Sistema computarizado para control de la calidad de la soldadura
55
0
0
Texto completo
(2) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Automática y Sistemas Computacionales. TRABAJO DE DIPLOMA SISTEMA COMPUTARIZADO PARA EL CONTROL DE LA CALIDAD DE LA SOLDADURA Autor: JUAN CARLOS CAPOTE ARENCIBIA E-mail: [email protected]. Tutor: M.Sc. JOSE ENRIQUE GARCIA ARTEAGA Prof. Asistente, Dpto. Automática y Sistemas Computacionales. Facultad de Ing. Eléctrica. UCLV. E-mail: [email protected]. Santa Clara 2011 "Año 53 de la Revolución".
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Automática, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Autor. Firma del Jefe de Departamento donde se defiende el trabajo. Firma del Responsable de Información Científico-Técnica.
(4) i. PENSAMIENTO. ¨Estar preparado es importante, saber esperarlo es aún más, pero aprovechar el momento adecuado es la clave de la vida. ¨ Arthur Schnitzler.
(5) ii. DEDICATORIA. A mis padres José F. Capote Varas y Maritza Arencibia Ariza A toda mi familia en Camagüey A todos mis amigos y profesores A Dios, por su bendición A Fidel y a la revolución cubana.
(6) iii. AGRADECIMIENTOS. No sabría como describir cuan agradecido estoy con mis padres por el apoyo incondicional que me han brindado desde la primera vez que abrí los ojos, así como por el afecto y el cariño que he recibido de ellos. Le agradezco a Dios, para toda la vida, el haberme dado la posibilidad de haber nacido en el seno de esa familia, de la cual siempre estaré orgulloso. A mi tía Rosita, quien siempre estuvo pendiente de mí desde pequeño, aconsejándome por el buen camino. A toda mi familia, mis abuelos, tíos, primos y demás familiares, y aunque algunos ya no están jamás serán olvidados. A todos mis amigos de la universidad, en especial a Marvin, Kike, Vázquez, Denis, Yandrey, Alejandro, Mateo, Magdiel y demás que no porque no sean mencionados son menos importantes, juntos hemos logrado vencer una carrera universitaria. A mi tutor José E García Arteaga por su acertada guía en la realización de este trabajo A todos mis profesores y demás trabajadores de las distintas instituciones escolares que he cursado por haber contribuido honorablemente a mi formación integral. A mis amigos en Camagüey por su constante presencia.
(7) iv. SÍNTESIS. La determinación y el procesamiento de los parámetros eléctricos más representativos de los efectos producidos por los eventos desestabilizadores del proceso de soldadura con electrodo revestido, permiten hacer un análisis evaluativo sobre la estabilidad del arco eléctrico en estos procesos. Con los avances de la tecnología actual, se han desarrollado varios métodos, clasificados como ensayos no destructivos (END), que permiten evaluar la calidad de los procesos de soldadura y así minimizar los defectos en las uniones soldadas. El objetivo del presente trabajo es implementar un sistema de medición para la obtención y el procesamiento de la tensión y la corriente en el proceso de soldadura con electrodo revestido y el estudio de su relación para el control de la calidad de la misma. Para lograr esto se implementa un sistema de adquisición de datos capaz de digitalizar las señales analógicas obtenidas en el proceso y mostrar gráficamente, con el supervisorio hecho en LabVIEW, el comportamiento de las señales de tensión y corriente, permitiendo validar los resultados del proceso; con posibilidades de utilizarse para la detección de defectos en la soldadura..
(8) v. TABLA DE CONTENIDOS. PENSAMIENTO .....................................................................................................................i DEDICATORIA .................................................................................................................... ii DEDICATORIA .................................................................................................................... ii AGRADECIMIENTOS ........................................................................................................ iii SÍNTESIS ..............................................................................................................................iv INTRODUCCIÓN .................................................................................................................. 1 CAPÍTULO 1.. CARACTERIZACIÓN DE LOS ENSAYOS NO DESTRUCTIVOS EN. LOS PROCESOS DE SOLDADURA .................................................................................... 6 Introducción ............................................................................................................................ 6 1.1. Soldadura manual con electrodo revestido (SMAW-MMA) ................................... 6. 1.1.1. Origen del arco con electrodo revestido ........................................................... 8. 1.1.2. Función eléctrica del revestimiento .................................................................. 9. 1.2. Electrodos ............................................................................................................... 11. 1.2.1. Normas para los electrodos ............................................................................. 11. 1.2.2. Selección de uno entre varios electrodos homólogos ..................................... 13. 1.3. Definición de los ensayos no destructivos para la soldadura. ................................ 14. 1.3.1. Métodos de inspecciones no destructivas más utilizados en los procesos de. soldadura. ...................................................................................................................... 14 1.4. Conclusiones parciales ........................................................................................... 17.
(9) vi CAPÍTULO 2.. INSTALACIÓN. EXPERIMENTAL. DEL. SISTEMA. DE. ADQUISICIÓN DE DATOS................................................................................................ 18 Introducción .......................................................................................................................... 18 2.1. Estudio del régimen................................................................................................ 18. 2.1.1. Proceso de soldadura ...................................................................................... 19. 2.1.2. Sistema de adquisición de datos ..................................................................... 19. 2.2. Instalación experimental ........................................................................................ 20. 2.2.1. Acondicionador de señales ............................................................................. 21. 2.2.2 Tarjeta de adquisición de datos ............................................................................ 24 2.3. Frecuencia óptima de muestreo. ............................................................................. 24. 2.4. Herramienta de software LabVIEW ....................................................................... 26. 2.5. Conclusiones parciales ........................................................................................... 26. CAPÍTULO 3.. VALIDACIÓN DE LOS RESULTADOS .............................................. 28. Introducción ...................................................................................................................... 28 3.1. Incidencia de los ensayos no destructivos en el control de la calidad ................... 28. 3.2. Programación gráfica con LabVIEW ..................................................................... 29. 3.3. Análisis de corriente y tensión del arco ................................................................. 30. 3.4. Análisis económico ................................................................................................ 33. 3.5. Análisis medioambiental ........................................................................................ 34. 3.6. Marco Legal ........................................................................................................... 35. 3.7. Conclusiones parciales ........................................................................................... 35. CONCLUSIONES Y RECOMENDACIONES ................................................................... 37 Conclusiones ..................................................................................................................... 37 Recomendaciones ............................................................................................................. 38 REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 39.
(10) vii ANEXOS .............................................................................................................................. 41 Anexo I. Inspecciones no destructivas .............................................................................. 41. Anexo II Sistema de adquisición de datos ......................................................................... 44 Anexo III Resultados ............................................................................................................ 45.
(11) INTRODUCCIÓN. 1. INTRODUCCIÓN. Este trabajo comienza por la propuesta del centro de investigaciones de soldadura de implementar un método eficaz para evaluar la calidad de los trabajos de soldadura con arco eléctrico, basado en la obtención de las señales de voltaje y corriente en el proceso de soldadura, ya que la inspección visual solo depende del criterio que tenga la persona y eso no garantiza tener un parámetro fijo de buen punto de soldadura. Para esto es necesario implementar un sistema de adquisición de datos capaz de mostrar las señales de tensión y corriente en el proceso de soldadura, y así analizar la estabilidad eléctrica de los electrodos revestidos. Según criterios de la Fundación Latinoamericana de Soldadura (FLS), con sede en Buenos Aires, Argentina y asociada al International Institute of Welding (IIW) como Research Member: “La soldadura constituye uno de los recursos tecnológicos fundamentales en el mundo moderno. Hoy, prácticamente, no existe emprendimiento tecnológico alguno en el que las mismas no intervengan en una de sus etapas. Como proceso de unión, la soldadura se destaca por su versatilidad y economía” (ESAB 2009). Es por este motivo que en los últimos años esta tecnología ha sido testigo de un incremento en los recursos destinados a promover su investigación y desarrollo. Como resultado de este esfuerzo se han generado numerosas innovaciones que han llevado la soldadura a transformarse en una disciplina de alta complejidad. Haciendo un poco de historia desde la edad de bronce y la edad de hierro en Europa y el Oriente Medio, los herreros repetidamente golpeaban y calentaban el metal hasta que ocurría la unión conocida como soldadura de fragua. En 1800, Sir Humphry Davy descubrió el arco eléctrico, y los avances en la soldadura por arco continuaron con las invenciones de los electrodos de metal por el ruso Nikolai Slavyanov, y un americano C. L..
