Influencia del tiempo de curado en las características en tracción de composites de fibra de vidrio
43
0
0
Texto completo
(2) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. PRESENTACIÓN SEÑOR DECANO DE LA FACULTAD DE INGENIERIA. SEÑORES MIEMBROS DEL JURADO: De conformidad con lo estipulado por el Reglamento de Grados y Títulos de la Escuela Profesional de Ingeniería Mecánica de la Universidad Nacional de Trujillo, presento a su consideración la presente tesis: "Influencia del Tiempo de Curado en las Características en Tracción de Composites de Fibra de Vidrio" El presente estudio tuvo como finalidad determinar de manera experimental el tiempo óptimo de curado de los composites de fibra de vidrio en la cual obtienen sus máximas propiedades mecánicas, en este caso la resistencia a la tracción. El presente estudio corresponde a la línea de investigación en Procesos de Manufactura y Materiales. En la ejecución del presente informe se tomó en cuenta los conocimientos básicos de Metodología de la Investigación Científica y Materiales.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(3) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. DEDICATORIA. Esta tesis se la dedico a Dios por ser fuente de sabiduría y amor dándonos fuerzas para seguir adelante, venciendo cada uno de los obstáculos que se me han ido presentando en el transcurso de mi vida universitaria y profesional. A mis padres Henrry Quiroz Gonzáles y Dany Llagento Azañero, que siempre me apoyaron incondicionalmente en la parte moral y económica para poder llegar a ser un profesional. A mi amado hijo José Quiroz Mendo, por su amor y paciencia conmigo, además de ser mi motor y motivo para cada paso que doy en mi vida.. José Henrry Quiroz Llagento. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(4) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. AGRADECIMIENTOS. Un especial agradecimiento a mi asesor: Ms. Víctor H. Peláez Chávez Por su capacidad profesional, paciencia disposición colaboración en el desarrollo y culminación del presente trabajo.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(5) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ÍNDICE ANALÍTICO. PRESENTACIÓN .................................................................................................................... 2 DEDICATORIA ........................................................................................................................ 3 AGRADECIMIENTOS ............................................................................................................ 4 ÍNDICE ANALÍTICO ............................................................................................................... 5 RESUMEN ................................................................................................................................ 7 ABSTRACT .............................................................................................................................. 8 CAPÍTULO I: INTRODUCCIÓN ........................................................................................... 9 1.1.. Realidad Problemática............................................................................................. 9. 1.2.. Enunciado del Problema ....................................................................................... 11. 1.3.. Hipótesis .................................................................................................................. 11. 1.4.. Justificación ............................................................................................................. 11. 1.5.. Objetivos .................................................................................................................. 12. CAPÍTULO II: FUNDAMENTOS TEÓRICOS .................................................................. 13 2.1. Conceptos generales de Materiales Compuestos ............................................... 13 2.2. Descripción de Matrices y Resinas......................................................................... 14 2.2.1. Requisitos particulares .................................................................................. 16 2.2.2. Características de Matrices Termoestables ............................................. 18 2.3. Resina de Poliéster ................................................................................................... 25 2.4. Fibra de Vidrio ............................................................................................................ 26 2.5. Interfaz fibra matriz .................................................................................................... 29 2.6. Cinética de Curado .................................................................................................... 30 2.7. Propiedades de los materiales ................................................................................ 32 2.7.1. Propiedades Físico Químicas ....................................................................... 32 2.7.2. Propiedades Mecánicas ................................................................................. 33 2.8. Ensayo de Tracción................................................................................................... 34 CAPÍTULO III: MATERIALES Y MÉTODOS ................................................................... 35 3.1. Materiales de Estudio ............................................................................................... 35 3.1.1. Especificaciones técnicas Fibra de Vidrio Tipo E................................... 35 3.1.2. Especificaciones técnicas Resina Poliéster ............................................. 35 3.2. Equipos, Instrumentos de Medición y Materiales Consumibles Usados en el Experimento ....................................................................................................................... 36 3.3. Diseño Experimental ................................................................................................. 36. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(6) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 3.3.1. Variables de Estudio ....................................................................................... 36 3.3.2. Número de Ensayos y Probetas................................................................... 37 3.3.3. Procedimiento Experimental......................................................................... 37 CAPÍTULO IV: RESULTADOS Y DISCUSIÓN ............................................................... 38 4.1. Esfuerzo y Deformación Unitaria para cada tiempo de gelificación .................. 38 4.2. Propiedades Mecánicas promedio para cada tiempo de gelificación ............... 40 CAPÍTULO V: CONCLUSIONES Y RECOMENCACIONES ........................................ 42 5.1. Conclusiones .............................................................................................................. 42 5.2. Recomendaciones ..................................................................................................... 42 CAPÍTULO VI: REFERENCIAS BIBLIOGRÁFICAS ...................................................... 43. