FACULTAD DE INGENIERIA MECANICA
IMPLEMENTACION DE UNA PLANTA DE
FABRICACION DE ESTRUCTURAS METALICAS
PARA 250 TM/MES
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO MECANICO
PIERO RENATO HUAMÁN VILLA
PROMOCION 2008-1
ESPECIALIDAD: INGENIERIA MECANICA
TITULO DEL INFORME DE SUFICIENCIA: IMPLEMENT ACION DE
UNA PLANTA DE FABRICACION DE ESTRUCTURAS METALICAS PARA
250TM/MES
NOMBRE DEL AUTOR: PIERO RENATO HUAMÁN VILLA
RESUMEN DEL INFORME DE SUFICIENCIA
El presente informe de suficiencia tiene como objetivo Implementar una planta de
fabricación de estructuras metálicas de 250TN/mes presentando organizativa y económicamente una base de un modelo de funcionamiento para la fabricación de construcciones metálicas, describiendo los procesos de las áreas de ingeniería,
producción y control de calidad asimismo se bosquejara la infraestructura en planos y
se realizara un análisis económico y financiero.
En el estudio se plantea el problema de la presentación de todo lo necesario
acerca de cómo implementar una empresa de fabricación de estructuras metálicas
basado en la justificación de lo que ocurre actualmente en un ambiente de desarrollo de proyectos de este rubro y su positivo crecimiento. Se describe los conceptos sobre el modelo de una planta de fabricaciones y la gestión de procesos, así como también
definir los lineamientos del negocio de una planta de producción, su organigrama y mapa de procesos.
cuales se calculara los ingresos, egresos y la utilidad para luego proyectarlo a 12 años y ver con indicadores de rentabilidad.
Al finalizar del estudio se llegan a las siguientes conclusiones principales:
1. Se conoce cómo realizar una empresa dedicada a la fabricación de estructuras metálicas con capacidad de producción de 250 TM/mes, habiéndose mostrado la estructura organizativa, planos de la planta, una simulación de sus sostenimiento económico y documentos organizativos enfocado a las áreas con más incidencia como es el área de Ingeniería y diseño, área de producción y control de calidad, lo
cual puede ser utilizado por la organización y puesto en práctica para una certificación internacional
2. La gestión de procesos permite considerar actividades agrupadas en procesos, y conduce a la organización concentrarse en "áreas de resultados", que son importantes para conocer y analizar el control conjunto de las actividades y conducir a la organización a alcanzar sus metas deseadas.
3. La forma más adecuada de obtener presupuesto para este tipo de negocios es el análisis unitario por su relación con el peso de los productos y la semejanza entre otros proyectos.
TABLA DE CONTENIDO
PROLOGO . . . - - . . . .. .. . . . 1
CAPITULO!
INTRODUCCIÓN 3
3
7
7
7
8 1.1.
1.2.
1.3.
1.4.
1.5.
Antecedentes . . . - - - . . . - - . . . .
Objetivos ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . Justificación
Alcance ... ... ... ... ... ... ... ... ... ... ... . Planteamiento del problema ... ... ... ... ... ... ... ... ... ... .
CAPITULO2
CONCEPTOS PARA LA EVALUACIÓN DE LA PROPUESTA... 9 2.1. Modelos de planta de fabricaciones metálicas... ... ... ... ... 9 2.2. Gestión de procesos... ... ... ... ... ... ... ... 10
2.3.
2.2.1. Procesos... ... ... ... ... ... ... ... ... ... ... 11 2.2.2. Identificación y secuencia de los procesos -mapa de procesos. 14 2.2.3. Descripción del procesos... . . ... 16
a) Descripción de las actividades del proceso -Diagrama
de proceso. . . 16
b) Descripción de las características del proceso - Ficha
de proceso . ... ... ... ... ... ... ... ... ... .. . Conceptos de implementación ... ... ... ... .
17 19
CAPITULOJ
DESARROLLO OPERATIVO DEL MODELO PROPUESTO PARA
UNA PLANTA DE FABRICACIONES ... ... ... ... ... ... ... .
3.1. Idea de negocio ... ... ... ... ... ... ... ... ... ... . 3.2. Misión
3.3. Visión ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... .