(12) INTRODUCCIÓN. 2. Coffin, sentando las bases para la soldadura (Zúñiga 2008). En la actualidad “la soldadura es un proceso de fabricación donde se realiza la unión de dos materiales, generalmente metales, usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas derritiendo ambas y agregando un material metálico de relleno derretido, el cual tiene punto de fusión menor al de la pieza a soldar, para conseguir un baño de material fundido que, al enfriarse, se convierte en una unión fuerte. A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura” (Cary 2005). Durante el siglo XIX surgieron varios métodos de soldadura, por ejemplo la soldadura por arco eléctrico en la cual la fuente de calor es un arco eléctrico entre pieza y electrodo o entre electrodos (Fernández-Fuentes 2008). Dentro de los tipos de soldadura por arco eléctrico se encontraban la soldadura con electrodo revestido, la soldadura con electrodo de carbón, y la soldadura con electrodo de metal, entre otras. La necesidad de elevar la producción y de liberar al hombre de los trabajos tediosos y rudos fue lo que impulsó la aparición de la soldadura por resistencia, desarrollada durante las décadas finales del siglo XIX y caracterizada por “generación de calor, pasando corriente a través de la resistencia causada por el contacto entre dos o más superficies de metal. Se forman pequeños charcos de metal fundido en el área de soldadura a medida que la elevada corriente pasa a través del metal” (Fernández-Fuentes 2008). La temperatura se obtiene en fracciones de segundos, por ende es muy rápida y económica, apropiada para la producción en masa. La primera guerra mundial impulsó en gran medida el uso de los procesos de soldadura, con las diferentes fuerzas militares procurando determinar entre los nuevos procesos de soldadura el más factible. Durante los años venideros importantes avances tuvieron lugar en la tecnología de la soldadura, incluyendo la introducción de la soldadura automática en 1920, en la que el alambre del electrodo era alimentado continuamente, además de la aparición de numerosos métodos de soldadura como la soldadura de perno, la soldadura de arco con núcleo fundente, la soldadura por electrogás, entre otras, llegando hasta la soldadura por rayos láser que ha demostrado en la actualidad ser especialmente útil en la soldadura automática de alta velocidad..
(13) INTRODUCCIÓN. 3. El proceso de soldadura SMAW, (del inglés Shielded Metal Arc Welding), por muchos años, ha sido el proceso de soldadura por arco eléctrico más empleado en el mundo. Es también conocido como Soldadura Manual por Arco con Electrodo Revestido, del inglés Manual Metal Arc (MMA). Gracias al auge de la tecnología electrónica y la informática, se produjo un fuerte movimiento hacia la automatización de todo tipo de procesos tecnológicos, especialmente los procesos de soldadura: Soldadura por Arco con Alambre y Protección Gaseosa, (del inglés Gas Metal Arc Welding) (GMAW); Soldadura con Arco Sumergido, (del inglés) Submerged Arc Welding (SAW); Soldadura por Arco con Electrodo de Tungsteno y Protección Gaseosa, (del inglés Gas Tungsten Arc Welding) (GTAW), entre otros (González 2007). El proceso de soldadura SMAW-MMA se mantiene entre los principales procesos de soldadura a escala mundial, siendo insustituible en diversas aplicaciones de las distintas ramas de la industria de los países desarrollados y del tercer mundo. Se usa ampliamente en la construcción de estructuras, trabajos de reparación y mantenimiento en aceros inoxidables u ordinarios y metales no ferrosos (Safety 2003). En los últimos años se continúan mejorando las características operativas de los electrodos revestidos, contribuyendo a minimizar las pérdidas metálicas por salpicadura y estudiando el comportamiento del arco en las condiciones de la soldadura con baja corriente (Meister 2010). Los electrodos se encuentran clasificados según especificaciones que responden a diferentes normas, entre ellas resultan referencias importantes las especificaciones de la American Welding Society, (AWS). Los electrodos para la soldadura de aceros al carbono, aceros de baja aleación y aceros inoxidables, se especifican según las normas AWS-A.5.1, AWS-A.5.5 y AWS-A.5.4 respectivamente (Guzmán 2005). Según las características de las sustancias componentes de sus revestimientos, los electrodos revestidos pueden ser ácidos, básicos, rutílicos o celulósicos. En la soldadura de aceros al carbono están siendo muy empleados los electrodos rutílicos por sus excelentes características operativas en todas las posiciones de soldadura tanto en corriente alterna, como en corriente directa de ambas polaridades (Guzmán 2005)..
(14) INTRODUCCIÓN. 4. En Cuba se fabrican, para el consumo interno y la exportación, aproximadamente 1000 toneladas anuales promedio de electrodos E6013 con la marca ACINOX (Colectivo 2008) en la “Fábrica de Alambres con Púas y Electrodos, Gonzalo Esteban Lugo” en Nuevitas, Camagüey, siendo los principales consumidores de estos electrodos los ministerios de la Construcción y la Agricultura. Los modos de transferencia metálica reportados durante la soldadura SMAW-MMA, han sido identificados como explosivo, cortocircuitos, globular y aerosol. presentando. diferentes corrientes de transición en dependencia de las propiedades físico-químicas del consumible, el tipo de polaridad y corriente de la fuente de soldadura. Las metodologías reportadas para la evaluación de estabilidad en la transferencia metálica, asumen que el modo de transferencia fundamental es el de cortocircuito, despreciando los cortocircuitos de duraciones menores de 2 ms (Fernández-Fuentes 2008). Problema científico Bajo la necesidad de saber la calidad con que se realiza un proceso de soldadura con arco eléctrico empleando un método que cuente con un equipamiento no muy costoso y garantice la identificación, determinación y procesamiento de los parámetros más representativos de la estabilidad eléctrica en el proceso de soldadura. Esta investigación tiene como premisa: ¿Cómo evaluar la calidad de los procesos de soldadura con arco eléctrico, basándose en las variaciones de tensión y corriente, y aplicando un método que permita la digitalización de estos parámetros? Objetivo general Implementar un sistema de medición para la obtención y el procesamiento de la tensión y la corriente en el proceso de soldadura con electrodo revestido y el estudio de su relación para el control de la calidad de la misma. Objetivos específicos Realizar un estudio documental sobre los procesos de soldadura con electrodo revestido, y los métodos más utilizados para la evaluación de los mismos..
(15) INTRODUCCIÓN. 5. Diseñar y construir el sistema de adquisición propuesto que cumpla con las necesidades operativas de la investigación. Estudiar la documentación de la tarjeta de adquisición de datos DaqBoard/1000. Programar el software de adquisición con la herramienta LabVIEW. Analizar los efectos en las ondas de voltaje y corriente, en la soldadura con electrodo revestido, para definir las necesidades instrumentales y de procesamiento necesarias a aplicar en la investigación. Estructura del trabajo El trabajo está estructurado en tres capítulos. En el primer capítulo se desarrolla el marco teórico de la investigación, a partir de la realización de una investigación documental sobre los procesos de soldadura con electrodo revestido y su efecto en las señales eléctricas del arco. Además se especifican algunas de las características principales y normas de los electrodos para soldadura, así como también se describen algunos métodos utilizados en el mundo para la evaluación práctica de estos procesos. En el segundo capítulo se estudian algunas características principales de los amplificadores de instrumentación que fundamentan la necesidad de utilizar estos como hardware acondicionador de señal para el sistema de adquisición propuesto. Se valoran algunos datos importantes sobre la frecuencia óptima de muestreo en el sistema de adquisición propuesto. Para finalizar el proyecto investigativo con el capítulo 3 se hace una valoración de los resultados obtenidos durante la prueba, que permiten hacer un histórico sobre las variaciones de tensión y corriente en el proceso de soldadura para utilizarlo posteriormente en el análisis de la estabilidad del arco eléctrico. Cada capítulo consta de un breve resumen sobre su contenido fundamental, una introducción a los contenidos que se desarrollan en el mismo y sus conclusiones parciales..
