UNIVERSIDAD NACIONAL DE
INGENIERIA
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
"FLOTACION DE MINERALES EN CELDA-COLUMNA"
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO QUÍMICO
POR LA MODALIDAD DE ACTUALIZACION DE CONOCIMIENTOS
PRESENTADO POR:
FELIX MOISES ROJAS RAMIREZ
RESUMEN
La flotación en columna es particularmente atractiva para aplicaciones que implican múltiples etapas de limpieza en celdas convencionales y para minerales complejos que presentan problemas de selectividad, elevando sustancialmente el grado del concentrado y aumentando la recuperación, con una sola etapa de limpieza, adaptándose muy bien este equipo al control por computadora. Su aceptación en la industria minera está incrementándose debido a múltiples ventajas que incluyen menor costo de instalación y operación, menor ocupación de espacio, disminución sustancial del consumo de energía, principalmente porque no tiene sistema de agitación mecánica, y menor consumo de reactivos.
Este trabajo muestra la recopilación y análisis de nuevas técnicas de diseño, del funcionamiento de las columnas de flotación, con el objetivo de mejorar la recuperación de minerales valiosos.
1.- INTRODUCCIÓN
11.- DESARROLLO DE LOS CONCEPTOS Y TÉCNICAS
2.1 2.2
Flotación de minerales
Información general sobre la flotación en columna
111.-DESARROLLO DEL TEMA
3.1 Beneficios en el uso de celda-columna 3.2. Diseño de columnas de flotación
3.2.1 Tipos de aparatos
3.2.2 Aspectos de la cinética en la flotación
3.2.3 Elementos principales de los aparatos de columna 3.2.4 Características aerohidrodinámicas de las columnas de
flotación.
3.2.5 Dimensionamiento de las columnas de flotación 3.2.6 Experiencia en aplicaciones de celdas-columna
IV.-CONCLUSIONES Y RECOMENDACIONES
V.- BIBLIOGRAFÍA
05
08
08 15
21
21 23 23 34 42 52
59 65
69
1.- INTRODUCCIÓN
La flotación puede ser definida como un proceso de separación de partículas ( o agregados) o gotas vía adhesión a burbujas de aire. Las unidades burbujas -partículas (gotas) presentan una densidad aparente menor al del medio acuoso y flotan hasta la superficie de un reactor ( celda o columna de flotación) o interfase líquido/aire, de donde son removidos.
La flotación de minerales es el proceso fisico-químico para separar el material valioso de la porción indeseada ("ganga"). Las partículas del mineral se tratan para hacerlas hidrofóbicas, y el aire se burbujea a través de la suspensión del mineral en agua con el fin que las partículas del mineral hidrofílicas se aferren a las superficies de las burbujas y estas asciendan, dentro una espuma, logrando así la separación.
La flotación en columna es mayormente utilizada para procesos que impliquen múltiples etapas de limpieza en celdas convencionales y para minerales complejos que presentan problemas de selectividad, elevando sustancialmente la ley del concentrado (2-4%) y aumentando la recuperación (2-3%), con una sola etapa de limpieza. Además permite adaptarse muy bien este equipo al control por computadora. Su aceptación en la industria minera está incrementándose debido a múltiples ventajas que incluyen menor costo de instalación y operación, menor ocupación de espacio, disminución sustancial del consumo de energía, principalmente porque no tiene sistema de agitación mecánica, y menor consumo de reactivos.
Los objetivos de este informe son los siguientes:
2.- Determinar los parámetros para la flotación en celda-columna, necesarios para mejorar la recuperación y la ley de concentrados para una calidad y flujo de pulpa conocidos.
3.- Mostrar los beneficios de las celdas-columnas en la actualidad, evidenciando las aplicaciones en los distintos circuitos de flotación de minerales a nivel nacional e internacional.
Para este informe se plantean los beneficios cualitativos de las celda-columna como son: el menor consumo energía, al no haber elementos rotatorios; un menor coste, 3 o 4 veces menor espacio que el requerido para aparatos convencionales; un mayor volumen de aireación; y la posibilidad de controlar el flujo de aire y la distribución de las burbujas según su tamaño.
No es el alcance de este informe el desarrollo de la mejor práctica en dosificación de reactivos, sino que se parte como base la misma dosificación en celdas convencionales, mejorando a partir de ello la recuperación y la ley del concentrado obtenido.
A continuación se examina el la base teórica sobre la que se basa el informe, enfocando lo más relevante para la flotación de minerales en columna:
• Desarrollo de nuevos mecanismos de flotación de minerales:
El desarrollo de mecanismos de flotación que mejoren la recuperación de minerales y permitan a su vez aumentar la ley del concentrado que se obtiene como producto de la flotación. [5]
• Desarrollo de celdas columnas de flotación de minerales:
7
• Beneficios de las celdas columnas:
Evaluación de la celda-columna para la flotación de minerales y sus ventajas comparadas con las celdas convencionales. [2]
La flotación de minerales es un fenómeno físico-químico, usado como un proceso de concentración de minerales finamente divididos, que comprende el tratamiento físico y químico de una pulpa de minerales creando condiciones favorables, para la adhesión de partículas de un mineral predeterminado a las burbujas de aire.
En este proceso que es bastante complejo, y del cual se efectúa la separación, está compuesto por tres fases: la fase líquida, generalmente agua, la cual es química y físicamente muy activa; la fase gaseosa, generalmente aire, la cual es relativamente simple y la fase sólida la que puede ser considerada infinitamente variable. Las partículas de aire o burbujas llevan los minerales seleccionados desde el fondo del equipo de flotación hasta la superficie de la pulpa formando una espuma estabilizada de la cual las partículas de mineral deseado son recuperadas.
Entre los factores químicos que afectan la flotación de minerales se encuentran: la química de la superficie, los efectos electroquímicos, la adsorción de los colectores y la adsorción de los depresores.
Entre los factores físicos que afectan la flotación de minerales se tiene: el tamaño de las partículas a ser flotadas, la composición de la partícula, es decir la mineralogía, la recuperación de agua, la heterocoagulación entre las partículas.
9
com,binación de reactivos, sus cantidades o dosificación, los puntos y medios en los que se alimentan a los circuitos.
La adsorción en la superficie de una partícula mineral está fuertemente controlada por la naturaleza eléctrica de esa superficie. La carga eléctrica de una superficie sólida puede ser generada por q.iferentes mecanismos: quimiadsorción, disolución preferencial de iones superficiales y sustitución cristalina.
La flotación de un sólido depende de la adsorción de un surfactante en su superficie ya que casi todos los minerales son humectables por la fase acuosa. El primer paso en la flotación es reemplazar la interfase mineral-líquido por la interfase mineral-gas, lo cual se logra mediante los reactivos químicos de flotación, para dar lugar a una superficie hidrofóbica. En algunos casos la estabilidad de la adhesión de las burbujas de aire a la superficie del mineral se mide mediante el ángulo de contacto, que se forma entre las fases sólida, líquida y gaseosa. La condición termodinámica general para que exista el contacto entre las tres fases presentes en los sistemas de flotación, está definida por la ecuación de Young:
'YSG = 'YSL + 'YLG Cos 0 (1)
en donde 'Yso, 'YsL y 'YLG son las tensiones interfaciales sólido/gas, sólido/líquido, líquido/gas respectivamente y 0 es el ángulo de contacto. El cambio energía libre que acompaña el desplazamiento de un área unitaria de la interfase sólido/líquido, por la interfase sólido/gas está dada por la ecuación de Dupre:
8G = Yso - ( YsL + YLG) (2)
Al combinar la ecuación de Dupre con la · ecuación de Y oung se genera la expresión siguiente para el cambio de energía libre:
Mediante esta última ecuación se deduce que para cualquier valor finito de ángulo de contacto existía una disminución de la energía libre al adherirse una partícula mineral a una burbuja de gas.
