
Comprimento da seção adiabática [mm] 20,0
Comprimento do condensador [mm] 100
Quantidade do fluido de trabalho [ml] 1,39
Características dos Fluidos de Trabalho Estudados
Os fluidos de trabalho analisados nesta investigação experimental foram acetona, água deionizada, etanol (ou álcool etílico) e metanol (ou álcool metílico). As principais propriedades termofísicas destas substâncias químicas utilizadas como fluido de trabalho nos termossifões são apresentadas na Tabela 2. Estas propriedades
foram extraídas da biblioteca disponível no software Engineering Equation SolverTM(EESTM).
Tabela 2: Principais propriedades termofísicas dos fluidos de trabalho.
Propriedades (em 20°C e 1 atm)
Fluido de Trabalho
Acetona Água Etanol Metanol
Fórmula Química C3H6O H2O C2H6O CH4O
Massa Molar [kg/kmol] 58,08 18,02 46,07 32,04
Calor específico [J/kgK] 2.131 4.183 2.396 2.505
Calor latente vaporização [J/kg] 0,539.106 2,453.106 0,928.106 1,178.106
Condutividade térmica [W/mK] 0,1630 0,5861 0,1708 0,1987
Massa Específica [kg/m3] 790,3 998,2 789,4 791,0
Ponto de ebulição [°C] 56,2 99,7 78,4 65,0
Pressão crítica [Pa] 4,70.106 22,06.106 6,27.106 8,10.106
Temperatura crítica [°C] 235,0 374,0 241,6 240,2
Temperatura do ponto triplo [°C] -94,65 0,01 -114,1 -97,54
Tensão superficial [N/m] 0,02334 0,07273 0,02273 0,02267
Viscosidade Dinâmica [Pa.s] 0,0003324 0,001002 0,001162 0,000586
Limpeza do Termossifão
A limpeza dos termossifões foi necessária para garantir a molhabilidade do fluido de trabalho, a eliminação de impurezas e melhorar a qualidade do vácuo. Desta forma, todos os componentes dos termossifões necessitam estar completamente limpos, antes que o fluido de trabalho ser introduzido. Para tal, primeiramente, o invólucro (tubo de cobre com 200 mm de comprimento), as tampas de fechamento (usinadas a partir de uma barra maciça de cobre com diâmetro de 9,45 mm) e o capilar (tubo de cobre com diâmetro interno de 1 mm e com comprimento de 40 mm) foram limpos com álcool etílico visando retirar as sujidades maiores. Feito isso, estes
componentes foram levados a um banho ultrassônico KondentechTM, permanecendo mergulhados em álcool
etílico, para que seja completamente limpo, durante 15 (quinze) minutos (Fig. 3).
Fig. 3: Limpeza das partes dos termossifões no banho ultrassônico.
Montagem do Termossifão
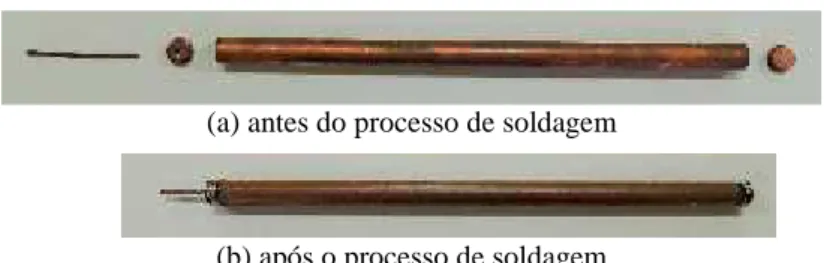
Após a realização da limpeza de seus componentes, os termossifões podem ser montados. As tampas de fechamento e o capilar foram soldados nas extremidades dos termossifões de acordo com as posições mostradas
na Fig. 4. O processo de soldagem foi efetuado com o auxílio de um ferro de soldar HikariTMPower 300 e as
(a) antes do processo de soldagem
(b) após o processo de soldagem
Fig. 4: Montagem dos termossifões.
Teste de Estanqueidade
Para verificar se não houve falha no processo de soldagem, foram realizados testes de estanqueidade utilizando uma bomba de deslocamento positivo manual, um recipiente com água e uma conexão para ligar a bomba ao tubo capilar. Para tal, os termossifões foram inseridos dentro do recipiente contendo água e, com a bomba de deslocamento positivo foi bombeado ar para dentro do tubo. Se houvesse alguma falha, surgiriam bolhas na água, demonstrando que existiam falhas na solda. Caso ocorresse o surgimento de bolhas, o termossifão com defeito deveria ser desmontado, limpado, soldado e testado para a correção da falha no processo de soldagem.
