...
1 Introducción . ... 1
11 Fundamentación del Tema ... 3
111 Descripción del slstema ... 6
111.1 Descripción de la Organización ... 6
111.2 Descripción de la unidad bajo estudio ... 16
111.3
Analisis FODA
.
...
.
....
.
... 18
111.4 Limitaciones y alcance del Proyecto ... 20
IV Objetivos del Proyecto ... 22
IV .1. Objetivos Generales ... 22
IV .2. Objetivos Especificos ... 22
V Estado del Arte (Marco Teórtco/Conceptual} ... 23
VI Propuesta Metodológica ... 27
Vl.1 Metodología Ciclo de Deming ... 27
VII Estudio tecnlco para los aspectos tecnológicos . ... 92
VIII Estudio Economlco ... 11 O IX Resultados y Conclusiones ... 124
X Blbl lografi a ... 127
XI Anexos ... 128
Anexo 1 - Gráfico comparativo entre Productos entregados v/s Productos Vendidos .... 128
Anexo 2 - Orden de Trabajo ... 129
Anexo 3 - Solicitud de Materiales ... 130
Anexo 4 - Procedimientos de producción bajo Norma de Calidad ISO 9000 ... 131
Anexo 5 - Orden de trabajo mejorada ... 153
Anexo 6 - Requerimiento de materiales mejorada ... 154
Anexo 7 - Acta de revisión de Gerencia ... 155
Anexo 8 - C.E.P ... 156
Anexo 9 - Registro de Capacitación y Entrenamiento ... 157
Tabla 11-1: Productividad por operarlo ... ..4
Tabla 111 ... 1: Empleados por O&partamento ... 6
Tabla V-1: Cifras Generales Sector Metalürglco - Metalmecanlca ... 23
Tabla V-2: Proyecciones 2008 Sector Metalürglco - Metalmecánlca ... 25
Tabla V-3: Leyes y Normativas para el sector Metalürglco - Metalmecanlca ... 26
Tabla Vl-1: Cuadro de estruct\lra de Mejoras ... _, 29 Tabla Vl-2: Bodega de Recepción ... -... 31
Tabla Vl-3: Preparación de material (D.T.C.) ... 32
Tabla Vl-4: Ensamble o armado ... 34
Tabla Vl-5: Soldadura •...•.••..••••.•••.•.•...••.•...••••...•.•.•.•...••••.•.•.•.•.•.•....•...•.••.•.•••...•.•...•.•....•...• 35
Tabla VI�: Mecanizado {Torneado, fresado, ceplllado y taladrado) ... 37
Tabla Vl-7: Limpieza ... 39
Tabla Vl-8: Plntur a ... 40
Tabla Vl-9: Despacho de productos. ... 41
Tabla Vl-10: Claslflcaclón y causa de problemas ... 51
Tabla Vl-11 : Causas de reprocesos ... 57
Tabla Vl-12: Numero de reprocesos ... 59
Tabla VM3: Costos de reprocesos Internos-Mano de obra ... 61
Tabla Vl-14: Costos de reprocesos Internos -Materia prima ... 61
Tabla Vl-15: Costos de reprocesos por devoluciones-Mano de obra ... 62
Tabla Vl-16: Costos de reprocesos por devoluciones - Materia prima ... 62
Tabla Vl--17: Numero de OT con falta de reglstros ... 63
Tabla Vl-18: Tiempo Invertido para recuperar registros de OT ... 64
Tabla Vl-19: Costo y tiempo Invertido para montaje en mecanizado ... 66
Tabla Vl-20: Costo por gas grüa horquilla ... 66
Tabla Vl-21: Perdidas de tiempos y trazabllldad entre los subprocesos ... 67
Tabla Vl-22: Perdidas de tiempos por operarlo en retiro de materiales ... 68
Tabla Vl-23: Atrasos por OT ... , ... 71
Tabla Vl-24: Anállsls de problemas ... 73
Tabla Vl-25: Análisis de costos de los problemas ... 74
Tabla Vl-26: Planes de acción Correcttvos y/o Mejorados ... 79
Tabla Vl-27: Matriz de Indicadores de Gestión Operacional ... 88
Tabla Vl-28: Matr'lz de Indicadores ... 90
Tabla Vl-29: Costos por reprocesos ... 91
Tabla Vll-1: Costos de sistemas Informáticos ... , ... 95
Tabla Vll-2: Casos de Usos para el Area de Producción ... 97
Tabla VIU-1: Resumen de Inversión para el proyecto ... 110
Tabla Vlll-2: Detalle de Inversión por mejoramiento de la lnfraestruct\lra ... 111
Tabla Vlll-3: Inversión por capacitación de nuevos procedlmlentos ... 113
Tabla Vlll-4: Inversión para el sistema Informático ... 114
Tabla Vlll-5: Amortización del software ... 115
Tabla Vlll-6: Proyecciones de ventas ... 115
Tabla Vlll-7: Proyección de costos ... 116
Tabla Vlll-8: Tabla Activo Libre de Riesgo ... 118
Tabla Vlll-9: Tabla entabllldad de Mercado ... 119
Figura 111.1 : O rganlgrama Funcional ... 9
Figura 111-2: Interrelación entre departamentos ... 12
Figura 111-3: Interrelación de proceso Cllente-Vendedor ... 13
Figura 1114: Interrelación de proceso Vendedor-Gerente General.. ... 13
Figura 111-5: Interrelación de proceso Vendedor-Jefe de Producción ... 14
Figura 111-ó: Interrelación de proceso Vendedor-Jefe de Adqulslclones ... 14
Figura 111-7: Interrelación de proceso Jefe de Adquisiciones -Jefe Bodega y Despacho ... , ... 15
Figura 111.S: Interrelación de proceso Jefe de Producción -Jefe Bodega y Despacho ... 15
Figura 111-9: Interrelación de proceso Jefe de Mantención - Jefe de Producción ... 16
Figura 111-10: lnterrelaclón de proceso Jefe de Bodega y Despacho -Clfente ... 16
Figura 111-11: Diagrama de fabricación de Productos Estructurales y Mecanlzados ... _ ... 18
Figura Vl-1: Mapa de Sub. Procesos Productivos Actuales ... 30
Figura Vl-2: FluJograma Actual del Departamento de Producción ... 50
Figura Vl-3: Layout lnlclal de la Empresa . ... 70
Figura Vl-4: Diagrama Causas-Efecto Plazos de Entrega ... 76
Figura Vl-5: Diagrama Causas-Efecto Rechazos ... 77
Figura Vl-6: Diagrama Causas-Efecto Producttvldad ... 77
Figura Vl-7: Mapa de Sub. Proceso mejorado ... 84
Gráfico 11-1 Crecimiento Anual de las Ventas ... 4
Graflco V-1 Crecimiento del Sector ... 24
Gráfico Vl-1 Causa de PNC ... 68
Gráfico Vl-2: PNC por subprocesos ... 60
Gráfico Vl-3: Costos por r&proceso ... 63
Gráfico Vl-4: Costos por tiempo de montaje ... 65
Gráfico Vl-5: Promedio de tiempos entre subprocesos ... 69
Gráfico Vl-6: Tiempos de respuestas ... 72
Gráfico Vl-7: Comparación Tiempos de respuestas ... 72
Gráfico Vl-8: Hrs. Promedio por subprocesos ... 73
I Introducción.
Maestranza B & V es un taller metalmecánica que se encuentra emplazado actualmente en un terreno de aproximadamente 600 m2 y 250 m2 construido. Maestranza B&V produce y presta servicios en los siguientes ámbitos: reparación, construcción, fabricación y montaje de estructuras metálicas, reparación y mantención de equipos mecánicos, fabricación de intercambiadores de calor de tubos y carcaza, mecánica industrial, mantención en faenas, calderas, equipos de calor y fabricación de estanques. Otra área de importancia de la empresa es la fabricación de elementos mecánicos como ejes, bujes, descansos, hilos, y recuperación de piezas mecánicas en general mediante el uso de maquinarias de precisión como tomos convencionales, fresas universales y verticales, taladros fresadores y radiales, etc.
La mayoría de los clientes están representados por los sectores siderúrgica, construcción y de alimentos.