Es importante aclarar que la ecuación de Dupre no considera la deformación de las burbujas lo cual consume algo de energía del sistema. La ecuación de Y oung es válida en un sistema ideal donde los efectos gravitacionales están ausentes, y que se encuentra en equilibrio.
Durante el desplazamiento del gas de la superficie del mineral por las burbujas de gas, ocurre una separación de carga entre la fase acuosa y el sólido por lo que el mineral adquiere una carga. Frecuentemente, la movilidad de la carga en la fase sólida es ilimitada por los átomos de los cristales superficiales, mientras que la carga en la fase acuosa es móvil y se distribuye en una región adjunta a la superficie del mineral.
La selección de los mejores reactivos de flotación es una etapa muy compleja, adsorción de los reactivos se basa en el equilibrio en los iones de la pulpa que determina el potencial cinética, el potencial electroquímico y la hidratación de las partículas del mineral. Este equilibrio es dificil de controlar o prever, ya que aparte de los reactivos, en la pulpa existe una cantidad considerable de iones provenientes de las impurezas que trae el mineral y las aguas utilizadas.
Los r�activos de flotación, son productos químicos naturales o artificiales, que aseguran que la flotación de minerales sea selectiva y eficiente y produce condiciones óptimas para mejorar este método de concentración de minerales. Son generalmente surfactantes o modificadores de la superficie de los minerales.
11
)- Los colectores, cuya principal función es la de proporcionar propiedades hidrofóbicas a las superficies de los minerales.
)- Los modificadores, que sirven para la regulación de las condiciones de funcionamiento de los colectores y aumentan su selectividad.
»
Los espumantes, que permiten la formación de una espuma estable, de tamaño de burbujas apropiado para llevar los minerales al concentrado.Los colectores son compuestos orgánicos de carácter heteropolar. Su grupo polar es la parte activa que los une a la superficie de un mineral en base a un mecanismo de adsorción ( química o fisica). La interpretación de este fenómeno contempla la eliminación de una parte de la capa hidratada con formación de un contacto trifásico entre el aire, el agua y el mineral. Las interfaces sólido-líquido y líquido gas son de gran importancia en la formación de un contacto estable, y es precisamente la función de un colector el influirlas en la dirección deseada. La adsorción de un colector sobre la superficie de un mineral es favorecida por un bajo potencial electrocinético y una vez que se efectúa, disminuye en forma notable la capa hidratada del mineral, creando las condiciones favorables para su unión con las burbujas de aire.
Los modificadores, por su parte, sirven para crear condiciones favorables en la superficie de los minerales para el funcionamiento selectivo de los colectores. En primer lugar, están los reguladores del pH, o sea, ácidos y bases inorgánicos que mediante un mecanismo iónico influyen el potencial electrocinético y la película hidratada de los minerales. Además, están los activarites que son reactivos que favorecen la formación de superficies hidrofóbicas y los depresores, que favorecen la hidratación de superficies minerales. En general, los modificadores son ácidos, bases y sales inorgánicas, aunque hay algunos de origen orgánico (tanino, almidón, etc.).
estable. La parte apolar es generalmente un radical orgánico y la parte polar se caracteriza por la presencia del grupo hidroxilo (fenoles, cresoles) que los hace hidrofilicos. A veces el grupo hidroxilo está reemplazado por grupos hidrofilicos y contiene un nitrógeno, como en el caso de las aminas aromáticas y piridinas. En general, son productos de la des�ilación de sustancias naturales (ácido cresílico, aceite de pino, aceite de eucalipto) y por esta razón su composición es bastante compleja en el sentido de que son compuestos de varios productos químicos.
Es necesario destacar también que, bajo distintas condiciones, un mismo reactivo puede desempeñar distintas funciones. Los espumantes a menudo tienen propiedades de colectores y viceversa. Este carácter de funciones dobles generalmente dificulta el estudio de una fórmula de flotación y la tendencia moderna en la síntesis de reactivos de flotación es la de producirlos con una sola función.
Para la concentración de minerales, se debe contar con un circuito de flotación y dependiendo de la complejidad de separación se cuentan con etapas para la obtención de productos de clasificación: en flotación bulk o también denominada flotación en masa y en flotación selectiva.
Los circuitos de flotación están entonces conformados por etapas de flotación, y diferenciándolas por la operación a desarrollar:
Celdas Rougher: Son celdas desbastadoras o de flotación básica es donde se obtiene el primer concentrado.
Celdas Scavenger: Son celdas recuperadoras o agotadoras, es donde se realiza la recuperación de las especies valiosas que no han podido ser recuperadas en las celdas roughter.
13
Celdas Recleaner: Es donde se da la limpieza a las espumas que vienen de la flotación cleaner.
Los resultados de la operación de las celdas de flotación, pueden ser evaluados de
acuerdo a los siguientes criterios:
a) Recuperación y ley de concentrado;
b) Capacidad en toneladas tratadas por día por unidad de volumen de celda. c) Consumo de energía eléctrica por tonelada tratada
d) Costos de mantenimiento, labor de operación y repuestos por tonelada tratada.
e) Consumos de reactivos por tonelada tratada.
Las celdas de flotación comerciales pueden dividirse en cuatro tipos, y muy pocas escapan de dicha clasificación:
a) Mecánicas, que son las más comunes y se caracterizan por que la agitación y la dispersión de aire en el interior de la celda lo produce un impulso. Cada impulsor produce una mezcla ideal en el recipiente.
b) Neumáticas, las celdas no tienen impulsor y se airea y agita la pulpa por la acción de aire comprimido alimentada desde el exterior.
c) Separadores de espuma, en estas máquinas la alimentación de la pulpa es por la parte superior, sobre la capa de espuma y no en la zona de la pulpa d) Celdas-columnas, el principio fundamental es el flujo contracorriente de
las burbujas de aire y la pulpa, y de la pulpa y el agua de lavado.
AGATAIR: Celdas de flotación, fabricadas por la Galigher Co. son fabricadas en los más diferentes tamaños, incluyendo las celdas de gran volumen. Las celdas Agitair tienen una alta cantidad de lengüetas estabilizadoras alrededor del impulsor. El aire es insuflado al interior gracias al mecanismo del impulsor a 1 o 2 psi.
DENVER: Denver Equipment son los fabricantes estas celdas. Se tienen dos tipos de celdas, uno abierto ( o flujo libre) y otro de celda a celda. La última puede auto airearse y puede proveer así mismo un control de la pulpa y los niveles de espuma para cada celda individual. Las celdas Denver tienen collares cónicos o cilíndricos que favorecen el incremento de la recirculación de la pulpa hacia el ojo del impulsor desde lo alto, la zona más quieta de la celda. Esta mejora en la recirculación vertical de la pulpa, facilita la suspensión de las partículas más gruesas.
15
2.2 Información general sobre la flotación en columna
En los años 60, los investigadores P. Boutain y R. Tremblay, de origen canadiense, comenzaron la investigación de los procesos de flotación en una columna a contracorriente.
Los estudios se basaron en la similitud de la flotación con los procesos de separación de masas que se dan en la tecnología química, como son las columnas de absorción o desorción. La separación puede realizarse eficientemente con una mínima mezcla, y con patrones de flujos a contracorriente de aire y pulpa. Este principio subyace en las columnas de flotación. El diseño de las mismas es similar al de· las columnas de burbujas, que fueron ampliamente utilizadas en la tecnología química de procesos de intercambios de masas (sistema gas-líquido).