Procedimento de Evacuação
A quantidade de fluido de trabalho inserido nos termossifões é muito importante para que o ciclo dentro deles seja completado, pois se não houver fluido suficiente, o evaporador secará, levando ao colapso os termossifões. Como resultado, a transferência de calor será interrompida. Antes do preenchimento dos termossifões com o fluido de trabalho, foi necessário fazer vácuo dentro dos termossifões através da utilização de uma bomba de
vácuo EOS ValueTM i260SV (Fig. 5). Para tal, uma mangueira polimérica foi conectada ao capilar dos
termossifões interligando-os à bomba de vácuo através de uma válvula de controle de fluxo e uma mangueira flexível de borracha. Feito isso, a bomba de vácuo foi acionada. Recomenda-se que este processo tenha a duração de, pelo menos, 4 (quatro) horas. Durante o processo de vácuo, a pressão interna atingida é de 90mbar (9kPa) e a temperatura de saturação da água relacionada com essa pressão é aproximadamente 43,74ºC.
Fig. 5: Bomba de vácuo e o termossifão.
Preenchimento do Termossifão com o Fluido de Trabalho
Para realização do preenchimento dos termossifões com o fluido de trabalho desejado, foi desenvolvida uma pequena estação de preenchimento composta por um suporte universal, uma bureta graduada (escala de 0,1 ml)
com capacidade de 25 ml Global GlassTMe um fórceps (Fig. 6). Cada termossifão evacuado foi acoplado à uma
Fig. 6: Estação de preenchimento do termossifão.
APARATO EXPERIMENTAL
O aparato experimental utilizado para os testes experimentais, mostrado na Fig. 7 foi composto por uma unidade
de fonte de potência (PolitermTM POL 16B), um sistema de aquisição de dados (AgilentTM 34970A com 20
canais), um microcomputador DellTMe um ventilador UltrarTMDF12038HBL2.
Fig. 7: Aparato experimental.
Para avaliação do comportamento térmico dos diferentes fluidos de trabalho nos termossifões, foram utilizados
termopares do tipo K (OmegaTM) fixados na superfície externa dos termossifões por meio de uma fita adesiva
termosensível (KaptonTM). Existiam dois termopares no evaporador (T
evap,1 e Tevap,2), um termopar na seção
adiabática (Tadiab) e três termopares no condensador (Tcond,1, Tcond,2e Tcond,3)–Fig. 8.
O sistema de aquecimento do evaporador foi realizado pela dissipação de potência proveniente da passagem de uma corrente elétrica em um resistor elétrico em fita composto por uma liga de níquel-cromo. Para garantir que o calor gerado por efeito Joule fosse transmitido ao evaporador foi instalado nesta região um isolamento térmico. Uma fita de fibra de vidro foi usada na seção adiabática como um isolante térmico e o sistema de resfriamento por convecção forçada de ar foi constituído pelo ventilador na região do condensador.
RESULTADOS E DISCUSSÃO
Os resultados apresentam o comportamento térmico dos diferentes fluidos de trabalho, acetona, água, etanol e metanol, nos termossifões operando na posição vertical. Os testes foram realizados três vezes com cargas térmicas crescentes de 5W, variando de 5W até 25W. Os testes apresentaram erros menores que 0,5°C nos valores médios. As incertezas dos dados mensurados são estimadas para as temperaturas dos termopares (incerteza de ± 1.0ºC) e da potência dissipada (incerteza de ± 1%). A temperatura ambiente foi mantida em 20°C ± 0,5ºC por um sistema de condicionamento térmico de ambiente. Os valores dos termopares são adquiridos em 5s em 5s. Cada potência foi aplicada por 30 minutos, onde todos os termopares demonstraram um valor estacionário. Por questões de segurança, a temperatura máxima de operação estabelecida para o termossifão foi de 120°C. Na ¡Error! No se encuentra el origen de la referencia.9 são apresentadas as distribuições de temperaturas ao longo dos termossifões para os diferentes fluidos de trabalho estudados.
ts
T
°C
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000
10 20 30 40 50 60 70 80 90 100 110 120 130 Tevap,1 Tevap,2 Tadiab Tcond,1 Tcond,2 Tcond,3 Tamb 5W 10W 15W 20W 25W ts T °C
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000
10 20 30 40 50 60 70 80 90 100 110 120 130 Tevap,1 Tevap,2 Tadiab Tcond,1 Tcond,2 Tcond,3 Tamb 5W 10W 15W 20W 25W
(a) acetona (b) água [Russo et al.(2015)]
ts
T
°C
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000
10 20 30 40 50 60 70 80 90 100 110 120 130 Tevap,1 Tevap,2 Tadiab Tcond,1 Tcond,2 Tcond,3 Tamb 5W 10W 15W 20W 25W
ts
T
°C
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000
10 20 30 40 50 60 70 80 90 100 110 120 130 Tevap,1 Tevap,2 Tadiab Tcond,1 Tcond,2 Tcond,3 Tamb 5W 10W 15W 20W 25W
(c) etanol (d) metanol
Fig. 9: Distribuição de temperaturas nos termossifões em função do tempo para os diferentes fluidos de trabalho.