(16) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 6. CAPÍTULO 1. CARACTERIZACIÓN DE LOS ENSAYOS NO DESTRUCTIVOS EN LOS PROCESOS DE SOLDADURA. Todo sistema o proceso que se pretenda automatizar exitosamente debe partir de un estudio lo más detallado posible de sus características y particularidades, para esto es necesario contar con una base teórica que sustente los principios de funcionamiento del objeto a automatizar, así como la elección de una u otra variante para el sistema de control automático (Dodge 2004). Introducción En este capítulo se describen de forma general algunos procesos de soldadura, su historia y desarrollo, haciendo especial hincapié en el proceso de soldadura por arco eléctrico con electrodo revestido. Además se muestran las características y especificaciones de los diferentes tipos de electrodos que se utilizan en estos procesos de soldadura. Así como el estudio de las definiciones más importantes de los ensayos no destructivos (llamado END, o en inglés NDT de nondestructive testing) aplicados hoy en día para el control de la calidad de las uniones soldadas. 1.1 Soldadura manual con electrodo revestido (SMAW-MMA) La soldadura es fundamental para la expansión y productividad de nuestras industrias. Actualmente es uno de los principales medios de fabricación y reparación de productos metálicos. Es casi imposible citar una industria, grande o pequeña, que no utilice algún tipo de soldadura. La industria ha encontrado en la soldadura un procedimiento eficiente, seguro y económico para la unión de metales en prácticamente todas las operaciones de fabricación y reparación de estructuras metálicas..
(17) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 7. El proceso SMAW-MMA (Figura 1.1) se inicia cuando, en presencia de una diferencia de voltaje entre la punta metálica del electrodo y la pieza de trabajo, es cortocircuitada el alma metálica del electrodo revestido con la pieza a soldar; produciéndose, al paso de la corriente, el calentamiento por efecto Joule del metal de la punta del electrodo y sus óxidos, que activa el fenómeno de emisión electrónica y la aparición de un flujo de electrones (Miller 2009). Producto de las altas temperaturas alcanzadas durante este proceso, las sustancias componentes del revestimiento son descompuestas en gases, que junto a los vapores del metal del alma metálica, pueden ionizarse para establecer un plasma térmico que produce suficiente energía como para unir metales por fusión (Cruz-Crespo 2008). El material fundido de la punta del electrodo aporta gotas que atraviesan el arco hasta ingresar al baño fundido, que una vez solidificado bajo la capa de escoria, constituirá el cordón de soldadura. La atmósfera gaseosa, que protege el arco, evita la oxidación a altas temperaturas del metal depositado y la capa de escoria protege al metal fundido y contribuye a desulfurar y desfosforar el mismo, elevando las propiedades mecánicas del depósito (Fernández-Fuentes 2008).. Longitud de Arco. Arco Eléctrico. Alma metálica (Núcleo) Revestimiento. Cordón. Longitud de Copa. Metal Base. Figura 1.1. Representación esquemática del proceso SMAW-MMA. El proceso puede efectuarse utilizando fuentes de corriente directa (CD) o alterna (CA), la fuente debe tener una característica descendente, donde el voltaje tiende a caer mientras se.
(18) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 8. incrementa la corriente de soldadura y viceversa, produciéndose un proceso de autorregulación del punto de operación (J.F.Lancaster 1986). Durante el proceso de fusión del electrodo, el metal se funde a una temperatura inferior a la del revestimiento. El revestimiento presenta una temperatura de fusión superior a la del alma metálica debido a su contenido de materiales refractarios (P.Praveen 2009). Para lograr una velocidad de soldadura estable el operador debe igualar la velocidad de alimentación del electrodo a la velocidad de fusión del mismo, obteniendo una adecuada apariencia del cordón. La calidad del cordón de soldadura se relaciona con el grado de destreza del operador para distintas posiciones de soldadura (Meister 2010). 1.1.1 Origen del arco con electrodo revestido En los procesos de soldadura con electrodo consumible (cátodo frío), la temperatura del arco es inferior a la que se alcanza en los procesos cuyo cátodo no constituye el metal de aporte. El mecanismo de conducción a través de la región de caída del cátodo permite que se inicie el proceso de cebado del arco (Wilson 2007). La emisión de electrones desde una superficie puede ocurrir debido a la aplicación de un campo eléctrico externo (Fowler.R.H;Nordheim.L. 1928 & 1929). La densidad de corriente electrónica (Je) depende de la intensidad de campo (E), la función de trabajo de la superficie metálica y la Energía de Fermi para el material del cátodo. Los mecanismos que pudieran aumentar la corriente de campo pueden ser: la rugosidad superficial, películas de óxido, inclusiones de impurezas no metálicas micrométricas, capas superficiales de iones positivos, elevadas temperaturas y variaciones de la fuerza del campo con el tiempo. Finas capas aislantes de óxido en la superficie del cátodo pueden cargarse por la incidencia de iones positivos. Para películas de óxido de espesores menores de 5 x 10 -9m, el campo eléctrico a través de ella debe excederse sobre 2 x 109 Vm-1 para la emisión de electrones por Efecto Túnel. El uso de revestimientos no metálicos, que produce finas capas superficiales de óxido de materiales semiconductores a altas temperaturas, posibilita la soldadura con electrodo negativo en CD y en CA; aunque la polaridad cambie, el metal se transfiere en un mismo sentido (del electrodo a la pieza) (J.F.Lancaster 1986). La energía producida por efecto.
(19) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 9. Joule al paso de la corriente de emisión de electrones, en presencia del campo eléctrico, constituye la fuente energética que produce la descomposición del revestimiento, vaporiza los metales y sostiene las reacciones químicas de disociación e ionización que originan el plasma que aporta la energía necesaria para sostener un adecuado desempeño del proceso (P.Praveen 2009). 1.1.2 Función eléctrica del revestimiento La composición de los revestimientos suele ser muy compleja, generalmente se emplea una mezcla de sustancias orgánicas y minerales. En la fabricación de la pasta para el revestimiento suelen intervenir óxidos naturales: óxidos de hierro (polvo de hierro), ilmenita (50 por ciento óxido férrico y 50 por ciento óxido de titanio), sílice (óxido de silicio), silicatos naturales (caolín, talco, mica, feldespato, etc.), productos volátiles (celulosa,. serrín,. etc.),. fundentes. (fluorita),. concentrados. (carbonatos,. rutilo),. ferroaleaciones (FeMn, FeSi, FeTi), aglomerantes (silicato sódico, silicato potásico) (Guzmán 2005). La composición, el origen, la dosificación y el tratamiento de las sustancias utilizadas en la fabricación del revestimiento de los electrodos desempeñan una función fundamental en la soldadura SMAW-MMA. Durante el cebado del arco, las sustancias componentes del revestimiento se descomponen en gases producto del aumento de la temperatura en la punta del electrodo, a mayores temperaturas, las moléculas diatómicas como el oxígeno, el hidrógeno y el nitrógeno, absorben energía primero por rotación, y luego por vibración, manifestándose movimientos relativos entre los átomos de la molécula. Cuando la energía vibracional alcanza un nivel suficientemente alto, se rompen los enlaces de valencia que mantienen juntos a los átomos, causando la disociación de la molécula en sus diferentes átomos. Como consecuencia se forma un ión positivamente cargado y un electrón libre que transita del cátodo al ánodo, integrando el plasma que constituye la columna del arco. Para temperaturas aún mayores puede suceder la ionización múltiple, cuando los átomos pierden más de un electrón (J.F.Lancaster 1986). En la soldadura con corriente alterna la polaridad se invierte a razón de 120 veces por segundo (Figura 1.2). Con la inversión de polaridad, la temperatura disminuye proporcionalmente a la cantidad de partículas ionizadas, reduciéndose la conductividad.
