Dr.
Jose
LUIS &redondo Figueroa. Director de la DCBS.Universidad
AL<$noma
Met;opI~ta;:aUnidad lztapalapa.
PO;
este cgnduciole
comunicamosq w
el
a!urnno 'COSTAGONZÁLEZ
CA9LOS (matricula 90337923); dela
licenciatara de IngenieríaBioquímica
Ind&r:ar.concluy6 satisP:actoriamente
st;
sewlcio social coct el tema: MONTAJE DE 'iiNREACTOR PARA FERMENTACIONES S0Llt)AS Y DESARROLLO DEL SOFTWARE PARA LA CAPTURA DE DATOS. EN LíNEA, cumpliendo
con
m mínimo de 20hrs.
semanafes.Dicho trabajo se encuentra emarcado dentro de..ias actividades del proyecto
BIODEGRADAUÓN DE RESIDUOS O R G Á ~ ~ ~ Í C O S MUNICIPALES POR
FERMENTACloN SóLIDA: RELACIONES POBM3ONALES Y BALANCES
DE
CALOR Y MASA, aprobado por el Consejo NaciWal de Ciencia y Tecnología y
por
el
Consejo de la DCBS de esta Universidad.Agradeciendo
de
antemano %atención ala
presente: reciba un cordial saludoAtentamente:
Dr. Sergio Huerta &hoa
5 r
José Luis
A r r e d o ~ d o Figueraa. Di-ectxde
la
DCBSUniversidad Autbnona Metropolilar,a. Unidad iztapalapa.
PRESENTE:
Por este conducto le solicito a Ud. una prorroga para la presentación de¡ reporte
final
de mi servicio social, el cual inicié el 19 de septiembre de 1994 bajoel
tema: MONTAJE DE UN REACTOR PARA FERMENTACIONES SbLiDAS Y
DESARROLLO DEL SOFTWARE PARA LA CAPTURA DE DATOS EN LINEA.
que realicé dentrode la Planta Piloto de Fermentacibn Sdida (PP4).
La
parte práctica de este proyecto se concluyci dentro del los primeros doce meses de haberse iniciado, sin embargo, el desarrollo y presentación de! reporte finaldel
proyecto se retras6 debidoa
la carga de trabajo por la terminación de la carrera en donde los últirnos trimestres se dedican prácticamente de maneraexciusiva a la elaboración del proyecto terminal, et cual en mi caso, consumió mucho
más
tiempo del que tenía programado.Por
otro lado, a partir de febrero de 1995 comencé a trabajar, lo cual por supuesto, consume hasta la fecha, gran parte de mi tiempo. Actualmente trabajo como supervisor de fabricacicjn en elGrupo
Roche-Synkx de México S.A. de C.V., este puesto requiere cambio deturno según la pmduccibn
lo
amerite, es decir, se puede trabajar durante b rnaiiana, la tarde, !a noche o incluso fines de sernana y días festivos.Aunado a estas actividades, en septiembre de 1995 comencé
un
diplomado enAdministración de Proyectos en d instituto Tecnológico Autónomo de M6xico,
el
cual conclui satisfactoriamente en mayo de 1996.
Agradeciendo de antemano su atención a la presmte, quedo de Ud.
Atentamente:
SERVICIO SOCIAL.
Teléfono Particulac 280-1 1-50 Teléfono Oficina:
258-5746
Matrícula:
90337923
Licenciatura (Unidad, División):
Ingenieria Bioquímica
Industrial.
{Jnidad lztapalapa.Divisiixl Ciencias Biolbgicas y de
la
S a l u d .
ITrimestre Lectivo:
97-0
Horas a la Semana: 20 hrs. Título del T F a j o :
MONTAJE DE UN REACTOR PARA FERMENTACIONES SOLIDAS
Y DEWRROLLO DEL SOFTWARE P A M
LA
CAPTURA DE DATOS ENL
i
N
y
Nombre de 10s asesores, puesto y adscripción:
Dr. Mariano Gutiérrez. Profesor Titular "C:" deí Departamento de Biotecnología de la DCBS de la UAM-i.
Dr. Sergio Huerta. Pr&sor Titular " 'del Departamento de
Biote~ología de la DCBS de fa UAM-I.. Lugar donde se realizó el trabajo:
Planta Piloto de Fermentación Sólida (PP4). Fecha de Inicio:
19 de Septiembre de 1994.
Fecha de Terminación:
Clave:
Carlos
CostaGonzáiez
ASESORES-
Montaje de un reactor para fermentaciones dlidas y desarrollo del software para la captura de datos en línea 2 CONTENIDO: 1.
2.
3. 4. 5. 6. 7. 8. 9. 1o.
INTRODUCCI~N ANTECEDENTES
JUSTIFICAC16N Y NATURALEZA DEL PROYECTO OBJETIVOS Y ALCANCES
INGENIERíA DE PROCESOS 5.1. Ingeniería Conceptual 5.2. Ingeniería Básica 5.3. Ingeniería de Detalle
DISEÑO Y DESARROLLO DEL SOFTWARE 6.1. Lógica de la Programación
6.2. Diagramas de Flujo CONCLUSIONES
SUGERENCIAS A UN TRABAJO FUTURO 8.1. Mejoras a
los
Reactores8.2. Mejoras al Software BIBLIOGRAFíA
ANEXOS
1
O.
1. Planos de los Reactores 10.2. Listado del Programa10.3. Manual de Uso del Software
Carlos Costa G . 3
I.
INTRODUCCI~N.Fermentaciones S6lidas.
Las Fermentaciones en Medios Sólidos (FMS) generalmente son definidas
como el crecimiento de microorganismos sobre materiales sólidos en ausencia,
parcial o total, de agua libre. Los sustratos son polímeros naturales insolubles
en agua que, sin embargo, deben contener suficiente humedad en el seno del
sólido. Estos sustratos actúan como la fuente de carbono, de nitrógeno, de minerales, de agua y de algunos otros nutrientes así como también para servir de soporte a los microorganismos.
Fermentadores.
En un proceso de fermentación, el bioreactor provee el entorno para el
crecimiento y la actividad de los microorganismos que son los que llevan a cabo
las reacciones biológicas. Durante el periodo de fermentación, debe ser capaz
de prevenir el escape de material interno, biomasa y medio, hacia el ambiente
así como de prevenir la entrada de sustancias al medio de reacción.
Un fermentador ideal debe contar con ciertas características como ser no-tóxico, soportar altas presiones, no ser afectado por corrosión química, así
como tener dispositivos adecuados para la aireación, la agitación, muestre0 y
puertos de carga y descarga de materiales. Es posible que se requiera de un mecanismo de enfriamiento para remover el calor metabólico generado.
Además, un bioreactor debe ser capaz de trabajar en condiciones as6pticas,
aunque la mayoría de los reactores para FMS pueden utilizar inóculos no estériles o utilizarse con cultivos puros.
Aunque existe una gran cantidad de diseños para fermentadores que
utilizan medios de cultivo líquidos, aquellos destinados para el desarrollo de
procesos que utilizan FMS están muy limitados e inc#uso estudios recientes en
control de procesos que utilizan registro continuos con controles sofisticados de computadora en fermentaciones iíquidas han dado gran dinamisma al control
Montaje de un reactor para fermentaciones dlidas y desarrollo del software para la captura de datos en llnea 4
Los procesos de FMS pueden clasificarse en dos grupos:
1 . Fermentación sin agitación.
2. Fermentación con agitacion ocasional o continua.
2.1.
2.2.
2.3.
2.4.
