ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA
UNIDAD ZACATENCOSECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“
DISEÑO DE UN PROTOTIPO FUNCIONAL
DE EMBALAJE DE GRANOS AUTOMATIZADO
”
T E S I S
QUE PARA OBTENER EL GRADO DE
MAESTRO EN CIENCIAS EN INGENIERÍA MECÁNICA
PRESENTA:
ING. LUIS ALBERTO MÁRQUEZ TAMAYO
DIRECTORES DE TESIS:
DR. EZEQUIEL ALBERTO GALLARDO HERNÁNDEZ
DR. MANUEL VITE TORRES
ACTA
DEREVrstóru
or
rEsts
En la Ciudad de México,
D.
F. siendolas 10:00
horas del día miembros de la Comisión Revisora de la25
del mes deOctubre del
2013 se reunieron los Tesis, designadaE.S.I.M.E. por el Colegio de Profesores de Estudios de Posgrado e lnvestigación de
para examinar la tesis titulada:
..DISEÑO DE
UN
PROTOTIPO FUNCIONAL DE EMBALAJE DE GRANOS AUTOMATIZADO".Presentada por el alumno:
MARQUEZ TAMAYO LUIS ALBERTO
Apellido paterno
aspirante de.
Apellido materno Nombre(s)
Con registro:
MAESTRO EN CIENC¡AS EN INGENIERíN UCCÁruICR
Después de intercambiar opiniones los miembros de la Comisión manifestaron SU APROBACTÓN DE
LA IES/S, en virlud de que satisface los requisitos señalados por las disposiciones reglamentarias
vigentes.
LA COMISIÓN REVISORA
Directores de tesis
DR. EZEQUIEL ALBERTO GALLARDO HERNANDEZ
Presidente
DR MAUEL VITE TORRES
/^
Bl1
1 0 7 7 1DR
I IrI/ tri
.'tu s
i' >1
CARTA CESIÓN DE DERECHOS
En la Ciudad de México, D.F. el día 30 del mes de Octubre del año 2013, el (la) que
suscribe Luis Alberto Márquez Tamayo alumno(a) del Programa de Maestría en Ciencias
en Ingeniería Mecánica, con número de registro B110771, adscrito(a) la Sección de
Estudios de Posgrado e Investigación de la ESIME Unidad Zacatenco, manifiesto(a) que es
el (la) autor(a) intelectual del presente trabajo de Tesis bajo la dirección del (de la, de los)
Doctores Ezequiel Alberto Gallardo Hernández y Manuel Vite Torres
y cede los derechos
del trabajo titulado Diseño de un prototipo funcional de embalaje de granos automatizado,
al Instituto Politécnico Nacional para su difusión, con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas o datos
del trabajo sin el permiso expreso del (de la) autor(a) y/o director(es) del trabajo. Este
puede ser obtenido escribiendo a las siguientes direcciones [email protected] o
[email protected]. Si el permiso se otorga, el usuario deberá dar el agradecimiento
correspondiente y citar la fuente del mismo.
Nombre y firma del alumno(a)
Agradecimientos
A Dios, por haberme dado la fortaleza y el valor para salir adelante durante los
tiempos difíciles y por mantenerme firme en el camino cuando los problemas
parecían no tener fin. No alcanzarían las páginas para agradecerte el privilegio de
convertirme primeramente en Ingeniero, y ahora en Maestro en Ciencias. Gracias
Señor.
A mis padres, Guadalupe Elia Tamayo Zacarías y José Luis Márquez García,
quienes a pesar de las circunstancias y dificultades han estado siempre
apoyándome en cada una de las metas que me he propuesto. Sus consejos llenos
de sabiduría y sobre todo su amor, me han permitido culminar hoy esta etapa tan
importante para mí. Este triunfo también es suyo.
A mi novia, Itzel Rodriguez Castro, quien durante varios años ha permanecido a mi
lado, apoyándome y animándome a alcanzar mis metas y sueños, aun en los
tiempos más difíciles. Gracias por tu amor incondicional, por tus palabras de
aliento cuando más las necesitaba, por tu compresión y por creer siempre en mí.
Te amo mucho.
A mis compañeros, pero sobre todo amigos, María Joana Yáñez Escoto y
Slaymen Rodea Ruiz, quienes trabajaron arduamente a mi lado durante la
realización de este proyecto, quiero agradecerles por haber dado siempre su
mejor esfuerzo durante todo este tiempo. Estoy seguro de que los tres
conocimos, sino también por lo mucho que aprendimos el uno del otro. Gracias
amigos, esto no hubiera sido posible sin ustedes.
