FABRICACIÓN E INSTALACIÓN DE UN TANQUE
ESPESADOR DE 8,00 m DE DIÁMETRO X 3,00 m DE ALTURA
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO MECÁNICO
JUAN DAVID MORALES HUANCA
PROMOCION2001-II
LIMA
-
PERU
INTRODUCCION ... 3
1.1
ANTECEDENTES
...
.
...
.
...
.
...
..
...
.
..
3
1.2
OBJETIVOS
...
.
...
5
1.2.1
Objetivo general
...
.
...
5
1.2.2
Objetivo específico
...
.
...
5
1.3
JUSTIFICACIÓN
...
.
...
.
...
.
..
.
...
.
...
.
...
.
.
.
....
. 5
CAPIT.ULO 11 ...
.
...
..
.
...
.
..
.
....
6
PLANTA PROCESADORA DE MINERAL ...
.
...
.
.. 6
2
.
1
CONCENTRACIÓN O PROCESAMIENTO METALÚRGICO ... 6
2.2
PLANTA CONCENTRADORA CERRO LINDO
...
.
...
.
...
.
.
11
2
.
2
.
1
2
.
2.2
2.2.3
Mina ...
.
...
.
...
..
...
.
...
.
... 11
Planta de Procesos ... : ... 12
La disposición de relaves .
...
.
...
.
...
.
...
.
.
.
.
.
...
..
..
...
.
.
13
2.2.4
Diagrama de flujo de la Planta Procesadora de Cerro Lindo ... 16
2.3
ESPESAMIENTO - ESPESADO RES ... 17
2 .3 . 1
Espesado res
...
.
...
.
..
.
.
1 8
2.4
SOLDADURA ... 23
2.4.1
Concepto .
..
...
.
..
.
...
.
...
..
. 23
2.4.2
Soldadura en metales - clasificación
...
.
...
...
...
...
....
24
2.4.3
Soldadura por arco eléctrico
...
.
...
..
...
.
...
.
.
.
...
.. 26
2.4.4
Soldadura térmica en tuberías de polietileno de alta densidad (HDPE)
...
30
CAPITULO l11 ... 45
FABRICACION DE TANQUE ESPESADOR DE RELAVE ... 45
3
.1
COMPONENTES y MATERIALES ... 45
3 .2
FABRICACIÓN DE TANQUE ESPESADOR ... 48
3.3
SOLDADURA
...
.
...
.
...
.
...
.
.
.
52
3.3.1
Tipo de soldadura
...
.
...
.
..
.
...
.
...
.
...
.
...
..
.
.
.
.. 52
3 .3 .2
Material de aporte. Selección
...
.
....
.
...
.
...
..
...
...
5
3
3.3.3
Procedimiento para calificación de soldadura
... 53
CAPITULO IV ... 56
MONTAJE DE TANQUE ESPESADOR Y SISTEMAS AUXILIARES ... 56
4.1
PLAN DE ASEGURAMIENTO DE LA CALIDAD ... 56
4.2
CONTROL DIMENSIONAL ... 57
4.2.1
Equipos de Control Dimensional - Certificaciones ... 57
4.2.2
Control Dimensional ... 57
4.3
INSTALACIÓN DE EQUIPOS ... 57
4.3.1
Instalación de tanque espesador y equipos ... 57
4.3.2
Instalación de Sistemas auxiliares ... 59
CAPITULO V ... 61
PROCOLO DE PRUEBAS ... 61
5 .1
PROTOCOLO DE SOLDADURA ... 61
5 .1. 1
Protocolo de Ensayo por Tintes penetrantes ... 61
5 .1.2
Ensayo radiográfico (Rayos X) ... 65
5.2
PROTOCOLO DE PRUEBA DE ESTANQUEIDAD DE TANQUE ... 67
5.3
PROTOCOLO DE LUBRICANTES ... 68
5.4 TUBERÍAS HDPE
... 68
5.5
PROTOCOLO DE TORQUEO DE PERNOS ... 70
CAPITULO VI ... 73
COSTOS ... 73
6.1
EQUIPOS: ESPESADOR, BOMBAS UNDERFLOW, BOMBAS DE
RECIRCULACIÓN Y CAJÓN DE DISTRIBUCIÓN ... 74
6.2
OBRAS CIVILES ... 75
6.3
ALQUILER DE EQUlPOS ... 75
6.4
ESTRUCTURAS METÁLICAS ... 76
6.5
TUBERÍAS ... 76
6.6
ELECTRICIDAD: LISTA DE CANTIDADES Y ACCESORIOS ... 77
6.7
INSTRUMENTACIÓN: LISTA DE CANTIDADES Y ACCESORIOS ... 78
CONCLUSIONES ... 79
RECOMENDACIONES ... 80
BIBLIOGRAFIA ... 81
PLAN OS ... 83
En el proc.eso de separación de mineral se tiene procesos definidos desde su
remoción de estado natural hasta concentrado. Los procesos son: chancado,
molienda, flotación y filtrado. Para cumplir con estos procesos se usan equipos como
c
h
ane.adora
s
,
molinos, celdas de flotación, espesadores, filtros, etc.Para el
funcionamiento adecuado de cada proceso se necesita equipos y materiales diversos,
los cuales cumplan su función. Uno de estos equipos son los Tanques Espesadores.
Este informe muestratodos los procesos de "Fabricación yMontaje de un Tanque
Espesador de 8,00 m de diámetro x 3,00 m de altura".
En el capítulo 1, Introducción del informe, trata los antecedentes, objetivos y
justificación del trabajo de experiencia.
En el capítulo 2 se describe la Planta de Procesamiento de mineral, concentración o
proceso metalúrgico. Di
agrama de flujo de una Planta de procesos. Planta
Concentradora de Cerro Lindo. Disposición de Relaves. Espesamiento
Se continúa con el capítulo 3, Fabricación del Tanque Espesador. Soldadura.
Procedimientos, normas y selección de soldadores.
En el capítulo 4 se informa sobre el montaje del Espesador, sistemas auxiliares,
control dimensional y tolerancias.
Protocolos de fabricación, montaje de Espesador y sistemas auxiliares, pruebas en
campo de acuerdo a normas establecidas por el cliente, son tratados en el capítulo 5.
El capítulo 6 trata de los costos por concepto de fabricación, montaje del Espesador y
pruebas respectivas.
Finaliza el informe con las Conclusiones, Recomendaciones, Bibliografía, Planos y
Apéndice.
Agradezco a la Empresa VyP ICE SAC quien me dio la oportunidad de realizar el
Proyecto que estoy informando, a la par de la experiencia que he adquirido en esta
CAPITULOI
INTRODUCCIÓN
En la industria, y sobre todo minería, para la realización y finalización de un
proyecto se necesita un control y una garantía de haberse realizado los trabajos con
todas las normativas de ingeniería y conocimientos vigentes.
