Metodología para el diagnóstico y mejoramiento de la productividad en la PyME
107
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y D E ESTUDIOS SUPERIORES DE M O N T E R R E Y. E S C U E L A D E INGENIERÍA Y TECNOLOGÍAS DE INFORMACIÓN P R O G R A M A D E G R A D U A D O S E N INGENIERÍA. Los miembros del Comité de Tesis recomendamos que el presente proyecto de Tesis presentado por Pierre Michel Ceronio Hernández, sea aceptado como requisito parcial para obtener el grado académico de:. Maestro en Ciencias con Especialidad en Sistemas de Manufactura. Comité de Tesis:. M.C. Luis Vicente Cabeza Aspiazu Asesor. Dr. Federico Guedea Elizalde Sinodal. Aprobado:. Dr. Ciro Angel Rodríguez González Director del Programa de Maestría en Ciencias con Especialidad en Sistemas de Manufactura. M O N T E R R E Y , N.L.. DICIEMBRE DE 2011. i.
(3) Agradecimientos A mis padres José y Tere por su esfuerzo en darme la mejor educación. A mi papá por sus consejos y lecciones de vida y por ser mi ejemplo a seguir. A mi mamá por sus cuidados, bendiciones y por sus besos de aliento. Gracias a ambos.. A mi asesor, Ing. Luis Vicente Cabeza por su pasión y sabiduría transmitida.. A mis sinodales, Dr. José Manuel Sánchez y Dr. Federico Guedea por su apoyo, comentarios y retroalimentaciones a la presente Tesis.. Al ITESM, Campus Monterrey, por haberme formado profesionalmente y por darme grandes momentos.. A la Empresa X, por haberme permitido participar en el proyecto de Calidad y Productividad y a todo el departamento de Ingeniería Industrial, por ser amigos y compañeros.. A R.A.H.C., por estar conmigo en las buenas y en las malas, por sus consejos, porras y paciencia.. A todos mis amigos que estuvieron presentes a lo largo de este camino, por sus consejos, risas y ánimos.. De CORAZÓN, ¡Gracias!. ii.
(4) Índice Capítulo 1. Introducción ................................................................................................... 1 1.1 Antecedentes .............................................................................................. 1 1.2 Definición del Problema ............................................................................ 2 1.3 Justificación................................................................................................ 3 1.4 Objetivo de la Investigación....................................................................... 3 1.5 Alcance de la Investigación ....................................................................... 4. Capítulo 2. Marco Teórico ................................................................................................ 5 2.1 La Pequeña y Mediana Empresa en México .............................................. 5 2.2 Sistema de Producción Toyota (Toyota Production System) .................. 11 2.3 Manufactura Esbelta (Lean Manufacturing) ............................................ 12 2.3.1 Muda ............................................................................................... 13 2.3.2 Mura ............................................................................................... 14 2.3.3 Muri ................................................................................................ 15 2.4 Herramientas Esbeltas (Lean tolos) ......................................................... 15 2.4.1 Mapeo de la Cadena de Valor (VSM) ............................................ 15 2.4.2 Orden y Limpieza: 5S ..................................................................... 18 2.4.3 Kaizen ............................................................................................. 21 2.4.4 Planear, Hacer, Verificar, Actuar (PDCA) ..................................... 22 2.4.5 Cambios Rápidos de Configuración (SMED) ................................ 23 2.4.6 Mantenimiento Total Productivo (TPM) ........................................ 25 2.4.7 Justo a Tiempo (JIT) ....................................................................... 28 2.4.8 Kanban ........................................................................................... 28 2.4.9 Jidoka ............................................................................................. 29 2.4.10 Poka-yoke ..................................................................................... 30 2.5 Seis Sigma ................................................................................................ 30. Capítulo 3. Modelo Propuesto ........................................................................................ 35 3.1 Introducción ............................................................................................. 35 iii.
(5) 3.2 Desarrollo de Modelo ............................................................................... 35 3.3 Elementos del Modelo.............................................................................. 36 3.3.1 Herramienta DMAIC ...................................................................... 37 3.3.2 Diagnóstico “Lean” ........................................................................ 40 3.3.3 Herramientas Seis Sigma ................................................................ 49 3.3.4 Herramientas Lean.......................................................................... 50 3.3.5 Factor Humano ............................................................................... 52 3.3.6 Producción y Calidad ..................................................................... 53 3.4 Presupuesto .............................................................................................. 54. Capítulo 4: Caso de Estudio ............................................................................................ 56 4.1 Introducción ............................................................................................ 56 4.2 Fase de Definición de Problemas, objetivos y metas .............................. 57 4.3 Fase de Medición de parámetros y Análisis de la información............... 65 4.4 Fase de Mejoramiento y Control ............................................................. 83. Capítulo 5: Conclusiones ................................................................................................. 86. Referencias bibliográficas ............................................................................................... 88. ANEXO 1 .......................................................................................................................... 91. ANEXO 2 .......................................................................................................................... 95. iv.
(6) Índice de Figuras Figura 1. Composición de las Actividades Secundarias en el Cuarto Trimestre de 2009. (INEGI, 2010) ...................................................................................................................... 8 Figura 2. Aportación al PIB por Estado del año 2009 (INEGI, 2010)................................. 9 Figura 3. Aportación al PIB por Actividad en Nuevo León (INEGI, 2010) ...................... 10 Figura 4. Simbología para el VSM (Tapping, Luyster, & Shuker, 2002) ......................... 17 Figura 5. Concepto de 5S ................................................................................................... 20 Figura 6. Círculo de Deming (Gryna, Chua, & Defeo, 2008)............................................ 23 Figura 7. Modelo tradicional de TPM (Vorne, 2011) ....................................................... 26 Figura 8. Íconos usados en la Cartografía de Valor para las tarjetas Kanban ................... 29 Figura 9. Modelo Propuesto para incremento de Producción y Calidad ........................... 36 Figura 10. Modelo Propuesto: Sección Herramienta DMAIC .......................................... 37 Figura 11. Modelo Propuesto: Sección Diagnóstico Lean ................................................ 40 Figura 12. Resultados gráficos de diagnóstico Lean (Corrida de ejemplo) ....................... 48 Figura 13. Modelo Propuesto: Sección Herramientas Seis Sigma ................................... 49 Figura 14. Modelo Propuesto: Sección Herramientas Lean ............................................. 50 Figura 15. Diagrama de flujo de plan de trabajo de implementación de 5S ..................... 51 Figura 16. Modelo Propuesto: Sección Factor Humano ................................................... 52 Figura 17. Cadena de beneficios ....................................................................................... 53 Figura 18. Modelo Propuesto: Sección Producción y Calidad ......................................... 54 Figura 19. Modelo Propuesto: Sección Pensamiento Esbelto ........................................... 54 Figura 20. Parte 1 del diagrama de flujo del proceso del tubo........................................... 60 Figura 21. Parte 2 del diagrama de flujo del proceso del tubo........................................... 61 Figura 22. Parte 3 del diagrama de flujo del proceso del tubo........................................... 62 Figura 23. Demanda del 2005 al 2010 de todos los productos de la Empresa X. ............. 63 Figura 24. Resultados gráficos de primer avance de evaluación Lean .............................. 64 Figura 25. Demoras en horas en Molino 1 ......................................................................... 66 Figura 26. Distribución porcentual de las demoras en Molino 1 ....................................... 66 Figura 27. Demoras en horas en Molino 2 ......................................................................... 67 Figura 28. Distribución porcentual de las demoras en Molino 2 ....................................... 67 v.
(7) Figura 29. Demoras en horas en Molino 3 ......................................................................... 68 Figura 30. Distribución porcentual de las demoras en Molino 3 ....................................... 68 Figura 31. Demoras en horas en Arco Sumergido. ............................................................ 69 Figura 32. Distribución porcentual de las demoras en Arco Sumergido ........................... 69 Figura 33. Demoras en horas en Inspección Final. ............................................................ 70 Figura 34. Distribución porcentual de las demoras en Inspección Final ........................... 70 Figura 35. Horas programadas VS Horas productivas en Molino1. .................................. 71 Figura 36. Tubos programados VS Tubos producidos en Molino1 ................................... 71 Figura 37. Horas programadas VS Horas productivas en Molino 2 .................................. 72 Figura 38. Tubos programados VS Tubos producidos en Molino 2 .................................. 72 Figura 39. Horas programadas VS Horas productivas en Molino 3 .................................. 73 Figura 40. Tubos programados VS Tubos producidos en Molino 3 .................................. 73 Figura 41. Horas programadas VS Horas productivas en Arco Sumergido ...................... 74 Figura 42. Tubos programados VS Tubos producidos en Arco Sumergido ...................... 74 Figura 43. Tubos programados VS Tubos producidos en Inspección Final ...................... 75 Figura 44. Distribución porcentual de tiempos de observación en 5 áreas ........................ 76 Figura 45. Minutos de demora observados en Molino 1.................................................... 77 Figura 46. Minutos de demora observados en Molino 2.................................................... 77 Figura 47. Minutos de demora observados en Arco Sumergido ........................................ 78 Figura 48. Minutos de demora observados en Expandidoras ............................................ 78 Figura 49. Minutos de demora observados en Ultrasonido ............................................... 79 Figura 50. Distribución porcentual de tiempos de observación en 5 áreas ........................ 79 Figura 51. Resumen de reportes de Calidad de Inspección Visual .................................... 80 Figura 52. Mapeo de la Cadena de Valor Actual de la Empresa X ................................... 83 Figura 53. Mapeo de la Cadena de Valor Futuro de la Empresa X ................................... 85. vi.
