Control de calidad en la construcción de un sistema de protección, detección y alarma contra incendios
64
0
0
Texto completo
(2) INDICE. RESUMEN……………………………………………………………………………………………….5 CAPITULO I….............................................................................................................................7 1. GENERALIDADES…………………………………………………………………………………...7 1.1. OBJETIVO…………………………………………………………………………………………..7 1.2. REFERENCIAS…………………………………………………………………………………….8 CAPITULO II……………………………………………………………………………………………...9 CONTEXTO DONDE SE DESARROLLA LA EXPERIENCIA………………………………………9 2. DESCRIPCION DEL PROYECTO………………………………………………………………….9 2.1. Planta concentradora………………………………………………………………………………9 2.1.1. Sistema de protección contra incendios……………………………………………………….9 2.1.2.Sistema de detección y alarma de incendios…………………………………………………12 CAPITULO III……………………………………………………………………………………………14 ACTIVIDADES DESARROLLADOS………………………………………………………………….14 3. DESARROLLO DEL PROYECTO…………………………………………………………………14 3.1. Sistema de protección contra incendios………………………………………………………..14 3.1.1. Planta concentradora…………………………………………………………………………..14 3.1.1.1. Componentes del sistema de protección contra incendios……………………………...14 3.1.1.2. Instalacion del sistema de protección contra incendios………………………………….16 3.1.1.3. Pruebas hidrostáticas y sensores del sistema de agua contra incendios……………...25 3.1.1.4. Montaje e instalación de manifold de protección contra incendios……………………..26 3.1.1.5. Documentación de importancia del sistema de protección contra incendios………….28 3.2. Sistema de detección y alarma de incendios………………………………………………….41 3.1.2. Planta concentradora…………………………………………………………………………..41 3.1.2.1. Componentes del sistema de detección y alarma contra incendios……………………41 2.
(3) 3.1.2.2. Montaje e instalación del sistema de detección y alarma contra incendios……………42 CAPITULO IV…………………………………………………………………………………………..57 4. REFLEXION CRITICA DE LA EXPERIENCIA…………………………………………………..57 CAPITULO V…………………………………………………………………………………………..59 5. CONCLUSIONES Y RECOMENDACIONES……………………………………………………59 ANEXOS………………………………………………………………………………………………..62. 3.
(4) INDICE DE FIGURAS FiguraN°01. Vista de la planta concentradora desde el espesador de relaves. FiguraN°02. FiguraN°05. Recepción de materiales de acero Instalacion de Manifold Chancado Primario y tubería contra incendio vertical en las salas de máquinas del edificio del chancador primario 3110 Instalacion de Manifold Chancado Primario y tubería contra incendio vertical en las salas de máquinas del edificio del chancador primario 3110 Esta fotografía muestra las tuberías montadas tanto vertical como horizontalmente a lo largo del edificio de chancado primario área 3110.Podemos observar también los acoples vitaulic instalados.. FiguraN°06. Túneles de recuperación de mineral -Área 3120.. FiguraN°07. Túneles de recuperación de mineral -Área 3120.. FiguraN°08. Instalación de gabinetes de agua contra incendio.. FiguraN°09. Instalación de gabinetes de agua contra incendio.. FiguraN°10. Área 3320/Molienda/Nivel 1.. FiguraN°11. Área 3320/Molienda/Nivel 1.. FiguraN°12. FiguraN°13. Instalacion de manifold de agua contra incendio. En la presente fotografía Chancado secundario área 3220 se verifico la correcta instalación del sistema contra incendios en cuanto a SPLINKERS, y válvulas de alivio.. FiguraN°14. Chancado secundario y terciario / Área 3220.. FiguraN°15. Sistema contra incendios Instalado a lo largo de la faja transportadora (Área 3220). FiguraN°16. Grinding/Área 3320. FiguraN°17. FiguraN°20. Grinding/Área 3320 Ensayo de tintes penetrantes realizados el 17/10/2015, Línea: C2-3120-FW-0001C1F-8”-N Ensayo de tintes penetrantes realizados el 17/10/2015, Línea: C2-3120-FW-0001C1F-8”-N Ubicación 3120 / Coarse Ore Conveyor C2-3120-CV-012 para tubería A53-Gr.B de 8” SCH 40.. FiguraN°21. Presión Hidrostática del sistema.. FiguraN°22. Producto No Conforme RNC 001.. FiguraN°23. Producto No Conforme RNC 002.. FiguraN°24. Especificación de procedimiento de soldadura (WPS).. FiguraN°25. Especificación de procedimiento de soldadura (WPS).. FiguraN°26. Registro de Ensayo No Destructivo/Tintes Penetrantes.. FiguraN°27. Medición del perfil de rugosidad.. FiguraN°28. Registro de arenado y pintado de tuberías. FiguraN°29. Registro de arenado y pintado de tuberías.. FiguraN°30. Ensayo de adherencia por tracción.. FiguraN°31. Medición de espesores de película seca.. FiguraN°32 FiguraN°33. Medición de espesores de película seca. Medición de espesores de película seca.. FiguraN°34. Medición de espesores de película seca.. FiguraN°35. Tubería conduit defectuosa.. FiguraN°36. Tubería conduit defectuosa.. FiguraN°37. Recepción de equipos en obra.. FiguraN°03 FiguraN°04. FiguraN°18 FiguraN°19. 4.
(5) FiguraN°38. Montaje de dispositivos de detección y alarma.. FiguraN°39. Montaje de dispositivos de detección y alarma.. FiguraN°40. Pruebas de continuidad en cables eléctricos.. FiguraN°41. Pruebas de continuidad en cables eléctricos.. FiguraN°42. Fotografías del conexionado e instalación de equipos en tableros.. FiguraN°43. Fotografías del conexionado e instalación de equipos en tableros.. FiguraN°44. Fotografías del conexionado e instalación de equipos/ Estaciones manuales. FiguraN°45. Fotografías del conexionado e instalación de equipos/ Estaciones manuales. FiguraN°46. Fotografías instalación de equipos sirenas con luces estroboscópicas.. FiguraN°47. Fotografías instalación de equipos sirenas con luces estroboscópicas.. FiguraN°48. Fotografías del conexionado e instalación de equipos.. FiguraN°49. Fotografías del conexionado e instalación de equipos.. FiguraN°50. Fotografías del conexionado e instalación de equipos.. FiguraN°51 FiguraN°52. Fotografías del conexionado e instalación de equipos. Fotografías del conexionado e instalación de detectores de humo/calor.. FiguraN°53. Fotografías del conexionado e instalación de detectores de humo/calor.. FiguraN°54. Fotografías del conexionado e instalación de sirenas con luces estroboscópicas.. FiguraN°55. Fotografías del conexionado e instalación de sirenas con luces estroboscópicas.. FiguraN°56. Fotografías de la instalación de detectores de humo y sirenas estroboscópicas.. FiguraN°57. FiguraN°59. Fotografías de la instalación de detectores de humo y sirenas estroboscópicas. Fotografías de la instalación de detectores de humo/calor en Sub-Estación Principal. Fotografías de la instalación de detectores de humo/calor en Sub-Estación Principal.. FiguraN°60. Fotografías del conexionado e instalación tableros.. FiguraN°61. Fotografías del conexionado e instalación tableros.. FiguraN°62. Fotografías de las pruebas eléctricas.. FiguraN°63. Fotografías de las pruebas eléctricas.. FiguraN°58. 5.
