INFORME DE SUFICIENCIA
ELABORACION DE UN PROGRAMA DE MANTENIMIENTO
PREDICTIVO - PREVENTIVO PARA REDUCIR LAS
HORAS DE PARADA EN UNA PLANTA DE CHANCADO DE
42000 TON/DIA
PARA OPTAR POR EL TITULO PROFESIONAL DE:
INGENIERO MECANICO
TORRES REYNOSO WILFREDO
PROMOCION: 2000-11
UNIVERSIDAD NACIONAL DE INGENIERIA
FACULTAD DE INGENIERIA MECANICA
Exp.No
INFORME DE SUFICIENCIA PARA TITULACION PROFESIONAL
POR ACTUALIZACION DE CONOCIMIENTOS
NOMBRE DEL AUTOR:
WILFREDO TORRES REYNOSO
CODIGO:940189D
ESPECIALIDAD:M3
PROMOCION:2000-11
DIRECCION:JR ALOES MZ P L T 5 S.J.L
TELEFONO:3875140
TITULO DEL INFORME DE SUFICIENCIA:
ELABORACION DE UN PROGRAMA
DE MANTENIMIENTO PREDICTIVO PREVENTIVO PARA REDUCIR LAS
HORAS DE PARADA EN UNA PLANTA DE CHANCADO DE 42000TON/DIA
OBJETIVO:
REDUCIR LAS HORAS DE PARADA POR MANTENIMIENTO
CONTENIDO:
Prólogo
1.- Introducción 2.- Generalidades
3.- Propiedades de los elementos de desgaste
4.- Clasificación de los equipos de acuerdo a su criticidad
5.- ltnplementacion de un plan de mantenimiento predictivo-preventivo
6.- Beneficios obtenidos
Conclusiones Bibliografía Planos
APROBADO POR:
JORGE PONCE
ASESOR
lng. _______ _
Fecha:
---COMISION DE TITULACION PROFESIONAL
AGRADECIMIENTO
A mis padres por el gran
INDICE
PROLOGO
. . . .. . . .. . . .. . . ... .. . . .... . . .. . . ... .. . . .. . . . ... . .
1-2CAPITULO 1
INTRODUCCION
1 .1 Antecedentes ... 3-4
1 .2 Objetivos ... 4-5
1 .3 Justificación ... 5
1.4 Alcances ... 5
1 .5 Limitaciones ... 5-6
CAPITULO 11
GENERALIDADES
2.1 Layout de la planta general ... 8
2.2 Disposición de los equipos principales ... 9
2.4 Descripción del proceso productivo ... 12
2.4.1 Etapa 1 : Ch ancado primario ... 13
2.4.2 Etapa 2 : Apilamiento ... 14
2.4.3 Etapa 3 : Chancado secundario ... 15
2.4.4 Etapa 4: Carga de camiones ... 16
2.5 Definición de los principales tipos de mantenimiento ... 17
2.5.1 Mantenimiento correctivo ... 17
2.5.2 Mantenimiento preventivo ... 18
2.5.3 Mantenimiento predictivo ... 18-19 2.5.4 Mantenimiento pro activo ... 20
2.5.5 Mantenimiento productivo total (TPM) ... 21
2.5.6 Mantenimiento centrado en confiabilidad (RCM) ... 21-22 2_.6 Indices importantes para determinar el estado actual de operación ... 22
2.6.1 Disponibilidad ... 22
2.6.2 Utilización ... 23
2.6.3 Efectividad global operativa (OEE) ... 23
2.6.4 Tiempo promedio entre fallas (MTBF) ... 24
2.6.5 Tiempo promedio para reparar (MTTR) ... 24
2.6.7 Confiabilidad ... 25
2.7 Definición de términos utilizados en el proceso productivo ... 26
2.7.1 Aceros al Manganeso ... 26
2.7.2 Aceros de alto cromo ... 26
2.7 .3 Liners bimetálicos ... 26
2.7.4 Nihard ... 26
2.7.5 Kwik Loks ... _. ... 27
2.7.6 Liners cerámicos ... 27
2.7.7 Indice de dureza del material (g) ... 28
2.7.8 Work lndex (Wi) ... 28-29
CAPITULO 111
PROPIEDADES DE LOS ELEMENTOS DE DESGASTE
3.1 Teoría de desgaste de los materiales ... 303.1.1. Desgaste ... 30
3.1.2 Mecanismo de Desgaste ... 31
3.1.3 Factores de Desgaste ... 31
3.1.4 Causas del Desgaste ... 32-33 3.2 Cuadro comparativo de duración entre elementos de desgaste ... 34
3.2.1 Velocidad de desgaste vs. Ángulo de impacto ... 34
3.2.3 Acero vs. Cerámico ... 35
3.2.4 Acero vs. Elastómero ... 35
CAPITULO IV
CLASIFICACION DE LOS EQUIPOS DE ACUERDO A SU CRITICIDAD
4.1 Definición de criticidad de equipos ... 36-37
4.2 Clasificación de los equipos de acuerdo a la criticidad ... 37-39
4.2 .1 Circuito de chancado primario ... : ... .40
4.2.2 Identificación de equipos criticas de alto costo de mantenimiento.41
4.2.3 Circuito de chancado secundario ... 42
4.2.4 Identificación de equipos criticas de alto costo de mantenimiento.43
4.3 Clasificación de tareas de mantenimiento de acuerdo al nivel de
Importancia ... 43
4.3.1 Teoria de Pareto ... .44-45
4.3.2 Elaboracion de Pareto para cuantificar tiempos de ejecución de
tareas criticas ... 46-4 7
4.3.3 Teoría de las restricciones para evaluar los circuitos mas criticos.48
4.3.3.1 Restricciones internas ... .48
CAPITULO V
IMPLEMENTACION DE UN PLAN DE MANTENIMIENTO PREDICTIVO
PREVENTIVO
5.1 Situación inicial del proceso productivo ... 52
5.2 Problemas relacionados al desgaste excesivo ... 53-55
5.3 Disponibilidades alcanzadas en el año 2006 ... : ... 56-57
5.4 Colección de datos y mejora en rendimiento de los liners de
desgaste ... 57-64
5.5 Nueva estrategia de mantenimiento para intervención de equipos .. 64-71
CAPITULO VI
BENEFICIOS OBTENIDOS
6.1 Mejora en el rendimiento de liners de desgaste ... 72-73
6.2 Optimización de los indices claves de rendimiento ... 74
6.3 Ahorros obtenidos por mejoras en la disponibilidad ... 75
CONCLUSIONES
... . . . ... . . . ... ... . ... . . .. ... ... ... ...
76-77BIBILOGRAFIA
... . . ... ... .... ... .... ... ... ....
78PROLOGO
El presente informe tiene como objetivo principal reducir los costos de mantenimiento e incrementar la disponibilidad del sistema de chancado primario y secundario en una planta de produccion de Au .
En el capitulo 1 se explica en termines resumidos la estructura general del informe , se detalla claramente el objetivo y lo que se planea lograr aplicando los conceptos modernos de mantenimiento.
En el capitulo 2 se hace una presentación resumida del proceso productivo, se indica la disposicion y características de los equipos principales y la funcion operativa que cumple cada uno de ellos. Se detalla definiciones generales de las estrategias de mantenimiento utilizadas para la intervencion de equipos y la situacion actual de los indices de rendimientos .
En el capitulo 3 se presenta una teoría resumida de los elementos de desgaste que
sirve como complemento para el desarrollo de una mejor selección de los
materiales.
En el capitulo 4 se explica la clasificación de los equipos de acuerdo su criticidad,
elaboración de un Pareto para utilizar los recurso de manera adecuada y que
En el capitulo 5 se va a elaborar de acuerdo a. la data obtenida en mediciones
anteriores una mejora en los perfiles de desgaste que aseguren una mayor
duración de estos materiales, el tiempo de mayor duración será reforzado con una
mejor distribución de estos componentes. El cambio estructurado que involucre
trabajos críticos en determinadas fechas , donde las tareas asignadas garanticen
una mayor facilidad de trabajo para el personal y aseguren una duración
programada de estos materiales.
En el capitulo 6 se detallan los nuevos indicadores de rendimientos obtenidos y los
ahorros logrados por la aplicación de una mejor estrategia de mantenimiento
CAPITULO 1
INTRODUCCION
1.1 Antecedentes
Minera Barrick Misquichilca ( Sede Lagunas Norte) es un yacimiento minero a tajo abierto ubicado en el departamento de la Libertad a 140 Km de la ciudad de Trujillo y a una· altura de 4200 msnm (Figura 1.1)
Su objetivo principal es la obtención de Au en forma de Dore (85% Au y 15% Ag)
el cual se obtiene aplicando procesos de Chancado , lixiviación y Merrill Crowe.
