NATALI RODRIGUEZ ROJAS
JHON JAIRO SANCHEZ MORALES
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD DE MEDIO AMBIENTE Y RECURSOS NATURALES
PROYECTO CURRICULAR DE INGENIERÍA TOPOGRÁFICA BOGOTÁ D.C.
DESARROLLO DE UNA MEZCLA ASFÁLTICA TIBIA RECICLADA BAJO CRITERIOS TÉCNICOS Y MEDIOAMBIENTALES
NATALI RODRIGUEZ ROJAS Cód. 20131032207
JHON JAIRO SANCHEZ MORALES Cód. 20131032204
Este proyecto se presenta como requisito para optar por el
TITULO DE INGENIERO TOPOGRÁFICO
Director, PhD. Hugo Alexander Rondón Quintana
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD DE MEDIO AMBIENTE Y RECURSOS NATURALES
PROYECTO CURRICULAR DE INGENIERÍA TOPOGRÁFICA BOGOTÁ D.C.
Nota de aceptación
________________________________
________________________________
________________________________
___________________________________________________
Hugo Alexander Rondón Quintana Director del proyecto
__________________________________________________
Carlos Javier González Jurado
DEDICATORIA
Esta tesis significa la culminación de una gran etapa como estudiante y el comienzo de mi
vida como profesional, logro que no hubiese sido posible sin la ayuda de DIOS que me dio la
fuerza, calma y sabiduría en los momentos más difíciles, gracias a él por bendecirme todos los
días con la compañía de mis padres mi esposo y el ángel que llego a mi vida hace tres años, mi
hija, a quienes dedico este logro por apoyarme en cada decisión y facilitarme el camino, por
quienes tome la decisión de prepárame para ser una excelente profesional y una mejor persona.
AGRADECIMIENTOS
Agradezco primero que todo a DIOS por darme la oportunidad de llegar a feliz término este
proyecto que inicie gracias mi compañero de estudio quien compartió con migo la inquietud de
explorar nuevos caminos en el ámbito de los pavimentos.
Al ingeniero Hugo Alexander Rondón Quintana por su paciencia, sus conocimientos y
colaboración en cada etapa de este proyecto.
A Hugo Rondón laboratorista quien nos brindó su ayuda y compartió sus conocimientos para
CONTENIDO
INTRODUCCIÓN ... XVII
PLANTEAMIENTO DEL PROBLEMA...4
JUSTIFICACIÓN ...7
1. OBJETIVOS ... 10
1.1. OBJETIVO GENERAL... 10
1.2. OBJETIVOS ESPECÍFICOS ... 10
MARCO TEORICO... 11
2.3. ANTECEDENTES ... 11
1.1 ... 19
2.4. CONCEPTOS ... 19
2.4.1 PAVIMENTO ... 19
2.4.2 CLASES DE PAVIMENTOS ... 19
2.4.3 ASFALTOS ... 21
2.4.4 MEZCLAS ASFÁLTICAS ... 22
2.4.5 MEZCLAS ASFÁLTICAS MODIFICADAS ... 26
2.4.6 CEMENTO ASFALTICO ... 27
2.4.7 AGREGADOS PÉTREOS ... 27
2.4.9 MEZCLAS ASFÁLTICAS DENSAS EN CALIENTE ... 40
2.4.10 MEZCLAS ASFÁLTICAS TIBIAS ... 41
2.5 NORMATIVIDAD ... 46
2.5.1 MANEJO AMBIENTAL ... 46
2.5.2 PLANTAS DE MEZCLA EN CALIENTE ... 47
2.5.3 VENTAJAS AMBIENTALES ... 48
3. METODOLOGÍA ... 50
3.1. AGREGADO PÉTREO ... 50
3.2. CARACTERIZACIÓN DE LA ESCORIA. ... 54
3.3. CEMENTO ASFÁLTICO ... 55
3.4 ELABORACIÓN DE BRIQUETAS ... 57
3.4.1 MEZCLA CONVENCIONAL. ... 60
3.4.2 MEZCLAS MODIFICADAS ... 60
3.4.3 ENSAYOS MÉTODO MARSHALL... 65
RESULTADOS ... 71
4.1. ENSAYO MARSHALL DE LA MEZCLA CONVENCIONAL DE REFERENCIA ... 71
4.2. ANÁLISIS DEL ENSAYO MARSHALL DE LA MEZCLA ASFÁLTICA CON ADITIVO Y SIN ESCORIA ... 80
4.3. ANÁLISIS DEL ENSAYO MARSHALL DE LA MEZCLA ASFÁLTICA SIN ADITIVO Y CON ESCORIA DE ALTO HORNO. .. 87
CONCLUSIONES ... 104
RECOMENDACIONES ... 106
BIBLIOGRAFÍA ... 108
LISTA TABLAS
TABLA 1 ESTADO DE LA RED VIAL NACIONAL. ... 4
TABLA 2 COMPOSICIÓN QUÍMICA DE LA ESCORIA DE ALTO HORNO ... 39
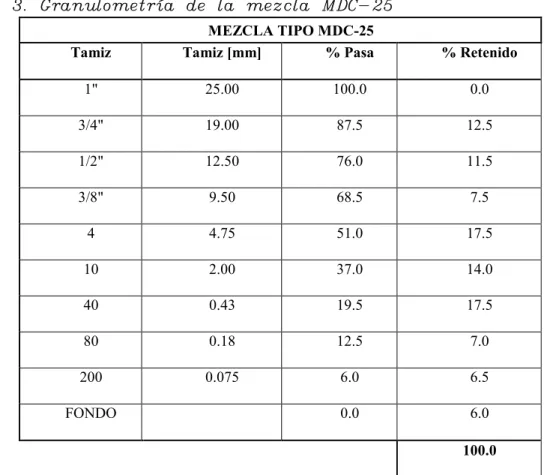
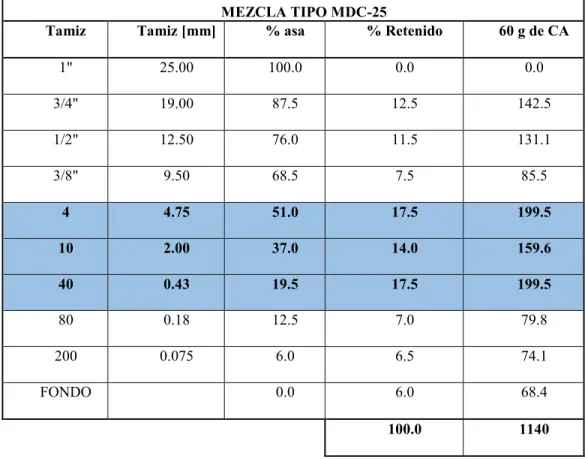
TABLA 3. GRANULOMETRÍA DE LA MEZCLA MDC-25 ... 51
TABLA 4 GRANULOMETRÍA CON ESCORIA DE ALTO HORNO PARA MEZCLA TIPO MDC-25 ... 52
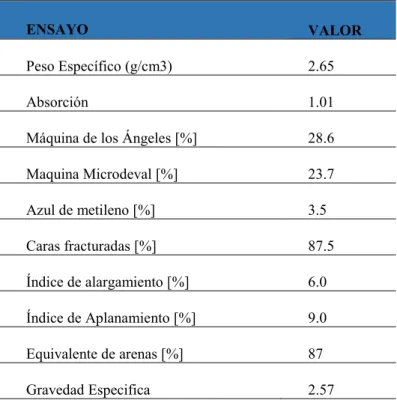
TABLA 5 CARACTERIZACIÓN DEL AGREGADO PÉTREO ... 54
TABLA 6 CARACTERIZACIÓN DE LA ESCORIA ... 54
TABLA 7 CARACTERIZACIÓN DEL CEMENTO ASFALTICO 60-70 ... 57
TABLA 8. DATOS PROMEDIO OBTENIDOS MEDIANTE ENSAYO MARSHALL CA 60-70 MEZCLA CONVENCIONAL... 72
LISTA ILUSTRACIONES
ILUSTRACIÓN 1. ESTRUCTURA DE PAVIMENTO ... 19
ILUSTRACIÓN 2. ESTRUCTURA DE PAVIMENTO FLEXIBLE ... 21
ILUSTRACIÓN 3. ESQUEMA DE LAS PARTES DE UN ALTO HORNO ... 34
ILUSTRACIÓN 4 ESQUEMA CONFORMACIÓN DE LA ESCORIA ... 34
ILUSTRACIÓN 5. PROCESAMIENTO DE LA ESCORIA. ... 40
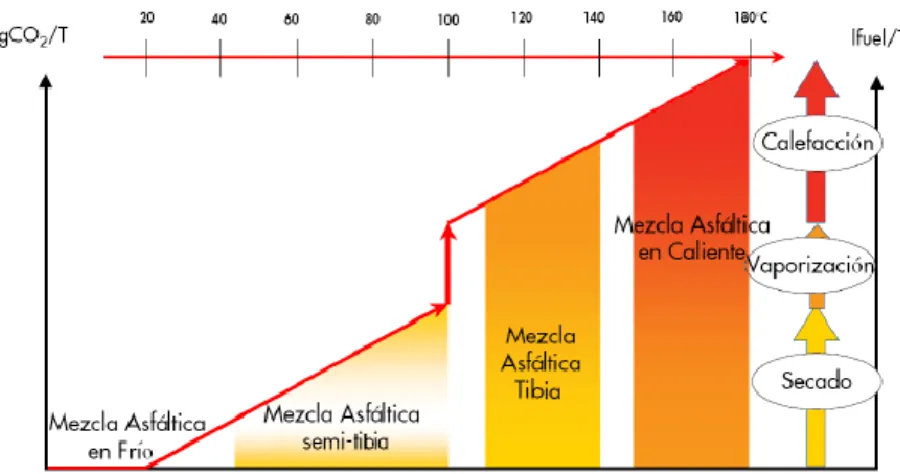
ILUSTRACIÓN 6 TECNOLOGÍAS Y VENTAJAS MEDIO-AMBIENTALES PARA LA PRODUCCIÓN DE MEZCLAS ASFÁLTICAS (OLARD, Y NOAN, 2008). ... 43
LISTA GRÁFICAS
GRÁFICA 1 DATOS DE ESTABILIDAD ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL ... 72
GRÁFICA 2 DATOS DE FLUJO ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL ... 73
GRÁFICA 3 DATOS DE ESTABILIDAD/FLUJO ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL... 75
GRÁFICA 4 DATOS DE PORCENTAJE DE VACÍOS ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL ... 77
GRÁFICA 5 DATOS DE PORCENTAJE DE VACÍOS EN AP ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL ... 78
GRÁFICA 6 DATOS DE PORCENTAJE DE DENSIDADES EN LA MEZCLA ENSAYO MARSHALL PARA LA MEZCLA CONVENCIONAL ... 79
GRÁFICA 7 DATOS DE ESTABILIDAD ENSAYO MARSHALL PARA LAS MEZCLAS MODIFICADAS ... 81
GRÁFICA 8 DATOS DE FLUJO ENSAYO MARSHALL PARA LAS MEZCLAS MODIFICADAS ... 82
GRÁFICA 9 DATOS DE ESTABILIDAD/FLUJO ENSAYO MARSHALL PARA LAS MEZCLAS MODIFICADAS ... 83
GRÁFICA 10 DATOS DE PORCENTAJE DE VACÍOS ENSAYO MARSHALL PARA LA MEZCLAS MODIFICADAS ... 84
GRÁFICA 11 DATOS DE PORCENTAJE DE VACÍOS EN AGREGADOS PÉTREOS ENSAYO MARSHALL ... 85
GRÁFICA 12 DATOS DE LA DENSIDAD BULK ENSAYO MARSHALL ... 86