(6) “CONTROL DE CALIDAD EN LA CONSTRUCCION DE UN SISTEMA DE PROTECCION, DETECCION Y ALARMA CONTRA INCENDIOS” RESUMEN En el presente informe se detalla en forma concisa el desarrollo del proyecto de construcción de un sistema de protección, detección y alarma contra incendios en una planta concentradora; en el desarrollo de sus distintas actividades mencionando de manera detallada los controles y pruebas realizadas en cada una de las fases de su construcción, determinadas por el cronograma contractual del proyecto y los documentos de gestión de calidad como el plan de calidad, procedimientos, y el plan de puntos de puntos de inspección. La importancia de implementar un sistema de gestión de calidad para la ejecución de un proyecto es dar seguridad en la aceptación y recepción de un producto conforme a los requisitos del cliente además de controlar los costos a producirse por re-procesos cargados a la empresa contratista, implementar acciones preventivas derivadas de las acciones correctivas producto de errores y fallas en el proceso de construcción. El sistema de gestión de calidad aplicado a este proyecto está de acuerdo a la norma internacional ISO 9001-2008.Los procedimientos constructivos, instructivos, incluyendo el plan de calidad también están elaborados tomando como referencia las especificaciones técnicas entregadas por el cliente las cuales hacen referencia a normas internacionales para su desarrollo constructivo (NFPA, AWS, ASTM, AIC, etc.), el montaje e instalación se desarrolla en las siguientes áreas y/o ambientes: Planta Concentradora Sistema de Protección Contra Incendios: . Recepción de materiales. . Montaje y Soldeo tuberías SCH-40. . Ensayos No destructivos-Inspección Visual. . Ensayos No destructivos-Tintes Penetrantes. . Torqueo de Pernos de Grado 8. . Ensayos No destructivos-Prueba Hidrostática. . Instalacion de MANIFOLD. Sistema de Detección y Alarma Contra Incendios: . Recepción de Materiales. . Montaje de tubería conduit RGS pesada. . Tendido de Cable FPLR 2x16 y THHN 2x14. . Pruebas de Continuidad a cables de señal y fuerza.. . Prueba de Aislamiento a cable de 600V.. . Conexionado de equipos y Dispositivos. 6.
(7) Del presente informe técnico se puede concluir que mediante la implementación de un sistema de gestión y control de calidad se cumplieron con los parámetros internacionales aplicados al presente proyecto así como los requisitos exigidos por el cliente para la realización del producto en este caso puntual la terminación del proyecto con altos estándares de calidad, realizando todos los ensayos e inspecciones exigidos y plasmados en el plan de puntos de inspección aprobado por el cliente. La implementación de un sistema de gestión y control de calidad tomado gran importancia a nivel nacional en la ejecución de proyectos de construcción en todos los sectores laborales en este caso puntual el sector minero, que para asegurarla satisfacción del cliente, durabilidad y seguridad de la construcción reduciendo costos de mantenimiento y reemplazo de equipos o estructuras a corto plazo, mediante la planificación de los controles e inspecciones programadas durante el desarrollo de los proyectos de construcción. PALABRAS CLAVES . CONTROL DE CALIDAD SISTEMA CONTRA INCENDIOS. 7.
(8) CAPITULO I.. 1. GENERALIDADES El Proyecto ”CERRO VERDE PRODUCTION UNIT EXPANSION A6CV”, surge por la necesidad de explotación y procesamiento a mayor escala del cobre, a la fecha esta necesidad está siendo cubierta por este proyecto ejecutado; hecho que justifica la ejecución de este proyecto a nivel de la FASE 2 de la Unidad Minera Cerro Verde. El plan de trabajo de aseguramiento de la calidad para el Proyecto ”CERRO VERDE PRODUCTION UNIT EXPANSION A6CV”, incluye cumplir con la política de calidad en todas sus actividades y procesos de la organización; considerando los objetivos y responsabilidades de modo que el proyecto satisfaga las necesidades y requerimientos del cliente. El plan se aplicara en todas las fases de desarrollo del proyecto (Inicio, planificación, ejecución, seguimiento y control, cierre). Para cumplir con la política de calidad, se tomara énfasis en los métodos o procedimientos de trabajo como a la calidad del producto terminado y validación de los resultados del proyecto. Para ello se deberá reducir trabajos defectuosos, aumentar la eficiencia del personal, documentar el proyecto y para su finalización la validación documentada de las pruebas e inspecciones. 1.1. OBJETIVO Este informe tiene como finalidad describir el proceso constructivo del proyecto en sus diferentes etapas desarrolladas, haciendo énfasis de manera detallada en cuanto a sus controles y pruebas realizadas para el control de calidad optimo del mismo.. 8.
(9) 1.2. REFERENCIAS Para la ejecución de este proyecto se contó con la siguiente documentación aplicable. Alcances del proyecto. Planos aprobados. Especificaciones técnicas. Normas y códigos aplicables. NFPA 13, Instalación de Sistemas de Rociadores. NFPA 24, Norma para la Instalación de Tuberías de Abastecimiento para Servicios Privados de Incendio y sus Accesorios NFPA 70. National Electrical Code NFPA 72. National Electrical Code Fire alarm NFPA. 72E.Código para Detectores Automáticos de Incendios. NFPA 122. Norma para la Prevención y Control de Incendios en Minería Metal/no metal e instalaciones de procesamiento de minerales. NFPA 170.Símbolos de Seguridad Contra el Fuego NFPA 101.Código Nacional de Vida OSHA. Occupational Safety and Health Administration AISIC. American institute of Steel Construction AISI. American Iron and Steel Institute AWS. American Welding Society NEMA. National Electrical Manufacturers Association NETA. Especificaciones de Prueba Aceptada para Sistemas y Equipos de Distribución de Potencia Eléctrica SSPC. Steel Structures Painting Council ANSI B16.5.American National Standards Institute-Pipe Flanges and Flanged Fitting 2003 ASME B31.3.American Society of Mechanicals Engineers - Process Piping 2006 ASME B16.21 American Society of Mechanicals Engineers Nonmetallic. Flat Gaskets for. Pipe Flanges. ASTM F-104 Standar Classification System for Nonmetalic Gasket Materials Planos para Calidad Aprobados: Mecanicos, Electricos, Intrumentacion y Arquitectura. Procedimientos de Calidad Aprobados para Construcción. Registros de Calidad Aprobados. 9.
(10) .. CAPITULO II.. CONTEXTO DONDE SE DESARROLLA LA EXPERIENCIA. 2. DESCRIPCION DEL PROYECTO 2.1 Planta Concentradora Las actividades a realizarse durante la fase de construcción de la Planta Concentradora en A6CV se describen a continuación: 2.1.1. Sistema de Protección contra incendios El área denomina para la construcción tiene una dimensión aproximada de 200 ha (Quebrada de Linga). En dicha zona se ha destinado la edificación, montaje e instalación de la nueva planta concentradora de cobre denominada CV2. La misma que. hasta el momento seria la planta. procesadora más grande a nivel mundial de cobre, por lo mismo es de necesidad implementar el sistema de protección contra incendios para evitar futuras pérdidas humanas, de equipos y de materiales. Asimismo, el alcance de la expansión ha contemplado el desarrollo de proyectos tales como la ampliación de los tajos Cerro Verde y Santa Rosa; movimiento de tierras masivo en los emplazamientos del proyecto; nueva planta concentradora CV2; depósito de relaves en la quebrada Linga; sistemas de distribución de relaves; planta de tratamiento de aguas residuales en la ciudad de Arequipa (PTAR Enlozada); sistemas de aguas servidas, frescas y tratadas; sistema de transporte de concentrado de Cerro Verde a Matarani; recepción, almacenamiento y carguío de. 10.
(11) concentrados en el Puerto de Matarani; planta generadora de energía eléctrica en Chiclayo; mejoras de tipo de proceso en concentradora C1, entre otras. Figura N°01. Fuente: Revista de inauguración de planta concentradora SMCV. Título: Vista de la planta concentradora desde el espesador de relaves. Año 2015.. Recepción de Materiales: Para el presente proyecto será almacenado cerca al lugar de trabajo en carpas debidamente equipadas para evitar la corrosión por contacto con el medio ambiente. Todo material y/o equipo que ingrese a obra será con su respectiva guía de remisión y por ende con su correspondiente certificación de calidad y/o Dossier de Fabricación del mismo. Montaje de tuberías SCH-40: Las tuberías SCH-40 serán montadas e instaladas en las diferentes áreas del proyecto que se citaran a continuación.. . Chancado Primario.. . Túneles de recuperación de mineral.. . Chancado secundario y terciario.. . Molienda y remolienda.. . Flotación de Mineral.. 11.