Tiene una producción anual promedio de 1,100,000 de onzas, llegando a ser el
segundo mayor productor de Au del Perú.
El proceso de producción se inicio en Junio del 2005 , la planta estaba diseñada para producir 800,000 onzas de Au por año. Por el circuito chancado se procesaba 42,000 Ton/dia y la producción anual de mineral chancado era de 17,000,000 de
Debido a la poca data historica que se manejaba en ese momento el mantenimiento
que se realizaba era netamente correctivo y las frecuencias de parada por
mantenimento eran cada 7 dias.
A Diciembre del 2008 la produccion de Au promedio es de 1,100.000 onzas y el circuito de chancado esta procesando en promedio 65,000 Ton/dia y el acumulado anual de produccion esta sobre los 20,000,000 de Toneladas. Esto se logro en base a una estrategia de mantenimiento mejor estructurada aplicando conceptos modernos de mantenimiento preventivo y predictivo. No se realizo mayores gastos en ampliacion de planta , la clave de esta mejora fue evaluar , proponer , y utilizar materiales de mejor calidad adecuados para las condiciones de trabajo. Con esta forma de mantenimiento las frecuencias de intervención de equipos es ahora de 15 días.
o
� Lagunas Norte •TN)'ft:,
� Pierina
:.--... ·.-;,·
·-Figura 1 .1 Ubicación de mina Lagunas Norte
1.2 Objetivo
secundario con la finalidad de reducir las horas de parada por mantenimiento . Esto
se apoya merjorando la duración y distribución de los materiales de desgaste y un
cronograma estructurado de intervención de equipos .
1.3 Justificación
Por ser un proceso continuo es imprescindible mantener la operatividad de los equipos a tiempo completo , esto implica realizar las programas preventivos de
mantenimiento que garanticen una mayor duración de los mismos y como
consecuencia una mayor disponibilidad de la planta. Intervenciones no programadas continuas generan gastos en mano de obra, recursos , parada de equipos y esto trae como consecuencia perdida en el proceso de producción.
1.4 Alcances
El proceso de producción en la mina Lagunas Norte tiene varias areas operativas,
para el desarrollo del presente informe nos centraremos solo en el circuito de
ch ancado que es uno de los sistemas· críticos del proceso. Aplicando una estrategia adecuada y un plan de mantenimiento a largo plazo se espera reducir las
frecuencias y horas de paradas por mantenimiento. Adicionalmente esto garantiza
una mayor capacidad de toneladas chancadas y un ahorro sustancial de dinero
gracias al menor uso de piezas de recambio.
1.5 Limitaciones
CAPITULO 11
GENERALIDADES
¡;; � e
-(O ro :::l ro � a. ro ii, "O
iii
:::l -Dio
:rni :::l (') �
o
X<"
o,·
(') 5: :::l '<� ro
� ::!. ()
o
i
-$
CHANGADO PRIMARIO ./1 2000TONELADAS.:1
STOCKPILE
-��--�
� t ALIMENTACIÓN AL
�" �s�$.,,. ... CHANCA DORA ,),j��l,,•'
•
GIRATORIA ,
-�¡�,,;,, � ,-��,,,,•
"'��---· I! »"il*�·-·
-
�t�:/
•. �ti
��---l 1..
-���---'•''J,.•'
,
..•
,��;'.�·"·--¡
.,:,.�li-�---•• ,s�:,-··
A
-
·:��;-··
,,� 1
ZARANDA 12) ··"'�, v ·.¡,¡; -. CHANCAOORA ;;>'' 1
.., CÓNICA(2) >'>-�·"' ,�
-.� ,:f�-s:;,,•'
i _ .•
,')..��---'
� .... ""�,,.
. .. ,,'lll-'il,,,.
�,,.
-- So1ud6n Enriquecida
L1l1V1aC16n ,m Pilas por llenado de valle
CIRCUITO DE FUNDICIÓN FILTROE � PRENSAl4) CLARIFICACIÓN .. . - . ]
DE LA SOLUCION
1 \
- l ENRIQUECIDA
• •
6 -l
�FILTRO DE HOJAS 14)
TANQUE DE SOLUCIÓN ENRIQUECIDA NO
CLARIFICADA
TANQUE DE SOLUCIÓN ENRIQUECIDA CLARIFICADA
TORRE DE DESAERACIÓN
fl
·
-
-
._
;
. -i ''.:: : �
:
;}
�_,.
r Pol,o de Zinc:)¡¡': ¡
1 ·1:11- •.
1:11 l 1
1 RETORTA DE
e;;·
,
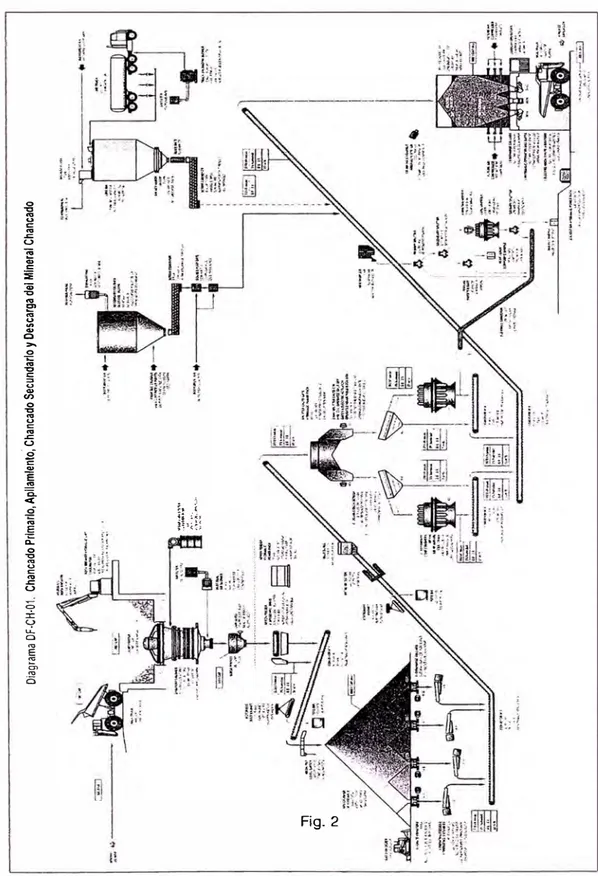
MERCURlO12)2.2 Disposición de los equipos principales ( Figura 2.2 )
o ""CI "' u
e "' ..e u � G> e
�
-¡; ""CI "'
e' "' � G> e >,. o -;:: "' ""CI e
::, u
"' V>
o "O "' u e "' ..e u ·.s e"'
e
�a. <(.g
"' .Eo:: o ¡¡:u e "' ..e u o ±. u u... o "' E "' o, "' 6 ' . ·'U
,
J
i
Fig. 2
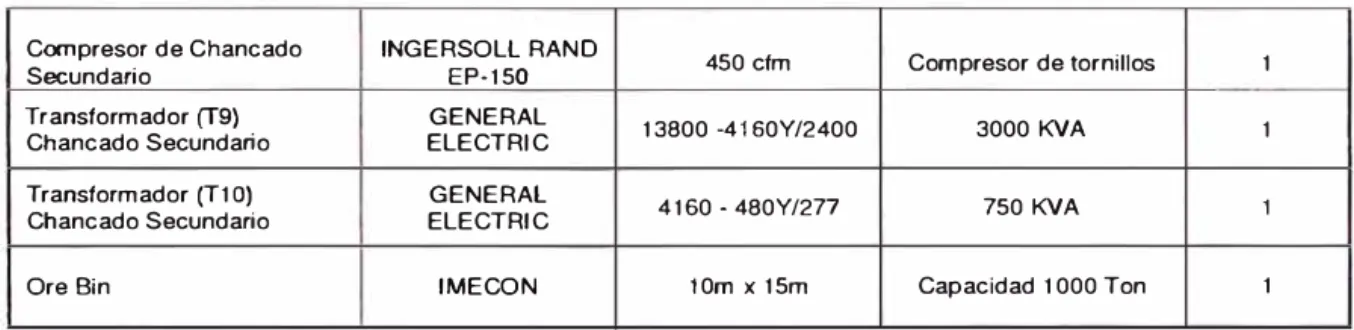
2.3 Caracteristicas de los equipos principales (Tabla 2.1)
LISTADO DE EQUIPOS PRINCIPALES CIRCUITO DE CHANCADO
EQUIPO MARCA/MODELO TAMAÑO CARACTE RISTICAS CANTIDAD
Rock Breaker BTI TT30B/TB1680XC 85480 Martillo hidráulico 1
Chancadora Giratoria MK-11 50 X 65" Chancador de conos giratorio 1
Dump Hopper FIMA 10 x8 x6 m Tolva de carga a giratoria 1
Surge Pocket FIMA - Tolva de carga al apron feeder 1
Apron Feeder METSO AF5-72MN-22.96-100 HP VHY Alimentador de cadena 1
Polipasto de Chancado GH 10 Ton - 1
Primario
Compresor de Chancado INGERSOLL RANO 450 cfm Compresor de tornillos 1
Primario EP-150
Transformador (T12) GENERAL KVA 1000/1120 HV 4160 LV 480Y/277 1
Chancado Primario ELECTRIC 1150/1288
Faja 1 PHOENIX 60" X 240m Faja textil de 4 lonas 1
Belt magnet de faja 1 ERIEZ - - 1
Detector de metales faja 1 ERIEZ - - 1
Afim entadores vibratorios JEFFREY 4' x8' Alimentador de placas 4
Faja 2 SCANDURA 60" X 520m Faja textil de 4 lonas 1
Magneto de faja 2 ERIEZ - - 1
Detector de metales faja 1 ERIEZ - - 1
Balanza de faja 2 ERIEZ - - 1
Zarandas vibratorias SVEDALA 8'X24' Zarandas de doble piso 2
Chancadoras cónicas METSO MP-800 Chancador de conos cabeza es tándar 2
Faja 3 SCANOURA 54"x 30m Faja textil de 3 lonas 1
Faja 4 SCANDURA 54"x 30m Faja textil de 3 lonas 1
Compresor de Chancado INGERSOLL RANO 450 cfm Compresor de tornillos 1
Secundario EP-150
Transformador (T9) GENERAL 13800 -4160Y/2400 3000 KVA 1
Chancado Secundario ELECTRIC
Transformador (T 1 O) GENERAL 4160 - 480Y/277 750 KVA 1
Chancado Secundario ELECTRIC
Ore Bin IMECON 10m x 15m Cap acidad 1000 T on 1
2.4 Descripción del proceso productivo
El proceso productivo abarca varias etapas de desarrollo como es Mina,
Planta de chancado y Planta de procesos. El informe esta centrado en
analizar todo lo relacionado a la etapa de chancado por lo cual afinaremos y
explicaremos puntos que involucren solo estos circuitos.