1.1
ANTECEDENTES
La Cia. Minera Milpo S.A.A. solicita el serv1c10 de "MONTAJE DE
ESPESADOR EN PLANTA DE PASTA" mediante Licitación con fecha 03 de
diciembre del 2008. Las empresas participantes fueron:
Abengoa S.A.
CemproTech S.A.
VyP ICE S.A.C.
El proyecto fue otorgado a la Empresa VyP ICE SAC el 06 de febrero del 2009
El proyecto se inició desde el 20 de febrero del 2009 con 48 días calendario para la
ejecución del mismo.
La empresa Outotec (Perú) S.A. provee el equipo Espesador, las especificaciones
para la instalación y montaje (planos), tolerancias, recomendaciones de
construcció�diagramas eléctricos e instrumentación para realizarlos en campo.
Los alcances para el Proyecto licitado es el Montaje Electromecánico de Espesador.
Incluye sistemas auxiliares (bombas underflow, tuberías de alimentación y descarga
de relave clasificado y rebose de agua recuperada, válvulas).
El proyecto licitado no incluye estudio de ingeniería o diseño; la Cia. Minera Milpo
S.A.A. entrega planos de ingeniería básica e ingeniería de detalle para la ejecución
del proyecto. Para las modificaciones de ingeniería se utilizan formatos establecidos:
RFI (Requestforinformátion) para solicitud de información y SCI (Solicitud de
cambio de Ingeniería) para modificaciones de diseño de ingeniería en campo.
La empresa VyP ICE SAC tiene en el rubro minero nueve años de experiencia, en las
que ha instalado diversidad de equipos desde chancadoras hasta espesadores
utilizados en el proceso minero.
En mi experiencia, es el primer tanque espesador que he fabricado, instalado y
1.2
OBJETIVOS
1.2.1
Objetivo general
El objetivo es fabricar el Espesador para Relaves y realizar el
Montaje conjuntamente con los sistemas mecánicos auxiliares.
1.2.2
Objetivo específico
Encargar a la Empresa Outotec (Perú) S.A. la habilitación del
material requerido para fabricar el tanque.
Establecer el procedimiento para soldar el tanque y calificación de
soldadores, de acuerdo a la norma ASME Section VIII.
Realizar el Control de Calidad a la soldadura y a los sistemas auxiliares,
realizar el montaje del tanque espesador, instalar los sistemas auxiliares,
llevar a cabo los Protocolos de Pruebas
1.3
JUSTIFICACIÓN
El trabajo se realizó por la adjudicación de la licitación "MONTAJE DE
ESPESADOR DE PASTA
-
UM CERRO LINDO" el cuál se celebró el 1 O de
febrero del 2010.
Como toda planta industrial, se necesita tener todo el proceso claramente
establecido con los equipos y herramientas para cumplir con su función de manera
efectiva.
2.1
CONCENTRACIÓN O PROCESAMIENTO METALÚRGICO
El mineral que se extrae de mina generalmente no se puede comercializar
por lo que hay que someterlo a un tratamiento para elevar su ley (porcentaje de
contenido metálico) para hacer posible su venta, o prepararlo para el proceso
posterior de fundición y refinación.
La concentración depende también del tipo de mineral o minerales que se encuentran
presentes, por lo que existen varios métodos para su realización.
Se denomina proceso metalúrgico al conjunto de procesos fisicos, químicos y/o
agregado de minerales y/o para purificar, fundir o refinar metales; comprende las
siguientes etapas:
Preparación mecánica, proceso por el cual se reduce de tamaño, se clasifica
y/o lava en mineral.
Metalurgia, conjunto de procesos físicos, químicos y/o fisicoquímicos que
se realizan para concentrar y/o extraer las sustancias valiosas de los
minerales.
Refinación, proceso para purificar los metales de los productos obtenidos de
los procedimientos metalúrgicos anteriores.
•
Concentración:
Es un proceso de enriquecimiento de al
gunos minerales
(sulfuros de cobre, plomo o zinc con contenidos de oro y plata), en el cual el
mineral es separado debido a procesos de reducción de tamaño ( chancado y
molienda), concentrando por un lado las partes de contenido útil, en tanto
que el material ·sin valor (relave) es descartado. El objetivo es producir un
material concentrado enriquecido de tonelaje reducido, con lo cual se ahorra
el costo de transporte a la planta metalúrgica y se reduce el costo de
tratamiento de esta. Los procesos que integran la concentración son los de
recepción de materiales, chancado, molienda, flotación y secado de
concentrados.
concentrados de plata/oro cuando las características del mineral así lo
permiten.
Cuando el producto final del proceso de concentración se obtienen uno o
más tipos de concentrados, los mismos que por sus características, toman la
denominación del metal que predomina.
Los procesos implicados habitualmente (hay otras variantes) en la
concentración son los siguientes:
RECEPCIÓN DE
CHANCADO
MOLIENDA
FLOTACIÓN
ESPESAMIENTO Y
FILTRADO
MINERAL
DISPOSICIÓN DE
RELAVES
Fig. N
º2.1 Secciones de la Planta de Procesos de Mineral
Fuente: B.A. Wills, Procesamiento de minerales, 1990
Recepción de mineral:el
mineral extraído de la mina es recibido en una
cancha o patio, acondicionados para la clasificación del mineral, que luego
pasa al proceso de chancado y los bloques de mineral demasiados grandes,
chancadora primaria. En este proceso se utilizan perforadoras, cargadores y
otros equipos necesarios con sus respectivos operadores.
Chancado:el
mineral clasificado es llevado a la chancadora pnmana en
donde se produce el primer proceso de chancado reduciendo el tamaño del
mineral a dimensiones determinadas, de allí pasa a la chancadora secundaria
en donde el mineral se reduce a diámetros menores, pasando
inmediatamente a la chancadora terciaria, en donde el mineral chancado,
queda reducido y listo para pasar al proceso de molienda.
Molienda:en
este proceso el mineral chancado mezclado con agua es
procesado en recipientes cilíndricos denominados molinos de bolas y/o
barras; convertido en polvo, pasa a la clasificadora, en donde la mezcla que
tiene consistencia muy fina también denominada finos, ingresan a las celdas
de flotación, a su vez los gruesos retornan al molino para ser nuevamente
molidos.
Fig. N
º2.2Molino de bolas 14'x23'
Flotación:el
mineral molido, mezclado con agua, cal y reactivos, mediante
un sistema de bombeo por tubos, pasa de la clasificadora a las celdas de
flotación. En estas celdas un agitador de paletas revuelve la pulpa, a la vez
que una corriente de aire que sale de la parte inferior de la celda, forma una
especie de burbujas que sale a la superficie llevando consigo partículas de
sulfuros de mineral, formando una espuma o nata que rebasa las celdas de
flotación, la que es recogida para ser espesada o sedimentada y filtrada para
obtener el concentrado final. Cuando se procesan dos o más tipos de
concentrados, el proceso de flotación pasa por tantos procesos como tipos
de concentrados se deseen obtener.