(8) Índice de Tablas Tabla 1. Estratificación de las empresas mexicanas (Secretaria de Economía, 2010)......... 6 Tabla 2. Producto Interno Bruto Nominal Durante el Cuarto Trimestre de 2009, millones de pesos y participación porcentual (INEGI, 2010)............................................................. 7 Tabla 3. Cantidad de Empleados por Tamaño de Empresa en Nuevo León. (Gobierno de Nuevo León. Estados Unidos Mexicanos, 2010) ............................................................... 11 Tabla 4. Ocho pilares del TPM (Vorne, 2011) .................................................................. 27 Tabla 5. Niveles Sigma (DPMO: Defectos Por Millón de Oportunidades) ....................... 31 Tabla 6. Sección 1 y 2 del Cuestionario de Evaluación Lean ............................................ 42 Tabla 7. Sección 3 y 4 del Cuestionario de Evaluación Lean ............................................ 43 Tabla 8. Sección 5 y 6 del Cuestionario de Evaluación Lean ............................................ 44 Tabla 9. Sección 7 y 8 del Cuestionario de Evaluación Lean ............................................ 45 Tabla 10. Sección 9 y 10 del Cuestionario de Evaluación Lean ........................................ 46 Tabla 11. Interfaz con resultados numéricos de evaluación e ingreso de objetivos deseados (Corrida de ejemplo)........................................................................................... 47 Tabla 12. Desperdicios VS Herramientas Lean (Cabeza, 2011)........................................ 51 Tabla 13. Project Charter del caso de estudio .................................................................... 58 Tabla 14. Tabla SIPOC de caso de estudio ........................................................................ 59 Tabla 15. Resultados de primer avance de evaluación Lean ............................................. 64. vii.
(9) Capítulo 1. Capítulo 1: Introducción “El concepto del valor solo puede ser definido por el cliente y el productor es el que debe crear tal valor” James P. Womack. Presidente de Lean Entrerprise Institute.. 1.1 Antecedentes En las últimas décadas del siglo XX se hicieron presentes un conjunto de transformaciones económico-sociales y culturales cuya velocidad y complejidad no tienen precedentes. Los sectores dedicados a la manufactura han tenido que plantear alternativas para mantener la competitividad ante un mercado cambiante, desarrollando métodos de producción que garanticen la oportunidad en la entrega, la satisfacción del cliente, la eficacia de los procesos y la eficiencia en los costos (Ortiz, 2010).. Ante las necesidades del cliente final, las organizaciones han evolucionado la forma en que éstas son determinadas, por consecuencia además de adaptar sus procesos de cumplimiento de dichas necesidades, lo deben hacer con eficiencia (González, 2007). Desde el modelo de producción en masa promovido por Henry Ford, hasta los modelos de calidad total como el método Toyota, reingeniería y el pensamiento esbelto, por mencionar algunos, son los métodos que han dado soporte al mercado cambiante. Ahora bien, de todas las herramientas de mejora continua, la Manufactura Esbelta ha tenido un amplio desarrollo y ha sido acogido por un gran número de empresas a nivel mundial. Su ideología, materiales y fácil aplicación la convierten en una opción viable.. La filosofía de Esbeltez tiene como principal directriz la creación de valor la cual implica innovación, creatividad y análisis. Del mismo modo, la táctica a seguir es la reducción del desperdicio (Cabeza, 2011).. Los objetivos del pensamiento esbelto son: . Reducir desperdicios en la cadena de valor.. . Reducir inventario.. . Crear sistemas de producción más robustos. 1.
(10) Capítulo 1 . Crear sistemas de entrega de materiales necesarios.. . Aumentar flexibilidad.. Por consiguiente, los beneficios son los siguientes: . Reducción de costos de producción.. . Disminución de inventarios.. . Reducción de tiempos de entrega.. . Incremento de Calidad.. . Equipo con mayor eficiencia.. . Disminución de desperdicios en materiales y/o productos.. Dicha filosofía ofrece una completa y real alternativa para los profesionistas, empresas, organismos, instituciones y naciones para implantar hacia su interior una filosofía-cultura enfocada a mejorar su posición competitiva, lograr alta eficiencia, disminución de desperdicios y mejora continua. Una aproximación al pensamiento Lean es una posibilidad y/o camino hacia las empresas y naciones esbeltas, donde se dé un mejor aprovechamiento y administración de los recursos financieros, materiales y humanos (Santa Cruz, 2007).. 1.2 Definición del Problema Los cambios constantes de tipo económico, político y social orillan a la sociedad a estar en constante cambio. El tema de la globalización es un factor crucial para el desarrollo de cualquier empresa. Las compañías evolucionan a la par de las necesidades del mercado las cuales son cada vez más demandantes (García & Casanova, 2000).. Ahora. bien,. las. PyMEs. por. naturaleza. propia. tienden. a. estancarse. económicamente sin miras a crecimiento. Ante la costumbre de “funcionar” con desperdicios y deficiencias, falta de presupuesto y motivación, entre otras cosas, opacan la mentalidad de mejora continua y superación.. 2.
(11) Capítulo 1 Las empresas se deben enfocar en sus fuerzas y debilidades, buscando el balance eficaz para satisfacer las necesidades del cliente y recibir bienes por lo mismo. Se debe tomar en cuenta que cada paso o actividad dentro de un proceso afecta considerablemente al producto final y así al cliente ya que de su satisfacción dependerá el aumento en ventas y después el crecimiento de la empresa.. 1.3 Justificación. Ante el mercado cambiante y la naturaleza de las PyMEs, se requiere implantar una combinación de filosofías que guíen a las empresas hacia el éxito mediante la calidad de sus productos y eficiencia en sus procesos. La filosofía de Esbeltez es la mejor solución al problema ya que, desde el punto de vista estratégico, implica la creación de valor y está orientada a la eliminación del desperdicio para alcanzar la eficiencia.. La inclusión de la mentalidad de mejora continua y disminución de desperdicios abarca desde el momento que el cliente conoce los productos y contacta a la empresa, hasta que este recibe el producto final, pasando por materia primas, procesos y embarques o envíos. La combinación de las herramientas y metodologías de esbeltez y seis sigma lograrán sistemas flexibles objetivos que buscan incremento de calidad y productividad.. 1.4 Objetivos de la Investigación El objetivo general es documentar una metodología para la mejora de calidad y productividad de una empresa mediana a través de un modelo de evaluación e implementación de Manufactura Esbelta y Seis Sigma que beneficiará al cliente y a la empresa.. Del mismo modo, los objetivos específicos son: . Diseñar una metodología para la evaluación y mejora de competitividad.. . Identificar desperdicios que no generen valor a la compañía.. . Aplicar los principios de la filosofía de esbeltez para mejorar todas las áreas que sean ineficientes.. . Motivar a la PyME a crecer continuamente mediante la validez del modelo. 3.
(12) Capítulo 1 1.5 Alcance de la Investigación La creación del modelo se centrará en Seis Sigma para el análisis de información y en la Manufactura Esbelta para la propuesta de mejoras o soluciones. Dicho modelo integrador se implementará y documentará en una Mediana empresa enfocándose en el diagnóstico y mejoramiento de la productividad.. 4.