La empresa actualmente se encuentra con un nivel aceptable de trabajo el cual ha permitido que ésta se desarrolle y mantenga en el tiempo. Sin embargo se han detectado graves problemas en Departamento de Producción traduciéndose esto en atrasos en los plazos de entrega, calidad de los productos y reclamos de cliente los cuales han traído consigo una disminución en la tasa de crecimiento de las ventas a través del tiempo.
Para identificar y solucionar las causas a estos problemas se implementará una metodologfa de mejora continua (Ciclo Deming) que permitirá analizar las condiciones actuales del Departamento de Producción evaluando sus procedimientos de trabajo, infraestructura, procesos y sub-procesos de fabricación del producto y manejo de información entre otros y así establecer nuevas metodologías de trabajo, las cuales podrán ser documentadas y evaluadas.
Para lograr los objetivos propuestos, se realizará un estudio de factibilidad técnico, económico y operacional, que permitirá mejorar la infraestructura, obtener los requerimientos mínimos para un sistema informático y evaluar los costos y beneficios de este proyecto con el propósito de aumentar la satisfacción del cliente.
De lo descrito anteriormente y teniendo en cuenta que el proyecto sólo abarcará al departamento de producción con sus limitaciones y alcances, se espera obtener los resultados que ayudarán a tomar la mejor decisión para Maestranza B&V.
11 Fundamentación del Tema.
Maestranza B & V es una empresa con 14 anos de experiencia en el mercado metalmecánico, actualmente la empresa genera negocios por alrededor de unos $475.900.000.- anuales, esto con sólo dos clientes importantes los cuales consumen casi el 100% de la capacidad productiva. El departamento de ventas de la empresa no ha podido mantener un crecimiento constante debido a los problemas que se han generado en el departamento de producción, tales como, plazos de entrega y calidad de los productos, reflejándose esto en reclamos de clientes y por ende en una menor participación en las propuestas comerciales.
Los datos que se presentan en el gráfico 11.1, resumen la tendencia que han experimentado las ventas desde el ano 2000 (según datos entregados por la empresa). Los resultados se calculan con respecto al ano anterior, esto quiere decir que el ano 2006 las ventas de la empresa crecieron sólo un 4.4% con respecto al año 2005, siendo que el ano 2001 las ventas crecieron un 35,5% con respecto al ano 2000, demostrando una baja en las ventas. Con esta información podríamos suponer que el departamento de Ventas no ha generado los suficientes negocios para mantener un crecimiento constante. Pero de acuerdo a los datos entregados por la empresa r,Jer anexo 1 }, la cantidad de negocios cerrados o productos vendidos desde el ano 2004, es mayor que la cantidad de productos fabricados por el Departamento de Producción, esto sin considerar los proyectos rechazados (sin documentar) por falta de capacidad productiva.
Es importante señalar que la ejecución de los trabajos dentro del Departamento de Producción se realiza de forma manual o artesanal, no existen procesos automatizados de ningún tipo. Tomando esto en cuenta, se analizará la siguiente tabla (Tabla 11-1: Productividad por operario} que indica que a mayor número de operario mayor es la facturación de la empresa. Pero no asf el rendimiento por operario, ya que se produce un desequilibrio en el sistema productivo desde el ano 2005 hacia adelante,
3
probablemente por la deficiente programación de las tareas, procedimientos obsoletos, falta de control y otros.
---Gr6flco 11-1 Crecknlento Anual de las Ventas Elaboración propia
Tabla 11-1: Productividad por operarlo
1 Productividad
Mejora de Procesos Productivos para una Empresa Metalmecénlca
Desde el punto de vista técnico, trab:1jar al 100% de la capacidad implica no tener tiempo de reacción ante imprevistos como, fallas en el funcionamiento de maquinarias, falta de personal, entre otros.
Esto provoca cuellos de botella que afectan la producción y eso se refleja en la calidad del producto
y
servicio.Estos problemas han llevado a la gerencia de la empresa a tomar medidas que
permitan solucionar los graves problemas del departamento de producción. Sin embargo, no se cuenta con datos estadísticos de sus procesos los cuales permitan tomar decisiones. Por lo tanto, es imprescindible, hacer un levantamiento de información de los procesos y analizar estos para determinar cuales son los problemas que existen en el departamento de producción con el fin de aplicar mejoras sustantivas que permitan disminuir los reclamos de cliente y aumentar la capacidad productiva de la empresa.
Debido a lo expuesto anteriormente, se deben realizar cambios profundos en la estructura actual del departamento de producción, para seguir compitiendo en el mercado, satisfacer las nuevas necesidades del clientes, aumentar la cartera de estos y obtener aumentos en las utilidades, es decir, dar mayor valor agregado al producto y la empresa.
5
111
Descripción del sistema
Descripción de la OrganizaciónMaestranza B&V, empresa nacional, ubicada en Bravo se Saravia 2970 comuna de Renca, Santiago, prestadora de servicios industriales, la cual se ha consolidado para combinar trabajos de mecanizado y estruch.Jras, siendo especialista en todo tipo de soldaduras que permite satisfacer las necesidades de los dientes.
Maestranza B&V realiza servicios integrales y de total exclusividad para cada empresa, aportando recurso humano capacitado y especializado acorde a las exigencias e invirtiendo en equipamientos para la ejecución de labores industriales, tanto en la operación, procesos y mantención de clientes.
Maestranza B&V posee un capital humano de 32 trabajadores que se dividen de la siguiente forma:
Tabla 111-1: Empteados por Departamento
f Ernple�dos por Á�ea ·�-C�nt. ¡ I_ - --- - --•'-- • • • Gerencia General 1 '. Opto: de Producción
22
i
Opto. de Ventas 3Opto. de Adquisiciones 1
1
'Opto. Bodega y 1
Desoacho
Secretaria técnica 1 Opto. Mantención. 1 Opto. de Prevención de
2
RiesooTotal de Empleados 32
Elaboración propia
La filosoffa y experiencia está en cada uno de los servicios para solucionar y ejecutar labores anexas a los procesos productivos de los dientes, para que éstos no
6
desvfen sus recursos, equipamiento y personal de su objetivo principal, que es la producción.
Linea de Productos y Servicios.
• Area de Mecanizado, en ésta área se desarrollan partes y piezas con mecanizado de precisión (Torneado, Fresado y otros), junto con ta reparación o modificación de estos.
PRODUCTOS
Buje de bronce diámetro 75mm x 45mm Perno diámetro 1 pulg. Hilo corriente.
Proceso de arranque de viruta con tomo Proceso de arranque de viruta con fresa
• Area de Estructuras: Aqul se desarrollan toda clase de estructuras metálicas y reparación: por ejemplo Galpones, piping, montajes, soldaduras, servicios de mantención y otros.
La organización de Maestranza B&V, y las responsabilidades funcionales se encuentran descritas en el siguiente organigrama.
1 PreYlnclón de Rleegos �
U - - - U - - H - - - - UH
Sea. Téním
Mecanizado
Figura 111.1: Organigrama Funcional ElabonGlón propia
' Bodega y I Menleocl6n
El organigrama de Maestrenza B&V se describen a continuación:
• Gerente General.
Tiene autoridad, responsabilidad y libertad organizacional para:
✓ Proveer los recursos necesarios para el óptimo funcionamiento de la empresa.
✓ Llevar a cabo la confección y revisión de los contratos comerciales.
✓ Mantener una permanente comunicación con el cliente.
✓ Llevar a cabo las actividades de Administración y Flnazas. ✓ Llevar a cabo la contratación de personal.
• Jefe de Venta.
Tiene autoridad, responsabilidad y libertad organizacional para:
✓ Mantener una permanente comunicación con el cliente. ✓ Identificar nuevas demandas y necesidades de los clientes. ✓ Atender y responder a los reclamos de los clientes.
• Jefe de Producción.
Tiene autoridad, responsabilidad y libertad organizacional para:
✓ Dirigir y controlar el funcionamiento de la planta.
✓ Mantener una comunicación permanente con los distintos sectores con el objeto de hacer eficiente el funcionamiento del sistema.