Fig. N
º2.3 Área de flotación
Fuente: COMPAÑÍA MINERA MILPO S.A.A., Unidad Cerro Lindo
Desagüe, disposición de relaves y recuperación de agua:el
material que se
descarta de las celdas de flotación se denomina relave y esto se conduce
según sea el caso a la planta de recuperación de agua o directamente a
lugares de almacenamiento acondicionados especialmente para tal fin.
Cuando la planta de concentración está ubicada en lugares donde hay
escasez de agua, suele haber una planta de recuperación de agua.
Disposición de relaves:los
desechos (relaves), tanto del proceso de flotación
como de la planta de recuperación de agua, son trasladados a canchas de
relaves en donde se almacenan bajo condiciones establecidas de acuerdo
con las disposiciones sobre el control ambiental.
2.2
PLANTA CONCENTRADORA CERRO LINDO
2.2.1
Mina
de la mina ingresaran 500000 pies cúbicos de aire fresco por minuto, por
chimeneas de ventilación, rampas y niveles de acceso para el personal y la
flota de equipos.
El mineral es transportado dentro de la mina en camiones de 3 5 toneladas
que descargan en la estación de chancado primario. Luego es llevado,
mediante fajas transportadoras, hasta el stock pile, desde donde pasa por las
etapas de chancado secundario, terciario, molienda y remolienda, para llegar
al circuito de flotación donde se obtienen concentrados de zinc, plomo y
cobre.
2.2.2
Planta de Procesos
La planta de procesos fue diseñada para el tratamiento de 5000
toneladas diarias de concentrado de zinc, cobre y plomo mediante flotación
convencional.Comprende el stock pile, el área de chancado secundario, la
planta de flotacíón, el sistema de reactivos, el sistema de espesamiento y las
instalaciones para la disposición de los relaves. Los componentes del
sistemade tratamiento son los siguientes:
Molienda:
se inicia en una chancadora de mandíbula primaria
subterránea, que produce material menor que 90 milímetros. Desde
ahí, el mineral es transportadomediante fajas, en una altura de 300
metros, hasta el edificio de chancado secundario y terciario. Este
edificio, que ha sido dotado de un puente grúa, con contiene dos
chancadoras de cono, una secundaria y otra terciaria, con sus
2.2.3
mediante fajas hasta un molino de bolas marca Marcy, de 14'x 23'.El
producto final tiene P80 de 5 5 mm.
Flotación:Se
sigue un proceso secuencial de obtención de cobre,
plomo y zinc. El circuito de cobre usa metabisulfito de sodio como
decantador, junto con thionocarbamato como colector. El plomo se
recupera usando cal, sulfato de zinc y cianuro de sodio como
decantadores, y potasio amilo xantato como colector. El zinc se
recupera con sulfato de cobre como activador, cal como decantador y
xantatoisobutílico de sodio como colector. Todos los circuitos de
flotación constan de secciones de acondicionador, espesador,
limpiador yrelimpiador.
Espesador, filtración y relleno en pasta:Se
utilizan espesadores
convencionales, seguidos por filtración a presión mediante filtros de
discos para los concentrados, y filtros de banda para los relaves, que
se depositan filtrados en la presa de relaves o como relleno en pasta en
la mina, después de añadírseles cemento.
La disposición de relaves
A fin de mitigar los impactos sociales y medioambientales del
proyecto, los relaves obtenidos del proceso de flotación se aglomeran en un
espesador de relaves y se bombea el 45% hasta una planta de filtro de
bandas para reducir su contenido de humedad hasta 12% en peso (Planta de
Relave). Luego son transportados a dos plataformas, donde, expuestos a la
utilizan como relleno en pasta para la mina subterránea (procesado en una
Planta de Relleno en Pasta), mientras que el resto se deposita en una presa
ubicada en la quebrada Pahuaypite, la cual ha sido revestida con una
membrana bituminosa y una cortina de grout para impermeabilizarla. La
presa tiene, además, una zona de transición y una zona de filtro como
mecanismos adicionales para prevenir la migración de relaves.
'..!'-. • ,
-:t ..
,,
.;,�
�
·
.
.. � ... <...::. .... .: ......,:- _.. .
Fig. N
º2.4 Planta de Relave
..-.. .,,., .
.,.
Fuente: COMPAÑiA MlNERA MILPO S.A.A., Unidad Cerro Lindo
Fig. N
º2.5 Planta de Relleno en Pasta
La ventaja de esta forma de tratar el relave es que no existen riesgos de
derrames ni de contaminación por huaicos, lluvias, desbordes o fallas. Por
otra parte, al usarse como relleno en pasta dentro de la mina, se asegura la
estabilidad de la montañ.a y disminuyen los riesgos potenciales de
derrumbes.
Una ventaja adicional es que, para hacer las labores de cierre, normalmente
es necesario esperar a que termine la explotación de la mina. Pero en este
caso, al disponer los relaves secos en forma de andenes, estos se pueden ir
cerrando a medida que se llenan, lo que evita el riesgo de pasivos
ambientales en el caso de un cierre anticipado de la mina.
Fíg. N
º2.6 Cancha de relave
2.2.4
Diagrama de flujo de la Planta Procesadora de Cerro Lindo
-
!
.�:
-
.
�
,
,
..L
u
·
.
1
r
.\
' :.
-
j
i
�
1' • 1
1 - r 1
-�
.
� � ·- - -'-_ _,
-
,
r
t
o
-o e:
:.J l.
!:
o..,
u -o� e:
!
j . \
-- - 1
j . ¡'
::::)
-<
CI')
'
. .
• 1
t
¡¡_1
"5' o
e¡: c.. -l
(l.) �
-o ro �
E
z....
�-�
o
-<
;�2.3
ESPESAMIENTO - ESPESADORES
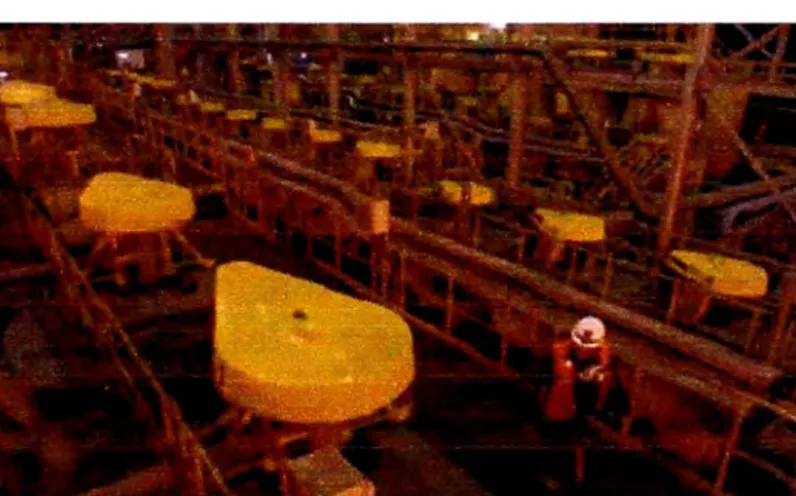
Fig. N
º2.8 Vista de un Espesador de 22 m de diámetro
Fuente: COMPAÑÍA MINERA MILPO S.AA, Unidad Cerro Lindo2.3.1
Espesado res
Un Espesador es un aparato de separación continua de sólido
liquido, en el que los sólidos en suspensión se dejan decantar, produciendo
un rebose de agua clarificada y un lodo concentrado en la descarga.