Fermentaciones con agitación ocasional sin aireación forzada.
Fermentaciones con agitación continua lenta.
Fermentaciones con agitación ocasional con aireación forzada.
Fermentaciones con aireación forzada y agitación continua.
Tipos de Bioreactores.
Los
parámetros de los proceso son factores muy importantes de tomar encuenta para el diseño de un bioreactor para FMS. La información disponible
sobre requerimientos de consumo de sustrato, transferencia de oxígeno y
cinéticas de crecimiento no proveen un conocimiento detallado para el diseño del fermentador (Pandey, 1991).
Una gran cantidad de bioreactores han sido utilizados en FMS por lotes o continuas. Los estudios a nivel laboratorio generalmente se llevan a cabo en
matraces cónicos o botellas Roux. A gran escala, los fermentadores utilizados
pueden ser de charolas, tipo tambor o algunos otros como fermentadores en
columna.
Fermentadores de Charolas.
Son los más sencillos, pueden ser de madera, metiilicos (aluminio o acero) o
plásticos. La parte baja está perforada de tal manera que soporte al sustrato y permita la aireación. Estos fermentadores generalmente están provistos de una chaqueta donde se crea una atmósfera de humedad controlada. La temperatura
de la fermentación se controla circulando aire caliente o frío según sea
Carlos Costa G. 5
Este tipo de fermentadores necesitan una gran área para operar, son de alto costo. El sustrato requiere de esterilizarse por separado (Pandey, 1991).
Fermentadores de Tambor.
Consisten básicamente de un reactor en forma de tambor equipados con un sistema de rotación y usualmente de una entrada y salida de aire. La entrada del aire debe correr paralela a la parte baja, al centro o a todo lo largo del tambor. Estos sistemas emplean sistemas de a i r e a c h forzada. El mezclado del sustrato normalmente se lleva a cabo por rotaciórl usualmente entre 1 y 15 r.p.m. Una desventaja, con tasas de mezclado altas, es el daño producido a los
micelios, aunque los reportes en la literatura son contradictorios en este respecto (Pandey, 1991).
Una desventaja mayor, además de los problemas de manejo por su gran tamaño, es la agregación de las partículas de sustrato en perlas.
Fermentadores en Columna.
Montaje de un reactor para fermentaciones dlidas y desarrollo del software para la captura de datos en llnea 6
Registro Continuo
El registro continuo y control de varios parámetros, son de importancia crítica para el poder obtener altas productividades en FMS. El rezago en este aspecto ha sido, en parte, responsabilidad de los países Europeos que dejaron el desarrollo de las FMS hasta 1980. Algunos estudios recientes muestran el desarrollo de estrategias para sobreponerse a los problemas de registro continuo y control de fermentadores (Saucedo-Castañeda et al, 1992).
La aireación y humedad del medio son dos de los factores críticos que gobiernan la productividad y que no sólo provee el oxígeno sino que además remueve el calor metabólico, productos gaseosos y volátiles de producto de la fermentación. Recientemente, la tasa de aireación ha sido integrada con el control de temperatura y humedad contenida en la condensación del vapor (Saucedo-Castañeda et al 1992).
Las mediciones del consumo de oxígeno o la evolución de bióxido de carbono usualmente son utilizados indirectamente para estimar la biomasa y para tomar en cuenta para el escalamiento de los procesos de FMS.
El registro continuo y control de los niveles de oxígeno y bióxido de carbono en FMS se pueden realizar midiendo los gases en la salida del fermentador. La necesidad de un sistema simple y eficiente para el registro continuo y control de oxígeno y bióxido de carbono en procesos de FMS es un prerequisito para la optimización y escalamiento de estos procesos.
Saucedo-Castañeda y colaboradores (1 992) reportaron dos versátiles sistemas automatizados y en línea para el registro continuo y control de oxígeno y bióxido de carbono para procesos de FMS. Uno de ellos es un sistema de registro continuo de procesos de FMS aeróbicas y anaeróbicas. Este sistema permite monitorear automáticamente y en línea sin alterar el cultivo. Se basa en el muestre0 del gas utilizado en el fermentador, la separación y estimación del
Carlos Costa G . 7
lo que el gas desprendido del fermentador hubo que pasarlo por una columna de silica gel antes de ser medido en el cromatógrafoi de gases.
El segundo es un sistema para el registro continuo y control de gases en
procesos aeróbicos, este se desarrolló para controlar los gases de FMS en
condiciones no críticas de
O2
administrando aire de acuerdo a losrequerimientos del cultivo, que varía dependiendo de la fase de crecimiento.
Este sistema fue capaz de monitorear continuamente concentraciones de
O2
yCOZ en el aire de salida y modificar automáticamente el flujo de aire que se le administraba al reactor para mantener constante la 'composición de los gases a la salida del reactor. Este sistema puede ser utilizado únicamente para un
fermentador pero para todos los tipos de FMS aeróbicas. Consiste en un
condensador para
la
separación de la humedad, un criostato, una columna desilica gel, analizadores individuales de
02,
bombas de membrana unaMontaje de un reactor para fermentaciones sblidas y desarrollo del sortwdre para la captura de datos en línea 8
2. ANTECEDENTES.
La historia del desarrollo de las FMS ha sido revisada por varios autores, Pandley (1 991) hizo una recopilación de estas revisiones donde muestra que las FMS han sido utilizadas desde tiempos remotos. El uso de la salsa de soya "koji" en China, Japón y el sureste de Asia se remonta a hace más de 1000
años y quizás a más de 3000 años en China. El "Miso", un alimento fermentado, es tradicionalmente producido en Japón, China, Taiwan y Filipinas por FMS. Posteriormente, en el Siglo XVlll se desarrolla la producción de vinagre y de ácido gálico, este último usado para la imprenta. En el Siglo XIX y principios del
XX comienza el tratamiento de aguas negras, la obtención de enzimas fúngicas y la producción de ácido cítrico. Posteriormente, entre 1940 y 1950, la producción de penicilina en FMS y fermentaciones sumergidas sería un descubrimiento fantástico para el desarrollo de la industria de la fermentación, a partir de ese momento se desarrollan procesos como la transformación de esteroides por cultivos fúngicos, producción de micotoxinas, alimentos
enriquecidos con proteínas y varios productos más como el alcohol y el ácid0 giberélico.
Los países asiáticos han realizado una serie de esfuerzos para establecer plantas automatizadas que permitan obtener ventajas económicas significativas sobre
los
procesos convencionales de fermentación sumergida, sin embargo los detalles de los procesos tecnológicos son guardados como secretos industriales.Carlos Costa G. 9
3. JUSTIFICACI6N Y NATURALEZA DEL PROYECTO.
Este proyecto puede dividirse en dos grandes carnpos de acción; el primero corresponde al diseño de dos bioreactores para FMS que son necesarios para el escalamiento de este tipo de fermentaciones a nivel de planta piloto. Con estos reactores se pretende hacer estudios posteriores que permitan analizar y controlar las diferentes variables importantes en las FMS como son temperatura, concentración de oxígeno y de bióxido de carbono. Es necesario que estas mediciones se lleven a cabo en continuo, es decir, mientras se esté llevando la fermentación ya que esto permitirá que se puedan tomar las medidas correctivas pertinentes inmediatamente, lo cual favorecerá considerablemente el desarrollo de la fermentaci6n. Algunos otros factores importantes en el desarrollo de cualquier fermentación son el pH, la humedad, la esterilidad, etc., sin embargo, estos no se tomaron en cuenta en el presente trabajo debido a la dificultad que puede tener el registro continuo de estas mediciones, así como la dificultad que puede presentar el tomar medidas automáticas para corregirlas.