3.4. Política de la empresa ... ... ... ... ... ... ... ... ... ... ... ... ... . 3. 5. Metas organizacionales ... ... ... ... ... ... ... ... ... ... ... ... ... . 36 . . D fi e rmc1on e servicto, pro ucto y merca o . . , d l . . d d ... ... ... ... ... ... ... .
3.7. Estrategia de crecimiento ... ... ... ... ... ... ... ... ... . 3.8. Organigrama de la empresa ... ... ... ... ... ... ... ... ... ... ... ... ... .
3. 9. Mapa de procesos ... ... ... ... ... ... ... ... ... ... ... . 3.10. Planificación de la realización del producto ... ... ... ... ... ... ... .
CAPITULO4
DESCRIPCIÓN DE LA ESTRUCTURA ORGANIZACIONAL
22 22 22 22 23 23 24 27 27 27 30
DE LA NUEVA PLANTA .... ... ... ... ... ... ... ... ... ... 31
4.1. D escnpc1on e procesos . . , d ... ... ... ... ... ... ... ... . 4.1.1. Procesos de desarrollo de diseño e ingeniería ... ... ... . 31 31 4.1.2. Procesos de producción . . . ... 31
4.1.2.1. Procesos de habilitado... ... ... ... ... ... ... ... ... 34
4.1.2.2. Procesos de armado... ... ... ... 34
4.1.2.3. Procesos de soldadura... ... ... ... ... ... ... . . 34
4.1.2.4. Procesos de preparación superficia1 y acabados... 35
4.1.3. Procesos de despachos... ... ... ... ... ... ... 35
4 .1. 4. Procesos de aseguramiento y control de calidad . . . 3 5 4.2. Descripción de maquinaria... ... ... ... ... ... ... ... 36
4.2.1. Amoladoras... ... ... ... ... ... ... ... ... 36
4.2.2. Taladros magnéticos... ... ... ... ... 37
4.2.3. Máquinas de soldar... ... ... ... ... ... ... ... ... ... ... 37
4.2.5. Punzonadora 38
4.2.6. Tronzadora de perfiles tipo cizalla . . . 38
4.2.7. Puente grúa... ... ... ... ... ... ... ... ... ... ... ... ... 38
4.2.8. Montacargas... ... ... ... . . 39
4.2.9. Almacén de herramientas e insumos... ... ... . . ... 39
4.3. Descripción del personal Operativo... ... ... ... ... ... ... ... ... ... ... ... 39
4. 3 .1. Personal de diseño. . . 40
4.3.2. Personal de producción... ... ... ... ... ... ... ... ... ... 40
4. 3. 3. Personal de control de calidad. . . 41
4.3.4. Capacitaciones de trabajo y cultura de la empresa. . . 43
4 .4. Diseño de la planta. . . 44
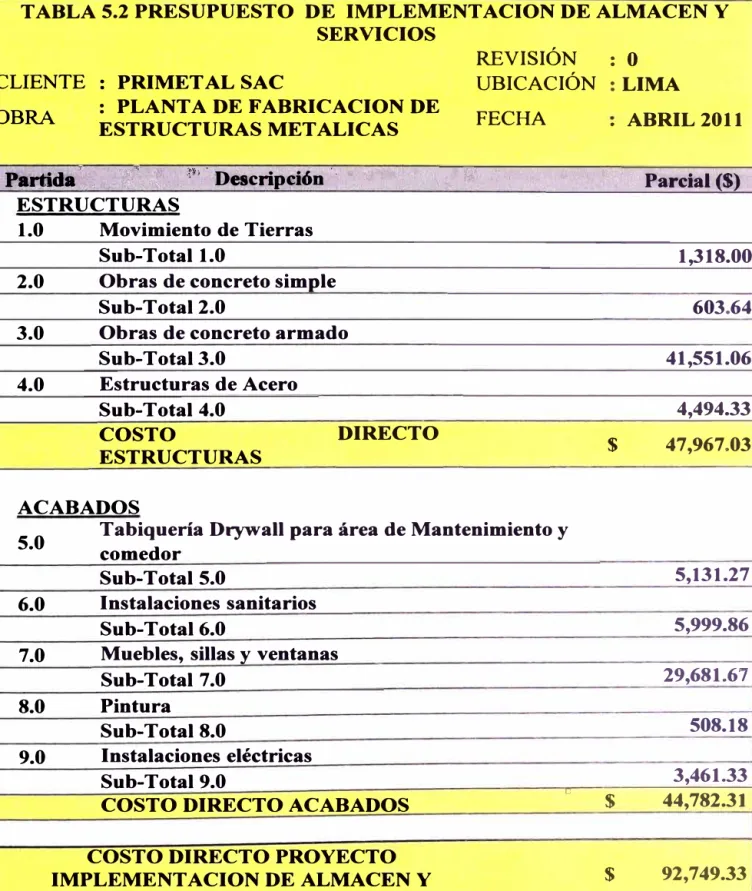
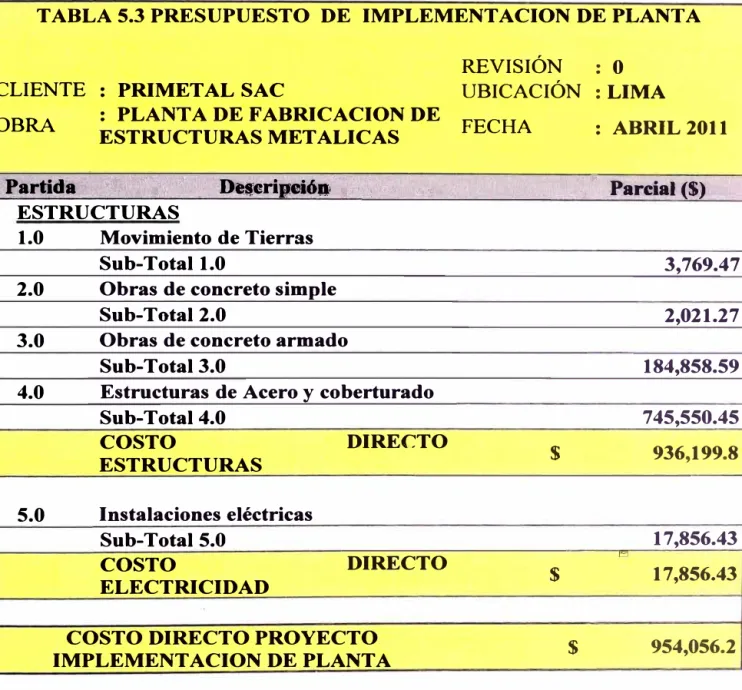
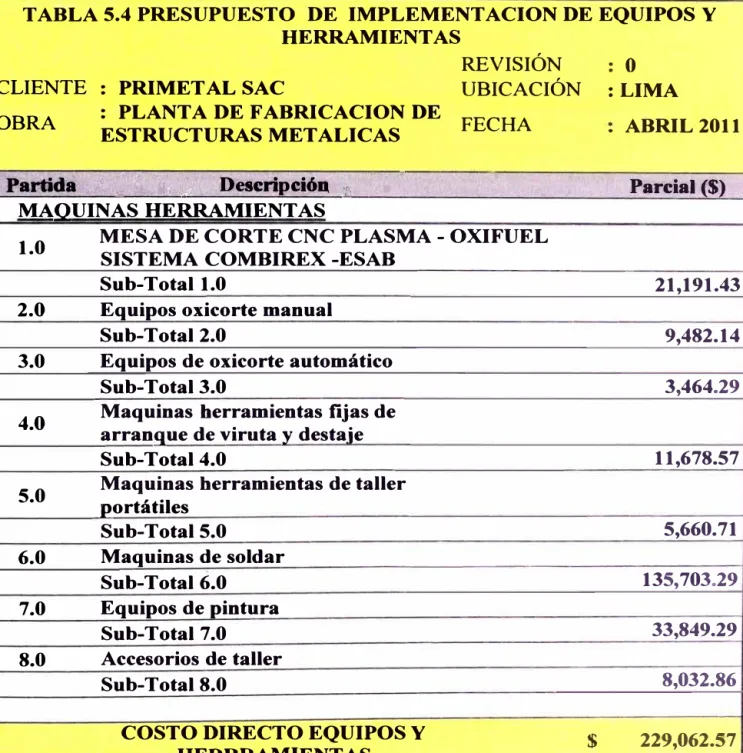
CAPITUL05 PRESUPUESTO Y SOSTENIMIENTO ECONÓMICO DE LA NlJEVAPLANTA... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 45
5.1. Implementación de planta. .. . . .. . .. . .. . . .. ... . . .. . 45
5.1.1. Programa de implementación. . . 45
5.1.2. Instalación en infraestructuras para oficinas, almacén y servtc10s y planta. . . 46
5.1.3. Adquisición de equipos y maquinarias. . . .. . . .. . .. . . .. 46
5.1.4. Instalación de personal... ... ... ... ... 47
5.1.5. Costos de la instalación. . . 4 7 5.2. Sostenimiento económico de la fabricación en la planta. . . .. 55
5.2.1. Presentación en resumen de especificaciones técnicas. . . 55
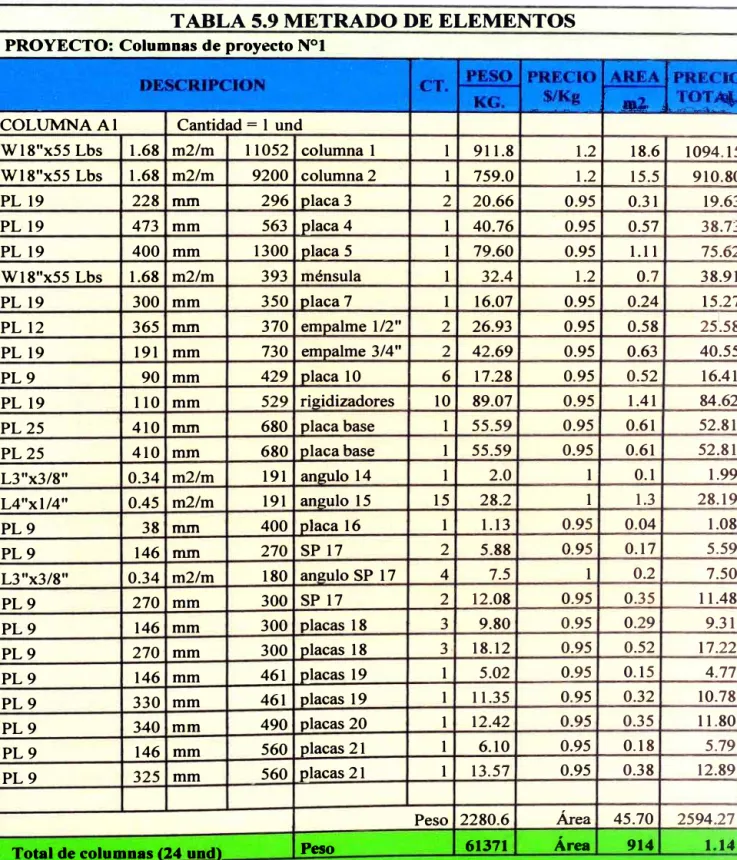
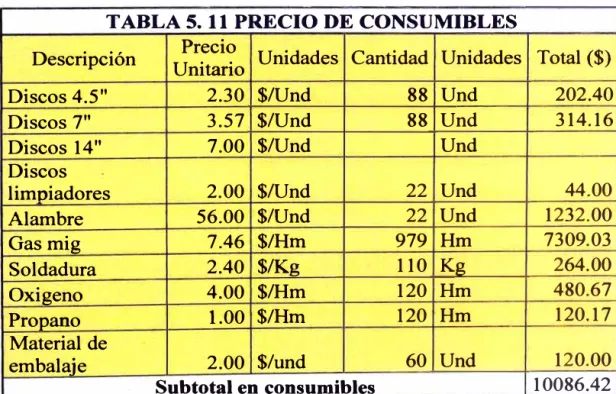
5.2.2. Obtención del presupuesto mediante precios unitarios. . . 61
5.2.3. Presentación de cronogramas... ... ... . . . .. 67
5.2.4. Descripción de los gastos generales . . . 69
5.2.5. Utilidad... ... ... ... ... ... ... ... ... ... ... ... 70
5.2.6. Presentación de resumen de presupuestos. . . .. . . .. . . 70
CAPITULO6
EVALUACIÓN ECONÓMICA Y FINANCIERA... ... ... ... ... ... 79
6.1.
6.2.
6.3.
6.4.
6.5.
6.6.
6.7.
6.8.
Determinar ingresos ... ... ... ... ... ... ... ... ... ... ... ... ... ... . Determinar los egresos ... ... ... ... ... ... ... ... ... ... .
Financiamiento de la implementación de planta y oficinas ... ... ... ... .. .
Fl UjO e caja econom1co . d . ' . .... ... ... ... ... ... ... ... ... ... ... .. .
Indicadores de rentabilidad económicos ... ... ... ... ... ... ... ... ... .
Obtención de créditos ... ... ... ... ... ... ... ... ... ... ... .
Fl UjO e caja 1nanc1ero . d . fi . ... . ... ... ... ... ... ... ... ... ... .
Indicadores de rentabilidad financieros ... ... ... ... ... ... ... ... .
CONCLUSIONES ... ... ... ... ... ... ... ... ... ... .