(12) . Filtración de mineral.. . Planta de Molibdeno.. . Laboratorio Químico- Metalúrgico.. Para la fabricación de tuberías serán ensambladas y/o soldadas en taller incluyendo accesorios (incluyendo corte, ranurado, biselado y soldadura) para la preparación de líneas o parte de ellas, hasta construir una parte del sistema que sea manejable para que el montaje junto con otros formara un sistema completo. En cuanto a la instalación de tuberías se verificara en todas las operaciones el manipuleo, colocación, alineamiento, soldadura, conexiones entre tubos, instalación de accesorios y pintura realizadas en la ubicación final de la tubería.. Soldeo de Tubería SCH-40 A-53 Las tuberías serán soldadas en campo en las diferentes áreas del proyecto en mención para su fácil y adecuado traslado a su ubicación según plano. Ensayos No Destructivos – Inspección Visual Las inspecciones se realizaran acorde a la Norma AWS D1.1, todo ello se realizara en campo después del soldeo. Ensayos No Destructivos –Tintes Penetrantes Las inspecciones se realizaran en campo acorde a la Norma AWS D1.1, antes y después del soldeo para prevenir fisuras, porosidades, recalentamiento del material base entre otros defectos. Torqueo de Pernos El torqueo de pernos en los acoples vitaulic Flexibles y Rígidos, según las recomendaciones del fabricante. Se tomara en cuenta que no se deberá exceder los parámetros de diseño del fabricante. Ensayos No destructivos-Prueba Hidrostática Los ensayos de presión se realizaran en campo según las líneas especificadas en los planos P&ID, la distancia será variable de acuerdo a la necesidad del proyecto, sin exceder los parámetros indicados en la Norma NFPA 25. La presión máxima a la cual se realizaran las pruebas hidrostáticas será de 200 PSI. Teniendo en cuenta que todo manómetro designado para dicha prueba deberá de estar calibrado por un ente certificado por la INDECOPI.. 12.
(13) Resane de Recubrimientos Los Resanes de pintura se realizaran en campo según el procedimiento de pintado elaborado por el fabricante (Jet). Instalacion de Manifold Se realizara la instalación de un manifold por área según los planos proporcionados por el cliente, esto se dará a lo largo de la planta concentradora.. 2.1.2. Sistema de detección y alarma contra incendios. Recepción de materiales La recepción de equipos y materiales se realizara en obra previa entrega de guía de remisión así como de certificación de calidad. Estos equipos se almacenaran según los requerimientos del cliente y/o del proyecto. Montaje de tubería conduit RGS pesada El montaje de tubería conduit se realizara en toda la planta concentradora, según lo indique en los planos de planta e indicaciones del cliente. Tendido de Cable FPLR 2x16- 2x14 El tendido de cable de señal se realizaran en campo bajo la inspección del supervisor QA/QC, los mismos que no deberán tener daños ni defectos antes y después de la instalación. Estos circuitos también denominado de Lazo, es el circuito por donde se transfiere señal para los dispositivos análogos direccionables del sistema, mini módulos de monitoreo, módulos direccionables de control, módulos direccionables de relé. Tendido de Cable THHN 2x14 El tendido de cable de fuerza se dará en campo desde el alimentador designado exclusivamente para el sistema de detección y alarma por el cliente. Las líneas de alimentación, con línea a tierra para los Paneles de Control y Fuentes de Alimentación Auxiliar denominados circuito de alimentación 220 VAC Pruebas de continuidad a cables de señal y fuerza Las pruebas se realizaran antes de tendido de cable en carrete y posterior al mismo. Los cables no deberán de superar los parámetros establecidos por la Norma NFPA 70. Teniendo en cuenta que. 13.
(14) todo Multímetro designado para dicha prueba deberá de estar calibrado por un ente certificado por la INDECOPI. Conexionado de equipos y dispositivos Después de haber realizado pruebas de continuidad y megado a cables se procederá a realizar el conexionado de equipos en general.. 14.
(15) CAPITULO III. ACTIVIDADES DESARROLLADAS. 3. DESARROLLO DEL PROYECTO El sistema de protección, detección y alarma de incendios comprende: . Sistema de Protección Contra Incendios. . Sistema de Detección y Alarma de Incendios. 3.1. Sistema de Protección Contra Incendios: En el proyecto se distinguen 08 zonas bien definidas que se harán mención a continuación según sea el caso adecuado:. 3.1.1. Planta concentradora: 3.1.1.1. Componentes del sistema de protección contra incendios Todos los componentes utilizados en el sistema de protección contra incendios, están específicamente certificados por Underwriter Laboratories Inc. (UL) para ser usados en sistemas contra incendios y/o están aprobados por la Factory Mutual (FM).. 15.
(16) 3.1.1.1.1. Tubería Para este proyecto se ha utilizado tubería de acero cedula 40, granallada y pintada con un espesor de 8 mills. 3.1.1.1.2. Válvulas Las válvulas están claramente identificadas mediante una tarjeta de plástica que indica su posición normal de funcionamiento (Normalmente abierta o cerrada) siendo accesible y fácil de operar. 3.1.1.1.3 Rociadores Todos los rociadores son de la marca Viking modelo 41 T y rociadores para pared marca Viking Modelo VK360 Listados por la UL para el riesgo que protegen. Se entregan rociadores de repuesto de cada tipo-modelo, factor K y temperatura, en una caja metálica con las llaves adecuadas para ser instalados. 3.1.1.1.4. Colgadores, soportes y protección contra sismos La protección contra sismos está dada por la combinación de soportes en 2 y 4 sentidos en acoplamientos flexibles, permitiendo que en un sismo de tubería siga el desplazamiento del edificio sin forzarse denominados soportes antisísmicos. 3.1.1.1.5. Protección contra la corrosión Todos los accesorios, colgadores, soportes, pernos, tuercas, arandelas están protegidos contra la corrosión Coating (Hot Dip) on Iron and Steel Hadware u otra protección superior. Todo lo que se ha preparado en taller, excepto las válvulas y accesorios de bronce, están protegidos contra la corrosión con pintura JETPOX 2000. Los hilos expuestos de las roscas de las tuberías y pernos también están protegidos. Los detalles del pintado de tuberías, se observan en los protocolos presentados en el Dossier de Calidad. Figura N°02. Fuente: Elaboración propia. Título: Recepción de materiales de acero. Año 2015. 16.
(17) 3.1.1.2. Instalacion del sistema de protección contra incendios La instalación de todas las partes del sistema de agua contra incendio se han realizado en conformidad con el estándar NFPA, AWS, ASME en ese orden, que respalde la calidad de la fabricación e instalación. Todas las fabricaciones, instalaciones y pruebas están documentadas. Todos los componentes utilizados en el sistema de protección contra incendios, están específicamente certificados por Underwriter Laboratories Inc. (UL) para ser usados en sistemas contra incendios, o están aprobados por Factory Mutual (FM).. Todos los componentes, equipos y accesorios se instalaron siguiendo las recomendaciones del fabricante en especial las protecciones contra la corrosión de la tubería. A continuación de detallara la instalación del sistema: Primeramente. se prepararon los esquemas que muestran los tramos de tubería que. instalaron. Las tuberías SCH-40 se les aplicaron limpieza por tramos de acuerdo a las indicaciones siguientes: Se verifico cada tubo instalado antes de su colocación con el fin de asegurarse de su limpieza. Cuando los tapones de protección se han removido, malogrado, o cuando ha habido indicio de contaminación, la tubería se limpió antes de colocarse .Esto puede hacerse mediante trapeado. El manipuleo de la tubería se hizo evitando que este se aplaste, distorsione, raye o sufra cualquier otro daño. Por ningún motivo se permitió el arrastrar o deslizar la tubería y los tapones protectores de ella no se removieron hasta que no esté lista para su inmediata instalación. Cuando la tubería estuvo lista para la instalación se aplicó la inspección visual y se verifico la documentación de Calidad. Cualquier tubería que estuvo dañada o distorsionada a tal punto que supere las tolerancias especificadas y no ofrecieron garantías de un óptimo servicio, se retiraron y se reemplazara por la otra aprobada por SMCV. En cuanto a la instalación de soportes se verifico que estén ubicadas correctamente y con niveles indicados en los planos y posterior a ello realizar el resane de pintura con los soportes que presenten daños. Fue necesario colocar soportes temporales como apoyo o elementos colgantes. El ajuste de los acoplamientos se realizara de acuerdo a la tabla de torqueo re comendada por el fabricante. Para mantener la verticalidad y horizontalidad de elementos montados, se mantuvieron en una posición determinada durante la operación de montaje, puentes o acoplamientos temporales. Los acoplamientos temporales tales como orejetas, puentes o abrazaderas se emplearon para la alineación. 17.
