Methodology to Design Reconfigurable Manufacturing Systems
121
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA Los miembros del Comité de Tesis recomendamos que la presente Tesis del Ing. Roberto Rosas Rangel sea aceptada como requisito parcial para obtener el grado académico de Maestro en Ciencias con especialidad en:. SISTEMAS DE MANUFACTURA Comité de Tesis. _______________________________ David Apolinar Guerra Zubiaga, Ph. D. Asesor. ___________________________ Alvaro Martínez Soto, M.C. Sinodal. ______________________________ Arturo Molina Gutiérrez, Ph. D. Sinodal. APROBADO. _______________________________ Dr. Federico Viramontes Brown Director del Programa de Graduados en Ingeniería Mayo 2005.
(3) Dedicatoria A Dios, por ser la luz que ilumina mi camino y me permite seguir mis sueños. A mi adorada Esposa, que con su apoyo, amor y sacrificio alimenta mi espíritu y me llena de entusiasmo para ser cada día mejor. A mis Padres, que me han dado toda una vida llena de sacrificios, amor, valores y sobre todo por sus vivos ejemplos de entrega incondicional; por su esfuerzo y dedicación en hacerme un hombre de bien. A mis hermanos, quienes me inspiran a ser mejor cada día..
(4) Agradecimientos Al Dr. David Guerra, por darme la oportunidad de trabajar en su equipo, guiarme durante el desarrollo de este trabajo y sobre todo por su valiosa amistad. Al Dr. Arturo Molina, por haberme dado la oportunidad de colaborar en su equipo de trabajo y dejarme aprender de sus experiencias. Por siempre exigir más de mí y hacerme crecer. Al M.C. Alvaro Martínez, por ser parte de este trabajo, aportar su valiosa experiencia, por su valiosa retroalimentación al desarrollo de este trabajo y por su amistad. Al M.C. Joaquín Aca, por sus comentarios y retroalimentaciones a este trabajo de tesis, que fueron de un enorme valor al desarrollo de la misma. Al Dr. Mario A. Martínez, por haberme dado la oportunidad de integrarme al CIDYT y apoyarme en la realización de mi proyecto de maestría. Al Dr. Guillermo Jiménez, por su apoyo y asesoría en este trabajo de tesis. A mis grandes compañeros, Natalie, Nicolás, Luis, David Concha, David Cartagena, Choche, Camilo, Mathieu, Pedro, Ricky; por los momentos de desvelo que compartimos. A Nacho, Andrés, Luis y Ricardo Leal, por su valioso apoyo en las simulaciones. A mis mejores amigos, Polo, Gil, Ricardo Camacho, Andrés, Iván, Roberto Rodríguez, Gerardo, Roberto Delgado; que hicieron de esta experiencia una mina de fraternidad y amistad. A la Cátedra de Investigación en Mecatrónica del Tecnológico de Monterrey por financiar parte del desarrollo de este trabajo. El autor de esta tesis quiere expresar su agradecimiento al IBM SUR Grant, por el apoyo brindado mediante el acceso a marcos de referencia en PLM, así como el acceso a infraestructura de cómputo y aplicaciones para el desarrollo de los modelos de simulación..
(5) SUMMARY Emerging economies and new ways of doing business are changing the world in a dramatic manner, these changes suggest that new competitive advantages must be created within companies to belong capable to develop customized products and cost effective manufacturing systems. New manufacturing systems are required to create new generation of manufacturing systems, which must be easy to increase in capacity, easy to update and capable to integrate, new technologies. All this will allow new products launching successfully, as well as any adaptation to the manufacturing system due to changes demand; it will be possible quickly to integrate new functions and technologies to the new manufacturing systems, and by consequence the capacities of those systems will adjust to the market necessities and changes. This research proposes a systemic methodology to design reconfigurable manufacturing systems. Reconfigurability is an attribute to develop within companies in order to respond rapidly and cost effective to market demands. The methodology to design manufacturing systems is based on systems engineering life cycle. The methodology is structured in three main phases: Manufacturing System Analysis, Manufacturing System Design and Manufacturing Operations and Maintenance. Manufacturing systems need a degree of reconfigurability since its design and during the operation. The methodology incorporates Digital Manufacturing tools to support strongly the manufacturing systems design. Through the use of these tools it is possible to design manufacturing systems in a virtual environment to minimize error production. The case studies reported in this thesis were developed in an Automotive Manufacturer company. The first case is the virtual design of an arc weld cell and the second one is the development of a resistance spot weld cell. Both case studies required to give a level of reconfigurability in product, volume, process and layout..
(6) Chapter 1. Introduction. 1 Introduction 1.1. Background. Emerging economies and new ways of doing business are changing the world in a dramatic manner, these changes suggest that new competitive advantages must be created within companies to belong capable to develop customized products and cost effective manufacturing systems. Manufacturing Industry play a leading role in regional development of Mexican Industry, however, the absence of formal programs for the development of manufacturing systems place to the Mexican Industry in disadvantage respect to other countries. In order to compete, Mexican Companies require adopting formalized process to implement and improve their practices during design of manufacturing systems. On this research thesis a systematic approach is proposed in order to design and configure manufacturing systems Facility Development, independently of the industrial sector. Global economy and new ways of doing business cause dynamic changes in manufacturing companies. These changes are related to new competitive environment. The Next Generation Manufacturing Companies require improving significantly their technological capacities through internal changes that allow them to respond rapidly to these challenges in order to be successful. Several studies have been conducted to identify the tendencies that will guide the operation of the manufacturing companies and the enabler technologies of their capacities [Mehrabi et. al., 2002] [NRC 1998], where it has been identified that the variety of products increase the complexity of the product and processes, the product’s lifecycle is reduced and as a consequence the manufacturing companies cannot response to these changes, requiring of greater changes in their infrastructure, which implies high operation costs and adaptability. These factors impose a tendency towards the increase of the productivity in all levels within companies: manual labor, facilities, processes. The. 1. Roberto Rosas Rangel.
(7) Chapter 1. Introduction. previous, causes the necessity to create a new manufacturing systems that response, in terms of flexibility and adaptability, to the necessities and demands of the market. According to this, new manufacturing systems are required to create new generation manufacturing systems, which must be easy to climb in capacity, easy to update and capable to integrate, fast and easy, new technologies. All this will allow new products launching in production lines, as well as any adaptation to the manufacturing system due to changes in demand; it will be possible quickly to integrate new functions and technologies to the new manufacturing systems, and by consequence the capacities of those systems will adjust to the market necessities and changes.. 1.2. Research justification. Manufacturing companies have new challenges in a globalized and competitive manufacturing environment. To be successful, it is needed to develop new manufacturing systems to accomplish customer’s requirements, which are mainly oriented in low cost and time delivery. This vision suggests considerable changes in manufacturing enterprises. The National Research Council, in last decade, realized a study to define the vision, trends and perspectives for the Next Generation Manufacturing. According to this study manufacturing in 2020 will present six major challenges [NRC, 1998]: •. Grand Challenge 1: Achieve concurrency in all operations.. •. Grand Challenge 2: Integrate human and technical resources to enhance workforce performance and satisfaction.. •. Grand Challenge 3: Instantaneously transform information into useful knowledge for making decision process. •. Grand Challenge 4: reduce production waste and product environmental impact to “near zero”. •. Grand Challenge 5: reconfigure manufacturing enterprise rapidly in response to changing needs and opportunities. 2. Roberto Rosas Rangel.
(8) Chapter 1. Introduction. •. Grand Challenge 6: develop innovative manufacturing processes and products. In order to compete effectively, manufacturing companies require to develop new manufacturing systems costly and timely effective. Thus, new methodologies have to be created in order to provide for manufacturers of new technologies and tools to launch new products and their manufacturing systems concurrently and to reduce the time and money expensed in the development of manufacturing systems. Recent investigations suggest the necessity to proposed new methods for the development of a systematic approach for the design of Reconfigurable Manufacturing Systems (RMS) at the system level [Mehrabi et. al., 2001]. The present research aims to contribute to the next main challenges: i) Achieve concurrency in all operations, ii) Transform information gathered from vast arrays of diverse sources into useful knowledge for making effective decisions and iii) Reconfigure manufacturing enterprises rapidly in response to changing needs and opportunities.. 1.3. Objectives. •. Develop a methodology that supports the design of Manufacturing Systems to achieve reconfigurability.. •. Demonstrate that the concept of Reconfigurable Manufacturing System can be implemented through the use of the methodology.. •. Explore the use of Product Life Cycle Management tools and their benefits on the design of manufacturing systems.. •. Demonstrate the use of the methodology in the design of a Reconfigurable Manufacturing System applying the methodology to the development of weld cells.. 3. Roberto Rosas Rangel.