(20) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 10. eléctrica del plasma, por lo que la emisión electrónica debe reanudarse a partir del aumento del campo eléctrico, produciéndose un pico de voltaje (pico de reencendido) que restablece el potencial necesario para ionizar las partículas responsables de la conducción de corriente y el reencendido del arco. La función eléctrica del revestimiento permite el encendido, reencendido y mantenimiento del arco, primeramente al disminuir el trabajo de extracción de los electrones al metal del electrodo (J.F.Lancaster 1986) y luego al aportar sustancias que se descomponen en gases de bajo potencial de ionización (óxidos y sales de sodio y potasio). Tanto la disociación como la ionización constituyen procesos endotérmicos, por lo que a mayor potencial de ionización de los gases producidos por la descomposición del revestimiento, mayor energía se requiere para llevarlos al estado plasmático. Debido a la relativa menor temperatura en la zona anódica, que constituye la placa de soldadura, las partículas se recombinan liberando energía en forma de calor (Fernández-Fuentes 2008). 250. Pico de Reencendido Positivo. 200. 40 Corriente 30. 150 100 Is (A) 50. Tensión. 20 Vs (V) 10. 0 0. -50 -100. -10. -150 -20. -200 -250 1.1045. -30 1.105 1.1055 1.106 1.1065 1.107 1.1075 1.108 1.1085 1.109. Tiempo (ms). X104. Figura 1.2. Oscilogramas de tensión (Vs) y corriente de soldadura (Is) SMAW-MMA (CA). La energía devuelta por la reacción exotérmica de recombinación, será mayor en las mezclas que contengan elementos de mayor potencial de ionización, lo cual indica que es necesario establecer un compromiso que permita garantizar un adecuado proceso de cebado.
(21) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 11. y mantenimiento del arco y a la vez, una alta eficiencia en la transferencia de calor hacia la placa de soldadura (Fernández-Fuentes 2008). 1.2. Electrodos. Hay que tener cuidado al seleccionar los electrodos, pues es importante que su composición sea adecuada de acuerdo con el metal que se desea soldar. Si el electrodo y el metal depositado no son compatibles, es muy probable que la soldadura obtenida no sea buena. No es posible esperar que una soldadura soporte la carga para la que está diseñada si no se realiza con el electrodo correcto. Un electrodo inadecuado da origen a porosidad, poca resistencia a la corrosión, soldaduras débiles y otros defectos (Miller 2009). Constantemente se desarrollan electrodos nuevos. La calidad de los depósitos de soldadura de nuestros días se debe al mejoramiento en la composición de los electrodos y sus recubrimientos (Guzmán 2005). Algunos electrodos se pueden usar ya sea con corriente alterna o con corriente directa (Tabla 1.3). Con el desarrollo de la tecnología hoy en día muchos de los revestimientos contienen aditivos que aumentan la resistencia mejorando la calidad de la soldadura. 1.2.1 Normas para los electrodos a) Normas de longitud La longitud normal a los electrodos (AGA 2005) para soldadura al arco metálico es de 35,56 cm o 14”. Los electrodos de diámetros pequeños (hasta 1/16”) pueden tener longitudes de 9” a 12”. Los electrodos de diámetro grande (hasta 3/8”) se consiguen en longitudes de hasta 8”. Los diámetros comerciales son 3/32”, 1/8”, 5/32” y 3/16”. b) Normas de diámetro Los electrodos se encuentran en diámetros desde 1/16” hasta 1/2”. c) Normas de etiquetado.
(22) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. Figura 1.3. Clasificación AWS A5.1 para electrodos Tabla 1.1. Resistencias a la tensión. 12.
(23) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 13. Tabla 1.2. Posiciones de soldadura. Tabla 1.3. Tipos de revestimiento. De acuerdo a lo anterior hay varios tipos de electrodos: Celulósicos: Tienen alta penetración, se emplean en todas las posiciones y la escoria es delgada. Rutílicos: Para baja y media penetración, pueden utilizar corriente alterna o continua, la escoria que dejan es densa. Bajo Hidrogeno: Bajo contenido de hidrogeno, de media penetración, arco suave, se emplean para todas las posiciones y para aceros de difícil soldabilidad. 1.2.2 Selección de uno entre varios electrodos homólogos En el mercado mundial se ofertan diferentes tipos de electrodos de distintas especificaciones. Muchas veces se encuentra, dentro de una misma especificación, gran.
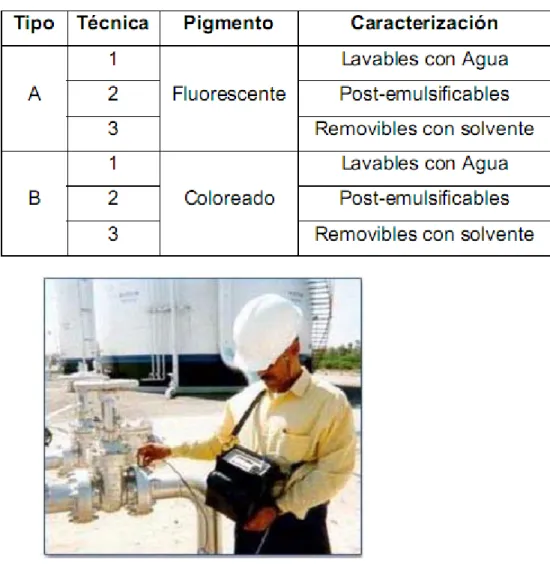
(24) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 14. diversidad de electrodos de la misma clasificación producidos por distintos fabricantes, con materiales de diferentes orígenes, dosificaciones, tratamientos y características operativas (AGA 2005). La clasificación E6013 de la especificación ANSI /AWS A5.1, define un electrodo revestido con una mezcla que contiene un alto contenido de titanio, utilizando fundamentalmente potasio para facilitar el proceso de cebado del arco. Este electrodo presenta un excelente desempeño operativo tanto en corriente alterna como en corriente directa de polaridad normal e invertida, en todas las posiciones de soldadura (Guzmán 2005). Según las normas, los electrodos deben cumplir con los requisitos de las clasificaciones según rangos definidos en la composición química del metal depositado y sus propiedades mecánicas, niveles de humedad del revestimiento, posiciones de soldadura, tipo y polaridad de la fuente de soldadura, etc. 1.3. Definición de los ensayos no destructivos para la soldadura.. Se denomina ensayo no destructivo (END) a cualquier tipo de prueba practicada a un material que no altere de forma permanente sus propiedades: físicas, químicas, mecánicas o dimensionales (incluso magnéticas). Los ensayos no destructivos implican un daño imperceptible o nulo. Los diferentes métodos de ensayos no destructivos se basan en la aplicación de fenómenos físicos tales como: ondas electromagnéticas, acústicas, elásticas, emisión de partículas subatómicas, capilaridad, absorción y cualquier tipo de prueba que no implique un daño considerable a la muestra examinada. 1.3.1 Métodos de inspecciones no destructivas más utilizados en los procesos de soldadura. INSPECCIÓN VISUAL Es el procedimiento de inspección más ampliamente usado, siendo el más rápido, el más fácil y más barato; los equipos comúnmente usados (Figura 1.1,Anexo I) son una lupa, una linterna, un espejo telescópico, los cuales son útiles para inspecciones dentro de estanques, cañerías o áreas confinadas. Las inspecciones visuales son siempre requeridas en la evaluación de la soldadura, sin embargo, no revelarán defectos a intervalos o diminutos defectos de superficie (Miller 2009)..
(25) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 15. INSPECCIÓN PENETRANTE En términos generales, esta prueba consiste en aplicar un líquido (Tabla1.1, Anexo I) coloreado o fluorescente a la superficie a examinar, el cual penetra en las discontinuidades del material debido al fenómeno de capilaridad. Después de cierto tiempo, se remueve el exceso de penetrante y se aplica un revelador, el cual generalmente es un polvo blanco, que absorbe el líquido que ha penetrado en las discontinuidades y sobre la capa de revelador se delinea el contorno de ésta (González 2007). Esta técnica (Figura 1.2, Anexo I) es capaz de detectar solo defectos de superficies agrietadas o porosas, esto depende de un tinte colorido o fluorescente atomizado en esta, el cual penetrará en sus defectos. Aunque la técnica es simple para su aplicación, la interpretación de los resultados puede ser difícil, en particular si la superficie es naturalmente rugosa. EMISIONES ACÚSTICAS Otro de los fenómenos físicos que se emplea frecuentemente como indicador de calidad, es el sonido asociado al proceso de soldadura. El conocimiento del origen de la presión acústica y su correlación con parámetros eléctricos, se ha tomado como alternativa interesante para la automatización y la optimización del proceso de la soldadura. El sonido es una onda mecánica y longitudinal, producida por la diferencia de presión en un medio que puede ser sólido, líquido o gaseoso. La variación de presión genera una onda mecánica que es transmitida a través de él. En diversos trabajos de monitoreo acústico de la soldadura, se captan estas ondas por medio de micrófonos ubicados a una distancia variable que evite alteraciones de la estabilidad de su funcionamiento (CAYO 2008). Este ensayo es aplicable no solamente en estructura metálica sino también en estructura tradicional de concreto y otras aplicaciones en múltiples campos de ingeniería. (Figura 1.3, Anexo I) TERMOGRAFÍA Según la bibliografía consultada (González 2007), las imperfecciones en un material alteran la velocidad de flujo térmico a su alrededor, generando gradientes de alta temperatura. En la termografía (Figura 1.4, Anexo I), a la superficie de un material se le aplica un recubrimiento sensible a la temperatura, a continuación el material es calentado.