(18) Los diámetros (interiores o exteriores) de las tuberías se alinearon considerando la tolerancia que indican los fabricantes para diámetros y espesores:. a. Cuando el desalineamiento interno excede de 1/16 (1.6mm), se mecanizo la superficie interior de la tubería de la parte más gruesa, de modo que la junta quedó dentro de la tolerancia. b. Cuando el desalineamiento interno no excede de 1/16” (1.6mm) se procedió con el soldeo sin necesidad de modificar la junta.. Las uniones se soldaron aplicando el criterio de la norma AWS D1.1 y por soldadores calificados, con el procedimiento de soldadura fue aprobado para la fabricación, las inspecciones y demás pautas señaladas en las especificaciones técnicas. En las uniones embridadas, ya sea por brida planas o acoples Vitaulic; existe un perfecto alineamiento, acoplamiento y coincidencia en los agujeros.. . El contacto entre las caras de las bridas planas es uniforme. . Cuando se montó bridas de material diferente se colocó un aislamiento entre ellas para prevenir la corrosión. En tal sentido el torque de pernos se realizó con la recomendación de fabricante que tenga menor magnitud.. . En caso puntual de los acoples Vitaulic se respetó las ranuras en los tubos para efectuar un acople óptimo.. Se aplicó una secuencia lógica de ajuste de los pernos para asegurar la adecuada compresión. de las empaquetaduras, como se indica en ASME/ANSI B16.5. Las. empaquetaduras están de acuerdo a lo indicado en las normas ANSI/ASME B16.21 y ASTM F-104. Los accesorios y válvulas montados están de acuerdo a los planos e instrucciones de los fabricantes. Antes del montaje, las válvulas fueron revisadas y aprobadas en cuanto a su funcionamiento, limpieza y estado por el área de Calidad.. 18.
(19) Tabla 001. Ajuste y torqueo de pernos (Libras -pie). Grado de Dureza. SAE 2. SAE 5. SAE 7. SAE 8. Marcas. Sin Marcas. 3 líneas. 5 líneas. 6 líneas. Material. Acero al carbono. Acero al carbono. Acero al carbono. Acero al carbono. templado. templado. Capacidad de. 74 libras por. 120 libras por. 133 libras por. 150 libras por. Tensión Mínima. pulgada2. pulgada2. pulgada 2. pulgada2. Grado Diámetro Hilos por. 2 SECO. 2 con Aceite. 5 SECO. 5 con Aceite. 7 SECO. 7 con Aceite. 8 SECO. 8 con. Pulgadas. pulgada. Aceite. 1/4. 20. 4. 3. 8. 6. 10. 8. 12. 9. 1/4. 28. 6. 4. 10. 7. 12. 9. 14. 10. 5/16. 18. 9. 7. 17. 13. 21. 16. 25. 18. 5/16. 24. 12. 9. 19. 14. 24. 18. 29. 20. 3/8. 16. 16. 12. 30. 23. 40. 30. 45. 35. 3/8. 24. 22. 16. 35. 25. 45. 35. 50. 40. 7/16. 14. 24. 17. 50. 35. 60. 45. 70. 55. 7/16. 20. 34. 26. 55. 40. 70. 50. 80. 60. 1/2. 13. 38. 31. 75. 55. 95. 70. 110. 80. 1/2. 20. 52. 42. 90. 65. 100. 80. 120. 90. 9/16. 12. 52. 42. 110. 80. 135. 100. 150. 110. 9/16. 18. 71. 57. 120. 90. 150. 110. 170. 130. 5/8. 11. 98. 78. 150. 110. 140. 140. 220. 170. 5/8. 18. 115. 93. 180. 130. 210. 160. 240. 180. 3/4. 10. 157. 121. 260. 200. 320. 240. 380. 280. 3/4. 16. 180. 133. 300. 220. 360. 280. 420. 320. 7/8. 9. 210. 160. 430. 320. 520. 400. 600. 460. 7/8. 14. 230. 177. 470. 360. 580. 440. 660. 500. 1. 8. 320. 240. 640. 480. 800. 600. 900. 680. 1. 12. 350. 265. 710. 530. 860. 666. 990. 740. 19.
(20) Figura N°03. Figura N°04. Fuente: Elaboración propia. Título: Instalacion de Manifold Chancado Primario y tuberia contra incendio vertical en las. salas de maquinas del edificio del chancador primario 3110. Figura N°05. Fuente: Elaboración propia. Título: Esta fotografía muestra las tuberías montadas tanto vertical como horizontalmente a lo largo del edificio de chancado primario área 3110.Podemos observar también los acoples vitaulic instalados. Figura N°06. Figura N°07. Fuente: Elaboración propia. Título: Tuneles de recuperacion de mineral -Area 3120. 20.
(21) Como se puede apreciar en las fotografias se realizo la instalacion de tuberias de diferentes diametros según las necesidades de los ambientes .En este sector se instalo rociadores de la marca VIKING 41T , para la proteccion respectiva. Figura N°08. Figura N°09. Fuente: Elaboración propia. Título: Instalación de gabinetes de agua contra incendio. También se realizó la instalación de gabinetes contra incendios en el área de Chancado secundario y Terciario-Área 3220.Cabe señalar que en esta área se realizó la interconexión del sistema de agua contra incendio. Los Gabinetes instalados cuentan con su Dossier de calidad, puesto que estos mismos fueron fabricados en taller por una sub-contrata. Estos mismos están fabricados de acuerdo con las especificaciones del Cliente y según la NFPA. Figura N°10. Figura N°11. Fuente: Elaboración propia. Título: Área 3320/Molienda/Nivel 1.. 21.
(22) En esta área como se muestra en las fotografías se muestra la tubería aérea montada para la protección contra incendios; esta tubería tiene entradas hacia cada una de las salas de motores y lubricación que alimentan a los molinos. Se instalaron rociadores, Válvulas mariposas, acoples flexibles y rígidos de marca Vitaulic. La soldadura se llevó a cabo por soldadores calificados PQS y procedimientos aprobados WPS por el cliente así como validados por el inspector CWI.Cumpliendo de este modo con los estándares de calidad internacionales así como con las especificaciones del proyecto en mención. Figura N°12. Fuente: Elaboración propia. Título: Instalacion de manifold de agua contra incendio. En la presente fotografía se muestra la instalación de válvulas de compuerta OS&Y, Modelo Mueller R-2365-6, Válvulas mariposa de marca FireLock Vitaulic Series 705, válvulas check marca vitaulic series 717 - Marca FireLock de diámetro 2” y 4”, Válvulas Angulares Modelo A-55 de Marca Giacomini de diámetro de 1 ½” y 2 ½” y válvulas de bola Marca Nibco, TF600A con certificación FM – UL de diámetro de ¼”-4”. En este proceso de montaje e instalación se verifico el Toqueo de los acoples como de todos los dispositivos registrándolos en los protocolos respectivos para su posterior anexo al Dossier de Calidad. Así como también se verifico el resane de la pintura por los daños que. 22.
(23) se ocasionaron accidentalmente en el montaje de los mismos siguiendo el procedimiento indicado por el fabricante y validado por el cliente. Cabe señalar que en todo el proceso de montaje de válvulas estuvo presente el supervisor QA/QC validando el correcto proceder de los operarios. Posterior a ello se procedió con la verificación y liberación por parte del cliente. Figura N°13. Fuente: Elaboración propia. Título: En la presente fotografía Chancado secundario área 3220 se verifico la correcta instalación del sistema contra incendios en cuanto a SPLINKERS, y válvulas de alivio. Figura N°14. Fuente: Elaboración propia. Título: Chancado secundario y terciario / Area 3220.. 23.
(24) La presente fotografía es perteneciente al área de Chancado secundario- terciario/Área 3220, cerca de las fajas transportadoras de mineral. Este manifold alimenta a todo el sistema de protección contra incendios a lo largo de tramo de chancado primario y secundario. Figura N°15. Fuente: Elaboración propia. Título: Sistema contra incendios Instalado a lo largo de la faja transportadora (Área 3220) destinado para los gabinetes contra incendios. Como se muestra en la fotografía se ve la tubería de 2” y 4” instalada y bien fijada a soporteria montada. Figura N°16. Figura N°17. Fuente: Elaboración propia. Título: Grinding/Área 3320, En los edificios de Grinding se instaló una serie de rociadores para pared marca Viking Modelo VK360 con certificación UL, temperatura de alarma 68 °c, bulbo color rojo. Se instalaron en sala de control y maquina rociador Up Right marca Viking Modelo 41T con certificación UL-FM. Temperatura de alarma 68 °C, bulbo color rojo. 24.