(9) Chapter 1. Introduction. 1.4. Research scope. Product Life Cycle describe the evolution of the product from its conception to its disposal. The product life cycle can be considered with six phases. The first three phases are related to design activities and last three phases are oriented to the supply chain [Aca, 2003].. PRODUCT LIFE CYCLE ENGINEERING PRODUCT DEVELOPMENT. Figure 1-1. PROCESS DEVELOPMENT. SUPPLY MANUFACTURING SYSTEM DEVELOPMENT. PRODUCTION AND SALES. USE AND MAINTENANCE. DISPOSAL. Product Life Cycle Phases [Aca, 2003].. Figure 1-1 depicts the product life-cycle phases. Product development is the first phase and represents the collection of market requirements and product design. Process development is the second phase and represents the selection of material and manufacturing processes for the manufacture of products. Manufacturing system development includes the selection of suppliers standard components, process planning and facility design. Finally the last three stages are related to activities in the supply chain such as production and manufacturing, packaging and sales, use and maintenance of products and the disposal when a product is no longer satisfactory due to its obsolescence. The research area explored is focused on the Manufacturing System Development in the section of facility development, which encloses station-cell-system. 4. Roberto Rosas Rangel.
(10) Chapter 1. Introduction. facility level according to the manufacturing model proposed by [Molina and Bell, 1999]. According to the product life cycle phases the present research is focused on the manufacturing system development phase. Arc welding and resistance spot welding processes for the fabrication of automotive components are use to validate the methodology proposed. The present methodology aims to design reconfigurable manufacturing systems and do not consider to measure the level of reconfigurability achieve by the use of the methodology. Action research methodology is used in this thesis to guide the investigation through its four main phases: plan, observe, act and reflect during the design and implementation of the methodology to design reconfigurable manufacturing systems.. 1.5. Thesis Organization. The research presented is organized in six chapters described below: •. Chapter 1 – Introduction. •. Chapter 2 – Research fundamentals of this work are introduced. Systems life cycle concept is defined; the characteristics of the Reconfigurable Manufacturing Systems and literature review analysis about recent projects related to the design of manufacturing systems are also described.. •. Chapter 3 – The design methodology for Reconfigurable Manufacturing Systems is described in the development of innovative arc and resistance spot welding cells.. •. Chapter 4 – Two study cases are shown describing how the methodology is implemented.. •. Chapter 5 – Reports results, conclusions and further work are presented.. 5. Roberto Rosas Rangel.
(11) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. 3. Methodology to Design Reconfigurable Manufacturing Systems. In this chapter a methodology is proposed and the activities involved are explained in detail to execute and manage the implementation of the methodology to design reconfigurable manufacturing systems. The methodology is independent of the industrial sector of a company; it can be apply to any kind of industry. The methodology is based on a framework designed under systems engineering life-cycle concept. This chapter is divided in two sections; in the first section a framework and their elements are described in order to present the basis where the methodology is designed; in the second section the systemic methodology to Design Reconfigurable Manufacturing Systems is defined and how it can be implemented.. 3.1. Manufacturing System Reconfiguration Framework. The manufacturing system life cycle refers to the evolution of a new system from concept trough development to production, operation and ultimate disposal [Kossiakof and Sweet 2003]. Several life-cycle models have been developed to represent the system life-cycle, they have been briefly described in chapter 2 (section 2.2, table 2-3). A manufacturing system design framework is proposed to support the reconfigurable manufacturing system design methodology execution. The framework provides a guideline to support and to structure the different stages of the design methodology. This framework is mainly based on system life-cycle concept and it is explained below. The methodology, as a consequence, is supported by the main elements of the framework in order to provide a set of activities to achieve a successful design of reconfigurable manufacturing systems.. 33. Roberto Rosas Rangel.
(12) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. The framework proposed for the reconfiguration of manufacturing systems is based on the System Life-Cycle and the Unified Framework of Manufacturing Systems Design [Wu 2001]. The proposed framework is based on system life cycle stages to integrate elements for reconfiguration of manufacturing systems. The framework is subdivided into three main cyclic blocks: i) Manufacturing System Analysis, ii) Manufacturing System Design and iii) Manufacturing System Operation/Maintenance. These cyclic blocks reflect the primary activities occurring in each part of the design of manufacturing systems. Each block is subdivided into activities that should be performed in order to consolidate the design methodology to reconfigure manufacturing systems. In each block design activities are performed. As the design process is considered a problem solving process, a widely accepted approach to problem solving is the one based on three-phase problem solving approach to design. The three phases of this approach is performed by Analysis, Synthesis and Evaluation [Farías 2003]; these phases are depicted in figure 3-1 in each main block of the framework. The analysis phase of the design approach diagnoses defines and prepares the information about the problem to be solved; the synthesis phase putt together parts or elements to create possible solutions; finally, the evaluation phase evaluates possible solutions against the goals and requirements to choose one that fulfill the established requirements. Into the main blocks of the framework and the methodology this process is achieve implicitly during the implementation. In next paragraphs, the three main blocks of the framework are explained. These three blocks are i) Manufacturing System Analysis, ii) Manufacturing System Design and iii) Manufacturing System Operation/Maintenance. The integration of the three blocks of the Reconfiguration Framework creates the Methodology to Design Reconfigurable Manufacturing Systems. The methodology is structured under the previous work realized by [Aca 2003]and it will be explained in section 3.2.. 34. Roberto Rosas Rangel.
(13) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. Synthesis. Analysis. Constraints. Evaluation. Product information Manufacturing Information. Manufacturing system analysis Synthesis. Analysis. Evaluation. Figure 3-1. Manufacturing System Design. Reconfiguration guidelines. Design Methodology. Breakpoint definition. Evaluation. Manufacturing System Operation/ Maintenance. Constraints. Implementation Operational metrics. Synthesis. Requirements conversion Conceptual design |. Detailed design. Constraints. Analysis. Operational concept. Framework for the reconfiguration of manufacturing systems (adapted. from [Wu 2001]).. 3.1.1. Manufacturing System Analysis. Manufacturing System Analysis is the first block of the framework for the reconfiguration of manufacturing systems. In this block the formulation and definition of the manufacturing system is performed to satisfy specific needs. In this stage it is important to capture the specific needs of the company that are relevant to the design of the manufacturing system. The main constraints at this block are the product and manufacturing information. The main output of this stage is the definition of an information model that identifies, represents and captures information describing the product information at product model [Young 2003]; processes, resources and strategies of a manufacturing facility. The are represented into the manufacturing model [Molina and Bell 1999], in order to organize the manufacturing information involved in the design. 35. Roberto Rosas Rangel.
(14) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. of manufacturing systems. Once the product and manufacturing information is gathered, it is important to structure it into the product and manufacturing models. Then, a reconfigurability assessment is performed in order to identify the requirements of reconfiguration according to the objectives and strategies of the manufacturing system.. 3.1.2. Manufacturing System Design. The manufacturing system design is the second block of the framework for reconfiguration of manufacturing systems. This block has 4 main elements: requirements conversion, conceptual design, detailed design and operational concept. The main inputs for this stage are the requirements of the manufacturing system in terms of reconfigurability, which are the result of the reconfigurability assessment. Once these requirements are identified and decomposed into the domains specified in the analysis stage, conceptual and detailed design activities are performed to achieve an operational concept. The operational concept is a set of models where information of manufacturing system to represent how the manufacturing system will operate; the models are mainly logic models, information models and virtual models. The operational concept is validated through the use of virtual manufacturing tools that support the design and reconfiguration of manufacturing systems. During the design activities more detailed is needed, the manufacturing characteristics such as product, operations, processes and alternatives of layout are designed; the control of the manufacturing system is designed and the human and technological resources are identified. A feasibility study of the different alternatives performed in the conceptual designed is performed in order to identify the best choice according to the objectives defined in the analysis stage. In this feasibility study aspects such as process, transportation, planning, control, organization, human resources and facilities are evaluated.. 36. Roberto Rosas Rangel.
