Determinación de los parámetros óptimos para la operación del filtro tipo VPA 2040 54 en la obtención de la humedad deseada y la implementación de sistemas de gestión integrados
44
0
0
Texto completo
(2) DEDICATORIA. Gracias a esas personas importantes en mi vida, que siempre estuvieron listas para brindarme toda su ayuda, ahora me toca regresar un poquito de todo lo inmenso que me han otorgado. Con todo mi cariño está tesis se las dedico a ustedes: Mamá Reyna G. Papá Leoncio M. Mi esposo Belfor P. Leny Rosa. Con todo mi cariño y mi amor para las personas que hicieron todo en la vida para que yo pudiera lograr mis sueños, por motivarme y darme la mano cuando sentía que el camino se terminaba, a ustedes por siempre mi corazón y mi agradecimiento. Papá y mamá David. 2.
(3) RESUMEN El presente trabajo tiene como objetivo Determinación de los parámetros Óptimos para la operación del filtro VPA 2040-54, en la obtención de Humedad deseada y la Implementación de Sistemas Integrados de Gestión. Empieza describiendo la operación. del filtro, sus principios, sus formulas y su. utilización en el procesado de funcionamiento de filtro prensa tipo VPA 2040, se menciona que tiene los parámetros que afectan como la oxidación, temperatura, el tiempo de almacenamiento, implementación de sistema de seguridad.. Se especifican las condiciones y cuidados que debe tener para la utilización del filtro prensa, bajar los costos, conociendo los diferentes tipos utilizados en la industria minera, haciendo la comparación técnica entre los filtros, horizontales y verticales de placas, sus procedimientos de operación, sus diagramas de flujo, la comparación entre ellos y la implementación de sistema de gestión de seguridad.. En el ultimo capitulo se analizada las ventajas y desventajas económicamente entre el filtro placas verticales, se comparan los insumos que requieren cada filtro para su operación, el costo de estos y su inversión inicial.. Finalmente se presentan los resultados obtenidos de los filtros y la implementación del sistema de gestión de seguridad, llegando a la conclusión que el filtro vertical tipo VPA 2040, por su alto volumen de filtración, su flujo constante a lo largo del ciclo y bajo costo de operación, es la mejor opción en una operación de filtración.. 3.
(4) ÍNDICE DEDICATORIA RESUMEN ÍNDICE CAPITULO I CONSIDERACIONES GENERALES. 1.1 INTRODUCCIÓN........................................................................................... 10 1.2 PLANTEAMIENTO DEL PROBLEMA. ........................................................ 10 1.3 OBJETIVOS ................................................................................................... 11 1.3.1 Objetivo General ..................................................................................... 11 1.3.2 Objetivo Específicos ............................................................................... 11 1.4 HIPÓTESIS..................................................................................................... 12 1.5 JUSTIFICACIÓN DEL TRABAJO DE INVESTIGACIÓN ........................... 12 1.5.1 Justificación Técnica ............................................................................... 12 1.5.2 Justificación Económica.......................................................................... 12 1.5.3 Justificación Social. ................................................................................ 13 1.5.4 Justificación Ambiental .......................................................................... 13 1.6. ALGORITMO DE LA INVESTIGACIÓN. ................................................... 14. CAPITULO II MARCO TEÓRICO. 2.1. ASPECTOS GENERALES. ........................................................................... 16 2.2 DESCRIPCIÓN GENERAL DEL PROCESO DE LA PLANTA CONCENTRADORA. ................................................................................... 18 2.2.1 Chancado De Mineral. ............................................................................ 19 2.2.1. Molienda y clasificación. ....................................................................... 24 2.2.2. Flotación de cobre. ................................................................................. 27 2.2.3. Espesamiento, filtrado y acopio de concentrado de cobre. ...................... 33 2.2.4. Sistema de relaves y recuperación de agua. ............................................ 40 4.
(5) CAPITULO III PROCESO DE OPERACIÓN DEL FILTRO PRENSA VPA 2040-54. 3.1 DESCRIPCIÓN GENERAL DEL FILTRO ..................................................... 46 3.1.1 Nomenclatura ......................................................................................... 47 3.1.2 Diseño del VPA ...................................................................................... 47 3.1.3 Cámaras del Filtro ................................................................................... 48 3.1.4 Canal de Descarga con Puertas................................................................ 49 3.1.5 Sistema de Lechada................................................................................. 50 3.1.6 Sistema de Lavado de Telas .................................................................... 50 3.1.7 Detector de Daños en Telas ..................................................................... 51 3.1.8 Monitor de Alineación para Movimiento ................................................. 51 3.1.9 Interruptor de Fin de Carrera ................................................................... 52 3.1.10 Sistema Hidráulico ................................................................................ 52 3.1.11 Sistemas de Control .............................................................................. 54 3.2 ESPECIFICACIONES TÉCNICAS................................................................. 54 3.2.1 Datos del Proceso.................................................................................... 54 3.2.2 Filtro/Ciclo de Funcionamiento ............................................................... 54 3.2.3 Aire Comprimido .................................................................................... 55 3.3 DATOS TÉCNICOS ....................................................................................... 55 3.3.1 Información General ............................................................................... 55 3.3.2 Filtro De Prensa ...................................................................................... 56 3.3.3 Sistema De Lavado De Telas .................................................................. 57 3.3.4 Sistema De Válvulas ............................................................................... 58 3.3.5 PLC ........................................................................................................ 58 3.3.6 Sistema De Pesaje De Producto............................................................... 59 3.4 PRINCIPIOS DEL MECANISMO DE ACCION DEL PROCESO DE FILTRADO .................................................................................................... 60 3.4.1 Curva de Deshidratación ........................................................................ 60 3.4.2 Mecanismo de un Filtro Prensa ............................................................... 61 5.