En un Espesador, el grupo motriz se encuentra instalado en el centro de la
pasarela y mediante acoplamiento rígido, acciona el eje central en cuya
parte inferior se hallan sujetos los brazos rascadores. El barrido y transporte
de los fangos decantados hacia el centro se realiza con unas rasquetas del
tipo espina de pez.
El espesador realiza dos funciones: Decantar y espesar los lodos a fin de
conseguir la mayor concentración posible y, por tanto, el menor volumen
posible de lodos a gestionar. Obtener un líquido sobrenadante libre de
sólidos.
Según si el propósito principal es el espesamiento o la clarificación, se
orientará el proceso para acentuar ya sea el contenido de sólidos del
underflow o la claridad del overflow.
La pulpa se alimenta en el centro por un pozo de alimentación, colocado
hasta 1 m abajo de la superficie para causar la menor perturbación posible.
El líquido clarificado derrama por un canal periférico, mientras que los
sólidos que se asientan sobre el fondo del tanque se extienden como pulpas
espesas a través de una salida central.
El interior del tanque tiene 1 ó más brazos giratorios radiales, desde cada
uno de ellos está suspendida una serie de aspas acondicionadas para
arrastrar los sólidos asentados hacia el cono de descarga y mantienen la
fluidez del material decantado en el fondo.
Durante el funcionamiento se distinguen 4 zonas (Fig. N
º2.9)
ZONA D O DE COMPRESIÓN, EN LA QUE LOS SOLIDOS ELIMINAN PARTE DEL AGUA
POS COMPRESIÓN
CAW-L -\ SOLi-.EBOSALLÓ R LIMPlil.A
l
REBOSE.
� ' �
.
-
-
_,,_
'
::::4ltAL \L-
-;.�-;-;
�
��
-;
-;-;�;;
1--11--r+--===-!'�
[UCARGA DE PL LPA
3ECCIOf.l 0:
º"
[.;PESAOOR ::::orm , LOPO 51CIÓ•I DE -1 Z:::JN.t..S DE LA St)l.U ü)lt OE PlJ LP �
I
I
Io
�::11r �. .ZOl'lft. DE ZLf\lUlflCJI.C IÓ PIJ.lli>.t';. DE ESF'ESAM ':ff"O61
Ll.6'j ic.ti� 0,:�
i'IIIA l>r·
-
SE�
m.t: • l Aht. Olt · ·� � �
.z
o
A UITERMEllllti.�yj
�
.
!!; POtP, :ff COPJPEBIÓNFig. Nº 2. lOZonas de un Espesador
Fuente: B.A. Wills, Procesamiento de minerales, 1990
•
Estructura de un Espesador
fa�JO FLU�O
Cilindro de alimentación: Sirve para orientar la dirección del chorro
de pulpa de entrada, disminuir su energía cinética, e introducir el
material a una profundidad adecuada (Fig. N
º2.11 ).
Tanque: Puede ser de acero, madera o de concreto y estar en forma
elevada encima del nivel del suelo o alternativamente sobre el nivel
del mismo, con su respectivo fondo inclinado, que facilita la remoción
rebalse para recibir el agua clarificada y el túnel de acceso para
control y mantenimiento de las tuberías y accesorios underflow.La
función primordial del tanque es proporcionar el tiempo de retención
para el espesamiento y clarificación de la pulpa ingre
s
ante
.
Brazos de rastrillo: Se mueven sobre el fondo inclinado del espesador
y cumplen las siguientes fun
_
cione
s
:
1.
Conducen los sólidos sedimentados hacia el cono de descarga.
2.
Mantienen la fluidez en el material decantado en el fondo, para
asegurar su remoción hidráulica e impedir que se "cemente".
3.
Incrementa el contenido de sólidos, creando canales en la cama de
sólidos por donde se escapa el agua en la zona de compresión.
Paletas o "scrapers": Normalmente en brazos distintos a los de
rastrillos ubicados en ángulos de 90
ºcon respecto a aquellos que
sirven para remover los sólidos en el cono central de descarga y
conducir hacia el orificio de salida.
Canal de rebose:Recoge el rebose clarificado y lo lleva a su salida
correspondiente.
Mecanismo de propulsión de los rastrillos: Provee el torque que
mueve los brazos contra la resistencia de los sólidos espesados de gran
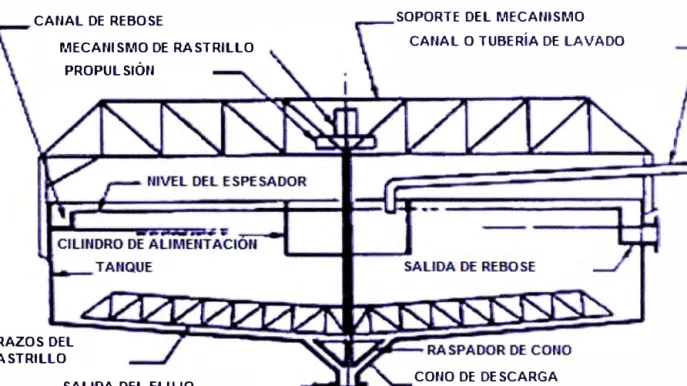
ESPESP.IDOR CANAL DE REBOSE
MECANISMO DE RASTRl1LLO
SOPORTE. DEL ME.CANl,SMO CANAL O TUBE.RÍ!A DE. LAVADO
PROPULSIÓN
BRAZOS DEL
RASTRELLO
SALJIDA DEL FLUJO CONO DE. DESCARGA
ESPESADOR CON PUEIHE Y MECANISMO DE AGITACtÓtl
Fig. N
º2.1 lElementos de un Espesador
Fuente: B.A. Wills, Procesamiento de minerales, 1990
Mecanismo de alarma automática de sobrecarga y levante de los
rastrillos:Uno de los problemas operativos más serios de los
espesadores estriba en la sobrecarga del mecanismo de rotación de los
rastrillos. Existen dispositivos de alarma visual/auditiva que advierten
contra aumentos anormales de torque y en caso de alcanzar valores
intolerables, actúan sobre mecanismos automáticos de levante de los
brazos para reducirel torque y evitar paralización de la rotación y/o
El tanque Espesador a instalar es de metal ASTM A36, soldado, por lo que
veremos a continuación la soldadura.