(15) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. 3.1.3. Manufacturing System Operation and Maintenance. The third block of the framework is Manufacturing System Operation and Maintenance. In this block the implementation requirements of the manufacturing systems are required and a plan for the implementation is formulated to launch the manufacturing system. Once the manufacturing system is operating, it is necessary to establish operational metrics aligned with the design objectives to accomplish a manufacturing system performance. Some technological tools should be implemented to support the supervision of the manufacturing system and to follow the trends of the main indicators. It is important to establish a systematic supervision in order to identify breakpoints in the behavior of the manufacturing system that require a second cycle of reconfiguration of the manufacturing system. These breakpoints could be generated by changes in demand, introduction of new products, engineering changes in product, among others. The integration of these three blocks is given by the Reconfigurable Manufacturing Systems Design Methodology which concentrate the concepts of the framework proposed and decomposed each stage in activities to analyze, evaluate and synthesize the inputs and outputs of each stage in order to design/reconfigure a manufacturing system.. 3.2. Reconfigurable manufacturing systems design methodology. In the present section a Methodology for the Design of Reconfigurable Manufacturing Systems is proposed and its elements are described. The methodology is described through the figure 3-2 and it is structured based on the work realized by [Aca 2003]. The figure presents three axes. The Life Cycle of Product-System represents the different stages of the methodology. The Scenarios axis represents the processes to develop product, process and facilities. The activities axis represents the different activities to perform in each stage of the methodology (activities related to analysis, synthesis and evaluation). In each stage it is possible to instantiate a particular model according to the design objectives and requirements. This means those specific tasks are selected to design. 37. Roberto Rosas Rangel.
(16) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. a manufacturing system according to the requirements. The present research focuses on the Manufacturing System Development. According to the framework presented in figure 3-1, each block correspond to one stage of the methodology presented the figure below. The Analysis Stage of the methodology corresponds to the Manufacturing System Analysis block of the framework; the Design Stage of the methodology corresponds to Manufacturing System Design block of the framework; and finally, the Operation and Maintenance Stage corresponds to the Manufacturing System Operation/Maintenance block of the framework.. Manufacturing System Development. Process Development. Product Development. es ig n. Analysis D. Synthesis. as ic. fe -c yc le B. C. n/ tio iza l ua is pt lys ce na n A o. Li. Evaluation. Ad D van es c ig ed n. Analysis Stage. La O u M pe nch ai ra in nt t en ion g/ an ce. Design Stage. Activities. Operation and Maintenance Stage. Figure 3-2. Representation. Resources Organization Information Function Generic Model. of. the. Methodology. to. Particular Model. Design. Reconfigurable. Manufacturing Systems, adapted from [Aca 2003]. The methodology has been structured under the based of IDEF0 [IDEF 2005], and it is included in Appendix. section The methodology structure is divided into:. 38. Roberto Rosas Rangel.
(17) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. •. Functions: represent the activities to implement the methodology (i.e. events, activities, processes).. •. Information: represents enterprise’s objects and the information elements. It has to be structured and shared between all the design processes.. •. Resources: represents capabilities, tools, and resources.. •. Organization: represents organizational levels, authorities and responsibilities. It refers how people involved in design process are organized to achieve the manufacturing system design.. Any manufacturing system requires an arrangement of processes and activities in order to implement the methodology. When the methodology is implemented in a company it is important to define that the methodology can be adjusted according to its necessities. And some times several activities can be omitted. By the selection of specific tasks, a particular model of the methodology is created. To support the implementation and an adequate documentation of the project, the methodology proposes a set of documents divided into two levels: Instructive: they describe the activity to be performed, its objective, the input/output information and the tool/technique that should be used during the execution of the activity. Format: is a document used to record the information and data as a result of the execution of the activity performed. The formats used in the methodology are indicated in each instructive. In next the sections 3.2.1, 3.2.2, and 3.2.3 the configuration of the methodology and the steps involved in the implementation are explained.. 39. Roberto Rosas Rangel.
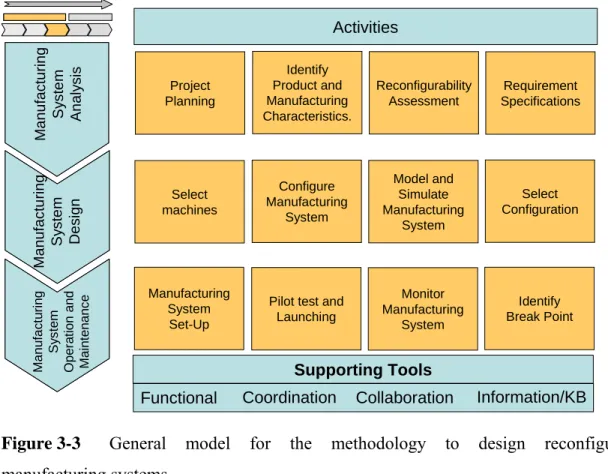
(18) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. The general model of the methodology is presented in figure 3-3. The methodology is divided into three stages: i) Manufacturing system analysis stage, ii) Manufacturing system design stage, and iii) Manufacturing system operation and maintenance stage. Within each stage several activities are performed to implement the methodology and as a result, several activities has its own tollgate. In Manufacturing System Analysis stage four activities are performed: Project planning, identification of product and manufacturing. characteristics,. application. of. reconfigurability. assessment. and. establishment of requirement specifications. Manufacturing System Design requires the execution of four activities: Selection of machines, configuration of manufacturing system, modeling and simulation of manufacturing system and selection of configuration. During Manufacturing System Operation and Maintenance stage a set of four activities is performed: manufacturing system set-up, pilot test and launching, monitoring of manufacturing system and identification of breakpoints for reconfiguration of the system.. ENGINEERING. Activities. Manufacturing System Operation and Maintenance. Manufacturing System Design. Manufacturing System Analysis. MANUFACTURING SYSTEM DEVELOPMENT. Project Planning. Identify Product and Manufacturing Characteristics.. Reconfigurability Assessment. Requirement Specifications. Select machines. Configure Manufacturing System. Model and Simulate Manufacturing System. Select Configuration. Manufacturing System Set-Up. Pilot test and Launching. Monitor Manufacturing System. Identify Break Point. Supporting Tools Functional. Figure 3-3. General. model. Coordination. for. the. Collaboration. methodology. to. Information/KB. design. reconfigurable. manufacturing systems.. 40. Roberto Rosas Rangel.
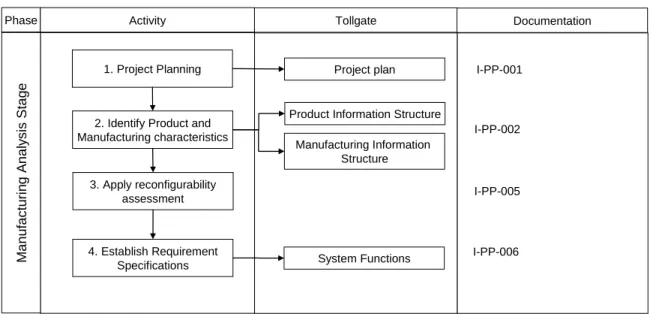
(19) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. 3.2.1. Manufacturing System Analysis Stage. The analysis stage of the methodology has the objective to plan the project, identify the main requirements of the manufacturing system that is under design and also to identify what attributes of reconfigurability should be included in the system. The activities to be performed are depicted in table 3-1. In this table three activities, tollgates and related proposed documentation is presented. The activities represent the functions to be done in order to implement the methodology. The tollgates represent the output of the activity. The documentation represents the documents proposed to support the implementation of the methodology. . Phase. Activity. Manufacturing Analysis Stage. 1. Project Planning. Table 3-1. 2. Identify Product and Manufacturing characteristics. Tollgate. Project plan. I-PP-001. Product Information Structure I-PP-002 Manufacturing Information Structure. 3. Apply reconfigurability assessment. 4. Establish Requirement Specifications. Documentation. I-PP-005. System Functions. I-PP-006. Activities to perform in Manufacturing Analysis Stage. 3.2.1.1 Project planning During this phase company requirements are identified and the scope of the project is defined. Several issues are evaluated in order to understand the manufacturing context under in which the project is executed. The next issues are important to identify:. 41. Roberto Rosas Rangel.