(6) 3.4.3 Ventajas de la Filtración con Aire Comprimido ...................................... 64 3.4.4 Principales Argumentos para el VPA ...................................................... 65 3.5. MODELOS MATEMÁTICOS DEL PROCESO DE FILTRADO ................. 65 3.5.1 Deshidratación del Cake ......................................................................... 66 3.5.2 Fase de Penetración de Aire .................................................................... 68 3.5.3 Tiempo de Penetración de Aire ............................................................... 69 3.5.4 Fase de Drenaje ...................................................................................... 69 3.5.5 Fase de Secado........................................................................................ 69 3.5.6 El Flujo Volumétrico de Aire (Ua) .......................................................... 70 3.6 PARÁMETROS DE OPERACIÓN EN EL PROCESO DE FILTRACIÓN ................................................................................................ 71 3.6.1 Concentración Eficaz .............................................................................. 71 3.6.2. Presión de Aire de Secado ...................................................................... 71 3.6.3 Contenido de Insolubles .......................................................................... 73 3.6.4 Presión de la Bomba de Alimentación (o bomba de materiales) ............... 73 3.6.5 Velocidad de Bomba de Alimentación ................................................... 74 3.6.6 Nivel de Tanques de Almacenamiento de Pulpa. ..................................... 75 3.6.7 Medios Filtrantes .................................................................................... 76 3.6.8 Tiempos de Operación en el Proceso de Filtrado ..................................... 78 3.7. TENDENCIA COMPARATIVA EN EL TIEMPO ......................................... 81. CAPITULO IV MARCO TEÓRICO DE SISTEMAS INTEGRADOS DE GESTIÓN. 4.1. ASPECTOS GENERALES ............................................................................ 84 4.1.1. Seguridad y salud ocupacional ............................................................... 84 4.1.2. Seguridad: Ocupacional, Del Trabajo, Industrial .................................... 85 4.1.3. Salud ocupacional .................................................................................. 86 4.1.4. Higiene .................................................................................................. 86 4.1.5. Higiene industrial ................................................................................... 87 4.1.6. Ergonomía ............................................................................................. 87 6.
(7) 4.1.7. Accidente de trabajo .............................................................................. 88 4.1.8. Peligro ................................................................................................... 89 4.1.9. Evaluación de riesgos............................................................................ 89 4.2. RIESGOS LABORALES ............................................................................... 90 4.2.1. Riesgo químico ..................................................................................... 90 4.2.2. Riesgo físico .......................................................................................... 91 4.2.3. Riesgo biológico .................................................................................... 91 4.2.4. Riesgo ergonómico ................................................................................ 92 4.2.5. Riesgo psicosocial.................................................................................. 92 4.3. SISTEMAS DE GESTIÓN DE SEGURIDAD Y SALUD OCUPACIONAL .......................................................................................... 93 4.3.1. Risk Management .................................................................................. 93 4.3.2 OHSAS 18001 ....................................................................................... 94 4.3.3. Control de Pérdidas ................................................................................ 96 4.3.4. NOSA .................................................................................................... 98 4.4. MARCO LEGAL VIGENTE......................................................................... 99 4.4.1. Reglamento de Seguridad Industrial ....................................................... 99 4.4.2. Reglamento Interno de Seguridad y Salud en el Trabajo ....................... 100 4.4.3. Otra normatividad nacional .................................................................. 101 4.4.4. Normatividad internacional .................................................................. 104 4.5. SISTEMA DE GESTIÓN: OHSAS 18001:2007 ........................................... 105 4.5.1. Revisión inicial .................................................................................... 105 4.5.2. Política de Seguridad y Salud ............................................................... 106 4.5.3. Planificación y organización del sistema .............................................. 106 4.5.4. Implementación y operación del sistema .............................................. 107 4.5.5. Política de Seguridad y Salud ............................................................... 107 4.5.6. Planificación y organización del sistema .............................................. 107 4.5.7. Implementación y operación del sistema .............................................. 108. 7.
(8) CAPITULO V METODOLOGÍA PARA LA IMPLEMENTACIÓN DEL SISTEMA. 5.1. DIAGNÓSTICO DE LA SITUACIÓN ACTUAL ........................................ 110 5.2. DEFINICIÓN DE LA POLÍTICA ................................................................ 111 5.3. PLANIFICACIÓN Y ORGANIZACIÓN ..................................................... 112 5.3.1. Identificación de peligros y evaluación de riesgos (IPER) .................... 112 5.3.2. Objetivos ............................................................................................ 120 5.4. PROGRAMACIÓN DE LA IMPLEMENTACIÓN Y OPERACIÓN .......... 121 5.4.1. Estructura y responsabilidades ............................................................. 121 5.4.2. Control operativo ................................................................................ 122 5.4.3. Difusión – Capacitación ....................................................................... 122 5.4.4. Comunicación y participación .............................................................. 123 5.4.5. Documentación .................................................................................... 123 5.4.6. Respuesta ante emergencias ................................................................. 124 5.5. COMPROBACIÓN Y ACCIONES CORRECTIVAS ................................. 124 5.6. REVISIÓN DEL SISTEMA ......................................................................... 126. CONCLUSIONES .............................................................................................. 127 RECOMENDACIONES ..................................................................................... 128 BIBLIOGRAFÍA ................................................................................................ 129 DIRECCIONES ELECTRÓNICAS .................................................................... 130 ANEXOS ............................................................................................................ 131. 8.
(9) CAPITULO I. 9.
(10) CONSIDERACIONES GENERALES 1.1 INTRODUCCIÓN En la actualidad un problema circunstancial de la minería es equilibrar sus actividades extractivas con el desarrollo técnico y social de las zonas de la aledañas de los distintos yacimientos de cobre a nivel de Perú. Este trabajo está dirigido al diseño de un sistema capaz de recuperar los minerales de la unidad minera, estos son conocidos como keke. Integrándose a este, una etapa de secado en la cual se remueva el contenido de humedad del mineral resultante de la separación, para su utilización de este mineral como es el de almacenamiento y venta a distintos proveedores. Por lo cual las empresas mineras de la zona se encuentran desarrollando proyectos sociales en la cual se pueden aprovechar estos minerales y generar puestos de trabajo de desarrollo sostenible. Para ello se necesita analizar la humedad y los tipos de telas que se usan y el tiempo de desgaste de estas mismas. A nivel latinoamericano, Perú lidera la producción de cobre en la región sur desde los años 90 teniendo como principales competidores a Chile, Colombia y México estos se han convertido en países con tendencia a incrementar notablemente la producción de cobre. Todo ello ha motivado la realización del presente proyecto, a fin proponer un sistema novedoso y a la vez mejorar la producción para la aplicación a nivel de la gran minería por lo que el estudio de este trabajo está orientado a la evaluación técnico y económica del proceso propuesto. 1.2 PLANTEAMIENTO DEL PROBLEMA. En la actualidad se conocen las nuevas reservas geológicas del mineral Cobre ubicadas en la zona. sur de Perú como es el caso de Antapaccay - Cuzco. La presente. investigación se manifiesta por la baja recuperación del mineral de cobre al momento de pasar por el filtro de tipo VPA 2040- 54 y ver también el desgaste de las telas y ver. 10.