✓ Detectar necesidades de capacitación entre los empleados.
✓ Dirigir y disponer de los recursos tanto técnicos como humanos disponibles en la fábrica para llevar a cabo las tareas de producción.
✓ Coordinar la tarea de los operarios.
✓ Realizar la carga de las máquinas de acuerdo a la disponibilidad de las
mismas, así como también de los materiales y los operarios.
✓ Llevar a cabo la planificación, organización y el control de la producción detectando los avances en la fabricación y atendiendo a los plazos de entrega requeridos por el cliente.
• Jefe de Mantención.
Tiene autoridad, responsabilidad y libertad organizacional para:
✓ Llevar a cabo la planificación, organización y el control de las mantenciones preventivas.
✓ Llevar a cabo la organización y el control de las mantenciones correctivas. ✓ Apoyar en el flujo de información para la realización de las mantenciones
tanto preventivas como correctivas.
• Jefe de Adquisiciones
Tiene autoñdad, responsabilidad y libertad organizacional para:
✓ Efectuar la planificación de las compras en función de las necesidades de la empresa.
✓ Evaluar a los proveedores, tanto para su incorporación como
en su
desempeno cotidiano con el objeto de detectar posibles fallas en la provisión.• Jefe de Bodega y Despacho
Tiene autoridad, responsabilidad y libertad organizacional para:
✓ Llevar adelante et control y el orden en la Bodega de la empresa, asf como también del despacho de los materiales a proceso.
✓ Llevar a cabo el control en recepción de los materiales que ingresan, como los que salen en calidad de comodatos.
✓ Llevar a cabo el control de los productos terminados y su posterior despacho al cliente.
• Secretaría Técnica.
Tiene la responsabilidad de: ✓ Pago de facturas y servicios ✓ Pago de remuneraciones
✓ Control de documentos internos de la empresa.
• Experto en Prevención de Riesgo y Seguridad Industrial
Tiene autoridad, responsabilidad y libertad organizacional para: ✓ Llevar a cabo el sistema de 5
·s·
✓ Crear y gestionar el programa de Prevención de Riesgo.
Dentro de la empresa existen 1
o
departamentos, de los cuales 4 de ellos se consideran como departamentos principales y 6 como departamentos de apoyo.Los departamentos principales son: ✓ Ventas
✓ Producción
✓ Bodega y Despacho ✓ Mantención
Estos departamentos se consideran principales ya que están relacionados directamente con el producto y servicio.
Los departamentos de apoyos son: ✓ Gerencia
✓ Secretaria Técnica ✓ Personal
✓ Finanzas ✓ Adquisiciones
✓ Prevención de Riesgo.
Estos departamentos se consideran secundarios porque no se relacionan directamente con el producto y servicio.
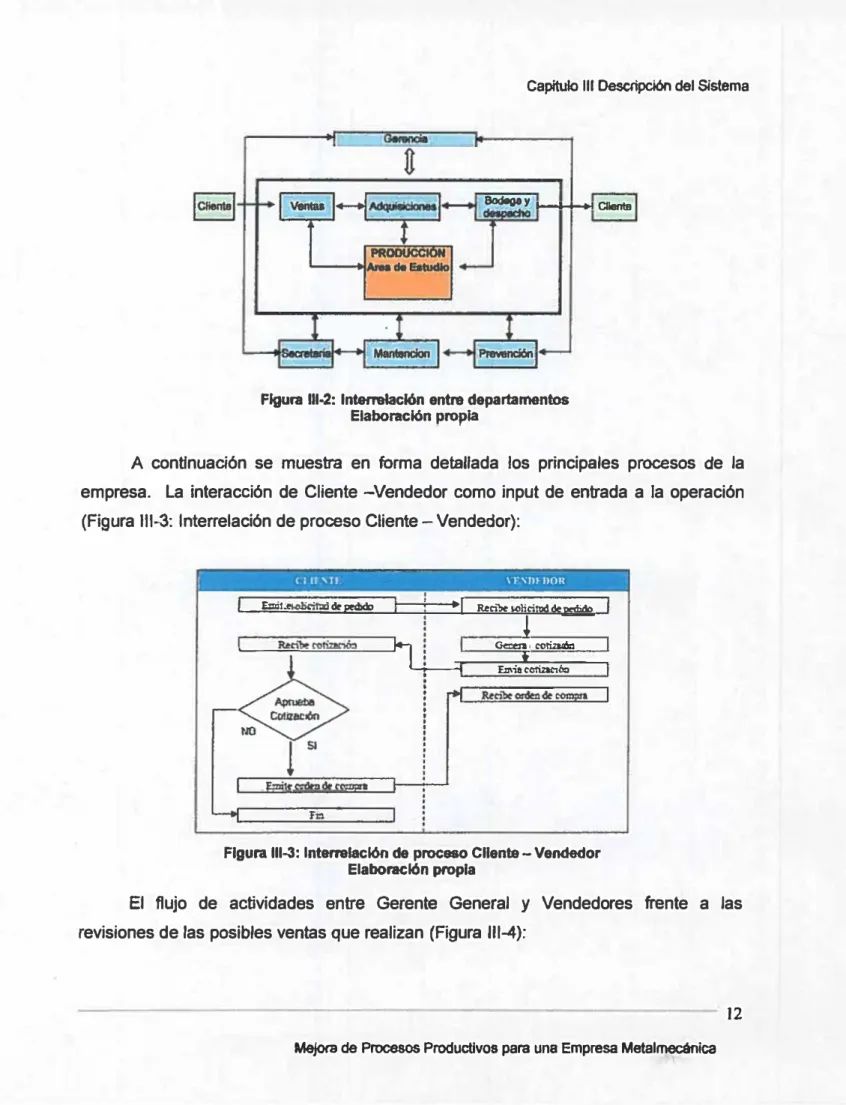
El siguiente diagrama (Figura 111-2: Interrelación entre departamentos) muestra la relación entre los departamentos de la empresa destacando el departamento de producción como el área bajo estudio.
--- 11
Sodegey 1-- --1-6-..i Clienta
Figura 111-2: lnterralacl6n entre departamentos Elaboración propia
A continuación se muestra en forma detallada los principales procesos de la empresa. La interacción de Cliente -Vendedor como input de entrada a la operación (Figura 111-3: Interrelación de proceso Cliente - Vendedor):
...._..;;:;bi=·=,�=
�
-
=·
=
=·=de
""'ptdldD=__.---• I
Reci� solicit11dc1e���-1. ,
�_,-Gttie,a-L--t-_
E.c\ia�ó:ióa
·
_
Figura 111-3: lnterrelacl6n de proceso Cliente - Vendedor Elaboración propia
El flujo de actividades entre Gerente General y Vendedores frente a las revisiones de las posibles ventas que realizan (Figura 111-4):
12
; n_, DFnOR Jf Ff -1.DQI füClff\ r'
Figura 111-6: Interrelación de proceso Vendedor-Jefe de Adquisiciones Elaboración propia
La interacción de actividades entre Adquisiciones y bodega para la revisión de materiales y/o insumos (Figura 111-7):
1 JtTE ADQUIS:c 10:"F.S IU:Sl'D:'iS.\lll.1-: u;: , 1 llODf:G.\ \" Dl:SP.\Cl!D
Cdua MP aPrvoeedores
Figura 111-7: Interrelación de proceso Jefe de Adquisiciones - Jefe Bodega y Despacho Elaboración propia
La interacción de actividades entre Producción y bodega para dar inicio a la fabricación del producto con sus respectivos insumos y materiales (Figura 111-8):
14
Ji- ff �HO!JUTJO\" BODFGA Y DESPACHO iU:SPO:-SABI.F Df.
.___So_li_ci_ta_MP_a_bodep__,.____,1-I
---•I
EarepMP segi1uolicitud�--Reci-'Í'-.be-MP--�:•
-�-TnmsíormaMPenm
Ervep proGldo flnll I Bodega 1---'
Emla producto I cliente
Figura 111-8: Interrelación de proceso Jefe de Producción- Jefe Bodega y Despacho Elaboración propia
La interacción de actividades entre Producción y Mantención para mantener en buen funcionamiento las maquinas a través de la mantención correctiva (Figura 111�9):
\;.\ "\ lt , , !O"\ C CJH!!FCl J\ ,\
··---·--·---�--- -:¡. � � \J.•�YI ¡. "\( !•.J"\ Jf:FE l'IWDU: C!O:'i'
NO
Sl '
.