RECOMENDACIONES ... ... ... ... ... ... ... ... ... .
B
IBLIOGRAFIA ... . ... ... ... ... ... ... ... ... ... ... ... ... .PLANOS
APÉNDICE A. ''DOCUMENTOS- AREA DE INGENIERIA'' APÉNDICE B. "DOCUMENTOS -AREA DE PRODUCCION"
APÉNDICE C. "DOCUMENTOS -AREA DE CONTROL DE CALIDAD" APÉNDICE D. "INFORMACIÓN TÉCNICA DE LOS EQUIPOS
DE PLANTA"
79
80
81
81
87
87
88
90
91
92
El presente informe presentara un modelo de funcionamiento organizacional y
sustentado económicamente para ser implementado en una planta orientada a la
fabricación de estructuras metálicas con una capacidad de servicio de 250 toneladas
mensuales en producto terminado, se ha desarrollado de la siguiente forma.
En el capítulo 1, es la introducción al informe donde se muestra con datos actuales
cual es la situación del rublo de estructuras metálicas en el Perú y bajo este panorama
se muestra los objetivos de este informe, la justificación y el alcance de lo que se va
desarrollar con lo cual realizamos el planteamiento del problema.
En el capítulo 2, se elabora la parte teórica sobre el funcionamiento de una planta de
fabricaciones, desarrollándose los conceptos de gestión de procesos, implementación y evaluación económica.
En el capítulo 3, se desarrolla la parte organizativa de la empresa, la idea de negocio,
las políticas, el organigrama y mapa de procesos del negocio.
En el capítulo 4, se define la parte organizativa de las tres áreas incidentes y ejes de
crecimiento que son las áreas de ingeniería, producción y control de calidad creando
unos formatos de procedimiento y control de sus respectivos procesos que deben
seguir obligatoriamente, también se describirá el equipamiento y personal operativo
procesos, los formatos de procedimientos y control de procesos, equipamiento, se
bosqueja en planos básicos un modelo de planta.
En el capítulo 5, se realiza en base a los planos un presupuesto de costo de hacer
realidad la infraestructuras de la planta de producción incluyendo oficinas,
edificaciones auxiliares y equipamiento también un análisis monetario en la cual se
usara el análisis unitario de precios con tres proyectos ejemplares y se presentara los
cronogramas que sustentan la realización de los proyectos en los plazos mencionados
que harán sostenible la capacidad mencionada de la planta.
En el capítulo 6, se realiza la evaluación financiera teniendo los ingresos y egresos
mensuales que se proyectaran en un flujo de caja a 12 años para ver si es rentable
esta idea como negocio y mencionar las fuentes de financiamiento que existen en el
mercado.
Finalmente se presentaran las conclusiones, recomendaciones y la bibliografia de
respaldo de este informe para investigaciones posteriores.
Se mostrara los planos de la infraestructura del negocio como los planos de las
estructuras de la planta, detalles de fabricaciones, planos de las oficinas, y una
simulación de cómo la producción encajaría en las instalaciones. Luego se adiciona
los planos detallados de la edificación de dos niveles que comprende las oficinas
administrativas, el almacén, el comedor y los servicios.
Como apéndice de este informe se tiene en el apéndice A las fichas de procesos,
procedimientos de gestión y formatos de control de procesos de las tres áreas ejes de
este negocio que son el área de diseño e ingeniería, producción y control de la
calidad.
El apéndice B se mostrara la información técnica de las maquinas herramientas que
INTRODUCCIÓN
1.1. Antecedentes
En esta última década del país se ha venido utilizando el acero en di versas
infraestructuras de proyecto cada vez más grandes y complejos de casi todos los
sectores productivos del país. La demanda ha crecido sustancialmente, por lo
que en la actualidad son numerosas las empresas que realizan este tipo de
instalaciones y cada día se solicita el diseño y ejecución de obras en acero por
tener varias ventajas con respecto al concreto, por su rapidez en la fabricación,
rapidez y limpieza en la instalación, versatilidad que permite grandes
posibilidades de diseño arquitectónicos y estructurales, combinación con otros
materiales y métodos de construcción, lo cual ofrece rentabilidad para el cliente
al ver su obra con un 40% de anticipación frente al concreto.
En la última década los sectores comerciales, industriales y urbanos además de
los tradicionales sectores mineros y energéticos que en su totalidad se vislumbra
una demanda que podría sobrepasar la capacidad que actualmente rinde el sector
de manufactura de estructuras metálicas.
Por tal razón las empresas del sector que qmeren consolidarse realizan
actualmente inversiones en futuras ampliaciones de planta, equipos y
capacitación del personal, por otra parte se crean más empresas afines a este
rublo.
A continuación cito información de actualidad que presenta el panorama en el
Inversiones en grandes proyectos a ejecutarse desde el 2011 suman US$ 14 mil millones
Los anuncios de inversión en grandes proyectos que empezarán a implementarse
desde el 2011, suman cerca de 14 mil millones de dólares, casi diez por ciento
más que hace cuatro meses y más de 30 por ciento que hace un año, señaló hoy
el BBV A banco continental.
En el reporte situación Perú, primer trimestre 2011, el banco indicó que estas
inversiones en grandes proyectos se orientarán a sectores como minería, hidrocarburos, energía, infraestructura, entre otros.
En ese sentido, previó que la dinámica que se generará desde el 2011, se
asemejará entonces a la observada en el 2007 y 2008.
"esta podría incluso potenciarse en la medida que las familias perciban que el
dinamismo de la actividad tiene una naturaleza más permanente, llevándolas a
incrementar su gasto a un ritmo similar", anotó.
Anticipó que con la paulatina recuperación de las economías avanzadas y
proyectos de inversión (en el sector transable, en particular) que irán madurando,
la mayor demanda externa contribuirá en el mismo sentido.
Fuente: And- mundo y construcción
También el INEI público en este informe del 16 de mayo del presente: El Perú
hasta fines de marzo creció productivamente respecto al afio 201 O en un 7. 8 7%.
Explicado por el desenvolvimiento favorable de casi todas las actividades
económicas, con excepción de agricultura, se sustenta en el buen desempeño
tanto de la demanda interna como externa.
Para lo cual nuestro rublo se encuentra dentro del sector manufactura que creció
10,30%, figurando en el sector de bienes intermedios en la rama de productos
metálicos para uso estructural con una variación de 40,06%, impulsado por el
mayor consumo de plancha de acero inoxidable y bobinas de acero, así como por
la demanda externa de fundición de hierro y acero proveniente de República
Dominicana y EE. UU como chapas, barras, perfiles, tubos, y similares para
Grafico 1.1 Evolución del Índice Mensual de la Producción Nacional
Economla Total 100,00 7,87 8,80
DI-Otros Impuestos a los Productos 9,74 8,93 9,87 Total Industrias (Producción) 90,26 1,n 8,72
Agroperuario 7,60 -0,71 2.93
Pesca 0.72 4.61 1623
Minería e Hidrocarburos 4.67 2.67 -0.31
Manufactura 15.98 10.30 12.0 2 Electricidad y Agua 1.90 6.50 7.19
Construcción 5.58 3.60 8.07
Comercio 14,57 9.19 10, 0 4
Transporte y Comunicaciones 7,52 10.49 10.87
Financiero y Seg.iros 1.84 11.24 10.81
Servicios Prestados a Empresas 7.10 9.41 10.0 2
Restaurantes y Hoteles 4.17 9.76 10.03
Servicios Gubernamentales 6,33 6.90 5.84
Resto de Otros Servicios 21 12.29 8.21 8.45
Nota: El cálculo correspondiente al mes de Marzo de 2011 ha sido elaborado con información disponible al 11-05-2011.
1 / Corresponde a la estructura del PBI año base 1994.
2/ Incluye Alquiler de Vivienda y Servicios Personales.
- En este mes los sectores revisaron y actualizaron cifras. según la R.J. Nº 316-2003-INEI.
Fuente: INEI, Ministerio de Agricultura, Ministerio de Energla y Minas, Ministerio de la Producción, Ministerio de Transportes y Comunicaciones, SBS, MEF, Empresas Privadas y SUNAT.
9,43 11,38
9,27 4.23
-11.55
-0,87
14,71 7,86 15.21
10.14
8.49 11.64 9.79
8,38
4.73
9.22
A continuación vemos en el grafico 1.2 que la mayor contribución a la variación
de la productividad nacional proviene de la manufactura en 1.54, asociado a la
mayor producción del subsector no primario (9,98%) y del subsector primario
( 12,21 % ), como consecuencia d el aumento de la demanda interna y externa.
Grafico 1.2 Contribución a la variación de la Producción Nacional -marzo 2011
Agropecuario
Pesca Minería e Hidrocarburos
Electicidad y Agua Conslrucción Financiero y Seguros Serv1c1os Gubernamentales Restauranes y Hoteles Serv ic1os Prestados a Empresas DI e lmpuesl:ls Transporte y Comunicaciones Resl:l de Serv1ci>s
Comerc10
Manufacllra
Fuere INEI.