El segundo campo de acción es el relacionado con los procesos que permitirán, en un futuro, controlar estas variables, para esto se desarrollará un programa que permita la captura y manipulación de datos obtenidos de un simulador. Este programa será un paso intermedio entre lo que ya se ha realizado en la Planta Piloto de Fermentaciones en1 este campo y la posterior automatización de los procesos reales de fermentación.
Montaje de un reactor para fermentaciones dlidas y desarrollo del solfhmre para la captura de datos en llnea 10
4. OBJETIVOS Y ALCANCES:
Objetivo General:
Continuar con
los
procesos de automatización de Fermentaciones en Estado Sólido (FMS) a nivel de planta piloto que actualmente se realizan en la Planta Piloto de Fermentaciones.Objetivos Particulares:
1.
2.
Diseñar y montar dos bioreactores con diferente relación de diámetro / altura en donde se puedan medir en diferentes puntos (modificando altura y radio) las variables de la fermentación.
Desarrollar el software que permita manipular datos de temperatura, oxígeno
y bióxido de carbono obtenidos de un programa simulador para su posterior adaptación a un proceso real.
ALCANCES:
El diseño de
los
biorreactores consistirá de la Ingeniería Conceptual y de la Ingeniería Básica, sin embargo, la Ingeniería de Detalle no se cubrirá en este trabajo debido a la falta de experiencia que se tiene en este ramo, pero se realizará una investigación bibliográfica sobre el tema.Carlos Costa G . 11
5. INGENIERíA DE PROCESOS.
"La Ingeniería de Procesos es la rama de la Ingeniería Química que relaciona fenómenos fundamentales, operaciones unitarias y procesos químicos en forma coherente y funcional, permite la creación, cuantificación y análisis de esquemas de flujo de proceso, así como proporciona una metodología para la planeación, diseño, operación y control para cualquier clase de operación, proceso y la industria química en si." (Aerstin y Street, 1978).
La Ingeniería de Procesos es entonces una herramienta de la Ingeniería Química, o bioquímica en este caso, que participa an el desarrollo de nuevos y
mejores métodos para transformar datos experimentales y de operación a diseños confiables y económicos de diagramas de flujo de proceso y por lo tanto de plantas a nivel piloto e industrial.
Las principales actividades e información generada por esta disciplina es la siguiente:
0 Revisión de la lngeniería Básica.
0 Edición de los Diagramas de Tubería e instrumentación (DTI)
Preliminares.
0 Edición de las Especificaciones Generales. 0 Hojas de Datos para el Departamento Mecánico. 0 Edición de la Lista de Equipo.
0 Edición de la Lista de Motores.
Revisión de los Requerimientos de Servicios Auxiliares para la Planta.
Balances de Materia y Energía.
Elaboración de Diagramas de Flujo de Proceso.
Montaje de un reactor para fermentaciones s61idas y desarrollo del soRware para la captura de datos en llnea 12
5.1 INGENIERíA CONCEPTUAL.
La primera fase en realizarse dentro de un proyecto industrial es la Ingeniería Conceptual, también conocida como “el conocimiento de cómo hacer las cosas” o “Know
-
How“.Esta fase consiste en el desarrollo o adquisición de aquella tecnología que servirá de base para la elaboración de una serie documentos que forman el marco de referencia sobre la cual se basarán tanto la ingeniería Básica como la de Detalle.
Descripcidn de la Necesidad.
Se requieren uno o varios reactores a nivel planta piloto para realizar FMS en
los cuales las relaciones L / D puedan variarse y que además permitan realizar mediciones de variables importantes, como temperatura y concentraciones de
O2
y COZ, a diferentes alturas y radios .Una vez establecida la necesidad, Ulrich (1 986) recomienda tres pasos para determinar y definir correctamente el proyecto
a
desarrollar.1. Comprensión del Proceso. 2. Eliminación de Posibilidades.
3. Definición de Condiciones y Capacidades.
Carlos Costa G. 13
Los fenómenos de FMS son similares a los que ocurren en el medio ambiente, como el caso del composfeo, descomposición de basura, putrefacción de frutas y verduras, etc., sin embargo, las FMS
son
más complejas que las FS ya que las interacciones ambiente-sustrato-microlorganismo tienen diversas limitaciones físicas pudiendo presentar gradientes de temperatura, pH,humedad, concentración de
02,
a pesar de esto, las FMS presentan algunas ventajas sobre los cultivos líquidos ya que no requieren de condiciones asépticas, permiten una mayor concentración de producto y un bajo gasto de agua.Para aumentar la productividad de este tipo de procesos, es necesario contar con sistemas eficientes de remoción del calor generado por el
metabolismo de los microorganismos que están llevando a cabo la fermentación. Se ha observado que durante una ferrn~entación, los gradientes de temperatura pueden llegar a ser de 3°C / cm y que! la remoción de calor está asociada a
los
cambios de entalpía al vaporizarse el agua.(Lonsane, et al, 1 992).Otro de los parámetros importantes a considerar es la humedad ya que en general el tipo de microorganismos capaces de crecer en FMS está determinado por el factor de actividad de agua (aw). El cual se define como la humedad relativa de la atmósfera gaseosa que está en equilibrio con el sustrato (Pandey, 1991). El aw de un sustrato expresa cuantitativamente el requerimiento de agua para la actividad microbiana.
El agua pura tiene un aw
=
1.00 y decrece al añadirle solutos. Las bacterias crecen principalmente en valores altos de aw y los hongos fiiamentosos y algunas levaduras pueden crecer en valores de aw bajos (0.6-
Montaje de un reactor para fermentaciones s6lidas y desanollo del soRware para la captura de datos en llnea 14
El control del aw en los sutratos sólidos puede realizarse mediante la medición de la humedad relativa del aire y puede utilizarse para modificar la producción metabólica o la excreción de los microolrganismos ya que el aw es un parámetro fundamental para la transferencia de agua y solutos a través de la membrana celular.
El escalamiento a nivel planta piloto es el punto de enlace para la
transferencia de un proceso a nivel laboratorio hacia la producción a escala comercial. Además, provee mayores cantidades de producto que se pueden
requerir para la evaluación del producto.
Existe una serie de etapas que puede o no seguirse para desarrollar una planta a nivel comercial. El número de etapas que se toman en cuenta depende del proceso que se está diseñando y de la experiencia que se tenga en este trabajo.
Un buen procedimiento para el escalamiento de Fermentaciones
Sumergidas (FS) que se puede aplicar a las FMS, consiste de las siguientes etapas: (Lonsane, 1992)
Nivel Matraz de 50
-
1OOOg. Capacidad de trabajo para la selección de cultivos, optimización de procesos y de variables experimentales. La obtención de datos se facilita por tiempos más cortos y por los bajos costos.Fermentador a Nivel Laboratorio 5
-
20 kg. Capacidad de trabajo para la selección de desarrollo del procedimiento de inoculación, esterilización del medio, aireación, agitación, estandarización de varios parametros como la tasa de transferencia de oxígeno, la tasa de evolución de COZ, selección de las estrategias e instrumentos de control, evolución dela
economía del proceso y su posibilidad comercial.Fermentador a Nivel Piloto 50
-
5000 Kg. Se obtienen datos para la selección del mejor procedimiento de inoculación, esterilización del medio. Facilita los estudios fisicoquímicos y de toxicidad y de la viabilidad del proceso.7
Carlos Costa G. 15
Fermentador a Nivel Producción 25
-
1000 Ton. Es la última etapa y busca el retorno de las inversiones que se realizaron durante el desarrollo del proceso.Algunos de los problemas que se pueden presentar durante las diferentes etapas del escalamiento son los siguientes:
Aireación. La aireación no
sólo
provee de oxígeno, sino quesimultáneamente remueve el COS, otros metabolitos volátiles y el calor de la fermentación. La tasa de aireación es determinada, por lo tanto, por factores como los requerimientos para el crecimiento de los microorganismos, la producción de metabolitos gaseosos y volátiles y por la evolución de calor.