(11) el tiempo de cambios que se darán durante su proceso a la vez utilizando sistemas integrados de gestión. 1.3 OBJETIVOS Se plantean como generales y específicos que se han de aplicar la recolección de información para el proceso de filtración, siendo los siguientes: 1.3.1 OBJETIVO GENERAL Realizar la evaluación de los parámetros óptimos, y el diseño de un sistema de Gestión la instalación de un filtro VPA 2040-54 en una concentradora para el depositar en lugares de acoplamiento. 1.3.2 OBJETIVO ESPECÍFICOS Determinar los parámetros más significativos en el proceso de filtración en presencia de humedad, densidad y residuos sólidos Determinar la oferta y la demanda para el mantenimiento del VPA 2040-54 para el cambio de Telas. Implementar alternativas de solución para mejorar la producción: el tiempo de secado, presión y temperatura. Analizar el comportamiento reológico de los fluidos. Realizar un flowsheet considerando la etapa de la extracción de las etapas del proceso para el proceso de filtrado. Analizar cuadros de indicadores para establecer ratios de. una. producción optima de acuerdo a las necesidades del mercado, aplicando sistemas integrados de gestión. Implementar un sistema integrado de gestión relacionado al proceso productivo en relación al VPA 2040-54. 11.
(12) Desarrollar el cuadro de mando integral para la evaluación del cumplimiento de los parámetros óptimos en la obtención del Keke. 1.4 HIPÓTESIS Existe la alternativa de mejorar el porcentaje de la obtención del Keke determinando los parámetros óptimos en la producción de cobre, a la vez aplicando sistemas de gestión de acuerdo a la normativa legal vigente del filtro existente en la unidad minera. 1.5 JUSTIFICACIÓN DEL TRABAJO DE INVESTIGACIÓN 1.5.1 JUSTIFICACIÓN TÉCNICA En la presente investigación se ha tratado de mejorar el proceso de filtración que permita una eficacia tecnológica y económica y así mismo mejorar el porcentajede recuperación de cobreque además cumpla con los requerimientos permisibles que están detalladas en los proyectos mineros y a la vez implementar, mejorar y diseñar un sistemas de gestión para la obtención de una mejor ley en la concentración del mineral, para lo cual es necesario conocer las características de los elementos, su generación y composición, lo cual permitirá determinar el tipo de tratamiento y el control de acuerdo al proceso de filtración. 1.5.2 JUSTIFICACIÓNECONÓMICA Para la presente investigación en el proceso de filtración se ajusta mas a la mejora en la recuperación de cobre, con un menor consumo de insumos para acortar los tiempos los cuales se convierten en créditos económicos y mano de obra, además. debemos considerar los costos que presentan la aplicación de. Sistemas de Gestión de Calidad y Seguridad y los beneficios que traen a la minería. También se ha tomado en cuenta algunos criterios: aprovechamiento de materias primas existentes en la región, que permite al cliente final obtenga productos de la calidad deseada según su necesidad. 12.
(13) Para obtener un producto que genere una alta rentabilidad a la empresa que se dedique a la extracción y comercialización de este producto y su posterior uso en diferentes productos del mercado como son cables de luz, joyas, etc. 1.5.3 JUSTIFICACIÓN SOCIAL. El desarrollo de otra actividad económica de desarrollo sostenible como podrían ser agrícolas, hospitales, fabrica de lácteos, tejedoras, esto permite tener un desarrollo sostenible, conjuntamente mediante su actividades a disminuir los conflictos sociales que ocasiona. solo depender de una. actividad económica que sería en este caso la minería, esto Conlleva a mejorar la calidad de vida de las personas que viven estos anexos de manera aislada. 1.5.4 JUSTIFICACIÓN AMBIENTAL En. nuestro país las. leyes que regulan la actividad minera están. fundamentadas principalmente por la ley 28611 y la normativa que exige el ministerio de energía y minas, como también la ley 29783 seguridad y salud en el trabajo, su reglamento 005 y su decreto supremo 055.210, también tenemos a la legislación ambiental precedida por la ley 28611ley del medio ambiente.. 13.
(14) 1.6 ALGORITMO DE LA INVESTIGACIÓN.. INICIO. inn PLANEAMIENTO DEL PROBLEMA INVESTIGACIÓN BIBLIOGRAFICOS. RECOLECCIÓN. CLASIFICACIÓN. EVALUACIÓN. SELECCIÓN DEL MATERIAL EL MATERIAL ES ÚTIL PARA LA INVESTIGACIÓN. MARCO CONCEPTUAL VARIABLES DEL PROCESO. OBJETIVOS DE LA INVESTIGACIÓN HIPOTESIS DE LA INVESTIGACIÓN DISEÑO DE LA INVESTIGACIÓN DESARROLLO DEL METODO DE LA INVESTIGACIÓN. CONCLUSIONES ELABORACIÓN DE LAS DIAPOSITIVAS. SUSTENTACIÓN DEL PROYECTO. Fuente: Elaboración propia 14.
(15) CAPITULO II. 15.