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(7) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. RESUMEN. La presente investigación consistió en determinar la influencia del tiempo de curado de la resina poliéster dentro de un material compuesto con fibra de vidrio Tipo E. Se fabricaron probetas de dicho material compuesto en las dimensiones que indica la Norma ASTM D638 dentro de moldes de plástico. Se empezó a contabilizar el tiempo de curado en días a partir de la culminación de la fabricación de ellas. Se realizó ensayos de tracción a cada una de las probetas dentro de los distintos niveles de tiempo de curado, de los cuales se obtuvo la resistencia a la tracción, Módulo de Elasticidad y Deformación Unitaria máxima. Se determinó que las características mecánicas a tracción se estabilizan a partir de la semana de curación, en el caso de la resistencia a la tracción y el módulo de elasticidad varían directamente proporcional a la cantidad de días y la deformación unitaria lo hace de una manera inversa. Se determinó que 7 días es el tiempo mínimo de curado de un material compuesto para que pueda ser usado en la industria.. Palabras clave: Material Compuesto, Fibra de Vidrio, resina Poliéster, Curado, Tracción. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(8) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ABSTRACT. The present investigation consisted of determining the influence of the curing time of the polyester resin inside a composite material with Type E Fiber Glass. Samples of said composite material were manufactured in the dimensions indicated by ASTM D638 in plastic molds. The curing time began to be counted in days after the completion of the manufacture of them. Tensile tests were carried out on each of the specimens within the different curing time levels, from which the tensile strength, Modulus of Elasticity and. Maximum. Unitary. Deformation. were. obtained.. It was determined that the tensile mechanical characteristics are stabilized from the week of healing, in the case of the tensile strength and modulus of elasticity they vary directly proportional to the number of days and the unit. deformation. does. so. in. an. inverse. manner. .. It was determined that 7 days is the minimum time of curing of a composite material so that it can be used in the industry.. Key Words: Composite, Fiber Glass, Polyester Resin, Curing, Tensile. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(9) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO I: INTRODUCCIÓN. 1.1.. Realidad Problemática. En la actualidad los materiales compuestos han cumplido un papel muy importante en la industria nacional y extranjera y en el caso de los de resina termoestable y fibra de vidrio tienen aplicación en el campo de la ingeniería mecánica, civil, naval, etc. La principal ventaja que poseen es la resistencia, rigidez estructural, bajo peso, estabilidad térmica y dimensional, resistencia a efectos ambientales (corrosión, por ejemplo), facilidad de fabricación y un costo bajo relacionado a los compuestos de resina epoxi y fibra de carbono. El uso de la fibra de vidrio trabajada con resina poliéster se viene llevando a cabo desde tiempo atrás, un claro ejemplo tenemos a Estados Unidos como pionero en Norte América, Brasil en Sudamérica y España por parte de Europa, quienes le han dado aplicaciones industriales a este material compuesto dejando de lado el uso artesanal y artístico que únicamente se le daba (Adamian, 2009). La industria y las universidades siempre han estado muy relacionadas por lo que las investigaciones en varios países se han ido basado en buscar nuevas aplicaciones para estos compuestos, algunas de ellas fueron perfiles estructurales, muelles para autos, carrocerías, etc., obteniendo muchas ventajas debido a las propiedades propias de dicho material compuesto. Su alta eficiencia en el montaje, fácil mantenimiento, resistencia a lo corrosión entre otras han hecho que se implemente cada vez en la industria. En la región, hay un sin número de empresas agroindustriales cuyo proceso requiere de la circulación de agua caliente y fría para su uso dentro de la esterilización y autoclaveado de las conservas. El agua que sale de planta se dirige a la torre de enfriamiento que reducen la temperatura de ella a una aceptable para el proceso. La torre de enfriamiento es uno de los ejemplos clásicos de equipos que por la naturaleza de su uso no pueden ser fabricados por materiales. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(10) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. metálicos por lo que se busca una alternativa a ellos saliendo a relucir las estructuras en compuestos de fibra de vidrio. Ésta y otras aplicaciones han hecho que la industria de los materiales de fibra de vidrio avance a gran escala, haciendo que no sólo se utilice para aplicaciones artísticas, sino que se ha empezado a fabricar perfiles industriales que puedan suplir a los perfiles estructurales de acero Para poder entender y predecir hasta cierto punto el comportamiento de los materiales compuestos es necesario conocerlos un poco más, tanto en las características de los materiales como en el comportamiento de éstos durante su proceso de aplicación, sin necesidad de entrar necesariamente en aspectos muy complejos de ingeniería.. Antecedentes . (Paredes Salinas, 2017) en la investigación titulada: “Análisis de las propiedades mecánicas del compuesto de matriz poliéster reforzado con fibra de vidrio 375 y cabuya aplicado a la industria automotriz”, se analizó y determinó que la resistencia a tracción cuando se van añadiendo más capas de fibra natural, dándonos cuenta que la forma de analizar un material compuesto sería analizando su resistencia a la tracción. (Brenes Acosta, 2013) en la investigación titulada: “Comparación de las Propiedades Mecánicas entre una resina reforzada con Fibra de Cabuya y una Resina reforzada con fibra de vidrio”, se logró determinar valores de resistencia a la tracción del compuesto de interés obteniendo valores que rondan los 80 MPa en adelante dependiendo el porcentaje de fibra añadida. (Morancho Llena, 1996) en la investigación titulada: “Estudio del curado de. materiales. compuestos. por. un. sistema. epoxi. y. partículas. elastoméricas” logra determinar un modelo matemático para predecir el curado de un compuesto de reina epoxi y analizar sus propiedades en su máxima forma.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(11) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. (Silva Camacho, 2016) en su proyecto de fin de carrera titulado “Estudio del efecto de la temperatura de curado en las propiedades mecánicas de un material compuesto fibroso” se determinó, mediante una serie de ensayos mecánicos y físico –químicos, la influencia que tiene la temperatura del ciclo de curado en las propiedades mecánicas del material, en concreto, se pretende observar o establecer una relación entre las tensiones residuales de compresión producidas durante el curado y el aumento de la resistencia a la tracción transversal.. 1.2.. Enunciado del Problema ¿Cómo influye el tiempo de curación en las propiedades de tracción de los Composites de Fibra de Vidrio?. 1.3.. Hipótesis El tiempo de curación es directamente proporcional a las propiedades en tracción de los Composites de Fibra de Vidrio.. 1.4.. Justificación •. Teórica Esta investigación se realiza con el propósito de aportar al conocimiento existente sobre las propiedades mecánicas del de los composites de fibra de vidrio y la importancia del tiempo de curado.. •. Tecnológica El sector de los composites de fibra de vidrio está en pleno crecimiento y en constante desarrollo tecnológico, por lo cual este proyecto aportará conocimientos que representa una mejora frente a estudios anteriores.. •. Económica Mediante este proyecto se podrá determinar que los composites de fibra de vidrio son más económicos que otros materiales.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(12) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.5.. Objetivos •. Objetivo General Determinar la influencia del tiempo de curado en las propiedades en tracción de los composites de fibra de vidrio.. •. Objetivos Específicos -. Determinar esfuerzo máximo del composite a diferente tiempo de curación.. -. Determinar el módulo de elasticidad a diferentes tiempos de curación.. -. Determinar la resilencia del material a diferentes tiempos de curación.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