(26) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 16. uniformemente y luego enfriado. La temperatura es más elevada cerca de una imperfección que en otros sitios; por tanto el color del recubrimiento en este punto será distinto y fácilmente detectado. INSPECCIÓN POR ULTRASONIDO La inspección por ultrasonido usa los mismos principios que el sonar, una onda sonora emitida desde un transmisor, rebota en un objeto y esta reflexión es captada por un receptor, la dirección y distancia del objeto puede determinarse por medir el lapso de tiempo entre la transmisión y la detección del eco. En componentes soldados, esto se hace usualmente moviendo una pequeña sonda que tiene ambos instrumentos (transmisor y receptor), sobre el producto que se examinará, lo que exteriorizará el eco en la pantalla del osciloscopio. La sonda transmite un rayo ultrasónico que pasa a través del metal y se refleja al regreso cualquier defecto, así como el brillo de un soplete en un espejo, en principio la misma regla se aplica a la reflexión de la luz. Los defectos profundamente enterrados tales como la falta de fusión, falta de penetración, grietas, además de los defectos volumétricos tales como la escoria entrampada y los poros se detectan fácilmente (González 2007). INSPECCIÓN RADIOGRÁFICA La inspección radiográfica es una técnica que involucra tomar una fotografía de las condiciones internas del material, esta película es producida por dirigir un rayo X a través de un material. (Figura 1.6, Anexo I) Los rayos viajan en línea recta y no pueden ser reflectados o reflejados por espejos o lentes, estos tienen largos de onda que permiten que la radiación penetre muchos materiales, incluyendo la mayoría de los metales, sin embargo estos perjudican el tejido vivo, por lo que plantean algunos problemas de salud y seguridad. Cualquier radiación, ya sea de rayos X o rayos gama, son absorbidos a medida que atraviesan el material, esta absorción se incrementa a medida que la densidad del material se acentúa, de tal manera que si una película fotográfica se coloca en el lado opuesto de la fuente de radiación, cualquier área menos densa aparecerá como secciones obscuras en el film, en la figura 1.4 (ANEXO I) se muestra el proceso en acción..
(27) CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. 17. La calidad de las radiografías se ve afectada por la distancia de la fuente a la película, mientras mayor sea la energía menos brillante será la imagen, el tamaño del grano de la película, la calidad y el correcto procesamiento de esta. Para permitir la calidad radiográfica debe ser usado y determinado un señalizador de calidad de imagen (González 2007). 1.4. Conclusiones parciales. El proceso SMAW-MMA se encuentra ampliamente diseminado a escala mundial, debido a su gran versatilidad en numerosas aplicaciones de la pequeña, mediana y gran industria, resultando necesario el desarrollo de nuevos consumibles, a partir de disímiles tipos de materiales para el perfeccionamiento del proceso. Para valorar el comportamiento eléctrico específico del electrodo revestido es necesario utilizar un sistema de adquisición de datos que permita registrar gráficamente las señales de tensión y corriente en el proceso de soldadura..
(28) CAPÍTULO 2. MATERIALES Y METODOS. 18. CAPÍTULO 2. INSTALACIÓN EXPERIMENTAL DEL SISTEMA DE ADQUISICIÓN DE DATOS. Introducción En la obtención de las señales experimentales de tensión y corriente en el proceso de soldadura, se implementa un sistema de adquisición de datos para lograr una correcta digitalización y posterior procesamiento de las señales en la computadora. Esto facilita el procesamiento estadístico de los parámetros más representativos del comportamiento eléctrico de los electrodos revestidos. El presente capítulo se inicia con el estudio de la instalación experimental y puesta a punto del proceso de soldadura por arco eléctrico donde se realiza esta prueba. También se presentan las características del método empleado para la obtención, mediante experimentación, de las señales eléctricas de tensión y corriente en el proceso, considerando aspectos del capítulo anterior y otras referencias. 2.1. Estudio del régimen. Como es conocido del capítulo anterior y de (P.Praveen 2009), el cortocircuito ocurre cuando la mezcla de revestimiento y metal fundidos de la punta del electrodo, pendiente en forma de gota líquida, toca el baño fundido minimizando la longitud de arco y el voltaje en los terminales de la fuente de soldadura, mientras la corriente de soldadura y el campo magnético asociado a su paso por el electrodo y el arco, facilitan el proceso de desprendimiento de la gota. Partiendo del hecho reconocido (Meister 2010) de que la tensión y la corriente del arco eléctrico contienen toda la información del comportamiento eléctrico del arco, una.
(29) CAPÍTULO 2. MATERIALES Y METODOS. 19. metodología suficiente para la valoración del desempeño eléctrico del proceso debe ser capaz de medir y evaluar con adecuada precisión toda posible manifestación en amplitud y fase de estos parámetros, cuando se suelda con cualquier tipo de electrodo revestido tanto en CA como en CD, determinando sus relaciones y obteniendo de ellas los parámetros secundarios más representativos de los fenómenos que inciden en la calidad de la soldadura. 2.1.1 Proceso de soldadura Cuando se requiere de una potencia de salida elevada y a la vez atender la eficiencia de funcionamiento, es recomendable la utilización de energía trifásica. El rectificador de soldadura BDU-506, seleccionado para ser utilizado como fuente de potencia, es un rectificador trifásico de onda completa, doble estrella, donde cada mitad del circuito entrega la mitad de la corriente directa total, 250A. La estabilidad lograda por esta fuente de poder permite mayor calidad en el proceso de soldadura. Los electrodos rutílicos según la bibliografía (Guzmán 2005) son considerados electrodos de alta estabilidad por su excelente desempeño eléctrico-operativo en todas las posiciones de soldadura tanto en CA como en CD. Dada su superioridad operativa respecto a los de revestimientos ácido, básico y celulósico, constituyen patrones de buena estabilidad eléctrica. 2.1.2 Sistema de adquisición de datos A menudo los sistemas de medición de señales, requieren una adecuación de la señal en cuanto a niveles de amplitud y espectro de frecuencia, según sea el procesamiento que se necesite dar a la misma, para garantizar una adecuada precisión (Dodge 2004). En todo sistema de adquisición de datos donde sea usado un conversor A/D es importante el acondicionamiento previo de la señal para ajustar el rango de la señal de entrada al conversor, además de garantizar el filtrado de señales ruidosas no deseadas en la variable medida; por lo que es necesaria la utilización de amplificadores de instrumentación como hardware acondicionador de señal..