(16) MARCO TEÓRICO. 2.1 . ASPECTOS GENERALES. En una planta concentradora se describen las áreas de producción que se realizaran para el procesamiento del mineral de sulfuros primarios, iniciándose desde el chancado primario hasta la producción y acopio de concentrado, asimismo la deposición de los relaves. a) Planta concentradora donde se incluye chancado primario hasta obtener el concentrado (Cu) por medio de flotación. b) El manejo de aguas y disposición de relaves. La concentradora tiene tres funciones principales: preparar el mineral para su concentración, separar el mineral de la ganga y disponer de los productos del proceso, como los relaves y concentrados. La preparación consiste en reducir el tamaño de las rocas en varias etapas hasta llegar a una dimensión donde las partículas de mineral puedan ser físicamente separadas en mena y ganga mediante el proceso de la flotación. Las etapas de la preparación incluyen: Voladura en un rango de 1 - 2 m. Chancado primario con un rango de P80 de 100 - 165mm. Molienda hasta un rango de P80 menor de 160 µm. Después de una separación inicial, el concentrado es sometido a una remolienda más fina hasta llegar a un P80 de 35 - 38µm.. 16.
(17) La separación se lleva a cabo en dos etapas principales. Primeramente los minerales de cobre son separados de la sílice y otros materiales sin valor alguno (ganga). Los minerales de cobre son luego separados por flotación. En ambos casos la separación es física, los minerales mismos no sufren ningún cambio químico. El principal mineral de cobre es la calcopirita que es un mineral sulfurado de cobre y contiene 34.6% de este elemento combinado con hierro y azufre (CuFeS2). El producto final comercial (concentrado de Cu) provenientes de la concentradora están en la forma de sulfuros con una ley de 35.74%. La separación se lleva a cabo agregando reactivos químicos (colectores), los cuales se adhieren a las partículas de mineral, pero no a la ganga, cuando se realiza la mezcla entre el mineral molido y el agua (pulpa). Es ahí cuando el aire adicionado en la celda de flotación, entra en contacto con las partículas de mineral, las cuales al tener una película de colector en su superficie se adhieren a las burbujas para ser llevadas a la superficie de la celda donde se realiza su recuperación. Otro reactivo químico (espumante) es también agregado a la mezcla para producir una espuma estable que pueda soportar la adhesión de las partículas de mineral hasta que puedan ser separadas en la superficie de las celdas de flotación. Las partículas concentradas son sometidas a remolienda hasta lograr un tamaño más fino para poder separar las partículas de mineral que todavía están combinados con la ganga. La disposición de los productos del concentrado incluye la eliminación de la mayor parte de agua y el transporte en camiones del producto seco. El concentrado de cobre es espesado y filtrado hasta lograr una humedad de 9%, luego es acopiado para su almacenamiento. El tercer producto del proceso es el relave, el cual contiene la ganga y el agua usada en el proceso. Una parte del agua contenida en este es separada en la concentradora. 17.
(18) y reciclada inmediatamente al proceso y el relave espesado será transportado por tuberías hacia la presa de relaves. Esta presa también permite recuperar y volver a usar la mayor parte del agua remanente del proceso, quedando el relave almacenado en la represa permanentemente. Toda filtración de agua proveniente del área de almacenamiento y dique, es recolectada y retornada al proceso para volverla a usar. No hay ningún escape de sólido o líquido desde la operación que no sean los productos de concentrado y algo de agua pérdida por evaporación. 2.2 DESCRIPCIÓN. GENERAL. DEL. PROCESO. DE. LA. PLANTA. CONCENTRADORA. Las instalaciones de la planta concentradora están diseñadas para tratar un promedio de 70,000 tmpd de mineral de sulfuro primario y producir concentrados de cobre. El diseño del proceso se basa en la tecnología actual y en los tamaños de equipo más grandes existentes y disponibles. Esta sección proporciona una descripción general de las instalaciones de los procesos, es del circuito de chancado primario hasta la entrega del concentrado al puerto de Matarani así como la descarga en la presa de relaves. Las unidades principales de operaciones del proceso, están ilustradas en un diagrama de flujo simplificado en la Figura Nº 09 y descritas posteriormente. En cuanto al procesamiento del mineral, este involucra un circuito de reducción de tamaño del mineral mediante chancado primario, molienda primaria (SAG) y secundaria a través de un sistema de molinos de bolas, un proceso de flotación rougher, scavenger y cleaner para producir concentrado de cobre. Se requerirá un procedimiento de flotación para obtener concentrados de cobre. El producto obtendrá la humedad necesaria a través de los procesos de filtración. Los relaves generados producto del proceso de flotación serán tratados en espesadores para recuperar agua para el proceso y posteriormente ser clasificada y depositada en un lugar acondicionado para tal fin (presa de relaves). 18.
(19) La infraestructura principal de esta planta concentradora ha sido diseñada para optimizar el uso del agua a partir de la recirculación o reaprovechamiento que permita minimizar las necesidades adicionales de agua fresca. La Planta Concentradora usa como flujos auxiliares el ingreso de energía eléctrica, agua, aire comprimido, lubricantes, reactivos y se desecha polvo en suspensión, restos de lubricantes, grasas, ruido, desprendimiento de vapores, restos metálicos y material magnético FIGURA 001: Descripción general de planta de proceso.. Elaboración: Fuente propia. 2.2.1. CHANCADO DE MINERAL. Esta sección describe el chancado y transporte al área de acopio de mineral en la concentradora. El mineral es chancado para obtener un tamaño óptimo para los molinos SAG en la sección de molienda.. 19.
(20) FIGURA 001: Descripción general de planta de proceso.. FUENTE: Manual del vendedor. El Chancado Primario es la primera etapa de la operación de la planta sin embargo es la segunda etapa reducción de tamaño, posterior al minado, la operación de chancado consiste en la reducción de tamaño de rocas grandes a más pequeñas, utilizando fuerzas de compresión, fricción, flexión, cizallamiento u otras en menor proporción, que permiten reducir el mineral que viene de la fase de minado y termina con la entrega de un producto cuya granulometría. En el Circuito de Chancado Primario, produce mineral fraccionado para la siguiente fase de Molienda. Para lograr el tamaño deseado menor de 6”. (Ver Figura N° 003).. 20.