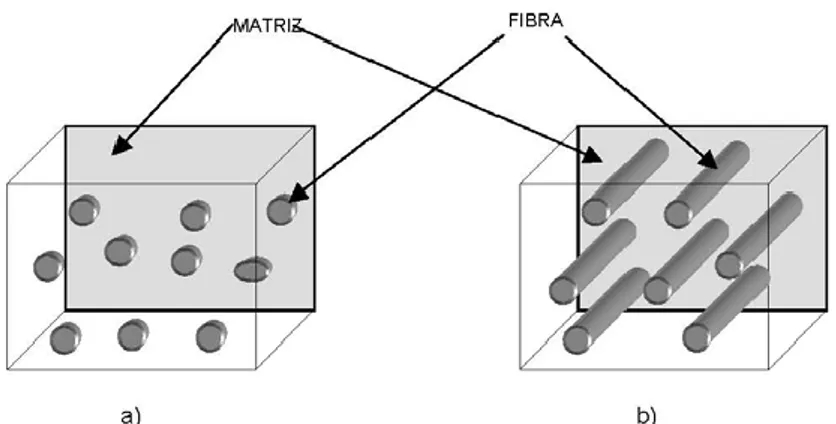
(13) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO II: FUNDAMENTOS TEÓRICOS. 2.1. Conceptos generales de Materiales Compuestos. Un compuesto estructural es un sistema material consistente de dos o más fases en una escala macroscópica, cuyo comportamiento mecánico y propiedades están diseñados para ser superiores a aquellos materiales que lo constituyen cuando actúan independientemente. Una de las fases es usualmente discontinua, conocida regularmente como fibra la cual es un material rígido y otra fase débil en continuo que es llamada matriz.. Las propiedades de un material compuesto dependen de las propiedades de los elementos, geometría, y distribución de las fases. Uno de los parámetros más importantes es la fracción en volumen o en peso de fibras en el material compuesto. La distribución del refuerzo determina la homogeneidad o uniformidad del sistema del material. Lo más no uniforme es la distribución del refuerzo, lo más heterogéneo causará una alta probabilidad de falla en las áreas débiles. La geometría y orientación del refuerzo afecta la anisotropía del sistema. Las fases del sistema compuesto tienen diferentes funciones que dependen del tipo y aplicación del material compuesto. En el caso de un material compuesto de bajo o medio comportamiento, el refuerzo es usualmente en la forma de fibras cortas o partículas, proporcionando alguna rigidez, pero sólo frente a esfuerzos locales del material, ver la Fig. 1.1. La matriz en cierta forma es el principal elemento que soporta cargas gobernando las propiedades mecánicas del material. En el caso de compuestos estructurales de lato comportamiento, son usualmente reforzados con fibra continua, la cual es la columna vertebral del material que determina la rigidez y refuerzo en la dirección de la fibra y los esfuerzos locales se transfieren de una fibra a otra. La interfase a pesar de su corto tamaño, puede jugar un importante rol en controlar el mecanismo de fractura, la fuerza para fracturar y en conjunto el comportamiento, esfuerzo – deformación del material.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(14) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fig. 1 Material compuesto. a) Compuestos reforzados con partículas. b) Compuestos reforzados con fibras. Una de las ventajas más importantes de los materiales compuestos es, que el alto coste de las materias primas se compensa con el bajo coste del equipamiento y mano de obra en el proceso de preparación, ensamblado, y aplicación de los materiales compuestos directamente en los elementos de hormigón que se pretenda reforzar o reparar según el caso.. Los materiales compuestos pueden operar en ambientes hostiles por grandes periodos de tiempo. Estos materiales tienen grandes periodos de vida bajo fatiga y su mantenimiento y reparación son muy fáciles. Sin embargo, presentan sensibilidad a ambientes higrotermales, donde existen cambios severos de humedad de la atmósfera, causando daños durante su vida de servicio, y pudiendo crecer los daños internos. Para poder detectar y pronosticar estos posibles daños, se requiere de sofistica das técnicas no destructivas. Algunas veces es necesaria la aplicación de capas. protectoras contra la. erosión, el. daño superficial y contacto con la luz, principalmente la luz solar, ya que la luz solar es portadora de los rayos ultravioleta, los cuales son causantes de que se rompan las cadenas moleculares de los polímeros.. 2.2. Descripción de Matrices y Resinas. Casi todos los denominados composites están constituidos por dos fases: una, sustentante o matriz, y otra, reforzante, que está inmersa o firmemente adherida. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(15) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. a la primera. La función de la matriz es formar y conformar el material compuesto, y transmitir los esfuerzos rasantes movilizados entre el soporte a reforzar y el esqueleto de fibras resistentes. La tecnología de adhesión estructural a una: química de superficies, química de adhesivos, reología, análisis de tensiones y mecánica de fracturas.. Para una adherencia perfecta es preciso determinar: materiales a adherir, relación y requisitos de mezcla, tecnología de aplicación, temperatura y humedad de curado, técnicas de preparación de superficies, coeficientes de expansión térmica, fluencia, abrasión y resistencia química y viscosidades en adhesivos.. La fase matriz del composite suele ser la más tenaz, aunque también la menos resistente y dura. La fase reforzante suele ser, por el contrario, la de mayor resistencia y con más alto módulo elástico, pero también la de mayor fragilidad. La combinación y compensación de dureza y blandura, fragilidad y tenacidad en los compuestos bien diseñados hace que estos materiales tengan muchas aplicaciones y respondan a muy variadas exigencias constructivas. En definitiva, podemos decir que la fibra aporta rigidez y resistencia y que la matriz es flexible y poco resistente, aglomera las fibras, les da forma y transmite los esfuerzos entre fibras.. Dentro de los composites se pueden establecer tres tipos (Figura 2): Composites particulados, cuya fase inmersa en la matriz se compone de partículas con formas más o menos aproximadas a la esférica. Composites fibrosos, llamados así cuando el material de refuerzo está formado por fibras, esto es, por elementos en los que una dimensión predomina notablemente sobre las otras dos.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(16) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 2. Tipos de materiales compuestos. Dentro del compuesto, las fibras de refuerzo pueden quedar orientadas de diversas formas (Figura 3). a) De forma unidireccional (fibras largas) b) De forma aleatoria (fibras cortas) c) Con disposición ortogonal (mallas ortogonales) d) En varias capas alternadas.. Finalmente, los composites laminados, son aquéllos en los que suelen alternarse las fases componentes en forma laminar, y no siempre con espesores semejantes.. Figura 3. Tipos de composites fibrosos. 2.2.1. Requisitos particulares. La selección del tipo de resina debe tener en cuenta el rango de temperaturas durante la aplicación, así como una vez la estructura esté en condiciones de servicio. Merece especial atención el punto de. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
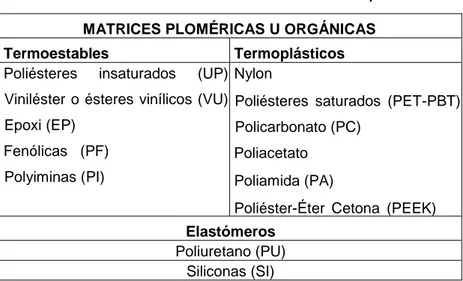