-1
-0,05
o 0,34 0,39 0,67 0,74 0,90 1,02 Punl:ls porcentuales 1,48 1,54 2 Variación Mensual Marzo: 7.87%
GRAFICO 1.3 Sector manufactura Marzo 2011
100,00 10,30
Sec1or Fabnl Primario 23,16 12,21
1512 Harina y conservas de pescado y otros 728 93.23 85.43
1511 Carne y productos cárnicos 3.52 6.06 9.14
1542 Refinerlas de azúcar 0.97 16.78 5.70
2320 Productos de refinación de petróleo 5.47 -1.33 .0.2t 2720 Metales preciosos y no ferrosos, prImanos 5.92 -10.22 -1,07
Sector Fabril No Primario 76,84 9,98 12,01
Bienes de Consumo 46,57 8.26 10,
1730 Tejidos y articulas de punto y ganchillo 2.83 31.02 27,58 1810 Prendas de vestir. excepto prendas de piel 9.36 14.21 22 52
3610 Muebles 3.41 19.60 6.57
1513 Elaborados de frutas. legumbres y hortalizas 0.64 26.31 12 32
1514 Acertes y grasas. vegetal y animal t.64 41.44 9.45
3699 Otras industrias manufactureras n.c.p. 3.34 -28.24 -16.05
Bienes Intermedios 27,35 11,93 13,
2811 Productos metálicos para uso estructural 1.84 40.06 49 61 261 O Vidrio y productos de vidrio 0.79 <la.71 45.50 2221 Aclividades de i"l)resión 1.74 18.21 12,06
2429 Productos químicos n.e.p. 0.66 26.82 26 11
3430 Partes. piezas y acc8SOnos para vehículos automotores y sus motores 0.45 35.02 17 45
1531 Productos de mofi ne ria 1.78 -5,80 1 43
Bienes de Capital 2,92 15,72 6,4
3120 Aparatos de distribución y control de energía eléctnca 0.22 55.20 5.52
2924 Maquinaria para minas. cante,as y construcción 0.17 116.41 37 72 311 O Motores. generadores y transformadores eléctricos 0.35 27.16 35 81 2912 Bombas. compresoras. grifos y válvulas 0.21 34,06 4.38
Fuente: Ministerio de la Producción - Viceministerio de MYPE e Industria.
GRAFICO 1.4 Índice mensual de la producción del sector Manufactura 2004-2011
-serieorginal
-�e desestaoonalt:aJa
2004 2005 2006
Seriedesestacionaüzada con el Jrograma ARIM A. X-12. ruen1e: INEI.
20)7 2008 20C� 201)
Observamos un comportamiento creciente de esta actividad en el país que inicio en
esta década y es debido a las inversiones en proyectos en varios sectores solo en el
2008 se ve una baja por el fenómeno de la crisis internacional pero vemos una pronta
recuperación y de nuevo el ascenso.
Las graficas nos muestras que el escenario para insertar una planta dedicada a las
1.2. Objetivo
Implementar una planta de fabricación de estructuras metálicas de 250TN/mes
presentando organizativa y económicamente una base de un modelo de
funcionamiento para la fabricación de construcciones metálicas, describiendo los
procesos de las áreas de ingeniería, producción y control de calidad asimismo se
bosquejara la infraestructura en planos y se realizara un análisis económico y
financiero.
1.3. Justificación
Basado en el panorama positivo actual del sector de la manufactura de
fabricaciones de estructuras metálicas se elabora este informe con el fin de
conocer la parte organizativa de la empresa y ver la viabilidad y la rentabilidad
que puede generar la implementación de una planta propia.
1.4. Alcance
Este informe desarrollara y describirá la parte operativa y organizativa de una
empresa de fabricación de estructuras metálicas enfocado en la gestión de
ingeniería, producción y control de calidad del producto, porque son las áreas
más involucradas con el crecimiento de la empresa
En el aspecto organizacional se va a desarrollar documentos como
procedimientos y formatos de control de procesos para las áreas de diseño,
producción y control de calidad, con el fin de que cada involucrado en el
proyecto conozca su función y sea responsable de una actividad, también
Bajo la estructura organizativa que se desarrolle se hará una evaluación
económica para un periodo de 12 años, que consistirá en simular la producción
propuesta, realizar la posterior evaluación financiera y la presentación de los
índices de rentabilidad.
Como ejemplo de construcciones metálicas se trataran naves industriales con
techos aligerados y la empresa se enfocara a la fabricación de edificaciones
metálicas y naves a base de perfiles existentes en el mercado así como
fabricaciones en general con espesores de plancha menores a 1 ", es decir se
tratara estructuras livianas y semipesados menores a los 150 kg/m.
1.5. Planteamiento del problema
Se presenta todo lo necesano acerca de cómo implementar una empresa de
fabricación de estructuras metálicas basado en la justificación de lo que ocurre
actualmente en un ambiente de desarrollo de proyectos de este rubro y su
positivo crecimiento.
Realizando un repaso de lo que se va a desarrollar en este informe:
Desarrollaremos la parte teórica que nos ayudara a definir un modelo
operativo y organizativo de una planta de fabricaciones.
Definición de la idea de negocio
Definición del producto y mercado.
Definición de procesos.
Elección de las maquinarias y equipos.
Elección del personal.
Disefio de planta.
Sostenimiento económico.
CAPITULO2
CONCEPTOS PARA LA EVALUACIÓN DE LA PROPUESTA.
2.1. Modelos de planta de fabricaciones metálicas
Todas las plantas de fabricación como el caso nuestro siguen el enfoque del
grafico 2.1, el cual se va mejorar para nuestra situación en particular.
GRAFICO 2.1 Modelo de negocios del rubro de fabricaciones
�
-
-
---
----
-
----
---
-
--
-
--,
1 ---- 1
Cliente Empresa
Necesidad del cliente ( se llega a
un punto de negociación de beneficio mutuo)
Determinacion y revision de
requisitos
Diseno y Desarrollo
Convertir en documentos manejables los deseos del cliente
Compras
Compras contra pedido
Cliente
Logística 1 Empresa
1
---
---
-
-
•
Satisfaccion percibidaEl grafico 2.1 es un modelo que agrupa las diferentes actividades en un conjunto
de procesos cada uno limitado con un inicio y un final, distinto en conceptos y
con sus propios recursos para lo cual la serie de normas ISO 9000:2000
promueven la adopción de un enfoque basado en procesos para el desarrollo,
implementación y mejora de la eficacia y eficiencia de un sistema de gestión de
la calidad, con el fin de alcanzar la satisfacción de las partes interesadas
2.2. Gestión de procesos
Sistema de gestión implantado con el fin de establecer la política y los objetivos
organizacionales, el cual presenta un esquema general de procesos y
procedimientos que se emplea para garantizar que la organización realice las
tareas necesarias para alcanzar sus objetivos.
El enfoque basado en procesos es un conjunto de actividades mutuamente
relacionadas o que interactúan las cuales transforman elementos de entradas en
resultados.
La gestión basada en procesos es una poderosa herramienta que muestra el
desarrollo y seguimiento de los procesos con relación a las metas trazadas.
Estos conceptos de Gestión debe ser aplicada en equipo, es decir por la alta
dirección como los mandos medios para mejorar el desempeño de la misma a
través de la gestión de los procesos.
Alta dirección.
• Hacer conocer el presente instructivo a los mandos medios y los empleados
de la organización.
• Utilizar como guía el presente instructivo para la gestión de los procesos.
• Generar la participación de los mandos medios para la gestión de los
procesos.
• Realizar evaluación de los procesos por lo menos una vez al mes.
Mandos medios.
• Utilizar como guía el presente instructivo para gestionar los procesos
• Implantar el sistema de gestión basada en procesos.
• Realizar evaluación de los procesos por lo menos una vez al mes.
2.2.1. Procesos
La NB - ISO 9001 :2000 define un proceso como el conjunto de
actividades mutuamente relacionadas o que interactúan las cuales
transforman elementos de entradas en resultados.
El enfoque de gestión basado en procesos sostiene que un resultado se
obtiene más eficientemente cuando las actividades y los recursos se
gestionan como procesos.
GRAFICO 2.2. Gestión basada en procesos
�troalimentacion
Entradas Necesidades
(Insumos)
Proceso ¿Como?
Responsabilidades ¿Quien? Recursos ¿ Con que? Metodologfas ¿ Como?
Programas ¿Cuando?
Resultados Satisfaccion (Productos y
servicios)
La organización deberá fomentar estos tres preceptos importantes y
necesarios entre sus empleados como para alcanzar resultados deseados.