.
o I R.eczl,e fflWlllffl
:
...___
-_-,-_-_
_,Figura 111-9: Interrelación de proceso Jefe de Mantención • Jefe de Producción Elaboración propia
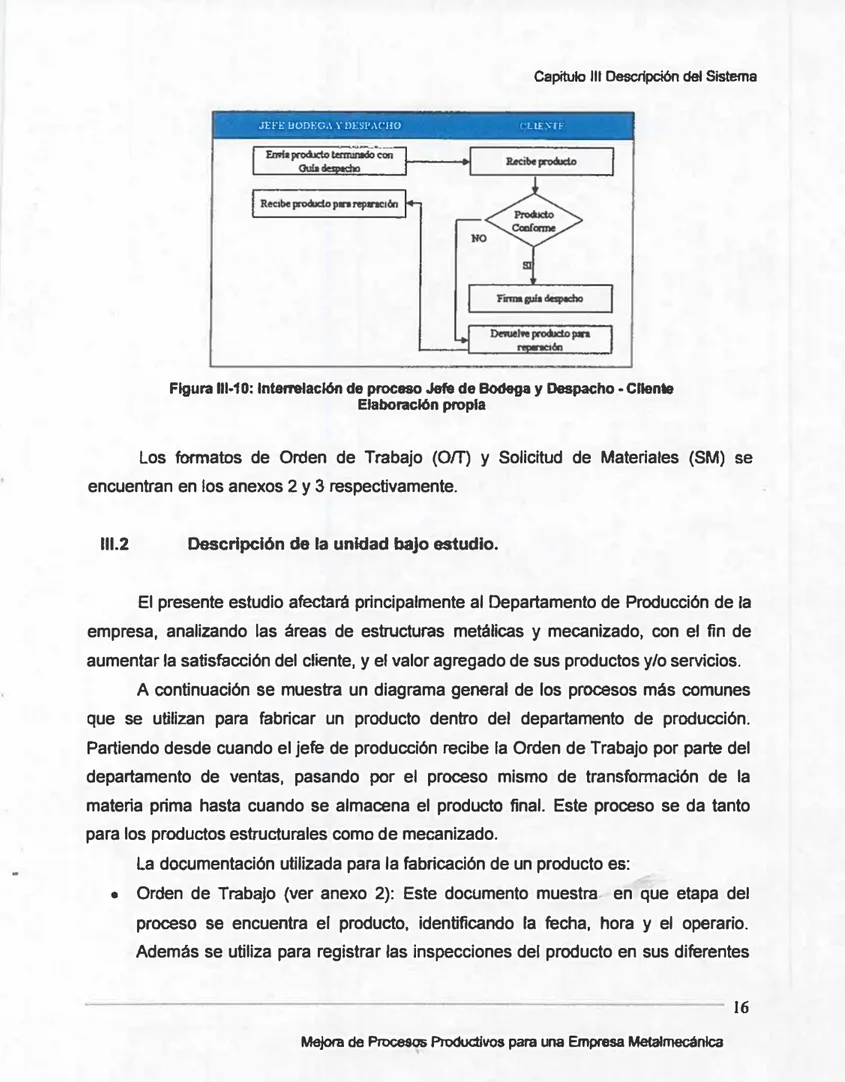
La interacción de actividades entre Despacho y Cliente, para entregar un producto con todos los documentos y requisitos necesarios para el cliente (Figura 111-10):
15
Jtn: uonEG,1 Y n1:,1•,1c•110 , :_n_ --.-: 1
Figura 111-10: lntemtlaclón de proceso Jefe de Bodega y Despacho - Cliente Elaboración propia
Los formatos de Orden de Trabajo (O/T) y Solicitud de Materiales (SM) se encuentran en los anexos 2 y 3 respectivamente.
111.2 Descripción de la unidad bajo estudio.
El presente estudio afectaré principalmente al Departamento de Producción de la empresa, analizando las áreas de estructuras metélicas y mecanizado, con el fin de aumentar la satisfacción del cliente, y el valor agregado de sus productos y/o servicios.
A continuación se muestra un diagrama general de los procesos más comunes que se utilizan para fabricar un producto dentro del departamento de producción. Partiendo desde cuando el jefe de producción recibe la Orden de Trabajo por parte del departamento de ventas, pasando por el proceso mismo de transfonnadón de la materia prima hasta cuando se almacena el producto final. Este proceso se da tanto para los productos estructurales como de mecanizado.
La documentación utilizada para la fabricación de un producto es:
• Orden de Trabajo (ver anexo 2): Este documento muestra en que etapa del proceso se encuentra el producto, identificando la fecha, hora y el operario. Además se utiliza para registrar las inspecciones del producto en sus diferentes
16
procesos. En su parte posterior se registran los materiales que se van utilizando en cada proceso de fabricaron.
• Solicitud de Materiales (ver anexo 3): Este documento detalla la cantidad de materiales e insumos considerados para la fabricar de un producto. Además junto con la orden de trabajo son necesarios para el retiro de materiales de la bodega.
• Información técnica del cliente: Es aquella que se utiliza para la fabricación, modificación o reparación de un producto. Dentro de ésta, se encuentran los planos, especificaciones técnicas del producto a modificar, procedimientos de reparaciones, etc.
Prooeao General de Fabr1cacl6n
Tf'llba,ador
eon..tata tlnna ..
-
---
..
-1
�-
1
--� 1 � 1- �--1
1
•-==-1-
T--<e>
l�I
1-:-�I
Figura 111-11: Diagrama de fabricación de Productos Estructurales y Mecanizados Elaboración propia
---�
-- --- 17Para aumentar el valor agregado de los productos y servicios se realizará una propuesta para mejorar los procesos del Departamento de Producción, con el fin de satisfacer las necesidades de los clientes en calidad de productos y servicio, plazos de entrega, costos, rapidez de servicio, etc. El estudio para la mejora de procesos abordará los siguientes puntos: Planear, Hacer, Verificar y Controlar, además se haré un estudio de factibilidad técnico y económico. La factibilidad técnica dará a conocer la tecnología necesaria para la operación y desarrollo de la solución, la factibilidad económica nos permitirá conocer si la anterior es posible de adquirir e implementar.
El estudio económico abordará la inversión necesaria para el proyecto y su financiamiento (ingreso, egreso y perspectivas económicas futuras).
111.3 Análisis FODA.
Fortalezas.
Una de las fortalezas importante que tiene la empresa es su capacidad para
fabricar piezas a medida y complejas, como también dar servicios integrales, dado que
cuenta con un recurso humano especializado en estructuras metálicas y mecánica de
precisión.
Además posee un capital disponible para invertir en recurso humano y maquinarias para las áreas de producción.
Debilidades.
Actualmente la empresa sólo cuenta con dos clientes que absorben casi el 100% de la producción de la empresa. Esto pone a la empresa en una situación de riesgo debido a la dependencia que tiene de sus clientes.
Otra debilidad importante que posee la empresa es que se encuentra copada su capacidad productiva, dado que no posee un adecuado espacio físico disponible
para la
instalación de nuevas maquinas o creación de nuevos puestos de trabajo. Por otra parte los procedimientos de trabajo que se utilizan en el departamento de producción se encuentran obsoletos y son ineficientes produciendo retrasos en las entregas y--- - 18
problemas de calidad, lo cual provoca reclamos de cliente.
No existen indicadores de gestión para evaluar productividad, costos de reproceso, plazos de entrega, etc. Datos que permitan monitorear y evaluar de mejor manera el funcionamiento del departamento de producción.
Actualmente la empresa se encuentra emplazada en un terreno arrendado, con problemas municipales y de expropiación. No permitiendo mejorar y ampliar las instalaciones actuales. Lo que anterior produce pérdidas de negocios por capacidad productiva e infraestructura inadecuada.
Oportunidades.