(17) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. transición vítrea de la resina, a partir del cual el producto empieza a perder propiedades mecánicas, con mayores deformaciones y menor rigidez. En general esta temperatura depende de la temperatura de curado, y se sitúa alrededor de 50-60°C. Adicionalmente a los criterios de resistencia estructural, debe prestarse especial atención a la producción de gases tóxicos durante la combustión, limitándose por parte de la propiedad los valores límites, y exigiéndoselos a los fabricantes. (Gupta, 1997) (Volf, 1990). El tipo de matriz utilizado en la fabricación del composite influye, evidentemente, en algunas de las características del producto final. Influye muy poco en las propiedades mecánicas de tracción y flexotracción, pero, sin embargo, bastante en las propiedades mecánicas de cortante, y, de manera notable, en las propiedades mecánicas de compresión.. Por otro lado, también influye en las condiciones de fabricación (viscosidad, punto de fusión, temperatura de curado...), en el coste de la tecnología de fabricación del composite y de producto final.. Las matrices de los composites, de una manera muy general, se pueden clasificar en termoestables o termoplásticas, según las variedades indicadas en la Tabla 1. Tabla 1. Clasificación de matrices en los composites. MATRICES PLOMÉRICAS U ORGÁNICAS Termoestables Poliésteres insaturados. Termoplásticos (UP) Nylon. Viniléster o ésteres vinílicos (VU) Poliésteres saturados (PET-PBT) Epoxi (EP). Policarbonato (PC). Fenólicas (PF). Poliacetato. Polyiminas (PI). Poliamida (PA) Poliéster-Éter Cetona (PEEK) Elastómeros Polisulfonato (PSUL) Poliuretano (PU) Siliconas (SI). Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(18) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Actualmente también se está denominando composite a los materiales compuestos de matriz metálica y cerámica. Además de sus buenas prestaciones mecánicas, estos composites, frente a sus homólogos de matriz orgánica tienen la ventaja de poder ser utilizados con altas temperaturas; sin embargo, son aún muy costosos y están en fase de investigación, o han tenido muy pocas aplicaciones en el campo industrial, por lo que se puede afirmar que su uso en la construcción que da todavía un poco lejano.. Dentro del campo de la construcción, las matrices más empleadas son las termoestables, y, dentro de éstas, las de poliéster, viniléster, fenólicas y epoxi, por lo que sólo vamos a analizar a continuación las características de éstas. A pesar de que todas estas resinas tienen, cada una de ellas, unas propiedades muy específicas, sin embargo, las matrices termoestables reúnen, en general unas características comunes que enumeramos a continuación: -. Viscosidad muy baja antes del cuadro. -. Estabilidad térmica. -. Resistencia química. -. Poca fluencia y relajación por tensión.. -. Buena capacidad de pre impregnado. -. Facilidad de fabricación. -. Economía. (Baillie, 2004). 2.2.2. Características de Matrices Termoestables. Las resinas termoestables son aquéllas que cambian irreversiblemente bajo la influencia del calor, de la luz, de agentes fotoquímicos y de agentes químicos, pasando de un material fusible y soluble a otro no fusible e insoluble, por la formación de un retículo tridimensional. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
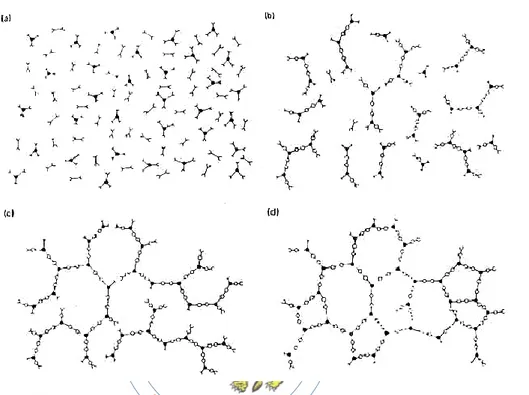
(19) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. covalente. En el proceso reactivo de entrecruzamiento o de curado, las cadenas. poliméricas (reactivos termoplásticos o líquidos) reaccionan. entre sí y, a la vez, con un agente entrecruzador, formándose macromoléculas orientadas en todas las direcciones y con numerosos enlaces covalentes entre ellas. El retículo tridimensional formado confiere al material curado unas propiedades mecánicas, térmicas y de resistencia química muy elevadas que los hacen aptos para múltiples aplicaciones.. Las resinas termoestables, sobre todo el epoxi, las de poliéster insaturado y las de poliuretano, son utilizadas en una amplia variedad de aplicaciones en las que actúan como matriz o fase continua de un material compuesto. Así sucede en los polímetros reforzados, en los hormigones de polímeros y en diversos materiales utilizados como adhesivos o sistemas de reparación. En general, los termoestables poseen una buena estabilidad dimensional, estabilidad térmica, resistencia química y propiedades eléctricas. Es por ello que los materiales termoestables se aplican en múltiples campos, además de los nombrados anteriormente, se pueden citar:. -. Aeroespacial: componentes de misiles, alas, fuselajes, etc.. -. Aplicaciones domésticas: interruptores, asas, etc.. -. Automoción: piezas ligeras para sustituir metales, frenos, pinturas, etc.. -. Vestimenta: botones, ropa tratada, etc.. -. Eléctrico: cuadro conexiones, recubrimientos, etc.. -. Muebles: puertas imitación madera, pantallas de lámparas, etc.. -. Médico: rellenos dentales, implantes ortopédicos, etc.. -. Recreo: raquetas tenis, barcas, etc.. -. Herramientas: papel de lija, etc.. La reacción de curado es crucial en la utilización del material termoestable. Es importante conocer perfectamente la naturaleza de la misma. El curado de termoestables es complejo e incluye varias etapas. Como se ilustra en. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(20) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. la Figura 4, la química del proceso de curado empieza con la formación y el crecimiento lineal de las cadenas que pronto empiezan a ramificarse y posteriormente a entrecruzarse. A medida que la reacción avanza el peso molecular aumenta rápidamente y varias cadenas se unen en un retículo de peso molecular infinito.. Figura 4. Representación en dos dimensiones del curado de un Termoestable (a) Monómeros. (b) Crecimiento lineal. (c) Formación de un gel, reticulación incompleta. (d) Termoestable, curado total.. La transformación, que ocurre rápidamente y de forma irreversible, en la que el material pasa desde un estado de líquido viscoso hasta un estado de gel elástico, que marca el inicio de la aparición del retículo, suele llamarse punto de gel.. La gelificación es característica de los termoestables y tiene una gran importancia en el procesado. El punto de gel es crítico en la manipulación de los materiales termoestables, ya que a partir de este estado el material deja de fluir y no puede ser procesado. El fenómeno de la gelificación ocurre en una etapa determinada del proceso reactivo y depende de la funcionalidad, reactividad y estequiometria de las especies reactivas. La. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
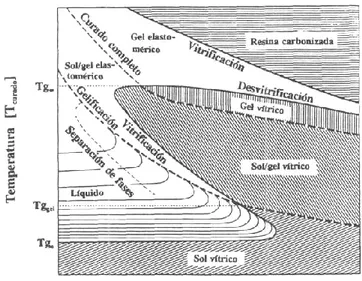
(21) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. gelificación no inhibe el proceso de curado (por ejemplo, la velocidad de reacción puede no variar), por lo que no puede ser detectada por técnicas sensibles solamente a la reacción química, como pueden ser la DSC y la TG. Después de la gelificación, la reacción continúa hasta la formación de un retículo infinito, con un aumento sustancial de la densidad de entrecruzamiento, de la temperatura de transición vítrea y de las propiedades físicas últimas alcanzadas.. Si bien el tiempo necesario para que aparezca la gelificación (tiempo de gelificación) debería estar perfectamente definido y ser fácilmente calculable, dependiendo de la interpretación que se dé al fenómeno de la gelificación, su valor puede variar. Han existido varias teorías al respecto, aunque la que más éxito ha tenido ha sido la de Flory-Stochmayer. Otro fenómeno distinto de la gelificación y que puede ocurrir durante el curado es la vitrificación de las cadenas que están creciendo o del retículo. Esta transformación, desde un estado de líquido viscoso o de gelelástico a un estado vítreo, empieza a ocurrir cuando la temperatura de transición vítrea de las cadenas crecientes o del retículo coincide con la temperatura de curado. A partir de aquí, el curado es extremadamente lento y, a efectos prácticos, la vitrificación supone una parada brusca del curado. La vitrificación es un fenómeno reversible y el curado puede ser completado por calentamiento, desvitrificándose el termoestable parcialmente curado. La vitrificación puede ser una de las causas del paso de control químico a control por difusión y puede ser observada por una disminución importante de la velocidad de reacción.. En la Figura 5 se muestra el diagrama tiempo-temperatura-transformación (TTT), donde se ilustran los fenómenos comentados (Aronhime, 1986; Gillham, 1986; Enns et al., 1983). Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(22) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 5. Diagrama TTT esquemático para el curado isotérmico de un termoestable.. El diagrama inicialmente fue construido a partir de medidas con TBA (Torsional Braid Analysis) y DMA (Análisis Dinámico Mecánico) y en él se muestran las temperaturas de curado en función de los tiempos de gelificación y de vitrificación. Con este diagrama se pueden entender fácilmente cuales son las etapas del curado de materiales termoestables.. Lógicamente, el diagrama TTT es un diagrama de no-equilibrio, al depender las transformaciones del tiempo. Antes de la gelificación, el material es fusible y soluble. Después de esta etapa, aparecen dos fases: sol (soluble) y gel (insoluble). A medida que la reacción avanza, la cantidad de gel aumenta a expensas de la fase sol, que disminuye.. En el diagrama se muestran las distintas regiones que corresponden a los diferentes estados de la materia por los que pasa el material durante el curado:. líquido,. sol/gelelastomérico,. gelelastomérico,. sol/gelvítreo,. gelvítreo, solvítreo y resina carbonizada. Hay tres temperaturas críticas en el diagrama. Tg, es la temperatura de transición vítrea del material sin curar, temperatura por debajo de la cual el material no reacciona y la resina puede almacenarse. Tg gel es la temperatura a la que la gelificación. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(23) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. y vitrificación coinciden. Tg gel es la máxima temperatura de transición vítrea del sistema.. Se puede ver como la manipulación, el proceso reactivo y las propiedades últimas alcanzadas por el material varían mucho en función de la temperatura de curado y de los fenómenos de la gelificación y la vitrificación.. Para tener un conocimiento adecuado de los termoestables se requiere: conocer. la. manipulación, el procesado y el curado de las resinas,. incluyendo los puntos de gel, las temperaturas de transición vítrea, las velocidades de reacción y la cinética de curado; la posibilidad de medir las propiedades de los materiales curados, especialmente el grado de conversión; la posibilidad de determinar el efecto de los aditivos, catalizadores, promotores, inhibidores, formulación de las resinas e n el curado en las propiedades físicas; la posibilidad de determinar la resistencia del material curado bajo distintos ambientes y condiciones; la posibilidad de medir la descomposición y degradación de los materiales; la posibilidad. de identificar y/o cuantificar las resinas, aditivos,. catalizadores y otros constituyentes de los materiales, especialmente para el control de calidad.. Muchos materiales termoestables se forman por entrecruzamiento de prepolímeros. de. bajo. peso. molecular.. La. estructura. de. las. macromoléculas formadas será función del proceso de curado o entrecruzamiento, así como del prepolímero de partida. En función del prepolímero de partida, pueden obtenerse termoestables con distintas estructuras. Los prepolímeros pueden clasificarse en tres grupos, de acuerdo con criterios estructurales:. - Prepolímero estadístico: Estos prepolímeros están sintetizados a partir de monómeros polifuncionales que reaccionan estadísticamente de acuerdo con las teorías de Flory. La reacción se para, generalmente. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(24) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. por enfriamiento, cuando se tiene el peso molecular deseado para el prepolímero.. - Prepolímero de estructura terminal: Los grupos reactivos están localizados al final de las cadenas de polímeros. Estos prepolímeros son característicos por tener una baja funcionalidad. Normalmente son sintetizados mediante reacciones de condensación. En el caso de las resinas de poliéster insaturado, éstos pueden obtenerse usando ácidos monocarboxílicos insaturados para la formación del prepolímero.. - Prepolímeros de estructura colgante: Los grupos reactivos están distribuidos a lo largo de las cadenas de prepolímero. Ejemplos de este tipo son las resinas epoxi, las resinas de poliéster insaturado y los termoestables acrílicos. Estos prepolímeros, generalmente, tienen una relativa alta funcionalidad, aunque siempre dependerá de los monómeros de partida utilizados en función del material curado que desea obtenerse. Estos prepolímeros, a menudo, son sintetizados a partir de monómeros con una doble funcionalidad. Bajo determinadas condiciones sólo reacciona un tipo de funcionalidad, mientras la otra permanece sin modificarse. El entrecruzamiento se llevará a cabo a través del segundo tipo de funcionalidad que permanece en el prepolímero.. En la Figura 6 se muestra esquemáticamente la estructura de los tres tipos de prepolímeros anteriormente citados. Los puntos oscuros indican la funcionalidad o los centros activos. Las resinas de poliéster insaturado, que se discutirán a continuación y objeto del trabajo que se presenta en esta memoria, corresponden al tercer caso de prepolímeros.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(25) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 6. Clasificación de prepolímeros. 2.3. Resina de Poliéster. Son las más usadas, su obtención industrial da lugar a un compuesto sólido, que hay que disolver para obtener la fluidez suficiente a fin de que la impregnación de las fibras sea posible, por lo que se suministra disuelta en estireno, que va a participar en la reticulación. Suele venir mezclada con un acelerador que ayuda al catalizador a descomponerse y pueda comenzar así la reacción química de reticulación.. Hay muchos tipos de resinas de poliéster comercializadas (Tabla 2), para muy diferentes clases de aplicaciones, pudiéndose conseguir composites con distintas calificaciones de resistencia al fuego (M1, M2 o M3), composites con una alta resistencia a los rayos UV. y a la humedad, con mayor resistencia química, con una más resistencia más alta al impacto, con resistencia a altas temperaturas (hasta 140 ºC), etc. El uso de distintas clases de catalizadores y aceleradores aumenta las posibilidades de aplicaciones de estas resinas.. Tabla 2. Tipos de poliéster más utilizadas y sus aplicaciones TIPOS. APLICACIONES Semirrígidas: estratificados industriales,. Ortoftálicas. placas onduladas.. Isoftálicas. Rígidas: barnices, pre impregnados. Gel coats, depósitos, ingeniería química…. Tereftálicas. Ingeniería Química, estratificados con alta resistencia química.