INFLUÊNCIA DA GEOMETRIA DA FERRAMENTA NO PROCESSO DE SOLDA POR FRICÇÃO ENTRE ALUMÍNIO E COBRE
6
0
0
Texto completo
(2) INFLUÊNCIA DA GEOMETRIA DA FERRAMENTA NO PROCESSO DE SOLDA POR FRICÇÃO (FSW) ENTRE ALUMÍNIO (6060 T5) E COBRE (C110) 1. INTRODUÇÃO A técnica de soldagem por fricção Friction Stir Welding (FSW) é relativamente nova quando comparada a outros processos utilizados em larga escala pelas indústrias, onde foi desenvolvida e patenteada no The Welding Institute (TWI) no Reino Unido em 1991, essa técnica consiste na união de um ou mais materiais no estado sólido e sem fusão dos mesmos. A obtenção de soldas de qualidade possui diversas variáveis, em especial da geometria de ferramenta e dos parâmetros de soldagem envolvidos, dentre eles, velocidade de soldagem e de rotação. Definidas corretamente as combinações de ferramenta, material a unir e parâmetros, as propriedades mecânicas obtidas nas soldas são similares a do material no estado inicial. A geometria da ferramenta de solda é a chave principal para se obter sucesso em FSW. As características principais para esta ferramenta são o tamanho do ombro e o formato do pino de penetração (HE et al., 2014). As ferramentas utilizadas serão fabricadas com um aço SAE H13, logo após será aplicado os processos de têmpera e revenido, afim de obter uma dureza apropriada de acordo com a literatura. Neste trabalho foi proposto o estudo da relação entre a variável ferramenta, em função da variação de geometria, submetida a um conjunto de parâmetros do processo com objetivo de obter soldas com menor nível de descontinuidades nas ligas de alumínio (6060 T5) e o cobre (C110), variando a velocidade de rotação em 1500 e 2000 rpm e a velocidade de avanço em 10 e 20 mm/min, contando ainda com um ângulo de inclinação de 3°.Justifica-se este trabalho a verificação da influência da alteração do perfil da ferramenta, devido que dos estudos já realizados sobre FSW, são poucos os que estudaram o efeito da geometria da ferramenta como variável no processo. Para o aperfeiçoamento deste processo, o estudo busca analisar e verificar a combinação de diversos parâmetros de soldagem com a utilização de uma ferramenta confeccionada, com auxílio de um centro de usinagem CNC. 2. METODOLOGIA Os materiais utilizados para a elaboração deste processo foram os seguintes: x Ferramentas de solda; x Materiais base; x Dispositivo de fixação; x Equipamento para solda..
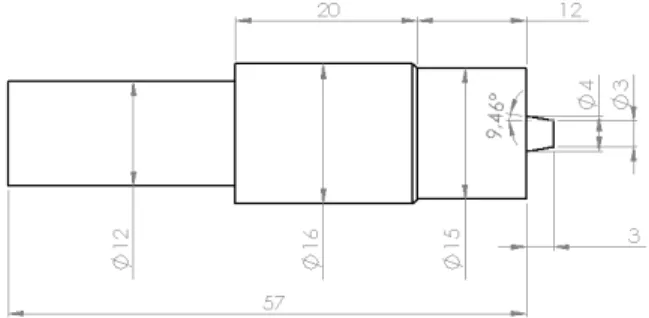
(3) O processo de FSW, consiste basicamente em uma ferramenta cilíndrica e não consumível, composta de ombro e pino perfilado, girando com uma determinada velocidade, avançando transversalmente com velocidade constante em uma junta de topo entre duas peças rigidamente fixadas, como é mostrada na Figura 1.. Figura 1. Processo de Solda por FSW. A ferramenta utilizada na soldagem é de grande influência e importância no resultado final obtido no processo, com isso é importante a definição da geometria adotada da mesma, possui interferência direta na geração de calor e no fluxo plástico do material, fatores os quais influenciam respectivamente as propriedades mecânicas da junta (ZHAO, 2005). Para a ferramenta de solda, será utilizado um aço ABNT H13, onde será confeccionada diversas ferramentas diferenciadas pela geometria do ombro e do pino, a Figura 2 mostra as dimensões da mesma, onde foi realizada a tempera e revenido posteriormente a fabricação da ferramenta, no qual resultou-se uma dureza de aproximadamente 54 HRC.. Figura 2. Dimensões da ferramenta confeccionada. As geometrias utilizadas são diferenciadas pela combinação entre as formas do ombro e do pino, onde visamos a diferenciação das soldas obtidas com cada ferramenta, realizando por fim uma comparação final. As Figuras 3 e 4, mostram as geometrias que serão adotadas à ferramenta quando confeccionada..
(4) Figura 3 - Dimensões de suportes adotados.. Figura 4 - Dimensões de pinos adotados. Os parâmetros de soldagem utilizados, combinados a geometria adotada da ferramenta são os principais fatores na hora da execução do processo de solda por FSW, onde os principais parâmetros são: x Velocidade de rotação (rpm): 1500 e 200 rpm. x Velocidade de avanço (mm/mm): 10 e 20 mm/min. x Ângulo de inclinação: 3 °. Para a realização do processo de FSW, utilizamos o Alumínio 6060 T5 e o cobre C110, onde as duas tem as mesmas dimensões. A Figura 5 mostra as dimensões destas chapas.. Figura 5. Dimensões dos materiais. Algumas adaptações foram necessárias quanto ao dispositivo de fixação, para que fosse possível utilizar essa espessura e comprimento de chapas, realizando a solda sem imperfeições. A Figura 6 mostra o dispositivo utilizado..