Existen muchos parámetros y características del medio que pueden afectar las tasas de transferencia incluyendo la presión y flujo de aire, la porosidad de los sólidos, altura de la cama de sólidos de fermentación, perforaciones en el tanque de fermentación, contenido de medio, geometría del reactor y la geometría y velocidad de rotación de los impulsores.
Agitación. Es necesario enfatizar que la agitación no es necesaria en la mayoría de las FMS, sin embargo, la agitación periódica o continua usualmente es esencial para algunas FMS. La necesidad de agitación en FMS está basada fundamentalmente en el tipo de proceso, en el diseño del reactor y en el producto que se quiera generar.
Remoción del Calor. Una gran cantidad de calor metabólico es generado en el curso de las fermentaciones y es directamente proporcional al nivel de actividad metabólica del sistema. Además, existe calor mecánico generado durante la agitación y el burbujeo del aire que es menor al generado metabólicamente. Las temperaturas pueden elevarse 17-20°C en el centro de la cama y hasta 60-70°C en la región más interna de la fermentación de la composta.
Montaje de un reactor para fermentaciones s6lidas y desarrollo del soitware para la captura de datos en línea 16
del fermentador. Esto es adecuado a nivel laboratorio, pero a escalas mayores
se recomiendo utilizar agua de enfriamiento además de utilizar
intercambiadores de calor. Es necesario recalcar que el tamaño del fermentador
incrementa con el cubo de las dimensiones lineales y el área para la
transferencia de calor incrementa con el cuadrado de las dimensiones lineales.
Este decremento en la superficie de transferencia de calor a grandes escalas
representa el tamaño límite en una planta industrial.
Control del pH. El monitoreo y control del pH 'en FMS es difícil ya que no existen electrodos disponibles para la medición de esta variable en ausencia de
agua libre. La mezcla de pequeñas cantidades de algún ácido o de algún álcali
en el seno de los sólidos sería altamente problemático en FMS sin agitación ya que la concentración de estas sustancias debe ser muy alta para evitar cambios drásticos en la humedad del sistema.
El control del pH durante la fermentación involucra la inclusión de
amortiguadores en el medio y el uso de urea como fuente de nitrógeno en lugar de sales de amonio.
Como un segundo paso recomienda la Eliminación de Posibilidades, esto es,
realizar una tabla de decisiones para identificar la mejor opción para realizar nuestro proyecto. La tabla No. 1 hace posible conocer las alternativas que merecen una atención más detallada.
Tabla No. 1 . Posibles Materiales para la Construcción de Fermentadores. Material de Construcción Criterios
Resistencia a la Acero al Carbón Plástico
Acero Inoxidable
Alta Baja
Corrosividad Alta Alta Media
Durabilidad Alta Baja
Alta Resistencia de los Materiales
Transferencia de Calor Baja Baja Alta
Baja
Carlos Costa G. 17
Como se puede observar en la tabla No. 1 , la única ventaja real que presenta el plástico sobre los dos tipos de acero es el costo, sin1 embargo su durabilidad es menor y la resistencia a la transferencia de calor es mucho mayor por lo que el plástico se debe descartar como material de construcción de los fermentadores.
Entre los dos aceros, la diferencia más importante es la corrosividad ya que puede darse el caso de que para remover el calor generado durante la fermentación, sea necesario utilizar un baño de agua.
El paso 3 es la Definición de Condiciones y Capacidades en donde se definen las principales variables del proceso. Como se planteo desde un principio se requiere poder hacer mediciones de una serie de variables a diferentes diámetros y alturas y que los fermentadores tengan la flexibilidad para cambiar su relaciones L / D.
Montaje de un reactor para fermentaciones dlidas y desarrollo del software para la captura de datos en línea 18
5.2 INGENIERíA BÁSICA.
Esta fase, normalmente es una de las más importantes en un proyecto industrial, consiste en la elaboración de una serie de documentos a partir de una tecnología dada, que son necesarios para el diseño de los equipos e instalaciones de las plantas de proceso. Dichos documentos comprenden
fundamentalmente a la ingeniería del proceso respectivo, así como aquella
información que permita lograr el diseño de la planta de una manera funcional, eficiente, cómoda y confiable.
Los documentos que integran la ingeniería básica son los siguientes:
1.
2.
3.
4.
5.
6.
7 .
a.
9.
DESCRlPCldN DEL PROCESO. DIAGRAMAS DE BLOQUES. DIAGRAMAS DE FLUJO.
DIAGRAMAS DE TUBERíAS E INSTRUMENTACIÓN. REQUERIMIENTOS DE SERVICIOS AUXILIARES. DIAGRAMAS DE DISTRIBUC16N.
HOJAS DE DATOS DE LOS EQUIPOS DEL PROCESO. ESPECIFICACIóN DE INSTRUMENTOS Y TUBERíAS. FILOSOFíA OPERACIONAL.
1.- Descripción del Proceso.
El objetivo de este documento es el de dar a conocer las características fundamentales del proceso para facilitar la interpretación de los diagramas correspondientes. Básicamente incluye la información más relevante del proceso, que permita conocer las características y condiciones de operación de
Carlos Costa G . 19
El presente trabajo continua con el proceso de automatización de fermentaciones sólidas que se llevarán a cabo en fermentadores en columna los cuales estarán provistos de una serie de puntos de muestre0 en los que periódicamente se medirá la temperatura y se tomarin muestras que se pasaran por un cromatógrafo de gases que a su vez enviará sus resultados a una
computadora personal que los almacenará y los presentará gráficamente en la pantalla. En caso de que alguno de los resultados este fuera de un rango preestablecido, la computadora enviará una señal que permita modificar las
condiciones de entrada del aire como el flujo y la temlperatura.
2.-
Diagramas
de Bloques.Son una representación esquemática de los pasos que debe seguir el proceso de FMS. Este diagrama debe incluir las condiciones más importantes que afectan directamente las FMS. (Ver Figura 1).
Figura No. 1 Diagrama de Bloques del Proceso
0
LCORRECTA?1
AUMENTAREL
FLUJO DE AIRE
BAJO?
Montaje de un reactor para fermentaciones s6lidas y desarrollo del software para la captura de datos en línea 20
Como se puede observar en la figura No.1 existen cuatro puntos críticos en las
FMS, en estos puntos se toman decisiones sobre si son o no correctas la
temperatura, el oxígeno, el COZ y sobre si el tiempo preestablecido para la
fermentación ya transcurrió.
3.- Diagramas de Flujo de Proceso.
Son una representación esquemática del proceso invoiucrado en el diseño de
una planta. Debe mostrar el equipo involucrado en el mismo, así como su
interrelación y condiciones de operación.
Este documento debe incluir además la siguiente información:
a) Instrumentación básica de control de proceso.
b) Corrientes de procesos numeradas para su identificación.
c) Resumen de balances de materia y energía.