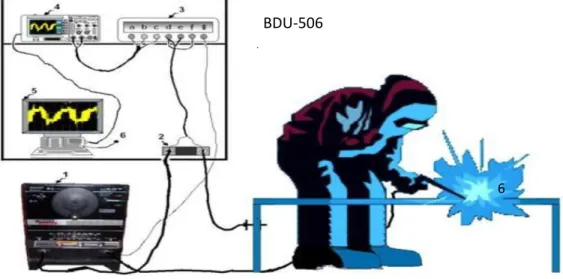
(30) CAPÍTULO 2. MATERIALES Y METODOS. 2.2. 20. Instalación experimental. En la literatura se plantea que para la soldadura con electrodo revestido, el principio básico de mantener la longitud de arco constante radica en garantizar que la velocidad de alimentación del electrodo coincida con la velocidad de fusión del mismo (Meister 2010). Para el caso de esta investigación, donde el proceso de soldadura lo ejerce un operador, las variaciones de la estabilidad del arco dependen de varios factores. La instalación experimental (Figura 2.1), está compuesta por una computadora (5) acoplada a un acondicionador de señales (3), que recibe entre sus terminales (f) y (g), la señal de voltaje del rectificador de soldadura (1) marca BDU-506 trifásico 220V CD. La señal de corriente es tomada de los extremos del sensor de corriente tipo Shunt (2) de 75 mV a 500 A, clase 0,5; acoplándola a los terminales (d) y (e) del acondicionador (3). La mesa de trabajo (6) está conectada al terminal de tierra (e) de la fuente de soldadura, a través del sensor de corriente. El terminal (b) de la fuente de soldadura está conectado al porta electrodo del operario de soldadura y la placa sobre la que se efectúa el depósito está conectada eléctricamente a la mesa de trabajo. Se utiliza un osciloscopio digital de dos canales para la verificación en la medición de las señales de tensión y corriente (4).. BDU-506. 6. Figura 2.1. Esquema de la instalación experimental El acondicionador de señales (3) brinda en sus terminales (a) y (b), las señales de tensión y corriente perfectamente preparadas en un rango de 0-10 voltios para su entrada en la tarjeta de adquisición de datos DaqBoard/1000 acoplada internamente a la computadora (5)..
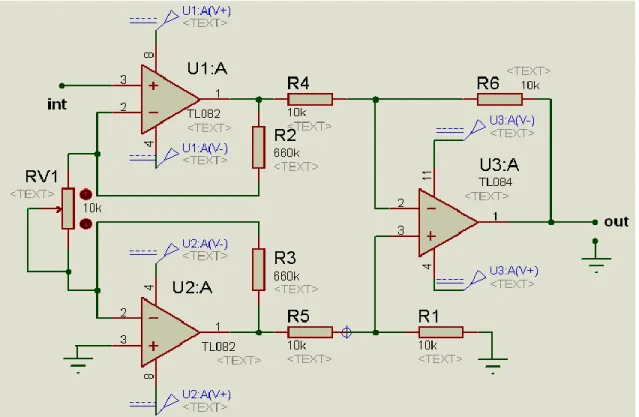
(31) CAPÍTULO 2. MATERIALES Y METODOS. 21. 2.2.1 Acondicionador de señales El equipo de soldar utilizado para la realización de las pruebas alcanza niveles de tensión de hasta 85 Volts de corriente directa en vacío, con el objetivo de lograr un rápido encendido del arco, ofreciendo un rango de variación de 20-40 Volts cuando se está soldando, por lo que al circuito de voltaje se le coloca un divisor resistivo para no dañar la entrada del amplificador operacional. La señal de corriente de la máquina de soldar está en el rango de 0 a 500A de corriente directa dependiendo de su empleo, realizándose el censado de esta señal a través de un “Shunt” el cual tiene una resistencia tal que al existir el valor máximo de corriente, la caída de voltaje es de 75 mV. La ventaja de la utilización de los amplificadores de instrumentación para el acondicionamiento de la señal en un sistema de adquisición de datos, para un proceso que presenta señales capaces de provocar ruidos y voltajes de modo común, es buena ganancia, alta razón de rechazo al modo común y alta impedancia de entrada. Al no contar con un amplificador de instrumentación integrado se tomó la configuración del amplificador de instrumentación con tres operacionales por tener una razón de rechazo al modo común 86 dB, alta impedancia y baja corriente de polarización a la entrada. El acondicionador de señales está compuesto por un circuito electrónico acondicionador de corriente (Figura2.2) y otro circuito acondicionador de voltaje (Figura 2.3)..
(32) CAPÍTULO 2. MATERIALES Y METODOS. Figura 2.2. Acondicionador de corriente.. Figura2.3. Acondicionador de voltaje.. 22.
(33) CAPÍTULO 2. MATERIALES Y METODOS. 23. El circuito acondicionador de corriente presenta dos etapas, la primera constituye un amplificador inversor de ganancia variable acoplado a la salida del sensor de corriente (4) representado en la figura 2.1. Un circuito seguidor de voltaje constituido por el segundo amplificador operacional, de ganancia unitaria que permite aislar los circuitos de entrada y de salida por la alta resistencia de entrada del operacional. Los componentes electrónicos (Figura 1.2, Anexo II) del circuito acondicionador de corriente son: 1. Amplificadores operacionales B 081 y B 082 2. Potenciómetro 10 KΩ, 0,5 W de potencia y tolerancia de +/- 5 %. 3. Dos Resistencia 660KΩ, 0,5 W, tolerancia +/-10 %. 4. Cuatro Resistencia 10 KΩ, 0,5 W, tolerancia +/-10 %. Este circuito puede manejar a su entrada señales en el rango de 0 a 100 mV, entregando voltajes en el rango de 0 a 10 V. El circuito acondicionador de voltaje tiene conectado a su entrada un atenuador resistivo capaz de disminuir el nivel de tensión del rectificador de soldadura al nivel apropiado para la tarjeta de adquisición de datos. La atenuación se realiza empleando un divisor de tensión con potenciómetro para mejorar la exactitud ante las variaciones, a la salida del mismo se añade un circuito seguidor de voltaje para garantizar el acople de impedancia con la tarjeta de adquisición de datos. Los componentes electrónicos (Figura 1.1, Anexo II) del circuito son: 1. Amplificador es operacional es B 082 2. Potenciómetro 2,2 KΩ, 0,5 W, tolerancia +/-5% 3. Resistencia 10 KΩ, 0,5 W, tolerancia +/-10 %. El rango de la señal de entrada es de 0 a 90 V y el rango de la señal de salida hacia la tarjeta de adquisición está entre 0 a 10 V. Para la calibración del acondicionador a su valor máximo de salida, se utiliza una fuente de tensión ajustable, la cual se fija al valor máximo del rango de entrada ajustando el potenciómetro del acondicionador, para obtener el valor deseado en la salida (10 V). El ajuste a cero se realiza cortocircuitando la entrada del acondicionador mediante la compensación de offset del amplificador operacional..
(34) CAPÍTULO 2. MATERIALES Y METODOS. 24. 2.2.2 Tarjeta de adquisición de datos El proceso de soldadura va acompañado de un alto contenido de ruidos, producidos por el establecimiento de un arco eléctrico que varía en dependencia del régimen de trabajo. Teniendo en cuenta esto a la hora de obtener y convertir la señal analógica se hace necesario la utilización de una tarjeta profesional de adquisición de datos DaqBoard/1000 (Figura 1.3, Anexo II) que permita la conversión de los datos analógicos a digitales. Acoplada mediante slot PCI a la computadora, la tarjeta de adquisición de datos utilizada (IOtech 2005) permite gran flexibilidad y comodidad en el sistema diseñado, compatibilidad con varios software de interfaz de usuarios, presenta características únicas que le permiten al usuario trabajar con relativa facilidad y obtener buenos resultados. La tarjeta utilizada cuenta con: 16 canales de entrada analógicos (ADC) 2 canales de salida analógicos (DAC) 24 canales digitales de entrada/salida Frecuencia de muestreo 200KHz Conversor análogo-digital, tipo aproximaciones sucesivas con resolución 16 bit, tiempo de conversión 8µs. El dispositivo está protegido a las interferencias electromagnéticas de radio frecuencia y a los cortocircuitos en sus canales de entrada. Además de esto el centro de investigaciones de soldadura nos facilitó para las pruebas un conector Advantech PCLD-8710, compuesto por una bornera atornillable PCLD-8710 de grado industrial y fácil montaje para la conexión de los terminales. 2.3. Frecuencia óptima de muestreo.. Para lograr el muestreo de la señal el primer factor a tener en cuenta en el cálculo de la frecuencia deseada de muestreo es el criterio de Nyquist, el cual plantea que “la frecuencia.