ETAPAS DEL PROCESO DE CHANCADO Y CARGA DE CAMIONES
El proceso de chancado está dividido en cuatro etapas. El siguiente
diagrama de flujo muestra la función principal de cada etapa.
D
El mineral es sometido a una primera reducción por medio de una chancadora giratoria (giratory crusher).
El mineral producto del chancado primario es
transportado por medio de una faja
transportadora (conveyor No.1) hasta un
acumulador de almacenamiento (stockpile),
donde por medio de un sistema de chutes y alimentadores vibratorios el mineral es descargado en la faja transportadora de alimentación a chancado secundario (conveyor No.2).
El mineral es sometido inicialmente a una separación por medio de un partidor de carga, luego es clasificado por medio de dos zarandas vibratorias (vibrating screen), y a una segunda y última reducción por medio de dos chancadoras cónicas (secundary cone crusher). La descarga cae en dos fajas transportadoras (conveyor No. 3
y 4) las que alimentan a su vez a la faja transportadora No 5 (conveyor No.5) que alimenta a la tolva de carga de camiones.
2.4.1 Etapa 1 : Chancado primario
Está compuesta de
3 fases
de operación que se describen a continuación:Descarga y recepción del mineral
D
Chancado Primario
D
Transporte al Stockpile
B mineral a razón de 42000 t/d es transportado
pOI' medio de camiones mineros (haul truck)
de 190 t. de capacidad y descargado en la tolva de alimentación a la chancadora primaria
(dump hooper) de 285 t. de capacidad. Un
rompedor de rocas hidráulico (rock breaker
hydraulic) se encarga de reducir los
fragmentos de ingreso mayores a 49".
El mineral es chancado por medio de una chancadora giratoria (gyratory crusher) de 50" x 65" y 500 HP de potencia. El mineral chancado es descargado en una tolva de almacenamiento (surge pocket) de 380 t. de capacidad. El producto del chancado primario es aproximadamente 80% < a 7" aproximadamente.
El mineral del surge pocket descarga en un alimentador de placas (apron feeder) de 6' de ancho por 23' de longitud, con motor hidráulico de velocidad variable. El apron feeder permite dosificar el tonelaje de manera gradual. El apron feeder descarga en la faja transportador a N o.1 ( conveyor No.1) de 60" de ancho, 185 kW de potencia, que alimenta el
2.4.2 Etapa 2 : Apilamiento
Está compuesta de 3 fases de operación que se describen a continuación:
¿������.?
Apilamiento
Descarga
D
Transporte a chancado secundario
El mineral alimentado por la faja transportadora No. 1 (conveyor No.1) es almacenado en la pila de compensación de chancado secundario (stockpile) de 2 000 t. de capacidad viva y 11 000 t. de capacidad total. La pila permite tener un stock de mineral de alimentación al chancado secundario en paradas parciales o programadas del chancado primario.
La densidad de mineral en la oila es de 1.5
B mineral descarga de la pila por medio de 4 chutes vibratorios (chute vibrator) de 0,55
kW, con sus collares de descarga
respectivos y a un ángulo de descarga de 702•
La descarga cae en 4 alimentadores vibratorios (vibrating feeder), de 1,22 x 2,54 m de ancho, 4 kW de potencia y de velocidad variable. Estos alimentadores vibratorios (3 en operación y 1 en stand by) alimentan a la faja transportadora No.2
La faja transportadora No.2 (conveyor No.2)
de 60" de ancho (1,5 m), 600 kW de potencia y 520 m de longitud, transporta el mineral hacia el chancado secundario.
2.4.3 Etapa 3: Chancado secundario
Está compuesta de 4 fases de operación que se describen a continuación:
Distribución
Zarandeo
Chancado Secundario
D-Transporte a tolva de camiones
/
'
'-El mineral, alimentado por la faja transportadora
No. 2 (conveyor No.2) es descargado en un partidor de carga (splitter chute) de dos vías (compuertas) operadas hidráulicamente y con un distribuidor ajustable.
El mineral cae en dos zarandas vibratorias de 8º x 24' (2,4 x 7,3 m), de doble piso (double deck vibrating screen), dispuestas en paralelo y de 30 kW de potencia cada una. 1 er. deck: 4" (100 mm). 2do. deck: 1 ½" (38 mm).
'
El chancado secundario es realizado por dos chancadoras cónicas dispuestas en paralelo (secondary cone crusher) de 800 HP (600 kW) de potencia, con un ajuste del setting de 38 mm.Las descargas de las chancadoras cónicas junto con el undersize de ambas zarandas caen en las fajas No. 3 y 4 (conveyor No. 3 y 4)
respectivamente. Estas fajas de 54" de ancho y 37 kW de potencia, alimentan a la faja No. 5
2.4.4 Etapa 4 : Carga de camiones
Está compuesta de 2 fases de operación que se describen a continuación:
.-,��..,¡¡-�t¡'i,�,m;:rtl';.���J'i!í�" AJmacenamiento
D
Carga de camiones
El mineral alimentado por la faja No. 5
(conveyor No.5) cae en la tolva de carga de camiones (truck loadout bin) de 1000 toneladas de capacidad viva y 1 ,5 Vm3 de densidad de
mineral. El ángulo de reposo del mineral en la parte superior de la tolva es 38g.
La tolva para la descarga dispone en su parte inferior de 3 chutes de descarga dispuestos con lanzas de aire para remoción y limpieza y de sus respectivos collares de descarga
(discharge collars).
Cada collar en su boca inferior dispone de su respectiva compuerta de arco operada hidráulicamente (are gates).
Los conductos de salida disponen además de vibradores electromecánicos (chute vibrators)
que permiten la descarga del mineral.
2.5 Definición de los principales tipos de mantenimiento
2.5.1 Mantenimiento correctivo
Es la corrección de las averías o fallas cuando estas se presentan, esta
forma de mantenimiento impide el diagnostico fiable de las causas que
provocan la falla, pues se ignora si falló por mal trato, por abandono, por
desconocimiento del manejo, por desgaste natural, etc . El ejemplo de este
tipo de mantenimiento no planificado es la habitual reparación urgente tras
una avería que obligó a detener el equipo dañado. (Figura 2.3)
'. \'
'
\
.