(13) Capítulo 2. Capítulo 2: Marco Teórico “Cualquier persona que deja de aprender es viejo, ya sea a los veinte o a los ochenta” Henry Ford. Fundador de la compañía Ford Motor Company.. 2.1 La Pequeña y Mediana Empresa en México La definición de una empresa sin importar su tamaño, ni su lugar de origen, es igual en cualquier parte del mundo, ya que dentro de su definición, siempre gozará de los mismos componentes necesarios para que pueda decirse que es una empresa. Por consiguiente se definirá a la empresa como: “Una unidad económica de producción y decisión que, mediante la organización y coordinación de una serie de factores (capital y trabajo), persigue obtener un beneficio produciendo y comercializando productos o prestando servicios en el mercado” (Andersen, 1999).. Ahora bien, Méndez (1996) define a la PyME de acuerdo a diversos criterios como el comercio, ofrecimiento de servicio, industria y principalmente del país proveniente. A continuación se exponen las características generales que identifican a las PyMEs: . El capital es proporcionado por una o dos personas que establecen una sociedad.. . Los propios dueños dirigen la marcha de la empresa; su administración es empírica.. . Su número de trabajadores empleados en el negocio crece y va de 16 hasta 250 personas.. . Utilizan más maquinaria y equipo, aunque se sigan basando más en el trabajo que en el capital.. . Dominan y abastecen un mercado más amplio, aunque no necesariamente tiene que ser local o regional, ya que muchas veces llegan a producir para el mercado nacional e incluso para el mercado internacional.. . Está en proceso de crecimiento, la pequeña tiende a ser mediana y ésta aspira a ser grande.. . Obtienen algunas ventajas fiscales por parte del Estado que algunas veces las considera causantes menores dependiendo de sus ventas y utilidades. Su tamaño es pequeño o mediano en relación con las otras empresas que operan en el ramo. 5.
(14) Capítulo 2 En México, la Secretaria de Economía estratifica a las empresas por tamaño según el número de personas que laboran en ellas, la Tabla 1 muestra la estructura de los datos:. Tabla 1. Estratificación de las empresas mexicanas (Secretaria de Economía, 2010).. Tamaño Micro Pequeña. Mediana. Grande. ESTRATIFICACIÓN Rango de Rango de monto de ventas Sector número de anuales (Millones de Pesos) trabajadores Todas Comercio Servicios Industria Comercio Servicios Industria Comercio Servicios Industria. 0-10 11-30 11-50 11-50 31-100 51-100 51-250 Más de 100 Más de 100 Más de 250. Hasta $4 Desde $4.01 hasta $100 Desde $4.01 hasta $100 Desde $100.01 hasta $250. Más de $250. Finalmente, las pequeñas y medianas empresas poseen una importancia especial para la economía ya que representan el 90% del total de empresas constituidas y también porque emplean a más del 42% de la población económicamente activa, y contribuyen con el 23% del producto interno bruto (Secretaria de Economía, 2010).. Hace apenas 5 años, el Producto Interno Bruto Nominal en México estaba en 9,811,940 millones de pesos, pero los últimos informes del INEGI recalcan que el PIBN alcanzó los 12,584,779 millones de pesos en el último trimestre del 2010. Es decir, el crecimiento fue considerable y demuestra un gran crecimiento económico. El siguiente listado presenta la estructura sectorial en que se divide la economía mexicana y la Tabla 2 muestra la aportación de cada uno de los sectores. . Actividades Primarias: Agricultura, Ganadería, Aprovechamiento Forestal, Pesca y Caza.. . Actividades Secundarias: Minería, Electricidad, Construcción e Industrias Manufactureras.. . Actividades Terciarias: Comercio y Servicios. 6.
(15) Capítulo 2 Tabla 2. Producto Interno Bruto Nominal Durante el Cuarto Trimestre de 2009, millones de pesos y participación porcentual (INEGI, 2010). PIB NOMINAL DENOMINACIÓN PRODUCTO INTERNO BRUTO (a precios de mercado) Impuestos a los productos netos VALOR AGREGADO BRUTO (en valores básicos). MILLONES DE PESOS. (%). 12,584,779 451,937 12,132,842. 100.0. 523,967 523,967. 4.3 4.3. Actividades Secundarias Minería Electricidad, agua y suministro de gas por ductos al consumidor final Construcción Industrias manufactureras. 4,241,659 1,172,838 188,008 777,535 2,103,276. 35.0 9.7 1.6 6.4 17.3. Actividades Terciarias Comercio Transportes, correos y almacenamiento Información en medios masivos Servicios financieros y de seguros Servicios inmobiliarios y de alquiler de bienes muebles e intangibles Servicios profesionales, científicos y técnicos Dirección de corporativos y empresas Servicios de apoyo a los negocios y manejo de desechos Servicios educativos Servicios de salud y de asistencia social Servicios de esparcimiento, culturales, deportivos, servicios recreativos Servicios de alojamiento temporal y de preparación de alimentos Otros servicios excepto actividades del Gobierno Actividades del Gobierno. 7,588,593 1,872,147 831,676 393,423 436, 845 1,220,792 447,864 41,200 309,338 606,163 346,168 43,666 258,726 285,433 495,152. 62.5 15.4 6.9 3.2 3.6 10.1 3.7 0.3 2.5 5.0 2.9 0.4 2.1 2.3 4.1. Servicios de intermediación financiera medidos indirectamente. (-) 221,377. (-) 1.8. Actividades Primarias Agricultura, ganadería, aprovechamiento forestal, pesca y caza. Nota: La suma de los parciales puede no coincidir con el total por redondeo.. La Figura 1 expone las industrias que componen a las actividades secundarias, siendo la industria manufacturera la de mayor auge.. 7.
(16) Capítulo 2 2,500,000. Millones de pesos. 2,000,000 1,500,000 1,000,000 500,000 0 Industrias manufactureras. Minería. Construcción. Electricidad, agua y suministro de gas por ductos al consumidor final. Figura 1. Composición de las Actividades Secundarias en el Cuarto Trimestre de 2009 (INEGI, 2010).. Independientemente de que las actividades Terciarias son las que más aportan, las Secundarias están creciendo considerablemente. La economía mexicana se encuentra en plena recuperación, impulsada principalmente por el dinamismo registrado actualmente por el sector manufacturero. La producción manufacturera de México aumentó 8.8% en febrero de 2010 con respecto al mismo mes del año anterior, con lo cual, se ligan tres meses consecutivos de incrementos, situación no observada desde el período diciembre 2007 - febrero 2008.. Cabe mencionar que la mayoría de las ramas manufactureras de México presentaron números positivos, dentro de las cuales destacaron fabricación de equipo de transporte, fabricación de maquinaria y equipo, equipos de computación y comunicación, así como industrias metálicas básicas.. 8.
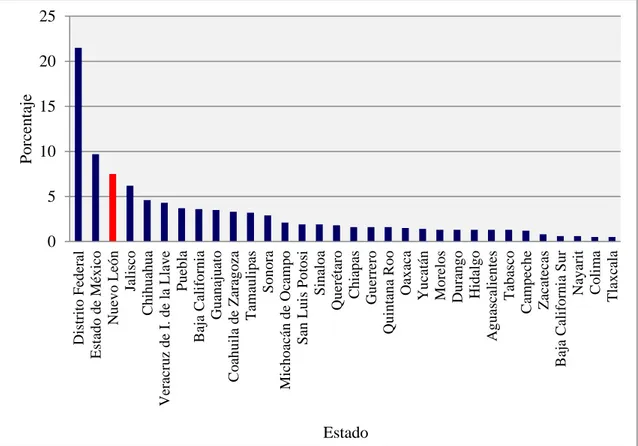
(17) Capítulo 2 La Figura 2 muestra la aportación al Producto Interno Bruto por estado, se subraya el Estado de Nuevo León el cual es la tercera entidad con mayor contribución aportando el 7.5% del PIB Nacional, es decir 652,000 millones de pesos.. 25. Porcentaje. 20 15 10 5. Distrito Federal Estado de México Nuevo León Jalisco Chihuahua Veracruz de I. de la Llave Puebla Baja California Guanajuato Coahuila de Zaragoza Tamaulipas Sonora Michoacán de Ocampo San Luis Potosi Sinaloa Querétaro Chiapas Guerrero Quintana Roo Oaxaca Yucatán Morelos Durango Hidalgo Aguascalientes Tabasco Campeche Zacatecas Baja California Sur Nayarit Colima Tlaxcala. 0. Estado. Figura 2. Aportación al PIB por Estado del año 2009 (INEGI, 2010).. La Figura 3 indica los porcentajes por actividad productiva de Nuevo León. Del mismo modo que la gráfica anterior, se destaca la industria manufacturera la cual destaca de las demás.. 9.
(18) Capítulo 2 30 25. Porcentaje. 20 15 10 5. Servicios comunales, sociales y personales. Servicios financieros, seguros, inmobiliarios y de alquiler. Transporte, almacenaje y comunicaciones. Comercio, restaurantes y hoteles. Electricidad, gas y agua. Construcción. Industria manufacturera. Minería. Agropecuaria, silvicultura y pesca. 0. Actividad. Figura 3. Aportación al PIB por Actividad en Nuevo León (INEGI,2010).. Sobre el empleo, este es destacable en Nuevo León. La página web del Gobierno de Nuevo León (2010) dice que 45% de la población es económicamente activa donde 33% se dedica a la manufactura, 64% a servicios y solo 3% a la explotación de recursos naturales. La Tabla 3 muestra cómo las empresas micro y pequeña son las que emplean a más personas en el estado.. 10.