GRÁFICA 13 DATOS DE ESTABILIDAD ENSAYO MARSHALL PARA LA MEZCLA SIN ADITIVO CON ESCORIA 17.5, 31.5 Y 49% ... 88
GRÁFICA 14 DATOS DE FLUJO ENSAYO MARSHALL PARA LA MEZCLA SIN ADITIVO Y ESCORIA A 17.5, 31.5 Y 49% ... 89
GRÁFICA 15 DATOS DE ESTABILIDAD/FLUJO MARSHALL PARA LA MEZCLA SIN ADITIVO Y ESCORIA A 17.5, 31.5 Y 49% ... 91
GRÁFICA 16 DATOS DE PORCENTAJE DE VACÍOS ENSAYO MARSHALL PARA LA MEZCLAS MODIFICADAS ... 93
GRÁFICA 17 DATOS DE PORCENTAJE DE VACÍOS EN EL AGREGADO PÉTREO CON ENSAYO MARSHALL ... 95
GRÁFICA 18 DATOS DE LA DENSIDAD BULK EN LA MEZCLA SIN ADITIVO. ENSAYO MARSHALL ... 96
GRÁFICA 19 DATOS DE ESTABILIDAD ENSAYO MARSHALL PARA LAS MEZCLAS MODIFICADAS ... 98
GRÁFICA 21 DATOS DE ESTABILIDAD/FLUJO ENSAYO MARSHALL PARA LAS MEZCLAS MODIFICADAS ... 100
GRÁFICA 22 DATOS DE PORCENTAJE DE VACÍOS ENSAYO MARSHALL PARA LA MEZCLAS MODIFICADAS ... 101
GRÁFICA 23 DATOS DE PORCENTAJE DE VACÍOS EN AGREGADOS PÉTREOS ENSAYO MARSHALL ... 102
LISTA FOTOGRAFIAS
FOTOGRAFÍA 1 ESCORIA DE ALTO HORNO UTILIZADA EN EL PROYECTO ... 36
FOTOGRAFÍA 2 AGREGADO PÉTREO ... 53
FOTOGRAFÍA 3 CEMENTO ASFÁLTICO 60-70 ... 56
FOTOGRAFÍA 4 ESCORIA EN SU ESTADO NATURAL……….………..…..59
FOTOGRAFÍA 5 ESCORIA PULVERIZADA………..……….58
FOTOGRAFÍA 6 MEZCLA ASFÁLTICA MODIFICADA CON EL ADITIVO………..………..59
FOTOGRAFÍA 7MEZCLA DE MATERIALES………..……..58
FOTOGRAFÍA 8 COMPARACIÓN EN MOLDE DE LAS BRIQUETAS……….60
FOTOGRAFÍA 9 MARTILLO MARSHALL………..59
FOTOGRAFÍA 10 BRIQUETAS MEZCLA CONVENCIONAL ... 65
FOTOGRAFÍA 11 MEDICIÓN ALTURA DE BRIQUETA………..67
FOTOGRAFÍA 12 VERIFICACIÓN DE ALTURAS………66
FOTOGRAFÍA 13 BRIQUETA PESADA EN SECO ... 66
FOTOGRAFÍA 14 BRIQUETA PESADA EN AGUA ... 67
FOTOGRAFÍA 15 BRIQUETA SUMERGIDA EN BAÑO DE MARÍA 60°C ... 68
ABREVIATURAS
UDFJC: Universidad Distrital Francisco José de Caldas
CIDC: Centro de Investigación y Desarrollo Científico
CA: Cemento Asfaltico
WMA: Warm Mix Asphalt (Mezcla Asfáltica Tibia)
HMA: Hot Mix Asphalt (Mezcla Asfáltica en Caliente)
CMA: Cold Mix Asphalt (Mezcla Asfáltica fría)
MDC: (Mezcla Densa en Caliente)
MSC: (Mezcla Semidensa en Caliente)
MGC: (Mezcla Gruesa en Caliente)
MAM: (Mezcla Alto Modulo)
ASOPAC: Asociación de Productores y Pavimentadores de Colombia
AP: Agregado Pétreo
E/F: Estabilidad/Flujo
RESUMEN
La problemática ambiental derivada de los altos grados de contaminación existentes es un
tema que ha cobrado gran interés en los últimos tiempos, tratar de generar soluciones en los
diferentes ámbitos se ha vuelto una prioridad, de aquí parte el desarrollo el interés de generar
nuevas tecnologías para la producción de mezclas asfálticas en el mundo. Es por esta razón que
esta investigación se centra en igualar y/o mejorar las propiedades de las mezclas asfálticas
convencionales utilizadas hasta el momento y convertirlas en mezclas asfálticas tibias que sean
beneficiosas para el medio ambiente, para la salud y para la economía.
Basados en el planteamiento anterior el presente trabajo, consiste en tomar una mezcla
asfáltica en caliente como referencia para modificar su composición adicionando un aditivo hasta
ahora desconocido por las plantas productoras de asfalto llamado HUSIL, con el objetivo de
aumentar la temperatura de la mezcla, reducir las emisiones de gases a la atmósfera y la
exposición de los trabajadores a las emanaciones del asfalto. Además de remplazar parte de los
agregados pétreos por escoria de alto horno material que generalmente es tratado como
desperdicio que proviene de los procesos de tratamiento de hierro que se puede reutilizar y de
En este proyecto se evaluaron estabilidad, flujo, vacíos tanto en la mezcla como en los
agregados pétreos y sus respectivas densidades. A partir de los criterios anteriores se seleccionó
la temperatura que mejor se adecuó a las necesidades que en este caso es la de igualar o mejorar
a la mezcla convencional y se estableció la cantidad del aditivo HUSIL necesaria para que esta
cumpla.
De esta manera, se evidenció que tanto el aditivo como la escoria de alto horno pueden ser
ABSTRAC
The environmental problems associated with the high levels of existing pollution is an issue
that has gained great interest in recent times, try to generate solutions in different areas has
become a priority, hence part of the development the interest of generating new technologies for
production of asphalt mixtures in the world. It is for this reason that this research focuses on
match and / or enhance the properties of conventional asphalt mixtures used to date and make
them warm asphalt mixes that are beneficial to the environment, health and the economy.
Based on the above approach this work involves taking a hot mix asphalt reference to modify
its composition by adding an additive hitherto unknown by producing asphalt plants called
HUSIL, with the aim of increasing the temperature of the mixture, reduce gas emissions into the
atmosphere and worker exposure to asphalt fumes. In addition to replacing part of the stone
aggregates by furnace slag materials generally waste is treated as coming from treatment
processes of iron that can be reused and thus lower costs as obtaining stone material.
In this project stability, flow, empty both the mixture and the rock aggregates and their
respective densities were evaluated. From the above criteria temperature best adapted to the
needs in this case it is to meet or exceed conventional mixture and the amount of additive
required to HUSIL this meets established was selected.