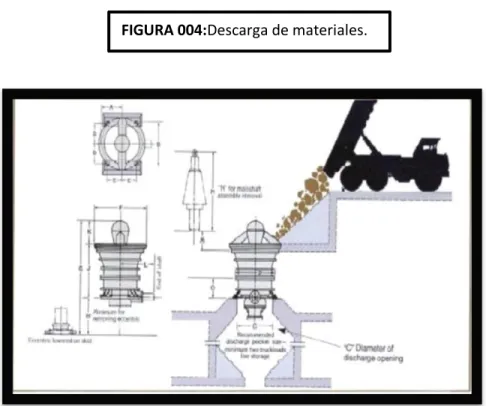
(21) FIGURA 003: Alimentación a chancado primario ( hasta 54”).. FUENTE: Manual criterio de diseño de la mina. Este esfuerzo compresivo hace que las partículas se fracturen y desciendan por la cámara siendo sometidas, a través de su paso, a nuevas solicitaciones que originan nuevas fracturas hasta salir finalmente por la descarga. FIGURA 004:Descarga de materiales.. FUENTE: Manual criterio de diseño de la mina. 21.
(22) El propósito del chancado, es reducir el tamaño del mineral proveniente directamente de mina a un tamaño que pueda ser fácilmente transportado por la faja Overland y posteriormente procesado por la etapa de molienda y clasificación, esto se logra mediante el procesamiento que se cuentan con la disposición de los equipos. El mineral removido mediante la voladura es acarreado desde la mina en camiones de 250 toneladas y descargado en las chancadoras giratorias primarias. El rango y distribución de tamaño de partícula del mineral (granulometría) dependerá principalmente de la composición mineralógica del mineral y del proceso de voladura, siendo este último proceso el principal responsable de la adecuada fragmentación del mineral para que ambas chancadoras primarias reduzcan el mineral desde un tamaño de roca de 1 - 2m (top size) hasta un P80 de 100 165mm. El mineral triturado será transportado mediante fajas hacia el stock pile situado al lado de la concentradora a 450 m aproximadamente. La chancadora primaria operará a aproximadamente a un 80% de disponibilidad o 19.2 horas por día en promedio. Las trituradoras giratorias son aparatos que reducen de tamaño durante el 100% de su tiempo de operación pero solo una fracción de su cavidad triturante. La trituradora giratoria consiste en un eje provisto de un elemento cónico de molienda de acero duro En el circuito de Chancado Primario está compuesto de: o Chancadora Primaria. El mineral es suministrado a una chancadora giratoria y retirado por un alimentador de placas. Se usa un rompedor de rocas para reducir cualquier exceso de tamaño hasta llegar a un tamaño aceptable para la chancadora.. 22.
(23) o. Transporte y Almacenamiento de Mineral. La faja transportadora de mineral grueso es alimentada por el alimentador de placas de la chancadora y descarga en el apilador radial. Se detecta cualquier metal atrapado y se pesa el mineral. Se usa el apilador para dirigir el flujo de mineral al área de acopio.. o Sistema supresor de Polvo. El polvo es eliminado en los puntos de descarga por el sistema de eliminación de polvo.. El aire que lleva el polvo desde los compartimentos de vaciado y de. compensación es tratado por un colector de polvo húmedo. o Aire Comprimido para la chancadora. La compresora de aire de chancado produce aire comprimido para el área de la chancadora primaria. El aire se usa en el sistema de eliminación de polvo, el sello de polvo de la chancadora primaria, y la unidad de engrase para la bocina de la araña, y se distribuye a las estaciones de manguera en toda el área de la chancadora primaria. FIGURA 005:Aire comprimido para la chancadora. 23 FUENTE: Manual criterio de diseño de la mina.
(24) FIGURA 007:Ubicación del área de chancado.. FUENTE: Manual criterio de diseño de la mina. 2.2.2. MOLIENDA Y CLASIFICACION. La molienda de minerales es la última etapa en el proceso de conminución, la cual llega hasta rangos donde se alcanza la liberación del mineral con contenido metálico de la ganga, esto bajo consideraciones técnicas y económicas. De acuerdo a ello, la molienda óptima, es aquel tamaño de malla de molienda, en la cual la recuperación del mineral de valor comercial es tal que los beneficios económicos son máximos al ser concentrados. El mineral proveniente de chancado primario es recepcionado y dispuesto en distintos equipos a utilizar como molino SAG, molino de bolas y otros para lograr la liberación del mineral de la ganga. De otro lado diremos, que la molienda es la etapa previa a los procesos de concentración por flotación, por lo tanto, deberá preparar al mineral adecuadamente en características tales como liberación, tamaño de partícula y propiedades superficiales.. 24.
(25) La función principal de la molienda es lograr un grado de liberación adecuado dentro de límites preestablecidos, para conseguir una eficiente recuperación de mineral como concentrado y la eliminación de la ganga para ser debidamente depositada en canchas de relaves, todo esto manteniendo una eficiente relación entre la energía mecánica consumida y el tamaño de partícula obtenida, traducido en costos de operación, que en esta sección suelen ser los más altos. Ello conlleva a no moler la mena más allá de la malla que se justifique económicamente. La razón de alimentación del circuito de molienda, debe ser controlada para maximizar la producción, mientras se sigue manteniendo el tamaño del producto dentro del rango previsto. Si el tamaño del producto es muy grueso, la recuperación del metal será menor, reduciendo las ganancias. Si el tamaño del producto es demasiado fino, no habrá suficiente arena disponible para la construcción del dique de relaves y se usara una excesiva cantidad de energía, añadiéndose a los de costos de operación. FIGURA 008:Molino SAG.. FUENTE: Manual criterio de diseño de la mina. 25.
(26) Los ciclones realizan la clasificación de tamaños, el overflow del ciclón es el producto final de la clasificación que satisface las condiciones físicas del mineral para ser derivada al circuito de flotación y el material grueso o underflow que requieren de una reducción posterior de tamaño se deriva al molino de bolas donde es molido hasta obtener un tamaño fino ideal con un P80 de 125-150 µm. Cada línea de molienda poseerá una sección de celdas de flotación para la recuperación inicial de los elementos valiosos a partir del mineral molido, estos. circuitos. de. flotación rougher-scavenger. están directamente. conectados a cada molino por lo que deben operar al mismo tiempo. Un molino no puede operar si su sección rougher correspondiente de flotación no funciona y si un molino de bolas está inoperativo, no habrá operación de su sección de flotación, lo que no ocurre en ninguna de las secciones anteriores.. 26.