Na Tabela 3 e na ¡Error! No se encuentra el origen de la referencia.10, o comportamento da resistência térmica dos diferentes fluidos de trabalho nos termossifões é apresentado em função da carga térmica aplicada. As incertezas experimentais tamém são mostradas.
Tabela 3: Resistência térmica em função da potência aplicada.
Potência [W]
Resistência Térmica [ºC/W]
Acetona Água Álcool Metanol
5 2,52 ± 0,23 6,46 ± 0,31 3,67 ± 0,25 4,53 ± 0,25
10 1,62 ± 0,16 3,66 ± 0,19 2,24 ± 0,15 2,79 ± 0,18
15 1,25 ± 0,13 2,63 ± 0,16 1,68 ± 0,12 2,10 ± 0,14
20 1,04 ± 0,10 2,07 ± 0,12 1,37 ± 0,11 1,72 ± 0,12
PotênciaW Rt
ºC
/W
0 5 10 15 20 25 30
0 1 2 3 4 5 6 7 8
Acetona
Água (Russo et al., 2015) Etanol
Metanol
Fig. 10: Resistência térmica versus potência aplicada para diferentes fluidos de trabalho.
Como pode ser observado, independente do fluido de trabalho utilizado no termossifão, a temperatura de operação aumenta e a resistência térmica diminui com o aumento da dissipação de potência. Dos termossifões analisados, a acetona é o fluido de trabalho que apresenta o melhor desempenho térmico.
CONCLUSÕES
Neste trabalho foi realizada uma investigação experimental do desempenho térmico de diferentes fluidos de trabalho (acetona, água, etanol e metanol) em termossifões que podem ser aplicados no controle térmico de equipamentos eletroeletrônicos. Os termossifões foram testados verticalmente sob cargas térmicas compre-endidas entre 5W e 25W e funcionaram satisfatoriamente. O fluido de trabalho com melhor desempenho térmico foi a acetona.
AGRADECIMENTOS
Agradecimentos são prestados ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq), à Pró-Reitoria de Pequisa e Graduação (PROPPG) da UTFPR, à Diretoria de Pesquisa e Pós-Graduação (DIRPPG), ao Programa de Pós-Pós-Graduação em Engenharia Mecânica (PPGEM) e ao Departamento Acadêmico de Mecânica (DAMEC) da UTFPR/Câmpus Ponta Grossa.
REFERÊNCIAS
1. M.B.H. Mantelli, Thermosyphon Technology for Industrial Applications, Chapter 11, In: L.L. Vasiliev and
S. Kakaç (Eds.), Heat Pipes and Solid Sorption Transformations: Fundamentals and Practical Applications, CRC Press, Boca Raton, USA, 2013.
2. G.P. Peterson, An Introduction to Heat Pipes: Modeling, Testing and Applications, (Thermal Management
of Microelectronic and Electronic System Series), Wiley-Interscience, New York, USA, 1994.
3. M.B.H. Mantelli, Tubos de Calor e Termossifões, Notas de Aula, Departamento de Engenharia Mecânica,
Universidade Federal de Santa Catarina, Florianópolis, SC, Brasil, 2009.
4. D.A. Reay, P.A. Kew and R.J. McGlen, Heat Pipe: Theory, Design and Applications,
Butterworth-Heinemann, Amsterdam, Holland, 2013.
5. P.H.D. Santos, L. Krambeck, D.L.F. Santos and T. Antonini Alves, Analysis of a Stainless Steel Heat Pipe
Based on Operation Limits, International Review of Mechanical Engineering, vol. 8, pp. 599-608, 2014.
6. F.B. Nishida, L.S. Marquardt, V.Y.S. Borges, P.H.D. Santos and T. Antonini Alves, Development of a
Copper Heat Pipe with Axial Grooves Manufactured using Wire Electrical Discharge Machining (Wire-EDM), Advanced Materials Research (Online), vol. 1120, pp. 1325-1329, 2015.