(25) Figura N°18. Figura N°19. Fuente: Elaboración propia. Título: Ensayo de tintes penetrantes realizados el 17/10/2015, Linea: C2-3120-FW-0001C1F-8”-N . Figura N°20. Fuente: Elaboración propia. Título: Ubicación 3120 / Coarse Ore Conveyor C2-3120-CV-012 para tubería A53-Gr.B de 8” SCH 40.. El ensayo de tintes penetrantes se realizó de acuerdo con la Norma AWS D.1.1.El presente ensayo se realizó en todas las uniones soldadas del sistema de protección contra incendios, arrojando resultados positivos en todas las pruebas. El supervisor QA/QC dio su aprobación y esta fue validad por el cliente SMCV.. 25.
(26) 3.1.1.3. Pruebas Hidrostáticas y sensores del sistema de agua contra incendios Todas las tuberías se ensayaron hidrostáticamente a una presión no menor que 200 PSI o 50 PSI por encima de la presión estática que supere los 150 PSI, y se mantuvieron a esa presión, sin perdidas, durante dos horas según el NFPA 24. Norma para la instalación de tuberías de abastecimiento para servicios privados de incendio y sus accesorios. Las pérdidas se determinaron por la caída de presión en el manómetro o por las fugas observadas. Las partes del sistema están sujetas a presiones de trabajo que no superen los 150 PSI, son ensayadas como se describió anteriormente, a una presión de 50 PSI por encima de la presión normal de trabajo. Esta presión ensayada se lecturo en un manómetro ubicado en el punto más bajo de la elevación del sistema. En cuanto a los dispositivos de flujo de agua, incluyendo los circuitos de alarma asociados, se ensayaron por flujo atraves de la conexión de ensayo para la inspección, estas dieron como resultado una alarma audible en las instalaciones dentro de los 5 min siguientes al inicio del flujo y hasta que el flujo cese. En cuanto a la presión estática y residual para sistema de rociadores, lo primero que se tuvo que hacer para realizar adecuadamente este ensayo es aplicar un presurizado y un purgado de aire al sistema de rociadores a la cual se le estuvo ensayando. Con la válvula de drenaje completamente cerrada se procedió a la abertura de la válvula de control, para así hacer un llenado total de agua a todo el sistema, luego se procedió a tomar la lectura del manómetro del riser el cual fue a ser la presión estática. Para la presión residual, primero al sistema se le asistió simular en estado operativo, es decir, en condiciones de flujo, para lograr esto se procedió a la abertura total de la válvula de prueba y drenaje, luego se tomó la lectura del manómetro del riser que vendría a ser la presión residual. La presión estática y residual para gabinetes el procedimiento de este ensayo fue el siguiente:. a. Para la presión estática: . Retiro el pitón de la boquilla de la manguera.. . Coloco el adaptador con el manómetro y el tapón.. . Apertura la válvula angular de 1½” del gabinete.. . Presurizo y purgo el sistema.. . Tomo la lectura en el manómetro.. 26.
(27) b. Para la presión residual: . Inmediatamente después de haber tomado la lectura de la presión estática. se apertura el pitón totalmente con tipo de flujo a chorro. . Se volvió a tomar la nueva lectura en el manómetro, la cual fue la presión. residual.. Figura N°21. Fuente: Elaboración propia. Título: Presión Hidrostática del sistema.. En la fotografía se muestra la presión de prueba Hidrostática obtenida para el sistema. La presión según norma NFPA 24 debe de ser de 200PSI en un lapso de 2 horas. La presión de prueba monitoreada en el manómetro es superior a la estandarizada. Esta prueba es válida puesto que supera los estándares internacionales. La prueba de presión Hidrostática fue validada por el supervisor QA/QC en el momento, y a su vez prueba comprobada por el cliente al inicio y final de la misma. Todos los datos registrados por estas pruebas están plasmados en los registros de calidad y por ende en el Dossier de Calidad.. 3.1.1.4. Montaje e instalación de Manifold de protección contra incendio Instalacion de una montante N°3: Tubería de Ø4” que alimenta los gabinetes contra incendios, conformada por válvulas de compuerta OS&Y, Modelo Mueller R-2365-6 de diámetro de 2-1/2”, 3”, 4” ,6” y 8” correspondientemente según el diseño. Estas válvulas cuentan con certificación UL-FM.. 27.
(28) En las montantes verticales de Ø6”, que cuentan con un soporte intermedio, se han instalado acoples flexibles y rígidos en ambos lados del soporte. En el manifold se instalaron Tamper Switch - Marca System Sensor Modelo Osy2 de diámetro 2”,3”,4”,6” y 8” para el monitoreo de flujo de agua. Con certificación UL-FM. En el manifold se instalaron válvulas mariposa de marca FireLock Vitaulic Series 705 de diámetro 8”, 6”, 4”, 3”, 2”, 2 1/2” y 1/2” correspondientemente. Estas válvulas cuentan con certificación UL-FM.. En las montantes horizontales se instalaron válvulas check marca vitaulic series 717 Marca FireLock de diámetro 2”,3”, 2 ½”. Se instalaron en sala de control y maquina rociadores para pared marca Viking Modelo VK360 con certificación UL, temperatura de alarma 68 °c, bulbo color rojo. Se instalaron en sala de control y maquina rociador Up Right marca Viking Modelo 41T con certificación UL-FM. Temperatura de alarma 68 °C, bulbo color rojo.. En los gabinetes contra incendios se instalaron Válvulas Angulares Modelo A-55 de Marca Giacomini de diámetro de 1 ½” y 2 ½”. Así como también en los gabinetes contra incendios se instalaron Válvulas de tres Vías Marca FPPI, de ¼” IPS con certificación UL/ULC Listado de capacidad de 300 psi. En las montantes horizontales se instalaron válvulas de bola Marca Nibco, TF600A con certificación FM – UL de diámetro de ¼”-4”. Se implementó un soporte del tipo SPM1 hacia el lado de la conexión de inyección de bomberos todos estos cambios mencionados se pueden visualizar en los planos AS-BUILT. Posterior a todo este proceso de montaje e instalación se procedió a realizar la limpieza de tuberías (FLUSHING).Las tuberías horizontales principales así como las horizontales fueron lavadas interiormente por un caudal de agua que expulso cualquier objeto o escoria que haya quedado dentro del sistema.. DIÁMETRO (pulgadas) (4) (6). CAUDAL MÍNIMO l/m (gpm) 1 476 (750) 3 331 (1500). 28.
(29) 3.1.1.5. Documentación de importancia del sistema de protección contra incendios. En el sistema de protección contra incendios en cuanto a todo su proceso constructivo hubo información de importancia que fue de necesidad básica y no trivial para el óptimo avance en el área constructiva así como en el área de calidad. A continuación se citaran la documentación con mayor importancia para la ejecución de un buen control cualitativo y cuantitativo en el desarrollo constructivo del sistema de protección contra incendios. En todo proyecto que cuente con un sistema integrado de gestión siempre se suscitarán No Conformidades (NCR), por parte de cliente así como por parte de ente constructor. Esté proyecto no fue la excepción a este tipo de inconformidades por parte de ambos, para mayores detalles se adjunta el registro de No conformidades del proyecto.. Tabla 002. Registro de NCR, correspondiente al proyecto A6CV-Sistema contra incendios.. LOG de No Conformidades por Parte del Cliente TR A N SM ITTA L N º. NCR-001. NCR-002. NCR-003. NCR-004. FEC HA EM ISION. D OC U M EN TOS EN V IA D OS. OR IGIN A D OR C LIEN TE. ESTA D O ( D IA S). OB SER V A C ION. FEC HA D E C IER R E. 06/07/2015 No concordancia de planos Jaime Apaza WESTFIRE/SMI.Ubicacion HPGR chancador secundario/Fire Detection 08/07/2015 Lunas de panel contra incendios Jaime Apaza rotas.Ubicacion 3710-ER-044/3840- ER-053 /Fire Detection 15/07/2015 Fire protection/Piping/Tuberias sin dossier de Jaime Apaza calidad. SMCV. CERRADO. NINGUNA. 10/07/2015. SMCV. CERRADO. NINGUNA. 20/07/2015. SMCV. CERRADO. NINGUNA. 30/07/2015. 16/07/2015 Fire protection/Piping/Manometros con certificacion de calibracion tan solo en opia no original. SMCV. CERRADO. NINGUNA. 30/07/2015. Jaime Apaza. 29.