·
2.5.2 Mantenimiento preventivo
Básicamente consiste en programar revisiones periódicas de los equipos,
apoyándose en el conocimiento de la máquina en base a la experiencia y los
históricos obtenidos de las mismas. Se confecciona un plan de
mantenimiento para cada máquina, donde se realizaran las acciones
necesarias para asegurar su buena operatividad. (Figura 2.4)
CLIENTE Compaiiía .lfintra A.lio Chicama Um;
CRUBHER
UBICACIÓN Sala dt Compusoras(!_!,} blgersoHamt MARCA MODELO Inttnoll Rand E.PJ50
rocktools S,'N FJS911, FJS'JiS, FJS'J7'J, FJS'JSO HP mocor 150
Descripción de repuesto C-lnt. Unidad Nro. P3rte .150hrs 1000 tr 2000hrs 30001n 4000 hrs Fiir:e<Ccx:lant 2 pz 3!;911631 Cambio t.,:;�c"°" Cambio tr.:occC'<A'I Cambio
AirF,1tg E.�t 1 pz 31i903281 r.t"'..cecdOf'I lfl:�ci.On ln�ccn t�:,e-cccn Cambio El,;rnento Sep.T.ldor 1 pz 54509427 m:oecclaft l:,:;Ot"Cc� ln:OH�or. lr.:;ge,c:-Cfl; l?'l:o-e:c>o., Uiira coo'.am ( e/u 5 gal) 6 balde 3()433735 ,��•-�cor. L"l�dorl 111:0.·."-dc:.cr. ln::,�c·er. }"-:c,'."-Cl:·cr.
Grease h-gh ten-p.
-
-
-
--
--
Lut:fiCJCOn-
L��-i:ac,a,'ira� di: ccnoEOSado
--
--
--
--
lnspeo:,on-
Mantenim.Lnea debarri::o
--
-
-
--
--
-
Mantenim.Ccx:I= de ao;,te y a.'<e
--
--
-
--
--
l'lspecc,on-
Mantenim_V Jlve, T MT10Stltc 1 kit 3()437645
--
--
-
--
L-:5peccionVJiv,,: C'i: Presia, mi,,i,ro 1 kit 37951761
--
--
--
- �peccionHose; (Ma.">gUEr.lS)
-
--
lnspeccion lr.speccion l:':speccion lnspecoa, 11!5 pecx:ionTatlero Electrico'Elecmini:o
-
-
-
- ---
-
impeccionIAnaiis's de Pulsos y Vibracion
-
-
-
ME<iicia, M�iccn Me<iicicn Meócoo P.te<ticcnFigura 2.4 Hoja de control típica de tareas de mantenimiento preventivo
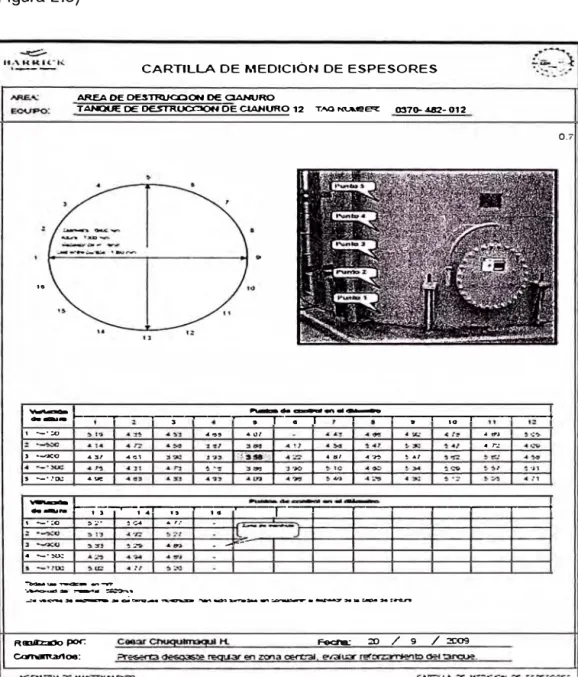
2.5.3 Mantenimiento predictivo
Este tipo de mantenimiento se basa en predecir la falla antes de que esta
se produzca. Se trata de conseguir adelantarse a la falla o al momento en
que el equipo o elemento deja de trabajar en sus condiciones óptimas. Para
análsis vibracional, ultrasonido, termografia, tribologia temperatura etc.
(Figura 2.5)
..
CARTILLA DE MEDICIÓN DE ESPESORES
AREA DE OESTRIJCOON DE CIANURO
TANQUE CE OESTRUCCK>ff DE CtAHURO 12 TAO NUO.EE!'<'. 0370- 432-012
=
1---....----.--.--,---..--:--....--·-:--....---
... ---.---.-...
--,0-... ---,,---+' -·:o
. ...
• 01....
,. r.:.
J ·-xo
.
.,..
,..
,.
.,..'.,
s -·:::,;
-
....
---- 1--,-,-...--,-.-... -,-.-,--,-.-..----..-,--...
---,,---,----,----,,---,---t' -·:CJ
4 -· �
!>::· �,:.4 ., ..
�\aa�- -�
· .. �
.. �-��.
-
-
--=·-�-�-c,.;.c.ni,_� '-"'�---....
�-�-tauioa::te:---ReallZ:JcJopor. �oe:
Fecna: :.O / 9 / :?C09
0.7
Figura 2.5 Cartilla de monitoreo por ultrasonido para evaluar el estado de un
2.5.4 Mantenimiento proactivo
El Mantenimiento Proactivo es una filosofía de mantenimiento enfocada en
la identificación y corrección de las causas que originan la falla en equipos,
componentes e instalaciones industriales , esta técnica implementa
soluciones que atacan la causa raiz del problema y no los efectos. Esta
basado en 3 principios ; mejorar los procedimientos operativos antes que
causen fallas, evitar paradas del equipo por mantenimiento correctivo,
aumentar el intervalo entre mantenimientos preventivos.
El analisis causa raiz es una metodologia que permite en forma sistematica
identificar las causas raíces primarias de los problemas, para luego aplicar
soluciones que las eliminen de forma definitiva. (Figura 2.6)
2.5.5 Mantenimiento productivo total (TPM)
Mantenimiento productivo total es la traducción de TPM (Total Productive
Maintenance). Es un sistema de organización donde la responsabilidad no
recae sólo en el departamento de mantenimiento sino en toda la estructura
de la empresa " El buen funcionamiento de las máquinas o instalaciones
depende y es responsabilidad de todos". (Figura 2.7)
Figura 2.7 Pilares de un proceso productivo donde se aplica TPM
2.5.6 Mantenimiento centrado en confiabilidad (RCM)
RCM es la denominación universal para una metodología que permite
definir, en forma sistemática, estrategias de mantenimiento de máquinas y
equipos, originada en el FMEA, desarrollada por la aviación comercial
norteamericana y luego adaptada a la industria y equipos de tierra en
general. El objetivo primario del RCM es mantener la función del sistema y
sistema aún después de averiarse un determinado equipo, puede no ser
necesaria la conservación de este equipo o ser aceptable que siga
funcionando hasta averiarse por completo.
2.6 Indices importantes para determinar el estado actual de operación
2.6.1 Disponibilidad
Se define como la capacidad del equipo o la instalación para realizar una
función requerida bajo condiciones especificas sobre un periodo de tiempo
determinado. Es un indicador que permite estimar en forma global el
porcentaje de tiempo total en que se puede esperar que un equipo esté
disponible para cumplir la función para la cual fue destinado.
Disponibilidad (D) = L (HCAL -HTMN) x 1 00 % LHCAL
Disponibilidad (D) = MTBF x 100 %
(MTBF + MTTR)
HCAL : Horas calendario totales
HTMN : Horas de trabajo por mantenimiento
MTBF : Tiempo medio entre fallas (MTBF)
2.6.2 Utilización
La utilización también ltamada factor de servicio, mide el tiempo efectivo de
operación de un activo durante un tiempo determinado.
Utilización (U) = Tiempo neto trabajado x 100 % Total de horas utilizadas
2.6.3 Efectividad global de los equipos (OEE)
Es una medida del valor añadido a la producción a travez del equipo
Permite esclarecer en todos los niveles de una empresa , los problemas
actuales, el potencial de solución y los beneficios que se se puede obtener.