(35) CAPÍTULO 2. MATERIALES Y METODOS. 25. de muestreo (fm) tiene que ser al menos el doble de la frecuencia de la señal (fs), para eliminar el efecto de solapamiento.” En la configuración de la tarjeta la frecuencia de muestreo estará por encima del canal que requiera Fm mayor. Fmmini = 2* Fcm; Fcm: frecuencia de corte del canal que se debe digitalizar más rápido Con esto tenemos que como la frecuencia de muestreo de la tarjeta es 200KHz, el canal que se debe digitalizar más rápido puede tener hasta 100KHz de frecuencia de corte. Cuando el programa trabaja en tiempo real, el aumento de la frecuencia de muestreo atenta contra el tiempo disponible para el procesamiento y obtención de resultados. La literatura plantea que los procesadores, dependiendo de la frecuencia de su reloj, así es la cantidad de operaciones que podrán realizar por segundo, por consiguiente la frecuencia de procesamiento será inversamente proporcional a la de muestreo. El valor máximo crítico estará dado por dos problemas fundamentales: Evitar frecuencias altas que puedan introducir ruidos en los datos leídos, teniendo en cuenta el tiempo de conversión de la tarjeta de adquisición de datos. Tiempo de procesamiento. En el caso de esta investigación gracias a los adelantos tecnológicos, la tarjeta de adquisición de datos tiene una frecuencia de muestreo de hasta 200KHz y el tiempo de conversión para las entradas analógicas es 8µs; la frecuencia del reloj de los microprocesadores que se fabrican hoy en día está en el orden de los gigahertz, garantizando el tiempo de procesamiento que se necesita para la tarjeta, con distintos valores dependiendo de la CPU utilizada. Como resultado tenemos que la frecuencia de muestreo en este proceso está limitada por la tarjeta de adquisición de datos y su tiempo de conversión, sin tener en cuenta el tiempo de almacenamiento de la información: Fmmáx = 125 KHz..
(36) CAPÍTULO 2. MATERIALES Y METODOS. 2.4. 26. Herramienta de software LabVIEW. Los datos obtenidos por la tarjeta de adquisición DaqBoard/1000 necesitan una herramienta de software que permita la interfaz con el ususario para mostrar gráficamente el comportamiento de las señales deseadas, y con ello lograr hacer un registro histórico de los parámetros obtenidos para el análisis de la estabilidad del arco eléctrico respecto al tiempo, en toda su extensión, permitiendo obtener el espectro de frecuencia de la señal medida para posterior procesamiento. LabVIEW (Laboratory Virtual Instrument Engineering Workbench) es un lenguaje de programación gráfico para el diseño de sistemas de adquisición de datos, instrumentación y control. Labview permite diseñar interfaces de usuario mediante una consola interactivo basado en software. Es a la vez compatible con herramientas de desarrollo similares y puede trabajar con programas de otra área de aplicación, como por ejemplo Matlab. Tiene la ventaja de que permite una fácil integración con hardware, específicamente con tarjetas de medición, adquisición y procesamiento de datos (incluyendo adquisición de imágenes). LabVIEW está totalmente integrado con soportes para formas y protocolos de comunicación, tales como GPIB, VXI, RS-232, RS-485 y tarjetas de adquisición de datos (DAQ) insertables en la computadora. LabVIEW también posee características. para. conectar sus aplicaciones a la Web utilizando el LabVIEW Web Server y programas estándares tales como TCP/IP y ActiveX (Instruments 2003). Utilizando LabVIEW se pueden crear pruebas y mediciones, adquisición de datos, control de instrumentos, almacenamiento de datos, análisis de mediciones y aplicaciones de generación de reportes. Por las ventajas que nos ofrece este software, se hace necesaria su utilización para la programación del sistema de adquisición de datos en el proceso de soldadura. 2.5. Conclusiones parciales. El sistema de adquisición de datos permite medir digitalmente las señales de tensión y corriente producidas durante el proceso de soldadura SMAW-MMA, sin distorsión de fase ni frecuencia, con lo que se da cumplimiento a una parte importante de los objetivos.
(37) CAPÍTULO 2. MATERIALES Y METODOS. 27. propuesto para este trabajo de investigación. También se fundamenta la necesidad de la utilización del amplificador de instrumentación como hardware acondicionador de señal, para el sistema de adquisición implementado..
(38) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 28. CAPÍTULO 3. VALIDACIÓN DE LOS RESULTADOS. En el presente capítulo se comenta sobre la importancia que tiene la aplicación de los ensayos no destructivos para valorar la calidad de los procesos de soldadura. Además se analizan los resultados de las muestras de tensión y corriente tomadas en el proceso, que demuestran la capacidad del sistema de adquisición de datos implementado para la obtención de las señales en una instalación industrial donde los ruidos y las interferencias de radiofrecuencia vienen aparejados a cualquier medición que se desee realizar. Introducción La estabilidad eléctrica, reflejo de la estabilidad general del proceso de soldadura, está fuertemente condicionada a la naturaleza de las sustancias componentes de los gases que posibilitan el establecimiento del plasma que sostiene las altas temperaturas del arco, modificando la forma del cordón de soldadura y la calidad de la unión soldada (Rodríguez 2010). 3.1 Incidencia de los ensayos no destructivos en el control de la calidad Hoy en día no se puede construir y operar una instalación industrial, automotriz, petrolera, aeronáutica, naval, civil, química, etc., sin recurrir al control de la calidad de fabricación y a la inspección de los componentes en operación mediante el uso de los END. La aplicación de estos métodos mejora la estabilidad económica de una industria, pues permite programar las paradas para mantenimiento, evitando paradas de emergencia. De esta forma se puede obtener una operación segura y continua, previniendo además agresiones al medio ambiente, y evitando accidentes con altos costos materiales, humanos y comerciales..
(39) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 29. 3.2 Programación gráfica con LabVIEW Cuando se diseñan programas con Labview se está trabajando siempre bajo los denominados VI, es decir, instrumento virtual, se pueden crear VI a partir de especificaciones funcionales que se deseen diseñar. Estos VI pueden utilizarse en cualquier otra aplicación como una subfunción dentro de un programa general. Los VI's se caracterizan por: tener interfaz de usuario, entradas con su color de identificación de datos y ser reutilizables. Al instalar los controladores de la tarjeta DaqBoard/1000, la herramienta Measurement and Automatization Explorer MAX identifica todos los dispositivos y le asigna a cada uno un número, con esta misma herramienta se configura la forma de funcionamiento de la tarjeta en cuanto a los niveles de voltaje a manejar y si estos son bipolares o unipolares. Esta investigacion desarrolla un programa (Figura 3.1) que permite la adquisición de los datos analógicos en el rango +/-10 Volts para los canales que se necesita hacer un muestreo en el proceso.. Figura 3.1. Adquisición con LabVIEW.
(40) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 30. 3.3 Análisis de corriente y tensión del arco Para lograr un proceso de soldadura con la calidad deseada es importante realizar un ajuste adecuado de cada parámetro del proceso (tensión y corriente de soldadura, velocidad de alimentación del electrodo, velocidad de la soldadura, composición química del revestimiento, etc.). Todos estos parámetros tienen que ser mantenidos dentro de ciertos límites de tolerancia exigidos. El desvío de cualquiera de ellos fuera de los límites deseados puede resultar en defectos de la soldadura (Rodríguez 2010). La importancia de cada uno para el proceso de soldadura SMAW-MMA no es igual. Para el caso de esta investigación solo se analizan dos de ellos (la tensión del arco y la corriente de soldadura), pues además de su principal función (formar un arco eléctrico con características deseadas) realizan otra función importante, sus curvas de tensión y corriente de soldadura registran la mayor parte de las peculiaridades del proceso de soldadura. Cada tipo de proceso de soldadura SMAW-MMA presenta curvas típicas de tensión del arco y corriente de soldadura (Figura 3.1). En este punto es importante aconsejar que las curvas más importantes, normalmente son las más complicadas. Un análisis de estas curvas puede abastecer la información sobre las características y las propiedades de la fuente de energía, de los cables de alimentación, de los electrodos y de la calidad de la soldadura esperada (Dodge 2004). Esto explica por qué la tensión y la corriente de soldadura son tan atractivas para el análisis estadístico del proceso. Para que tengan estas informaciones, las curvas deberán ser descifradas por medio de determinación de índices específicos, y así obtener estadísticamente los parámetros de las señales eléctricas (Wilson 2007). Las tazas de subida (dis/dt) y de caída (dic/dt) de la corriente de soldadura, son ejemplos de índices muy útiles cuando se analizan las características dinámicas de las fuentes de soldadura y su respectivo efecto sobre el comportamiento del arco. Otra posibilidad importante de analizar los oscilogramas de corriente y tensión es para identificar la estabilidad de la soldadura (SMAW-MMA) con transferencia por corto circuito (Rodríguez 2010)..