Thus, it was shown that both the additive and the blast furnace slag can be used as reducing
INTRODUCCIÓN
El presente trabajo de grado hace parte del proyecto de investigación “Desarrollo de una
mezcla asfáltica en tibio, bajo criterios técnicos y medioambientales” que actualmente está
adelantando el grupo de investigación TOPOVIAL de la Universidad Distrital Francisco José de
Caldas (UDFJC), según convocatoria pública del Centro de Investigaciones y Desarrollo
Científico - CIDC No. 014/13. A través de la modificación por vía húmeda de un cemento
asfáltico (tipo CA 60-70 fabricado por la Empresa Colombiana de Petróleos S.A. -
ECOPETROL) con un aditivo ampliamente trabajado por el grupo de investigación TOPOVIAL
y desconocido por los productores de asfaltos (denominado HUSIL), se han modificado las
características de viscosidad y trabajabilidad del material base (cemento asfáltico), con el fin de
poder mezclarlo (en las plantas de asfaltos) con el agregado pétreo a temperaturas más bajas, y
así fabricar una mezcla asfáltica que disminuya la emisión de contaminantes a la atmósfera
(denominada en el mundo como mezcla asfáltica tibia). Por otro lado, este proyecto evaluó el
comportamiento que experimenta la mezcla asfáltica tibia desarrollada con granulometría de una
mezcla del tipo MDC-25 (INVÍAS, 2013), cuando es sometida a cargas monotónicas, dinámicas
y al daño por humedad.
El grupo de Investigación TOPOVIAL ha venido vinculando diferentes estudiantes en la
modalidad de trabajo de grado al proyecto mencionado, y es así, como actualmente el presente
escoria de alto horno (desecho generado durante el proceso de fabricación del acero en altos
hornos) y empleando la granulometría de la mezcla asfáltica de referencia (MDC-25). En el
presente estudio, a diferencia de los anteriores, se evaluó una mezcla asfáltica tibia reciclada con
el aditivo HUSIL que emplea el grupo TOPOVIAL, pero en donde se sustituyó parte de los
agregados naturales por escoria de alto horno y empleó como granulometría de referencia la
mezcla MDC-25. Esta granulometría fue escogida por ser la más utilizada para la conformación
de bases en capas asfálticas en Colombia.
La escoria de alto horno utilizada en la sustitución de los agregados pétreos, surge durante el
proceso de obtención del acero, cuando el hierro es ingresado a un horno bajo temperaturas de
aproximadamente 1000°C, con el fin de separar la mayor cantidad de impurezas mediante
agentes reductores como coque y calizas como escorificante, la escoria es separada de manera
natural del arrabio (material formado prácticamente por hierro metálico, que contiene entre un
(2) dos y (4) cuatro por ciento de carbono haciendo que tenga un punto de fusión más bajo que el
acero). La separación se da debido a su menor densidad siendo la escoria de alto horno
importante materia prima para la industria del cemento.
De esta manera, resulta interesante la utilización de dicho material en la fabricación de
mezclas asfálticas tibias, principalmente por la rigidez que proporciona a la mezcla y por su bajo
costo, otra consideración importante es la asociada con el medioambiente, ampliar los campos de
en las plantas siderúrgicas, mitiga la contaminación visual y la contaminación de las aguas
subterráneas por lixiviación.
Por último, la sustitución en proporciones de 17.5 %, 31.5 % y 49 % variando las temperatura
entre 110°C, 120°C y 130°C permitió evaluar la respuesta mecánica bajo carga monotónica
ejecutando ensayos Marshall (INV. E-748-13). Las mezclas fabricadas a partir de escoria de alto
horno se presentan como una tecnología amigable con el medioambiente que permite reducir
PLANTEAMIENTO DEL PROBLEMA
De acuerdo con reportes del Banco Mundial en el año 2004. Colombia es uno de los países
del mundo con mayor atraso en infraestructura vial, entre las causas de la crisis vial se
identifican entre otras: falta de recursos, desconocimiento del comportamiento de materiales,
demoras excesivas en la terminación de contratos, topografía adversa, planeación equívoca,
corrupción, falencias en la interventoría y deficiencia de materiales para construcción de
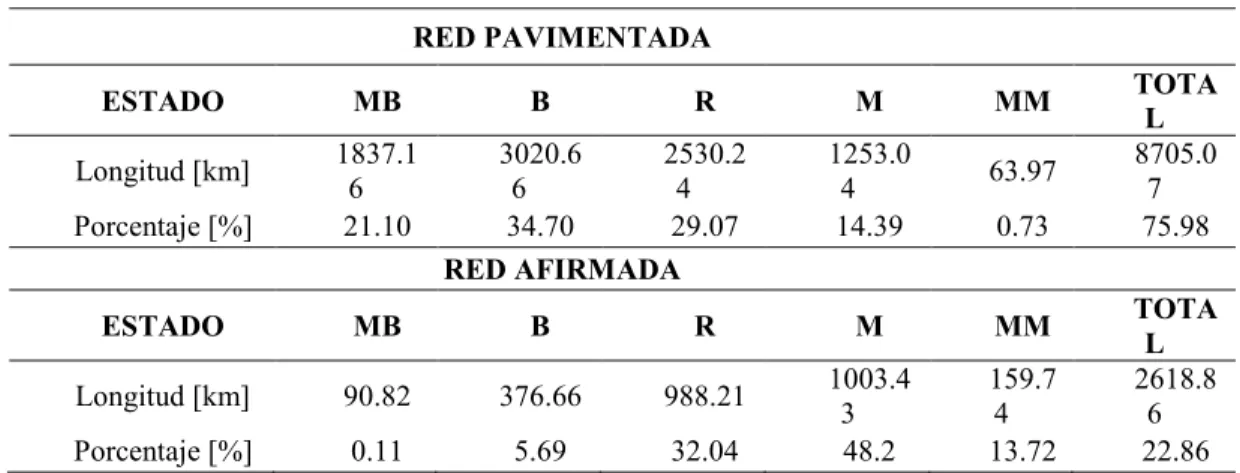
pavimentos. A continuación en la Tabla 1 se describe el estado a nivel nacional de la red vial de
Colombia.
TABLA 1 Estado de la red vial nacional. RED PAVIMENTADA
ESTADO MB B R M MM TOTAL
Longitud [km] 1837.16 3020.66 2530.24 1253.04 63.97 8705.07 Porcentaje [%] 21.10 34.70 29.07 14.39 0.73 75.98
RED AFIRMADA
ESTADO MB B R M MM TOTAL
Longitud [km] 90.82 376.66 988.21 1003.43 159.74 2618.86
Porcentaje [%] 0.11 5.69 32.04 48.2 13.72 22.86
MB: muy buena; B: buena; R: regular; M: mal; MM: muy mal.
Fuente: http://www.invias.gov.co INVIAS10 Enero 2013
Sumado a los limitantes antes mencionados la fabricación de mezclas asfálticas
gases a la atmosfera, al aumento de energía en su elaboración, consumo de combustible
empleado en su transporte y costos en la obtención de materiales básicos para su producción
entre otros.
Por lo anterior, es importante encontrar una técnica adecuada que permita mitigar tanto los
impactos negativos como los costos de producción, de esta manera, se ha concebido las mezclas
asfálticas tibias (WMA) como una alternativa, que además de generar ahorro durante las
operaciones de mezclado y compactación, reduce de manera notable las emisiones de los gases
que se producen durante la fabricación de las mismas.
Una vez conocida esta tecnología, también surge una serie de inconvenientes que para
Colombia se manifiesta en la escasa investigación sobre este tema, por ende su implementación
aún no ha sido posible. Adicionalmente, no existe en el país especificación sobre el tema para la
caracterización y control de procesos de fabricación y construcción de mezclas asfálticas tibias.
Estas son unas de tantas razones que originó el desarrollo de la presente propuesta de trabajo de
grado en pro de la difusión y adopción para Colombia de este tipo de tecnologías, que unido a la
sustitución de parte del agregado natural por escoria de alto horno, contribuirá en el futuro de
manera significativa en los avances en la ingeniería y en la disminución de impactos ambientales
asociados a los actuales modos de fabricación de mezclas asfálticas.
Otro ítem adicional que resalta la necesidad de estudiar y profundizar sobre el tema de la
En Colombia, la tendencia del parque automotor en los últimos 30 años ha sido incrementar
en número y magnitud de cargas. El promedio de crecimiento anual del tránsito en los últimos
años y la tasa anual promedio de crecimiento de la capacidad instalada de carga de acuerdo con
Mintransporte (2004, 2006) ha sido del 4.6 % y 5.08 % respectivamente. En Colombia la
movilización de carga por las vías nacionales (uno de los indicadores más importantes que
muestra el crecimiento de la economía de un país), expresada en miles de toneladas, creció entre
1991 y el año 2003 en 42107 (Mintransporte, 2006). La tasa de crecimiento anual de
movilización de productos del sector agrícola, manufacturero, minero y pecuario crecieron en
5.47 %, 14.82 %, 19.11 % y 4.88 % respectivamente. Entre el año 2003 al 2009 la carga
movilizada por carretera creció, en miles de toneladas, desde 73034 hasta 177057
(Mintransporte, 2010). Lo anterior genera en las capas del pavimento, mayores magnitudes de
esfuerzo y deformación. Estos mayores niveles de carga deben ser contrarrestados con materiales
más durables en las estructuras viales.