Se mide por dos razones fundámentales , establecer prioridades entre
proyectos de mejora y reflejar resultados simples y razonables. Se dice que
empresas de clase mundial deben manejar OEE por encima del 85%
OEE = %D x %Eficiencia x %Calidad
Para el caso del. proceso de Chancado el OEE esta calculado de forma
directa con los parametros indicados en el cuadro adjunto.
OEE = %D x %Utilización x % Througput
D : Disponibilidad
2.6.4 Mantenibilidad
Se refiere al conjunto de recursos, políticas y actitudes que en un momento
dado se ponen a disposición para la práctica del mantenimiento, para
asegurar que un sistema, componente o plan pueda ser operado cuando se
necesita. Esta es una función de mantenibilidad para obtener la
disponibilidad. Un sistema puede ser altamente confiable y fallar con baja
frecuencia, pero este no es posible restablecer rápidamente, se dice
entonces que su disponibilidad es baja y la mantenibilidad carece de
procedimientos e instrucciones que puedan minimizar el tiempo de
restablecimiento, a la inversa sí un sistema tiene confiabilidad promedio y
puede ser restaurado rápidamente, esta mantenibilidad se amortiguará y su
disponibilidad será alta.
2.6.5 Tiempo promedio entre fallas (MTBF)
Este indicador mide el tiempo promedio que es capaz de operar el equipo a
plena capacidad sin interrupciones dentro del período considerado; este
constituye un indicador indirecto de la confiabilidad del equipo o sistema.
2.6.6 Tiempo promedio para reparar (MTT A)
Es la medida de la distribución del tiempo de reparación de un equipo o
sistema. Este indicador mide la efectividad en restituir la unidad a
condiciones óptimas de operación una vez que la unidad se encuentra fuera
de servicio por un fallo, dentro de un período de tiempo determinado. El
Tiempo Promedio para reparar es un parámetro de medición asociado a la
2.6. 7 Confiabilidad
Es la probabilidad de que un equipo cumpla una misión específica bajo
condiciones de uso determinadas en un período determinado. El estudio de
confiabilidad es el estudio de fallos de un equipo o componente. Si se tiene
un equipo sin fallo, se dice que el equipo es ciento por ciento confiable o que
tiene una probabilidad de supervivencia igual a uno. Al realizar un análisis
de confiabilidad a un equipo o sistema, obtenemos información valiosa
acerca de la condición del mismo: probabilidad de fallo, tiempo promedio
para fallo, etapa de la vida en que se encuentra el equipo.
2.6.8 Throughput
Mide la cantidad producida en un sistema o componente determinado en un
periodo de tiempo. Tiene un significado similar a la capacidad , tener en
cuenta que el Throughput es cuantificado cuando el equipo esta disponible.
En una planta de chancado puede representar las toneladas de mineral que
2.7 Definición de componentes utilizados en el proceso productivo
2. 7 .1 Aceros al Manganeso
Son aceros martensiticos de alta resistencia , tienen buenas propiedades al
impacto y abrasión, se caracterizan por edurecer al impacto. Su soldabilidad
y maquinabilidad son buenas y alcanzan durezas entre 400 -500 BHN.
2. 7 .2 Aceros de alto cromo
Son aceros blancos al Cromo Molibdeno , tiene buenas propiedades a la
abrasión pero no son recomendables para trabajos donde haya impacto. No
son maquinables ni soldables y alcanzan durezas entre 650 - 750 HBN.
2.7.3 Liners bimetálicos
Liners de alta resistencia , son compuestos de base estructural y
recubrimiento de soldadura especial , tienen buena resistencia al desgaste
por abrasión.
2.7.4 Nihard
Fundición blanca con aleación de cromo con alta resistencia a la abrasión.
Su clasificación según la norma ASTM es A532 . Esta aleado al cromo para
minimizar la formación de grafito y obtener carburos. Adicionalmente tiene
aleaciones de níquel que permite retrasar la reacción perlitica para asegurar
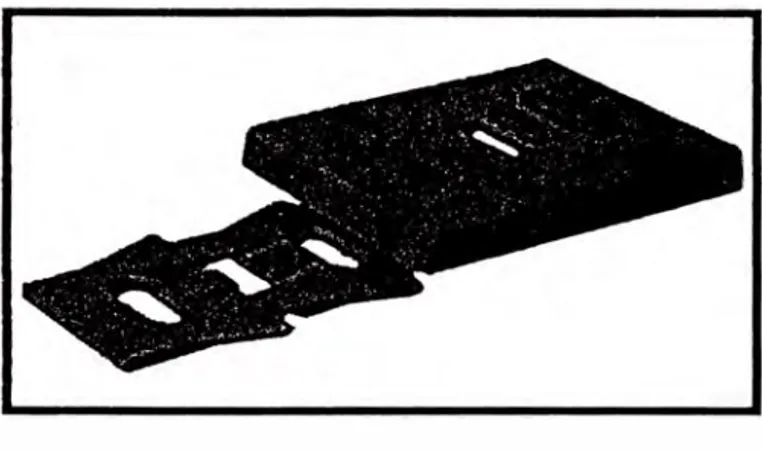
2.7.5 Kwik Loks
Son liners de alta resistencia a la abrasión y moderada al impacto. Esta
constituido por 3 piezas, placa base, elemento de desgaste y seguro. Su
instalación es muy sencilla y no necesita pernos de sujecíón.(Figura 2.8)
Figura 2.8 Kwik Lok, base de sujeción y seguro
2. 7 .6 Liners cerámicos
Liners con incrustaciones de material cerámico en una base de caucho y
placa metálica. Es uno de los materiales que tienen la mayor resistencia a
la abrasión. (Figura 2.9)
2.7.7 Indice de abrasión del mineral (g)
Es la fracción expresada en tanto por ciento del diametro final respecto del
diámetro inicial , de aquellas partículas cuyas determinaciones se utilizan
mediante analisis de cribado.
El contenido de sílice en el mineral es el principal causante de desgaste por
abrasividad.
Poco abrasivo
% Sílice< O.OS
Abrasivo
O.OS <¾ Silice < 0.5
Muy abrasivo
0.5 < % Silice < 1
Extremadamente abrasivo
% Sílice> 1
En Lagunas Norte el % Silice es de 0.95 por lo que se puede estimar que el
material procesado es muy abrasivo.
2.7.8 Work lndex {Wi)
Wi = Índice de Trabajo de Bond, indicador de la Tenacidad del mineral,
( Kwh/t)
Lagunas norte tiene un Work lndex de 17 , el valor promedio en la mineria
peruana fluctua entre 12 y 14.
Calculo del Work lndex:
jw,
=
2,
s9
�1
W1 = Work lndex [kWh/ton corta].
Kc = Esfuerzo de impacto aplicado. necesario para fracturar el material [lb-pie/pulg espesor roca]
Ps = Gravedad específica del sólido.