2.4
SOLDADURA
2.4.1
Concepto
La soldadura es un proceso de fabricación en donde se realiza la
unión de dos materiales, (generalmente metales o termoplásticos ),
usualmente logrado a través de la coalescencia (fusión), en la cual las piezas
son soldadas fundiendo ambas y pudiendo agregar un material de relleno
fundido (metal o plástico), para conseguir un baño de material fundido ( el
baño de soldadura) que, al enfriarse, se convierte en una unión fija. A veces
la presión es usada conjuntamente con el calor, o por sí misma, para
producir la soldadura. Esto está en contraste con la soldadura blanda ( en
inglés soldering) y la soldadura fuerte ( en inglés brazing), que implican el
derretimiento de un material de bajo punto de fusión entre piezas de trabajo
para formar un enlace entre ellos, sin fundir las piezas de trabajo.
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura,
incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de
caliente. Se profundizará la soldadura de metales y para polietileno de alta
densidad (HDPE en ingles).
2.4.2
Soldadura en metales - clasificación
Se pueden distinguir primeramente los siguientes tipos de
soldadura:
Soldadura heterogénea:Se
efectúa entre materiales de distinta
naturaleza, con o sin metal de aportación: o entre metales iguales,
pero con distinto metal de aportación. Puede ser blanda o fuerte.
Soldadura homogénea.
Los materiales que se sueldan y el metal de
aportación, si lohay, son de la misma naturaleza. Puede ser
oxiacetilénica, eléctrica (por arco voltaico o por resistencia), etc. Si
no hay metal de aportación, las soldaduras homogéneas se
Proc-eso.s de los met.:ile!S,
Por presió
•
,
i
'-elect� 5 .
E,n ;;rtfflÓs;f e�;.
. ineM::e Wolfr.unio e
�sfer.i
ire:rte-Puntos multiples il.r.ter;;;il,es
Fig Nº 2.12 Clasificación de los tipos de soldadura
Fuente: Kalpakjian&Schmid, Manufactura, ingeniería y tecnología, 2002
l
y··
ti ,pj
� ' u
.
..
,pj·�
lii 11 o ¡;_
....
� 11.i:11 Q.
Q. Q u -4.i Q
2.4.3
Soldadura por arco eléctrico
El procedimiento de soldadura por arco consiste en provocar la
fusión de los bordes que se desea soldar mediante el calor intenso
desarrollado por un arco eléctrico. Los bordes en fusión de las piezas y el
material fundido que se separa del electrodo se mezclaníntimamente,
formando, al enfriarse, una pieza única, resistente y homogénea.La más
común y usada es la soldadura por Arco Eléctrico Revestido (SMA W).
2.4.3.1 Soldadura por Arco Eléctrico Revestido (SMA W)
Este tipo de soldadura es uno de los procesos de unión de metales
más antiguos que existe, su inicio data de los años 90 de siglo XVIII. En la
que se utilizaba un electrodo de carbón para producir el arco eléctrico, pero
no es sino hasta 1907, cuando el fundador de ESAB Osear Kjellber
desarrolla el método de soldadura con electrodo recubierto, también
conocido como método SMA W (Shielded Metal Are Welding, denominado
asó por la A WS).
Fue el primer método aplicado con grandes resultados, no solo de orden
técnico, sino también de orden económico, ya que este proceso permitió el
desarrollo de procesos de fabricación mucho más eficaces, y que hasta hoy
en día solamente han sido superados por modernas aplicaciones, pero que
siguen basándose en el concepto básico de la soldadura al arco con
Gas de protección
proveniente del revestimiento de electrodo
Dirección
de avance ...
�,__
Núcleo del
electrodo
Fundente del electrodo
Gotas de metal
Metal
Base
Fig. N
º2.13 Diagrama esquemático del proceso de soldadura
Fuente: Kalpakjian&Schmid, Manufactura, ingeniería y tecnología, 2002
•
El
proceso:
Consiste en la utilización de un electro con un determinado
recubrimiento, según sea las características específicas, y que describiremos
brevemente enseguida. A través del mismo se hace circular un determinado
tipo de corriente eléctrica, ya sea esta de tipo alterna o directa. Se establece
un corto circuito entre el electrodo y el material base que se desea soldar o
unir, este arco eléctrico puede alcanzar temperaturas del orden de los
5500
ºC, depositándose el núcleo del electrodo fundido al material que se
está soldando, de paso se genera mediante la combustión del recubrimiento,
una atmosfera que permite la protección del proceso, esta protección se
circunscribe a evitar la penetración de humedad y posibles elementos
contaminantes. También se produce una escoria que recubre el cordón de
En la Fig. 2.14 se observa un operario de soldadura realizando el proceso.
Puede notarse que se equipo de trabajo especial, el cual describiremos
adelante.
Fig. N
º2.14 014 Metalización
Fuente: Kalpaltjian&Schmid, Manufactura, ingeniería y tecnología, 2002
•
El
equipo:
Podemos observar en la Fig. N
º2.15 que el eqmpo es
relativamente sencillo, y se compone básicamente de una fuente de poder,
porta electrodo, y cable de fuerza.
Fig. N
º2.15 Equipo de soldadura por arco eléctrico
•
El electrodo:
Para poder realizar este proceso de soldadura al arco con
electrodo recubierto, se dispone de una gran diversidad de tipos de
electrodos, cada uno de ellos se selecciona en base al material de que está
constituido su núcleo, así como por su tipo de recubrimjento y además por
el diámetro del electrodo. La AWS. (American WeldingSociety) ha
normalizado su diseño y utilización.
Para efectos de identificación se utiliza las siguientes siglas. Como podemos
ver enla Fig. N
º2.16. Esta identificación aparece en la parte superior de
cada electrodo. Comouna aclaración: diremos que la sigla de posiciones, se
refiere a la posición en la quese coloca el electro a la hora de estar
ejecutando el cordón de soldadura.
--
E
11
·
1
IH
Electrodo
_
_
\
_.,_...___,,I
Resistencia a la tensión
enksi
Posiciones
Tipo de recuf>rjmie
-
!11:o
·
y
·
comente
' ,- ¡ -=
Nivel de hidrógeñl>
_
_
---Cumple los° req�erimientos del
ensayo de absorción de humedad
•\. 1Fig. N
º2. l 6Especificación técnica del electrodo revestido
2.4.4
Soldadura térmica en tuberías de polietileno de alta
densidad(HDPE)
Los tubos de Polietileno (PE) pueden unirse por soldadura térmica.