Capacidad.
Aptitud de una organización, sistema o proceso que cumple con los
Eficacia.
Relación entre los resultados alcanzados y los recursos empleados.
Eficiencia.
Extensión en que se realizan las actividades planificadas y alcanzan los
resultados planificados.
Antes de continuar es importante hacer una reflexión y aclarar la
diferencia entre proceso y procedimiento.
GRAFICO 2.3. Diferencia entre proceso y procedimiento
PROCESO
Conjunto de actividades mutuamente relacionadas que transforman entradas
en salidas
PROCEDIMIENTO
Forma especifica de llevar a cabo una actividad o
proceso
Para medir la aplicación de un proceso en forma cualitativa y cuantitativa
se hace uso de indicadores.
Indicador.
Soporte de información que representa una magnitud, de manera que a
través del análisis del mismo se permite tomar decisiones para la mejora
de un proceso. Para que un indicador se pueda considerar adecuado debe
reunir una serie de características: Representatividad, Sensibilidad,
Rentabilidad, Fiabilidad, Relatividad en el tiempo.
Pasos para establecer un indicador.
• Tenga en cuenta el objetivo del proceso.
• Determine los indicadores representativos del proceso a medir.
El seguimiento y la medición constituyen, la base para saber que se está
obteniendo, en que extensión se cumplen los resultados planificados y
por donde se deben orientar las mejoras.
En este sentido los indicadores permiten conocer la capacidad y la
eficacia del proceso alineado a su objetivo que persigue.
¿ Cómo permitirá mejorar nuestros procesos?
El hecho de considerar las actividades agrupadas entre sí constituyendo
procesos, permite a las organizaciones centrar su atención sobre áreas de
resultados que son importantes conocer y analizar para el control del
conjunto de actividades y para conducir a la organización hacia el
conjunto de resultados deseados.
La gestión basada en procesos conduce a la organización a una serie de
actuaciones tales como:
• Definir las actividades que componen el proceso.
• Identificar la interrelación con otros procesos.
• Definir las responsabilidades respecto al proceso.
• Analizar y medir los resultados de la capacidad y eficacia del proceso.
• Centrarse en los recursos y métodos que permitirán la mejora del
proceso.
Al ejercer un control continuo de los procesos individuales dentro del
mapa de procesos de la empresa, se podrá conocer los resultados que se
obtienen de cada uno de los procesos y como los mismos contribuyen al
logro de los objetivos de la organización y del análisis de resultado de
2.2.2. Identificación y secuencia de los procesos - mapa de procesos.
El primer paso es identificar qué proceso deben configurar el sistema, es
decir que procesos deben aparecer en el mapa de procesos.
Antes de superar este obstáculo, es importante recordar que los procesos
ya existen dentro de la organización, por lo tanto habrá que identificar
cuáles son los más significativos, para ello tome en cuenta lo siguientes:
Factores para identificación y selección de procesos.
• Influencia en la satisfacción del cliente ( cliente puede ser interno o
externo a la empresa que se alimenta del resultado de un proceso).
• Los efectos de la calidad del producto o servicio.
• Influencia en factores clave de éxito.
• Influencia en los objetivos y estrategias.
• Utilización intensiva de recursos.
• Riesgos económicos y de la instalación.
El mapa de procesos está compuesto principalmente de tres tipos de
procesos que siguen una secuencia lógica.
GRAFICO 2.4. Modelo de mapa de procesos
PROCESOS ESTRATÉGICOS
PROCESOS OPERATIVOS
-PROCESOS DE APOYO
Procesos estratégicos.
Están vinculados a procesos de la dirección y principalmente a largo
plazo. Se refieren principalmente a procesos de planificación.
Procesos operativos.
Están ligados directamente con la realización del producto o la prestación
del servicio. Tienen un mayor impacto sobre la satisfacción del usuario.
Procesos de apoyo.
Proveen los recursos que necesitan los demás procesos. Están
relacionados con recursos.
Se deberá identificar estos tres tipos de procesos y representarlos tal
como se muestra en el siguiente diagrama (recuerde también que existen
procesos que generan subprocesos):
GRAFICO 2.5. Identificación y secuencia de procesos -Mapa de procesos.
ENTRADAS (Necesidades,
Insumos)
OPERATIVOS (CLAVE)
DE APOYO
-7
._____-]
SALIDAS (productos,
sarvtctos)
Para facilitar la identificación de los procesos orgaruce encuentros de
2.2.3. Descripción del procesos
El mapa de procesos permite identificar los procesos y conocer su
estructura, reflejando las interacciones entre los mismos, pero no permite
conocer lo que ocurre dentro de cada proceso y como permiten las
transformaciones de entradas en salidas.
La descripción de un proceso tiene como finalidad determinar los
criterios y métodos para asegurar que las actividades de dicho proceso se
lleven de manera eficaz, al igual que el control del mismo.
En este sentido, se deben describir las actividades y características de
cada proceso a través de un diagrama de proceso y una ficha de proceso.
GRAFICO 2.6. Elementos para la descripción del proceso
Proceso
(Descripcion)
,.
ACTIVIDADES
1
1
CARACTERISTICAS1
¿ Qué actividades se ¿Cuál es su proposito?
realizan? ¿Cuáles son sus
¿ Quién las realiza las entradas y salidas?
actividades? ¿ Cuáles son sus ¿Cómo se realizan las indicadores?
actividades
a) Descripción de las actividades del proceso - Diagrama de
proceso.
La descripción de las actividades de un proceso deberá llevarse a cabo
a través de un diagrama de proceso, donde se pueda representar estas
actividades de manera grafica y escalonada, tal como se muestra en el
GRAFICO 2.7. Descripción de las actividades del proceso
NOMBRE DEL PROCESO SG-PX.AA
QUIÉN QUÉ
z
o ü
-1
1
INICIOz
1
�
·�
<(
z
o
'
�
·
-(.) NO
l
(.) z
<
>
ü Ir
(.) FIN
.
Q.
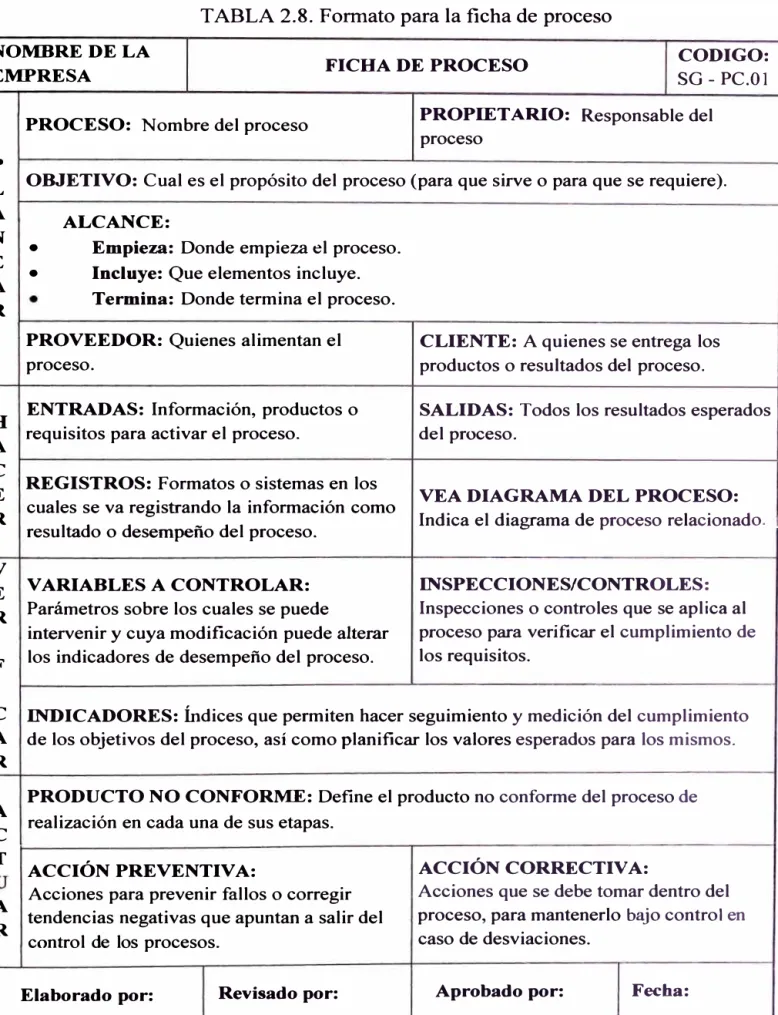
b) Descripción de las características del proceso - Ficha de proceso.
Se realizará, mediante una ficha de proceso, que es un soporte de
información que recaba las características relevantes para el control de
las actividades definidas en el diagrama, así como para la gestión del
proceso.