(20) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. Company requirements: identify company requirements. The requirements define the scope, objectives and constrains of the project. It is important to identify which is the main goal of the project. Company capabilities: The identification of company capabilities consists in the creation of a structure that represents what processes and products the company has. This task is oriented to understand what the manufacturing context within the company is, what is its main manufacturing strategy and general capabilities. Once the requirements and capabilities have been identified, a plan program is created to guide the execution of the project. At this point it is necessary to identify clearly the different tollgates in each stage of the methodology and a tentative schedule indicating the list of activities to be executed, people, tools, and technologies that will support the implementation of the methodology are established. In the next table, the computer technology available to support the methodology is classified according to the taxonomy proposed by [Mejía 2004]: Functional, methodological, coordination, collaboration and information/knowledge technology tools (see table 3-2). The applications and tools support the implementation of the methodology. The selection of these tools is aligned with the product and process characteristics.. 3.2.1.2 Identify product and manufacturing characteristics The identification of the product to be manufactured in the manufacturing system is realized according to the product information structure and manufacturing information structure [Guerra 2004]; it is important to identify at least the geometry of the product, the process in which it will be produced, and other important parameters for consideration. Parallel to this, the identification of the manufacturing capabilities in different levels is performed in order to identify what are the capabilities of the company.. 42. Roberto Rosas Rangel.
(21) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. This characterization is important because it is necessary to locate the product and process into a group technology for a better design of the manufacturing system. This problem can solved by the methods proposed by [Askin and Standridge 1993].. APPLICATIONS AND TOOLS Knowledge / Functional. Coordination. Collaboration. Information Management. Tools. Definition. engineers. that in. support Systems that support Systems that support Systems that are able functional engineers. activities and to analyze coordinate the methodology process.. to collaboration, activities interaction,. during the execution management of the methodology. control. of. among. to exchange product and. manufacturing. and information tasks the. among. manufacturing. team development process.. members. • CAD/CAM/CAE. Available tools. • Simulation tools. • Project. • Net meeting. • PDM – Product. management. • Forums. Data Management. (robotics, ergonomics,. systems. • Chat. tools. discrete, factory flow). • Workflow. • e-mail. • AMEF / IDEF0 / UML. • Groupware. • Groupware. Engineering. • Axiomatic design. • e-management. • CSCW. Systems (KBES). • e-project. • Applications sharing. • Knowledge Based. • PLM – Product Life Cycle Management tools. Table 3-2. Applications and tools that support the design for reconfigurable. manufacturing systems [Mejía 2004].. 3.2.1.3 Apply reconfigurability assessment The reconfigurability assessment considers the reconfigurability levels proposed by [Koren and Ulsoy 2002] in order to identify what capabilities the system should own.. 43. Roberto Rosas Rangel.
(22) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. The reconfigurability assessment comprehends the five key characteristics that a RMS should. The assessment is applied in order to identify the requirements in terms of reconfigurability. This assessment will guide the designer to conceptualize the general reconfigurability the system should have in terms of the requirements. If the system already exists, the assessment will guide the designer to identify the opportunity areas in reconfigurability and the requirements. If the system is of new creation, the assessment will establish the reconfigurability requirements for the system. The reconfigurability levels of a manufacturing system are depicted in table 3-3. It is considered modularity, integrability, convertibility, diagnosability, customization and scalability criteria for the assessment.. 3.2.1.4 Establish requirement specifications The establishment of requirements specifications is realized according to the requirements identified in the previous task. The result of this task is a map where the functions of the manufacturing system will have according to the objectives and design goals.. 44. Roberto Rosas Rangel.
(23) Table 3-3. Characteristic. System hardware. Software and control. Machine. Process. Roberto Rosas Rangel. Integrability. The modules are able to integrate each The machine can integrate The software can be integrated easily to other easily on the system by a set of new modules to perform new monitor and control the different modules of mechanical interfaces. The main New operations, tooling and operations by its modular the system by a set of informational components of the process are different, structure. It is capable to fixtures are integrable precisely. interfaces. Software operates in openit is needed to find out other tools in integrate new submodules or architecture principle. order to integrate both process arc tools. welding and arc brazing.. Convertibility. Software supports the reconfiguration of the The system structure and its arrangement can response physically and system according to the production of parts Machine can be convertible Process can integrate new tools logically to changes in the product and and part mix. Software is able to be adapted in operations. It can execute to increase its reliability. By the different process by minimal integration of new tools the to the new configuration of the system part mix; its production functionality can process can be reconfigured. changes in tools, fixtures. structure and to execute fully its change from one product to another functionality without lossing the control. within the same family.. Diagnosability. Software and control modules have the The system is able to detect The process can be rapidly fine ability to support the diagnosability by unacceptable part quality and can reduce tuned to execute new Machine can execute the tracking the error source and to control the its ramp-up time. Identifying the source process reliably and precisely operations. It also has clearly operation mode of the system under of quality the system is able to rapidly be control variables to achieve in terms the process different circumstances. The system is able tuned fine. The system is able to identify quality in process. Process can variables. to read the current state of the system and itself its process status (working-not be monitored in real time. display it in a standard interface to take working) correct actions.. Customization. The system has the ability to be arranged Software and control can be customized easily and rapidly in response to the in response to perform a variety of processes and products within its own structure of the system and to achieve the functions needed to control the system. family.. Scalability. The system has the ability to scale its capability to accurately adjust the production capacity, or volume, of a system in a short period of time.. Machine can be customized adding new functionality or modules to execute more operations.. Process can be customized to execute more operations or processes without major changes in its structure. Only adding new tools modules a new process can be configured.. The software and control can be scalable in Machine can increase its Process can increase its order to increase its functionality; it can be capacity to perform more productivity level by adding integrated new modules to perform new volume or can be scalable to more elements to its structure. control operations and the integration higher automation level. requires a minimal period of time.. Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. Aspects to achieve reconfigurability.. 45. Modularity. The process has the capacity to The software is modular and can handle All major components of the system are Machines and tools that are manage the different modules modular. The structure of its elements tasks at various levels (control, monitoring, included in system have a of the system; it has the communications, process planning,user including the product to be manufacture modular structure. capacity to be easily fined tune. interface, process controll, data collection) is modular..
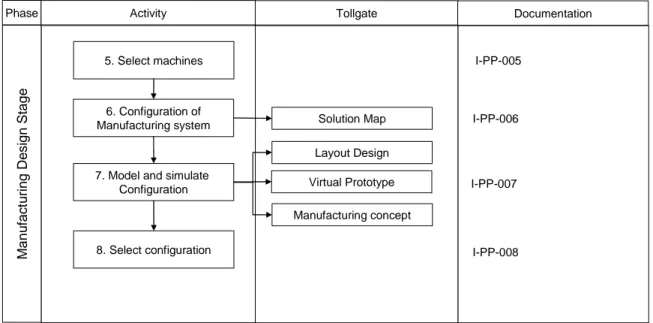
(24) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. 3.2.2. Manufacturing System Design Stage. The design stage of the methodology has the main objective to incorporate as an input the requirements and specifications identified in the previous stage into the design activities of the manufacturing system. The activities to be performed in this stage are depicted in table 3-4. In this table three activities, tollgates and related proposed documentation is presented. The activities represent the functions to be done in order to implement the methodology. The tollgates represent the output of the activity. The documentation represents the documents proposed to support the implementation of the methodology.. Phase. Activity. Tollgate. I-PP-005. Manufacturing Design Stage. 5. Select machines. Table 3-4. 6. Configuration of Manufacturing system. Documentation. Solution Map. I-PP-006. Layout Design 7. Model and simulate Configuration. Virtual Prototype. I-PP-007. Manufacturing concept 8. Select configuration. I-PP-008. Activities to perform during Manufacturing System Design stage.. 3.2.2.1 Select machines During this activity several options should be generated in order to create different solutions for the design of manufacturing system. It is important to validate the possible solutions created in this activity according to the initial objectives. At this point a clear idea about the system is formulated. Some considerations to generate the concept are based on the next:. 46. Roberto Rosas Rangel.