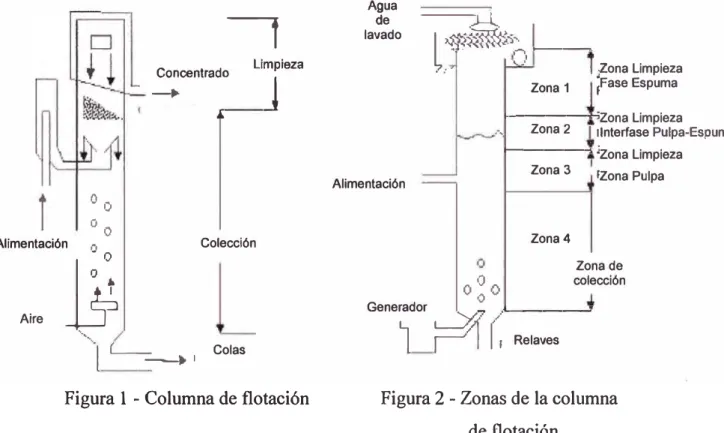
La columna de flotación diseñada por P. Boutain y R. Tremblay [1] fue la primera de una nueva generación de aparatos basados en el flujo a contracorriente de aire y pulpa, dando el inicio a una gran variedad de tipos de columna de flotación. El principio del sistema es el siguiente: después de acondicionada la pulpa con reactivos, la alimentación se produce en la altura media de la columna, donde se mezcla con una corriente de agua procedente de la parte superior de la columna, y con la corriente ascendente de burbujas de aire procedente de la parte inferior.
Los mismos principios de fisicoquímica de superficie que se aplica a flotación en celdas convencionales son válidos para la flotación en columna, siendo la cinética de flotación mucho más rápida en esta última; de esa manera las partículas hidrofílicas son adheridas a las burbujas, las cuales ascienden y son removidas como concentrado.
requerimiento de energía del proceso. El flujo contracorriente de las burbujas y las partículas permite mejores condiciones de unión burbuja- partícula y ella de estabilidad al proceso. La probabilidad de la colisión burbuja-partícula está determinada, especialmente, por el valor del componente normal de velocidad relativa, el tiempo de contacto, y la magnitud de las fuerzas de inercia. La velocidad relativa de partículas y burbujas en la contracorriente es de alrededor de 10- 12 cm/s para un índice de :flotación de 2 cm/s, y supone un tamaño de burbujas de 1.5 a 2.5 mm.
El aire a presión es introducido mediante generadores internos o externos de burbujas y son los inyectores de aire los que reciben mayor atención en toda instalación antigua o nueva; se puede afirmar que los generadores de burbujas son el "corazón" de la columna de :flotación.
En contracorriente, la probabilidad de colisión burbuja-partícula es mayor debido al gran volumen de aireación de la celda, y al largo camino que las burbujas y las partículas deben realizar a lo largo de la columna. La velocidad relativa proporciona las mejores condiciones para la colisión, de acuerdo con los resultados obtenidos por F. Dedek [2]. La contracorriente de pulpa y aire produce una reducción en el crecimiento de la velocidad de ascensión de la multitud de burbujas, lo que incrementa el tiempo de retención de la pulpa, reduce la necesidad de aire comprimido, que incrementa la capacidad específica del aparato. Sin remolinos y una menor turbulencia del flujo de pulpa en la columna, las fuerzas de inercia que producen la separación son insignificantes. Y, por último, la intensidad de la mezcla longitudinal de la pulpa es menor en una columna. Todo esto muestra que el índice de :flotación es mayor que las direcciones de los flujos de pulpa y aire.
17
flotación convencionales), un mayor volumen de aireación, y la posibilidad de controlar el flujo de aire y la distribución de las burbujas según su tamaño.
La selectividad en el proceso de flotación en columna es mayor que en aparatos convencionales, debido un segundo enriquecimiento en la capa de espuma. Esto permite la producción de concentrados de alta ley, una reducción de depresores y de simplificación de los diagramas de flujo. Las columnas de flotación son sencillas y compactas en su diseño, no tienen partes que se muevan en un medio abrasivo, y utilizan eficientemente el espacio operativo y su volumen.
El área principal de investigación en los aparatos de columna es la flotación de partículas finas. La ausencia de una mezcla intensiva de la pulpa, la limpieza de los productos situados en la zona superior al punto de alimentación y una gran fase de espuma, permiten la producción de concentrados de grano fino de mayor ley, comparados con los aparatos convencionales.
Durante largo tiempo los procesos de flotación de minerales han sido sometidos a los más diversos estudios de investigación y desarrollos de innovación tecnológica, sin embargo, estos estudios, en su gran mayoría, se han enfocado a optimizar recuperaciones o a mejorar las condiciones hidrodinámicas del contacto partícula-burbuja.
Las variables más importantes a considerar en la operación de una celda columna son el flujo alimentación, el flujo de aire, flujo de agua de lavado, el nivel de la pulpa y el nivel de la espuma, el porcentaje de sólidos y la dosificación de los reactivos. El efecto de cada una de ellas se detallará posteriormente y se mostrará impacto que estas variables tienen en el resultado final del uso de este tipo de equipo de flotación.
estudia más detalladamente a la columna de flotación de acuerdo a las siguientes zonas:
La zona de limpieza: en fase espuma, es la región que se extiende hacia arriba desde la interfaz pulpa-espuma hasta el rebalse de la columna.
La zona de limpieza: interfaz pulpa-espuma, región de longitud arbitraria en la interfase pulpa-espuma; a esta región se le asigna el espacio entre 0.15 m sobre la interfaz 0.15 m por debajo de la interfaz.
La zona de limpieza: en fase pulpa; es la región que se extiende hacia abajo desde la interfaz pulpa-espuma hasta la tobera de inyección del material de alimentación.
La zona de colección, es la región que se extiende hacia abajo desde la tobera de inyección o alimentación hasta los difusores.
o o o o Alimentación ,-,
1 �� �
Aire
J3
7
Conoeotra:• LIT""-11>-Colección
'·,,.__ (___
1 -•'
ColasFigura 1 - Columna de flotación
Agua de lavado
Alimentación
----:J-l.
l.
41.,.���).'i�:,--,zona Limpieza tase Espuma Zona 1
1---·zona Limpieza
,-, Zona 2 !Interfase Pulpa-Espuma
O(JA
1---. ¡zona Limpieza Zona 3 Zona4 IZona Pulpa Zona de colección •O ..,
Generador _ ,,.__ ___ ...:,
1 �T(:
RelavesFigura 2 - Zonas de la columna de flotación
19
El sistema de inyección de aire es la parte fundamental de la celda y se realiza mediante inyectores internos o externos que buscan mejorar la producción de burbujas y el tamaño de las mismas; así, por ejemplo, se han usado inyectores cerámicos, tubos perforados, cubiertos con lonas de filtro y últimamente el generador de burbujas desarrollado por el Bureau de Minas de Estados Unidos. El sistema consiste en la disolución de aire en agua alimentado convenientemente a una cámara pequeña que contiene gravas, de preferencia de canto rodado, a presiones que fluctúan entre 60 a 70 psi.
El control del aire en la celda se puede hacer midiendo el tiempo de éste en el interior de la misma, lo que en inglés se llama holdup, que se define como la fracción de aire presente en la pulpa de cualquier celda de flotación expresada en porcentaje y se determina fácilmente implementando dos visores: uno en la parte inferior y otro en la parte superior de la columna (figura 03), deduciendo que la diferencia de niveles a través de dichos visores debe ser proporcional al aire contenido dentro de la celda.