La problemática antes planteada, da pie para resaltar el eje central de esta investigación, que
pretende producir mezclas asfálticas a baja temperatura, con ayuda del aditivo Husil y con la
adición de la escoria de alto horno, material que se puede adquirir con facilidad, ya que es
restante de un proceso de obtención de hierro y que claramente demostró ser ideal para ser
utilizado y remplazar parte del agregado pétreo puesto que bajo temperaturas que oscilan entre
JUSTIFICACIÓN
Durante los últimos años, el uso de materiales reciclados para la construcción de estructuras
viales ha venido incrementando en el mundo. Lo anterior con el fin de minimizar el empleo de
materiales naturales (p.e., agregados pétreos provenientes de canteras), salvaguardar recursos
naturales limitados, contribuir a la sustentabilidad de los recursos naturales y promover el
empleo de materiales alternativos producto del reciclaje.
De acuerdo con (EAPA, 2014), más del 90% de las vías en el mundo están construidas en
pavimento asfaltico, y según la Asociación de Productores y Pavimentadores Asfálticos de
Colombia - ASOPAC, (2004), la mayor parte de las estructuras que se diseñan y construyen en
Colombia son flexibles. Las mezclas asfálticas se tipifican en cuatro grandes grupos de acuerdo a
la temperatura empleada para fabricar mezclas asfálticas en plantas especializadas de asfalto:
mezclas en frío - CMA (temperatura inferior a 60°C), mezclas semi-tibias - HWMA (temperatura
entre 60°C y 100°C), mezclas en caliente - HMA (temperatura entre 150°C y 190°C) y mezclas
tibias -WMA (temperatura entre 100°C y 140°C). (Rondon, H. A. Reyes F. A., 2015).
Tomando como referencia el proyecto que actualmente se encuentra ejecutando el grupo de
investigación TOPOVIAL, se puede reportar, que la mayor parte de las mezclas que se utilizan
en Colombia y el mundo para construir pavimentos asfalticos flexibles son las mezclas en
Internacionalmente estas mezclas son conocidas como HMA (por sus siglas en inglés), se
caracterizan por presentar un bajo contenido de vacíos con aire (entre 3% a 9% por lo general),
son premezcladas, y habitualmente, bien diseñadas y fabricadas, son de buena resistencia
mecánica, durabilidad y de buen comportamiento in situ. A pesar de lo anterior, su proceso de
fabricación, extensión y compactación trae consigo como principal desventaja, el impacto
ambiental negativo producto de la generación de emisiones a la atmósfera de los componentes
volátiles del asfalto y la energía que se necesita para calentar los materiales necesarios para su
fabricación (agregados pétreos y cemento asfáltico). Con el fin de mitigar este tipo de
afectaciones ambientales se desarrolló en el mundo una mezcla asfáltica llamada tibia o (WMA
por sus siglas en ingles) que durante su proceso de fabricación y compactación utiliza
temperaturas menores a las acostumbradas en las mezclas en caliente, sin disminuir sus
propiedades mecánicas.
La WMA es una tecnología originada en Europa como una posible solución a la necesidad de
disminuir el gasto de energía (Button, 2007), y aunque esta preocupación se ha advertido y
tratado de solucionar desde la década de los 50, al pasar de los años se han realizado una serie de
ensayos e investigaciones que han arrojado como resultado en el año de 1997, el desarrollo de la
mezcla denominada tibia. Desde ese momento, hasta la actualidad países como Francia,
Australia y Estados Unidos entre otros han dado cabida a esta nueva tecnología que está
los países que están trabajando en pro de mejorar las condiciones ambientales y económicas en
los procesos de diseño, fabricación y extensión de las mezclas asfálticas.
De la misma manera el fundamento de este trabajo gira en torno en la implementación de un
aditivo llamado HUSIL desconocido por parte de los productores de asfalto y la incorporación de
materiales reciclados como la escoria de alto horno, ya que el volumen de generación de este
material está ligado directamente con los niveles de producción de las siderúrgicas, por lo que el
crecimiento de esta industria hace que el manejo de este material se complique y deba
almacenarse y transportarse de manera interna, generando inconvenientes y sobrecostos.
Respondiendo a la necesidad de definir un uso para este residuo, este trabajo busca garantizar
que el manejo dado al material sea el adecuado y que las mezclas asfálticas disminuyan su costo
remplazando parte del agregado pétreo por la escoria de alto horno y que adicionalmente la
mezcla mantenga las propiedades físicas y mecánicas e inclusive que mejore sus capacidades de
rigidez y durabilidad a menores temperaturas, de igual manera se reduzcan los riesgos para la
salud del personal que se encarga de la extensión y compactación de las mezclas en campo y de
1. OBJETIVOS
1.1.Objetivo general
Diseñar una mezcla asfáltica tibia WMA reciclada a partir de la granulometría de una
mezcla densa en caliente tipo MDC-25, sustituyendo parte de los agregados pétreos en
proporciones de 17.5 %, 31.5 % y 49 % por escoria de alto horno.
1.2.Objetivos Específicos
Analizar la cantidad de Aditivo HUSIL y escoria de alto horno óptimo para el diseño
de una mezcla asfáltica tibia que cumpla con especificaciones técnicas estipuladas en
INVÍAS (2013) para la producción de mezclas asfálticas del tipo denso.
Comparar el comportamiento bajo carga monotónica entre la mezcla en caliente de
referencia y la mezcla en tibio reciclada con escoria de alto horno a 110°C, 120°C,
130°C y 150°C.
Establecer la temperatura adecuada de fabricación en laboratorio de la mezcla asfáltica
MARCO TEORICO
2.3. Antecedentes
Basándose en la Conferencia de las Naciones Unidas sobre el medioambiente y el desarrollo
sostenible que se llevó a cabo en Rio de Janeiro en 1992, donde se evidenció las consecuencias
destructivas de las actividades humanas a los recursos naturales y el cambio climático. Sectores
como la industria, la agricultura y el sector del transporte a quienes se les atribuyó de ser los
principales causantes de dichas acciones destructivas se les hizo el requerimiento de investigar y
desarrollar nuevas tecnologías que permitieran mitigar los impactos que hasta el momento se
habían generado. (Senior, 2013). Este tema ambiental se formaliza en 1997 por el Protocolo de
Kyoto de la convención Marco de Naciones Unidas sobre cambio climático que dejó como
resultado, un compromiso por parte de todos los estados para contribuir a la disminución de la
emisión de gases contaminantes a la atmosfera (Senior, 2013). Aunque este tema fue publicado
en dichas fechas antes mencionadas es relevante decir que el trabajo en el área de pavimentos por
disminuir las contribuciones negativas al medioambiente iniciaron cerca de los años 50 en
Europa como una posible alternativa a las necesidades de minimizar los efectos ambientales
destructivos sobre el planeta (Moreno & Pinzón, 2013; Senior, 2013). Durante esta época el
objetivo se centraba en la disminución de la emisión de gases durante el proceso de producción
del asfalto. Entonces en 1956 el doctor Ladis H. Csanyi de la Universidad Estatal de Lowa, quien
frío. Este descubrimiento es tan solo el comienzo de un largo camino de hallazgos (Button,
2007).
En la década de 1960 Mobil Oil Australia adquiere los derechos de patente de invención del
doctor Csanyi modifica su fórmula inicial inyectando agua fría en lugar de vapor de agua en el
asfalto caliente (Button, 2007). A principios de 1970 Chevron desarrolló las metodologías de
diseño de pavimentos poniendo en funcionamiento asfalto emulsionado como estabilizante.
Posterior a este avance público su “Manual de Bitumuls Mx” que contiene información valiosa
para las especificaciones de diseño y producción de mezclas asfálticas en frío (Senior, 2013;
Button, 2007). En 1979 FHWA (Federal Highway Administration) hizo una publicación similar
otro manual llamado “A Basic Asphalt Emulsión Manual” (Button, 2007). En 1981 se reportan
las primeras ventajas acerca del uso de las mezclas en frio; para vías con bajos volúmenes de
tráfico y largas distancias de acarreo de la mezcla, además de resaltar la diferencia de costo
económico entre las plantas convencionales de asfalto en caliente y las plantas en frio ya que esta
última no necesita una ubicación especial según la Agencia de Protección Ambiental (EPA),
debido a su falta de emisiones (Moreno & Pinzón, 2013)
Entrando hacia la década de los 90 más exactamente en 1992 y gracias a la conferencia
ambiental que se celebró, los países iniciaron reformas en su economía para reducir la emisión de
gases nocivos. Estas tendencias influyeron en la construcción de carreteras y en la fabricación y
producción de mezclas asfálticas (Senior, 2013) Más adelante en 1994 Maccarone et al. Estudio
material está ganando aceptación en todo el mundo debido a su eficiencia energética y su
reducción de emisiones. De hecho, declararon que “las tecnologías de frio representan el futuro
en revestimiento de carreteras” (Button, 2007), (Senior, 2013) En 1995 Shell y KoloViedekke,
iniciaron un programa en conjunto, para el desarrollo de un producto, y del proceso para la
fabricación de mezcla agregado-asfalto a temperaturas más bajas; obteniendo mejores
propiedades o equivalentes condiciones de desempeño, con relación a las mezclas tradicionales
en caliente (Senior, 2013; Lopera, 2011). En 1996 en Alemania se unió un grupo compuesto por
la NAPA, NIOSH, Asphalt Institute, la Laborers Health and Safety Fund of North America, y la
International Union of Operating Engineers, para establecer ciertas pautas de control para las
entidades encargadas de producir mezclas asfálticas con el objetivo de reducir la cantidad de
vapores a los que usualmente están expuestos los trabajadores (Senior, 2013; Lopera, 2011;
Moreno & Pinzón, 2013). En 1997 fue el comienzo hacia el desarrollo de una nueva alternativa
ambiental un claro ejemplo fue Sasobit® que comenzó a ser comercializado en Europa como
aditivo para la Compactación de mezclas asfálticas por Sasol Wax International AG. La
tecnología, más tarde se convirtió en el proceso de WMA. (Senior, 2013)
Jenkins et al. (1999), introdujeron un nuevo proceso que implica la elaboración de mezclas
tibias a partir de un tratamiento con asfalto espumado. Se exploraron los conceptos y posibles
beneficios de calentamiento de una amplia variedad de agregados a temperaturas por encima de
la temperatura ambiente pero por debajo de 100 °C antes de la aplicación del asfalto espumado.
de las partículas de agregado, la cohesión de la mezcla, resistencia a la tracción, y compactación.