Mediante la implementación de procedimientos de trabajo que cumplan con los requisitos de la norma de calidad NCh-1S0 9001-2001 requisito 7.5, estaremos en condiciones de:
• Mejorar la imagen corporativa de la empresa.
• Garantizar al cliente que los productos o servicios entregados cumplen con los requerimientos mutuamente acordados.
• Mejorar a la satisfacción del cliente aplicando procesos de mejora continua. • Aumentar la producción.
• Aumentar las ventas.
• Aumentar la cartera de clientes.
• Mejorar la productividad y aumentar las ganancias.
• Crear vlnculos comerciales con empresas de mayores exigencias y mayor poder económico.
• Generar indicadores de gestión para el departamento de producción. • Aumentar la satisfacción interna del recurso humano de la empresa.
Amenazas.
Turbulencias económicas internacionales que aumentan los costos de las materias
primas e insumos.
• Leyes laborales y fortalecimiento de sindicatos que podrían hacer aumentar los costos de mano de obra y por lo tanto los costos de producción.
• Los clientes directos de la empresa han aumentado su cartera de proveedores, lo que ha significado un aumento de la competencia.
111.4 Limitaciones y alcance del Proyecto.
Limitaciones
• Este estudio no considera factores externos que perjudiquen (polltico, económico) las proyecciones de ventas y demanda.
• La implementación del proyecto estará limitada por el recurso económico que la empresa este dispuesto a solventar.
• La infraestructura actual de la empresa en sus aspectos más generales no puede ser modificada.
Alcances.
Este proyecto sólo abarcará la mejora de procesos para en el Departamento de Producción. Los otros departamentos de la empresa no serán abordados en el anéllsls.
El alcance del proyecto considera algunos aspectos de la norma ISO, específicamente el requisito 7.5. Sin embargo, el punto 7.5.2 no es aplicable a este proyecto, debido a que los productos resultantes pueden ser verificados mediante actividades de seguimiento y medición
La investigación sobre los sistemas de información estará orientada al departamento de producción, sin embargo, se agregaran otras caracterf stlcas para el buen funcionamiento de la empresa.
20
IV Objetivos del Proyecto.
IV.1. Objetivo General.
Realizar un estudio de factibilidad técnico, económico y operacional para mejorar los procesos en ef Departamento de Producción, con el fin de poder dar cumplimiento a las necesidades del cliente, sus demandas y aumentar su satisfacción.
IV .2. Objetivos Especfflcos.
• Analizar y documentar los actuales procesos del Departamento de Producción. • Análisis de los procesos del Departamento de Producción, para identificar las
mejoras requeridas.
• Mejorar los procesos y procedimientos de las áreas de producción susceptibles de mejora, mediante la aplicación de estándares de calidad 1SO·9001 requisito 7.5. Todo esto con el propósito de satisfacer los siguientes aspectos:
✓ Cumplir con los plazos de entrega hacia los clientes. ✓ Disminuir los rechazos de clientes.
✓ Aumentar la productividad.
✓ Disminuir los costos de reproceso.
• Realizar un estudio técnico de los aspectos tecnológicos necesarios para la operación y desarrollo de los procesos productivos del Departamento de Producción.
• Realizar un estudio económico para determinar los costos y beneficios del proyecto, tales como inversión necesaria, financiamiento y perspectivas económicas futuras.
V Estado del Arte (Marco Teórico/Conceptual).
El sector metalmecánica en Chile produce
y
presta servicios en los siguientes ámbitos.• Reparación, construcción, fabricación y montaje de estructuras. • Reparación
y
mantención de calderas.• Fabricación de intercambiadores de calor de tubos
y
carcaza.• Fabricación de condensadores, evaporadores, enfriadores de aceite y turbinas.
• Servicio de
metalizado
en frío.• Soldadura eléctrica.
• Mecánica industrial
y
mantención en plantas. • Fabricación de estanques y cilindrado de planchas.La mayor( a de sus clientes están representados por los sectores pesqueros artesanal e industrial, forestal, la industria de la celulosa, siderúrgico y de la construcción.
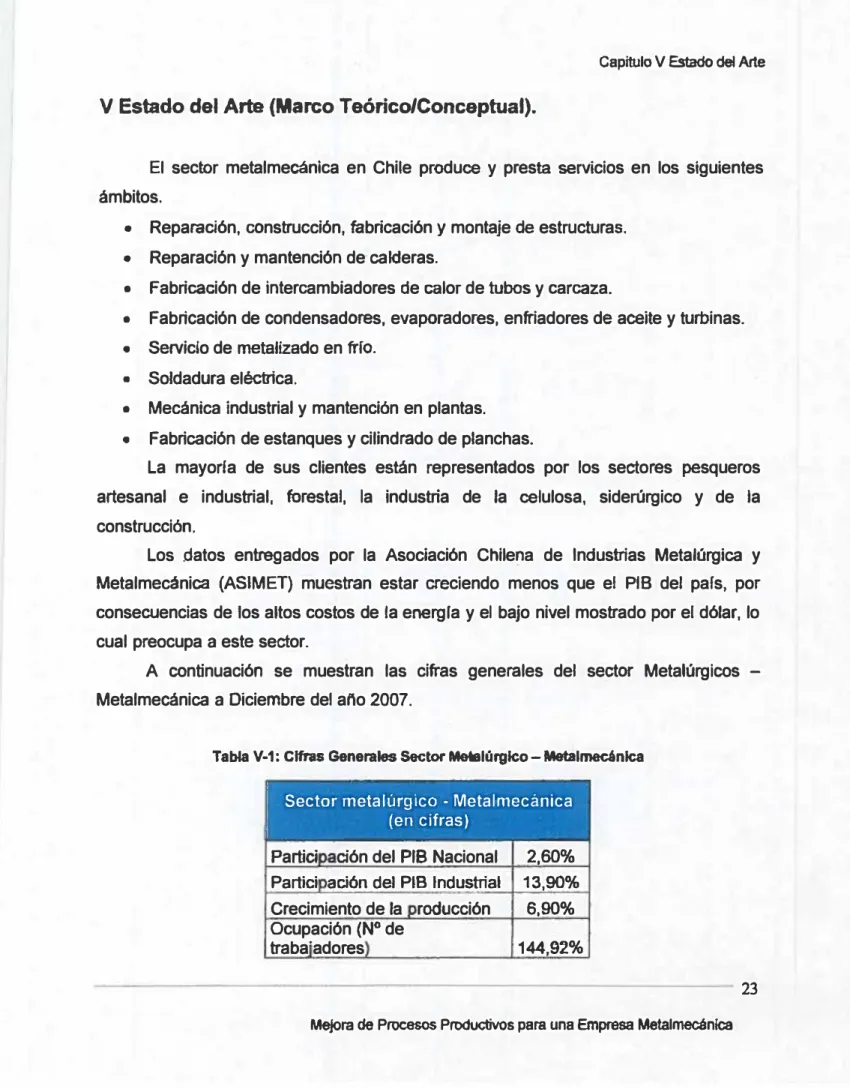
Los datos entregados por la Asociación Chlle!'la de Industrias Metalúrgica y Metalmecánica (ASIMET) muestran estar creciendo menos que el PIB del pafs, por consecuencias de los altos costos de la energía
y
el bajo nivel mostrado por el dólar, lo cual preocupa a este sector.A continuación se muestran las cifras generales del sector Metalúrgicos -Metalmecánica a Diciembre del ano 2007.
Tabla V-1: Cifras Generales Sector Metalúrgico - Metalmednlca
- - --- - -
--i Sector metalúrgico - Metalmecánica
: (en cifras)
!
Partici ción del PIB Nacional Partici ación del PIB Industrial
Crecimiento de la reducción Ocupación (NO de
Mejora de Procesos Productivos para una Empresa Metalmecánica
Participación Ocupación
M-M/Pafs 2,20%
Exoortaciones (US $ Millones) 3,06%
Crecimiento de las
Exoortaciones 30,00%
Participación Exportaciones del
País 4,60%
Cifras al mes de Diciembre 2007 Elaborada por ASIMET
-
-. . . -Crecimiento.del sector . _ . ·
Griflco v.1 Crecimiento del Sector Elaborado por ASIMET
Actualmente la producción tuvo una caída de 1,9 %, respecto del mismo mes del ano anterior, según datos obtenidos por Asimet Existe una preocupación del sector que podrf a ser una sen al de estancamiento en el ritmo de recuperación que estaba experimentando este sector.