(19) Capítulo 2 Tabla 3. Cantidad de Empleados por Tamaño de Empresa en Nuevo León (Gobierno de Nuevo León. Estados Unidos Mexicanos, 2010). Tamaño de la empresa. Número de empleados. Micro. 670,757. Pequeña. 370,580. Mediana. 293,731. Grande. 333,236. Gobierno. 59,762. Otros. 83,794. 2.2 Sistema de Producción Toyota (Toyota Production System) El Sistema de Producción Toyota es una filosofía enfocada a la reducción de costos. Data desde los años cincuenta puesto que muchas de las ideas fueron desarrolladas después de las Segunda Guerra Mundial por Toyota, de ahí su nombre. El objetivo era producir automóviles de la mejor calidad al menor costo, con el tiempo de entrega menor a través de la eliminación sistemática de los desperdicios. Fue desarrollado por grandes especialistas como William Deming, Taiichi Ohno, Shigeo Shingo y Eiji Toyoda (Ohno, 1998).. A pesar de tener el objetivo claro, existen dos formas diferentes para lograrlo. Primeramente Liker (2004) y Ohno (2008) explican que la dirección es hacia la búsqueda de la eficiencia en el manejo de otros recursos del aparato productivo (inventarios y maquinaria), pero siempre buscando eliminar cualquier vestigio de desperdicio generado por la ineficiencia existente en los procesos, a esto se le conoce como muda. Algunas de las herramientas creadas son la mejora continua (kaizen), métodos de solución de problemas (5 por qués) y sistemas a prueba de errores o poka yokes en japonés.. En un segundo enfoque, se considera el Flujo de Producción, o mura en japonés a través del sistema y no hacia la reducción de desperdicios. Algunas técnicas para mejorar el flujo son la producción nivelada (muri), kanban o la tabla de heijunka (González, 11.
(20) Capítulo 2 2007). Cabe mencionar que es de vital importancia comprender que la diferencia entre las dos perspectivas no es la meta, sino el modo de alcanzarla. González (2007) explica que el uso de un flujo de producción expone los problemas de calidad y es aquí donde la reducción de desperdicio entra. Como consecuencia al desarrollo de dichas herramientas asociadas a la esbeltez, Toyota nombró a este concepto como Toyota Production System en inglés y traduciéndolo al español como Sistema de Producción Toyota.. En esas épocas (años 80s) Estados Unidos abrió sus fronteras al mercado mundial y la sorpresa fue que Japón comenzó a arrebatarle el mercado de la industria automotriz. Este fue el punto de partida que empujo a los norteamericanos preguntarse a sí mismos sobre qué hacían los orientales mejor que ellos. Para esto, el Massachusetts Institute of Technology, conocido como MIT y traducido al español como el Instituto de Tecnología de Massachusetts, formó un grupo de profesores a quienes mandaron a Japón a estudiar la industria automotriz japonesa. Estas personas eran James Womack, Daniel Jones y Daniel Roos. A raíz de la investigación, estos tres especialistas publicaron el libro “The Machine that changed the World”, traduciendo al español “La Máquina que cambió el mundo”, que era un paquete de ideas orientales traducidas para el mercado europeo y americano. Los autores introdujeron el concepto de Manufactura Esbelta para referirse al Toyota Production System (McCarron, 2006).. 2.3 Manufactura Esbelta (Lean Manufacturing) Es un sistema que ha sido definido como una metodología/filosofía de excelencia y mejora continua orientada a eliminar el desperdicio y actividades que no le dan valor agregado a los procesos para la fabricación, distribución y comercialización de productos y/o servicios. Amplía el valor de cada actividad realizada y eliminan aquellas actividades y subprocesos que no se requieren, permitiendo a las empresas reducir costos, mejorar procesos, eliminar desperdicios, aumentar la satisfacción de los clientes y mantener el margen de utilidad (Santa Cruz, 2007).. El modelo de manufactura esbelta es una filosofía de producción que enfatiza la especificación de valor definido por el cliente final y la minimización de todos los 12.
(21) Capítulo 2 recursos empleados en varias actividades de la empresa. Incluye la identificación y eliminación de actividades que no le añaden valor en el diseño, producción, gestión de la cadena de suministro y entrega a los clientes (Ortiz, 2010).. Womack y Jones mencionan que los conceptos de Manufactura Esbelta son replicables al Pensamiento Esbelto y a la Empresa Extendida Esbelta dándole un enfoque universal, es decir, que son aplicables sin importar país, tipo de industria, empresa, entidad u organización (Womack & Jones, Lean Thinking, 2000). Por consiguiente, Womack y Jones también establecen que la implantación de la metodología debe tener como base cinco conceptos: 1. Definir el valor desde el punto de vista del cliente: La mayoría de los clientes quieren comprar una solución, no un producto o servicio. 2. Identificar la cadena de valor y eliminar desperdicios: Quitar todo lo que no agregue aportación. 3. Crear flujo a través de los proveedores: Hacer que todo el proceso fluya suave y directamente de un paso que agregue valor a otro, desde la materia prima hasta el consumidor final. 4. Que el cliente “jale” el producto: Una vez hecho el flujo, se es capaz de producir por órdenes de los clientes en vez de producir basado en pronósticos de ventas a largo plazo. 5. Mejorar continuamente en busca de la perfección: Se debe comprender que a pesar de haber logrado los pasos anteriores, es una carrera infinita y todo es susceptible a la mejora.. Con estos cinco pilares para el desarrollo de la manufactura esbelta se puede notar la unión de ambos enfoques mencionados en la sección 2.2. Haciendo énfasis en la identificación de desperdicios, las siguientes subsecciones explican a detalle en que consiste cada una de las Ms del Sistema de Producción Toyota.. 2.3.1 Muda La palabra Muda se refiere a toda actividad que consume recursos sin crear valor para el cliente, es decir desperdicios. Ohno (1998) identificó siete de estos:. 13.
(22) Capítulo 2 1. Sobreproducción: Producir sin ser requerido o más de lo solicitado por el cliente. Genera costos de almacenamiento, personal y transportación de inventario. 2. Tiempo de espera: Es cualquier momento en que hay espera y por consecuencia no agrega valor. Ejemplos de este desperdicio son operadores vigilando una máquina automatizada o en su caso esperando el siguiente paso del proceso. También se le adjudica a equipos parados por fallas mecánicas, eléctricas o electrónicas. 3. Transportación: Movimiento de productos hacia un almacén u otro proceso que es innecesario y no agrega valor. 4. Sobreprocesamiento: Realización de pasos con el fin de procesar un producto más de lo que el cliente pidió, además de que este último no está pagando. 5. Inventarios: Tener más de lo que se requiere a la mano. Puede ser materia prima, producto en proceso o producto terminado. 6. Movimientos innecesarios: Cualquier movimiento extra del operador cuando está realizando una secuencia de trabajo. Caminar es considerado un movimiento innecesario. 7. Corrección: Cualquier cosa “no hecha bien a la primera” que requiera retrabajo.. Cabeza (2011) aporta tres tipos de despilfarros que complementan a los expuestos por Ohno: 8. Desaprovechamiento de talento humano: Cuando las ideas y habilidades de los trabajadores son puestas a un lado. 9. Mal uso de herramientas computacionales: Uso de tecnología con otros fines ajenos a lo laboral y cuando no se usan las herramientas tecnológicas por falta de capacitación. 10. Trabajar con métricos o indicadores equivocados: Centralización en recursos que NO son clave. 2.3.2 Mura Consiste en la desnivelación dentro de la operación o flujo de proceso. Ocurre debido a la falta de programación de producción y/o mal alineamiento de la cantidad de trabajo a realizar con la cantidad de gente disponible, equipo o materiales disponibles. Es 14.
(23) Capítulo 2 decir, que se tenga más gente de la necesaria para realizar un solo paso del proceso, o que no se tenga el número insuficiente para trabajar bajo cierta demanda.. 2.3.3 Muri Muri se refiere a la explotación de equipo de producción y/o personal. Para el caso de los operadores pueden tener problemas de salud y el equipo se puede ver afectado con fallas de cualquier tipo.. 2.4 Herramientas Esbeltas (Lean Tools) 2.4.1 Mapeo de la Cadena de Valor (VSM) La cadena de valor es el conjunto de actividades que se requieren para llevar al producto desde su concepción hasta su comercialización, incluyendo diseño, toma de pedido, programación, producción y entrega. La comprensión de la cadena permite visualizar los pasos que agregan valor y los que no lo aportan. Es decir, las tareas de valor agregado transforman al material o información para satisfacer las necesidades del cliente. Las actividades sin valor agregado son aquellos que toman tiempos y recursos que no le dan un aporte al producto, pero en cierto modo satisfacen los requerimientos de la empresa (Gryna, Chua, & Defeo, 2008).. Tapping, Luyster y Shuker (2002) explican que la cartografía de la cadena de valor es una representación gráfica que permite comprender el flujo de información y material a través de la misma. De este modo se muestra el estado actual y a la vez empuja a proponer un estado futuro. Los beneficios de la utilización de esta herramienta son: . Visualizar el flujo completo de información y material de todo el proceso en vez de una sola operación.. . Observar la comunicación entre operaciones y analizar fuentes de desperdicios.. . Señalar áreas de oportunidad para mejora en equipo, herramental y seguridad.. . Establecer un lenguaje común entre todas las áreas de la empresa.. . Vincular los conceptos y técnicas de Esbeltez.. . Es la base de un plan de ejecución.. . Otorgar un estado actual de la empresa. 15.