VI a ores
r ·
IPICOS d ew
1Material [kWh/ton. corta] Material
Todos los materiales 15, 19 Vidrio
Barita 6,86 Mineral de oro
Basalto 22,45 Granito
Clinker de cemento 14,84 Mineral de hierro
Arcilla 7,81 Mineral de plomo
Carbón mineral 12,51 Caliza
Mineral de cobre 14.44 Mica
Dolomita 12.44 Lutita petrolífera
Esmeril 64.00 Roca fosfatada
Feldespato 12,84 Cuarzo
Galena 10,68 Taconita
[kWh/ton. corta] 3,39 16.31
15,83
16,98 12,54 12,77 148,00
19,91
11, 14 14.05
16,36
CAPITULO 111
PROPIEDADES DE LOS ELEMENTOS DE DESGASTE
3.1 Teoría de desgaste de los materiales
3.1.1 Desgaste
El desgaste es el daño de la superficie por remoción de material de
una o ambas superficies sólidas en movimiento relativo. Es un
proceso en el cual las capas superficiales de un sólido se rompen o
se desprenden de la superficie. Al igual que la fricción, el desgaste
no es solamente una propiedad del material, es una respuesta
integral del sistema. Los análisis de los sistemas han demostrado
que 75% de las fallas mecánicas se deben al desgaste de las
superficies en rozamiento. Se deduce fácilmente que para aumentar
la vida útil de un equipo se debe disminuir el desgaste al mínimo
3.1.2 Mecanismo de Desgaste
Los daños pueden ocurrir por:
• Deformación plástica
• Formación y propagación de grietas
• Corrosión
• Desgaste por abrasión
3.1.3 Factores de Desgaste
Los factores de desgaste pueden estar influidos por diferentes
aspectos, depende mucho del proceso productivo que se
maneje . Entre los factores mas importantes podemos
mencionar los siguientes
• Tamaño y forma de partícula
• Dureza y densidad
• Velocidad
• Tonelaje
• Cambios de dirección
• Alturas de caída
• Ángulos de impacto
• Tipo de sujeción
• Perfil del revestimiento
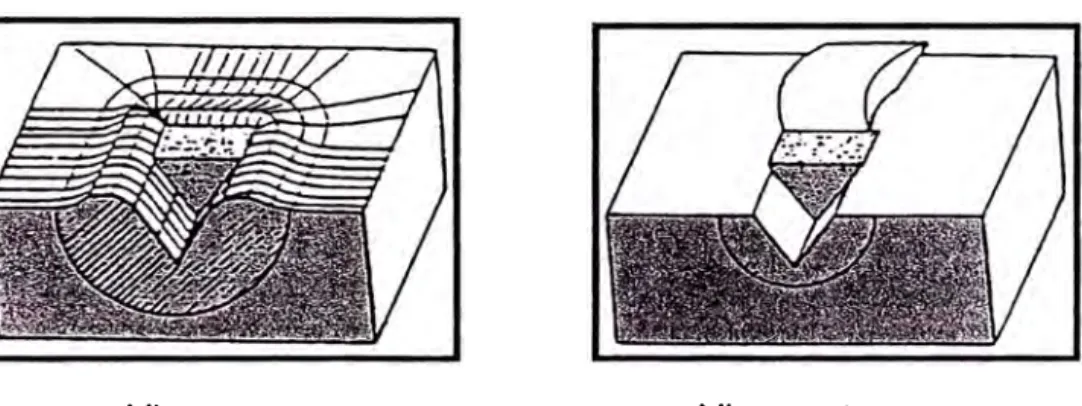
3.1.4 Causas del Desgaste
Desgaste por deslizamiento
• Ocurre cuando el material fluye paralelo a la superficie
• Materiales como el acero o los cerámicos resisten el desgaste
mostrando resistencia a la penetración de su superficie
• Materiales como el caucho y el poliuretano resisten el desgaste por
su comportamiento elástico (Figura 3.1)
Micro surcos Micro cortes
Figura 3.1 Desgaste típico de un material por deslizamiento
Desgaste por deslizamiento , impacto y rodamiento
• Materiales muestran alto desgaste cuando se tiene altas
velocidades en los materiales
• Los elastómeros son mas sensibles a las altas velocidades
• Cuando se tiene una alta presión de carga se deben evitar los
elastómeros
•Si se induce los materiales al rodamiento las velocidades de
• Las partículas tienden a rodar mas fácilmente en una superficie de
caucho que en una de acero.
Sllding
Figura 3.2 Esfuerzos generados en materiales que se deslizan y ruedan
Desgaste por impacto
• La superficie expuesta a las fuerzas de impacto reacciona
primero con una deformación elástica, seguida de una
deformación plástica
• Si las fuerzas de impacto son aún mayores, la superficie
colapsará
• Al igual que con el desgaste por deslizamiento, los diferentes
materiales de desgaste reaccionan de manera diferente
'
·-,
W=
lmpaclaogl:�
m X V2
2
-z a
Wsin(l
3.2 Cuadro comparativo de duración elementos de desgaste
3.2.1 Velocidad de desgaste vs Ángulo de impacto (Figura 3.4)
100-+-----
----50
o
:V
.
#·
·
·
•·
•. .
o<>
Ceramic
30<> 90<>
Angle o� irnpac:t:
3.2.2 Desgaste relativo vs. dureza de mineral (Figura 3.5)
16 14 12 10 a 6 4 2 o
,
r---x X X •
---E---E=---t=-. _.,.,,ILO_s:r.:EEL-=.
-auARTZITE IGH D z C> N E
t..tl·
-D s T E E H A
ri :
·o N. l
. .
:
.
,.HARDOX - HIGH
---Lc---,---1
100 :}00 500 700
Hv
NI J-tA.RD - IGH/IV11XED
RUBBER LC>VV
PU LC>VV
.2'
a:
3.2.3 Acero vs Cerámico (Figura 3.6)
STEEL vs CERAMIC
6 - --- -
---5
4
3
' 1 1
1
: 1
----r
LIMESTONE �BASALT. ¡---
-QUARTZ
·
--�
t
··-
····
! • t ' •
----. --!---! _________ :_ , ' : , ' . �.,�·
: :
---1---'----
1.
,
L
-�-
:_:-�--
--'-
-
:.
.
.·�
--
-
,
-
--
-
-
---
-2 i' •
t
+---!,!---..,;."---·!'-··__ · _;___;_,_�:-·---
-1 o 4.5 4 3.5 3 2.5 2 1.5 1 0.5 o o
: .i
.-1 1
. ..·-,.
•• • • 1 ·,
200 600
.
•
,-1000 Mineral hardness Hv)
1400 1800
3.2.4 Acero vs Elastómero (Figura 3.7)
STEEL vs ELASTOMERS
•
f
·
=
!
1--
---
-
---
-
-
-
i
1-==�
..
1
1�-=-
�
--
--
-
_-
-
,,.__..
-
-
-
-
·
-
·-::���
___
,,
1 ---------:• ·, 1
---=-�-·
¡
1 1 : _- - ·
l LIMESTONE l BASAL T :_...----QUARTZ
t=
.
�
:
'·
,�
,�
-
-1
:
��----__,�·
7
:
-
:
�--: . f ; ; -�
-
--
-
:
-
--
--
----
_
¡-
.
-
_
.
-
-
:
-
.. ,
.
_
-
r
·
o
1 •· .1
:
:
.::
1 ' .--�---,
: __ ---:....--- � RUBBER 60 SHA SBR : : ..¡..__ STEEL 400Hv
• 1
200 600 1000
Mineral hardness (Hv)
CAPITULO IV
CLASIFICACION DE EQUIPOS DE ACUERDO A SU CRITICIDAD
4.1 Definición de criticidad de equipos
Es una metodologia que permite jerarquizar equipos , sistemas e instalaciones en
función de su impacto global con el fin de facilitar la toma de desiciones.
Se analiza definiendo alcances y propositos de estudio, estableciendo criterios de
importancia y seleccionando un método de evaluación para jerarquizar la selección
de sistemas.
Se utilizan ciertos criterios importantes para evaluar su clasificación , estre ellos
podemos mencionar los siguientes:
• Seguridad
• Medio ambiente
• Producción
• Frecuencia de fallas
• Logistica
El análisis se basa fundamentalmente de en dar prioridades a cada subsistema
evaluando la función que cumple en el proceso , de esta manera se determina el
grado de importancia del mismo.
En la figura adjunta se muestra la tabla de referencia que se utiliza para evaluar los
diferentes criterios.
4.2 Clasificación de los equipos de acuerdo a la criticidad
TABLA DE CLASIFICACION DE CRITICIDAD DE EQUIPOS
..!l!
"'
-"'
-.Q
"'
J!! E o�� CD <U "O e
CD "O o o "' "O�
.,
..
.. .. (O �.B
..
-� -� .D � ;;
.O E C o E ¡;¡
..