No obstante el bajo crecimiento acumulado durante el primer trimestre, alcanzó un 8,4%, cifra que se sitúa por encima del registrado por la industria manufacturera, que alcanzó un 1,3% durante este mismo período.
Los principales indicadores registraron incrementos en su actividad durante el primer trimestre del 2008. La producción y ventas aumentaron en un 8,4% y 10,6%, respectivamente, en comparación a similar período del ano anterior.
24
Los subsectores que registraron un mejor desempeno durante el primer trimestre del ano 2008 fueron: construcción de material de transporte, fabricación de productos metálicos para uso estructural e industrias básicas del hierro y acero, con un incremento en sus niveles de producción de 30,9%, 20,9% y 13,8%, respectivamente. Por otra parte, la fabricación de otros productos elaborados de metal, experimento una baja acumulada de 13%.
Las exportaciones del sector, en tanto. se incrementaron en el primer trimestre de 2008 en un 8, 7%, alcanzado la cifra de US$ 770 millones. No obstante a lo positivo de las cifras, el gremio metalúrgico aclara que éste se origina con un bajo tipo de cambio, lo cual da origen a una mayor cantidad de dólares exportados.
El principal destino de las exportaciones realizadas por el sector metalúrgico metalm�nlca corresponde a América Latina, con un 52,4% de participación, siendo los principales países de destino Brasil, Venezuela y Perú.
Entre los productos manufacturados que más registran envlos por parte del sector figuran alambre de cobre, partes y accesorios de vehículos automóviles (cajas de cambio), y otras manufacturas de hierro o acero, como bolas para molienda.
Las proyecciones permiten prever un crecimiento moderado para la industria metalúrgica-metalmecánica durante 2008 en tomo al 3,8 y 4,3 %. En tal sentido, existe preocupación respecto del aumento de los costos que han debido enfrentar las empresas por efecto, entre otros factores, de la crisis energética, que ha tenido un fuerte impacto desde que comenzó la restricción en el envío de gas desde Argentina, el 2004.
Tabla V-2: Proyecciones 2008 Sector Metalúrgico - Metalmecinlca
-- -
-
--Proyecciones 2008
Crecimiento Acumulado 1er 8,40% Trimestre
Produc;cjón Ff$ic;a
6.40%
Ventas Ff sicas 10,60%
Exportación 8,70%
Proyecciones de Crecimiento 4,30%
Elaboración propia
Otros temas sensibles del sector, y que afectan el crecimiento, siguen siendo el
bajo tipo de cambio y los conflictos laborales, respecto de los cuales es importancia
buscar soluciones tendientes a aumentar la competitividad de las empresas que
representa, revisando, por ejemplo: La carga tributaria, la excesiva burocracia, la
flexibilización en materias regulatorias y la necesidad de poner mayor énfasis en
educación y capacitación.
Se advierte sobre la necesidad de que el sector cuente con herramientas
eficaces que le permitan competir y hacer frente a la creciente amenaza de productos
importados provenientes de China.
Leyes y Nonnas
Las Industrias metalmecánlca están sujetas a un conjunto de trámites
estrechamente relacionados con el cumplimiento de la Ley de Bases Generales del
Medio Ambiente N
º19.300 y con los requerimientos del Servicio de Salud de la Reglón
Metropolitana.
Tabla V..3: Leyes y Nonnatlvas para el sector Metaf6rglco - Metalmecánlca
Permisos
Otorgados por
Permiso para a ocalización
1
Municipalidad
de la industria
1 1Calificación Técnica de
Servicio de Salud
actividades industriales
Regional
Permiso Municipal de
i
Municipalidad
Edificación
1:Informe Sanitario
'·
'
Regional
Servicio de Salud
Patente Municipal Definitiva
Municipalidad
Elaboración propia26
VI Propuesta Metodológica
Vl.1 Metodologfa Ciclo de Demlng.
Esta herramienta sirve para mejorar un proceso y luego pasar a otro, es decir, está destinado a corregir las debilidades de un proceso. Esta metodologf a conocida como "Planificar-Hacer-Verifica-Actuar" (PHVA) o Ciclo POCA (Plan Do Check Act}, puede describirse brevemente como:
• Planificar: Establecer objetivos y procesos necesarios para obtener resultados de acuerdo a las políticas de la organización y a los requisitos del cliente.
¿Cómo? En esta etapa se debe definir, identificar y justificar el proceso o proyecto a estudiar, desaibiendo la situación actual, y en función de esto realizar análisis de datos para detectar el origen de los problemas.
• Hacer: Implementar los procesos
¿Cómo? Establecer acciones para eliminar las causas del o los problemas, para luego ejecutar las acciones establecidas.
• Verificar: realizar el seguimiento y la medición de los procesos y los productos, respecto a las políticas, objetivos y los requisitos para el producto e informar sobre sus resultados.
¿Cómo? A partir de los indicadores establecidos, se verifican los resultados a través de estos.
• Actuar: Tomar acciones para mejorar continuamente el desempeno de los procesos.
¿Cómo? Documentar y definir nuevos procesos y/o proyectos que requieren ser mejorados, es decir, generalizar y abordar nuevamente.
La metodofogía escogida para realizar el mejoramiento de los procesos que nos ayude a describir, recopilar, analizar, diseñar, evaluar e implementar la mejoras en el área productiva de forma simple pero a la vez técnica es aplicando ·ciclo de Deming•.
Los fundamentos de esta elección, con enfoque a procesos a través de la gestión son:
27
• Un modelo para el mejoramiento continuo en que se apoya la norma ISO 9001 :2000 Sistema de Gestión de Calidad (ver norma: Introducción, punto 0.2 Enfoque basado en procesos)
• Ayuda a remodelar los procesos a través de la gestión de estos.
• Buscar de forma sistémica identificar, comprender y aumentar el valor agregado de los procesos del área de producción en pro del cumplimiento de la estrategia de negocio y elevar el nivel de satisfacción de los clientes.
• El enfoque para la mejora es disefiar una metodología para el Control de Gestión enfocado a los subprocesos, lo cuál se refiere a obtener información de calidad, válida oportuna y en tiempo real, para gestionar y administrar estos subprocesos. • En el rediseño de procesos, es necesario revisar cada subproceso de producción, examinando el tiempo y actividades de cada una de las personas que integran esta área ya sean Operarios, Maestros, Ayudantes, Supervisores, Administrativos y Encargados, para optimizar los tiempos y evitar tares inútiles, es decir, sin finalidad para el cliente y crecimiento de la empresa.
• Desde el punto de vista sistémico es necesario incorporar a los clientes de cada subproceso y trabajar en disminuir los tiempos en la entrega del producto, de esta forma la productividad global aumenta, dado que los clientes disminuyen la cantidad de horas invertidas para lograr el producto.
• Al converger calidad y productividad se mejora la línea de producción completa, desde los materiales en recepción hasta el consumidor final. De esta manera se evita ocupar de forma ineficiente las horas hombre y horas máquinas, logrando reducir los costos de reproceso y mejorar los tiempos de entrega, consiguiendo ser más competitivos y acrecentar la satisfacción de los trabajadores, además de aumentar la cartera de clientes entre otros.
• La norma ISO 9001:2000 (directriz para el mejoramiento continuo) set\ala que para que una organización funcione de manera eficaz, tiene que identificar y gestionar las actividades relacionadas entre sí, es decir, se debe tener "Enfoque a Procesos• y en este caso de estudio Enfoque a Procesos Operativos.
Aplicación de la matodologla.
La implementación y aplicación de esta metodología, así como les herramientas técnicas utilizadas para llevar a cabo el estudio se encuentran explicadas en el siguiente "Cuadro de Estructura·:
Etapa
Tabla Vl-1: Cuadro de estructura de Mejoras.