Los sistemas de unión soldada más comúnmente utilizados son:
Electrofusión:
Al hacer pasar corriente eléctrica a baja tensión ( entre 8 y 48
V según modelo)
.
por las espuas metálicas de los accesonos
electrosoldables, se origina un calentamiento (efecto Joule) que suelda el
tubo con el accesorio. La gama va desde diámetro nominal 20 a 800 mm.
Soldadura a tope:
Esta técnica se emplea preferentemente a partir de 90
mm de diámetro y espesores de pared superiores a 3 mm. Consiste en
calentar los extremos de los tubos a unir con una placa calefactora que esté a
una temperatura de 210-225 ºC y a continuación comunicar una determinada
presión previamente tabulada. Se utiliza la soldadura a tope en tubos de PE
con DN 90 a 1600 mm.
Desde hace más de 40 años se están utilizando técnicas de unión por
soldadura, aprovechando las características termoplásticas del PE, tanto para
las conducciones de agua como de gas.
Dos tipos de técnicas de soldar se están utilizando principalmente:
Soldadura a tope y Electrofusión. Ambas técnicas son relativamente simples
superficies a ser soldadas y se utilicen estrictamente los parámetros de
soldar.
Si no se cumplen los procedimientos de soldadura, puede ocurnr que
uniones aparentemente buenas, sean en realidad puntos débiles que pueden
generar fracasos cuando la tubería esté en funcionamiento. Por consiguiente
una ventaja del PE, su fácil soldabilidad, puede convertirse en un problema
si los procedimientos de soldadura se infravaloran.
Hoy día el factor de evaluación no destructiva más importante de una unión
soldada de tuberías de PE, es el control y registro de las condiciones y
parámetros de soldadura (llamado trazabilidad) y el examen visual de la
misma, el bordón en el caso de soldadura a tope y el raspado y testigos en la
electro fusión.
2.4.4.1 Soldadura a tope
Esta técnica se emplea preferentemente a partir de 90 mm de
diámetro y espesores de pared superiores a 3 mm. Consiste en calentar los
extremos de los tubos a unir con una placa calefactora que esté a una
temperatura de 21 O
ºC y a continuación comunicar una determinada presión
previamente tabulada para cada máquina de soldar.
Fig. N
º2.17 Equipo de termofusión
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
Las máquinas de soldar a tope tienden a ser cada día más automáticas,
aunque sigue siendo muy importantes las habilidades y formación de los
operarios.
Las máquinas de soldar a tope automáticas facilitan el proceso de soldadura
y también nos pueden dar un informe de las soldaduras realizadas con
Existen máquinas de soldar a tope para trabajar en obra y otro tipo de
máquina que se utiliza en el taller y que nos permite hacer accesonos
manipulados ( codos, tés, etc.) y pueden soldar tubos de PE desde diámetro
90 hasta 1600 mm.
-
"
·
-Fig. Nº 2.18 Accesorios manipulados de PE fabricados por soldadura a tope
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
Aunque en la norma ISO 12176-1 las máquinas están clasificadas según el
tipo de presión utilizado o el grado de automatización, a título orientativo
indicamos las siguientes:
Manuales:
Aquellas en las que los parámetros de soldadura los controla el
soldador
Mecánicas:
Desde DN 40 a 160 mm
-Fig. Nº 2.19 Máquinas de soldar manuales
Hidráulicas Desde DN 90 a 1600 mm
Fig. Nº 2.20 Máquinas de soldar manuales hidraúlicas
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
Automáticas:
Aquellas máquinas en las que los parámetros de soldadura los
controla la máquina y no pueden ser manipulados por el soldador
Eléctricas
Desde DN 90 a 250 mm
Fig. Nº 2.21 Máquina de soldar automática eléctrica
Hidraúlicas
Desde DN 63 a 500 mm
Fig. Nº 2.22 Máquina de soldar automática hidraúlica
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
Fundamentos de la soldadura a tope
La soldadura a tope es un sistema de unión que se aplica preferentemente en
tuberías de PE 80 y PE 100 de media y alta densidad de diámetro mayor a
90 mm. Consiste en calentar los extremos de los tubos a unir por medio de
una placa calefactora que esté a una temperatura de 210-225
ºC y a
continuación se comunica una presión previamente tabulada para cada clase
de tubo.
En todos los casos la presión que hay que comunicar a los tubos a unir es
una constante de 0.15 N/mrn
2.Esta presión es prefijada, así como la
constante de la máquina de soldar ( originada por la superficie de los
pistones hidráulicos), la única variable es la superficie de la sección de los
tubos a unir, la cual determina las diferentes presiones de soldadura para
cada tubo.
y
Tubo: Fl
=
pk. Sl
Ecuación N
º001
F = Fl
p. S = pk. SI
p = pk. SI/ S
Siendo:
F - F
1 = Fuerza (Kg)
p = Presión del sistema hidráulico (manómetro en bar)
pk = Constante de presión de soldadura: 0.15 N/mm
2S = Superficie pistones hidráulicos ( cm
2)S
1 = Superficie sección transversal del tubo ( cm
2)Nota: 1 N/mm
2= 1 MPa = 10 bar
Parámetros de soldadura
t, ( ;¡
Fig. Nº 2.23 Parámetros de soldadura a tope según UNE 53394 (DVS 2207-1)
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
p l
=
Presión del sistema hidráulico (manómetro en bar). Ver tabla máquina
de soldar
pk = Presión de soldadura prefijada: 0.15 N/mm
2p2 = Presión en el tiempo de calentamiento: p2
=
10% p 1
tl
=
Tiempo para la formación del cordón inicial de altura *h
t2
=
Tiempo de calentamiento en segundos
t3 = Tiempo de retirar placa en segundos
t4 = Tiempo para alcanzar la presión de soldadura en segundos
t5 = Tiempo de enfriamiento en minutos
t6 = Tiempo necesario antes de someter el tubo a presión
Los parámetros de soldadura, por orden de importancia en la calidad de las
soldaduras, se indican a continuación:
Tiempo de calentamiento (t2)
para obtener suficiente zona
fundida;
Tiempo enfriamiento (tS).
Tiempos de enfriamiento demasiado
cortos pueden dar roturas frágiles debido a tensiones internas.
Rampa de presión (t4)
Después del calentamiento, los extremos
de los tubos deben ser juntados rápidamente, pero la presión debe
ser gradual.
Retirar placa
y
cerrar (t3).
Esta operación debe ser realizada en el
menor tiempo posible, menos de 1 O segundos es lo recomendado.
Es importante que el tiempo sea pequeño para que las superficies
N/mm
2•Valores más bajos no son aconsejables cuando la fuerza de
arrastre (p2) sea alta. El valor de p 1 es el que viene en la tabla de la
máquina más la presión de arrastre. El valor de p2 suele ser un 10%
de pl.