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(26) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tetrahidroftálicas Bisfenólicas Resinas del ácido Tetracloroftálico Resinas del ac. Het Resinas al MMA. Barnices, depósitos de alimentos, cubas. Aplicaciones anticorrosión, alta resistencia química. Comportamiento al fuego mejorado. Resistencia al fuego, anticorrosión. Estratificados. para. el. transporte,. placas,. cúpulas. Los composites realizados con las resinas de poliéster responden a las siguientes propiedades:. -. Baja viscosidad, manipulación fácil durante elaboración. Tiempo de curado rápido.. -. Muy alta contracción durante el curado.. -. Gran rango de aplicaciones debido a los diferentes tipos de resinas de poliéster que pueden conseguirse.. -. Posibilidades de curado tanto a temperatura ambiente como a altas temperaturas.. -. Buena resistencia eléctrica.. -. Magnífica relación calidad/precio.. -. Buenas propiedades del composite, aunque inferiores a los conseguidos con algunas otras resinas.. 2.4. Fibra de Vidrio. Las fibras de vidrio se usan para reforzar matrices plásticas y así formar compuestos estructurados y productos moldeados. El vidrio es, con mucho, la fibra más utilizada, siendo además la de menor coste. Los materiales compuestos reforzados con fibras de vidrio tienen las siguientes características favorables: buena. relación. resistencia/peso;. buena. estabilidad. dimensional;. buena. resistencia al calor, al frío, a la humedad y a la corrosión y buenas propiedades aislantes eléctricas. Las dos clases más importantes de vidrio utilizados para. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(27) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. fabricar fibras para materiales compuestos son los vidrios E (eléctricos) y los vidrios S (de alta resistencia). (Loewestein, 1973). Los vidrios E son los más utilizados en la fabricación de fibras continuas. Básicamente, el vidrio E es un vidrio de boro silicato de calcio y aluminio con muy bajo o nulo contenido en potasio y sodio. EL vidrio E no modificado tiene una resistencia a la tracción de 3,44 GPa y un módulo de elasticidad de 72,3 GPa.. Los vidrios S tienen una relación resistencia/peso más alto y son más caros que los vidrios E. Estos vidrios se utilizan principalmente en aplicaciones militares y aeroespaciales. Su resistencia a la tracción está sobre los 4,48 GPa y poseen un módulo de elasticidad de unos 85,4 GPa. El diámetro de las fibras comerciales de vidrio E está entre 8 y 15 µm siendo con frecuencia de 11 µm.. La resistencia y el módulo elástico del vidrio están determinados en principio por la estructura tridimensional de los óxidos constituyentes. A diferencia de las fibras de carbono y Kevlar 4 9, las propiedades de las fibras de vidrio son isótropas, de forma que, por ejemplo, el módulo de Young a lo largo del eje de la fibra es el mismo que transversalmente al eje. Esto es consecuencia directa de la estructura tridimensional de la red del vidrio.. El factor más importante que determina la resistencia a la rotura del vidrio es el daño que las fibras experimentan cuando rozan entre sí durante las operaciones del proceso. El deterioro mecánico se produce en forma de pequeñas grietas superficiales. Los efectos de las grietas pueden minimizarse o eliminarse por un ataque corrosivo de la superficie, pero éste no es un procedimiento comercial.. Además de éstas, los tipos de fibras de vidrios más corrientes son los siguientes:. Fibra de vidrio A:. tiene un alto porcentaje de sílice, sus propiedades es. mecánicas son inferiores y tiene un módulo más bajo que el vidrio E, Se utiliza como reforzante y tiene una gran resistencia química, Es resistente a medios alcalinos.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
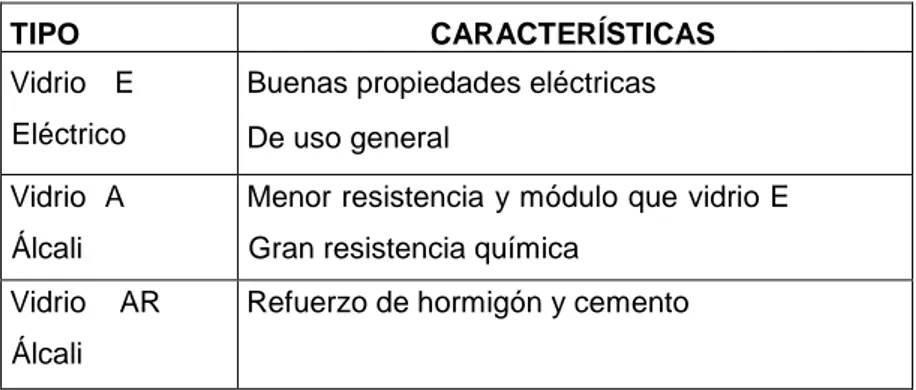
(28) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fibra de vidrio B: es boro silicato de calcio de bajo contenido en álcalis, De gran durabilidad, posee excelentes propiedades eléctricas.. Fibra de vidrio C: de altas resistencias químicas. Es un vidrio intermedio entre el A y el E. Se utiliza en las capas superficiales de elementos expuestos a la corrosión o de estructuras anticorrosión.. Fibra de vidrio R: tiene unas altas resistencias mecánicas, siendo su resistencia a la tracción y su módulo de elasticidad muy superiores a los de los otros vidrios. Se emplea, sobre todo, en los campos de la aeronáutica, aviación, armamento y, en general, cuando se exigen materiales muy resistentes a la fatiga, la temperatura y la humedad.. Fibra de vidrio D: tiene unas altas propiedades dieléctricas por lo que su empleo es recomendado en la construcción de materiales electrónicos, de comunicación y como material permeable a las ondas electromagnéticas. Se utiliza en la fabricación de radares y ventanas electromagnéticas.. Fibra de vidrio AR: es la que se utiliza para armar los morteros de cemento (GRC) por ser resistente a los álcalis del cemento.. La siguiente tabla (tabla 3) recoge un resumen de los diferentes tipos de fibra de vidrio actualmente implantadas en la industria. (Bendezu Reyes, 2000). Tabla 3: Tipos de fibra de vidrio, y propiedades generales.. TIPO. CARACTERÍSTICAS. Vidrio E. Buenas propiedades eléctricas. Eléctrico. De uso general. Vidrio A. Menor resistencia y módulo que vidrio E. Álcali. Gran resistencia química. Vidrio. AR. Refuerzo de hormigón y cemento. Álcali Resistente. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(29) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Vidrio C. Alta resistencia química. Químico. Propiedades entre Vidrio E y A Elevadas características mecánicas. Vidrio R o S Resistencia Vidrio. D. (aeronáutica) Resistencia a fatiga, temperatura y humedad Altas propiedades dieléctricas. Dieléctrico. Permeable a indas electromagnéticas. Vidrio B. Excelentes propiedades eléctricas y durabilidad. Boro Vidrio ERC Vidrio X. Propiedades eléctricas y resistencia química Transparencia a R-X (base de Li2O). 2.5. Interfaz fibra matriz. La adhesión entre la fibra y la matriz puede ser atribuida a cinco mecanismos principales que pueden tener lugar en la interfase.. 1. Absorción - Humectación. Cuando dos superficies eléctricamente neutras se ponen lo suficientemente juntas, se produce una atracción física. Para la humectación efectiva de la superficie de una fibra, la resina líquida debe cubrir cada entrante y saliente de la superficie de contacto.. 2. lnterdifusión. Es posible formar una unión entre dos superficies; mediante la difusión de las moléculas de polímero de una de las superficies en la red molecular de la otra. Promovida por agentes plastificantes y disolventes. 3. Atracción Electrostática. La atracción electrostática no tiene una contribución principal en la resistencia final de la unión lograda en la interfase fibra-matriz. Importante en la forma en que los agentes se fijan sobre las fibras.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(30) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 4. Enlace Químico Interesante en los materiales compuestos reforzados con fibras. Se forma un enlace químico entre un grupo molecular de la superficie de la fibra y otro compatible de la matriz. La fuerza de la unión depende del número y tipo de enlaces.. 5. Adhesión Mecánica Algo de unión se logra atendiendo exclusivamente a la interpretación mecánica de dos superficies. La resistencia de esta interfase atracción no será muy alta a menos que exista un gran número de entrantes y salientes, rugosidad, en la superficie de la fibra. (Baillie, 2004). 