A continuación se muestra un formato de la ficha de proceso con su
TABLA 2.8. Formato para la ficha de proceso
NOMBRE DE LA CODIGO:
FICHA DE PROCESO
EMPRESA SG - PC.01
PROCESO: Nombre del proceso PROPIETARIO: Responsable del
proceso p
L OBJETIVO: Cual es el propósito del proceso (para que sirve o para que se requiere).
A ALCANCE:
N
•
Empieza: Donde empieza el proceso . E•
Incluye: Que elementos incluye . A
Termina: Donde termina el proceso . R
PROVEEDOR: Quienes alimentan el CLIENTE: A quienes se entrega los
proceso. productos o resultados del proceso.
H ENTRADAS: Información, productos o SALIDAS: Todos los resultados esperados
A requisitos para activar el proceso. del proceso.
c
REGISTROS: Formatos o sistemas en losE VEA DIAGRAMA DEL PROCESO:
cuales se va registrando la información como
R Indica el diagrama de proceso relacionado. 1
resultado o desempeño del proceso.
V
E VARIABLES A CONTROLAR: INSPECCIONES/CONTROLES:
R Parámetros sobre los cuales se puede Inspecciones o controles que se aplica al
I intervenir y cuya modificación puede alterar proceso para verificar el cumplimiento de
F los indicadores de desempeño del proceso. los requisitos.
I
c
INDICADORES: Índices que permiten hacer seguimiento y medición del cumplimientoA de los objetivos del proceso, así como planificar los valores esperados para los mismos.
R
A PRODUCTO NO CONFORME: Define el producto no conforme del proceso de
c
realización en cada una de sus etapas.T
ACCIÓN PREVENTIVA: ACCIÓN CORRECTIVA:
Acciones para prevenir fallos o corregir Acciones que se debe tomar dentro del
A
R tendencias negativas que apuntan a salir del proceso, para mantenerlo bajo control en control de los procesos. caso de desviaciones.
2.3. Conceptos de implementación
Implementar es poner en marcha lo que ya está planificado, en este caso una
empresa de fabricaciones que físicamente está conformado de infraestructura y
recursos humanos y organizativamente regido por procedimientos.
2.3.1. Infraestructura, Maquinarias y Equipos
Como base de esta propuesta se tiene que conseguir una infraestiuctura
necesaria para cumplir con los requerimientos en la manufactura de los
productos. Por esta razón, se conseguirá un terreno propio y se construirá
edificaciones de oficinas de personal administrativo, edificaciones
auxiliares y las estructuras de planta.
Teniendo un mapa de proceso y el organigrama de la futura
implementación se diseñara las oficinas de todo el personal
administrativo y las edificaciones auxiliares.
Para la parte operativa que es la que va a ocupar la mayor cantidad de
terreno se dispondrá de naves de producción a base de estiucturas
metálicas con un sistema de puentes grúas.
Luego de las edificaciones y el montaje de planta terminado se realizara
el equipamiento de mueblería, equipos y maquinas herramientas.
Se realizara un control de mantenimiento de todos los equipos y
maquinas herramientas, priorizando los que inciden más en la
producción, en primera fase se realizara un seguimiento de postcompra y
de haber una falla se coordinara con el soporte técnico del proveedor para
dar solución y si es grave para el intercambio con un equipo nuevo, esto
se realizara hasta que dure el periodo de garantía.
Con equipos que ya cumplieron el periodo de garantía y para los demás
se realizara un programa de mantenimiento preventivo con personal
propio de la empresa en especial a los equipos del área de producción.
La infraestructura debe bridar ambientes de trabajo saludables y en
todos los empleados a cumplir con el Procedimiento de Gestión de
Seguridad y Medioambiente y hará conocer el mapa de riesgo para todas
las actividades dentro de las instalaciones.
2.3.2. Recursos humanos
En toda empresa se considera que la educación, capacitación, habilidades
y experiencia, de cada uno de sus integrantes, son la base para el
mantenimiento y mejora del nivel de calidad de los productos y servicios
de la organización.
Por ello se mencionara en forma referencial las competencias mínimas
requeridas para cada puesto de trabajo con la finalidad de mantener un
estándar de profesionales y mano de obra calificada.
También hay un conjunto de procedimientos de gestión de los procesos
en la cual se desempeñaran en la empresa que deben cumplir.
Adicionalmente existen programas desarrollados por el área RRHH que
permiten desarrollar las relaciones interpersonales entre los empleados y
así obtener un desarrollo completo. Esta área tendrá desarrollado un
Procedimiento de Evaluación, Selección y Contratación de personal con
lo cual se asegura tener el personal nuevo con mejor aproximación o que
supere las expectativas del perfil de puesto que se requiere.
También se desarrolla un procedimiento de capacitación y entrenamiento
de personal previa evaluación de conducta, actitud frente al aprendizaje y
el nivel de compromiso que tiene con la empresa, con el fin de que reúna
los requisitos de acuerdo al puesto o cargo para lo cual se capacita. La
capacitación del personal se inicia desde el ingreso, con la inducción del
personal hasta la participación de los programas internos o externos de
2.4. Conceptos de evaluación económica
En la decisión para la implementación de una planta no sólo es necesario que el
valor distintivo del producto sea capaz de generar una base suficiente de clientes,
sino que deberá explicarse cómo se les extraerá valor.
Los Requisitos fundamentales de una evaluación económica:
Luego de definir cuanto es la taza de producción de 250 TM/mes de productos
manufacturado, para este valor.
- Definir lo ingresos netos del negocio.
- Definir lo gastos operativos como materiales, consumibles, mano de obra, etc.
- Definir los gastos administrativos por la gestión de cada proyecto.
- Definir una utilidad mayor al 15% correspondiente al proyecto.
- Bosquejar un tiempo por proyecto no mayor a tres meses.
Se define una utilidad mayor a 15% efectivo anual ya que es nuestro valor
mínimo comparativo que es utilizado en este rublo, por supuesto mayor a las
tasas bancarias de depósito que van por el 9% efectivo anual. Y mayor a lo que
ofrece el mercado de bolsa de 12% efectivo anual. Por lo cual es importante el
tiempo si este es menor entonces el negocio es más rentable por tal razón se
coloca mayormente al rublo unos tres meses.
La presentación de estos conceptos debe estar ordenada en una tabla con
CAPITULO3
DESARROLLO OPERATIVO DEL MODELO PROPUESTO PARA UNA PLANTA DE FABRICACIONES.
3.1. Idea de negocio
Es implementar una planta de fabricación enfocado a la fabricación de edificios
industriales multiniveles a base a perfiles estructurales, calderería en general, y
construcciones metálicas mediante procesos de manufactura de materiales de
acero como, procesos de corte térmico y abrasivo, procesos de soldadura, y
procesos de acabado con pintura logrando un total de 250 toneladas al mes.
3.2. Misión
Ser una alternativa competitiva en fabricación de estructuras metálicas de tipo
edificios metálicos para el sector de la minería, hidrocarburos e industrial bajo
condiciones de calidad, salud, seguridad ocupacional y protección al medio
ambiente.
3.3. Visión
Ser una planta de producción con una clara diferenciación por las ventajas en sus
ingeniería, suministro y construcción de proyectos metal-mecánicos, bajo una
cultura de calidad e innovación permanente.
3.4. Política de la empresa
La política que seguirá todo el personal de la nueva planta para solidificar el
compromiso de cada empleado con la empresa es que "forman parte de un
equipo profesional dedicado a desarrollar ingeniería y fabricación de proyectos
metal-mecánicos, asegurando que nuestros productos cumplan los
requerimientos contractuales, legales y reglamentarios aplicables.
Para lo cual:
• Orientaremos nuestros esfuerzos y acciones a brindar productos de calidad.
• Fortaleceremos la comunicación entre nuestros clientes.
• Promoveremos los valores de la organización: integridad, compromiso, lealtad,
disciplina, honestidad y responsabilidad.
• Revisamos la eficacia de nuestros procesos buscando el mejoramiento
continuo, la satisfacción de nuestros clientes y la rentabilidad de nuestros
proyectos.
Esta política forma parte de la cultura de calidad, en tal sentido es aplicada en
toda la organización."
3.5. Metas organizacionales
Los empleados deberán conocer las metas para que enfoquen todo su esfuerzo al
cumplimiento de estos objetivos y comprometerlos a que su trabajo tiene un
sentido en común con la misión para lo cual existe la empresa.
Entre las metas organizacionales tenemos:
- Demostrar al cliente que somos una empresa competitiva.
- Entregar productos de calidad y Mantener los ingresos planificados.
3.6. Dermición del senricio, producto y mercado
La empresa ofrecerá los serv1c1os de asistencia técnica y diseflo estructural,
detallamientos, fabricación, pintado de estructuras metálicas y presentación de
dossiers de calidad del proyecto realizado.