Temperatura (T):
Puede vanar entre 200-230
ºC sm diferencia
significativa en la resistencia de la soldadura. No es posible
meJorar la resistencia de la unión subiendo la temperatura de la
placa.
La conclusión es que pequeñas variaciones de la temperatura de la placa y
de la presión tienen muy poca influencia en la calidad de las uniones
soldadas.
Procedimiento de unión por soldadura a tope
1.
Emplazar la máquina. En caso necesario, por lluvia, frío o viento,
montar una tienda o similar
2.
Colocar y alinear en la máquina los tubos o accesorios de PE
Fig. N
º2.24 Colocar la tubería HOPE
3.
Refrentar los tubos hasta que se limpie totalmente la superficie
transversal de los tubos
Fig. N
º2.25 Refrentar
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
4.
Retirar el refrentador
5.
Retirar la viruta sin tocar las superficies a unir
Fig. N
º2.26 Retiro de la viruta
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
6.
Controlar el paralelismo, confrontando los extremos de los tubos a
7.
Controlar desalineación (tolerancia máxima 10% del espesor del
tubo)
Fig. N
º2.27 Alineamiento
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
8.
Limpiar las caras de la placa de soldar con isopropanol (alcohol).
Las placas deben estar teflonadas
9.
Comprobar con un termómetro de contacto que la temperatw-a de la
placa esté entre 210-225
ºC
1 O.
Comprobar la presión de arrastre y anotar en la ficha de soldadw-a
11.
Calcular p 1, la presión para la formación del bordón inicial
(presión de soldadura tabulada + presión de arrastre) y anotar en la
ficha
Fig. Nº 2.28 Colocación de placa
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
13.
Presionar los extremos de los tubos a la placa, a la presión
calculada p 1, hasta formar un bordón inicial uniforme y de altura h
14.
Reducir la presión a p2
=
10% p 1, para el calentamiento
15.
Pasado el tiempo de calentamiento t2 (tabulado en cada máquina),
separar los tubos de la placa
Fig. Nº 2.29 Formación del bordón
16.
Retirar la placa y unir rápidamente los extremos de los tubos en un
tiempo máximo t3
Fig. N
º2.30 Retiro de placa
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
17.
Aumentar progresivamente la presión, (rampa de presión) desde
cero a la presión requerida p 1, en un tiempo t4 y mantenerla
durante un tiempo t5
18.
Dejar enfriar la soldadura en esta posición sin quitar la presión p 1
ni aflojar las abrazaderas.
19.
Pasado el tiempo de enfriamiento aflojar las abrazaderas y retirar
Fig. N
º2.31 Dar presión de soldadura y mantener el tiempo
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
Sistema de soldadura a tope
En la Introducción de la norma ISO 21307, podemos leer: "Con el
incremento del uso de los materiales de polietileno bimodales, como PE 80
y PE 100, cada día están apareciendo más compuestos de PE en el mercado
de tubos, acompañados de propuestas de procedimientos de soldadura a tope
que a menudo difieren dentro del mismo material. El objetivo de la
normalización es impulsar el uso de procedimientos similares para los
mismos tipos de materiales. Por todo ello, existe una necesidad de analizar,
a escala mundial, las prácticas usuales de ejecución de soldaduras a tope en
sistemas de abastecimiento y distribución de agua y gas, con objeto de
establecer los mejores procedimientos que garanticen la máxima calidad de
las soldaduras, de modo consistente y eficiente."
La norma ISO 21307 indica que se pueden soldar tubos de PE 80 y PE 100
entre 0,3 y 1,7 g/10 min con las condiciones de 190
C/5 kg, con equipos que
cumplan la ISO 12176-1 y que la instalación se realice según la ISO/TR
10839.
La norma ISO 21307: Plastics pipes and fittings
-
Butt fusion jointing
procedures for polyethylene (PE) pipes and fittings used in the construction
of gas and water distributionsystems, contempla los sistemas siguientes
(para nuestro caso):
Alta presión
Temperatura placa: 200 a 230
ºC
Presión inicial y final Pl
=
P3
=
0,52 N/mm
2Norma de referencia: ASTM D 2657 (USA)
y
P,
P5Fig. Nº 2.32 Sistema de soldadura usado
FUENTE: AseTUB, Tuberías de Pe. Manual técnico, 2008
En el anexo N
º002 se adjunta la tabla de parámetros para soldadura HDPE
usados.
La empresa VyP ICE S.A.C, ganadora de la licitación "Montaje de Tanque
Espesador de 8,00m en Planta de Pasta" es la encargada de la fabricación y montaje
de dicho equipo (ver anexo N
º001, Carta de Adjudicación).
La empresa Compañía Minera Milpo S.A.A. realizó la entrega de todos los
componentes y materiales para la fabricación del Tanque Espesador, los cuales queda
en consideración que dichos materiales están preparados para ser soldados en el local
de la Planta de Relleno en Pasta (área 820) en la fabricación respectiva.
3.1
COMPONENTES Y MATERIALES
Los componentes y materiales recibidos se muestran en la lista de partes
(Packing List, anexo N
º003) . Se realizó un conteo y verificación de cada una de las
partes y componentes.
Para iniciar la fabricación del tanque espesador, se realizó trabajos previos, tales
Cuadro N
3.1 Lista de partes montadas para la fabricación de Tanque Espesador
ITEM
MARCA(TAG)
ESTRUCTURA
PLANO
1
Placa base de columna
Tl 368-0 02
3
TK1-C1@8
Columnas
Tl368-040
4
TKl-AC-1@8
Arriostre corto
Tl368-040
5
TKl -AL -1@8
Arriostre largo
T1368-040
6
TK1-PL3-1@8
Placa base
OUT-l 19-Tl368-M03
Fuente: COMPANlA MINERA MJLPO S.A.A., Unidad Cerro Lindo
La Fig. N
º3.1 nos muestra la base del espesador; las uniones son empernadas
FIG. Nº 3. l Base del Espesador
Las partes para la fabricación del tanque se muestran en el siguiente cuadro ( cuadro
N
º3.2):
Cuadro N
º3.2 Lista de partes para fabricación de Tanque Espesador
ITEM
MARCA(TAG)
ESTRUCTURA
PLANO
Anillo
de
refuerzo
1
TK1-P3-01@04
OUT-119-Tl368-M03
inferior de casco
2
TK1-PL2-1@8
Placa de refuerzo
T1368-040
3
TKI-PLI-1@8
Placa de refuerzo
Tl368-040
4
Tl368-401
Cono de descarga
OUT-l 19-Tl368-M03
Plancha de
fondo
superi<
5
TI 368-FS-1@8
OUT-l 19-T1368-M03
de tanque
Plancha de fondo inferior
6
Tl368-Fl-1@4
OUT-119-Tl368-M03
de tanque
Plancha de fondo inferior
T1368-F2-1@4
OUT-l 19-Tl368-M03
de tanque
Plancha de fondo inferior
8
Tl368-F3-1@4
OUT-l 19-Tl368-M03
de tanque
Plancha de fondo inferior
9
Tl368-F4-1@4
OUT-l 19-Tl368-M03
de tanque
10
TK1-P2-01@04
Casco inferior de tanque
OUT-l 19-T1368-M03
11
TKI-Pl-01@04
Casco superior de tanque
OUT-l 19-Tl368-M03
12
TKI-AR-1@4
Anillo de rigidez
OUT-119-T1368-M03
13
TKl-SPl-1@2
Soportes de puente
OUT-119-Tl368-M03
14
TK1-SP2-1@2
Soportes de puente
OUT-l 19-T1368-M03
13
TKI-CD
Caja de descarga superior
OUT-119-Tl 368-M03
14
TKl-CA C-1
Canaleta
OUT-l l 9-Tl368-M03
13
TK l -CAL-1@8
Canaleta
OUT-119-T1368-M03
14
TKl-BT-1@6
Soporte de canaleta
OUT-l 19-T1368-M03
3.2
FABRICACIÓN DE TANQUE ESPESADOR
De acuerdo a la lista de partes, se estableció un orden de fabricación del
Tanque Espesador (de acuerdo a la norma ASME Section VIII) que es el siguiente:
Reconocimiento de todas las marcas asociadas a los planos (planos
OUT-119-Tl 368-M03, T1368-002 y T1368-040).