Carlos Costa G. 2 1
Figura
No.2
Equipo involucrado
en
una FMS automatizada.
m
1 .- Generador de aire húmedo caliente
2.- Regulador de la presi6n del aire de entrada (controlado por 8) 5.- Examinador de gases 3.- Fermentador en columna 6.- 7.- Cromatrbgrafo de gases Inyector de gas 4.- Tubos con silics gel 8.- Computadora personal
La figura 2 muestra un esquema del equipo involucrado en las
FES,
estas se llevarán a cabo en el fermentador en columna (3) del cual se tomarán una serie de mediciones de temperatura y de gases en distintos puntos de la fermentación. Las muestras de gases pasarán a través de unas pequeñas columnas de silica gel (4) para reducir su humedad y la interferencia que ésta pueda tener con los resultados arrojados por el cromatógrafo de gases (5). Este último enviará los resultados a una computadora personal (8) la cual losMontaje de un reactor para fermentaciones sblidas y desarrollo del software para la captura de datos en línea 22
4.- Diagramas de Tubería e Instrumentación.
En estos diagramas se incluyen todos los equipos de proceso de la planta,
tuberías, válvulas, instrumentos, líneas de servicias auxiliares, válvulas de'
seguridad, las notas necesarias para la interpretación correcta de los
diagramas, clave y nombre de los equipos, así como sus características más
representativas, tales como carga térmica en intercambiadores de calor,
dimensiones, presiones y temperaturas de diseño en1 recipientes, etc. Para los
equipos de proceso, se presenta tanto su número corr~o su arreglo definitivos.
A las líneas de proceso se les identifica con diámetro, servicio y especificación y
se les incluyen los accesorios necesarios para su correcta operación; en las
estaciones de control se muestra su arreglo, indicando tamaños de las válvulas de bloqueo y desvío, y la posición de la válvula de control a falla de aire;
los
instrumentos están numerados; las válvulas de seguridad muestran su
localización e identificación sin indicar diámetro, número y especificación de las líneas de entrada y salida de las mismas. Se indica también la altura tentativa de los equipos que la requieran por proceso y las notas para diseño, asi como el número preliminar de serpentines a los calentadores de fuego directo.
5.- Requerimientos de Servicios Auxiliares.
En este apartado se indican todos los servicios que el proceso necesita para su funcionamiento como agua, vapor refrigerante, etc. Deben indicarse también las condiciones a las cuales son requeridos, temperatura, presión, flujos, etc.
6.- Diagramas de Distribucibn.
Los arreglos de distribución en planta son más un arte que una ciencia. Estos
Carlos Costa G. 23
dentro de la planta, atendiendo como criterios principales a la seguridad,
funcionalidad y costos de construcción, operación y mantenimiento.
A través del arreglo óptimo se trata de minimizar los siguientes problemas:
a) Daños al personal durante la operación normal.
b) Daños al personal en caso de incendio, explosión u otros accidentes. c) Datios a la propiedad en
caso
de incendio o explosión.d) Altos costos de mantenimiento.
e) Alto número de operarios al funcionar la planta.
9
Altos costos de operación.g) Altos costos de construcción.
h) Costos futuros de planeación por expansión.
i) Tiempos y movimientos excesivos.
(Ver Figura 3).
Figura
No.3
Distribución del equipo dentro de la Planta Piloto (PP4)
Planta Piloto de Fermentaciones S6lidas (PP4)
Gavetas
1
Baños de AguaI
Prensar-"
7-
Montaje de un reactor para fermentaciones s61idas y desarrollo del software para la captura de datos en línea 24
El esquema representado en la figura 3 es solamente una propuesta ya que debido a la gran flexibilidad que presenta el sistema que se desarrolló, es
posible cambiar de lugar en conjunto de instrumentos según sea requerido por las necesidades propias de la Planta Piloto. Sin embargo, deben considerarse los siguientes aspectos:
O Debe ser una área por la cual el flujo de personas sea mínimo para
evitar que pueda existir cualquier tipo de accidente que dañe a la persona o a las mediciones.
O Debe evitarse el paso alrededor del equipo 1, 2 y 3 ya que estos
equipos o las tuberías que los conectan pueden estar a altas temperaturas.
0 Debe de existir una zona de trabajo desde la cual el operador pueda
acceder a todos los equipos de control.
7.- Hojas de Datos de Equipos de Proceso.
En términos generales, estas hojas contienen los datos necesarios para el diseño mecánico, o especificación de los equipos inwolucrados en el proceso. Esta información consiste fundamentalmente en datos de flujos, condiciones de entrada y salida, propiedades del fluido manejado, recomendaciones de los materiales de construcción, capacidad, condiciorles de diseño, dibujos esquemáticos con las dimensiones principales, etc.
8.- Especificacich de Instrumentos y Tubería.
Como el título lo indica, en este apartado se deben describir todas las especificaciones de instrumentos y tuberías, como son materiales de
Carlos Costa G . 25
9.- Filosofía Operacional.
En este documento se analiza el comportamiento de la planta definiéndose los lineamientos generales para su adecuada operación en condiciones normales y especiales. Se incluyen los siguientes tópicos:
a) Generalidades.
b) Variables de operación y control de proceso. c) Operaciones anormales.
d) Procedimientos de control analíticos.
e) Recomendaciones para las operaciones; de arranque, paro y emergencia.
Montaje de un reactor para fermentaciones s6lidas y desarrollo del sofhuare para la captura de datos en línea 26
5.3 INGENIERíA DE DETALLE.
Como se mencionó anteriormente, este trabajo no incluye la ingeniería de detalle, sin embargo, a continuación se presentan algunas de los aspectos que se deben de cubrir para llevar a cabo un estudio de este tipo.
En la ingeniería de detalle intervienen profesionales de muy diversas especialidades entre los que se encuentran químicos, ingenieros, químicos, civiles, eléctricos, mecánicos, electrónicos, industriales, etc. Estos especialistas basan su actividad en procedimientos de trabajo, normas y estándares de diseño que permiten uniformizar y coordinar el trabajo de disciplinas profesionales tan diversas, no sólo entre si, sino también en la industria nacional e internacional.
Para poder realizar el tipo de trabajo comprendido en la ingeniería de detalle es necesario la agrupación de las distintas especialidades profesionales de la manera siguiente o en forma similar dependiendo de la firma de ingeniería.
Ingenieria de Procesos.
Ingeniería de Instrumentación. Ingeniería de Tuberías. Ingeniería Mecánica. Ingenieria Eléctrica. Ingeniería Civil.
Ingeniería de Procesos.
Carlos Costa G. 27
proceso, asimismo proporciona una metodología para la planeación, diseño,
operación y control para cualquier clase de operación, proceso y la industria
química en si.
Las principales actividades e información generada por esta disciplina es la siguiente:
Revisión de la ingeniería básica.
Edición de los diagramas de tubería e instrumentación preliminares. Edición de especificaciones generales.
Hojas de datos para el departamento mecánico.
Datos de proceso a instrumentación como índice de líneas, índice de
servicios e índice de instrumentos. Edición de la lista de equipos. Edición de la lista de motores.
Revisión de los requerimientos de servicios auxiliares para la planta.
Balances de materia y energía.
Elaboración de diagramas de flujo de proceso.
Plano de localización general de equipo o diagrama de distribución.
Ingeniería de Instrurnentacibn.
Este sección de ingeniería lleva a cabo la selección, especificación y diseño
completo del control e instrumentación de la planta a partir de la información proporcionada por la ingeniería básica.