"O "O "O -¡¡;..,_
..!l! o o a, ]5 �1T CODIGO EQUIPO
s:
>-__i! �o.,
"O a, "O - � "O ·eo o .D � e ..!l! :2 :Ec e..!!! CD O> CD
.,
º��
º º J!! � .o a, a. o "O o e "O�� ><o e e "'
., 2: "' ., -
., "'
.,
-
.,
-' .D � a. o g-E :e -¡¡¡w .. o LL'5 o
,t cr
.,
o ,!)1 0210 CH ANCADO PRIMARIO
2 0210-408-001 ROCK BREAKER 2 2 o o 2 2 o o 8 1
3 0210-409-001 CHANCADORA GIRATORIA 4 3 2 2 2 2 2 1
4 0210-409-001 S 1 MAIN SHAFT SPARE 1 4 3 2 2 o 2 o o 13 5 0210-409-001 S2 MAIN SHAFT SPARE 2 4 3 2 2 o 2 o o 13
6 0210-418-001 APRON FEEDER 4 3 2 2 2 2 2 1
7 0210-432-001 BEL T MAGNET DE FAJA 1 o 2 1 o 2 1 2 o 8
8 0210-432-004 DETECTOR DE METALES DE FAJA 1 o 2 1 o 2 1 2 o 8
9 0210-441-001 FAJA 1 4 3 2 2 2 2 2 1
10 0210-444-001 POLIPASTO DE CHANGADO PRIMARIO o 2 1 o 2 2 o 1 8
11 0210-461-001 PRIMARIO COMPRESOR DE CHANGADO o 2 2 o 2 1 2 o 9
12 0210-484-02BA 1 CHUTE INTERIOR APRONFEEDER 4 2 2 2 2 2 2 1
13 0210-484-028A2 FEEDER CHUTE EXTERIOR APRON 4 2 2 2 2 2 2 1
14 0210-484-028C CHUTE CARGA A FAJA 1 4 2 2 2 2 2 2 1
15 0210-484-0280 CHUTE DESCARGA DE FAJA 1 4 2 2 2 2 2 2 1
16 0210-484-050 OUMP HOPPER 4 2 2 2 2 2 2 1
17 0210-484-060 SURGE POCKET 4 2 2 2 2 2 2 1
18 0210-491-050 GENERADOR CHANGADO PRIMARIO - ELECTRICO o 2 o o 2 2 o 1 7
19 0210-612-01 2 TRANSFORMADOR (T12)CHANGADO PRIMARIO 4 3 2 2 2 2 2 1
"'
o
:i§ o
CD
"O
.; >
20 0220 STOCKPILE
21 0220-418-001 ALIMENTADOR VIBRATORIO 1 2 3 4 2 o 2 2
22 0220-418-002 ALIMENTADOR VIBRATORIO 2 2 3 4 2 o 2 2
23 0220-418-003 ALIMENTADOR VIBRATORIO 3 2 3 4 2 o 2 2
24 0220-418-004 ALIMENTADOR VIBRATORIO 4 2 3 4 2 o 2 2 1
25 0220-425-001 BALANZA DE FAJA 2 o 2 2 o 2 2 2 o
26 0220-432-002 MAGNETO DE FAJA 2 o 2 2 o 2 2 2
27 0220-432-003 DETECTOR DE METALES DE FAJA 2 o 2 2 o 2 2 2
28 0220-441-002 FAJA 2 4 3 2 2 2 2 2
29 0220-484-030 CHUTE CARGA A FAJA 2 4 2 2 2 2 2 2
30 0220-484-032A STOCKPILE CHUTE DESCARGA 1 DE 2 3 4 2 o 2 2
31 0220-484-0328 STOCKPILE CHUTE DESCARGA 2 DE 2 3 4 2 o 2 2
32 0220-484-032C CHUTE DESCARGA 3 DE STOCKPILE 2 3 4 2 o 2 2
33 0220-484-0320 STOCKPILE CHUTE DESCARGA 4 DE 2 3 4 2 o 2 2
34 0220-484-036A CHUTE CARGA A ALIMENTADOR VIBRATORIO 1 2 3 4 2 o 2 2
35 0220-484-0368 CHUTE CARGA A ALIMENTADOR VIBRATORIO 2 2 3 4 2 o 2 2
36 0220-484-036C CHUTE CARGA A ALIMENTADOR VIBRATORIO 3 2 3 4 2 o 2 2
37 0220-484-0360 CHUTE CARGA A ALIMENTADOR VIBRATORIO 4 2 3 4 2 o 2 2
38 0220-484-040 CHUTE DESCARGA DE FAJA 2 4 2 2 2 2 2 2
39 0220-612-011 TRANSFORMADOR (f11) STOCKPILE 4 3 2 2 2 2 2
40 0230 CH ANCADO SECUNDARIO
41 0230-409-001 CHANCADORA CONICA 1 2 3 4 2 2 2
42 0230-409-002 CHANCAOORA CONICA 2 2 3 4 2 1 2 2
43 0230-409-BS1 BOWL SPARE 1 2 3 3 2 o 2 2 15
44 0230-409-BS2 BOWL SPARE 2 2 3 3 2 o 2 2 15
45 0230-409-BS3 BOWL SPARE 3 2 3 3 2 o 2 2 15
46 0230-409-BS4 BOWL SPARE 4 2 3 3 2 o 2 2 15
47 0230-409-HS1 HEAD SPARE 1 2 3 3 2 o 2 2 15
48 0230-409-HS2 HEAD SPARE 2 2 3 3 2 o 2 2 15
49 0230-409-HS3 HEAD SPARE 3 2 3 3 2 o 2 2
50 0230-409-HS4 HEAD SPARE 4 2 3 3 2 o 2 2
51 0230-411-001 ZARANDA 1 2 3 4 2 2 2
52 0230-411-002 ZARANDA 2 2 3 4 2 2 2
53 0230-424-001 SISTEMA COLECTOR DE POLVOS CHANGADO SECUNDARIO 2 2 2 2 2 o
54 0230-441-003 FAJA 3 2 3 4 2 2 2
55 0230-441-004 FAJA 4 2 3 4 2 2 2
56 0230-441-005 FAJA 5 4 3 2 2 2 2 2
57 0230-444-005 PUENTE GRUA DE CHANGADO SECUNDARIO o 2 o 2 2 o 8 c
58 0230-461-002 COMPRESOR DE CHANGADO SECUNDARIO o 2 2 o 2 2 o 9 c
59 0230-481-002 SISTEMA ADICION DE CAL -CHANGADO 2 2 2 2 2 o 12 B
60 0230-481-050 SISTEMA CARGA A SILO DE CAL -CHANGADO 2 2 2 2 2 o 12 B
61 0230-484-001 A SPLITTER 4 2 2 2 2 2 2
62 0230-484-04 1 A CHUTE FINOS DE ZARANDA 1 2 3 4 2 o 2 2
63 0230-484-041 B CHUTE FINOS DE ZARANDA 2 2 3 4 2 o 2 2
64 0230-484-043A CHUTE DESCARGA DE ZARANDA 1 2 3 4 2 o 2 2
65 0230-484-0438 CHUTE DESCARGA DE ZARANDA 2 2 3 4 2 o 2 2
67 0230-484-0508 CHUTE DESCARGA DE CONICA 2 2 3 4 2 o 2 2
68 0230-484-060 CHUTE DESCARGA DE FAJAS 3 Y 4 2 4 2 2 2 2
69 0230-484-070 CHUTE CARGA A FAJA 5 4 2 2 2 2 2 2
70 0230-484-080 CHUTE DESCARGA DE FAJA 5 4 2 2 2 2 2 2
71 0230-612-009 TRANSFORMADOR (T9) CHANGADO SECUNDARIO 4 3 2 2 2 2 2
72 0230-612-01 O TRANSFORMADOR (T1 O) CHANGADO SECUNDARIO 4 3 2 2 2 2 2 73 0240 AREA ORE BIN
74 0240-484-001 CHUTE DESCARGA 1 ORE BIN 2 3 4 2 o 2 2
75 0240-484-002 CHUTE DESCARGA 2 ORE BIN 2 3 4 2 o 2 2
76 0240-484-003 CHUTE DESCARGA 3 ORE BIN 2 3 4 2 o 2 2
77 0240-486-001 COMPUERTA DESCARGA 1 ORE BIN 2 3 4 2 o 2 2
78 0240-486-002 COMPUERTA DESCARGA 2 ORE BIN 2 3 4 2 o 2 2
79 0240-486-003 COMPUERTA DESCARGA 3 ORE BIN 2 3 4 2 o 2 2
80 0240-486-050 SISTEMA HIORAULICO COMPUERTAS ORE BIN 2 3 2 2 o 2 2
81 0240-61 2-041 TRANSFORMADOR (T41) DE ORE BIN 4 3 2 2 2 2 2
A: CRITICIDAD ALTA B : CRITICIDAD MEDIA C: CRITICIDAD BAJA
4.2.1 Circuito de chancado primario
COSTO
EQUIPO MANTENIMIENTO FRECUENCIA DE MANTENIMIENTOS NUMERO DE COSTO DE TOTAL DE MANTENIMIENTO RECAMBIO
(dias) (año) UNITARIO (US$) (US$)
Chancadora
giratoria 28 13 72,000.00 938,571.43
Chute exterior del apron
feeder 28 13 15,000.00 195,535.71
Chute interior
del apron
feeder 28 13 12,500.00 162,946.43
Apron feeder 60 6 10,000.00 60,833.33
Alimentador
Vibratorio 1 28 13 4,200.00 54,750.00
Alimentador
Vibratorio 2 28 13 4,200.00 54,750.00
Alimentador
Vibratorio 3 28 13 4,200.00 54,750.00
Alimentador
Vibratorio 4 28 13 4,200.00 54,750.00
Surge Pocket 28 13 2,400.00 31,285.71
Chute de carga alimentador
vibratorio 1 60 6 4,000.00 24,333.33
Chute de carga
alimentador
vibratorio 2 60 6 4,000.00 24,333.33
Chute de carga
alimentador
vibratorio 3 60 6 4,000.00 24,333.33
Chute de carga
alimentador
vibratorio 4 60 6 4,000.00 24,333.33
Chute de
descarga taja 2 60 6 2,400.00 14,600.00
Chute de carga
a faja 1 60 6 1,800.00 10,950.00
Chute de
""
o a. :::s O" q, q,-o
B
-
e niE
...
o a. (U :::s e ro o
-
VI o u4.2.2 Identificación de equipos criticos de alto costo de mantenimiento
Cuadro de criticidad de equipos - Chancado
Primario
l.OC·O.OJC·.00 ------------------- ----------------·-·----
<JC·O.O'.lC:.00
8C·O,0:>0.00
70:0.0J(; .00 60:·0.0'.K•.OO +
�•.:U.U:.Jl.:.00 Lr,o o:>r- oo .3c,o:o:>0:oo 2°jQ,OJO:.OO lC-O,OJC·.00
-------------------···---------·----· ----------------·----------------------------
-·---
---�-- ·---
---U.OJ
-1-•---·--..