(41) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 31. Figura 3.2. Tensión del arco en el proceso SMAW-MMA. Figura 3.3. Corriente del arco en el proceso SMAW-MMA Las figuras 3.2 y 3.3 ilustran la tensión y corriente, y sus respectivos índices correlacionados con el modo de transferencia por corto circuito. Los 2 índices básicos son tab (duración del crecimiento de la gota metálica fundida en la punta del electrodo, normalmente denominada tiempo de arco abierto) y tcc (duración de transferencia de la gota fundida normalmente referenciada como tiempo de corto circuito). Muchos índices auxiliados se derivan de tab y tcc como son:.
(42) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 32. Pcc=tab+tcc – periodo de corto circuito. Fcc=. - frecuencia de corto circuito.. Kcc= tcc/Pcc - fracción de tiempo de corto circuito durante el ciclo de transferencia. Los valores medios de tab y tcc a su vez pueden ser procesados por rutinas computacionales que barren los oscilogramas, para lo cual se precisa estipular un parámetro de referencia (Uref): cuando la tensión del arco (Ua) traspasa este valor, se sabe que el arco está abierto, caracterizándose un cortocircuito cuando la tensión es menor que la referencia. Para que la regulación de tensión(o mejor, longitud del arco) sea la más eficiente posible; es necesario que los cambios de voltajes resultantes sean bien conocidos o por lo menos previsibles (Meister 2010). Observándose los datos de la tabla 3.1 (Anexo III) y el gráfico de la figura 3.2 puede confirmarse a primera vista que cuanto más corto fue el arco (esperado en los valores medios de Ua) mayor es la probabilidad de que la gota toque el pozo de fusión durante su formación y crecimiento, consecuente, mayor es la frecuencia de los cortocircuitos. Este cambio de comportamiento del proceso de soldadura se refleja en el aumento de valor del coeficiente de variación de tensión del arco. Una primera observación importante se refleja en la reducción del valor de tensión de cortocircuitos (Ucc) cuando se disminuye la tensión de regulación. Este hecho puede ser explicado porque la punta metálica progresivamente se hace más corta, la cual hace que posea menor resistencia eléctrica (P.Praveen 2009). Según las bibliografías consultadas (Meister 2010) es aceptado, para los procesos de soldadura SMAW-MMA, que la tensión del arco sea directamente proporcional a su longitud. Este fenómeno es de gran importancia pues el principio de autorregulación de la longitud del arco tiene como base esta relación sin mencionar el uso de la tensión del arco para monitorear las variaciones. Naturalmente sería deseable que esta relación fuese siempre cierta aunque varíen las condiciones de soldadura, pero a veces esta se torna inversamente proporcional pudiendo comprometer la estabilidad del proceso o el control de la calidad. Los factores que pueden invertir esta relación son los materiales utilizados para el revestimiento de los electrodos, o los gases de protección..
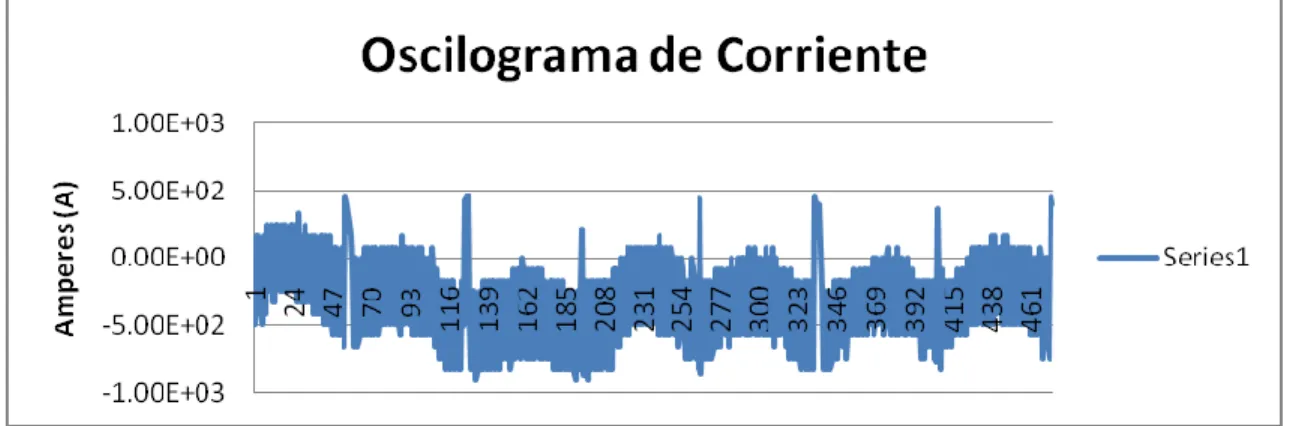
(43) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 33. Figura 3.2. Oscilograma de corriente 3.4 Análisis económico Suministrar un producto o servicio en el cual su calidad haya sido diseñada, producida y sostenida a un costo económico y que satisfaga por entero al consumidor, es el principal objetivo de efectuar un control de calidad sobre un proceso de producción (Guzmán 2005). Al realizar un trabajo de soldadura de cualquier magnitud, es necesaria la inspección de este mediante los métodos descritos en capítulos anteriores, evitando desperdicio, repetición del trabajo, horas extras innecesarias e insatisfacción con el trabajo. Permitiendo la optimización del diseño y uso de recursos, ya que posibilitan el aseguramiento de la calidad del producto final y la optimización de los procesos de fabricación. Esto trae a su vez una disminución de los coeficientes de seguridad requeridos en el diseño, con una consecuencia económica directa gracias a la reducción de materia prima y horas hombre. Los END son una de las herramientas básicas para la evaluación de la integridad de equipos industriales, posibilitando además la extensión de vida de los mismos. Entre los métodos más utilizados para evaluar la calidad de las uniones soldadas tenemos la inspección por medio de ultrasonidos y de forma visual, ambos generalmente poseen magnitudes de costos fijas, marcándose una diferencia entre los métodos por su capacidad de diagnóstico, siendo más específico en la detección de fallas el método de ultrasonidos..
(44) CAPÍTULO 3. RESULTADOS Y DISCUSIÓN. 34. Al utilizar los métodos de tintas penetrantes y partículas magnéticas, el costo varía pues depende de las condiciones de trabajo, para elegir los insumos y la cantidad de inspecciones que se necesitan en los ensayos. La inspección con radiografía industrial es el método menos utilizado hoy en día, pues está basado en la utilización de una fuente de rayos X o Gamma, además de los riesgos que el uso de este ensayo implican, la necesidad de mejor capacitación de personal, afectaciones al medio ambiente, etc., así como los insumos utilizados para este ensayo, tales como película radiográfica, reactivos de revelado, etc. resultan los más costosos y se elevan los precios de acuerdo a la longitud de soldadura inspeccionada. El método implementado en esta investigación, basado en un sistema de adquisición de datos para la obtención de las señales de tensión y corriente, como se conoce de las bibliografías consultadas, son los parámetros más representativos que influyen en la estabilidad del arco eléctrico en los procesos de soldadura; tiene muchas ventajas respecto a los demás métodos pues las variables a obtener son de fácil medición, con solo un hardware acondicionador de señal, una tarjeta de adquisición de datos y una computadora o un osciloscopio se pueden obtener los resultados deseados en los procesos de soldadura con arco eléctrico. Del análisis anterior se resume que esta propuesta es sustentable desde el punto de vista económico. 3.5 Análisis medioambiental La utilización de los ensayos no destructivos permite garantizar la calidad en los procesos de soldadura, pero dependiendo del método utilizado existen riesgos de afectaciones al medio ambiente que son prácticamente inevitables. Al utilizar sustancias químicas en el método de partículas magnéticas como el queroseno, existe riesgo de inflamación al producirse chispas en contactos defectuosos. Las radiaciones que implican la utilización del método radiográfico propician riesgo potencial para el personal operador y no operador del proceso, al estar expuesto a los rayos X o rayos gama..
Figure


+7



Outline
Documento similar