2.6. Cinética de Curado La cinética química contempla el estudio de la velocidad de las reacciones químicas, así como de las leyes que rigen esa velocidad. La elucidación de las leyes que rigen los procesos heterogéneos es compleja, lo cual queda de manifiesto en las discrepancias de los datos obtenidos y en la dificultad en reproducir y verificar los resultados. La cinética de procesos homogéneos ha sido extensamente estudiada y sus leyes han sido claramente formuladas obteniéndose una buena concordancia entre la teoría y los resultados experimentales. Es incuestionable que estas leyes han sido utilizadas para estudiar sistemas más complejos (por ejemplo, reacciones heterogéneas), o bajo condiciones experimentales diferentes de las leyes que fueron derivadas (por ejemplo, estudio de las reacciones bajo condiciones no isotérmicas). A pesar de estas consideraciones, el estudio cinético de las reacciones de curado de resinas termoestables suele abordarse a partir de las leyes deducidas para procesos heterogéneos (Sesták, 1984), que, a su vez, han sido expresadas a partir de las leyes que rigen los procesos homogéneos, con ciertas modificaciones y simplificaciones. Para describir los sistemas reactivos homogéneos, se toman tres variables P, T y C. Normalmente, la concentración molar de reactivos (C) es remplazada por el grado de conversión, α, que vale de 0 a 1, α=0 al inicio del proceso (C=Co) y α=l. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(31) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. al final del proceso (C=C∞). Aunque la completa descripción de sistemas heterogéneos sería mucho más compleja, normalmente, se asume que estos sistemas, a una P y T determinada, son descritos, simplemente, por el grado de conversión. El grado de conversión a, relacionado con alguna propiedad que pueda ser medida experimentalmente durante el proceso de reacción (por ejemplo, para el proceso de curado de termoestables el calor liberado durante el proceso reactivo), representa, con suficiente precisión, el estado instantáneo del sistema, bajo condiciones isotérmicas e isobáricas. La cinética química está basada en el hecho experimental de que la velocidad de reacción en el estado de un sistema, a una P y T determinada, es una función sólo del estado. Con esta consideración, es posible iniciar el estudio cinético, con la ecuación básica de velocidad:. que relaciona la velocidad de reacción dα/dt, a P y T constante, con alguna función que refleje la concentración de especies reactivas f(α), a través de la constante de velocidad k. Experimentalmente, se ha comprobado que, para casi todas las reacciones homogéneas y muchas reacciones heterogéneas, existe una dependencia entre la constante de reacción y la temperatura, que sigue la ecuación de Arrhenius. donde E es la energía de activación, ko el factor pre exponencial o factor de frecuencia y R es la constante de los gases. Normalmente, E y ko se toman independientes de la temperatura, si bien teorías más complejas conducen a expresiones similares a la de Arrhenius, excepto que E y ko dependen de la temperatura. Cuando E >>RT (lo cual sucede en la mayoría de reacciones químicas), las dependencias de E y ko son suficientemente pequeñas para que puedan ser despreciadas. La energía de activación puede entenderse como la energía barrera que debe superarse para que una reacción tenga lugar, tanto si se trata de una reacción simple, de una reacción en varias etapas, como de una. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(32) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. reacción controlada por difusión. El factor de frecuencia debe entenderse como la constante de velocidad a una temperatura infinita. f(α) es una función del grado de conversión de la reacción, que depende del mecanismo que rige la reacción. Las formas analíticas descritas de f(α), para las reacciones heterogéneas son muchas. Estas tienen lugar en varias etapas que transcurren con distinta rapidez, pudiendo interaccionar dando lugar a procesos complejos. Sin embargo, la velocidad de reacción depende, fundamentalmente, de los procesos más lentos que se superpongan. La expresión más general de f(α) parece ser debida a Sesták y Berggren (Gorbachev, 1980; Sesták, 1972; Sesták y Berggren 1971). en la que n, m y p son constantes que se escogen, según el modelo de reacción. Sesták y Berggren (1971) indican los valores que deben tener las citadas constantes según el proceso dominante en la reacción. Las reacciones pueden ser controladas por el desplazamiento de la interfase entre reactivos y productos, por nucleación o bien por difusión. (Béguin, 2011) 2.7. Propiedades de los materiales 2.7.1. Propiedades Físico Químicas Estas propiedades son las que dependen de la existencia del enlace químico, ya sea iónico, covalente o metálico. Dentro de ellas tenemos: - Conductividad Térmica y eléctrica - Elasticidad - Plasticidad - Brillo. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(33) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 2.7.2. Propiedades Mecánicas DUREZA Se define como: “la resistencia que los cuerpos oponen para ser rayados por otros” y, también industrialmente como: “la resistencia que un cuerpo opone a ser penetrado por otro, cuya forma y dimensiones están normalizados”. Con respecto a este segundo criterio, existen dos escalas de dureza: -. Brinell, en la que se mide la superficie de la huella dejada por una bola de acero extraduro de diámetro (D), cuando se aplica con una determinada carga. Se representa por las letras HB. -. Rockwell, se mide la profundidad de penetración, bien de un cono de diamante de 120º (escala HRc), bien con una bola de acero (escala HRb). Tiene la ventaja que se puede medir la dureza de materiales muy duros, que deformarían la bola del ensayo Brinell, también tiene la ventaja de que la dureza la da directamente la escala de profundidad del aparato de ensayo, que está graduada en grados Rockwell.. ELASTICIDAD Se define como “La capacidad que presentan determinados materiales de recobrar su forma original después de haber sido deformados, cuando cesa la fuerza exterior que los deformó”. Para poder cuantificar esta propiedad, se define el límite elástico (E), en unidades de kg / mm2. Esto se halla mediante un ensayo de tracción. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(34) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 2.8. Ensayo de Tracción. El ensayo de tracción tiene por objetivo definir la resistencia elástica, resistencia última y plasticidad del material cuando se le somete a fuerzas uniaxiales. Se requiere una máquina, prensa hidráulica por lo general, capaz de: a) Alcanzar la fuerza suficiente para producir la fractura de la probeta. b) Controlar la velocidad de aumento de fuerzas. c) Registrar las fuerzas, F, que se aplican y los alargamientos, ∆L, que se observan en la probeta. Un esquema de la máquina de ensayo de tracción se muestra en la Figura 7. Figura 7. Máquina de Ensayo de Tracción. La máquina de ensayo impone la deformación desplazando el cabezal móvil a una velocidad seleccionable. La celda de carga conectada a la mordaza fija entrega una señal que representa la carga aplicada, las máquinas están conectadas a un ordenador que registra el desplazamiento y la carga leída.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(35) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO III: MATERIALES Y MÉTODOS 3.1. Materiales de Estudio Nuestro material de estudio es un material compuesto formado por Fibra de Vidrio Tipo E con una matriz de resina poliéster. 