(24) Capítulo 2 Para la ejecución del mapeo, se debe centrar en una sola familia de productos que sea representativa en cantidad de producción y costos. Es decir, se debe elegir aquella que tenga mayor impacto en los resultados de la compañía y en la satisfacción del cliente. George et al. (2005) proponen los siguientes pasos a seguir para la correcta realización de la cartografía en cuestión. 1. Determinar qué familia de productos se mapeará. 2. Dibujar el diagrama de flujo. . Identificar actividades principales. . Identificar secuencia de actividades.. 3. Agregar el flujo de material. . Mostrar el movimiento del material.. . Mapear subprocesos.. . Agregar proveedores.. 4. Agregar la información del flujo. . Señalar la información entre actividades.. . Documentar órdenes de producción, calendario/horario de actividades.. . Puntualizar procesos de comunicación.. 5. Recolectar datos del proceso y conectarlo. . Tiempo de ciclo.. . Tiempo de funcionamiento.. . Tasa de desperdicio.. . Cantidad de operadores.. . Frecuencia de cambios.. . Piezas en inventario.. 6. Agregar datos del proceso. 7. Verificar mapa. La metodología de la Cartografía de la Cadena de Valor establece una simbología que representa los procesos que involucran el flujo de material e información. Dichos íconos se muestran en la Figura 4. 16.
(25) Capítulo 2. Inyección. Cliente o Proveedor. Proceso de Manufactura. Operador. Envío por camión. Retiro. Puesto Kanban. Inspección OCT: 50 min Turno: 1ero Eficiencia: 80% OP Cont. 4. Datos. Flujo información manual. Inventario de Seguridad. Inventario. Flujo información electrónica. Flecha de Empuje. Q Segmento de línea de tiempo. Tiempo total. Supermercado. Calidad. Figura 4. Simbología para el VSM (Tapping, Luyster, & Shuker, 2002).. Una vez realizado el mapeo del estado actual, se procede a elaborar un segundo e incluso un tercer mapeo, ambos con visión a futuro. El segundo que se propone realizar es con las mejoras implementadas y el estado que se desea visualizar en el proceso, tomando en cuenta el alcance deseado y el presupuesto con el que se cuente. La tercera cartografía que se menciona debe tomar en cuenta el estado de arte de la tecnología, es decir visualizando más allá del futuro inmediato con toda ciencia aplicada (Cabeza, 2011). 17.
(26) Capítulo 2 2.4.2 Orden y limpieza: 5S La herramienta de las 5S es una metodología que tiene por objetivo el desarrollar un ambiente de trabajo agradable y eficiente, el cual permita el correcto desempeño de las operaciones diarias, logrando así los estándares de calidad del producto o servicio, precio y condiciones de entrega requeridas por el cliente (Cantú, 2005). A pesar de ser originaria de Japón, diversas organizaciones han coincidido en que su aplicación no es exclusiva de una determinada cultura o país. Es más bien una herramienta basada en un conjunto de principios universales que se deben fomentar para lograr una sociedad próspera (Vélez, 2011).. El sistema de 5S contempla la aplicación de un conjunto de tareas que tienen como objetivo conseguir un área de trabajo despejada, limpia y ordenada, que propicie seguridad y eficiencia. Al mismo tiempo que empuja a los trabajadores a estar en mejores condiciones físicas y mentales para así elaborar productos y/o servicios de calidad (Vélez, 2011). Las 5S provienen de términos japoneses cuya primera letra inicia en la letra S y son las siguientes: . Seiri (Clasificación). . Seiton (Organización e identificación). . Seiso (Limpieza). . Seiketsu (Bienestar personal). . Shitsuke (Disciplina). Cantú (2005) detalla en su libro cada uno de los términos mencionados, el seiri significa retirar del área de trabajo todos aquellos objetos y herramientas que no son necesarios para realizar las tareas diarias, dejando sólo aquellos que son requeridos para trabajar productivamente y con calidad. En el momento en que se piense que algún elemento presenta utilidad para otro trabajo, otra situación o se llegue a dudar sobre su uso, éste se debe desechar. Con esto se eliminan desperdicios, se optimizan áreas y se trabaja con mayor productividad.. 18.
(27) Capítulo 2 Seiton se basa en el principio de colocar cada cosa en su lugar para localizarlas más fácil y rápidamente cuando sean requeridas para trabajar. El orden aplica posterior a la clasificación y organización, si se clasifica y no se ordena difícilmente se verán resultados. Si se hacen estas actividades se reduce el tiempo dedicado a buscar herramientas de trabajo, se cuenta con áreas de trabajo limpias y se promueve una cultura de orden.. Sobre el seiso, este consta de mantener el área de trabajo y equipos limpios. También incluye el diseño de aplicaciones que permitan evitar y disminuir la suciedad. A través de la limpieza se identifican fallas e incluso posibles accidentes. Por ejemplo, el olor a humo por causa de un incendio, derrames de líquidos debido a fugas por malfuncionamiento, etc. Se debe ver al aseo como un medio para realizar inspección de equipo y áreas de trabajo.. El seiketsu consiste en todo lo relacionado al estado de la salud física y mental que requiere una persona para estar en condiciones óptimas y así poder desempeñar su responsabilidad con calidad. Consiste en aplicar las primeras 3S al individuo y observar hábitos como el aseo personal, vestimenta correcta, uso de equipo de seguridad, revisión médica, descanso adecuado, actitud positiva en el trabajo, alimentación adecuada, etc.. Finalmente el shitsuke busca fomentar el apego a los estándares establecidos como parte de la aplicación de las otras 4S. Implica control periódico, visitas sorpresa, autocontrol de los empleados, respeto por sí mismo, hacia los demás y mejor calidad de vida. Con la realización de esta etapa o fase, se permite tener un mejor autocontrol en la administración de las actividades diarias, además de los beneficios relacionados con el aseguramiento de la calidad al seguir con disciplina los procedimientos estándar de operación.. De manera paralela, Gryna et al. (2008) hacen hincapié en que la incorporación de esta metodología debe ser vista como un ciclo que se debe repetir continuamente hasta lograr el objetivo deseado. La Figura 5 muestra el diagrama del escenario deseado. 19.
(28) Capítulo 2. Ordenar Ordena. Clasificar Clasific ar. r. DISCIPLINA Disciplin. a Estandarizar Estandari zar. Limpiar Limpia. r. Figura 5. Concepto de 5S.. Ahora bien, en la vida real sucede que hay una serie de conceptos que tienen la función de ser barrera para la aplicación de las 5S. Éstas se deben tener en mente para saberlas atacar a su debido momento: 1. “La maquinaria no puede parar”: La presión por cumplir con tiempos de entrega o de lograr la producción planeada provoca que el mantenimiento preventivo pase a segundo término. 2. “La limpieza es pérdida de tiempo y recursos”: Algunos jefes tienen la idea de que el hecho de limpiar involucra tiempo muerto o simplemente no agrega valor. 20.