Esto es particularmente beneficioso para las mezclas que contienen pavimento asfáltico reciclado
(RAP) (Button, 2007; Senior, 2013; Lopera, 2011).
En el año 2000 Europa y Australia, volcaron su mirada hacia las mezclas asfálticas tibias
tratando este tema las primeras conferencias de pavimentos asfalticos en Sídney, y el congreso
Eurobitume. Su documento describe un innovador proceso de WMA que fue probado en el
laboratorio y evaluado en campo a gran escala (en Noruega, Reino Unido y los Países Bajos)
enfocándose principalmente en la producción y extensión de una capa de rodadura densa.
(Button, 2007; Senior, 2013). Durante este mismo año se adelantaron diferentes estudios que
arrojaron como resultado una mezcla asfáltica tibia usando don tipo de ligantes, uno de baja y el
otro de alta viscosidad y rigidez. Con el de baja rigidez o blando se garantizaba la disminución
de la viscosidad de la mezcla, la temperatura de mezclado y el recubrimiento total del agregado,
y con el rígido se garantizaban las propiedades finales de la mezcla Hossain, et al. (2009). Hoy
en día existen productos basados en este procedimiento tales como WAM-Foam. (Moreno &
Pinzon, 2013; Senior, 2013; Button, 2007)
(Koenders et al., 2000) Afirmaron que los productos que utilizan WMA tales como
emulsiones y posiblemente otros que utilizan el agua; puede causar problemas en el sistema de
En 2002 NAPA (Asociación Nacional de Pavimento Asfáltico), hizo un recorrido por países
como Dinamarca, Alemania y noruega para estudiar y examinar el comportamiento de las
mezclas asfálticas tibias, de esta exploración dependía si Estados Unidos acogía este tipo de
tecnología. (Senior, 2013; Moreno & Pinzón, 2013)
En 2003 se presentaron los resultados sobre los estudias de las mezclas tibias en la
convención anual de la NAPA.
Según Barthel y Von Devivere; mediciones realizadas para Eurovia, empleando Asphal-min,
revelaron una reducción del 30 % en el consumo de energía a causa de una reducción
aproximada de 12 °C en la temperatura de la mezcla y una reducción del 75 % en las emisiones
de humus resultante de una reducción de 8 °C en la temperatura de producción. Las mediciones
en el lugar de aplicación indican una reducción en las emisiones de humus de más de 90 %,
cuando la temperatura de la mezcla se redujo de 174°C a 141°C. En todos los casos, cuando se
ha añadido Asphalt-Min, se han reducido las temperaturas de mezcla y colocación, los olores han
disminuido y las cuadrillas de mano de obra han confirmado mejores condiciones de trabajo.
(Lopera, 2011; Senior, 2013)
En 2004 se introduce los aditivos como apoyo para mejorar las mezclas tibias, las primeras
pruebas de campo fueron realizadas en Estados Unidos, Florida y Carolina de Norte. Dichos
ensayos fueron realizados a tres aditivos que fueron: Aspha-min® de la tecnología del asfalto
tecnología de los aditivos químicos. Los resultados arrojados indicaban que la mezcla asfáltica
presentaba una mejor compactibilidad, y en comparación con las HMA generaban menos vacíos
con aire (Sheth, 2010; Moreno & Pinzón, 2013; Senior, 2013)
Resultados en pista experimentales de la compañía Shell dejaron ver que empleando la
tecnología de mezclas tibias se presenta un ahorro de combustible de plantas y reducciones de
CO2 de 30 %. Las mediciones de una planta en Noruega mostró que las producciones de mezclas
tibias en comparación con las mezclas convencionales en caliente dio las siguientes reducciones
en las tasas de producción idénticos: 40 % en el consumo de diésel, el 31 % de las emisiones de
CO2, el 29 % de las emisiones CO, y el 62 % en las emisiones de NOX. (Moreno & Pinzón,
2013)
En 2005 se forma un grupo de trabajo (TWG) bajo la supervisión de la NAPA, cuyo objetivo
principal es la recolección y análisis de los datos, para generar un método estándar de
especificaciones técnicas en WMA (Senior, 2013; Croteau & Tessier, 2008), mencionan que en
el año 2005 se llevaron a cabo los primeros ensayos de las WMA en Canadá. Estos se realizaron
en las ciudades de Alberta, Ontario y Quebec. Sumado a este evento, se pudo encontrar que en
este mismo año en Canadá fueron probados los sistemas de Aspha-min®, Sasobit, Evotherm,
WMA y Colas 3E DB. (Senior, 2013) En 2006 Durante la conferencia de Pavimento Asfaltico
se presenta una sesión donde se publican lineamientos sobre el funcionamiento y pruebas
ambientales realizadas por el grupo de trabajo técnico (TWG) con base en la declaración de
AASHTO, se define como prioridad la destinación de fondos para continuar la investigación en
WMA. (Moreno & Pinzón, 2013; Senior, 2013)
En 2007 AASHTO y FHWA, realizan visitas guiadas a experiencias en WMA, en Francia,
Alemania y Noruega, se produce, Advera WMA, un producto a partir de Zeolita 30.000
toneladas colocadas en Yellowstone. En 2008 un equipo de investigadores expertos
estadounidenses visitó Bélgica, Francia, Alemania y Noruega para evaluar las diversas
tecnologías WMA con apoyo y respaldo de la Administración Federal de Carreteras de
Tecnología del Programa Internacional de Exploración. De este estudio es posible concluir que
los beneficios de las tecnologías WMA incluyen el uso reducido de combustible y las emisiones
en apoyo del desarrollo sostenible, la compactación mejorada del campo, lo que puede facilitar
mayores distancias de acarreo y mejores condiciones de trabajo. Agencias europeas esperan que
el rendimiento de las WMA sea el mismo o mejor que el de las HMA. (Senior, 2013)
Entre los años 2007 y 2010 se realizaron encuentros del Technical Working Group Meeting
(TWG), donde se trataban temas como, las tecnologías y los últimos acontecimientos, la
instalación de plantas, su operación y eficiencia, actividades de investigación, foros, experiencias
de proyectos, laboratorios, entre otros (Moreno & Pinzón, 2013; Senior, 2013) Cabe decir que en
Colombia el conocimiento sobre el tema de mezclas asfálticas tibias es nuevo y limitado dado
que no se cuenta con los equipos adecuados ni el presupuesto suficiente para profundizar en este
tipo de investigaciones. Aun así el país está entrando en la era de los pavimentos amigables con
condiciones propias del país. Además de la generación de normas técnicas para las mezclas tibias
en Colombia. Todo en busca de su pronta implementación.
En 2011 en Colombia, se logra un novedoso diseño para la elaboración de mezclas asfálticas
tibias a partir de la combinación de asfalto y aceite crudo de palma, con el cual se lograron
interesantes reducciones de temperatura en el proceso de fabricación en planta de una mezcla
asfáltica de gradación discontinua y de elaboración tibia. (Senior, 2013; Lopera, 2011)
Las pruebas de laboratorio muestran al crudo de palma como un aditivo de gran potencial
reductor de viscosidad y a su vez la mezcla producida con este refleja una buena resistencia
mecánica y desempeño producidas a menor temperatura. Además, se han generado documentos
como folletos, revistas entre las que se encuentran Asphalt Pavement Magazine y Warm Mix
Asphalt: Best Practices, guías para la construcción de las mezclas entre otros, de la NAPA.
Eventos como conferencias y encuentros organizados por la NAPA, el FHWA, el TGW y
fabricantes de las tecnologías, se han vuelto comunes y tienen como fin dar a conocer los
progresos, las nuevas ideas, y así aportar al desarrollo de las WMA, pues hoy en día se han
2.4. Conceptos
2.4.1 Pavimento
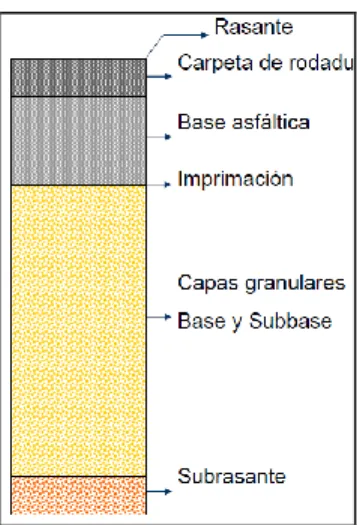
Estructura vial formada por una o varias capas de materiales seleccionados que se soportan
sobre el terreno natural o subrasante ver (ilustración 1). Los esfuerzos que generan las cargas
vehiculares se disipan a través de cada una de las capas de la estructura. Cada una de las capas de
la estructura debe resistir las cargas impuestas por el parque automotor y la influencia del
medioambiente (Rondón, 2014).
Ilustración 1. Estructura de Pavimento Fuente: Generalidades de los Pavimentos.