Los productos de líneas serán elementos estructurales de instalación con uniones
atornilladas y soldadas en construcciones como:
Naves industriales y galpones destinado al alberge de mercadería, maquinarias o
al funcionamiento de un procesos productivo, sus diseflos no son tan
complicados y se basan en un perfil de pórtico que puede ser Parabólicos, Dos
Aguas, Una Pendiente, Alma Llena, Tijerales simples y encajonados, Techo
Diente de Sierra los cuales entre si van entrelazados por correas (viguetas) de
techo, arriostramientos y estabilizadores que en conjunto soportan las coberturas
y los paneles metálicos.
Las correas están formadas por perfiles "U" y barras de sección circular, estas se
solapan en los apoyos sobre los pórticos formando viga continua.
Los arriostramientos están constituidos por barras tensoras de sección circular
dispuestas en cruz, en el techo y paredes laterales de los vanos que se arriostren.
Unidas por soldadura o mediante roscas inversas (según diseflo) en los extremos
se tensa el arriostramiento para aplomar el conjunto de la estructura.
GRAFICO 3.3 y 3.4 Techos con sistema Tubest y un galpón coberturado.
GRAFICO 3.5 y 3.6 Techos de alma llena con sección variable y diente de sierra
GRAFICO 3.7 y 3.8 Techo parabólico y a una pendiente
También los edificios multiniveles para el sostenimiento de equipos dentro de un
proceso productivo de una fábrica o instalación con elementos estructurales
como columnas de secciones W con librajes del rango de 50 - 11 O Lbs y vigas
principales y 20 - 40 Lbs para las demás los cuales van unidos generalmente con perno y los pisos van cubiertos con planchas estriadas y cercados con barandas. También la fabricación de estructuras variadas como escaleras de acceso y de emergencia, estructuras urbanas como paneles publicitarios y todo tipo de diseño con perfiles de acero para el sostenimiento de equipos e infraestructura.
GRAFICO 3.9 Edificio de estructuras metálicas para el sector energético
GRAFICO 3.10 Edificio de estructuras metálicas para el sector minero
Con esta información el área de marketing tiene que enfocar en captar clientes
de los sectores que desarrollan proyectos como empresas y consultorías como:
GYM, KV AERNER, Andrade Gutiérrez, Dragados, OAS, Camargo Correa,
BalfourBeatty, Bechtel, SalfaCorp, lmpregilo, Skanka, SNC Lavalin, Odebrecht,
Cesel, Seintec, Higihochi, Centenario, Milpo, Gallegos Casabone, Amec,
3. 7. Estrategia de crecimiento
Primero debe de consolidarse como una consultoría que desarrolla proyectos de
rublo y supervisa las ejecuciones para varios clientes ya con este escenario, se
decide realizar la etapa de ejecución con sus propios recursos de una planta de
fabricaciones para un total de proyectos que abarquen 250 Toneladas al mes.
Esta empresa debe ser capaz de formar tratos en simultáneo a mediano plazo de
tres a seis meses con sus clientes y tratar de fidelizarlos para minimizar riesgos
en recuperación de la inversión inicial de las instalaciones y asegurar una
contante cantidad de proyectos en ejecución.
Esto se lograra mediante un trabajo planificado y con objetivos claros del área de
marketing y negocios de la empresa.
3.8. Organigrama de la empresa
El organigrama mostrara una empresa que se basa sus decisiones mediante una
asamblea de directorio.
Este proyecto de implementación solo necesita de la intervención directa de la
gerencia operativa y la administrativa que interviene con todos sus subordinados
en todas las etapas de fabricación de estructuras metálicas.
La gerencia de proyectos tiene su campo de acción en más porcentaje en el área
del cliente tanto en la conformación y coordinación de proyectos, la ingeniería
básica, consultas, cambios y en las ejecuciones post-fabricación, como
lostraslados a terreno del cliente y el montaje y entrega de obras.
3.9. Mapa de procesos
Nos presenta un aspecto grafico de todas las gestiones que debe ser realizada por
cada miembro del organigrama para cumplir con la calidad del producto y a la
vez satisfacer las expectativas del cliente dentro de una dirección adecuada de la
Gerente de operaciones
1
Ingeniero de
seguridad y sal11Jd lngen lern de Ingeniero de
ocuoacional tll�r1\o e ingei'liéria proyectos
\
Aslstenie de lng. Asistente de
Dé SégUridlad
-
oficina ,..._Modelador ,..._
-DIRECTORIO
l
1 ngenlero de Of1clno de
control de cafldad desarrollo
de,I producto
Asls1e11te de Inspectores de proyectos
-
habllilado,Supervisor de lmipedores de
fabricaciones.
-
armado-iGerenttl de p1oy1:nios
or.c;.,n{l ¡;li; or.dnü de
planeamiento ejecuciones y control
Gerente administrativo y Ingeniero de
rlP. r.nmP.rrj¡¡j --,__ presupuestos
Supe¡visorde ln:speclores de Operador Dogistico Ofidn� de
acabados
-
soldadura ecursos humano,s.inSt,eetores de Almace,n Olicini;llde
-
acabados contabilüdadCLIENTE
DESARROLLO CALIDAD
DIR�CCION
GESTION DE PROYECTOS
GESTION COMl:�CIAL
r--- ---7
1,_ _____ 1
¡
\)
GESTION DE \¡
: DESARROLLO1 1
1 .._ ____ __,
1 .---.
1
: GESTION DE ) : PLANEAMIENTO
1 / '
1 l..i-____ __,
l
\)
GESTION DE \: EJECUCIONES V } : 1 CONTROL .1 1 !,_____ __,
1 1 1 1 1 1 1 1 1 1
[_ -- ----- - --- __ J
---·
---1
1 1
1 1
1 1
'GESTIONDE
1 r INGENI ERIA
1 i'
1
GESTION DE ) '
PRODUCCION :
1 1 1 1 1 1 1 1 1 1 GESTIONDE CONTROlDE CALIDAD
1
--
-
--
�
1 ALMACEN COMPRAS
1 1 1 l 1 1 1 1
¡
)GESTION DE: GESTION ')
:
¡_ ____
Jt.__ ___
__J·1 1
L ____________________________ ,
---.... ,
,,,..-. GESTION
PROCESOS DE �STRA �GICOS GESTION DE OPERACIONES CLIENTE PROCESOS OPERATIVOS
PROCESOS OE APOYO
r
GESTIONl
:::::
GESTION DE RECURSOSHUMANOS CONTA9L�Y FINANCIERA
1---..i
L---.
SEGURIDAD GESTION DE
-�� E
l-·
OCUPACIONAL
::::::_:o
N
3.10. Planificación de la realización del producto
Previamente al inicio de un proyecto el grupo de gerencia de proyectos
identifica las actividades de planificación. El resultado de esta planificación
es el checklist de planeamiento, el cronograma de actividades y el plan de
calidad y/o plan de puntos de inspección del proyecto.
La organización mediante la oficina de proyectos se asegura del
cumplimiento de los requisitos mediante la elaboración de los documentos
indicados anteriormente donde determina lo siguiente:
• Objetivos de la Calidad y requerimiento de los productos.
• Definición de los procesos operativos y documentos necesarios.
• Suministro de los recursos específicos para el producto.
• Requerida verificación, validación, seguimiento, inspección y pruebas
especificas del producto.
• Criterios de aceptación del producto.
• Registros necesarios como evidencia que la realización del proceso y el
producto final cumple con los requerimientos.
Los requisitos de los productos son normalmente identificados y definidos
mediante la obtención de información referente a:
• Requisitos especificados por el cliente, incluyendo los requisitos para las
actividades de entrega y las posteriores a la misma.
• Requisitos no especificados por el cliente pero necesanos para el uso
especificado o previsto, cuando sea conocido.
• Requisitos legales y reglamentarios relacionados con el producto.
• Cualquier otro requerimiento determinado por la organización, en base a su
expenenc1a.
Los requisitos que no estén definidos por el cliente serán definidos en base a
las normas o reglamentos aplicables al producto y será realizado en
coordinación con el proceso de ingeniería y estará sujeta a la aprobación del
4.1. Descripción de procesos
4.1.1. Procesos de desarrollo de diseño e ingeniería.
El área de ingeniería tiene la función de suministrar un dossier de
especificaciones y planos actualizados al gerente de operaciones y al
ingeniero de proyectos para iniciar con la fabricación de estructuras
metálicas según lo mostrado en el diafragma de flujo. (Ver anexos A).
Los elementos de entrada relacionados a los requisitos de los productos
deberán ser identificados, documentados y revisados para su adecuación.
Los elementos de entrada incluyen:
• Requerimientos funcionales y de desempeiío.
• Requisitos legales y reglamentarios aplicables.
• Cuando sea aplicable, Información proveniente de diseiíos previos
similares.