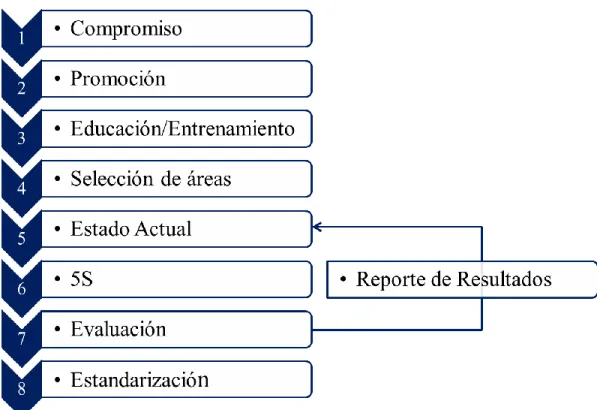
(29) Capítulo 2 3. “Costumbre”: Las personas creen que porque llevan tiempo trabajando de un mismo modo creen que no existe otro modo de hacer las cosas. Existe el caso donde el trabajador no se da cuenta del entorno inseguro que lo rodea pero como siempre ha estado así no visualiza otro panorama.. Para la implantación de las 5S se requiere del compromiso de la dirección, ya que esto implica un cambio cultural. El ejemplo y soporte a los proyectos de 5S es fundamental para que la idea se vaya internalizando entre el personal. A continuación se presentan los beneficios que genera la inserción de la metodología: . Mayores niveles de seguridad.. . Incremento en motivación.. . Reducción de defectos en el producto final.. . Mayor calidad.. . Tiempos de respuesta cortos.. . Incremento de vida útil de los equipos.. . Genera cultura organizacional.. Finalmente cabe agregar que una persona de calidad debe reconocer la necesidad de cambiar y adaptar su cultura constantemente.. 2.4.3 Kaizen El término Kaizen significa “mejora continua y progresiva” y tiene como objetivo crear más valor con menos muda (Imai, 1983). Cantú (2005) explica que el kaizen se debe concretar no sólo en los procesos productivos sino en todas las operaciones de la empresa, siempre con una orientación hacia la satisfacción del cliente. Del mismo modo, Vorne (2011) detalla que es una estrategia donde los trabajadores en todos sus niveles trabajan en conjunto de manera proactiva para lograr mejoras en los procesos de manufactura. Es decir, el kaizen se refiere a un plan de acción, organizando eventos enfocados a la mejora continua y a una filosofía, creando una cultura donde los trabajadores se comprometan en mejorar la empresa).. 21.
(30) Capítulo 2 El kaizen también es visto como un conjunto de conceptos, procedimientos y técnicas que las empresas usan para lograr el mejoramiento continuo en todos sus procesos productivos y de soporte a la operación (Cantú, 2005). Entre éstos se pueden mencionar el control total de calidad, ciclos de calidad, sistemas de sugerencias, automatización, mantenimientos total productivo, sistema kanban, justo-a-tiempo y cero defectos, por mencionar algunos.. Un evento kaizen es una forma de acelerar el paso del proceso de mejoramiento de cualquier área o situación. Puede usar de base uno de los dos métodos más importantes para ciclos de calidad, el PDCA o el DMAIC, los cuales serán explicados más adelante (George, Rowlands, Price, & Maxey, 2005). Los pasos que sigue un evento comúnmente son los siguientes: 1. Recabar toda la información necesaria. 2. Establecer metas y objetivos. 3. Revisar el estado actual y desarrollar un plan de acción rápida. 4. Implementar mejoras. 5. Revisar y reparar lo que no funcionó. 6. Reportar resultados y determinar qué partes requieren seguimiento.. 2.4.4 Planear, Hacer, Verificar, Actuar (PDCA) El PDCA o círculo de Deming es una metodología iterativa para implementar mejoras y así buscar la calidad creada por Edwards Deming que usó para explicar la teoría de control de procesos de Shewart (Platje & Wadman, 1998). Cada una de las letras se describe brevemente a continuación: . Plan (Planear): Establecer un plan de trabajo y metas a alcanzar, es decir, desarrollar una hipótesis.. . Do (Hacer): Implementar el plan de acción o realizar el experimento.. . Check (Verificar): Confirmar personalmente que los resultados hayan sido alcanzados o evaluar resultados.. . Act (Actuar): Hacerlo de nuevo.. 22.
(31) Capítulo 2 La figura 6 representa el ciclo Deming, se señala que la etapa de Do (Hacer) comprende otro ciclo PDCA. De este modo se realizan las iteraciones necesarias hasta alcanzar el objetivo deseado.. Actu. Actu. ar. Planear. Hacer. ar. Planear. Verificar. Hacer (Prueba Piloto). Verificar. Figura 6. Círculo de Deming (Gryna, Chua, & Defeo, 2008).. 2.4.5 Cambios Rápidos de Configuración (SMED) El SMED es un conjunto de técnicas ideadas por Shigeo Shingo para realizar en menos de diez minutos la preparación o configuración de una máquina para otro tipo de fabricación (Womack & Jones, Lean Thinking, 2000). La esencia de este sistema es realizar todos los pasos posibles relacionados con la configuración mientras el equipo sigue produciendo, buscando simplificar y coordinar las últimas actividades pertinentes (Vorne, 2011). El objetivo principal es incrementar la flexibilidad, reaccionar de manera rápida ante los cambios en las necesidades de los clientes y reducir inventarios. Los beneficios de un introducir un programa SMED son los siguientes: . Cambios de configuración rápidos significa menos tiempo sin producir.. . Capacidad de cubrir demanda.. . Programaciones flexibles.. . Niveles de inventario bajos.. . Arranque de proceso sin complicaciones.. 23.
(32) Capítulo 2 Shingo dividió/clasificó las tareas que se realizan en este proceso de configuración en dos partes: internas y externas. Las actividades internas son aquellas que se pueden realizar cuando la máquina está detenida y las externas se ejecutan cuando el equipo está funcionando. El portal de Vorne explica las etapas que se requiere para la óptima implantación de esta metodología, dichos pasos son:. Etapa 0: Identificar Áreas Piloto. Análisis para saber en qué área se está perdiendo tiempo productivo. Este se puede hacer mediante observaciones, entrevistas con operadores, estudios de tiempos, etc. El equipo que será elegido tendrá como características principales: tiempos de configuración largos, variabilidad en tiempos de setup, ocurren de manera frecuente a lo largo del año o mes y las actividades internas y externas no están bien identificadas y son confundidas entre sí.. Etapa 1: Separar Elementos Externos de Internos y Viceversa. Esta parte es la más importante de todo el SMED ya que se requiere de una óptima identificación de tareas. Para esto, Vorne propone hacer una lista de pasos a realizar y una lista de material o herramental necesario. Cabe mencionar que a recolección de herramienta debe ser categorizada como actividad externa, teniendo a la mano todo lo necesario antes del cambio se puede ahorrar hasta un 10% del tiempo total de configuración. Sobre la lista de actividades, el portal propone resolver la siguiente pregunta: “¿Esta actividad, tal cual se está haciendo actualmente, se puede realizar mientras la máquina está funcionando?”. Etapa 2: Conversión de Elementos Internos a Externos. Proponer ideas y llevarlas a cabo para cambiar las actividades internas a externas. Esta fase se caracteriza por la barrera al cambio; es de vital importancia aportar opiniones tratando de hacer cambios radicales a las tareas que se realizaba. 24.
(33) Capítulo 2 hasta cierto punto por costumbre. Entre las técnicas que se sugieren son las siguientes: . Preparación de partes para avanzar.. . Uso de duplicados.. . Creación de módulos de equipos.. . Modificar el equipo.. Etapa 3: Perfeccionar todo lo posible. Auditar y controlar resultados. A pesar de haber hecho cambios se debe seguir buscando la manera de convertir actividades internas a externas teniendo como objetivo lograr la estandarización. Algunos ejemplos de inventivas que se implementan son: . Eliminación de tornillos.. . Eliminar ajustes.. . Reorganización de espacios.. . Creación de actividades paralelas.. . Estandarizar herramientas.. 2.4.6 Mantenimiento Total Productivo (TPM) La importancia del mantenimiento es tan vital como cualquier otra área de producción dentro de una empresa. Sin el mantenimiento (preventivo y correctivo) adecuado, el equipo se descompone y requiere ajustes frecuentes. Es decir, implica un incremento en defectos y variabilidad en torno a un valor nominal (Gryna, Chua, & Defeo, 2008). El TPM consiste de una serie de métodos para garantizar que cada máquina de un proceso productivo siempre pueda realizar la tarea para la que está preparada con el fin de evitar demoras o interrupciones en la producción (Womack & Jones, Lean Thinking, 2000). En un ambiente adecuado, se pueden obtener los siguientes beneficios: . Reducción de tiempo de ciclo.. . Eliminación de defectos.. . Tiempo de preparación y calibración rápido. 25.