Montaje de anillo de refuerzo inferior de casco de espesor e
=40mm (marcas
TK1-P3-01@04, con sus respectivas cartelas soldadas de marcas
TK1-PL2-1@8 y TKl-PLl-TK1-PL2-1@8).
Fig. Nº 3.2 Instalación de anillo
Fijación de cono de descarga (marca Tl368-401).
Fig. N
º3 .3 Instalación de cono de descarga
Fuente: COMPAÑÍA MINERA MILPO S.A.A., Unidad Cerro Lindo
Instalación de plancha fondo superior de espesador (marca Tl 368-FS-1@8)
Fig. Nº 3.4 Instalación de plancha de fondo superior
Instalación de plancha de fondo inferior de espesador (marcas TI 368-F
1-1@4, Tl368-F2-1-1@4, T1368-F3-1-1@4, Tl368-F4-1@4)
Fig. Nº 3.5 Instalación de plancha de fondo inferior
Fuente: COMPAÑÍA MINERA MILPO S.A.A., Unidad Cerro Lindo
Instalación de casco inferior de tanque espesador (marcas TK 1-P2-01@04)
Fig. Nº 3.6 Instalación de casco inferior
Instalación de casco superior de tanque espesador (marcas TKl-Pl-01@04)
Fig. Nº 3.7 Instalación de casco superior
Fuente: COMPAÑÍA MINERA MILPO S.A.A., Unidad Cerro Lindo
Instalación del anillo de rigidez (marcas TKI-AR-1@4)
Fig. Nº 3.8 Instalación de anillo de rigidez
Instalación de soportes de puente (marcas TK 1-SP 1-1@2, TK l -SP2-1@2),
caja de descarga superior (marca TKl-CD), canaleta (marca TK l -CAC-1 y
TKl-CAL-1@8 con soportes TKl-BT-1@6).
Fig. N
º3.9 Instalación de soporte de puente y canaletas
Fuente: COMPAÑÍA MINERA MILPO S.A.A., Unidad Cerro Lindo
A raíz de la forma como se han entregado las piezas para la fabricación los cuales
vienen lista para su soldadura, a continuación se nombrará todas las consideraciones
que se tomaron para la fabricación del Tanque Espesador.
3.3
SOLDADURA
3.3.1
Tipo de soldadura
El tipo de soldadura a usar de acuerdo al cliente, es la soldadura de
electrodo revestido (SMA W).
Se tienen las consideraciones de campo como no soldar superficies húmedas
superficies, ni durante periodos de vientos fuertes a no ser que la máquina
de soldar y el área de trabajo estén debidamente protegidas. Tampoco
cuando las superficies a ser soldadas estén contaminadas con pintura, grasa
u óxido.
3.3.2
Material de aporte. Selección
Los electrodos que deben ser utilizados en la fabricación serán del
tipo E-60:XX o E-70:XX y deberán ser adquiridos en envases
herméticamente sellados o en caso contrario serán secados por lo menos dos
horas en horno a temperaturas entre 450 ºFo 500 ºF antes de ser utilizados.
Los electrodos que no sean utilizados en un lapso de 4 horas después de ser
retirados de sus envases herméticamente cerrados, deberán de ser utilizados.
Los electrodos no podrán ser resecados más de una vez.
3.3.3
Procedimiento para calificación de soldadura
Los procedimientos para la calificación de las soldaduras de
penetración total, a tope biseladas deberán estar de acuerdo con la Norma
AWS D.1.1.92. Los procedimientos para calificación de las soldaduras en
filete deberán cumplir también con la Norma A WS D.1.1.92. Todas las
soldaduras acanaladas de penetración total deberán ser inspeccionadas por
Se realizó la Especificación del Procedimiento de Soldadura (WPS por sus
siglas en ingles) pre calificado para cada junta a soldar en la fabricación del
Espesador. Para estos formatos, no se realizó Registro de Calificación de
Procedimiento (PQR) porque el cliente pidió lo necesario para la ejecución
del trabajo ( en este caso el WPS).
En el anexo N
º004 se adjunta los formatos WPS aplicados.
3.3.4
Soldadores
3.3.4.1 Requisitos y certificaciones
Para el trabajo a realizar se contó con 04 soldadores homologados
como requisito indispensable por el cliente. Sin este requisito, la supervisión
del cliente no permitió la continuación del trabajo.
Las homologaciones están de acuerdo con los requerimientos de la norma
A WS D 1.1.92. Se adjunta homologaciones en el anexo N
º005.
3.3.4.2 Denominación de soldadores
De acuerdo a sus nombres, se estableció una denominación a cada
Cuadro N
º3 .3 Denominación de soldadores
ITEM APELLlDOS Y NOMBRES HOMOLOGACION CODIGO
01
02
03
04
Nº DEL
SOLDADOR
ARPIT A GONZALES ADOLFO 6-G W-01
TURPO CHACMANA WAL TER 3-G W-02
MENDOZA GONZALES ELOYME 6-G W-03
RAMOS GUZMAN JOSE 3-G W-04
Fuente: COMPANIA MINERA MILPO S.A.A., Unidad Cerro Lindo
De acuerdo al avance del trabajo, se llevó un control del cordón de soldadura
con cada soldador. Ver fig. N
º3 .1 O
Fig. Nº 3.1 O Cordón de soldadura con denominación de soldador