2.4.2 Clases de Pavimentos
Los pavimentos se pueden subdividir en cuatro clases según su material. A continuación se
Pavimento flexible
Pavimento Articulado
Pavimento Rígido
Pavimento Semirígido
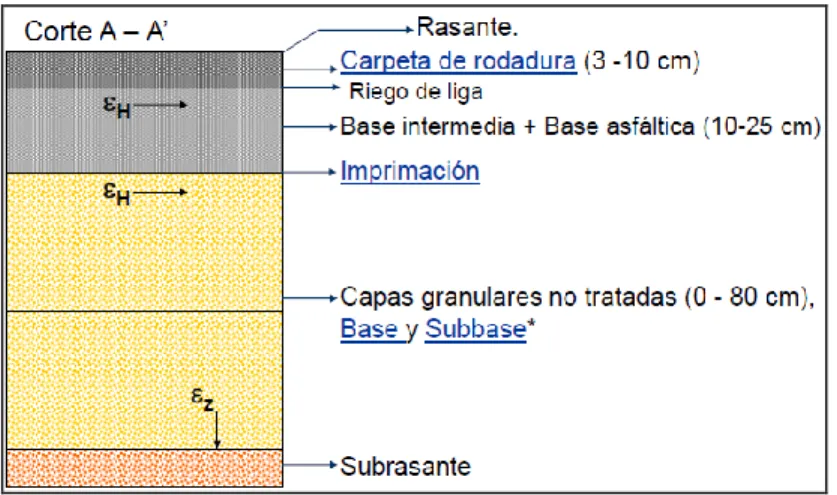
2.4.2.1 Pavimento flexible
Estructuras formadas por una carpeta asfáltica soportada por una o varias capas de gran
flexibilidad (materiales granulares no ligados). Ver (ilustración 2), Los esfuerzos se transmiten al
terreno de fundación mediante un mecanismo de disipación de tensiones, las cuales van
disminuyendo paulatinamente con la profundidad.
La carpeta asfáltica puede estar conformada por la carpeta de rodadura, base intermedia y la
base asfáltica. Esta siempre debe presentar capa de rodadura. Esta capa formada por otras capas
de materiales granulares seleccionados ligados con asfalto (mezcla asfáltica) que conforman la
superficie de rodadura del pavimento, debe proporcionar una superficie de rodadura suave y
segura su función principal es netamente estructural que a su vez debe impermeabilizar el
Ilustración 2. Estructura de Pavimento Flexible Fuente: Generalidades de los Pavimentos.
2.4.3 Asfaltos
Los asfaltos son una mezcla compleja de hidrocarburos de peso molecular elevado, que se
presenta en forma de cuerpo viscoso más o menos elástico, no cristalino y de color negro. Son
productos de la destilación natural o artificial del petróleo. Es el residuo sólido que queda una
vez que se hayan extraído los componentes más ligeros y volátiles del petróleo. Aunque el
asfalto puede considerarse como un desecho, también puede verse como un producto de gran
calidad, sobre el que se fundamenta gran parte de la construcción de los firmes flexibles,
denominados también firmes asfálticos o firmes bituminosos, en virtud de este dúctil, flexible y
2.4.3.1 Caracterización del Asfalto
Dentro de las características más representativas a tener en cuenta para el asfalto están:
Consistencia: hace referencia a la dureza del material, la cual depende de la temperatura.
A altas temperaturas se considera el concepto de viscosidad para definirlas.
Durabilidad: es la capacidad para conservar sus propiedades con el paso del tiempo y la
acción de agentes envejecedores.
Viscosidad: propiedad de un fluido que tiende a oponerse a su flujo cuando se le aplica
una fuerza, es importante mencionar que la viscosidad es inversamente proporcional a la
temperatura; a mayor temperatura menor es su viscosidad.
Elasticidad: propiedad que tienen los materiales para recuperar su forma al finalizar o
disminuir la larga que los modifica.
Resistencia al corte: es la capacidad de resistencia a altas temperaturas, la cual se
determina con un reómetro de corte dinámico, que es el aparato que imprime una fuerza
cortante cosenoidal con al que se miden dichas resistencias.
2.4.4 Mezclas asfálticas
La mezcla asfáltica es una combinación de cemento asfaltico y agregados pétreos en
materiales se determina las características de las muestras. Las mezclas asfálticas se pueden
producir en Caliente o en Frio, las más comunes y utilizadas para pavimentación de carreteras
son las mezclas en caliente cuya definición es encontrar más adelante. Asociación de Productores
y Pavimentadores de Colombia (ASOPAC, 2004).
Las mezclas asfálticas se dividen en:
MDC (Mezcla Densa en Caliente)
MSC (Mezcla Semidensa en caliente)
MGC (Mezcla Gruesa en Caliente)
MAM (Mezcla Alto Modulo)
2.4.4.1 Características de las mezclas asfálticas
Estabilidad: Es la capacidad para resistir la deformación bajo las cargas del tránsito.
Durabilidad: Es la capacidad para resistir la acción de los agentes climáticos y del
tránsito, que se observa en desintegración del agregado, cambios en las propiedades del
asfalto y separación de las películas de asfalto.
Flexibilidad: Es la capacidad del pavimento para acomodarse sin agrietamientos, a
movimientos y asentamientos graduales de la subrasante.
Resistencia a la fatiga: Es la resistencia a la flexión repetida bajo las cargas de tránsito.
Expresa la capacidad de la mezcla a deformarse repetidamente sin fracturarse.
Resistencia al deslizamiento: Capacidad de proveer suficiente fricción para minimizar el
deslizamiento de las ruedas de los vehículos, particularmente cuando la superficie está
húmeda. (Quintero Franco J.D., Garcia Mesa H., 2007).
2.4.4.2 Propiedades de las mezclas asfálticas
Densidad de la mezcla: Es el peso de un volumen específico de mezcla. La densidad
obtenida en el laboratorio es la densidad patrón y la densidad obtenida in-situ se expresa
como un porcentaje de la misma. Una densidad alta en u pavimento terminado se traduce
en una mayor durabilidad.
Vacíos: Los vacíos en el agregado mineral pueden llenarse de aire o de asfalto. Es
importante tener una pequeña cantidad de vacíos con aire por donde fluya el asfalto
durante la compactación producida por el tránsito, pero no demasiados para evitar la
Contenido de asfalto: Es el componente más importante. Debe ser determinado en
laboratorio y controlado en obra. Mientras más gruesa sea la película de asfalto que cubre
las partículas de agregado, más durable será la mezcla.
Envejecimiento de mezclas asfálticas: Existe otra característica especial de los asfaltos.
Debido a que los componen moléculas orgánicas, reaccionan con el oxígeno del medio
ambiente, esta se llama oxidación y cambia la estructura y composición de las moléculas
de asfalto; puede provocar que se haga más duro o frágil, dando origen al término
“endurecimiento por oxidación” o “endurecimiento por envejecimiento”. Este fenómeno
ocurre en el pavimento a una velocidad relativamente baja, si bien es mucho más rápido
en un clima cálido que en uno frio. Así, el endurecimiento por oxidación es estacional,
siendo más marcado en el verano que en el invierno.
Debido a este endurecimiento, los pavimentos asfalticos nuevos pueden ser propensos a este
fenómeno si no se compactan adecuadamente. En este caso, la falta de compactación origina un
alto contenido de vacíos en la mezcla, lo que facilita el ingreso de una mayor cantidad de aire a
la mezcla asfáltica, e incrementar el endurecimiento por oxidación. La oxidación se produce más
rápidamente a altas temperaturas. Es por ello que parte del endurecimiento ocurre durante el
proceso de producción, cuando es necesario calentar el cemento asfaltico para permitir el
mezclado y compactación. En resumen podemos decir que la mezcla asfáltica sufre dos periodos
de elaboración, transporte, extensión y compactación de la mezcla asfáltica; el segundo
representado en el tiempo de servicio de la mezcla. (Quintero Franco J.D., Garcia Mesa H.,
2007)
2.4.5 Mezclas Asfálticas Modificadas
Los asfaltos modificados son aquellos que sufren variación en su composición ya sea por
adición de un nuevo componente o por remplazo en ciertos porcentajes de otros. El objetivo de
realizar este procedimiento es mejorar las características mecánicas de las mezclas. El realizar
modificaciones incorporando productos como polímeros, caucho, icopor, plástico, Escoria, etc. Y
adicionar aditivos puede lograr que las mezclas:
Sean más flexibles a temperaturas más bajas.
Sean más resistentes a las deformaciones.
Minimicen los problemas ambientales en el proceso de colocación y compactación.
Mejoran el comportamiento general en toda la estructura.
Disminuya costos a la hora de fabricación y extensión.
Disminuya su susceptibilidad a la temperatura y humedad.