Agua de
lavado Burbujas ._mineralizada
.4 .... , ... ·- -··,� ...• �. ;:�:.:::_:::_:::.:::.::::::�:· ..
.-._-Zona de colección
J i
Relave GasAgua
Figura 3 Presión del gas
Agua de lavado
Drenaje de [-
t��{{�
J��lli
espuma�--�'�f<t-''1�
co���i/:�as [
::¡
Burbujas
í
ampliadas
L
����
Zona de burbujeo
----
___
.:::;-Concentrado t Bias Negativo Bias Positivo Nivel de Interfase111.- DESARROLLO DEL TEMA
3.1 Beneficios en el uso de celda-columna
Se ha acumulado una gran experiencia en la aplicación de columnas (para menas
de metales no férricos y tierras raras, minerales industriales, carbón) y en
diferentes operaciones del esquema de proceso.
Actualmente las celdas de flotación tipo columna tiene un amplio rango de posibilidades en función de otros tantos factores, como son: los buenos resultados obtenidos en el proceso, la posibilidad de aprovechamiento de partículas finas o gruesas, una alta selectividad en la separación debido al uso más eficiente de los procesos que ocurren en la espuma, el sencillo control del proceso, un menor consumo de energía, una flotación efectiva de pulpas pesadas y asimismo una disminución en el volumen de la celda y la dosificación de los reactivos, la ausencia de partes móviles, menor necesidad de espacio y un diseño más simple. Una de las ventajas es la posibilidad de crear diferentes condiciones aerohidrodinámicas de flotación en un solo compartimiento. Una menor intensidad en la mezcla de la pulpa permite una mejora de la flotación selectiva de las partículas finas. Esto produce un brusco descenso en la interrelación de
partículas y una reducción en la dispersión del tiempo de residencia de las partículas que están en la celda.
La aplicación principal de las columnas es para el desbaste y relavado de partículas finas. La ausencia de un mezclado intensivo de pulpa y captura de partículas, la estabilidad de los agregados burbuja-partícula, el alto contenido de burbujas finas, la limpieza del producto en la zona y se encuentra por encima del punto de entrada del alimentación, y una gran profundidad de la zona de espuma permite la obtención de concentrados de grano fino de mayor ley que en los aparatos de tipo impulsor.
Un campo prometedor para la aplicación de las columnas de flotación es la producción de concentrados superlimpios. Se puede producir carbón limpio, con una nueva generación de aparatos de columna multiseccionales, con patrones de flujos de fase a favor y contracorriente combinados, permite la extensión del rango granulométrico de las partículas que se introducen en la alimentación
El tratamiento de aguas del proceso y residuales es un potencial uso de las columnas. En los esquemas de flujo, éstas se combinan con los aparatos por aire disuelto o por electroflotación.
El problema de la producción de concentrados súper limpios se puede resolver en las columnas de flotación, que produzcan las condiciones óptimas para la flotación de finos libres y que eliminen la posibilidad de captura de material no selectivo en espuma.
23
3.2. Diseño de columnas de flotación
3.2.1 Tipos de aparatos
Las grandes ventajas mostradas en el proceso, como en el diseño de las columnas de flotación, promovieron el desarrollo de un gran numero de tipos columnas de flotación. Durante las dos últimas décadas se concedieron alrededor de 100 patentes para diferentes modificaciones de los aparatos y de los difusores de aire. Hay distintas aproximaciones para la clasificación de los diseños existente, la primera de ellas es en función de la pulpa y de la corriente de aire.
La gran mayoría de columnas de flotación operan en un régimen de contracorriente: la alimentación se realiza en la zona superior (normalmente a una profundidad de 1/3 a 1/5 de la altura total de la columna), y las colas de descarga (partículas hidrófobicas que se hunden) se evacuan por la parte inferior de la columna. Así, se desarrollaron aparatos que combinan corrientes paralelas y contracorrientes de los flujos de pulpa y de aire. Existe también columnas que introducen el aire y la pulpa en la parte inferior de la celda, y cuyas colas también se descargan en la parte inferior de la celda. Este tipo puede ser considerado como corriente paralela; aunque el flujo ascendente se debe únicamente al liquido entrampado entre las burbujas y a los procesos de circulación. Existen aparatos monoceldas como multiseccionales; los últimos se subdividen en dos grupos: columnas con corrientes paralelas de pulpa y flujo de aire y aquellos que combinan secciones de corriente paralela y contracorrientes. Las columnas que poseen diferentes tipos de inyectores que pueden ser consideradas un grupo aparte.
lavado, incluyendo también sistemas de procesamiento de datos, monitorización y control.
El tipo de movimiento de las partículas y burbujas es uno de los factores principales que gobiernan la probabilidad de la formación de agregados en la flotación, el grado de cobertura de la superficie de burbujas, el índice de flotación, y el requerimiento de energía del proceso. El régimen a contracorriente produce mejores condiciones para la unión partícula-burbuja y además añade estabilidad a la misma. La probabilidad de colisión partícula-burbuja y de unión partículas esta determinado por el componente normal de velocidad relativa, tiempo de contacto
y fuerzas de inercia.
En una contracorriente de pulpa y aire, la velocidad de ascensión de las burbujas se reduce, lo que incrementa su tiempo de retención y aumenta el coeficiente de utilización del aire y la capacidad específica del aparato. Las fuerzas de inercia que podrián romper el agregado burbuja-partícula son insignificantes en una columna de flotación.
Aún más la probabilidad de colisión burbuja-partícula es mayor en un régimen a contracorriente porque la celda presenta un mayor volumen de aireación y tanto partículas como burbujas realizan un largo viaje, a lo largo de toda la columna y el porcentaje de mezcla longitudinal de la pulpa es bajo.
25
en la capa de espuma. Esto permite producción de concentrados de alta ley, con
reducido consumo de depresores y simplifica los diagramas de flujo.
Los aparatos se caracterizan por las siguientes particularidades en su diseño, no
presentan partes móviles, requieren poco espacio, ausencia de partes rotatorias en
un medio abrasivo y utilización eficiente de su volumen y área operativa.
La altura de la columna es el parámetro principal en el diseño. El problema de la
altura óptima para el aparato de columna no presenta aún una solución única. La
mayoría de las investigaciones consideran la altura óptima entre 1 O y 13 m ya que
la intensidad de mezclado disminuye cuando aumenta el ratio altura-diámetro. Si
se va aumentando el diámetro para una misma altura y caudales de aire y pulpa en
superficie, la intensidad del mezclado de pulpa crece.
Alimentación
l
Agua·a. ro
.s
e- 1 �
Alimentación o (l)
N 'O
•O ·13
t Colas
Aire o
N
Aire Aire
(b) Pulpa
Aire Aire
(a) Colas
La comparación de datos experimentales con el perfil del flujo calculado basándose en el número de dispersión del recipiente, da el rango de variación óptima de dicho número para aparatos de gran capacidad. Es conveniente instalar reguladores para optimizar el régimen aerohidrodinámico en este tipo de aparatos. Se realizaron ensayos con reguladores de diferente diseño (parrillas horizontales situadas a intervalos definidos a lo largo del aparato, platos de diversas geometrías, cilindro, hechos de alambre, etc). Se obtuvieron los meJores resultados al dividir en compartimientos verticales la zona de colección. Cada uno de los compartimientos es una columna con óptimas características hidrodinámicas. El primer aparato de gran capacidad, con una celda de 40 m, de volumen 5.5 de altura y un área de sección de 9 m.
El incremento en el diámetro de la columna tiene como resultado el aumento de la proporción de pulpa circulante lo que proporciona el porqué de la reducción de la exactitud de la separación y el incremento de la captura hidraúlica.