(25) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. -. Reconfigurability horizon. -. Level of automation required. -. Product to manufacture. -. Manufacturing Process limitations. -. Arrangement of the system. The methodology assumes that the process plan has been determined during product design process. Then, the process plan is an input for the methodology.. 3.2.2.2 Configuration of manufacturing system After machines and tools have been determined, the next step is to arrange machines into a system. Several concepts according to the selection of machines are generated in order to evaluate what configuration of the system is the best option according to the design objectives. Factors such as the production strategies and types of arrangement to manufacture should be considered. Criteria such as the capacity, control level and organization of resources are considered in order to generate feasible concepts for the configuration of the system.. 3.2.2.3 Model and simulate concept Once the elements of the manufacturing system have been selected it is important to realize a modeling and a simulation to test virtually the performance level that the manufacturing system will achieve. During this task it is important to consider that each element of the system should be model and simulated in different levels. Ramírez et al 2004, proposed a framework where the virtual factory concept can be achieved in different levels of the manufacturing model. This framework is applied at this point of the methodology in order to validate the behavior of each element of the manufacturing system. Once each element and its operation behavior have been validated, each element is integrated into a virtual prototype to test and validate how the manufacturing system will behave. This simulation helps to validate how the manufacturing system operates in. 47. Roberto Rosas Rangel.
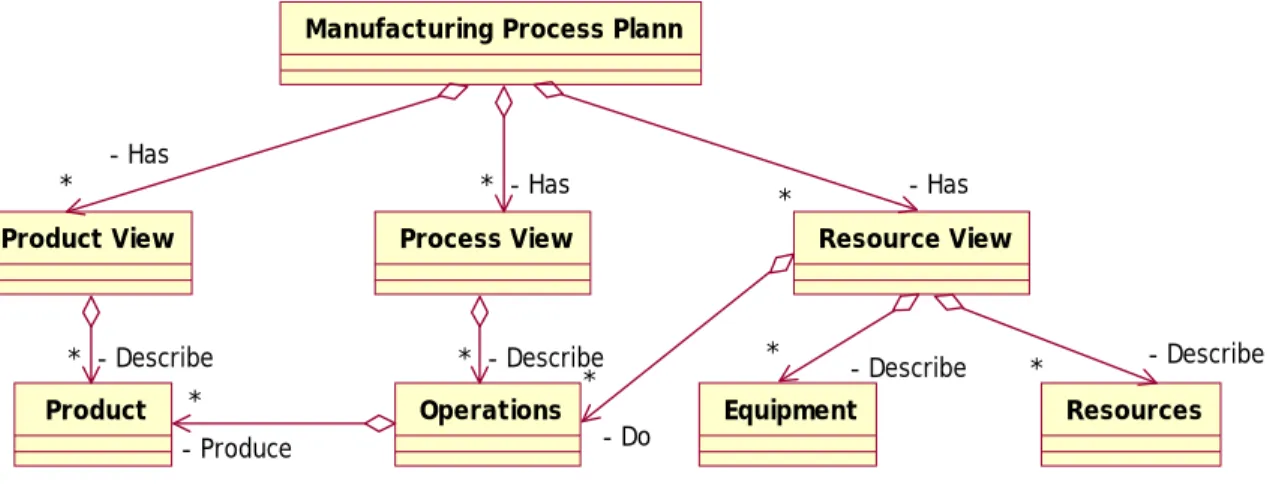
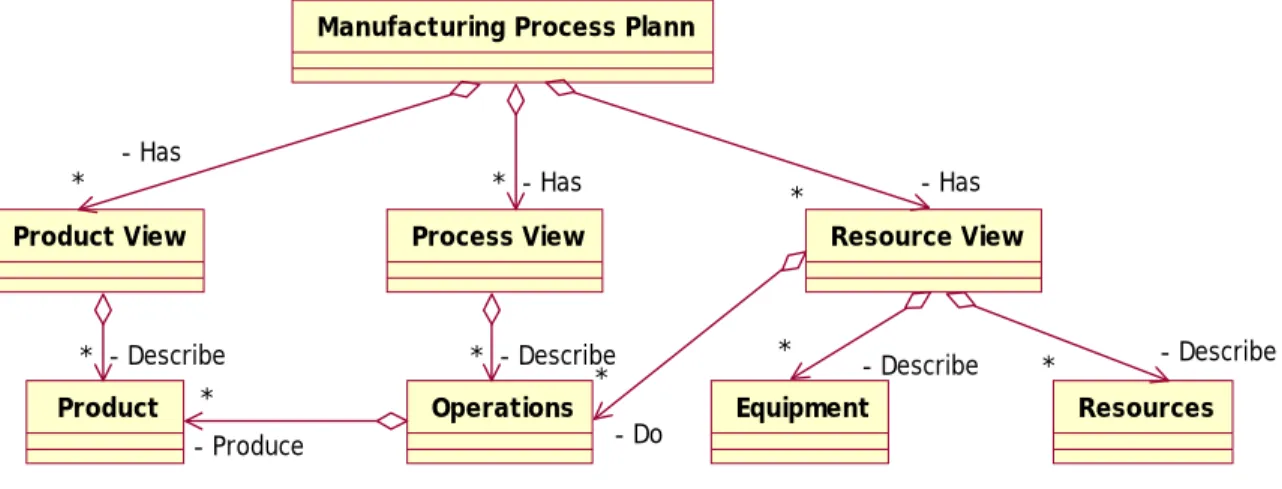
(26) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. two different perspectives: engineering and operational. The engineering perspective validate the structure of the elements and how they execute the process and function within the manufacturing system, The operational perspective helps to test and validate different operational circumstances, such as variations in the performance of each element, possible source of errors, variable trend performance, among others. 3.2.2.3.1 Manufacturing concept Once the system has been simulated and validated it is important to support its operation and launching with detailed information such as the manufacturing concept. The manufacturing concept, see figure 3-4, has three main views: Product, Process and Resource. The product view provides the information about the product to manufacture (components, assemblies, material); the process view describes operations to execute in the process; the resource view contain the information related to equipment, tools and other resources required to execute the process.. Manufacturing Process Plann. *. - Has. * - Has. Product View. Process View. * - Describe Product. * - Produce. Figure 3-4. - Has. *. Resource View. * - Describe * Operations - Do. *. - Describe. Equipment. *. - Describe Resources. Manufacturing concept. The manufacturing concept provides a comprehensive resource planning to support the reconfigurable manufacturing environment. The resulting process provides a clear overview of sequences, products, resources to launch the system free of errors. The manufacturing process plan allow to engineers to configure and reconfigure the manufacturing system virtually and to achieve, the main characteristics of. 48. Roberto Rosas Rangel.
(27) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. reconfigurability before any physical change. Process plan guides the ramp-up and monitoring of the manufacturing system; it provides information on how the product is manufactured, the operations to perform, its sequence and what resources are needed to achieve a capacity level. The manufacturing concept includes the drawings and virtual models elaborated during the design process to support the set up of the manufacturing system and to speed up the installation and ramp up. In this case study, the manufacturing concept is not implemented. 3.2.2.3.2 Manufacturing concept Once the system has been simulated and validated it is important to support its operation and launching with detailed information such as the manufacturing concept. The manufacturing concept, see figure 3-5, has three main views: Product, Process and Resource. The product view provides the information about the product to manufacture (components, assemblies, material); the process view describes operations to execute in the process; the resource view contain the information related to equipment, tools and other resources required to execute the process.. Manufacturing Process Plann. *. - Has. * - Has. Product View. Process View. * - Describe Product. * - Produce. Figure 3-5. - Has. *. Resource View. * - Describe * Operations - Do. *. - Describe. Equipment. *. - Describe Resources. Manufacturing concept. The manufacturing concept provides a comprehensive resource planning to support the reconfigurable manufacturing environment. The resulting process provides a clear overview of sequences, products, resources to launch the system free of errors. The. 49. Roberto Rosas Rangel.