Sean más durables. Entre otros. (Muñoz, 2012)
2.4.6 Cemento Asfaltico
Es un ligante proveniente de la destilación del petróleo crudo, ya sea en forma natural o
industrial. Es un aglomerante resistente, adhesivo, altamente impermeable y duradero que
proporciona gran flexibilidad a las mezclas. Entre sus funciones está la de impermeabilizar la
superficie de la estructura, proveer cohesión a los materiales granulares para conformar mezclas
asfálticas. (Rondón, 2014)
El cemento asfaltico es un material termoplástico, se endurece (viscoso) a medida que la
temperatura disminuye y se ablanda (fluido) cuando la temperatura aumenta. (ASOPAC, 2004)
En Colombia se producen tres tipos de cemento asfaltico:
CA 80-100
CA 60-70
CA 40-50
2.4.7 Agregados Pétreos
Un agregado pétreo es un material mineral duro e inerte, usado en forma de partículas
gradadas o fragmentos, como parte de un pavimento flexible. Los agregados se usan tanto en las
entre el 90 y 95% en peso y entre el 75 y 85% en volumen en la mayoría de las estructuras de
pavimento. Esto hace que la calidad del agregado usado sea un factor determinante en el
comportamiento del pavimento. Los agregados pueden ser naturales o procesados. De acuerdo
con su tamaño, se dividen en gravas, arenas y relleno mineral (llenante mineral o filler). Los
materiales pueden ser producidos en canteras abiertas o tomados de la ribera de los ríos (cantera
de río). En este último caso son agregados pétreos aluviales. Los agregados procesados son
aquellos que han sido triturados y tamizados antes de ser usados. La roca se tritura para volver
angular la forma de la partícula y para mejorar la distribución (gradación) de los tamaños de las
partículas (ASOPAC, 2004).
Los ensayos más utilizados para caracterizar agregados pétreos son:
Resistencia al desgaste en la máquina de Los Ángeles (AASHTO T 96, INV. E-218, 219).
Micro-Deval (AASHTO T327, INV. E-238).
10% de finos (DNER-ME 096, INV. E-224).
Pérdida en ensayo de solidez frente a la acción de las soluciones de sulfato de sodio o de
magnesio (AASHTO T 104, INV. E-220).
Caras fracturadas a una y dos caras (ASTM D 5821, INV. E-227).
Partículas planas y alargadas (ASTM D 4791, INV. E-240).
Angularidad (ASTM C 1252, INV. E-239).
Adhesividad Riedel Webber (NLT 355/93, INV. E-774).
Adhesividad “Stripping” (AASHTO T 182, INV. E-737).
Contenido de impurezas (UNE 14613, INV. E-237).
Valor de azul de metileno (AASHTO TP 57, INV. E–235).
Equivalente de arena (AASHTO T 176, INV. E–133).
Índice de plasticidad – IP (AASHTO T 89, INV. E–125, 126).
2.4.7.1 Caracteristicas de los agregados petreos
Las características principales a evaluar en los agregados pétreos destinados para la
construcción de pavimentos son las siguientes:
Forma y angulosidad: de acuerdo a su forma se pueden clasificar en redondeadas,
irregulares, angulares, lajosas y alargadas. Como aspecto importante a tener en cuenta se
refiere a los agregados de forma lajosa y alargada, ya que estas afectan
momento de la compactación o después bajo la acción del tráfico, modificando de esta
forma la granulometría inicial, por tal razón los agregados pétreos ideales son aquellos
con una alta proporción de partículas aproximadamente equidimensionales (cuboides).
Resistencia al desgaste: la resistencia mecánica del esqueleto mineral es un factor
predominante en la evolución del comportamiento de una capa de firme después de su
puesta en servicio. Es así como mediante la realización de ensayos de laboratorio se
preparan muestras con granulometrías próximas a las puestas en obra, sometiéndolas a un
desgaste que de forma indirecta, nos proporciona la resistencia mecánica del material. La
prueba de los Ángeles es un ejemplo de este tipo de ensayos.
Resistencia al pulimiento: es la resistencia a perder su aspereza en su textura superficial,
la cual es de gran importancia desde el punto de vista de su resistencia al deslizamiento
cuando dichas partículas son usadas en capas de rodadura.
Adhesividad y resistencia al desplazamiento: esta característica de los agregados pétreos
con los ligantes asfalticos es de gran importancia debido a que se presentan fenómenos
físicos como la textura del agregado, la porosidad del mismo, viscosidad y tensión
superficial del ligante, espesor de la película del ligante, etc. Y a su vez factores químicos
relativos al ligante y al agregado. En los pavimentos aparte de cuidar y verificar que el
en combinación con la acción del tráfico, perturbe la adhesividad, desplazando el ligante
asfaltico de la superficie de los agregados quedando descubierta.
Plasticidad y limpieza: para que el comportamiento del agregado pétreo se adecuado en
una capa de firme, debe está libre de partículas de naturaleza orgánica, polvo o arcillas, a
la vez se establece por normativa que los finos tengan reducida su plasticidad o en la
mayoría de los casos que no sean plásticos.
Alterabilidad: los fallos detectados en los firmes al poco tiempo de su puesta en servicio,
comúnmente son ocasionados por procesos de alteración de los agregados debido alguna
reacción química con alguno de los componentes de los ligantes asfalticos, por la acción
de las heladas o simplemente por la presencia de agua; de ahí la necesidad de evaluar la
alterabilidad mediante procedimientos que puedan señalar a título indicativo análisis
petrográficos, acción de soluciones salinas o de agua oxigenada, ciclos hielo deshielo,
inmersión en agua y ciclos de humedad-sequedad.
Resistencia al desprendimiento: hace referencia a la separación física producto de los
defectos de adhesión al quebrarse las fuerzas de unión entre los agregados y su cubierta
de conglomerante asfaltico, en otros términos es la falla mecánica por desgaste y
desflecado de la superficie.
Aptitud para contribuir a la resistencia y rigidez de la mezcla en conjunto: esta propiedad
y durabilidad intrínseca de las partículas del agregado es la adecuada a las propiedades de la
masa de agregados de entrecruzado y rozamiento interno. Este respecto tanto la angularidad
como la irregularidad de la textura superficial contribuyen en gran medida a las resistencias
mecánicas y a la deformación de la mezcla asfáltica. (Padilla Rodriguez, 2003)
2.4.8 Escoria de alto horno
2.4.8.1 Alto horno
Un alto horno es una instalación industrial dedicada a la producción de Arrabio que es un
material que está formado por aproximadamente 96% de hierro y el restante de carbono que
proporciona un punto de fusión más bajo que el del acero. El alto horno es el elemento central de
las siderúrgicas integrales que produce acero a partir del mineral del hierro o chatarra férrica.
Está constituido por dos troncos en forma de cono unidos por sus bases mayores. Mide de 20 a
30 metros de alto y de 4 a 9 metros de diámetro; su capacidad de producción puede variar entre
500 y 1500 toneladas diarias.
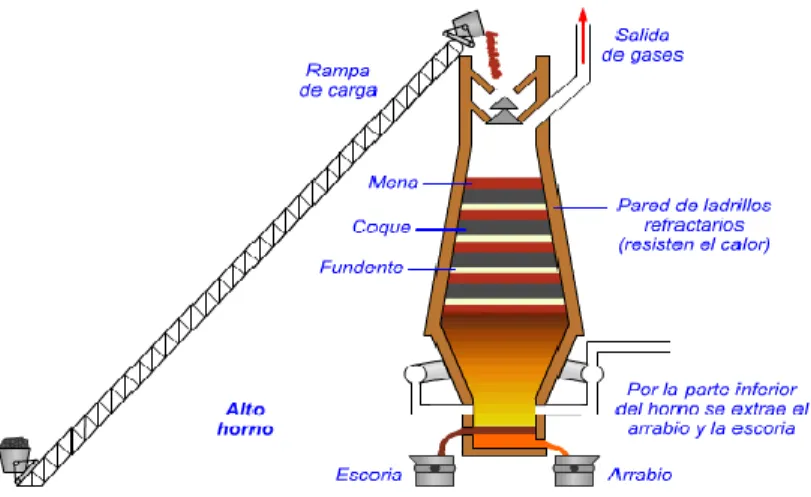
2.4.8.2 Partes de un Alto Horno
Tragante: Está ubicada en la parte superior del horno y permite la entrada de los materiales necesarios para producir arrabio (mineral de hierro, carbón de coque y piedra caliza), dispone de
Cuba: Tiene forma troncocónica y constituye la parte superior del alto horno.
Etalaje: Está separada de la cuba por la zona más ancha de esta última parte, llamada vientre. El volumen del etalaje es mucho menor que el de la cuba. La temperatura de la carga es muy alta
(1500 ºC) y es aquí donde el mineral de hierro comienza a transformarse en acero. La parte final
del etalaje es más estrecha.
Crisol: Bajo el etalaje se encuentra el crisol, donde se va depositando el metal líquido. Por un agujero, llamado piquera de escoria por este se extrae la escoria. Por un orificio ubicado en la
parte baja del mismo, denominada piquera de arrabio sale el hierro líquido, llamado arrabio, el
cual se conduce hasta unos depósitos llamados cucharas. Así pues, el producto final del alto
horno se llama arrabio, también llamado hierro colado o hierro de primera fusión.
Tubo de salida de gases: Los gases que salen por estos tubos están calientes y compuestos por gases combustibles que permiten calentar el aire de entrada en el alto horno mediante las
torres de cowper.
Torres de Cowper: En el interior de estas torres se queman los gases que se envían a una chimenea y a la vez transfieren una parte de este calor al aire que se introduce mediante las
Ilustración 3. Esquema de las partes de un Alto horno Fuente: iposdehornos-procesos.blogspot.com.co
2.4.8.3 Escoria de alto horno
La escoria se encuentra definida como uno de los principales residuos generados en los
procesos siderurgicos, considerada una materia prima no natural de bajo costo con posibilidades
de ser utilizado como insumo en otros procesos. Se forma por la fusión de todas las impurezas
presentes en el mineral derretido junto a la adicion de la piedra caliza (Ver Ilustracion 4).