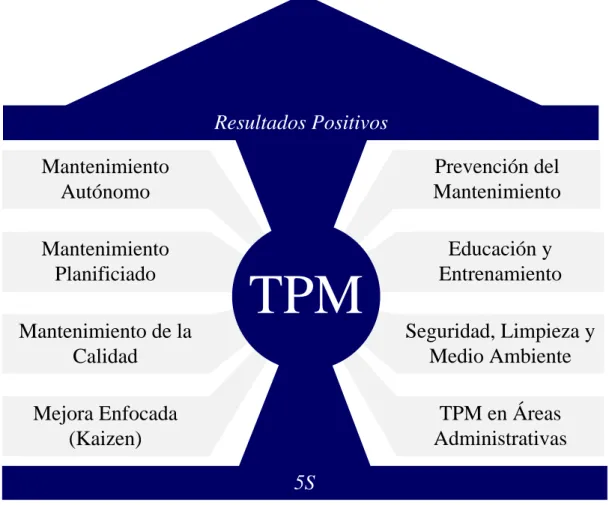
(34) Capítulo 2 . Menos fallas y paros de máquinas.. . Disminución de cuellos de botellas.. . No accidentes.. La implementación del TPM promueve una responsabilidad compartida sobre el equipo que va desde los operadores del área en cuestión hasta la alta dirección. De aquí el significado de la palabra Total en sus siglas. La Figura 7 muestra la idea general del Mantenimiento de la Productividad Total tomando como base la metodología de las 5S y consta de 8 cimientos que conforman el modelo. Por consiguiente, la Tabla 4 explica a detalle en qué consiste cada uno de los pilares del TPM.. Resultados Positivos Mantenimiento Autónomo. Prevención del Mantenimiento. Mantenimiento Planificiado. Educación y Entrenamiento. Mantenimiento de la Calidad. TPM. Seguridad, Limpieza y Medio Ambiente TPM en Áreas Administrativas. Mejora Enfocada (Kaizen) 5S. Figura 7. Modelo tradicional de TPM (Vorne, 2011).. 26.
(35) Capítulo 2 Tabla 4. Ocho pilares del TPM (Vorne, 2011). Pilar. Mantenimiento Autónomo. Mantenimiento Planificado. Mantenimiento de la Calidad. Mejora Enfocada (Kaizen). Definición. Beneficios. Otorga responsabilidad al operador del mantenimiento del equipo trabajando en equipo con Mantenimiento, Coordinadores e Ingeniería.. Da al operador sentido de responsabilidad de propiedad del equipo.. Calendariza tareas de mantenimiento basados en un historial de fallas.. Reduce demoras no planeados.. Detección de errores y prevenirlos dentro de la producción. Análisis de causa raíz.. El operador conoce a fondo el equipo. Identificación de problemas con anticipación.. Permite programar mantenimiento y producción sin que se empalmen. Promoción de proyectos de mejora de calidad atacando al problema de raíz. Reducción de número de defectos. Disminución de costos detectando errores antes de pasar a inspección.. Consiste en tener grupos de Solución de problemas en equipo. gente trabajando en lograr mejoras continuas en el Combinación de talentos. equipo de operación Mantenimiento simple.. Conocimiento práctico del Prevención del equipo permite mejorar el Mantenimiento diseño del mismo con el paso del tiempo. Participación de operadores en la instalación de cualquier equipo. Equipo nuevo cumple la producción más rápido. Operadores desarrollan habilidades para saber si el equipo funciona adecuadamente y previenen problemas.. Llenar la brecha de conocimiento del equipo Educación y tanto para los operadores, el Mantenimiento aprende nuevas técnicas de Entrenamiento personal de mantenimiento mantenimiento preventivo y correctivo. y gerentes. Todo el personal está capacitado en los principios del TPM. Eliminación de riesgos para la salud. Seguridad, Mantener un área de trabajo Limpieza y limpia, segura y saludable. Permite establecer metas para zonas de trabajo Medioambiente libres de accidentes.. TPM en Áreas Aplicar TPM en funciones Administrativas administrativas. Extender el TPM más allá del piso o taller analizando los desperdicios en áreas de administración. Da soporte a producción a través de operaciones administrativas.. 27.
(36) Capítulo 2 2.4.7 Justo a Tiempo (JIT) Womack et al. explican que el JIT es el sinónimo de flujo continuo de producción, la meta es proveer a cada cliente con la más alta de calidad de productos cubriendo los requerimientos necesarios: . Sólo las unidades ordenadas.. . Cuando sean requeridas.. . En la cantidad exacta.. El JIT no solo abarca los bienes terminados sino a también a los clientes internos a través de la cadena de valor. El estado ideal del flujo continuo está caracterizado por la habilidad de reponer una sola parte que fue “jalada” por el cliente, es decir, flujo de una sola pieza. Los elementos clave para el óptimo funcionamiento de este método son la Cartografía de Valor, takt time, kanban, trabajo estandarizado y sistema pull (Tapping, Luyster, & Shuker, 2002).. 2.4.8 Kanban Es un método para regular el flujo de bienes dentro de la empresa, puede ser entre líneas o celdas. También se pueden usar para normalizar órdenes de entre empresa y proveedores. El kanban tiene dos enfoques, materiales y producción. Por consiguiente, se basa en un sistema de tarjetas que muestra indicaciones dependiendo de la perspectiva. Tapping et al. (2002) explican 3 tipos de kanban: . Kanban de producción: Tarjeta que indica el número de partes que necesitan ser producidas para reponer aquellas que fueron jaladas por el cliente.. . Kanban de retiro: Muestra el tipo y la cantidad de producto a retirar por el proceso anterior.. . Kanban de señalización: Indica los niveles máximos y mínimos de partes o materiales de producción.. La Figura 8 muestra la simbología usada en la Cartografía de Valor para hacer referencia a las tarjetas mencionadas.. 28.
(37) Capítulo 2. R. S. P. Figura 8. Íconos usados en la Cartografía de Valor para las tarjetas Kanban.. Esta metodología se puede utilizar en cualquier fábrica o taller que implique producción en serie. Para un uso adecuado de la sistemática, se establecen una serie de reglas a seguir (Tapping, Luyster, & Shuker, 2002): 1. Mover un kanban sólo cuando el lote al que corresponde es consumido. 2. No mover partes sin que estén registradas en un kanban. 3. El número de partes emitidas al proceso siguiente debe ser igual al número exacto especificado por la tarjeta. 4. Un kanban debe ir siempre unido a los productos físicos. 5. El proceso anterior debe producir sólo la cantidad retirada por el proceso siguiente. 6. No se debe enviar productos defectuosos a los procesos siguientes. 7. Procesar los kanban en todos los centros de trabajo en el orden en que cada uno llegó a ese punto. 8. El número de tarjetas kanban deberá ser reducido gradualmente con el fin de unir procesos de mejor manera y mostrar los problemas que deben ser mejorados.. 2.4.9 Jidoka En la literatura se puede encontrar como “Autonomatización” y se refiere a transferencia de inteligencia humana a un sistema automatizado en el cual las máquinas son capaces de detectar las anomalías de fabricación y de pararse inmediatamente señalando el problema (Womack & Jones, Lean Thinking, 2000). Ideado por Sakichi Toyoda, tiene la meta de alcanzar el nivel de cero defectos y eliminar el riesgo de que un defecto no detectado llegue a manos del cliente.. 29.
(38) Capítulo 2 El jidoka usa la automatización con el fin de promover el flujo. El equipo o la maquinaria son frecuentemente instalados con el fin de mejorar una operación en vez de un proceso. Con el fin de mejorar el flujo, se debe considerar cómo las partes del proceso se relacionan entre sí y así usar la automatización para bien (Tapping, Luyster, & Shuker, 2002). En manera de resumen, las tres funciones del jidoka son: 1. Separar trabajo hecho por el hombre y por la maquinaria. 2. Desarrollar mecanismos o dispositivos que prevengan defectos. 3. Aplicar jidoka a operaciones de ensamble.. 2.4.10 Poka-yoke Es un término japonés introducido por Shigeo Shingo que significa “a prueba de errores”. Consiste en un sistema o procedimiento destinado a evitar cualquier error durante la gestión del pedido o en la fabricación de un producto (Womack, Jones, & Roos, The Machine that Changed the World, 1990).. Existen tres formas de aplicar el poka-yoke (Hobbs, 2004): . Método de Contacto: Consiste en el uso de formas, dimensiones u otras propiedades físicas para detectar el contacto o no contacto de una parte en especial.. . Método de Valor Fijo: En caso de que un número de movimientos o actividades no se realicen se dispara una señal de error.. . Método de Secuencia del Desempeño: Asegurar mediante uso de listas de verificación que las actividades se realizaron y en su debido orden.. 2.5 Seis Sigma El Seis Sigma es una estrategia de mejora continua que busca mejorar el desempeño de los procesos de una organización y reducir su variación mediante la identificación y eliminación de las causas de los errores, defectos y retrasos en los procesos (Gutiérrez & De la Vara, 2009). También se entiende por Seis Sigma como una metodología que proporciona a los negocios las herramientas para mejorar la capacidad de sus procesos teniendo como meta el incremento de desempeño (Yang & El-Haik, 2009). Cabe mencionar que para Seis Sigma, un proceso es la unidad básica de 30.