La intensidad del mezclado longitudinal puede ser reducida para forzar la redistribución de energía a través de la sección de la columna usando un sistema de paletas móviles (reguladores dinámicos) como se observa en la figura 5,c. Los resultados de la investigación muestran las ventajas del montaje excéntrico en vez de coaxial de un conjunto de paletas móviles a través de la sección de la columna
27
provee en la monocelda las condiciones necesarias para la selección eficiente de partículas de un tamaño determinado y con unas determinadas características de flotabilidad. En condiciones industriales reales, la distribución según tamaños y la características de superficie, por ejemplo la flotabilidad tanto de partículas valiosas como de ganga, varía considerablemente.
El cambio de monoceldas a columnas multiseccionales permite la provisión de condiciones favorables para la separación de partículas con diversos grados de flotabilidad. Para permitir esto, se establece un régimen especial de aireación e hidrodinámica en cada una de las secciones de la columna y se ajustan las variables de operación de acuerdo a la flotabilidad del material. Cuando cambian las características del alimentación, se varían los parámetros del proceso por secciones.
Además, en las columnas multiseccionales, se puede establecer una condición material-aparato, y optimizar las variables del proceso, dependiendo de las características de los materiales a flotar.
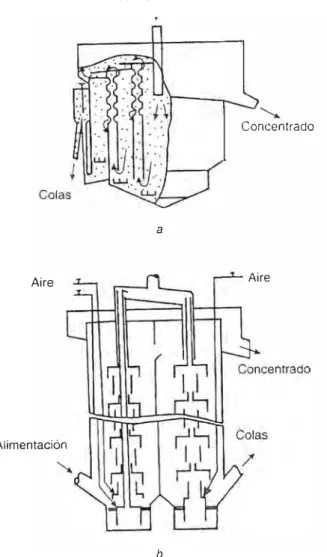
Una visión general de la columna multiseccional se muestra en la Figura 6. El volumen de la celda se divide en secciones mediante un conjunto de paneles cilíndricos coaxial es, que permite un retomo múltiple y mixtos a la zona de colección, alternando corrientes de aire y pulpa a favor y en contra ( contra corrientes). Un incremento de sección de la columna, en la dirección en la que se mueve el material, reduce la velocidad de flujo, proporciona un aumento del tiempo de retención y mejora las condiciones de colección de la fracciones de baja flotabilidad.
del tiempo de retención de las partículas en la celda, una mayor densidad de la mezcla aire-pulpa, menor intensidad de mezcla, menor tiempo de transporte de las partículas a la zona de espuma, resultando en un incremento en la velocidad y ascensión de las burbujas y una mayor probabilidad de recuperación de las partículas gruesas en el caso de que estas drenen desde la espuma.
Una de las grandes ventajas de las columnas multiseccionales es la probabilidad de obtener dos productos finales mediante la creación de procesos de flotación diferentes en el mismo aparato. Esto es posible gracias a una circulación separada de los diferentes productos en distintas secciones de la columna y transporte del espuma desde la secciones segunda, tercera, cuarta, etc ... a las siguientes.
A11menrac1on
Concentrado
a
Aire Aire
Alimentación
b
29
Otra de las ventajas de las columnas multiseccionales a tener en cuenta es cuando la producción de espuma sea grande, ocurre en el caso de operaciones de relavado. La limitación en el comportamiento de la columna puede ser atribuida más a la capacidad de arrastre de la burbujas que los procesos cinéticos. Se propone incrementar el caudal de aire o disminuir la densidad de la pulpa. Está claro que éstas recomendaciones no son fáciles de implementar, ya que implican un incremento de la capacidad de la columna. En una columna multiseccionales de menor altura, se incrementa el porcentaje total de flujo de aire; por consiguiente se reduce la carga de burbujas y así superan las limitaciones de comportamiento.
Se ha acumulado una significativa expenencia en operaciones de columna biseccionales. Para eliminar la posibilidad de taponamiento, la sección a favor de corriente se provee de un circulado de aire que transporta partículas gruesas en la sección de contracorriente. Un aparato difusor singular consiste en un circulado de aire escalonado, se usa en la columna como aliviador, permitiendo la dispersión de partículas a lo largo de la columna y la manipulación de la distribución de las partículas según su tamaño. El volumen de las celdas de este tipo fabricado es de
25 y 80 m3, y la altura es de 6 m (figura 6, b).
Para procesar un material distribuido en un amplio rango de tamaño de partículas, es necesario usar un aparato que comprenda de 3 a 5 secciones. Un aparato piloto de 3 secciones con flujos a favor y en contracorriente fue probado en carbones de baja lavabilidad en el instituto IOIT (Rusia). La primera y la tercera secciones operan en contracorriente de aire y pulpa, mientras que la segunda sección opera a favor de corriente. Las áreas seccionales de los compartimentos fueron calculadas basándose en la curva de flotabilidad del carbón.
pre aireación de la pulpa, mientras que el material no flotado se dirige a la parte inferior de la celda.
Cuando exista una gran cantidad de partículas gruesas parece recomendable utilizar un hidrociclón cuyo flujo inferior después de agotado es escurridor, se alimentaría en la capa de espuma. En este régimen (para fracciones estrechas de tamaño), el proceso de separación del espuma es más eficiente, y el rebose se usa para alimentar a la primera sección de un aparato multizona, al igual que las colas de descarga de espuma. Para controlar el régimen aéreo hidrodinámico se introducen una empaquetadura por espiral en la sección a favor de corriente, por encima de los difusores de aire (Figura 7).
Para incrementar los procesos secundarios de aumento de ley y en la capa de espuma, la celda se divide en secciones espuma y colección, conectadas por un tubo. El control del flujo de aire en el difusor en la sección de espuma, y del flujo de agua para el riego sobre la espuma, permite la ley óptima de los concentrados y su rendimiento, así como de los mixtos ( diseño IOTT).
Ya sea apuntado la gran variedad de diseños de columna desarrollados en distintos países, habiéndose concedido más de 100 patentes. Es imposible y de escasa utilidad en escribir todos los diseños, pero se debe considerar los más interesantes y aquellos más prometedores.
31
varillas que se sitúan verticalmente, colocandose con un ángulo respecto a la
vertical (normalmente alrededor de 45°), y su altura es aproximadamente de 3
mm. los paquetes se apilan de manera que las varillas de las bandejas de bloques
próximos se posicionan en planos perpendiculares. Las zonas de colección y de
lavado se llenan con estos bloques, pero la zona de la capa de espuma (regada con
agua), de alimentación y de inyección de aire quedan libres.
Rebose Alimentación --+
D ---.,
Figura 7 Columna de flotación multiseccional diseñada en IOTT y IrPI
Pul�a Reactivos'• �
Agua\
Aire
Concentrado
_., Colas
La división de las burbujas se produce en su avance ascendente a través de la superficie de varillas. La alimentación de aire en la columna se realiza a través de tubos abiertos que permiten la reducción de la presión introducido al valor de la presión hidrostática de la pulpa en la columna. Las velocidades de los flujos superficiales son: pulpa alrededor de 0.3 crn/s, aire de 6 a 10 crn/s, y agua del lavado de 0.1 a 0.15 crn/s. El contacto partícula-burbuja y la activa microturbulencia facilitan un incremento en la recuperación de partículas finas.
La ausencia del efecto mezcla a gran escala y una gran profundidad de la capa de espuma elimina los arrastres hidráulicos y permiten en un solo paso la producción de concentrados de alta ley y con alimentación de partículas finas. Los patrones de flujo en una columna con paquetes vienen determinados por la relación de flujos en cada fase de la corriente y por las características de los paquetes. Así pues, para una profundidad constante de las varillas, una determinada altura del aparato y una relación de flujos superficiales, la flotación resultante no depende de la sección de la columna (ni de su capacidad).