(27) FIGURA 009:Representación del área de molienda. FUENTE: Manual criterio de diseño de la mina. 27.
(28) 2.2.3. FLOTACIÓN DE COBRE. El circuito de Flotación es una de las secciones funcionales más importantes para el procesamiento y concentración de minerales, donde por medio de un proceso de flotación se obtiene un concentrado de cobre lo que depende de: Tipo de mineral que se trata en la Planta Concentradora. Tamaño de partícula adecuado para lograr una óptima recuperación. La cinética de flotación de cada especie mineralógica Grado de concentración. Esta área entrega su producto (concentrado de cobre) al área de Espesamiento. El. método. de. concentración. por. flotación. de. espumas. es. indiscutiblemente la técnica de separación de minerales con contenidos metálicos de la ganga más importante y representa una de las aplicaciones más desafiantes de la química de superficies. A la pulpa se agrega una serie de reactivos químicos especiales que causan una condición de hidrofobicidad sobre las partículas con contenido metálico, de tal manera que, al introducir aire al sistema, se produce un conjunto de burbujas sobre las cuales se adhieren estas partículas. Las burbujas, a medida que van ascendiendo, se van enriqueciendo de estas partículas hasta que alcanza la superficie y en donde son posteriormente retiradas. Mientras tanto, las partículas de material estéril no han sido afectadas por los reactivos químicos y permanecerán suspendidas dentro de la pulpa.. 28.
(29) Este proceso se realiza en equipos denominados celdas de flotación, las cuales destacan por tener tres zonas, una zona de gran turbulencia que provoca la adhesión partícula-burbuja, aquí es donde debe existir un ambiente propicio entre las condiciones hidrodinámicas y fisicoquímicas que favorezcan el contacto partícula-burbuja, la turbulencia es provocada mediante agitación mecánica. La zona intermedia es donde existe una relativa calma, lo que permite que las burbujas migren a la superficie de la celda, y finalmente la última zona es, la zona superior que corresponde a la fase acuosa, formada por burbujas que lograron migrar a la superficie. La espuma descarga por rebalse natural. Se sostiene que casi todas las partículas hidrofóbicas, se adhieren ya en el interior de estos dispositivos de aireación, y en su camino hacia las celdas de flotación, el cual tiene como función, recoger las burbujas de aire con las partículas sólidas adheridas en forma de espuma. La energía cinética requerida para la fijación partícula-burbuja, proviene de la corriente turbulenta de pulpa alimentada a la celda. Reactivos químicos. de. flotación. (colectores,. espumantes,. modificadores,. depresores), se usan para alterar las características superficiales de las partículas del mineral con valores metálicos, para permitir que estas partículas se adhieran a las burbujas de aire para ser recuperadas en una fase por espumas para la separación de la ganga, la cual permanece en la pulpa. Para analizar las ventajas del circuito frente a la utilización de las etapas en forma individual la recuperación en cada etapa del circuito permite optimizar el resultado metalúrgico de la operación. Para realizar un buen análisis se ha considerado los siguientes circuitos para determinar la recuperación y optimizar el resultado metalúrgico.. 29.
(30) FIGURA 010: Diagrama general del proceso de molienda y clasificación. FUENTE: Manual criterio de diseño de la mina. Circuito de Flotación Rougher. Circuito de Flotación Scavenger. Circuito de Flotación Cleaner. Circuito de Flotación Cleaner-Scavenger. Remolienda. El rebose de las baterías de ciclones de molienda (overflow de los ciclones) va hacia el área de Flotación, iniciándose en los caja de alimentación, la homogenización de la pulpa para poder realizar la máxima recuperación. En el circuito de Flotación hay 5 circuitos: Rougher, Scavenger, Cleaner, Scavenger- Cleaner y Remolienda de concentrado. El proceso empieza en el circuito Rougher, estas celdas fueron instaladas de manera individual para tener un control independiente. El circuito Scavenger está conformado por 14 celdas, dispuestas en 2 filas de siete (7) celdas cada una, las dos primeras celdas de cada fila corresponden a 30.
(31) la flotación Rougher, y las restantes 5 celdas de cada fila operan como celdas Scavenger. Para la flotación Rougher se cuenta con 4 descargas, (2 operativas y 2 en standby, obteniéndose concentrados de flotación de 12 a 18% de Cu. El tanque de concentrados Rougher tiene una capacidad de 160m3, en este tanque se depositan los concentrados de las 2 celdas de cada fila Rougher. Para la flotación Scavenger se obtienen concentrados de 2 a 4% de Cu. Las colas de las celdas Scavenger son analizadas con un muestreador MSA y los rechazos de este muestreo son desviados hacia la relavera. El tanque de concentrados tiene una capacidad neta de 160m 3 donde se recibe todo el concentrado producido desde las 5 celdas de cada fila Scavenger. El concentrado Rougher proveniente del tanque de colección pasa por una batería de ciclones (en donde se debe llegar a un 50% de sólidos en peso) y de ahí es bombeado hacia el circuito de remolienda, aquí hay 2 molinos tipo ISAmill, modelo M3000 de 1500 kW cada uno. El producto de la remolienda es descargado en un cajón colector donde se mezcla con el rebose (overflow) de la batería de ciclones. Para una mejor recuperación de las partículas valiosas, se realiza las siguientes etapas: 2.2.3.1.. PRIMERA LIMPIEZA. Está formada por 6 celdas de 70m3 de capacidad, dispuestas en 3 bancos de 2 celdas cada uno y con un control de nivel por cada 2 celdas. Estas celdas trabajan con un sistema de aire forzado. Esta primera limpieza es alimentada por el producto de la remolienda de los. 31.