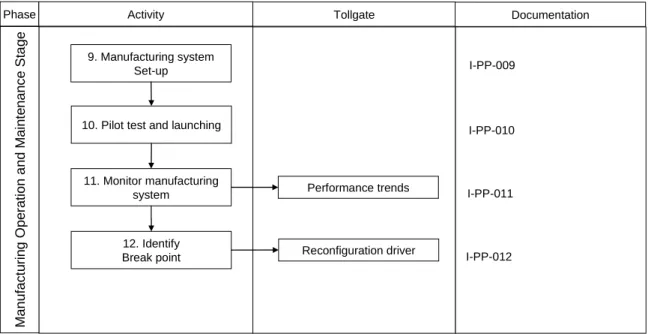
(28) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. manufacturing process plan allow to engineers to configure and reconfigure the manufacturing system virtually and to achieve, the main characteristics of reconfigurability before any physical change. Process plan guides the ramp-up and monitoring of the manufacturing system; it provides information on how the product is manufactured, the operations to perform, its sequence and what resources are needed to achieve a capacity level. The manufacturing concept includes the drawings and virtual models elaborated during the design process to support the set up of the manufacturing system and to speed up the installation and ramp up. In this case study, the manufacturing concept is not implemented.. 3.2.2.4 Select configuration An analysis of the different generated concept is necessary to determine what the best concept that achieves the design goals is. In this case a set of indicators to measure the level the system performance is proposed in appendix A. The indicators are selected according to the requirements established in first stage of the methodology and the facility level that is being designed. Other indicators can be added according to the objectives and requirements established in first stage of the methodology. Other factors such as the economic life cycle analysis of the system are not considered in this methodology.. 3.2.3. Manufacturing Operation and Maintenance Stage. The Manufacturing Operation and Maintenance stage of the methodology has the main objective to guide the launching and the monitoring of the manufacturing system to assure that the system is behaving as it was originally designed. The activities to be performed in this stage are depicted in table 3-5. In this table four activities, tollgates and related proposed documentation is presented. The activities represent the functions to be done in order to implement the methodology. The tollgates represent the output of the activity. The documentation represents the documents proposed to support the implementation of the methodology.. 50. Roberto Rosas Rangel.
(29) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. 3.2.3.1 Manufacturing System Set-Up The manufacturing system set up is the activity that integrates all the physical and logical elements designed for the manufacturing system. This activity installs de system and connects all the elements to achieve its main goal that is to produce a part. This activity is speed-up if a virtual design or prototype has been elaborated and the necessary elements for the set up of the system have been designed off-line, this means, in a virtual environment.. Manufacturing Operation and Maintenance Stage. Phase. Table 3-5. Activity. Tollgate. Documentation. 9. Manufacturing system Set-up. I-PP-009. 10. Pilot test and launching. I-PP-010. 11. Monitor manufacturing system. Performance trends. 12. Identify Break point. Reconfiguration driver. I-PP-011. I-PP-012. Activities to perform in Manufacturing Operations and Maintenance Stage. 3.2.3.2 Pilot test and launching The pilot test activity is the first production run of the manufacturing system in order to test how the system operates. The adjustment of parameters it is very important and risk management is required to avoid important failures during the launching period. Once the pilot test has been run and the parameters of the manufacturing system and process has been adjusted and validated, the system is able to start producing the part it was designed for.. 3.2.3.3 Monitor the manufacturing system. 51. Roberto Rosas Rangel.
(30) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. The follow up of the system is important in order to identify any deviation from the original design objectives. This means that the manufacturing system is monitored through the performance records generated among the operation stage. The information that the system should generate is related to the operational variables, process variables, productivity variables. The trend of these variables will determine any break point or requirement for adjustment of the system or even the reconfiguration of the system. It is helpful to follow up the behavior of the indicators proposed in the previous task. The methodology does not limit to use other indicators.. 3.2.3.4 Identify break-points The performance trends analysis will help to the manufacturing system manager to identify any negative trend of the performance of the variables defined to measure the behavior of the manufacturing system. The analysis can conclude in any of the five drivers for reconfigurability. If it is the case, a new cycle of the methodology should be started. A general model for the implementation of the methodology is presented in table 3-7, where the activities are listed, what documentation is employed to record the information involved during the design process and what are the resources needed to implement the methodology. In table 3-6 is presented the activities, techniques and tools recommended to be used in the implementation of the methodology. Instructive are a set of documents that support the documentation of the project. The responsible is the person in charge of the activity.. 52. Roberto Rosas Rangel.
(31) Chapter 3. Methodology to Design Reconfigurable Manufacturing Systems. Manufacturing System Operation and Maintenance. Manufacturing System Design. Manufacturing System Analysis. Stage. Num 1 2 3 4. Task/activity Plan project Identify product and manufacturing characteristics Reconfigurability assessment Establish requirements specifications. Technique. Tool. Instructive. Responsible. Interview, Gant Diagram. Word, MSProject. I-SA-001. RR. Product Model, Manufacturing Model. UML. I-SA-002. RR. Assessment. Excel. I-SA-002. RR. I-SA-004. RR. Functional decomposition PPT. 5. Select machines, tools and Morphological Matrix fixtures. Excel. I-SD-005. RR. 6. Configuration of manufacturing system. Brainstorming, Morphological Matrix. Word. I-SD-006. RR. 7. Model and simulate configuration. Virtual Factory Framework. Delmia. I-SD-007. RR. 8. Select configuration. Pugh Charts. Excel. I-SD-008. RR. 9. Manufacturing System Set Up. --. RR. 10. Pilot test and launching. AMEF. Excel. I-SO-010. RR. 11. Monitoring manufacturing system. Performance Analysis. Excel. I-SO-011. RR. 12. Identify break point. GAP Analysis. Excel. I-SO-012. RR. --. --. Table 3-6 General model for the design methodology. 53. Roberto Rosas Rangel.
(32) Contents. List of Tables. Table 2-1. Comparison of manufacturing systems, adapted from [Koren et. al., 1999].20. Table 2-2. Characteristics that differentiate FMSs vs RMSs ......................................... 21. Table 2-3. Scope of several research projects. ............................................................... 28. Table 2-4. Tools for design of manufacturing systems. ................................................. 30. Table 3-1. Activities to perform in Manufacturing Analysis Stage ............................... 41. Table 3-2. Applications and tools that support the design for reconfigurable. manufacturing systems [Mejía 2004]................................................................................ 43 Table 3-3. Aspects to achieve reconfigurability......................................................... 45. Table 3-4. Activities to perform during Manufacturing System Design stage. ............. 46. Table 3-5. Activities to perform in Manufacturing Operations and Maintenance Stage 51. Table 3-6 General model for the design methodology ..................................................... 53 Table 4-1. Drivers, strategies, and modes for reconfigurability, adapted from [Koren et. al 1999].. 56. Table 4-2. Methodology steps followed in case study 1 ................................................ 58. Table 4-3. Company requirements ................................................................................. 59. Table 4-4. Capabilities map............................................................................................ 60. Table 4-5. Timing chart of the project. .......................................................................... 60. Table 4-6. Reconfigurability requirements .................................................................... 63. Table 4-7. Functions of the manufacturing system (GMAW-AB) ................................ 64. Table 4-8. Requirements for the manufacturing system. ............................................... 65. Table 4-9. Relevant activities of the methodology implemented in case study 2 .......... 77. Table 4-10. Company requirements ............................................................................. 78. Table 4-11. Findings of reconfigurability assessment.................................................. 79. Table 4-12. Main functions of the manufacturing system............................................ 80. Table 4-13. Reconfigurability characteristics of case studies ...................................... 84. Table 4-14. Reconfigurable characteristics of the case studies.................................... 85. iv. Roberto Rosas Rangel.
(33) Chapter 2. Literature Review. 2 2.1. Literature review Product Life Cycle. The global competition and the demand of low price products have forced companies to develop products and manufacturing systems in shorter times and with less cost. Due to this, it is important to consider the Product Life Cycle, which is shorter [Smith, 2000]. The Product Life Cycle describes the product’s evolution trough its life, from its creation to its disposal, including all the activities needed during the product development process. For example, [Alting, 1993] distinguishes six phases in a product’s life cycle: i) need recognition, ii) design development, iii) production, iv) distribution, v) use and vi) disposal (figure 2-1). However, most of other authors distinguish only four phases within the product life-cycle: i) design, ii) development, iii) production, iv) use and disposal [Asiedu and Gu, 1998].. Design Development. Need. Production. LIFE – CYCLE DESIGN. Disposal/ Recycling. Figure 2-1. Distribution. Usage. The life-cycle concept of product design [Alting, 1993].. Since the product life cycle is shorter and shorter, it is necessary to develop manufacturing systems that support each stage of the product and consequently the company can respond to the market demands in time and cost. Attempting to improve the design of products and reduce the time to market, life cycle engineering is an effective. 6. Roberto Rosas Rangel.