Ilustración 4 Esquema Conformación de la escoria Fuente: Propia
El proceso lento de enfriamiento de la Escoria Enfriada al Aire hace que sus componentes
vayan formando distintas fases cristalinas y alveolares constituyendo una estructura
termodinámica más estable pero perdiendo sus propiedades de aglomerante hidráulico. Se
distribuye en capas no mayores de 15 cm de espesor, luego de enfriada se retira y se tritura hasta
el tamaño buscado. En el uso de este tipo de materiales es aconsejable mantener un acopio en un
tiempo prudencial mayor a los ocho meses, para asegurar la finalización de cualquier tipo de
proceso que haya quedado inconcluso, por otro lado es importante conocer químicamente los
porcentajes de los elementos constitutivos con el fin de encuadrarse dentro de las normas. Para
su inclusión en hormigones de escoria enfriada al aire es importante determinar el tenor de agua
a incorporar para llevar la escoria al estado de saturado superficie seca dado que la misma se
encuentra en un estado natural de humedad. Uno de los aspectos a tener en cuenta en la escoria
es controlar el contenido de sulfuro de hierro dado que con una excesiva presencia de este y en
determinadas condiciones puede convertirse en sulfato y atacar al hormigón y afectar a la
durabilidad, a su vez puede presentar una coloración no adecuada. (Muñoz, 2012)
De acuerdo con la etapa del proceso en la que se genera las escorias se pueden clasificar
como:
Escoria Negra: Resultante del proceso de fusión.
En Colombia y de acuerdo al decreto 4741 de 2005 la Escoria no es clasificada como un
residuo peligroso por lo que se puede buscar alternativas de aprovechamiento.
Fotografía 1 Escoria de alto horno utilizada en el proyecto Fuente: Propia
2.4.8.4 Características de la Escoria
La escoria granulada presenta una superficie con textura rugosa y de forma cubica y angular, a
la vez posee propiedades mecánicas muy favorables para su uso como agregado, entre ellas
tenemos una excelente resistencia a la abrasión, dureza y resistencia. Debido a su alta capacidad
calórica la escoria puede retener calor por períodos de tiempo más largos que los agregados
naturales convencionales, lo cual hace de esta característica una gran ventaja al momento de
2.4.8.5 Ensayos realizados con Escoria
De acuerdo a estudios previos en otros países los principales ensayos de laboratorio realizados
en este material con fines constructivos para carreteras son: (CEPEX, 2011)
Granulometría.
Densidad aparente.
Peso especifico
2.4.8.6 Principales usos de la escoria
Después de la primera guerra mundial y como consecuencia del incremento de la producción
siderúrgica se empezaron a aprovechar las escorias de alto horno, siendo uno de los principales
destinos su utilización como agregado en los firmes de carreteras. Desde entonces el
sorprendente aumento de la producción y la evolución de las características estructurales de
bases y pavimentos, han modificado las exigencias de este material industrial y dado lugar a una
diversidad de usos. Las escorias reúnen una serie de cualidades muy interesantes para su empleo
en firmes de carretera. Las propiedades hidráulicas que dan rigidez a las capas de base, la forma
aristada de sus elementos, su limpieza por estar exentas de materia orgánica o terrosa, su buena
adhesividad a los ligantes bituminosos y la rugosidad permanente son propiedades de destacado
El uso de la escoria granulada de alto horno en Colombia aun no es empleado para fines
constructivos de bases y pavimentos, lo cual es un buen comienzo para incursionar en el
aprovechamiento de este subproducto que posee grandes características funcionales y
económicas.
2.4.8.7 Composición química y mineralógica de la escoria de alto horno
Las escorias siderúrgicas de alto horno son el resultado de la combinación de la ganga acida
"arcillosa" del material de hierro y de las cenizas de azufre del coque (igualmente de carácter
ácido), con la cal y la magnesia (ambos compuestos básicos) de las calizas más o menos
dolomíticas utilizadas como fundentes.
La combinación de los óxidos ácidos (SiOg y AI2O3) y óxidos básicos (CaO y MgO), y la
formación de los constituyentes de la escoria tiene lugar por fusión a alta temperatura («
1.600°C), y enfriamiento del magma fluido desde 1.400°C hasta temperatura ambiente. Estos
subproductos industriales están constituidos tanto por fases vitreas como cristalinas. Las escorias
con altos contenidos en material vítreo son de naturaleza más acida. Existen diferentes procesos
de granulación ó peletización que tienen como objetivo conseguir una escoria con una elevada
proporción de fase vítrea. Una escoria granulada normal tiene un contenido en materia vítrea
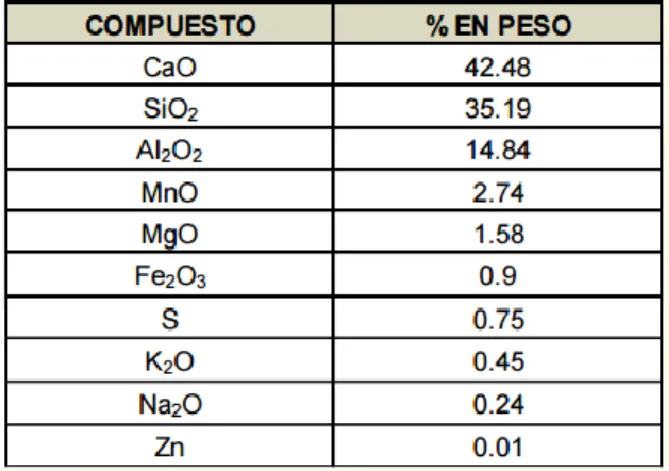
Tabla 2 Composición química de la escoria de alto horno
Fuente: Departamento de laboratorio, Siderúrgica Paz del río
2.4.8.8 Comportamiento hidráulico de las escorias de alto horno: influencia de la estructura y composición
Las escorias de alto horno, y más concretamente las granuladas o peletizadas, tienen
capacidad hidráulica latente o potencial, es decir, que finamente molidas y amasadas con agua
son capaces de fraguar y endurecer. Esta capacidad hidráulica potencial de las escorias está muy
atenuada y se manifiesta con lentitud, precisando de ciertos activadores para acelerar sus
reacciones de hidratación. Los parámetros que influyen sobre el comportamiento hidráulico de la
escoria son: el contenido en fase vítrea, la composición química, la finura y los métodos y/o
sustancias de activación. La relación entre composición, estructura y actividad hidráulica de las
escorias han sido ampliamente estudiadas por Yuan Runzhang y Col. (7, 8,9). Los resultados
obtenidos han demostrado que dicha actividad hidráulica depende principalmente de su
estructura; y que la estructura de la escoria está íntimamente relacionada con su composición
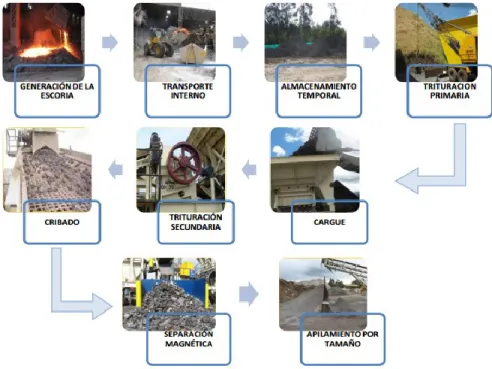
2.4.8.9 Generación de Escoria.
En Colombia se genera gran cantidad de Escoria, que requiere procesos que permitan su
reutilización de manera que se evite su acumulación en sitios de almacenamiento dentro de las
plantas de producción siderúrgica. (Ver ilustración 5).
Ilustración 5. Procesamiento de la Escoria.
Fuente: Tesis de Grado ‘’ANÁLISIS DE LA VALORIZACIÓN DE ESCORIAS NEGRAS COMO MATERIAL AGREGADO PARA CONCRETO EN EL MARCO DE LA GESTIÓN AMBIENTAL DE LA SIDERÚRGICA
DIACO. MUNICIPIO TUTA BOYACÁ. ’’
2.4.9 Mezclas asfálticas densas en caliente
La mayor parte de las mezclas que se utilizan en el mundo para conformar capas asfálticas en
en caliente (MDC, MSC, MGC o MAM de acuerdo con las especificaciones del Instituto
Nacional de Vías – INVIAS, 2013 o internacionalmente conocidas como HMA por sus siglas en
inglés).
Estas mezclas asfálticas son denominadas pavimentos flexibles siendo estructuras viales que
se soportan sobre capas granulares no tratadas. Las mezclas en caliente usan como ligante
Cemento Asfaltico (CA) y son premezcladas y por lo general, bien diseñadas y fabricadas, son
de buena resistencia mecánica, durabilidad y de buen comportamiento in situ. Estas pueden ser
utilizadas para conformar diferentes subcapas dentro de la capa asfáltica (Capa de Rodadura,
Base Intermedia y Base Asfáltica). Sin embargo este tipo de mezcla tiene una gran limitación o
problema como la fabricación en planta y la construcción In Situ a muy altas temperaturas
(fabricación entre 150°C y 170°C y compactación in situ entre 120°C y 150°C), en consecuencia
generando la emisión de gases a la atmosfera producto de sus componentes volátiles altamente
contaminantes, que afectando manera excesiva y perjudicial al medio ambiente, esto como
resultado de la gran cantidad de energía utilizada para calentar los materiales necesarios
utilizados en el diseño de mezclas asfálticas en caliente (HMA), tal como lo describe (Rondón,
2014)
2.4.10 Mezclas Asfálticas tibias
Se denomina mezcla asfáltica tibia (WMA) a aquella que mediante el uso de diferentes