(32) concentrados Scavenger, el concentrado de la limpieza Scavenger y las colas de la segunda limpieza. El concentrado producido en esta etapa es alimentada por gravedad y vía canaletas de colección a las bombas tipo sala, de aquí son bombeadas hacia el cajón que alimenta a las celdas de segunda limpieza, pasando antes por un muestreadormultiflujo (MSA). 2.2.3.2.. SEGUNDA LIMPIEZA. Está formada por 6 celdas de 50m 3 de capacidad, dispuestas en 3 bancos de 2 celdas cada uno y con un control de nivel por cada 2 celdas. Estas celdas trabajan con un sistema de aire forzado. Esta segunda limpieza es alimentada con el concentrado generado en la flotación de primera limpieza, el producto de la remolienda de los concentrados Rougher y las colas generadas en la tercera limpieza. El concentrado que se generado en esta etapa se alimenta por gravedad a las bombas tipo sala de aquí es bombeado al cajón de alimentación de las celdas de tercera limpieza y las colas generadas en esta limpieza alimentan por bombeo al cajón de la primera limpieza, pasando antes por un muestreadormultiflujo (MSA).. 2.2.3.3.. TERCERA LIMPIEZA. Está formada por 6 celdas de 30m 3 de capacidad, dispuestas en 3 bancos de 2 celdas cada uno y con un control de nivel por cada 2 celdas. Estas celdas trabajan con un sistema de aire forzado. Esta tercera limpieza es alimentada con el concentrado generado en la flotación de segunda limpieza. El concentrado producido en esta etapa es alimenta por gravedad al cajón de alimentación del espesador de concentrado, y para obtener el concentrado con los parámetros del proceso se realiza un muestreo con analizador multiflujo (MSA). 32.
(33) Las colas generadas en esta etapa alimentan de modo gravitacional a la segunda limpieza.. FIGURA 011:Ubicación de las celdas de flotación.. FUENTE: Manual criterio de diseño de la mina. 2.2.4. ESPESAMIENTO, FILTRADO Y ACOPIO DE CONCENTRADO DE COBRE. El circuito de Espesamiento de concentrado de cobre es la penúltima sección funcional del proceso de concentración de sulfuros de cobre; esta sección está formada por una serie de estructuras, equipos, instrumentos, sistemas, etc. que recibe del proceso de la Flotación concentrado) y lo acondicionan para el siguiente proceso que es la Filtración. El espesamiento es una de las etapas claves en muchos procesos hidrometalúrgicos. Es una operación de separación solido-liquido, cuyo principio es muy simple y consiste en producir el agregamiento de las partículas finas de una suspensión mediante un floculante aumentando de esta forma su tamaño y permitiendo que ellas sedimenten bajo el efecto de la gravedad produciendo un licor claro y un sedimento denso. 33.
(34) Un líquido claro o agua limpia sobrenadante que rebosa y Una pulpa o lodo denso, que contiene una concentración de sólidos más alta que la pulpa alimentada. El mineral proveniente de la flotación de tercera limpieza, es alimentada por caída libre, la cual es enviado al cajón acondicionador de pulpa, cuya capacidad es de 57m3 en donde se le adiciona agua fresca para diluir y homogenizar la pulpa, la cual será posteriormente enviada al Sistema de Espesamiento de Concentrados, es aquí donde se realiza la separación del concentrado, y este equipo presenta las siguientes características como de ser un espesador convencional del tipo puente, el cual tiene. un diámetro de 43m, y para poder recolectar todas las. partículas finas que se encuentren sobrenadando se le adicionara el floculante. Luego es alimentado a dos estanques de almacenamiento de concentrado de 487m3 de capacidad neta cada uno. El Concentrado, proveniente del cajón acondicionador se introduce a través de la caja de alimentación, en la parte central superior del tanque; obteniéndose dos productos: La pulpa se asienta debajo del nivel de la caja de alimentación para formar un lodo o pulpa, con un porcentaje de sólidos del 60% en peso, el cual se extrae por medio de una bomba de pulpa centrifuga (1 operativa y otra de stand by) hacia la Planta de Filtrado. En el canal de rebose (evacuación uniforme por toda la periferia) se recoge el agua clarificada y la lleva a su salida, a través de una tubería de 14” Ø constituyendo el agua recuperada para el proceso que se deposita en el tanque, la cual abastece al proceso mediante una bomba centrifuga y para los casos de emergencia se cuenta con un pozo de emergencia.. 34.
(35) FIGURA 012:Ubicación general del área de flotación de cobre. FUENTE: Manual criterio de diseño de la mina. La descarga del espesador es enviado por medio una bomba de pulpa centrifuga, la que al succionar la pulpa lo deposita en el tanque. Donde se inicia el siguiente proceso. En la Figura N° 13, se representa el proceso de espesamiento.. 35.
(36) FIGURA 013:Ubicación general del área de espesamiento.. FUENTE: Manual criterio de diseño de la mina. 36.
(37) Esta sección consiste básicamente en realizar una descripción general del Circuito Filtrado y Acopio de concentrado de cobre. Se denomina filtración, al proceso de separación solido-fluido mediante el cual el sólido es separado del fluido en una suspensión haciéndolo pasar a través de un lecho poroso, denominado filtrante. FIGURA 014:Diagrama general de espesamiento concentrado de cobre.. FUENTE: Manual criterio de diseño de la mina. El circuito de Filtrado y acopio de Concentrado de cobre es la última sección funcional del proceso de concentración de sulfuros de cobre; esta sección está formada por una serie de estructuras, equipos, instrumentos, sistemas, etc. que recibe del proceso del Espesamiento (Lodo o pulpa) y lo acondicionan para el siguiente proceso que es el Acopio de concentrados.. 37.
(38) El Área de Filtrado y Acopio de Concentrados es una operación, en la que una mezcla heterogénea de un fluido y de las partículas de un sólido se separan en sus componentes, gracias al concurso de un medio filtrante en el que se acumulan y retienen los sólidos en forma de torta o queque de la filtración.. FIGURA 015:Diagrama de circuito de concentrado de cobre.. FUENTE: Manual criterio de diseño de la mina. 38.