• 1 e 1 • • 1 • • • • • •
• T onnenta de Ideas
Brain Stormin • Flujogramas
• Análisis estadísticos • Diagrama de W. Pareto
• Diagrama de Causa-Efecto
• Programas
de
Control• Manuales
Identificación de la situación actual
Descripción de los procesos actuales e identificar oblemas.
Seleccionar los procesos en los que interesa focalizar los esfuerzos y
recursos dis onibfes.
Analizar
datosen búsqueda de
causasde
los problemas más importantes detectados.Establecer nuevas metodologías de trabajo en pro de eliminar o disminuir
oblemas.
• Documentar
nueva estructura
de trabajo.• Implementar
nuevos procesos
Realizar
reuniones clclicasde la
dirección para revisión de Indicadores claves de la operación.
Documentar mejoras y/o Modificar
documentos (si aplica)
• Programas de Revisión A través de reuniones cídicas de la
• Volver a "Planear' dirección anificar me·oras Paso 1
Elaboración propia
Etapa 1 - PLANEAR
En esta etapa se realizaron reuniones periódicas pera establecer los problemas críticos que existían en el área de producción a través de "Tormentas de Ideas•. En función de estas se identificaron las con mayor relevancia (descartándose las no relacionadas) que afectaban directamente a los Objetivos Específicos establecidos en el estudio.
Para investigar la definición de estos problemas (actividades, responsabilidades, flujo operacional, método de trabajo) se elaboró primero un ªMapa de los Sub-Procesos Productivos• (Figura Vl-1: Mapa de Sub. Procesos Productivos Actuales) para posteriormente establecer los flujogramas de la descripción detallada de cada uno de estos, tales como: recepción, preparación de materiales (Dimensionado, Trazado y Corte (PM)), Ensamblaje o Annado Soldadura, Mecanizado (Torneado, Fresado, Taladrado, Cepillado). Limpiado, Pintado y Despacho.
- -- - -
-D.T.C'.: Dml01s1ou.itfo, Trazado y Corte E. y .-\.: Ensnmblaje y • .\rni.itlo
Figura Vl-1: llapa de Sub. Procesos Productivos Actuales Elaboración propia
Previo a la definición del mapa de los subprocesos productivos, no existía una visión global de estos, ni de le interacción, ni secuencia de las actividades. Se detectó la falta del proceso de planificación el cuál es vital para organizar los tiempos productivos, actividades y optimización de los recursos de forma anticipada. Además se percibió la diversidad de flujos que se pueden generar en función de múltiples órdenes de trabajos, lo cuál lleva a inducir la necesidad de redefinir la distribución del Lay-Out en función de procesos, asr como la necesidad importante de la planificación y programación de los trabajos, con la debida antelación para evitar la "improvisación". Por otro lado, los subprocesos de •umpieza" y "Pintura" -se encuentran distribuidos a nivel de flujo como actividades independientes tal como, lo demuestra la distribución del Lay-Out (Figura Yl-2: Layout inicial de la Empresa) a pesar de ser actividades estrechamente relacionadas para la naturaleza de la operación. Además, se aprecia que no se encuentran definidos los puntos de control de caJidad.
Matrices de Descripción de actividades
Una vez detallado el Mapa de los Subprocesos Productivos, se describió cada subproceso en actividades (con su responsable respectivo), indicando el ln-put y out put por cada actividad. Las matrices se adjuntan a continuación:
¡
��
. - -Res-p.9.fl_§aqle rTabla Vl-2: Bodega de Recepción
- ln-::P!J.t
Cliente deja producto con G/0 en Recepción.
,... Verifica oroductos vis G/0 Si está OK: Recepciona
firmando G/0
Si No está OK: Rechaza Droducto
Si acepta producto, le informa a Ventas para que esta genere
orr.
Almacena el producto hasta que Operario de 6 Jefe de
Bodega
el Operario de Producción lo solicite. Producción solicita Bien del Cliente.0/C a partir 0/C emitida por Adquisiciones Proveedor
1 Jefe de Compras deSM gestiona envf o
Proveedor deja producto bajo factura o G/0
Revisión de
la carga
flsica vis Recepción G/D v/s 0/Cde MP o Si No está OK: Rechaza Insumos croducto Si está 01<: Recepciona
Jirmando y Timbrando G/D Ingresa productos al inventario de ADMINPLUS
Elaboracl6n propia
Tabla Vl-3: Preparación de Material (D.T.C.)
Resultado de
2
Jefe de Producción, Maestro o Ayudante3 Jefe de Producción
Revisa información, consulta • Revisión de dudas
y
solicita información documentos de ser necesario.Estima el flujo y asigna
orr
Programación al Operario, su puestode de
faena trabajoy
maquinaria autilizar
Revisa información de plano y/o especificación para forma
de
trabajo.' De la SM (Solicitud de· Comienzo
de
Materiales) registra en faena o etapa •Requerimientos de de faena. Materialesª (el reverso de
OIT) de acuerdo a lo que se 1 va utilizar.
4.1 Maestro o Ayudante Producción, cara comenzar. Solicita materiales a Jefe de Jefe de Producción firma "Requerimiento de Material• 4.2 Jefe de Producción en
orr
para autorización deAyudante solicitando su
firma ( comprobante entrega de material) en la 0/T.
Primero dimensiona y traza Piezas
5 MPeinsumos piezas instrumento de medición yo
MP
(con dimensionada accesorios oara marcar)
'-5.1 Verifica Dimensiones y Correcto
Maestro o Ayudante rectifica de ser necesario dimensionado
-
Pieza Corta MP o Piezas con PiezasS.2
dimensionada soplete manual) o Plasma Oxicorte (rana, pantógrafo y cortadas Disco abrasivos.5.4 Maestro o Ayudante quien registra Tiempo,
Proceso, Operario y alguna observación de reproceso (si aplica) en la Off
Mejora de Procesos Productivos para una Empresa Metalmecánlca
Tabla VI.C: Ensamble o Am1ado
avance a Maestro o Avudante documentos
Revisa infonnación, consulta dudas y solicita información de ser
necesario.
3 Jefe de Producción Off a Operario, puesto de trabajo, de faena Estima el flujo productivo y asigna Programación
1----1---Jefe de Producción, ---1 Información m�uin�s.Revisa mformac1ón de plano y/o 3·1 Maestro o Ayudante especificación para forma de
trabaio.
4 Jefe de Producción
La SM (Solicitud de Materiales) Comienzo de registra en "Requerimientos de faena o etapa
Materiales· (el reverso de Off} de de faena.
1
4.1 Maestro o Ayudante
acuerdo a lo aue se va utilizar.
Solicita materiales a Jefe de · Producción, oara comenzar.
I'
Jefe de Producción firmal
4.2 Jefe de Producción Soticitud de "Requerimiento de Material" enOff para autorización de retiro de
insumos y 1--1----�---1 materiales
4.3 Maestro o Ayudante a utilizar
material desde Bodeaa.
: conforme entrega MP y/o insumos Insumo
4 4 Encargado de• Bodega
al Maestro a Ayudante solicitando
su firma ( comprobante entrega de
material) en la
orr.
MP e Ensambla y Arma piezas, y 1Término
5.3 Maestro o Ayudante producción. subproceso o ¿Pieza recuoerable? Reproceso. Jefe de Producción,
5•4 Maestro o Ayudante '.1 SI: Se reprocesa la pieza. Y si el costo es significativo el Jefe de Producción anota en la Off.
Mejora de Procesos Productivos para una Empresa Metalmecánica
5.5
Jefe de Producción Técnica
Jefe de Producción, Pieza
Maestro o Ayudante soldada Jefe de Producción, Pieza Maestro o Avudante terminada
Jefe de Producción,
Maestro o Ayudante Plano de. Producto y
Pieza
avanzada o Jefe de Producción ,terminada
1
Jefe de Producción, '
Maestro o Avudante
. Término de Jefe de Producaón
I
avanceNO: Se registra en la
orr.
Secomienza de nuevo. Se destina
material merma para
reaprovechamiento de material. Si
es que se puede.
¿Requiere Soldadura y seguir ensamblando?
SI: Se envía a proceso de Soldadura. Y cuando welva la Dieza se verifican medidas.
NO: Verifican medidas terminadas
con el Jefe de oroducción. Verificación OK?