(30) En los registros anexos se evidencia las No Conformidades en el proyecto. Figura N°22. Fuente: Elaboración propia. Título: Producto No Conforme RNC 001.. 30.
(31) Figura N°23. Fuente: Elaboración propia. Título: Producto No Conforme RNC 002.. Como se muestra en ambos registros de productos no conformes, se dieron en campo (SMCV) para formalizar las operaciones que se estaban realizando fuera del estándar. . NCR-001.No concordancia entre planos del sistema contra incendios VS sistema de aire acondicionado, ubicación chancado secundario-HPGR 3220.. . NCR-002.Lunas del panel contra incendios rotas.. En cuanto a los procesos de soldadura en campo, esto se realizó conforme la norma ASME IX. En todos los procesos de soldeo el personal conto con su Calificación de Soldador (PQR), así mismo se contó con el Procedimiento de soldadura respectivo (WPS).Todo ello acorde con la norma ASME IX. 31.
(32) A continuación se muestra los procedimientos de la soldadura empleados en la construcción del sistema contra incendios. Figura N°24. Fuente: Elaboración propia. Título: Especificación de procedimiento de soldadura (WPS). La especificación de procedimiento de soldadura (WPS), según la ASME SECCION IX, es para un proceso del soldeo SMAW. La soldadura es a tope con bisel en V. Todos los procesos de soldeo de tubería SCH-40, se realizaron en campo, exceptuando la fabricación de soporteria. Así mismo se realizaron las inspecciones visuales como ensayos no destructivos (END).El soldador se rigió a este proceso no desviándose del mismo para su proceso de soldeo, el soldador verifica el amperaje a calibrar previa revisión de los parámetros de este procedimiento. La máquina de soldeo tiene que estar calibrada y constratada con una patrón en un laboratorio certificado por la INDECOPI.. 32.
(33) Figura N°25. Fuente: Elaboración propia. Título: Especificación de procedimiento de soldadura (WPS).. En cuanto a los ensayos no destructivos referentes a tintes penetrantes se registraron en los formatos aprobados por el cliente para la validación del mismo en un 100% de los ensayos realizados, no se rechazo ningún unión soldada puesto que los ensayos realizados están dentro de los parámetros especificados por la ASME B31.3. En los registros mostrados de aplicación de tintes penetrantes se dieron en la ubicación 3120 COARSE OR CONVEYOR/ C2-3120-CV-012, para una tubería SCH-40 de espesor de 8”, el material es A53-Gr.B. Los ensayos de tintes penetrantes se realizaron a lo largo del proyecto sin mayores observaciones, el supervisor de control de calidad /aseguramiento de calidad siempre estuvieron atentos al seguimiento de las uniones soldadas más críticas. En este caso cerca a las uniones Bridadas que hubo en el sistema contra incendios son a las cuales se aplicó los tintes penetrantes sin observación relevante.. 33.
(34) Figura N°26. Fuente: Elaboración propia. Título: Registro de Ensayo No Destructivo/Tintes Penetrantes.. 34.
(35) En cuanto a la aplicación de recubrimientos en las tuberías SCH-40 así como de soporteria del mismo material. Ello estuvo a cargo de la Sub-Contratista la cual realizo el envió del mismo a obra en conjunto con las estructuras que figuran en el Packing List. El procedimiento de pintado es definido por el fabricante de la pintura en este caso puntual es JET. De acuerdo con este procedimiento es que la Sub-Contratista procedió al proceso de limpieza superficial del acero según la SSPC, y posterior a ello con la aplicación de las diferentes capas hasta llegar al espesor de pintura especificada que es de 8 Mills. En las siguientes fotografías podemos apreciar la medición del perfil de rugosidad del acero en este caso SCH-40(Patrón de anclaje preferido 2.6 Mills).Equipo utilizador Mitutoyo 7326STX2 SNPVE339. Figura N°27. Fuente: Elaboración propia. Título: Medición del perfil de rugosidad. A continuación se hará referencia de los registros de arenado y pintado con una preparación de superficie cercana al metal blanco SSPC-SP10, donde se aplicara una capa de JET ZINC. 35.
(36) 1860 (2.5 Mills) con un equipo de aplicación Neumático Graco Xtreme XTR 501, sin mostrar ningún tipo de defecto aparente. Los registros de espesores de película seca de la primera capa se anexaran en el presente informe a continuación así como también de la 2da capa y tercera capa respectivamente. Se hace presente que los registros a mostrados son la fieles a la construcción en cuanto a arenado y pintado. Los presentes registros fueron validos por el Supervisor QA/QC apara la validación del mismo. Tabla 003.Aplicacion de la primera capa de pintura Jet pox zinc.. Aplicación de la 1era Capa de Pintura-Jet pox Zinc SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT. Espesor de pintura (Mills) 2.15 2.54 2.81 2.05 2.83 2.37 2.65 2.08 2.89 2.59 2.3 2.49 2.12 2.76 2.31 2.19 2.47 2.95 2.81 2.1 2.42 2.22 2.79 2.35 2.69 2.34 2.05 2.63 2.67 2.62 2.24 2.3 2.53 2.32 2.61 2.07 2.15 2.79 2.65 2.94 2.97 2.48. 1 2 3 4 5 6 7 8 9 10 11 12 13 14. 2.5 2.4166667 2.54 2.46 2.3966667 2.5366667 2.4433333 2.4533333 2.36 2.64 2.3566667 2.3333333 2.53 2.7966667. Espesor de película (Mills). N° Spot VS Espesor de pelicula seca 3 2.8 2.6 2.4 2.2 2 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. N° de Spot. Grafico 001. N° de Spot VS Espesor de pintura.. 36.
(37) Del grafico 001. Se difiere que el espesor de película seca de pintura mantiene una constante proporcional en cuanto a su aplicación, según los parámetros establecidos por el cliente. La primera capa tiene un valor promedio nominal de 2.48 Mills.. Figura N°28. Fuente: Elaboración propia. Título: Registro de arenado y pintado de tuberías.. 37.
(38) El proceso de arenado-pintado es verificado y aprobado por el supervisor QA/QC para su posterior verificación por el residente de obra. La medición de pintura a la película seca se aproxima a los 2.80 Mills como máximo, sin defectos aparente del pintado en la primera capa. En la siguiente imagen se muestra los datos obtenidos en la 2da capa que se llega a aproximar a los 8.36 Mills como máximo. Tabla 004.Aplicacion de la acabado de pintura Jet pox 2000.. Aplicación de la capa de acabado Pintura-Jet pox 2000 SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT SPOT. Espesor de 7.74 8.39 8.49 7.74 8.12 8.23 8.12 8.01 7.58 8.21 7.91 8.39 7.79 7.46. 1 2 3 4 5 6 7 8 9 10 11 12 13 14. pintura (Mills) 7.8 7.57 7.41 7.58 8.45 8.39 7.58 7.79 7.95 7.6 7.73 8.16 8.34 7.76 7.81 8.11 7.6 8.53 7.56 7.55 8.17 8.15 8.48 8.02 7.48 8.06 8.29 7.6. 7.70 7.79 8.44 7.70 7.89 8.04 8.07 7.98 7.90 7.77 8.08 8.30 7.78 7.78. Espesor de pintura (Mills). N° Spot VS Espesor de pintura 8.5 8.4 8.3 8.2 8.1 8 7.9 7.8 7.7 7.6 0. 2. 4. 6. 8. 10. 12. 14. 16. N° Spot. Grafico 002 N° de Spot VS Espesor de pintura.. 38.
(39) Del grafico 002. Se difiere que el espesor de película seca de pintura mantiene una constante proporcional en cuanto a su aplicación, según los parámetros establecidos por el cliente. La capa de acabado tiene un valor promedio nominal de 7.94 Mills. Figura N°29. Fuente: Elaboración propia. Título: Registro de arenado y pintado de tuberías.. 39.