-
-
:,;;;;;
-
-
-
·-
·
·
-
·
-
·
·
-
-
-·--
·
·
-
-
·
·
··
··
"'
.3
"' ._ e:! ,:: ,:, .§ < L'� r.; l;
:.,
o,....,
-O
?. e e: e (: ..e :.,
e �
-e:� e:
r. E s{ (.) -�
e
..o :,. e ,:, <Lista de equipos criticas
• Cv�lo anL al -�·e rr1Jnllo
"'
=
-,
:.., .,..
� r-J -::;; ::., -::;; ::., _, 6
De acuerdo a la evaluación realizada se puede observar que los mayores
costos por mantenimiento de equipos esta liderado en primer lugar por
la chancadora giratoria, luego el apron feeder y chute de los alimentadores.
Una de las estrategias para la reducción de costos es de disminuir el
número de mantenimientos por año, esto solo se lograria aumentando el
4.2.3 Circuito de chancado secundario
FRECUENCIA DE NUMERO DE COSTO DE COSTO
EQUIPO MANTENIMIENTOS MANTENIMIENTOS MANTENIMIENTO TOTAL DE
(dias) (año) UNJT ARIO (US$) RECAMBIO (US$)
Chancadora
canica 1 7 52 36,000.00 1,877,142.86
Chancadora
canica 2 7 52 36,000.00 1,877,142.86
Chute de finos
zaranda 1 14 26 6,000.00 156,428.57
Chute de tinos
zaranda 2 14 26 6,000.00 156,428.57
Compuerta de descarga 1
ore bin 28 13 10,000.00 130,357.14
Compuerta de
descarga 2
ore bin 28 13 10,000.00 130,357.14
Compuerta de descarga 3
ore bin 28 13 10,000.00 130,357.14
Chute de
descarga de
zaranda 1 7 52 2,400.00 125,142.86
Chute de
descarga de
zaranda 2 7 52 2,400.00 125,142.86
Chute de
descarga de
cónica 1 7 52 900.00 46,928.57
Chute de
descarga de
VI
o a.
:J cr CV <ll -o o
...
+-'4.2.4
Identificación de equipos criticos de alto costo de mantenimientoCuadro de criticidad de equipos - Chancado
Secundario
.!•.:UUUUO 1200000 1-:00000 1400000 1200000 H:00000 ---·----·---- --- ---·--- --- --- ---·---·-··---··--- ---·--- ---·--- ---- -· ---
e: -ns�
E �
200000 �00000 400000 200000
...
o a. (O ::s e ns o...
VIo u
o
...
-
-
-
--
-N Q r.; - .g
.-, <; '-' � ti ,::: u .n u ..s:::. ·.el
.::!. V
� v v v .-,
·;= �
�
r-·
n [;.....,
f-1 ::.C: ·:) o"'
"'
o � e o .-, ... ·J ,_, N "'<:• .-, c., � 0
....,
J n.-, :'
o
o
:, ,:; :, r:: ::, a .,, ::, v·:> o '""' e (" o. � n. � o.
=
v r 2 v •J -e; <,-
E .-:; � r:: a •.JJc., e, o '.;: '.;i -::5 '.::: v '.2
·_:! <..• e: -o ,::; u v u
-i:
u -:., �.:::;
,.,
2 ::! v -::; :::;;v
e .<:: .., .<:: ..,v
'·' u
Lista
de
equipos criticos• L:iu :-e, • LC5to Jnuill ce m,rntto
-'J
v
r.,
�
r., ,.,
u -,
v, �
v
..,
"-'
v "
..,
.5:
..s:::.
u
r-;
�
� -1
..,, :"';I
.g -�
w ::-, -e; :.ie
r.,
f:O
� , ...
t: ]
-o
·=
u ::, v :.i.5: :::; ..s:::. ...,
De acuerdo a la evaluación realizada se puede observar que los mayores
costos por mantenimiento de equipos esta liderado en primer lugar por
la chancadora cónica , luego el chute finos de las zarandas y el ore bin.
Una de las estrategias para la reducción de costos es de disminuir el
número de mantenimientos por año , esto solo se lograría aumentando el
4.3 Clasificación de tareas de mantenimiento de acuerdo al nivel de
importancia
4.3.1 Diagrama de Pareto
El diagrama de Pareto, también llamado curva 80-20 o Distribución A-8-C, es una gráfica que permite organizar datos de forma que estos queden en
orden descendente, de izquierda a derecha y separados por barras. Permite asignar un orden de prioridades.
El diagrama permite mostrar gráficamente el principio de Pareto (pocos
vitales, muchos triviales), es decir, que hay muchos problemas sin importancia frente a unos pocos graves. Mediante la gráfica colocamos los
"pocos vitales" a la izquierda y los "muchos triviales" a la derecha.
El diagrama facilita el estudio comparativo de numerosos procesos dentro
de las industrias o empresas comerciales, así como fenómenos sociales o
naturales.
Hay que tener en cuenta que tanto la distribución de los efectos como sus
posibles causas ria es un proceso lineal sino que el 20% de las causas
totales hace que sean originados el 80% de los efectos.
Para tener claro estos conceptos elaboramos un cuadro tomando data de un
proceso de producción de fabricación de envases plásticos. Ahí se clasifican el tipo y cantidad de errores producidos en un tiempo determinado, con la
finalidad de determinar donde tomamos acción para reducir drásticamente
TABLA DE PARETO
Tipo de Error Número de Errores % Total % Acumulado
E
44
30% 30%B
39 27% 57%e
35 24% 81%F
12 8% 89%D 8 6% 95%
A 3 2% 97%
H 3 2% 99%
1
2 1% 100%G
o
0% 100%Total 146 100%
Tabla 4.3 Línea de producción en una fábrica de envases
140 130 120 -110 100 90 80 70 60 50 -· 40 30 20 10
o
-·,
,--
-E
---
----------------DIAGRAMA DE f>ARETO
.
-------· - - - - ---
---�---�
----:· - -- - - · --1 Muchos tri vi al es 1
.
--
·
-_
_ ..
1
.
1
..
--��.
-
---�
_
B
e
F D A H GTipo de Errores
- Numero de Errores -%Errores Acumulado
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
Ejemplo simple de un diagrama de Pareto usando datos hipotéticos. Se muestran
las frecuencias relativas en un diagrama de barras y en un línea roja las
4.3.2 Elaboración de Pareto para cuantificar tiempos de ejecución de tareas criticas.
Realizando una analogia con el ejemplo anterior y teniendo como historial aproximadamente un año de operaciones se pudo establecer el diagrama de Pareto relacionado con los tiempos utilizados en las tareas de
mantenimiento.
TIEMPO DE PARADAS POR MANTENIMIENTO CHANGADO PRIMARIO (AÑO 2006)
Total (hrs) 731.11
Equipo Cantidad Duración Porcentaje Acumulado (hrs)
PM Total 71 561.50 77% 77%
Faja N°1 12 65.53 9% 86%
Chancadora Primaria 25 45.57 6% 92%
Apron Feeder 36 30.89 4% 96%
Corte de Energía 12 11.54 2% 98%
Alerta Roja 3 5.63 1% 99%
Rock Breaker 10 5.38 1% 99%
Inspección mantle 2 3.19 0% 100%
lnspeccion Concavas 2 1.42 0% 100%
Surge Pocket 2 0.48 0% 100%
Chancado Primario Acum - 06
600
500
400 80%
� 300 ---+ 60%
200
100
o
,��
�
---ca---+ 40% 65.53