La principal información que se genera en esta disciplina es la siguiente:
Montaje de un reactor para fermentaciones dlidas y desarrollo del sofhmre para la captura de datos en linea 28
Preparar especificaciones y lista de rnaterial para todos 10s instrumentos y tableros de control
Preparar los dibujos de detalle de instalación para todos los instrumentos que se requieran.
Proporcionar asistencia técnica a las secciones de tubería y eléctrica en la preparación de planos de rutas y señales de conexión de instrumentos.
Plano de localización general de instrumentos, mostrando las
coordenadas y claves de todos los instrumentos instalados en campo. lndice de instrumentos, enlistando todos los componentes de los
diferentes circuitos de control, sus claves de identificación, servicio, número de diagrama de control y tubería e instrumentos.
Dibujos típicos de instalación, mostrando en isométricos la instalación típica de instrumentos, la especificación y lista de materiales.
Ingeniería de Tuberías.
Las plantas de proceso utilizan virtualmente todos los servicios de tuberías y en la mayoría de ellas, la tubería reviste una importancia económica ya que llega a representar del 30 al 50% del costo de la planta, asimismo la ingeniería de detalle, el diseño de tuberías representa hasta el 50% de las horas / hombre de un proyecto.
Esta sección se encarga de determinar la colocacibn y trayectorias de los diversos sistemas de tuberías y accesorios de acuerdo a los requerimientos de proceso, necesidades de operación y mantenimiento.
Carlos Costa G. 29
maqueta de la planta a rigurosa escala y en base a esta se realizan los isométricos.
Las principales actividades e información generada por la ingeniería de tuberías son:
0 Planos de plantas y elevaciones de tubería, mostrando a escala todos
los arreglos de tubería, localización de accesorios e instrumentos, equipo y edificios, identificación de tuberías y boquillas.
0 Maqueta constructiva elaborada en secciones a escala, mostrando
equipos, edificios, soportería, tubería y accesorios, plataformas y
escaleras, ubicación de drenajes y límites de batería, localización de alambrado e instrumentos.
Dibujos isométricos de tubería para la fabricación de las mismas, mostrando diámetro, número, especificación y trayectoria de cada
línea, instrumentación y accesorios montados sobre la tubería, elevaciones y coordenadas del trazo, conldiciones de operación y
prueba, y lista de materiales para fabricación y montaje.
Análisis de esfuerzos en tuberías por temperatura, presión y peso propio.
Análisis de colocación de juntas de expansión, localización y dimensionamiento de curvas de tubería y especificación de resortes y soportes de tubería.
Dibujos de detalles y especificación de apoyos, guías y grapas de tubería en recipientes, edificios y marcos-soporte.
Ingeniería Mechica.
Esta disciplina es responsable de calcular, seleccionar y especificar los
Montaje de un reactor para fermentaciones sblidas y desarrollo del software para la captura de datos en línea 30
ingeniería básica, además auxilia al grupo de compras en la selección de proveedores, esta secci6n se encuentra dividida en especialidades como:
0 Diseño de recipientes.
Equipo rotativo.
0 Manejo de sólidos.
0 Aire acondicionado. 0 Contra incendio.
La información y actividades efectuadas en esta especialidad son las siguientes:
Espesores del cuerpo y tapas.
Tamaño, tipo y orientación de boquillas.
Diseño de faldones de torres y soportes de recipientes a presión. Tipo y características de soportes de aislamiento.
Dibujos detallados del equipo, mostranldo las especificaciones técnicas.
Ingeniería Elbctrica.
Carlos Costa G. 3 1
Esta sección es responsable de:
e
e
e
e
e
e
e
e
e
e
e
e
Seleccionar y/o recomendar
los
códigos de diseño aplicables.Preparar la clasificación de áreas de acuerdo a la información de proceso a fin de que las secciones mecánicas, instrumentación,
tuberías especifiquen el equipo y sistemas que cumplan con
los
requisitos de esta clasificación.Realizar la ingeniería, el diseño, especificación, lista de material y selección técnica del equipo eléctrico.
Diseñar los sistemas de fuerza, alumbrado, conexión de instrumentos, tierras y comunicaciones.
Lista de materiales.
Dibujos de arreglo de equipo. Dibujos de arreglo de equipo.
Dibujos del sistema general de distribución de fuerza. Dibujos de cédula de conductores.
Dibujos de la red del sistema general de tierras y pararrayos. Cuadro de balance de cargas y especificación de tableros de alumbrado.
Diagramas de control eléctrico con circuitos ds control.
Ingeniería Civil.
Este grupo es responsable de realizar el diseño civil arquitectónico, y estructural de la planta, es responsable de especificar y cuantificar los materiales necesarios para la obra civil y en ocasiones también le corresponde supervisar .
Montaje de un reactor para fermentaciones dlidas y desarrollo del s o f h r e para la captura de datos en linea 32
Las actividades e información generada por esta especialidad son las siguientes:
0 Cálculo, diseño y dibujo de cimentaciones de equipo de proceso, de
estructuras de concreto para edificios y soportería de tubería.
0 Cálculo, diseño y dibujos de edificios y estructuras de acero.
0 Plano clave de cimentaciones.
0 Dibujos definitivos de plantas y fachadas arquitectónicas, cortes y
Carlos Costa G . 3 3
6.- DISEÑO Y DESARROLLO DEL SOFTWARE.
6.1.- L6gica de la Programaci6n.
Uno de los aspectos más importantes de este trabajo fue el desarrollo de un programa que, como ya se mencionó anteriormente, permita la captura y
manipulación de datos obtenidos de un simulador.
Dos de los objetivos de utilizar un programa que controle algunos de los aspectos importantes en el desarrollo de una fermentación son:
a) Facilitar o Reducir de manera considerable el trabajo del operador emitiendo señales de alerta en condiciones críticas o realizando acciones para mantener la fermentación en condiciones óptimas.
b) Producir una memoria de datos obtenidos a todo lo largo de la fermentación que permita manipularlos y analizarlos posteriormente.
En base a los dos puntos antes mencionados sf? hizo un análisis para establecer el mecanismo para desarrollar el software, y de éste se desprenden
dos funciones básicas que debe poder desarrollar: Mostrar en pantalla todos los
datos creados por el simulador, haciendo lecturas cada determinado tiempo
(establecido por el usuario), y hacer los cambios respectivos en pantalla. Debe también poder mostrar el historial de cada sensor mediante una gráfica de "lecturas de los archivos" contra el tiempo, desde el inicio hasta la última lectura realizada. Debido a las necesidades del programa mismo se optó por utilizar TPascal como lenguaje de programación.
Montaje de un reactor para fermentaciones sblidas y desarrollo del software para la captura de datos en línea 34
Comienza pidiendo que se le alimenten los datos necesarios para su funcionamiento, como son el número de módulos con que cuenta el fermentador (de uno a tres, esto se debe a que está enfocado para trabajar con un tipo determinado de fermentador que es con el que cuenta la Planta Piloto de' Fermentaciones el cual puede estar formado por
uno,
dos o tres módulos ensamblados entre si, lo que permite cambios en la relación UD), el tiempo total de fermentación, el tiempo que habrá entre mediciones (el programa indica el tiempo mínimo que puede haber entre las mediciones ya que tiene un número máximo de puntos que puede graficar).Una vez que el usuario alimenta estos datos a
la
computadora, aparece una primera pantalla gráfica en la cual se le pide al usuario que indique el tipo de sensor (de temperatura, de oxígeno, de bióxido de carbono o ninguno) que se localizarán en cada una de las nueve ventanas que hay por cada módulo. Como se muestra en la figura No. 4.Figura No. 4 Pantalla de alimentación de datos.