3.1.1. Especificaciones técnicas Fibra de Vidrio Tipo E. •. Mecánicas ✓ Tenacidad (N/tex): 1.30 ✓ Fuerza a la tracción (MPa): 3400 ✓ Elongación hasta rotura (%): 4.5. •. Térmicas ✓ Conductividad Térmica (W/m ºK): 1 ✓ Resistencia termomecánica: 100% después de 100 h a 200 ºC. •. Eléctricas ✓ Resistividad (ohm x cm): 1014 – 1015 ✓ Factor de disipación dieléctrica: 0.0010 - 0.0018 a 106 Hz. •. Químicas ✓ Absorción de humedad a 20 ºC y 60% de humedad relativa (%): 0.1 Resistencia a los disolventes: alta ✓ Resistencia a la intemperie y los rayos UV: alta ✓ Resistencia a microorganismos: alta. 3.1.2. Especificaciones técnicas Resina Poliéster ✓ Densidad: 1,10 Kg/L. (+-) 0,05 a 20ºC. ✓ Sólidos en volumen: 68 (+-) 1 %. ✓ Punto de inflamación: +35ºC aprox. (DIN 51755) ✓ Resistencia a tracción: 77 N/mm2 (sin refuerzo) (DIN 53455) 145 N/mm2(con refuerzo). Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(36) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ✓ Resistencia a flexión: 125 N/mm2 (sin refuerzo) (DIN 53452) 245 N/mm2 (con refuerzo) ✓ Elongación a la rotura: 2,5% ✓ Temperatura de trabajo: +74 ºC (ISO 75A) ✓ Módulo elástico en flexión: 4300 N/mm2 ✓ Módulo elástico en tracción: 7100 N/mm2. 3.2. Equipos, Instrumentos de Medición y Materiales Consumibles Usados en el Experimento ✓. Cepillo de codo Furlanetto y rectificadora plana, para precisar el maquinado de probetas. Perteneciente al laboratorio de Máquinas –herramientas-UNT. ✓. Rectificadora plana COZZI para pulido de superficies planas de probetas.. ✓. Perteneciente al laboratorio de Máquinas –herramientas-UNT. ✓. Horno Eléctrico Digital THERMOLYNE para los tratamientos térmicos. Perteneciente a la Escuela de Ing. Mecánica-UNT.. ✓. Máquina de ensayos de tracción, perteneciente a la Escuela Ing. Metalúrgica-UNT.. 3.3. Diseño Experimental 3.3.1. Variables de Estudio •. Independientes ✓ Tiempo de Curado: 1, 3, 5, 7, 10 y 15 días (6 niveles). •. Dependientes ✓ Esfuerzo Máximo ✓ Módulo de Elasticidad ✓ Ductilidad. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(37) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 8. Variables de Estudio. 3.3.2. Número de Ensayos y Probetas •. Número de Ensayos Considerando que se tienen 6 niveles en la variable y relacionándola con 5 réplicas por nivel tendríamos un total de 30 ensayos. •. Número de Probetas Dado que las tres variables dependientes se obtienen de un mismo ensayo mecánico determinamos que se necesitarán 30 probetas. 3.3.3. Procedimiento Experimental ✓ Preparar molde de plástico para confeccionar probetas de material compuesto: fibra de vidrio – fibra de acero – matriz de poliéster de acuerdo a la norma para ensayo de tensión de acuerdo con la norma NACE TM0177 Método A. ✓ Preparar probetas de fibra de vidrio sin refuerzo en matriz de poliéster con adición de catalizador; peróxido de metiletil cetona 60 y solución de cobalto. ✓ Se procede al maquinado de las probetas para obtener las dimensiones normalizadas. ✓ Se realizó los ensayos de tracción al cumplir la cantidad de días correspondiente a cada nivel, considerando un total de 30 pruebas en un promedio de un mes de duración ✓ Evaluación de resultados y redactar las conclusiones. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
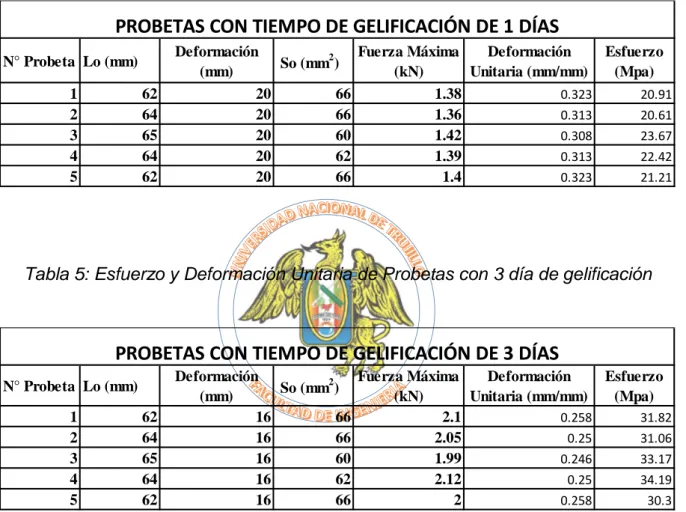
(38) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO IV: RESULTADOS Y DISCUSIÓN 4.1. Esfuerzo y Deformación Unitaria para cada tiempo de gelificación. Tabla 4: Esfuerzo y Deformación Unitaria de Probetas con 1 día de gelificación.. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 1 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo So (mm2) (mm) (kN) Unitaria (mm/mm) (Mpa) 20 66 1.38 0.323 20.91 20 66 1.36 0.313 20.61 20 60 1.42 0.308 23.67 20 62 1.39 0.313 22.42 20 66 1.4 0.323 21.21. Tabla 5: Esfuerzo y Deformación Unitaria de Probetas con 3 día de gelificación. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 3 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo 2 So (mm ) (mm) (kN) Unitaria (mm/mm) (Mpa) 16 66 2.1 0.258 31.82 16 66 2.05 0.25 31.06 16 60 1.99 0.246 33.17 16 62 2.12 0.25 34.19 16 66 2 0.258 30.3. Tabla 6: Esfuerzo y Deformación Unitaria de Probetas con 5 día de gelificación. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 5 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo So (mm2) (mm) (kN) Unitaria (mm/mm) (Mpa) 14 66 3.65 0.226 55.3 14 66 3.72 0.219 56.36 14 60 3.42 0.215 57 14 62 3.45 0.219 55.65 14 66 3.68 0.226 55.76. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(39) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tabla 7: Esfuerzo y Deformación Unitaria de Probetas con 7 día de gelificación. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 7 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo 2 So (mm ) (mm) (kN) Unitaria (mm/mm) (Mpa) 13 66 5.15 0.21 78.03 13 66 5.25 0.203 79.55 13 60 5 0.2 83.33 13 62 5.18 0.203 83.55 13 66 5.22 0.21 79.09. Tabla 8: Esfuerzo y Deformación Unitaria de Probetas con 10 día de gelificación. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 10 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo 2 So (mm ) (mm) (kN) Unitaria (mm/mm) (Mpa) 12 66 5.24 0.194 79.39 12 66 5.36 0.188 81.21 12 60 4.89 0.185 81.5 12 62 5.15 0.188 83.06 12 66 5.32 0.194 80.61. Tabla 9: Esfuerzo y Deformación Unitaria de Probetas con 15 día de gelificación. PROBETAS CON TIEMPO DE GELIFICACIÓN DE 15 DÍAS N° Probeta Lo (mm) 1 2 3 4 5. 62 64 65 64 62. Deformación Fuerza Máxima Deformación Esfuerzo So (mm2) (mm) (kN) Unitaria (mm/mm) (Mpa) 12 66 5.38 0.194 81.52 12 66 5.35 0.188 81.06 12 60 4.88 0.185 81.33 12 62 5.12 0.188 82.58 12 66 5.32 0.194 80.61. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(40) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 4.2. Propiedades Mecánicas promedio para cada tiempo de gelificación. Esfuerzo Máximos vs Días 90 80. Esfuerzo Máximo (Mpa). 70 60 50 40 30 20 10 0 0. 2. 4. 6. 8. 10. 12. 14. 16. Dias de Gelificación. Figura 9. Esfuerzo Máximo para cada tiempo de gelificación. Deformación Unitaria vs Días 0.35. Deformación Unitaria (mm/mm). 0.3 0.25 0.2 0.15 0.1 0.05 0 0. 2. 4. 6. 8. 10. 12. 14. 16. Días de Gelificación. Figura 10. Deformación Unitaria para cada tiempo de gelificación. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(41) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Módulo de Elasticidad vs Días 500. Módulo de Elasticidad (Mpa). 450 400 350 300 250 200 150 100 50 0 0. 2. 4. 6. 8. 10. 12. 14. 16. Días de Gelificación. Figura 11. Módulo de Elasticidad para cada tiempo de gelificación. -. Podemos observar que el esfuerzo máximo va aumentando con el pasar de los días de gelificación y se estabiliza cuando se llega una semana. -. El módulo de elasticidad se calculará dividiendo el esfuerzo máximo y la deformación unitaria. -. El módulo de elasticidad es mucho menor que el de otros materiales. -. El material tiene a soportar mayor deformación cuando el tiempo de gelificación es menor y esto se debe a la naturaleza de la resina.. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
Figure

+7



Documento similar
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú.. ii
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comecial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia,
Esta obra ha sido publicada bajo la licencia Creative Commons. Compartir bajo la misma licencia versión Internacional. Para ver una copia de dicha licencia,
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú.. Esta obra ha sido publicada bajo la
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia,
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú.. INDICE