Las condiciones óptimas para una unión burbuja-partícula y la separación de la mezcla aire-pulpa son diferentes. Es necesario realizar el proceso de formación a velocidades relativamente altas de partículas y burbujas, mientras que en el proceso posterior las condiciones de quietud son óptimas para eliminar el arrastre hidráulico y la destrucción de los agregados partícula-burbuja. Un aparato con preaireación de la pulpa puede resultar una alternativa eficiente. La introducción de aire y pulpa hace imposible la formación de un flujo a contracorriente de aire y pulpa.
33
Las principales tendencias en el desarrollo de las columnas de flotación son las
siguientes:
Incremento de la sección y capacidad de los aparatos;
Preaireación y mezcla intensiva de la pulpa;
Reducción de tamaño de las burbujas, mejor utilización ·del aire resultante
al reducir altura de la columna;
Desarrollo de aparatos multiseccionales con flujos a favor y
contracorriente y diferentes parámetros aerohidrodinámicos en cada
sección para poder flotar materiales de diferentes tamaños y diferentes
gamas de flotabilidad
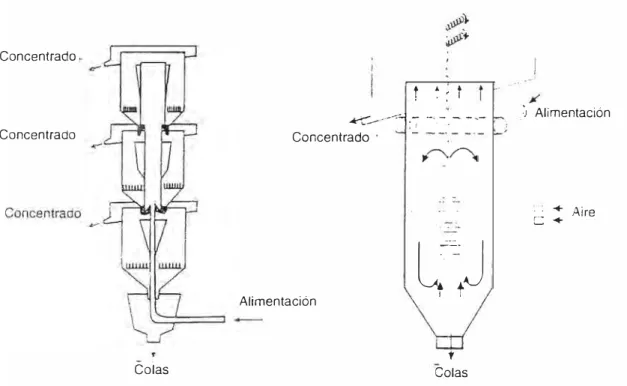
Desarrollo de diseños especiales para la flotación de partículas finas (por
ejemplo columna de paquetes) y gruesas (por ejemplo columnas tipo
Flotaire)
Figura 9 Columna combinada con un molino vertical (Patente EEUU Nº
Concentrado
Concentrado Concentrado
Alimentación
Colas
t � : t
L
------J
1 t
t Colas
Figura 1 O Columna de flotación desarrolladas en IOTT
3.2.2 Aspectos de la cinética en la flotación
� Alimentación
· · -+ Aire e•
La perspectiva del campo de las aplicaciones de las columnas de flotación necesita una descripción cualitativa de los fenómenos observados en los procesos actuales; por ejemplo, si es necesario un modelo matemático. Con esta idea en mente, es imprescindible considerar los modelos conocidos de flotación convencional y determinar las características específicas de proceso de los aparatos de columna.
La descomposición de las tareas de modernización de la flotación puede variar. Los modelos más generales son los siguientes:
35
2.- Fenómenos de adsorción y de oxidación-reducción en la superficie del
mineral, adsorción de reactivos en la interfase aire-líquido.
3.- El rango de velocidades de :flotación de la fase y los contenidos de gas
y sólidos en la celda de flotación.
4.- Heterocoagulación de partículas y burbujas, coagulación (floculación)
de partículas, drenaje de líquido de la película, estabilidad de los flóculos y
de los agregados de la :flotación en la pulpa y en la capa de espuma.
5.- Macrohidrodinamismo de la celda de flotación, movimiento de
partículas libres y unidas en la pulpa y en la espuma.
6.- Estructura de los flujos en un aparato multicelda, mezclado posterior
intercelda, difusión de reactivos en la celda de flotación y su adición en
etapas.
7.- Topología de los circuitos de flotación, de productos circulantes
características dinámicas del circuito según variaciones de la composición
de la alimentación el control de los parámetros.
Para la optimización del diseño de la columna son necesarios modelos de los
niveles 3, 4 y 5 su extrapolación, procesamiento y equipamiento, y también para
el desarrollo de sistemas para medir los parámetros de los procesos de control de
los mismos. El más interesante de sus modelos se considera posteriormente.
Las características de diseño del aparato de columna determinan las siguientes
diferencias en el mecanismo de los procesos, comparado con aparatos
convencionales:
- Un considerable gradiente de concentración de partículas unidas y libres a lo
largo de la altura de la columna, especialmente en la zona de relavado;
- Ausencia de macrocirculación activa de pulpa y una disminución en la
intensidad de captura de partículas;
- Las velocidades relativas de las partículas y de las burbujas están determinadas,
mientras que las velocidades pursátiles tienen un menor efecto en los nncroprocesos;
- La gran profundidad de la espuma bajo riesgos produce una limpieza activa; - La colocación de aireadores neumohidraúlicos permite el incremento de la
concentración de micro burbujas que intensifica la flotación por el mecanismo de coalescencia.
La mayoría de los investigadores consideran que los resultados de la flotación dependen del tipo de aparato y de sus dimensiones, lo que puede ser caracterizado por los cambios en la dispersión de la distribución del tiempo de residencia.
La colisión partícula-burbuja es la etapa que limita la velocidad de flotación. La intensidad de las colisiones está determinada por algunas características de las partículas como el tamaño y la densidad, y por los patrones del flujo en la celda de flotación. No depende de las propiedades fisico-químicas de las partículas ni del régimen de reactivos. H. Plate y H. Schulze [4], en 1991, describen los siguientes mecanismos del proceso de flotación (Figura 11): por intercepción (a), sedimentación por factores de gravitación-inercia (b ), precipitación en el área turbulenta bajo las burbujas ascendentes ( c ), mecanismos de difusión turbulentos (d).
a
*
ºº
q,
=const
,
11 1
9�
��<
� 1 11 I
I I
I /
b
1 1
1 1 1 \ 1
\
37
e
1
1 1
* 1
cp
=const,
II
I
.,.
1
1 1
-n
, \ I W.'� r-- :1
\ '1 ' \\ 1
\ ,,, . 1
\
-·
\ 1 \\ \ 1 \
\ \ ': .,,,
\ \'
\ l
,:
1 1 1 1
d
1 1 I 1 1
:r
· 1 1� 1
\ \ 1 1
\Q\ \1 \ \
Figura 11 Representación esquemática de los mecanismos de unión en la
flotación [ 4]
Se debe resaltar que, en la mayoría de los trabajos de hidrodinamismo de los
procesos elementales de flotación, la trayectoria de las partículas se incluye (bajo
una u otra hipótesis) en el campo de las velocidades. Las velocidades resultan del
flujo alrededor de una burbuja ascendente, ignorándose el componente turbulento
de la velocidad. Está claro que esta aproximación es más adecuada para columnas
de flotación neumática que para aparatos convencionales, en los que las partículas
están generalmente suspendidas en el flujo.
Conforme aumenta el tamafio de las partículas, el efecto de la fuerza de inercia se
hace significativo en la colisión burbuja-partícula. En el sistema de referencia
trayectoria. En la etapa en la que la partícula y la burbuja se mueven una contra la otra, la convexidad de la trayectoria está dirigida a la burbuja y la fuerza de inercia promueve su aproximación. Cuando una partícula se mueve alrededor de una burbuja, la fuerza de inercia es centrífuga. Su valor depende de la velocidad de la partícula en curvarse alrededor de la burbuja, cuyo giro está determinado por el grado de retardo de la superficie de la burbuja. Para una superficie de la burbuja totalmente retardada, la influencia negativa en el proceso de flotación elemental es mínima. Esta es una de las razones por las que la velocidad de flotación elemental es mínima. Conforme la partícula de la burbuja se mueven una contra la otra, el valor y la dirección de la fuerza de inercia cambia.