(39) El concentrado proveniente de la descarga (underflow), del espesador de concentrado, que tiene un contenido de sólidos de 65% se deposita en el cajón de alimentación, el cual debe mantener un volumen constante y mantener el porcentaje de sólidos requerido, este cajón acondicionador alimenta a dos tanques, los cuales están provistos de sus respectivos agitadores, y para trasladar la pulpa a través de La tubería de 6”Ø utiliza bombas de pulpa centrifuga, de los cuales uno está operativa y la otra en stand by como reserva así de esta manera sirven para alimentar al filtro tipo presión de placas verticales. El cual posee capacidad para procesar 2406 t/d. Para comprender acerca del funcionamiento del sistema de accionamiento en el circuito de Filtrado se detalla la secuencia del proceso: La pulpa proveniente de los tanques, con un 65% de sólidos, alimenta al filtro tipo presión de placas verticales (Modelo Metso VPA – 2040 – 54). El proceso de llenado es realizado a través de una bomba centrifuga con variador de velocidad enclavada a las celdas de carga del filtro, lo que permite el control de presión y el flujo de llenado. La alimentación al filtro posee la opción de recirculación hacia los estanques de alimentación (holdings tanks), para evitar constantes partidas y detenciones de la bomba, a su vez, está enclavada a la medición de nivel de los estanques para asegurar la carga suficiente de concentrado antes de dar comienzo al ciclo de llenado del filtro. El agua recuperada por filtrado, como resultado del proceso de filtrado, más el agua de lavado de membranas es colectado en un pozo, que se encuentra adyacente al edificio de filtrado, posee 2 bombas verticales una en operación y otra en stand by, estas bombas retornan el filtrado hacia el cajón de alimentación del espesador de concentrado.. 39.
(40) El filtro de presión (VAP–2040-54) tiene un ciclo estimado para la operación industrial, donde se obtiene un concentrado con un contenido aproximadamente en sólidos del 90%, y con un porcentaje de humedad del 9% el que constituye el Concentrado de Cobre, que será llevado a la siguiente etapa al Acopio de Concentrado.. FIGURA 016:Distribución de los equipos en el área de filtrado y acopio.. FUENTE: Manual criterio de diseño de la mina. 2.2.5. SISTEMA DE RELAVES Y RECUPERACION DE AGUA. Los relaves provenientes de la flotación, representan el 98% del peso total de la alimentación de la planta, y deben ser dispuestos en un área segura para su posterior almacenamiento durante y después del tiempo de vida de la mina.. 40.
(41) Si la empresa minera propone la creación de una laguna de relleno del tajo, entonces debe tomar en cuenta consideraciones adicionales que son necesarias para predecir correctamente que tipo de impactos, se puedan dar en la calidad del agua, causados por el lago de relleno del tajo: “Para los lagos de relleno de tajos abiertos, es preciso estimar la precipitación y evaporación de la superficie del lago, la escorrentía de las paredes, flujo hacia o desde los cuerpos de agua subterránea al tajo (si es relevante), niveles de descarga de cualquier agua superficial hacia o desde la laguna. El balance de agua puede usarse para predecir lo niveles de inundación de las paredes del tajo con el agua subterránea. Los depósitos de relaves son obras destinadas a confinar grandes volúmenes de finos sedimentos y agua provenientes de las operaciones de extracción de minerales. En el pasado el objetivo era diseñar y construir obras para un almacenamiento seguro de los relaves. En la actualidad las compañías mineras buscan diferentes tecnologías de disposición que les permitan un cierre de las instalaciones en condiciones Ambientalmente aceptables y evitar costos innecesarios, para evitar impactos ambientales negativos u otro tipo de problemas con posterioridad al cese de las operaciones. El relave es inicialmente separado de una porción de agua en 04 espesadores de gran capacidad para recuperar aproximadamente el 60% del agua contenida para ser reciclada al sistema de agua de proceso. Los sólidos espesados remanentes con una densidad del 55% aproximadamente, son bombeados a través de una canaleta tubular hacia las instalaciones de almacenamiento de relaves (presa de relaves).. 41.
(42) Esta canaleta está dispuesta con una ligera pendiente y fluye por gravedad a presión atmosférica, la canaleta nunca está llena más de la mitad. El Área de Relaves y Recuperación de agua es una sección funcional del Proceso de Concentración de Sulfuros de Cobre, que tiene por funciones: Disponer en una ubicación segura los relaves que produce la planta concentradora como desecho de los procesos de concentración de minerales. Asegurar el suministro del agua necesaria para el consumo humano y para los procesos de la planta, sin causar impacto en la naturaleza ni en las actividades de las comunidades cercanas. Se toma en cuenta dos elementos importantes; el elemento sólido es retenido y almacenado en su totalidad en el embalse, ya sea como material para la construcción de muros, utilizando la fracción gruesa, o quedando depositado en la cubeta del embalse. En cambio el agua se caracteriza por no ser contenida en su totalidad, es decir no toda el agua que se ingresa al embalse de relaves queda almacenada en dicha obra, ello porque una parte importante se infiltra, otra parte se evapora, otra parte percola por los muros, y otra parte importante puede ser recuperada y recirculada al concentrador o vertida a cauce natural. El Área de Relaves y Recuperación de agua recibe a través de los siguientes productos desde la Planta Concentradora: Relaves de la Planta Concentradora. Agua de las filtraciones de la presa de relaves y de las operaciones de mina.. 42.
(43) Agua fresca de los torrentes de la zona y de las precipitaciones fluviales. El área cuenta con los equipos e instalaciones para realizar los procesos de: Contención de relaves (Presa de Relaves). Manejo de filtraciones de la presa de relaves. Recuperación y almacenamiento de agua de proceso de la presa de relaves. Colección y almacenamiento de agua fresca. Manejo de filtraciones de agua en el Área de Mina.. FIGURA 017:Avances tecnológicos en recuperar agua.. FUENTE: Manual criterio de diseño de la mina. 43.
(44) Los productos finales del área son: Agua de proceso para la Planta Concentradora y Mina. Agua. fresca. para. ser. potabilizada. para. el. consumo. administrativolaboratorios o para la red anti-incendios. Agua fresca para ser devuelta a la naturaleza y las comunidades según la ley y los acuerdos con la comunidad. Según los últimos adelantos en desarrollo de recuperación del agua de las Presas de relaves se puede resumir en el siguiente cuadro: FIGURA 018:Diagrama de proceso del sistema de espesamiento de relaves.. .FUENTE: Manual criterio de diseño de la mina. 44.
(45)
Figure



+7






Documento similar