Oprime T(Temperatura), O(0xígeno) 6 C(C02)
1 I
La ventana 1 medir& T
La ventana 2 medirá:
Carlos Costa G . 35
datos de cada archivo creados por el simulador, los cuales deben tener las siguientes características:
Los nombres de los archivos deben ser:
Temp.dat para los datos de temperatura. 0xig.dat para los datos de oxígeno.
C02.dat para los datos de bióxido de carbono.
y deben estar estructurados de la siguiente manera:
Las columnas representan
los
sensores. Los renglones representan los tiempos.Ejemplo:
Tabla No. 3 Estructura de los archivos de datos producidos por el simulador.
Sensores
Tiempos 1 2 3 4
1
21.3 21.7
22.1 22
4
21 21.5
22 21.3 3
20.4 22
20.5 21
2
20 20
20 20
~
En la Tabla No.3 se puede ver que al tiempo 1 , la lectura obtenida en los cuatro sensores es de 20. Para el tiempo 3, el sensor 4 mide 21 , etc.
Montaje de un reactor para fermentaciones s6lidas y desanollo del software para la captura de datos en linea 36
La numeración de
los
sensores es independiente del tipo de sensor, es decir, no importa de que tipo sea el primer sensor alimentado pero el primero que se alimente ,de temperatura corresponderá al primer sensor de temperatura, alsegundo que se alimente de temperatura corresponderá al segundo sensor de temperatura, sin importar cuantos sensores de otro tipo se hallan alimentado entre estos dos sensores. Lo mismo ocurrirá con la numeración de
los
otros dos tipos de sensores. Ejemplo:Tabla No. 4 Ejemplo de numeración para los diferentes sensores según el orden de la
alimentación.
Valor Asignado en el Alimentaci6n Archivo Correspondiente
Carlos Costa G. 37
En la Tabla No. 4 podemos ver como la numeración de los sensores se incrementa según el orden de alimentación pero sólo en el archivo que le corresponde, por ejemplo, el primer dato que se alimentó es de temperatura, por
lo
tanto es el número 1 en el archivo Temp.dat, el segundo que se alimentó es de C02, que será el número 1 en el archivo C02.datI le1 siguiente también es de COZ por lo que va a ser el número 2 en el archivo C02.dat y así sucesivamente.A partir de que el programa comenzó a leer los datos de los archivos hará lecturas cada determinado tiempo utilizando ccno base el tiempo entre lecturas establecido por el usuario.
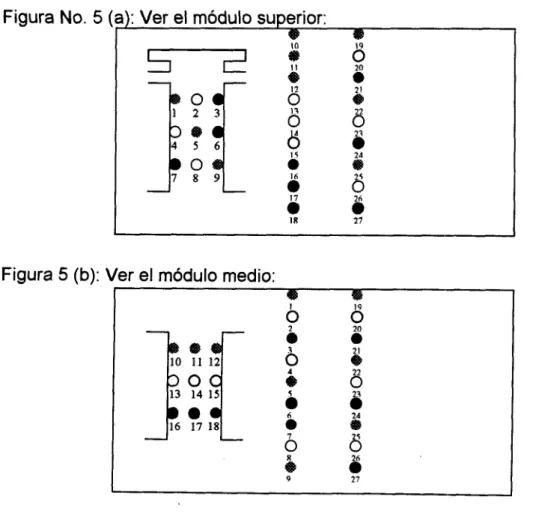
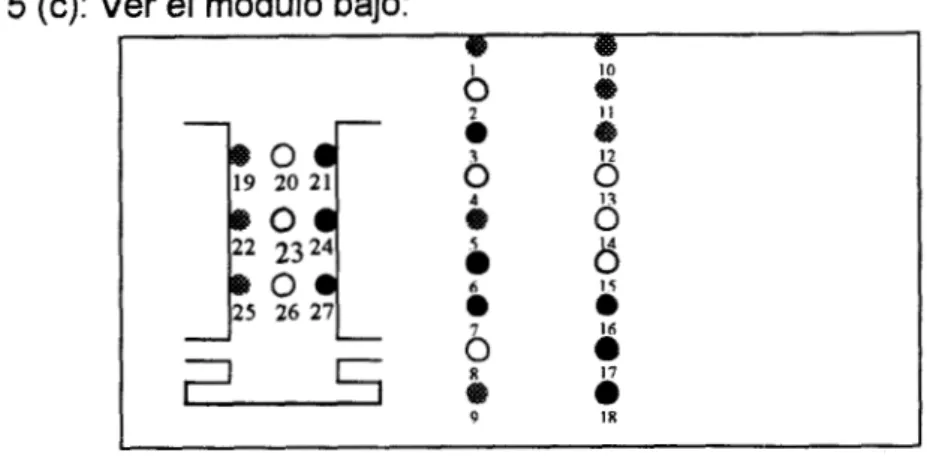
Si el usuario está trabajando con tres módulos tendrá las opciones que se muestran en la figura No. 5:
Figura No. 5
Montaje de un reactor para fermentaciones s6lidas y desarrollo del soffvllrare para la captura de datos en llnea 38
Figura 5 (c): Ver el módulo bajo:
I 9 111
Figura 5 (d): Ver la gráfica del comportamiento de algún sensor durante el tiempo transcurrido:
Sensor No. :l
/
Tiemp
____,
(hrs)O salir del programa.
Carlos Costa G . 3 9
necesario e incluso en la pantalla en la que puede ver el comportamiento de
los
sensores contra el tiempo podrá ver cualquier sensor clue desee pero sólo uno a la vez.
La programación se desarrolló de manera modular ya que este tipo de
programación es uno de los métodos de diseño más flexibles y eficientes para
mejorar la productjvidad de un programa. Así pues, el programa se dividió en
módulos (partes independientes), cada una de los cuales ejecuta una actividad o tarea y se analizaron, codificaron y pusieron a punto independientemente de otros módulos.
Este programa tiene un módulo principal (programa principal) que controla todo lo que sucede; se transfiere el control a submódulos (subprogramas), de modo
que ellos puedan ejecutar sus funciones; sin embargo, cada submódulo
devuelve el control al módulo principal cuando se halla completado su tarea.
Como todo programa, &te es susceptible de sufrir grandes ampliaciones y
mejoras según los requerimientos del equipo de trabajo que lo opere y este tipo de programación facilitará el trabajo de los programadores que se encarguen de realizar estas modificaciones.
Figura No. 6 Estructura del programa Fermentador.
PROGRAMA PRINCIPAL FERMENTAPAS
INICIALEA EL MANEJADOR &FlW
Y CONTIENE EL a a o PRIMPAL
FDAT0S.PAS -0 C€ lNlaAL!Z4a6N, ACTUALIZACI&d Y DESPUE-
W E C€ DATOS.
FORAFMOD.PAS M6ouLO DE PRESENTAa6N
&FICA DEL FERMENT- Y VARIABLES GLOMLES.
El programa Fermentador está compuesto por un módulo principal, FERMENTA.
PAS, y cuatro submódulos, FDATOS.PAS, FGRAFMOD.PAS, FGRAFICA.PAS y
Montaje de un reactor para fermentaciones s6lidas y desarrollo del software para la captura de datos en llnea 40
a
los
otros cuatro, mientras quelos
submódulos están divididos según el tipo de tareas que realizan:FDATOS.PAS Se encarga de todo el manejo de
los
datos, desde la inicialización de las variables hasta el despliegue de los datos en pantalla.FGRAFMOD.PAS Realiza la presentación del programa, así como la entrada de datos y la gráfica de del fermentador. FGRAFICA:PAS Se encarga de realizar las gráficas de las diferentes variables contra el tiempo (fig. 5(c)).