(34) Chapter 2. Literature Review. approach to address these issues in today’s competitive global market. Actually three different life cycles need to be considered during the product design: product life cycle, process and system life cycle and logistic support (figure 2-2).. Life Cycle. Product. Conceptual Design. Preliminary Design. Detailed Design. Manufacturing System Design. Process. Logistic Support. Figure 2-2. Utilization Phase. Acquisition Phase. Production. Product Use. Retirement / Disposal Recycling process. Manufacturing Operations. Support System Design. Recycling Phase. Support and Maintenance. Recycling Support. Parallel life cycles in product development [Asiedu and Gu, 1998].. The product life cycle is initiated when the needs are identified and extended through the design process, production, customer use, support and disposal. Process life cycle starts with the definition of the preliminary product design. Through the process life cycle production planning, plant layout, equipment selection, process planning and other activities are performed. The third an last parallel life cycle, logistic support, is initiated also at the preliminary design phase. This life cycle deals with the development of support for the design and production stages, consumer support and product recycling. Similar to the product life cycle, the manufacturing system life cycle is developed in order to identify what stages are performed, beginning from its conceptualization to its recycling process. The recycling process within this research is similar to the operation and maintenance. At this stage of the manufacturing system life cycle a break point is identified in order to recycle/redesign the manufacturing system. Because of this, it is important to understand the systems engineering life cycle.. 7. Roberto Rosas Rangel.
(35) Chapter 2. Literature Review. 2.2. Systems Engineering Life Cycle. Systems Engineering is a management technology and leads to the notion of physical systems design, management systems design and information systems design. This technology assist and support policy making, planning, decision making and resource allocation or action deployment. Systems Engineering do this through quantitative and qualitative formulation, analysis and interpretation of alternatives referred to user’s needs, values and requirements [Sage, 1992]. This life cycle begins with the conceptualization and identification of needs, going to the specification of system requirements and architecture to install, evaluate, operate and maintain a system. It must be possible for a system to be effectively and efficiently produced, in order to achieve a high measure of functionality and performance. Also, the system must be so flexible to be modified, maintained and retrofitted through all the phases of the system design and development lifecycle. We call this overall cycle the systems engineering life cycle [Sage, 1992]. Some authors suggest that systems engineering is one of the best tools to solve complex problems such as the systems manufacturing design [Mason-Jones et. al., 1998]. One of the causes for not designing high performance manufacturing systems is due to the lack of internal systems integration. Therefore, systems engineering is the concept that supports the methodology proposed to design reconfigurable manufacturing systems. A manufacturing system can be considered as a system that converts input flows (i.e. materials, manpower, etc.) into output flows (i.e. finished goods) [Mason-Jones et. al., 1998]. Based on this, it is necessary to explore different process models used for multiphased life-cycle models. Several systems engineering life cycle models for system development have been developed. In figure 2-3 a summary of the systems engineering life cycle models is presented. Each model has been used for different purposes according to their scope.. 8. Roberto Rosas Rangel.
(36) Chapter 2. Literature Review. The Department of Defense Model was developed in the second half of the twentieth century when the United States was developing large-scale complex military systems such as warships, airplanes, tanks, and command and control systems. To manage the risks in the application of advanced technology the Department of Defense created the guidelines contained in the DoD 5000 series. This model consists of four phases: Concept and Technology Development, System Development and Demonstration, Production and Deployment and Operation and Support. The International ISO/IEC 15288 Model is a systems engineering standard. This model is becoming institutionalized in U.S. industry to replace previous standards. The model has six stages: Concept, Development, Production, Utilization, Support, and Retirement. The Professional Engineering Model was developed by the National Society of Professional Engineers (NSPE) for the development of commercial systems. The model is mainly directed to develop new products, usually technology driven. This model is partitioned into six stages: Conceptual, Technical Feasibility, Development, Product Preparation, Full-Scale Production and Product Support. The Three Life-Cycle Model is comprised of three basic phases: System definition, System design and development, and System operation and maintenance. When large systems are developed, this model needs expansion and it converts into a twenty two phase’s life cycle model [Sage, 1992].. 9. Roberto Rosas Rangel.
(37) Figure 2-3. Sweet, 2003].. Concept and technology development. 10. Mission need determination. ISO/IEC 15288 stages. NSPE Stages. Concept. Conceptual. Three-Phase Systems Engineering. Systems Engineering Life Cycle model. Systems Engineering Stages Systems Engineering phases. Concept exploration. Component System advanced integration development. System demonstration. Development. Technical feasibility. Development. Production and deployment. Operation and support. Production Utilization Support. Production preparation. Full scale production. Product support. System Definition. System Design and development. System Operation and Maintenance. Concept development. Engineering development. Post development. Needs analysis. Concept exploration. Concept definition. Advanced Engineering Integration and Production development design evaluation. Operation and support. Chapter 2. Literature Review. Roberto Rosas Rangel. Parallel life cycles in system development, adapted from [Kossiakof and. DoD 5000 phases. System development and demonstration.
(38) Chapter 2. Literature Review. The Systems Engineering Life Cycle corresponds to significant transitions into systems engineering activities through the system’s life cycle. The model is divided into three main stages and each stage subdivided into eight phases. The names of the subdivision of each stage represent the primary activities that occur in each part of the implementation of the model. Next two lifecycle models will be presented. The first one is based on three phases and the second one is performed of twenty two phases. One of the life-cycle model is based on three phase, and it is used when a simple system is designed. The three main phases are: i) system definition, ii) System design & development and the iii) system operation and maintenance (figure 2-4).. System Definition. System Design & Development. System Operation & Maintenance. Figure 2-4. Three-Phase System Engineering Life-Cycle Model [Sage, 1992].. A second model has been developed based on the Three-Phase model shown above. This is used for large scale systems. This model explain deeper the activities performed in the simpler appearing Three-Phase model. The activities are:. 11. Roberto Rosas Rangel.
(39) Chapter 2. Literature Review. System definition 1. Perception of need 2. Requirements definition 3. Draft request for proposal 4. Comments on the RFP 5. Final RFP and statement of work 6. Proposal development 7. Source selection System design and development 8. Development of refined conceptual architecture 9. Partitioning of the system into subsystems 10. Subsystem level specifications and test requirements 11. Development of components 12. Integration of subsystems 13. Integration of the overall system 14. Development of user training and aiding supports System operation and maintenance 15. Operational implementation or fielding of the system 16. Final acceptance testing 17. Operational test and evaluation 18. Final system acceptance 19. Identification of system change requirements 20. Bid on system changes or prenegotiated maintenance support 21. System maintenance change development 22. Maintenance testing by support contractor The primary goal of systems engineering is the creation of operational products to accomplish the desired tasks of the identified needs of a client [Sage, 1992]. Consequently, systems engineering is a set of models, methods and tools that can be used to design manufacturing systems that can be able to fulfill the requirements established by the customer.. 12. Roberto Rosas Rangel.
(40) Chapter 2. Literature Review. 2.3. Agile Manufacturing. Agile manufacturing has become a manufacturing paradigm in the last years. However, it is difficult to find a common agreed definition for it. For example, [Gunasekaran and Yusuf, 2002] presented several definition such as the ability to thrive in a competitive environment of continuous and unanticipated change and respond quickly to changing markets; another given definition is the responsibility-based manufacturing; [Jain, 1995] stated that Agile Manufacturing focuses on rapidly setting up the whole organization for producing different products. Agile manufacturing makes emphasis on doing all tasks rapidly using various parts of the organization, all of whom are flexible and responsive. Then, Agile manufacturing takes the concept of flexible manufacturing to a higher plane, extending the concept to the whole organization, thus a key characteristics of an agile organization is flexibility [Aitken et. al., 2002]. Some of the common characteristics of Agile Manufacturing are [Jain, 1995]: •. Flexible production technologies. •. A knowledgeable, involved work force. •. Open management practices. •. Rapid product and process development. •. Partnerships with suppliers and competitors. A major challenge of agile companies developing new products, is the creation of reconfigurable manufacturing system [Koren et. al., 2002]. The capability for rapid development of the manufacturing system depends on two factors: i) the manufacturing system needs to be highly flexible such it minimizes the changes required to produce a new product; ii) the requirements for a manufacturing system that will produce the new product need to be validated to ensure free error production. Research related to Agile Manufacturing reflects a clear trend to develop projects related in the supply phase of the product life cycle; while there is no much research about topics such as the product and manufacturing systems design, process planning and facilities design [Sánchez and Nagi, 2001]. Early stages analysis of a manufacturing system development will involve extensive use of computer modeling design validation. The initial vision of agile. 13. Roberto Rosas Rangel.