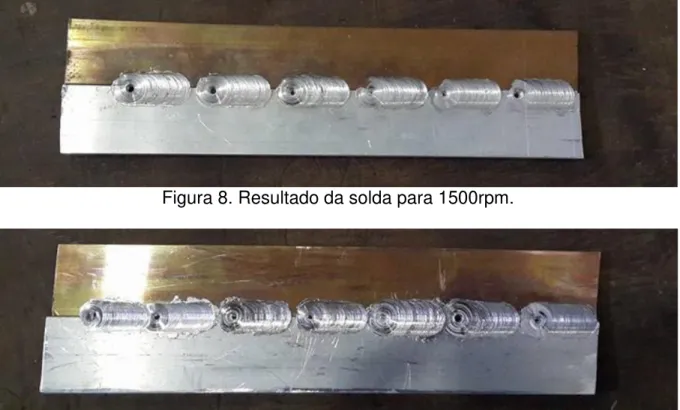
(5) Figura 6. Dispositivo de fixação das chapas. Os experimentos foram realizados em um centro de usinagem CNC ROMI D 800, por não haver disponibilidade de uma máquina especifica para este tipo de solda, o centro de usinagem apresenta elevada potência, dificultando o travamento da ferramenta. A Figura 7 mostra o equipamento.. Figura 7. Centro de usinagem CNC utilizada para soldagem. Os parâmetros utilizados para este trabalho são duas velocidades de rotação, 1500 e 2000 rpm para uma velocidade de avanço de 10 e 20 mm/min e ângulo de 3°. O trabalho realizado tem como principal objetivo verificar a relação entre as variáveis do processo de Friction Stir Welding (FSW) entre alumínio (6060 T5) e cobre (C110) e a ferramenta utilizada, alternando a geometria da mesma, combinando com uma serie de parâmetros. O estudo visa obter e analisar, soldas lineares de topo que apresentem juntas satisfatórias e apresentem menor nível de descontinuidade. 3. RESULTADOS e DISCUSSÃO Os resultados parciais obtidos até o momento, foram para uma ferramenta de ombro plano e pino cônico, onde os cordões de soldas foram de acabamento satisfatório, demonstrados nas Figuras 8 e 9..
(6) Figura 8. Resultado da solda para 1500rpm.. Figura 9. Resultado da solda para 2000rpm. Visualmente, podemos observar que quando maior a velocidade de rotação da ferramenta sem variação na velocidade de avanço, obtemos um cordão de solda de menor a qualidade. 4. CONSIDERAÇÕES FINAIS Os resultados parciais nos permitem determinar que a junta que obteve melhor qualidade foi utilizando uma rotação de 1500 rpm, apesar de não termos dados de um ensaio de tração, os resultados foram notáveis visualmente. Para uma rotação de 2000 rpm, o resultado atingido não foi satisfatório. A alternação da geometria da ferramenta é diretamente responsável pela geração de calor e de deformação plástica no processo, portanto a influência da mesma é o objetivo especifico do estudo, verificando e comparando a combinação da geometria com certos parâmetros. 5. REFERÊNCIAS GEMME, F. et al. Numerical analysis of the dwell phase in friction stir welding and comparison with experimental data. Materials Science and Engineering A, 527, p. 4152-4160, 2010. THOMAS, W. M. et al. "Friction Stir Butt Welding" International patent application No.PCT/GB92/02203 and GB patent application No.9125978.8, 6 Dezembro, 1991. ZHAO, Y.; LIN, S.; WU, L.; QU, F. The influence of pin geometry on bonding and mechanical properties in friction stir weld 2014 Al alloy. Materials Letters, 59, p. 2948±2952, 2005..
(7)
Figure

Documento similar
é possível que o processo de desenvolvimento da relação entre corpo do reino e corpo do rei, que se desenvolve em Portugal durante a dinastia de Avis, soma- da à necessidade
Proposta de acordo do Consello de Goberno da Universidade de Santiago de Compostela de 20 de decembro de 2019, de modificación da Relación de Postos de Traballo do Persoal Docente
Nesse contexto, a presente pesquisa teve como lócus avaliar a inserção laboral dos egressos de cursos dos campi de interior da Universidade Federal do Ceará
Considerando essa perspectiva, temos como principal objetivo neste trabalho realizar um estudo descritivo sobre o desempenho dos cursos de graduação da Universidade Federal do
Em Portugal foi a reforma da Intendência Geral da Polícia, iniciada em janeiro de 1780, completada com a nomeação de Pina Manique e com a criação da Casa Pia de Lisboa, em Maio
Com especial relevância para o nosso estudo, no âmbito da matéria de direito, a ré instou o Tribunal da Relação de Lisboa para que este analisasse a medida e o alcance do
Diferentemente, na vigência da anterior lei de organização judiciária (Lei de Organização e Funcionamento dos Tribunais Judiciais, aprovada pela Lei n.º 3/99, de 13 de janeiro;
Neste contexto, considerando a baixa densidade da Toona ciliata e suas possíveis implicações sobre o consumo de madeira e resina no processo produtivo, este trabalho tem