• Cualquier otro requisito esencial para el diseiío e ingeniería.
Los resultados del diseiío e ingeniería deben proporcionarse en un
formato que permita su verificación con relación a los elementos de
entrada del diseiío e ingeniería y deberán ser aprobados antes de su
liberación.
Técnicas, memoria de cálculo, planos básicos, metrados base y planos
(Detalle o Taller), todos adecuados al sistema de trabajo de la planta y
que cumplan con las expectativas del cliente cuando lo requiera.
Los resultados del diseño e ingeniería deberán:
• Cumplir los requisitos de los elementos de entrada para el diseño y
desarrollo.
• Proporcionar la información adecuada para la compra, producción y la
prestación del servicio.
• Contener o hacer referencia a los criterios de aceptación del producto.
• Especificar las características del producto que son esenciales para el
uso seguro y correcto.
Como parte del control, el ingeniero de diseño realiza revisiones
sistemáticas del diseño e ingeniería de acuerdo con lo planificado para:
• Evaluar los resultados del diseño e ingeniería en relación a su capacidad
para cumplir los requisitos
• Identificar problemas y proponer las acciones necesarias.
Finalizada las revisiones el área de ingeniería suministra los resultados al
cliente para su aprobación.
Luego el cliente entregará los documentos aprobados o con las
observaciones para el levantamiento por parte del área de ingeniería. Los
documentos aprobados serán utilizados para la realización del proyecto.
Los documentos aprobados por el cliente serán los registros de la
verificación del diseño e ingeniería y serán adjuntados en el dossier.
4.1.2. Procesos de producción
El área de producción tiene como función hacer constar a todos los
trabajadores en planta, los aspectos técnicos y organizativos que
conciernen a la manufactura de los productos y hacerlos participe de una
coordinando información con otras áreas como: logística, ingeniería,
almacén, control de calidad y recursos humanos.
El producción debe definir antes aspectos como la ubicación geográfica
de la planta, la cercanía con los proveedores de insumos y servicios, la
accesibilidad a las instalaciones y el costo de la mano de obra calificada,
disefio de la producción, coste estimado de los servicios internos y
externos, abastecimiento del terreno o hay necesidad de ampliar la planta
o crear más tumos de trabajos, ver la disponibilidad de los equipos y una
descripción detallada del proceso productivo, desde la recepción de las
materias primas hasta el almacenaje y entrega de los productos.
De lo anterior tiene que definir la nueva estrategia del proceso
productivo, subcontrataciones de mano de obra con su cualificación y
coste, descripción del plan de producción en términos de volumen, coste,
mano de obra, materias primas, gestión de existencias etc. También
revisar los procesos del control de calidad, control de inventarios y
procedimientos de inspección que garanticen mínimos costes y eviten
problemas de insatisfacción en los clientes y los entregables de diseño.
La consideración de estos aspectos como un adicional a segmr los
procedimientos internos planteados en los anexos B sería una gran
ventaja para el desarrollo de una buena gestión productiva.
La designación de las zonas de procesos de producción para cada
proyecto será direccionado por el ingeniero de producción conjuntamente
con los supervisores de línea y con conocimiento de: todo el personal de
planta con el fin de obtener la mejor aprovechamiento de espacios, la
comodidad de la producción y garantizar una velocidad de flujo de la
producción para cada proyecto.
Cada proceso o fase en la manufactura del producto tiene un
procedimiento. A continuación se explica cada proceso y en los anexos B
4.1.2.1. Procesos de habilitado
Zona donde se suministran las piezas que forman una parte de un
ensamble o un elemento singular como cartelas, arriostres, etc.
Dentro de las actividades principales del habilitado tenemos: corte
de planchas con pantógrafo dual de oxi - corte y plasma,
perforado de agujeros, corte de perfiles angulares, limpieza de
bordes, y codificación de piezas y sobrante. Además en esta etapa
se comienza con la trazabilidad del nuevo producto.
4.1.2.2. Procesos de armado
En este lugar se prepara la pieza principal del elemento y se
ensambla sobre este las piezas habilitadas por medio de soldadura
de apuntalamiento o uniones empernadas.
Dentro de las actividades del armado tenemos: Trazado y
perforado de agujeros en la pieza principal, revisión de partes a
ensamblar, preparación de la junta de soldadura con un adecuado
bisel y que esté libre de impurezas y óxidos, realizar
apuntalamiento por soldadura, codificar el elemento según plano
y las juntas de soldadura.
4.1.2.3. Procesos de soldadura
En este lugar se realiza el procedimiento de soldadura por
personal calificado sobre las juntas designadas en el proceso
anterior.
Dentro de las actividades tenemos: soldadura según el
4.1.2.4. Procesos de preparación superficial y acabados
Lugar donde se retira toda impureza de la superficie como óxidos,
laminaciones, cascarillas, salpicaduras, escorias, etc. Mediante e]
proceso de granallado según la norma correspondiente, y se da la Aplicación de recubrimiento según la especificación de acuerdo al plano previa preparación correcta del insumo y en un entorno ambiental adecuado de acuerdo al catalogo de recubrimiento elegido.
Dentro de las actividades tenemos: limpieza de la superficies, aplicación de arenado o granallado según las especificaciones del plano, limpieza de la superficies, aplicación de anticorrosivos, imprimantes, y acabado en color según la especificación del
plano.
4.1.2.5. Procesos de despachos
Luego de que el área de aseguramiento de la calidad de su visto
de conformidad se designa los productos liberados a un lugar de
almacenamiento temporal donde el área de almacén tendrá en
custodia y prepararan el embalamiento del producto para la
entrega al cliente.
Dentro de las actividades tenemos: verificación de la codificación
de elementos, liberación de elementos, preparación de guías de
envió y entrega en las unidades de transporte del cliente.
4.1.3. Procesos de aseguramiento y control de calidad
El área de control de calidad es la oficina encargada de realizar el
personal de producción previamente entrenados y capacitados según el
estándar de calidad de fabricaciones de la empresa y con conocimiento de
las especificaciones de los planos.
Dentro de las actividades a realizar: Verificar cualquier detalle de la
fabricación según las especificaciones del plano, manejo documentario
de la trazabilidad de los procesos de Habilitado, armado, soldadura y
pintura. Calificación de personal de soldadura, inspección de soldadura y
liberación de productos. (ver anexo C)
Esta área tiene un comportamiento en la empresa de ser calificadora y de
aseguramiento de los productos y no u papel de fiscalizador y correctivo,
por tal se tiene que trabajar previamente en desarrollar w1 plan de calidad
en conjunto con los encargados de producción y estos planes sean
mostrados al personal de planta.
4.2. Descripción de maquinaria
Una empresa de desarrollo de manufactura es susceptible en costo y tiempo del
proyecto a la hora de producción al tipo de equipos y herramientas que utiliza
todo su personal. Por tal mencionaremos algunas de más uso.
Se dará información de la hoja técnica de los equipos. (Ver anexos O)
4.2.1. Amoladoras
Son máquinas herramientas portátiles utilizadas para desbastar
superficies y lograr la planitud, también para cortar perfiles y placas con
espesores menores a ¼".
Estas herramientas utilizan insumos como discos abrasivos de corte y de
desbaste de 4 ¼" y 7" que desprenden material en forma de partículas al
4.2.2. Taladros magnéticos
Son máquinas herramientas portátiles que mediante una base magnética son utilizadas para realizas perforaciones en forma horizontal o vertical mediante fresas corona la cual ofrece un perforación de rangos que van de½" a 1 ½" con gran acabado y poca ovalidad a diferencia del taladrado
con brocas.
4.2.3. Máquinas de soldar
Son máquinas herramientas que realizan el proceso de soldadur� las
fabricaciones en una planta utilizaran como principal proceso la
soldadura GMA W que ofrece mayor velocidad de deposición de material
de aporte, una buena calidad de presentación del cordón de soldadura que
necesita una mínima limpieza. La soldadura de apuntalamiento también
será GMA W porque ofrece gran compatibilidad con el proceso de
soldadura de juntas, que a diferencia de la soldadura SMA W o con
electrodo se necesita limpiar la escoria y verificar el cordón de
apuntalamiento antes de iniciar la soldadura.
También se tendrá máquinas de soldar SMA W para distintas aplicaciones
y lugares donde la comodidad sea mejor que el proceso GMA W
4.2.4. Mesa pantógrafo dual de corte plasma y oxicorte con acetileno - gas
propano.
La mesa de corte por plasma da la ventaja de realizar el habilitado de
placas y cartelas a una gran velocidad y facilita la producción en serie
con una mínima cantidad de sobrantes optimizando el uso de material.
El corte por plasma ofrece por tener una zona afectada por el calor
mínima en el corte no produce deformación del material por diferencias
de temperatura y un gran acabado libre de residuos en el perímetro de