SI: Entrega Piezas y documentos (Ofr, Plano y SM) al jefe de Producción quien registra Tiempo,
Proceso, Operario y alguna Observación de reproceso {si
aDlica) en la Off
Analiza y define el siguiente ·proceso.
NO: Vuelve al Punto 1 O.
Asigna · trabajo a otro Operario
según proceso a realizar sobre la obra a seauir.
avance a Maestro Calificado documentos
Revisa información, consulta dudas y solicita información de 1
ser necesario.
Estima el flujo productivo y asigna Programación
orr
a Operario Calificado, puesto de faena de trabaio, máauinas. �Jefe de Producción,
2.1 Operario Calificado
3 Operario Calificado
4 Jefe de Producción
4.1 Maestro Calificado
4.2 Jefe de Producción
4.3 Maestro Calificado
4.4 Encargado de
Bodega
-4.55
Operario Calificado5.1 Operario Calificado
5.2 Operario Calificado Jefe de Producción, 5.3 especificación para forma
de
trabajo.Ubica atiesadotes para evitar deformaciones en el proceso de soldadura.
La SM (Solicitud de Materiales) registra en •Requerimientos de Materiales• (el reverso de 0/T) de acuerdo a lo aue se va utilizar. Solicita materiales a Jefe
de
Producción, para comenzar. Jefe de Producción finna "Requerimiento de Material1' enorr
para autorización de retiro de material desde ... _º -a.Solicita MP o Insumos Encargado de Bodeaa. a Revisa firma de Jefe de Prod. en
orr
(autorización de retiro de material)y
si está conforme entrega MP y/o insumos al Maestro a Ayudante solicitando su firma ( comprobante entrega de material) en laorr.
Ingresa material entrega a sistema ADMI NPLUS
Aplica Soldadura
Enfriar oleza v Retira Atiesadotes Revisión de Pieza por posibles
5.6
6
SI: Entrega Producto y Ténnino documentos (O/T, Plano y SM) al
jefe de Producción quien registra Tiempo, Proceso, Operario y alguna Obs. de
aolica) en la 0/T reproceso (si Término de Asigna trabajo a otro Operario
Jefe de Producción avance según proceso a realizar sobre la obra a seauir.
Elaboración propia
Tabla VI-&: Mecanizado (Torneado, Fresado, Cep¡llado y Taladrado}
- -- -- -,O/T Revisa información, consulta
1.2 Jefe de Producción dudas y solicita información de ser necesario.
Asigna 0/T a Operario Calificado, Programación 2 Jefe de Producción Del puesto (forneado, Fresado, Taladrado, de trabajo, máquinas de faena
Proceso Ceoillado)
Jefe de Producción, DTC Revisa infonnación de plano y/o
2.1 Operario Calificado especificación para forma de
trabaio.
Solicitud de De la SM (Solicitud de Materiales) Comienzo de �
Jef� de ProdYCCió11
insumos y materiales Materiales• (el reverso de 0/T) de de faena. registra en •Requerimientos de faena ·o etapaa utilizar acuerdo a lo que se va utilizar. 3.1 Maestro Calificado Srnicita materiales Producción, oara comenzar.
a
Jefe deJefe de Producción firma
3.2 Jefe de Producción "Requerimiento de Material" en 0/T para autorización de retiro de material desde �a.
3.3 Maestro Calificado Solicita Encargado de Bodega. MP o Insumos a
3.4 Encargado de
-
4.3 Maestro Calificado-4.9
Maestro CalfficadoPieza lista Maestro a Ayudante solicitando
su firma (comprobante entrega de material) en la
orr .
tngre$a
materi�!
entr4l'9� a Si$ten,� sistema ADMINPLUSPone en marcha la máquina (Torneado, Fresado, Taladrado, Cepillado) durante unos minutos para calentar la máauina.
Monta v centra la pieza.
Escoge la herramienta apropiada de la máquina según el producto a mecanizar y tipo de trabajo a realizar (perforar, ranurar, desbastar, refrentar, cortar, hacer hilo, mandrinar)
Ajusta la velocidad de la máquina v procede a mecanizar.
Por cada pasada u operación que realiza con la máquina mide la pieza y ajusta nuevamente las medidas de la máquina para acercarse a la tolerancia final (esta actividad lo realiza la veces aue sean necesarias) jefe de Producción quien registra Tiempo, Proceso, Operario
y
alguna observación de reproceso (si aolica) en la OffDesmonta la Dieza de la máauina.
,.1( Jefe de Producción. Limpia la pieza y entrega pieza a
Término de Asigna trabajo a otro Operario Asignación a 5 Jefe de Producción avance según proceso a realizar sobre la siguiente
obra a seauir. etapa
Elaboración propia
Tabla Vl-7: Limpieza
IN�-
-
__
Respon�rnble_-.--- --·
; __ ln-Putr
--
.-
�ctividad r O_u1-�ut __1
Jefe de Producción OIT avance a Operario o Ayudante Entrega 0/T con et grado de documentos Revisión de Revisa información, consulta1.2
. Jefe de Producción dudas y solicita información de ser necesalio.Asigna 0/T a Operario o Programación
2
Jefe de Producción Del proceso · Ayudante, puesto de trabajo, de faenade máaulnas
Mecanizado Revi$éi inform��Qn de pJ;¡mo y/o 2.1 Jefe de Producción, Operario o Ayudante y Soldadura
ódeEyA
especificación para forma de trabajo e informa al Operario oAyudante detalle de la limDieza.
De la SM {Solicitud de Materiales) Comienzo de
3 Jefe de Producción Materiates• (el reverso de 0/T) de registra en URequerimientos de de faena. faena o etapa acuerdo a Jo Que se va utilizar.
3.1
Operario o Ayudante ProducciónSolicita materiales a Jefe de , oara comenzar.Jefe de Producción firma
3.2
Jefe de Producción "Requerimiento de Materiar en Solicitud de 0/T para autorización de retiro de insumos y material desde Bodeaa. Solicita MP o Insumos a3.3 Operario o Ayudante materiales Encaraado de Bodeaa.
a utilizar Revisa firma de Jefe de Prod. en Maestro
orr
(autorización de retiro de Calificado se material) y si está conforme retira con MP3.4 Encargado de entrega MP y/o insumos al o Insumo
Maestro a Ayudante solicitando
Bodega su firma ( comprobante entrega de
material) en la Off.
-3.5 1 Ingresa material entrega a sistema ADMINPLUS Sistema actualizado
4
Operario o Ayudante4.1 Operario o Ayudante
4.2 Jefe de Producción, Operario o Ayudante
5 Jefe de Producción
Producto e Ejecuta limpieza, retiro de insumos rebabas, escoria de soldaduras, necesarios salpicaduras soldadas, etc. Pieza Dependiendo del tipo de material medio podrá solicitar insumos (ver punto Limpia 3) de forma periódica.
Entrega Producto y documentos (0/T, Plano y SM) al jefe de Pieza Producción quien registra
terminada Tiempo, Proceso, Operario y alguna Observación de reproceso (si aolica) en la 0/T
Asigna trabajo a otro Operario Término de según proceso a realizar sobre la avance obra a seguir o gestiona entrega
de PT a Bodeaa Despacho Elaboración propia
Tabla Vl-8: Pintura fNo·r
,_ .• l _Re§ponsable_
-
-J -
ln�Püt -r--.. - �Actividad -----
-
-1
Jefe de Producción 0/T Entrega 0/T con el grado de avance a Ooerario o Awdante Revisa información, consulta 1.2 Jefe de Producción dudas y solicita información de de Limpieza especificación para forma de2.1 Jefe de Producción, Operario
o
Ayudante o Torneado trabajo e informa al Operario oAyudante detalle de los tipos de Pintura a aplicar (anticorrosivo, mezclas y colores, etc.).Solicitud de La SM (Solicitud de Materiales)
3 Jefe de Producción materiales Materiales• (el reverso de insumos y registra en ·Requerimientos de
orn
dea utilizar . acuerdo a lo Que se va utilizar. 3.1 Operario o Ayudante anticorroslv (pintura, Solicita materiales Producción, cara comenzar.