(40) En el registro mostrado el máximo valor de película seca de pintura es de 8.36 Mills, el parámetro de pintado es de 8 Mills según lo requerido por el cliente en las especificaciones del proyecto. La pintura aplicada para el acabado es de JET POX 2000, RAL 3000 y el equipo utilizado es Eléctrico GRACO Ultra Max. 795. Posterior a la aplicación de pintado se procedió a la aplicación de la prueba de adhesión por tracción. Figura N°30. Fuente: Elaboración propia. Título: Ensayo de adherencia por tracción.. Los valores obtenidos en la prueba de adherencia por tracción en las tuberías de 6” varían entre 700 psi y 1800 psi los valores obtenidos en las tuberías de 8” varían entre 1800 psi y. 40.
(41) 2500 psi, valores mayores al mínimo especificado (650 psi), para cumplir su función de protección. Este ensayo se realizó con Dolly. Esta prueba se realizó en concordancia con la norma ASTM D3359, en las instalaciones de SMCV, el día 21 de mayo del 2015, en presencia de un representante del cliente. Acabado final del pintado de la tubería SCH-40,la medición de espesores se realizo con el equipo ELCOMETER Digital previamente calibrado. Figura N°31. Figura N°32. Fuente: Elaboración propia. Título: Medición de espesores de película seca. Como se muestra en las fotografias el acabado final es optimo y de buena calidad, no muestra imperfecciones en su superficie.Esta desarrollo de acuerdo con los estandares internacionales y las especificaciones tecnicas del proyecto.En este caso puntual las mediciones arrojan resultados de entre 12.4 y 13.5 mills, por lo mismo se concluye que la aplicación de pintura es optima y no hubo mayores desperdicios en la aplicación de pintado. Figura N°33. Figura N°34. Fuente: Elaboración propia. Título: Medición de espesores de película seca.. 41.
(42) El supervisor QA/QC inspecciono la recepción de estas tuberías pintadas bajo el proceso estandarizado para el presente proyecto mediante la norma SSPC. El supervisor verifico el Dossier de calidad para su respectiva recepción de las tuberías pintadas, previo a ello inspecciono y tomo mediciones de los espesores de la pintura contrastando de este modo los registros de pintado enviados por la Sub-Contratista.. 3.2. Sistema de detección y alarma contra incendios En el proyecto se distinguen 08 zonas bien definidas que se harán mención a continuación según sea el caso adecuado: 3.1.2. Planta concentradora: 3.1.2.1. Componentes del sistema de detección y alarma contra incendios 3.1.2.1.1. Panel de control de incendios y fuentes auxiliar Se realizó la instalación de paneles de control de la marca NOTIFIER modelos NFS320E-SP y NFS2-640E-SP capaz de interconectarse a una red de monitoreo mediante una tarjeta de interface de comunicación RS232/Ethernet. Los componentes del panel de detección y alarma (tarjetas, display, cargador, módulos, tarjeta de comunicación, baterías, etc.)Se instalaran dentro del gabinete NEMA 4. Se realizó la instalación de tableros de alimentación auxiliar que incluye una fuente que convierte una entrada de 115 VAC/60Hz en una salida de 24 VDC clase 2 salida de potencia limitada, un transformador de 220/110 VAC 60Hz, dos mini módulos de monitoreo y dos baterías de 12 VDC. 3.1.2.1.2 Dispositivos de Detección Se instalaron detectores fotoeléctricos de humo y calor, detector de humo en ducto y estaciones manuales direccionables en salas eléctricas, salas de control, sala de servidores, oficinas y kitchen. Se instalaron detectores de calor en unidades de sistema hidráulico, unidades de sistema de lubricación y salas de control. Se instalaron detectores de calor lineal a lo largo de las fajas transportadores y específicamente en transformadores. Se instalaron detectores de flama UV/IR en la sala de filtrado de concentrado. Se instalaron Estaciones manuales con cubierta STI de policarbonato en ambientes fuera de las salas eléctricas, salas de control u oficinas.. 42.
(43) 3.1.2.1.3. Dispositivos de notificación y alarma Se instalaron sirenas con luces estroboscópicas en salas eléctricas, salas de control, salas de servidores, kitchen y ambientes exteriores Se instalaron indicadores remotos en salas eléctricas y salas de control. 3.1.2.1.4. Dispositivos de Supervisión, Monitoreo y Control Se instalaron mini-módulos de monitoreo, módulo de monitoreo de 10 entradas, módulo de con trol y módulo relé en tableros de módulos NEMA 4 respetando las normas internacionales de fabricación. Este gabinete Nema-4 ubicado en salas eléctricas, salas de control y en campo.. 3.1.2.1.5. Instalacion de tuberías y cables Se realizó el montaje en instalación de cables FPLR y cable de tipo THHN (para distancias menores a 10 metros), cuyo recorrido se realizara a través de tuberías tipo conduit Rígido. 3.1.2.2. Montaje e instalación del sistema de detección y alarma contra incendios. La instalación de todas las partes del sistema de detección y alarma contra incendio se han realizado en conformidad con el estándar NFPA, NEMA en ese orden, que respalde la calidad de la fabricación e instalación. Todas las fabricaciones, instalaciones y pruebas están documentadas. Todos los componentes utilizados en el sistema de protección contra incendios, están específicamente certificados por Underwriter Laboratories Inc. (UL) para ser usados en sistemas contra incendios, o están aprobados por Factory Mutual (FM).. Todos los componentes, equipos y accesorios se instalaron siguiendo las recomendaciones del fabricante en especial las protecciones contra la corrosión de la tubería RGS.. 3.1.2.2.1. Recepción de materiales y Equipos Los equipos recepcionados cuentan con su respectiva documentación de fábrica, fichas técnicas, pruebas en FAT, certificados de calidad así como su certificación UL-FM. Todo ello se corroboro con la guía de remisión y documenta enviada de fábrica en referencia a equipos de detección y alarma. 43.
(44) En cuanto a materiales se recepciono tubería conduit pesada RGS, que cuenta con su certificación de calidad UL-FM. Pero se encontró defectos de almacenamiento así como de porosidades que provienen netamente del proceso de Galvanizado de fábrica. En cuanto a estos defectos se informó inmediatamente al cliente para tomar las medidas correctivas y preventivas conforme amerite a esta No conformidad. El producto se devolverá a fábrica haciendo énfasis en el informe respectivo de los defectos de almacenamiento tanto de corrosión como de porosidades en el galvanizado. Estos sobrecostos por transporte y pérdida de tiempo serán asumidos por fábrica. Figura N°35. Figura N°36. Fuente: Elaboración propia. Título: Tubería conduit defectuosa.. La tuberia conduit RGS pesada, fue recepcionada en obra por el supervisor QA/QC .En la inspeccion sobresalieron los defectos mostrados en las fotografias tales como porosidades en el galvanizado y corrosion por la mala aplicación del mismo. Figura N°37. Fuente: Elaboración propia. Título: Recepción de equipos en obra.. 44.
(45) Inspección de equipos y dispositivos recepcionados para la instalación y montaje del sistema de detección y alarma contra incendios. Los equipos y dispositivos cuentan con su guía de remisión y su respectivo certificado de calidad UL-FM.. 3.1.2.2.2. Montaje de tubería conduit RGS pesada de ¾” El presente proyecto consta de 08 zonas las cuales son:. Chancado Primario. Túneles de recuperación de mineral. Chancado secundario y terciario. Molienda y remolienda. Flotación de Mineral. Filtración de mineral. Planta de Molibdeno. Laboratorio Químico- Metalúrgico.. En todas y cada una de estas zonas se realizó en montaje de tubería conduit RGS Pesada. Las tuberías conduit RGS antes de su transporte y/o traslado a fin de evitar daños en las rocas, por medio de tapones de madera, plástico u otro material aprobado. Para proceder con la instalación de la tubería conduit a pesar de que haya planos aprobados también se realiza un post-estudio a todos los planos de las diferentes especialidades, para verificar las condiciones de la misma y determinar posibles interferencias o necesidad de modificaciones y verificar que los espacios previstos son adecuados para las partes a instalar. En este sentido y antes de comenzar los trabajos, se informa al cliente cualquier condición que no permita realizar un trabajo con la calidad requerida según las especificaciones técnicas del proyecto. Se coordinó con los jefes de las diferentes especialidades, para realizar cortes y resanes cuando estos sean necesarios. No se hizo ningún corte de partes estructurales que puedan disminuir la resistencia del conduit rígido pesado, sin la aprobación del cliente. 45.