FRMBASIC.PAS Establece el valor de las diferentes constantes que utilizan todos
los
módulos.Carlos Costa G. 4 1
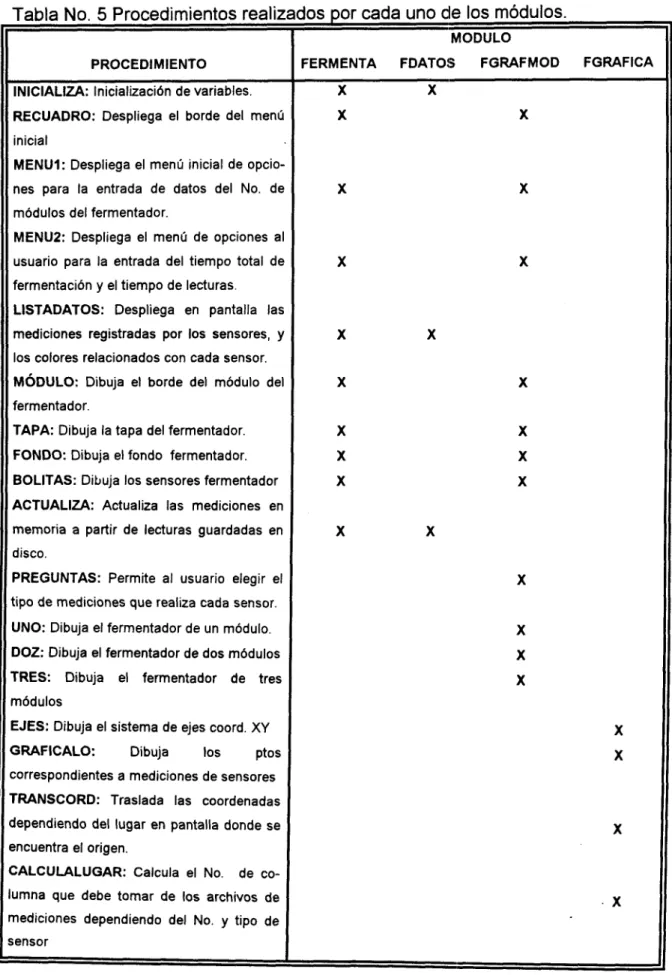
Tabla No. 5 Procedimientos realiz
PROCEDIMIENTO INICIALIZA: lnicialización de variables.
PECUADRO: Despliega el borde del menú
nicial
MENUl: Despliega el menú inicial de opcio- les para la entrada de datos del No. de nódulos del fermentador.
MENUZ: Despliega el menú de opciones al Jsuario para la entrada del tiempo total de ‘ermentación y el tiempo de lecturas.
LISTADATOS: Despliega en pantalla las nediciones registradas por los sensores, y
os colores relacionados con cada sensor.
MóDULO: Dibuja el borde del módulo del fermentador.
TAPA: Dibuja la tapa del fermentador. FONDO: Dibuja el fondo fermentador. BOLITAS: Dibuja los sensores fermentador
ACTUALIZA: Actualiza las mediciones en memoria a partir de lecturas guardadas en disco.
PREGUNTAS: Permite al usuario elegir el tipo de mediciones que realiza cada sensor.
UNO: Dibuja el fermentador de un módulo.
DOZ: Dibuja el fermentador de dos módulos
TRES: Dibuja el fermentador de tres nódulos
EJES: Dibuja el sistema de ejes coord. XY SRAFICALO: Dibuja los ptos :orrespondientes a mediciones de sensores
TRANSCORD: Traslada las coordenadas fependiendo del lugar en pantalla donde se ?ncuentra el origen.
ZALCULALUGAR: Calcula el No. de co- h n n a que debe tomar de los archivos de
nediciones dependiendo del No. y tipo de sensor
los por cada uno de los módulos.
MODULO
FERMENTA FDATOIS FGRAFMOD FGRAFICA
X X
X
X
X
X
X X
X
X X X
X X
Montaje de un reactor para fermentaciones s61idas y desarrollo del software para la captura de datos en linea 42
Se trabajó con tiempos reales para poder obtener respuestas oportunas por parte del operador en caso de que se presenten condiciones críticas.
Carlos Costa G. 43
6.2. DIAGRAMAS DE FLUJO.
PROGRAMA FERMENTADOR DIAGRAMA DE FLUJO
4
INICIOINICIALIZA
6
MENU1I
MENU2I
7
I
UNOI
ACTUALIZAI
f
INTERR
I
Montaje de un reactor para fermentaciones s6lidas y desarrollo del software para la captura de datos en llnea 44
PROGRAMA FGRAFMOD.PAS
MENU
1:
'No.
DE MODULOS ?"MENU
2:
'¿TIEMPO TOTAL DE FERMENTACION?
Carlos Costa G. 45
PROGRAMA FGRAFMOD.PAS
UNO
ri
FONDORESPUESTA
DOZ Y TRES
Montaje de un reactor para fermentaciones sdlidas y desarrollo del software para la captura de datos en llnea 46
ACTUALIZA
O
INICIO4
YELLOW RED
Carlos Costa G. 47
PROGRAMA FDATOS.PAS
LISTADATOS
(7
INICIO3
CONTADOR=SENSOR INICIALCON T< SENSOR FINAL
<COLORSENSOR> MEDICION
Montaje de un reactor para fermentaciones dlidas y desarrollo del s o f h r e para la captura de datos en línea 48
GRAFICAR
O
INICIOSENSOR -0
P l
# SENSORCarlos Costa G. 49
CALCULA LUGAR
(3
INICIOt
1
COLOR = TIPO1
CONT=
CONT + 11
1 = 1 + 1Montaje de un reactor para fermentaciones d i d a s y desarrollo del soWare para la captura de datos en línea 50
MODULO
O
INICIO
i
DIBUJA EL BORDE DEL MODULO
FONDO
INICIO
DIBUJA EL FONDO DEL FERMENTADOR
BOLITAS
INICIO
DIBUJA ELIPSES DE LOS SENSORES
TAPA
O
INICIO
+
Carlos Costa G. 5 1
O
INICIOt
I
CALCULALUGARI
,-,
GRAFICALO
1
PUNTOANT = ORIGENI
5
ARCHIVO.DATI I
-1
I I
I
" _ - ""
f 7
ARCHIVO.DATTIEMPO = TIEMPO + SALTOPUNTO
EUNTOANT =
z
Montaje de un reactor para fermentaciones s6lidas y desarrollo del software para la captura de datos en Ilnea 52
PREGUNTAS
ONO
VERT<3-
:
I I
I
SELECCIONAR1"
T
(COLOR
=
ROJO^
COLOR=AMARILLO
-
HOR=HOR+II
COLOR=AZULI
VERT=VERT+l
+
Carlos Costa G . 53
7. CONCLUSIONES.
Los objetivos planteados al inicio del proyecto se cumplieron, sin embargo, como todos aquellos trabajos que son sólo una parte de un gran todo, este proyecto al ir creciendo fue generando expectativasl cada vez mayores a las, cuales se les tuvo que poner un alto en su momento. Pero estas se tomaron en cuenta como sugerencias para trabajos posteriores clue se realicen sobre este mismo plan y están contempladas en el capítulo 8 (Sugerencias a un Trabajo Futuro).