(39) Capítulo 2 mejoramiento, puede ser un producto o servicio que una compañía provee a clientes externos. O también puede ser un proceso interno de la empresa como facturación y/o procesos de producción. Así mismo, tiene tres áreas prioritarias de acción: Satisfacción del cliente, reducir tiempo de ciclo y disminución de defectos. El nombre de Seis Sigma proviene de terminología estadística, de ahí Sigma (σ) que significa desviación estándar. De manera general, para una distribución normal, el Seis Sigma es la probabilidad de caer dentro del rango de ± 6 sigma cuando la medida es de 0.999996. Ahora bien, pensando en un proceso de producción, Seis Sigma significa que el grado de defectibilidad es de 3.4 defectos por millón de unidades. (Yang & ElHaik, 2009). Alcanzar la meta de 6σ es bastante ambiciosa, no imposible pero requiere de mucho esfuerzo, por esto la eficiencia también se puede clasificar en niveles sigma. La Tabla 5 muestra los números sigma que representan la capacidad de un proceso clave, medida como defectos por millón donde se puede ver que para alcanzar el nivel 6σ requiere de mucho esfuerzo.. Tabla 5. Niveles Sigma (DPMO: Defectos Por Millón de Oportunidades). Nivel Sigma 1 2 3 4 5 6. DPMO. Rendimiento. 690,000 308,538 66,807 6,210 233 3.4. 31% 69% 93.32% 99.379% 99.977% 99.99966%. El 6σ fue desarrollado por Motorola en 1987, pero se volvió conocida gracias a Jack Welch de General Electric, quien le dio un enfoque hacia la estrategia de negocios. Allied Signal también fue pionero en el uso de esta metodología. Los resultados logrados por las tres empresas mencionas se muestran a continuación (Gutiérrez & De la Vara, 2009): . Motorola logró aproximadamente 1000 millones de dólares en ahorros durante tres años y el premio Malcolm Baldridge de calidad en 1988, 31.
(40) Capítulo 2 . Allied Signal tuvo ahorros de 2000 millones de dólares entre 1004 y 1999.. . General Electric logró más de 2570 millones de dólares desde 1997 hasta 1999.. El proceso que Seis Sigma sugiere para su propia implementación se caracteriza por cinco etapas: . Definir el problema y los requerimientos del cliente (Define).. . Medir defectos y procesos de operación (Measure).. . Analizar la información y descubrir la causa del problema (Analize).. . Implementar en los procesos para remover las causas de los defectos (Improve). . Controlar el proceso para asegurar que no ocurran los defectos (Control).. Comúnmente se le llama DMAIC, por las iniciales en inglés de sus fases. Yang et al. (2009) explica la serie de actividades y métodos que cada etapa conlleva, así como la conexión que tienen con el diagrama SIPOC (Supplier, Input, Process, Output, Customer en inglés) el cual es un esquema que resume el proceso mostrando proveedores, entradas, procesos, salidas y clientes.. DEFINIR A. Realización de la Carta del Proyecto, el cual simplifica lo siguiente: . Caso de negocio.. . Metas y objetivos del proyecto.. . Alcances del proyecto, restricciones y suposiciones.. . Miembros del equipo.. . Roles y responsabilidades.. . Plan preliminar.. B. Identificación y documentación del proceso. C. Identificar, analizar y priorizar los requerimientos del cliente. D. Herramientas: Análisis Kano, Quality Function Deployment (QFD) y Criticalto-quality (CTQ). 32.
(41) Capítulo 2 MEDIR A. Seleccionar lo que se requiera ser medido: . Mediciones de entradas.. . Mediciones de salidas.. . Estratificación de los datos.. B. Desarrollar un plan de recolección de datos. . Tipos de datos.. . Método de muestreo.. C. Calcular el nivel sigma del proceso. D. Herramientas: Mapeo de procesos, estudio de repetitividad y reproducibilidad, capacidad de proceso y métricas Seis Sigma.. ANALIZAR A. Análisis de datos mediante: . Análisis de causa raíz. . Diagrama causa-efecto.. . Análisis de Modo de Defecto de Falla (FMEA). . Diagrama Pareto.. . Validación de causa raíz.. . Diseño de experimentos.. B. Procesos de análisis usando: . Cartografía de la Cadena de Valor.. . Métodos de manejo de procesos.. MEJORAR A. Proponer e implementar soluciones que atiendan las causas raíz. B. Herramientas: Lluvia de ideas, hojas de verificación, diseño de experimentos, poka-yoke, entre otras.. 33.
(42) Capítulo 2 CONTROLAR A. Mantener la mejora implementada en la etapa anterior. B. Prevenir que los problemas se vuelvan a repetir. C. Alentar la mejora continua. D. Herramientas: Gráficas de control y de monitoreo.. La metodología se centra más en encontrar soluciones para eliminar las raíces de los problemas de desempeño en los procesos y/o las variaciones, dejando el proceso básico intacto. Es decir, no involucra cambiar o rediseñar la estructura fundamental del proceso (Yang & El-Haik, 2009).. 34.
(43) Capítulo 3. Capítulo 3: Modelo Propuesto “Una persona que nunca ha cometido un error nunca ha intentado algo nuevo” Albert Einstein, físico alemán.. 3.1 Introducción La literatura muestra cómo la Manufactura Esbelta ha sido de gran apoyo para las empresas proporcionándoles las herramientas para sobrevivir en el mercado global que cada día exige mayor calidad, tiempos de entrega más rápidos y por supuesto, a un bajo precio. Ahora bien, se debe considerar que cuando se desarrolló la filosofía del Sistema de Producción Toyota el Internet no era una herramienta más que se pudiera explotar para estos fines. En estos tiempos y con el ciberespacio abierto a todo el público, cualquier empresa puede aprender sobre el Pensamiento Esbelto. A pesar de haber acceso a la información, el campo de la Esbeltez tiene mucha diversidad en cuanto a la forma de ser implementada.. 3.2 Desarrollo de Modelo Las bases de la manufactura esbelta son claras y concisas. La teoría sobre las herramientas siempre será la misma en la literatura. El campo que ofrece la Manufactura Esbelta es que siempre se presentarán distintas circunstancias que harán que su implementación sea diferente. El objetivo del modelo es proponer una base o guía para que la Esbeltez sea llevada a cabo con éxito y por consiguiente alcanzar la producción y calidad deseada.. El modelo propuesto, mostrado en la Figura 9, combina las metodologías estudiadas en el marco teórico. Primeramente hace uso de la herramienta DMAIC para establecer pautas sobre lo que se debe hacer y el orden en que se debe llevar a cabo. De manera paralela se basa en la Manufactura Esbelta para lograr cada uno de los rubros de la herramienta DMAIC. Es decir, se hace una conjunción de ambos principios.. 35.
(44) Capítulo 3. n. l Fa ct or. H. 5. C ontro. o tic ós gn n ia Lea. ió edic 2. M. D. um an o. 1. Definición. as nt ie m ra an er Le. M. ejo ram ien. to. H. H. 4.. e Se rram is Si ient gm as a. PRODUCCIÓN Y CALIDAD. 3.. A. sis i l ná. Figura 9. Modelo Propuesto para incremento de Producción y Calidad.. 3.3 Elementos del Modelo El siguiente listado muestra los elementos del modelo y en las siguientes secciones de describe a detalle cada uno. . Herramienta DMAIC.. . Diagnóstico Lean.. . Herramientas Seis Sigma.. . Herramientas Lean.. . Factor Humano.. 36.
(45) Capítulo 3 3.3.1 Herramienta DMAIC El objetivo de esta etapa es establecer los parámetros sobre todo lo que conlleva un proyecto de mejora de calidad y productividad. Diversos factores como definición de problemas, métricas, equipos de trabajo, etc. pueden estar ya identificadas pero el llevar a cabo el DMAIC ampliará la perspectiva de la situación actual de la planta, del estado futuro y de las actividades que se deben hacer con sus estimados de tiempo. La Figura 10 muestra la parte del modelo que se hace referencia.. 1. Definición. n. 5. C o. ntrol. ió edic 2. M. 4.. M. ejo ram ien. to. 3.. A. is lis á n. Figura 10. Modelo Propuesto: Sección Herramienta DMAIC.. A continuación se detalla en qué consiste cada etapa, a diferencia del marco teórico se considera una visión más industrial sobre las actividades a realizar y se propone la documentación continua de las actividades realizadas con el fin de tener “entregables” al final de cada etapa.. A. DEFINIR EL PROYECTO . Se debe enfocar el proyecto, delimitar y sentar bases para el éxito.. . Establecer objetivos, beneficios potenciales y personas que intervengan a lo largo del proyecto. 37.
Figure


+7




Outline
Documento similar
De acuerdo con Harold Bloom en The Anxiety of Influence (1973), el Libro de buen amor reescribe (y modifica) el Pamphihis, pero el Pamphilus era también una reescritura y
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
6 Para la pervivencia de la tradición clásica y la mitología en la poesía machadiana, véase: Lasso de la Vega, José, “El mito clásico en la literatura española
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Package Item (Container) Type : Vial (100000073563) Quantity Operator: equal to (100000000049) Package Item (Container) Quantity : 1 Material : Glass type I (200000003204)