(41) Chapter 2. Literature Review. manufacturing identified the “increasingly” intensive computer modeling of processes with a view to eliminating pilot plants [Jain, 1995]. Agile manufacturing systems are born as a solution to manufacturing environment with an unpredictable and dynamic demand, and with a high degree of mass customization in its products [Sánchez and Gani, 2001]. The key enablers of agile manufacturing include [Gunasekaran and Yusuf, 2002]: •. Virtual enterprise formation tools/metrics. •. Physically distributed manufacturing architecture and teams. •. Rapid partnership formation tools/metrics. •. Concurrent engineering. •. Integrated product /production business information system. •. Rapid prototyping. •. Electronic commerce. Agile manufacturing is an extended concept of flexible technologies and the alignment of all the resources within the organization to response in an unpredictable manufacturing environment. Agile manufacturing requires new technologies that support the life cycle product in order to fulfill the customer requirements, such as reconfigurable manufacturing systems technologies [Gunasekaran and Yusuf, 2002].. 2.4. Flexible Manufacturing systems. Flexible Manufacturing Systems (FMSs) are one of the latest levels of automation to achieve more productivity and flexibility from manufacturing equipment. A FMS is defined as a collection of production equipment logically organized under a host computer and physically connected by a central transport system. The objective of the FMS is to simultaneously manufacture a mix of part types being flexible enough to sequentially manufacture different part mix without high cost, time, and changeover requirements [Parrish, 1990]. Another definition of FMS has been given by [Tempelmeier and Kuhn, 1993] where it is defined as a production system consisting of a. 14. Roberto Rosas Rangel.
(42) Chapter 2. Literature Review. set of identical and/or complementary numerically controlled machines which are connected through an automated transportation system. Another definition is given by [Kaighobadi and Venkatesh, 1994] where define a FMS as a system dealing with high level distributed data processing and automated material flow using computer-controlled machines, assembly cells, industrial robots, inspection machines, together with computer integrated material-handling and storage systems. An FMS is capable of processing work-pieces of a certain mix in an arbitrary sequence with negligible setup delays between operations. In a FMS a set of preadjusted tools is available through a centralized tool magazine with direct access. FMSs can be configured to be process- or productoriented. The main advantages of a FMS rely on being able to adapt well to most changes in the production. Numerous goals are pursued by FMSs, typically the personnel costs reduction, increase of machine utilization, process time reduction for orders and lower inventory and capital costs. The FMSs aims the combination of advantages of a conventional quick change of production tasks with high capacity and low cost unit [Tempelmeier and Kuhn, 1993]. Some other factors to adopt FMS in manufacturing are the increased competition, market response improvements and flexibility in production [Narain and Yadav, 2004]. The major problems faced implementing FMS are [Kaighobadi and Venkatesh, 1994]: •. Partially obsolete facilities. •. Incompatibility between systems. •. Facilities with mixed processing. •. Dynamic volume and mix. •. Varieties of process options. Some characteristics of flexible manufacturing systems are that machines are laid out in a predetermined layout to simplify and minimize material movement. FMSs fail to deal with long-term changes in part demand due to its predetermined capacity; they need high investment un machine installation and relayout; they are imbalanced of utilization of machines and labor and they present significant difficulty in incorporating the impact of. 15. Roberto Rosas Rangel.
(43) Chapter 2. Literature Review. dynamic operational factors into system design [Irani, 1999]. Then, a FMS can produce a variety of products, with changeable volume and mix, on the same predetermined capacity. FMS consists of expensive, general-purpose computer numerical controlled machines. FMSs are constructed with all possible functionality built in and it should be able to produce any part (within the machine envelope), at any mix of parts and in any sequence. This approach increase the cost related to investment by the installation of all possible functionality, requiring general purpose machines, very large tool magazines and multiple set of tools, making FMS a very expensive solution [Koren et. al., 1999].. 2.5. Dedicated Manufacturing Lines. Dedicated Transfer Lines (DMLs) consist of up to several hundred interconnected process tools/machines. Each tool/machine within the system is highly specialized and performs one or two tasks. Material flow from one process tool to another is automated; the sequence of the flow is fixed, predetermined and it cannot be altered without stopping the system [Cardinall, 1995]. [Rehg and Kraebber, 2001] reported that DMLs are based on inexpensive fixed automation and produce a high volume product. The structure of a DML is of a linear network of service stations or machines separated by buffer storages; they are generally used in high volume production [Dinçer and Deler, 2000]. These types of manufacturing lines are called transfer machines or transfer lines. According to the main characteristics of a DML are: •. A series of closely spaced production stations are linked by material-handling devices to move the parts from one machine to the next.. •. There is a sequential production process, with each station performing one of the process steps.. •. The number of stations in the system is dictated by the complexity of the production process implemented.. DML are not scalable because their fixed and one-part oriented design. Thus, a DML is not designed for variable cycle times or to produce a mix of products.. 16. Roberto Rosas Rangel.
(44) Chapter 2. Literature Review. 2.6. Reconfigurable Manufacturing Systems. Manufacturing companies in the 21st century will face unpredictable changes such as the high frequency introduction of new products, shorter product lifecycle, changes in market demands and environmental regulations. To survive in this new environment, companies need to react rapidly and cost effectively. As a response to the needs of the new global market, the Reconfigurable Manufacturing Systems (RMS) has been created. The RMSs are a new class of manufacturing systems and they are a new cost-effective response to the market requirements. A RMS is designed for rapid adjustment in its structure, including software and hardware, in order to quickly adjust production capacity and functionality within a part family. The reconfiguration of a RMS relied on the system design combined with the simultaneous design of open-architecture reconfigurable controllers with reconfigurable modular machines. The key characteristics of a RMS, according to [Koren et. al., 1999] are: Modularity: This is dictated by the design of components, software and hardware, to be modular (structural elements, axes, controls, software, and tooling). Integrability: Machine and control modules are designed with interfaces for component integration. The integrated system performance is predicted based on a given performance of its components and the interfaces of both software and machine hardware modules. The components are design to ready integration, it means, new technology is allowed to be integrated in a future. Convertibility: The optimal operating mode is configured in batches that should be completed during one day, with short conversion times between batches. Conversion requires changing tools, part-programs, and fixtures. The system must be capable for quick changeover and quick system adaptability for future products. Diagnosability: The system must be capable to identify the source of quality and reliability detecting unacceptable part quality and reducing ramp-up time in RMS. It is. 17. Roberto Rosas Rangel.
Figure
![Figure 3-1 Framework for the reconfiguration of manufacturing systems (adapted from [Wu 2001])](https://thumb-us.123doks.com/thumbv2/123dok_es/2276556.514409/13.918.173.749.105.545/figure-framework-reconfiguration-manufacturing-systems-adapted-wu.webp)
![Figure 3-2 Representation of the Methodology to Design Reconfigurable Manufacturing Systems, adapted from [Aca 2003]](https://thumb-us.123doks.com/thumbv2/123dok_es/2276556.514409/16.918.139.786.468.902/figure-representation-methodology-design-reconfigurable-manufacturing-systems-adapted.webp)
+7
![Table 3-2 Applications and tools that support the design for reconfigurable manufacturing systems [Mejía 2004]](https://thumb-us.123doks.com/thumbv2/123dok_es/2276556.514409/21.918.144.789.231.842/table-applications-support-design-reconfigurable-manufacturing-systems-mejía.webp)
![Figure 2-1 The life-cycle concept of product design [Alting, 1993].](https://thumb-us.123doks.com/thumbv2/123dok_es/2276556.514409/33.918.301.615.553.867/figure-life-cycle-concept-product-design-alting.webp)
Documento similar
The environmental impacts affecting human health during the life cycle of the solvents used in perovskite film 194.. manufacturing, including production, removal and EOL for the
To this end, a Box-Behnken Design was carried out to study the influence of the curcumin amount, the structurant concentration and the manufacturing temperature on the oxidation
[r]
Frank Schweitzer, Risk Center and Chair of Systems Design, ETH Zurich.. Dr David Garcia, Risk Center and Chair of Systems Design,
Government policy varies between nations and this guidance sets out the need for balanced decision-making about ways of working, and the ongoing safety considerations
In this case using Design for manufacturing, the material and the manufacturing process used to make the product will be identified to simplify the design of
The extended HW/SW architecture of the Door Status Control main function includes all the nominal design decisions in the functional model (i.e., EDD, EDP, DCC, DOC, DOD, DCD, DV,
As opposed to systems that merely assemble records, the design of the applications in Diraya shared tables, codes and catalogues; (b) To create the Bioinformatics Research Area [82],