Así pues, el modelo de flotación bajo condiciones del flujo turbulento puede comprender la modelización bajo condiciones de quiescencia (cálculo de la trayectoria de las partículas) y el análisis de los procesos de transferencia de masa. La técnica del cálculo numérico de la intensidad de la heterocoagulación debe incluir:
- Evaluación del rango de velocidades del líquido alrededor de la burbuja.
- Cálculos de las trayectorias de las partículas para diferentes distancias iniciales al eje de ascensión de las burbujas
- Cálculo del campo de velocidades de las partículas teniendo en cuenta el componente estocástico.
- Evaluación de la probabilidad de colisión burbuja-partícula.
La inclusión de la interacción hidrodinámica de campos creada por las partículas y burbujas (son en el caso general, por muchas partículas y burbujas) hace muy complicada la investigación del proceso. El movimiento de las partículas debe considerarse en el campo creado por las burbujas ascendentes con referencia a las alteraciones causadas por la presencia de las partículas.
39
aceptada de que la probabilidad de colisión burbuja-partícula aumenta con el
tamaño de las partículas. A mayor grosor de la partícula, más significativo es el
efecto de alteración que introduce ( éste es similar al flujo alrededor de la burbuja).
Conforme se incrementa el tamaño de las partículas, al principio crece la
eficiencia en la captura como resultado del aumento de la fuer�a de inercia y el
efecto de intercepción. Con un posterior incremento del tamaño de las pártículas,
su campo hidrodinámico comienza a tener un mayor efecto del proceso de
colisión. Para un incremento del ratio diámetro de partícula y diámetro de burbuja
(dpldb), de valores muy pequeños (dp<<db) a muy grandes (dp>>db), la probabilidad de colisión aumenta al principio, luego decrece.
En el proceso de contacto de la partícula con la superficie de la burbuja, la película del líquido se hace más delgada y se rompe. Se forma un· perímetro trifásico de contacto ( estrictamente hablando, en un estado estacionario, una fina película del líquido condensado puede quedar en la superficie de la partícula estando sólo su grosor determinado por la presión mínima de desconexión en la isoterma).
La aproximación general a la evalua,ción de la unión de las partículas implica la aceptación de la relación entre las superficies burbuja-partícula en el tiempo de contacto te y en el tiempo de inducción 1:. La probabilidad de unión de la partícula a la burbuja es igual a 1 cuando te > 1:, y a O cuando el signo es opuesto.
Dependiendo del tamaño y de la velocidad relativa de partícula y burbuja, son
posibles dos métodos de unión diferentes. Para partículas gruesas, o en un
mezclado intensivo, la unión se da cuando una partícula colisiona con la
superficie de la burbuja. Para las partículas finas es común la unión durante el
proceso de deslizamiento.
Los cambios en el tamaño de las burbujas influyen en la selectividad de la
tiempo de inducción (t) y un tiempo de contacto (te), conforme aumenta el diámetro de la partícula ( dp ).
El tiempo de inducción comprende el tiempo de reducción de la película del líquido y de la formación de un perímetro húmedo trifásico, y el período de su propagación hasta alcanzar el valor de equilibrio.
Se consideran tres partes en la trayectoria de una partícula: en la primera parte las fuerzas de inercia tienen un efecto predominante, en la segunda parte, este efecto lo tienen las fuerzas de viscosidad y gravedad, y en la tercera parte de la trayectoria de la partícula está determinada por el campo hidrodinámico de la burbuja. Conforme decrece la velocidad relativa, la probabilidad de unión de las partículas cambia de manera complicada. Por un lado, en condiciones estáticas se muestra que el tiempo de inducción se reduce al aumentar la fuerza de presión de la partícula contra la burbuja ( en el proceso de flotación es el efecto de la inercia, de la fuerza centrífuga o de la gravedad. Conforme decrece el tamaño de la partícula y su velocidad relativa, la energía final se reduce en el momento de la colisión; consecuentemente, disminuye la posibilidad de rebote, y aumenta la probabilidad de unión en impactos repetidos. Por lo tanto, en la reducción de la intensidad de mezclado y de la potencia del campo de esfuerzo, se optimiza el conjunto de la estructura de los flujos; igualmente se mejoran las condiciones de los parámetros de los subprocesos de flotación, lo que demuestra que existen buenas perspectivas para las columnas de flotación.
La selectividad de la flotación viene determinada no sólo por la intensidad del proceso de colección sino también por la probabilidad de separación de las partículas de la burbuja antes de la recuperación del agregado en la espuma.
41
eléctricas), estructurales, adsorcionales y esféricas pertenecen al primer grupo.
Las fuerzas hidrodinámicas resultan de la presencia de micro-remolinos cerca de
la superficie de las burbujas. El aumento de la velocidad del gas provoca un
incremento de la tensión de corte y una mayor probabilidad de destrucción del
agregado burbuja/partícula.
La ley del concentrado de flotación se reduce considerablemente como resultado
de la captura hidráulica no selectiva de partículas finas en la espuma. Este proceso
aún no ha sido estudiado en detalle. La mayoría de los investigadores consideran
que la recuperación por la captura es proporcional a la recuperación de agua en el
concentrado.
En una transferencia desde el impulsor a la columna de flotación, pueden darse
cambios en el mecanismo de contacto partícula-burbuja ( desde el impacto al
deslizamiento), en la naturaleza de la deformación de la superficie, en la dinámica
de adelgazamiento de la película y en el tiempo de inducción. Al mismo tiempo,
la brusca reducción de la disipación de energía específica en aparatos sin rotor
produce un descenso en la probabilidad de despegue de las partículas gruesas de
las burbujas.
En una columna de flotación se dan procesos simultáneos de unión y separación
de partículas y burbujas, captura hidráulica, transporte de partículas a la espuma y
drenaje de la misma. La constante cinética general de una columna de flotación
( calculada como el valor inverso del tiempo medio requerido para la recuperación
de partículas para concentrarse en un proceso de relavado múltiple de las
descargas de la columna) está conectada con la velocidad de cada uno de los
subprocesos. El problema de establecer esta relación es resolverla para un aparato
con condiciones de flujo tapón, en el caso en el que todos los subprocesos sean
Los cambios en el comportamiento de la flotación de las partículas en diferentes celdas, para los mismos valores de los parámetros físico -químico, vienen determinados por las diferencias en la aireación y en el hidrodinamismo. Al mismo tiempo, la característica de la intensidad de las colisiones burbuja-partícula en la celda, depende de la distribución granulométrica de las partículas. Otras características del material no son significativas en el estado de colisión burbuja partícula; por tanto, el tamaño de las partículas debe ser elegido de entre el conjunto de propiedades que determinan la flotabilidad del material.
3.2.3 Elementos principales de los aparatos de columna
Requieren una especial atención las características de diseño de la unidad de alimentación y su distribución a través de la sección de la columna. Un aparato que combina la contracorriente con un acondicionamiento previo de las partículas del mineral fue desarrollado en el Instituto Gintsvetmet en Rusia. Las partículas se activan mediante aire disuelto, liberado en la introducción de la pulpa a través del eductor. Una cámara cilíndrica de mezclado de inyectores, está localizada en el interior de la columna. La pulpa y el aire son introducidos en la celda tangencialmente. La celda está provista de un armazón en la zona de introducción de la pulpa. En la cámara de mezcla se establece el flujo en forma de vértice ascendente de pulpa aireada. Al combinarse este con un gran incremento en la sección de la columna a la salida del cilindro, se produce la separación de partículas gruesas.