(46) Las tuberías RGS se instalaron como un sistema completo fijado firmemente mediante soportes adecuados a no más de 90 cm de cada caja de salida, de empalme, gabinete, tablero o accesorio y en tramos rectos a no más de 3 m. La distancia de 90 cm. puede extenderse hasta 1,5 m cuando la estructura lo exija. Se verifico antes de la fijación de los soportes que no haya interferencias ni con equipos ni con otras líneas de tuberías, cualquier interferencia será reportada al cliente de manera inmediata. En los lados donde se produjo corte de los canales Unistrut serán pintados con Galvanox, para evitar la corrosión. Se procederá de acuerdo con los detalles de instalación, y se verificara que el canal unistrut este recto y/o alineado a la pared, techo esto se hará con un nivel de mano calibrado por un ente autorizado por la INDECOPI. Los bordes de la tubería conduit son devastados y pulidos para eliminar los bordes cortantes. Así como también se procedió al limpiado de la tubería conduit RGS en el interior y exterior de residuos metálicos y de lubricantes. Para la preparación del roscado de las tuberías RGS, serán mecanizadas manualmente mediante una tarraja. Culminando esta etapa se procedió a instalar la tubería, esta se sujetó mediante abrazaderas unistrut. El número de curvas entre salida y salida, entre accesorio y accesorio o entre salida y accesorio debe ser menor que el equivalente a 3 curvas de 90°, incluyendo curvas ubicadas inmediatamente en la salida o accesorio. Los empalmes y derivaciones de la tubería RGS se realizaron con cajas condulet de Tipo C de ¾” Ø, Tipo T de ¾”Ø, Tipo LB de ¾”Ø, Tipo LL de ¾”Ø, Tipo LR de ¾”Ø, form 7. Todas estas cajas requieren de tapas con empaquetadura para sellar y garantizar la hermeticidad del conducto.. Se realizó inspecciones visuales comprobando el acabado de la superficie, libre de daños al galvanizado. Caso contrario se rechazara la instalación. También se tendrá en cuenta la verticalidad y horizontalidad de las tuberías RGS.. Se aceptó el montaje de las tuberías conduit en todas las áreas sin excepción según las normas NFPA 70 y NFPA 72.. 46.
(47) Figura N°38. Figura N°39. Fuente: Elaboración propia. Título: Montaje de dispositivos de detección y alarma. En las imágenes precedentes se muestra la instalacion de la tuberia conduit de dispositivo a dispositivo y de dispositivo a tableros.Cabe señalar que la tuberia conduit fue instalada de acuerdo con las especificaciones del proyecto ademas de ello los detalles de instalacion aprobados.. 3.1.2.2.3. Tendido de cables FPLR 2x16 y 2x14 THHN En cuanto al tendido de cables de señal y de fuerza del sistema contra incendio del proyecto A6CV se desarrolló de la siguiente manera: Antes del tendido de los cables se verifico el estado de la chaqueta exterior del cable con el fin de confirmar su calidad e integridad para el sistema. Así mismo se consideró la protección de los cables y líneas con aislamiento de plástico se protegieron contra la radiación solar sobre todo en lugares donde se presente el con mayor intensidad. Como está plasmado en el plan de calidad se verifico que se esté trabajando con la última versión de planos aprobados por el cliente. Se verifico que los cables que llegaron en carretes se encuentren en porta bobinas, para su fácil tendido y así se procedió con el cableado de manera manual siguiendo las especificaciones del cliente. Se tuvo en cuenta que no exista ningún tipo de exceso en los esfuerzos mecánicos aplicados al cable durante la instalación así como se tuvo en cuenta que para los cables se permite un radio de curvatura de por lo menos 10 veces el diámetro exterior del cable o en su defecto según lo recomendado por el fabricante. 47.
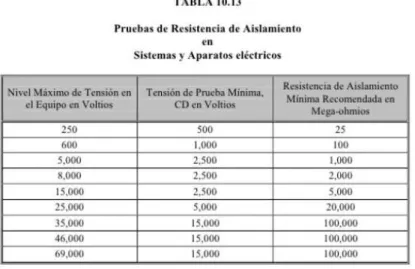
(48) 3.1.2.2.4. Pruebas de continuidad a cables de señal y de fuerza. En esta etapa se realizaron pruebas de continuidad a cada tramo de cable tendido, de tramo a tramo en líneas desenergizadas, se verifico la fecha de calibración del multímetro FLUKE 117.Tener en cuenta que las mediciones de continuidad son verificadas única y exclusivamente por el supervisor QA/QC en presencia del cliente por ser un punto crítico en la construcción del sistema de detección y alarma. La manera de verificación es con el multímetro se procedió a girar el selector a modo de continuidad, uniendo las 2 sondas (positivo y negativo) y se espera que emita un sonido continuo. Se verifico que no haya empalmes en el cableado en referencia a la Norma NFPA 72. Posterior a la liberación de los cables mediante la prueba de continuidad se procede a implementar marcas provisionales de los cables que correspondan al panel o modulo que se van a conectar, en conformidad con los planos. También según la NFPA 72, se identificaran los cables según el TAG del panel, modulo o dispositivo donde se acometen, con mangas termocontraibles. Se realizó las pruebas de continuidad a todos y cada uno de los cables del sistema de detección y alarma sin encontrar errores con un multímetro calibrado Fluke 117. A los cables de fuerza THHN 2x14 se realizó el megado para medir su resistencia al aislamiento se realizó uniendo uno de los terminales del megohmetro en el punto de tierra para luego proceder con cada uno de los cables con respecto a tierra. Esta prueba dura 60 segundos según la tabla NETA 10.13. Se probaron los siguientes circuitos: Circuito de Alimentación 220 VAC, Tensión de prueba 500 VDC, duración 1 min. Según Tabla NETA 10.13. Circuito de Alimentación 24 VDC, Tensión de prueba 100 VDC, duración 1 min. Según Tabla NETA 10.13. Por ningún motivo se medirá la resistencia de aislamiento a los siguientes circuitos Circuito de dispositivos de iniciación (IDC). Circuito de Notificación (NAC). El mínimo valor de resistencia de aislamiento aceptable es 25 Mega-ohms, Ver Tabla NETA 10.13.. 48.
(49) Tabla 005. Pruebas de resistencia al aislamiento en sistemas y aparatos eléctricos. Fuente: NETA Tabla 10.13. Figura N°40. Figura N°41. Fuente: Elaboración propia. Título: Pruebas de continuidad en cables eléctricos. Las pruebas de continuidad y megado de cables se realizaron en carretes y posterior a ello en su instalación en campo. En todas las instalaciones la construcción se dio de acuerdo a la norma NFPA 72, así como también para las pruebas eléctricas de acuerdo con la NETA 10.13. Y NFPA 70. El supervisor QA/QC estuvo presento en todas las pruebas de continuidad aprobando el mismo en cada uno de los tramos de cable. Así como también en las pruebas de megado de cables de fuerza, posterior a ello el cliente dio su aprobación previa verificación del mismo.. 49.
(50) TABLA 006. Prueba de resistencia al aislamiento. Prueba de Megado de Cables THHN de 600V. Resistencia Aislamiento Mega ohmnios. Resistencia al aislamiento (Mega ohmnios) PANEL 001 550 575 580 568.33 PANEL 002 561 571 580 570.67 PANEL 003 562 564 567 564.33 PANEL 004 577 578 570 575.00 PANEL 005 580 579 573 577.33 PANEL 006 550 550 551 550.33 PANEL 007 562 559 558 559.67 PANEL 008 567 568 568 567.67 PANEL 009 553 557 555 555.00 PANEL 010 559 559 560 559.33 PANEL 011 561 563 562 562.00 PANEL 012 560 561 563 561.33 PANEL 013 570 574 575 573.00 PANEL 014 567 565 566 566.00. Paneles de deteccion y alarma VS Alimentacion Cliente 580.00 575.00 570.00 565.00 560.00 555.00 550.00 545.00 540.00 535.00. 577.33 575.00. 573.00. 570.67 568.33 564.33. 567.67. 566.00. 562.00 561.33 559.33 555.00. 559.67 550.33. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. N° Panel. Grafica 002. Panel de detección y alarma VS Resistencia al aislamiento. Del grafico 002.. Se difiere de la resistencia al aislamiento eléctrico que mantiene. una constante proporcional en cuanto a su resistencia, según los parámetros establecidos por la norma internacional NETA. La resistencia al aislamiento eléctrico 50.
Figure



+6





Documento similar