43
el aparato tipo impulsor FMZ2 para un incremento idéntico de la ley del
concentrado.
Las mejoras de los resultados del proceso se explican por la mejor flotación de las
partículas finas y gruesas. Para efectuar la clasificación �el material de
alimentación y su distribución uniforme en fracciones, según su tamaño a
diferentes alturas de la columna, se propuso realizar el sistema de alimentación
con una serie de tubos montados coaxialmente estando situadas sus secciones
superiores en un cilindro herméticamente cerrado, con una portilla tangencial para
la entrada de la alimentación ( aparato ciclónico) y las secciones inferiores quedan
situadas a diferentes niveles a lo largo de la altura de la columna.
Unidad de
alimentación
�
___ �limentación
de aire --- · �
[
-_Unidad de
_ �
�_alimentación
,.._
-j - n. de aire r f Jt ·",e:,: 1 f
r..� iii 1��
N·Bl
:-,'---6�
.... ConcentradoAlimentación
,�,,..,_---�
�--1 . • .
:· · ·: Unidad de �
l
, ··o'ff
alimentación ·de aire
t ¡ (;)
Colas
a b
Unidad de alimentación de aire
Figura 12 Columnas de flotación desarrolladas en los Institutos de
Ginstsvetmet (a) IMR (b) y Gosgorchimproject (c)
Aaua ��uu
Colas
La separación del material en función de su tamaño se realiza en un campo centrifugo creado por entrada tangencial de la alimentación. El material separado según su tamaño pasa a través de los tubos montados coaxialmente y entra a diferentes alturas de la columna (las partículas gruesas más próximas a la capa de espuma) lo que incrementa el porcentaje de flotación de las partículas gruesas. Bajo los tubos de alimentación se sitúan deflectores con difusores adicionales montados bajo ellos, que reducen la energía cinética de la corriente. El trabajo de desarrollo e introducción de los diseños de Gosgorchimproject (Rusia) se llevó a cabo para las plantas de beneficio de minerales industriales. Se probaron plantas de demostración en la Minino and Chemical Enterprice, cerca de Moscú y en Uralkaly Enterprice para las siguientes operaciones: flotación de desbaste y relevado para lamas y flotación de desbaste para silvinita gruesa y fina. La alimentación de pulpa se realiza mediante el distribuidor de alimentación situado en la parte mas ancha de la columna. El sistema de distribución de la pulpa está diseñada en forma de cono con una base cóncava girada arriba y abajo montada bajo el tubo. La espuma se libera a través de un tubo telescópico cuyo diámetro de salida está próximo al diámetro interior de la columna. El diámetro y la altura del aparato son respectivamente 0.415 y 4.35 m y su capacidad es de 0.58 m. La capacidad máxima del aparato en tratamiento de fosfatos de 0.00-0.18 mm era de 5 t/h. Pruebas realizadas en plantas de potasa nos muestran que la columna permite la producción de concentrados limpios, con una recuperación suficientemente alta del componente valioso.
45
caja de alimentación, mientras la masa de pulpa entra en la celda de flotación a través de las aberturas.
Concentrado
Mezcla de aire-agua
Alimentación
Colas
Unidad de alimentación de aire
Tubo Venturi
·A la cámara �t:t;":ii[l:::J�<I::·J8l:-::2· - de aireación
Compresor
Concentrado,
Mezcla de
aire-agua
1� �
1 . ·' ... .
b .,, � �� ,:· •. :::.::.: :;_: ::�r • ,
-l, : : __
e_
--.E,
Colas
Unidad de alimentación - de aire
Agua
Figura 13 Columnas de flotación Flotaire y unidad de aireación
de diámetro con la distancia entre ellos de alrededor de 150 mm. Las aberturas se realizan a través de la superficie del plato. Las columnas Flotaire se fabrican en un rango de diámetros de 0.2 a 3.7 m y con alturas de 3.5 a 15 m. Se aspira el aire mediante una solución de espumante presurizada y la mezcla aire-agua se introduce en la unidad de alimentación. Se usan tubos venturi como difusores de aire.
47
Otra opción propuesta para la columna Flotaire consistía en tubos verticales
abie�os por abajo y con ranuras laterales actuando como difusores, reemplazando así los inyectores. L� tuberías se sitúan sobre la abertura de los platos perforados
que separan la celda de flotación y la cámara de aire-agua. La parte superior de las tuberías lleva unos discos hendidos con ranuras situadas encima de la tubería de
salida del líquido aireado. La parte inferior de las tuberías se sitúan en la cámara
aire-agua, sonde se inyectan aire-agua a presiones superiores a 150 kPa.
En la cámara de aire-agua se mantienen la presión necesaria y el nivel del agua. El agua entra en las tuberías a través de la abertura inferior y después a través de unas ranuras laterales sumergidas en el agua. El aire entra desde la campana de aire a través de las ranuras laterales, para mezclarse con el agua en las tuberías. El resultado final es una mezcla aire-agua finamente dispersada que rebosa por surtidores situados radial y horizontalmente bajo los discos seccionados.
También existe una modificación de los aparatos Flotaire en la que tanto el agua como los reactivos necesarios se inyectan mediante un surtidor de aire comprimido esto permite la reducción en el consumo de energía para crear la presión optima del agua, incrementando la liberación del gas de la mezcla aire agua y reduciendo la dilución de la pulpa con agua para el proceso de flotación. Esto último es muy importante para bajas densidades de pulpa por ejemplo en la flotación de sulfuros. La baja proporción de agua en los eductores de las columnas grandes proviene del hecho de que tanto el espumante como el agua son introducidos por un surtidor de aire comprimido, mientras que en una columna de pequeño diámetro se inyectan los reactivos y el aire mediante agua. Esto es importante para una reducción considerable del consumo de energía específico por unidad de volumen de celda en una aparato grande. La reducción de la
. proporción de agua en el eductor elimina la necesidad de su reciclado desde la
Los resultados de la investigación muestran que los datos de este proceso pueden
ser mejorados optimizando la aireación. Además de la aireación por la mezcla de
aire-agua del aparato Flotaire, el aire también puede ser difundido a través de
tubos perforados, cubiertos por un material poroso situados en la zona media de la
columna. Los volúmenes de aire suministrados a través de inyectores y de
difusores reumáticos son equivalentes.
La operatividad de la columna depende en gran parte del diseño de la unidad de
descarga de hundidos o colas. Las más ampliamente utilizadas son compuertas y
dispositivos de válvulas, combinados generalmente con diferentes sistemas de
control de nivel de pulpa en la celda.
En un determinado número de casos se realiza la descarga combinada de los
hundidos: el material grueso se descarga a través de una válvula situada en la
parte inferior de la celda y la corriente principal de la pulpa sale del aparato via
una compuerta.
A continuación se detallará sobre los difusores, otro elemento principal en la
flotación utilizando las columnas.
El difusor es el "corazón" de la celda de flotación. Tanto los parámetros
tecnológicos y económicos, como la vida y el coste operacional del aparato,
dependen principalmente del diseño de esta unidad.
La técnica más común de difusión es la inyección de aire a presión a través de
tubos y placas perforadas. Estos difusores se usaron en una de las primeras
máquinas de flotación por espuma conocidas, la Callow.
En muchas columnas de flotación se usan difusores con filtros de tela. Las
ventajas de estos difusores son su bajo coste y la reutilización del filtro mediante




![Figura 11 Representación esquemática de los mecanismos de unión en la flotación [ 4]](https://thumb-us.123doks.com/thumbv2/123dok_es/5703584.742325/37.866.158.741.174.727/figura-representación-esquemática-mecanismos-unión-flotación.webp)