A mis asesores, el Dr. Ezequiel Alberto Gallardo Hernández y el Dr. Manuel Vite
Torres, por haberme apoyado y orientado tan acertadamente durante mi estancia
en el grupo de Tribología. Y en especial, por abrirme las puertas y recibirme como
uno de sus estudiantes para la realización de este proyecto. Les agradezco el
apoyo y la confianza puesta no solo en el proyecto, sino también en mí. Gracias.
Por último, pero no por eso menos importante, agradezco a todos las personas
que directa o indirectamente contribuyeron a la realización de este proyecto, ya
sea proporcionando sus conocimientos, apoyándonos con un lugar para trabajar,
tomándose un minuto para orientarnos, o incluso para regañarnos, cuando
nuestras decisiones no eran las adecuadas. A todas y cada una de esas personas,
ÍNDICE GENERAL
Simbología……… i
Resumen………... iii
Abstract………. v
Justificación………. vii
Alcances……… ix
Objetivos……….. ix
Introducción………. xi
Capítulo 1 Antecedentes del embalaje...……….. 1
1.1 El empaque, el envase y el embalaje………... 1
1.2 Historia del embalaje……….. 2
1.3 Las tecnologías de embalaje en la actualidad……….. 4
1.3.1 Importancia de las máquinas de embalaje en la actualidad………. 7
1.4 Clasificación de los empaques……… 8
1.5 Las máquinas de empaquetado……….. 9
1.6 Panorama nacional……….……… 10
Capítulo 2 Componentes y características de una máquina de embalaje VFFS……… 13 2.1 Sistemas y subsistemas principales……….………. 13
2.1.1 Formado………..………... 13
2.1.2 Sellado………..……….. 15
2.1.3 Desplazamiento………...……….. 18
2.1.4 Control………...……….. 18
2.2 Características requeridas en un equipo de embalaje………..………….. 19
2.3 Proceso general para el formado de un empaque……….…………. 20
2.4 Tipos de empaques más comunes y sus principales usos………... 22
Capítulo 3 Diseño conceptual de los principales sistemas………..….. 25
3.1 Metodología de diseño………..…… 25
3.2.1 Comprensión del problema………...…... 26
3.2.1.1 QFD………..….. 26
3.2.2 Diseño conceptual………..….. 27
3.2.2.1 Definición del modelo funcional……….…….. 27
3.2.2.2 Modelo funcional………..…… 29
3.2.2.3 Generación de conceptos……….………. 30
3.2.2.4 Evaluación de soluciones y concepto de diseño…………...…….. 33
3.3 Sistema de desplazamiento………..……... 36
3.3.1 Comprensión del problema………. 36
3.3.1.1 QFD………..….. 36
3.3.2 Diseño conceptual……….... 37
3.3.2.1 Definición del modelo funcional……….…………... 37
3.3.2.2 Modelo funcional………...……… 38
3.3.2.3 Generación de conceptos………..………. 39
3.3.2.4 Concepto de diseño………..………... 40
3.4 Sistema de sellado vertical………..…………. 41
3.4.1 Comprensión del problema………..………... 41
3.4.1.1 QFD………..…………. 41
3.4.2 Diseño conceptual………..…….. 42
3.4.2.1 Definición del modelo funcional……….………... 42
3.4.2.2 Modelo funcional………..………… 43
3.4.2.3 Generación de conceptos……….………. 44
3.4.2.4 Concepto de diseño……….…………... 45
3.5 Sistema de sellado horizontal………..……… 46
3.5.1 Comprensión del problema………..………... 46
3.5.1.1 QFD………..……….. 46
3.5.2 Diseño conceptual………..….. 46
3.5.2.1 Definición del modelo funcional………..……... 46
3.5.2.2 Modelo funcional………...…… 48
3.5.2.3 Generación de conceptos………..…. 49
3.5.2.4 Concepto de diseño………..…... 50
3.6.2 Diseño conceptual………... 52
3.6.2.1 Definición del modelo funcional………... 52
3.6.2.2 Modelo funcional……….. 53
3.6.2.3 Generación de conceptos………... 53
3.6.2.4 Concepto de diseño……….. 54
Capítulo 4 Diseño de detalle de los elementos principales………..….. 57
4.1 Cálculo del diámetro del eje principal………. 57
4.1.1 Cálculo del diámetro considerando el peso propio de la barra………….. 67
4.1.2 Cálculo de la deflexión máxima……….. 69
4.2 Cálculo de la potencia del motor y las RPM requeridas……….. 71
4.3 Cálculo del eje conducido para las poleas………..….. 74
4.3.1 Selección de coples, cuñas y opresores ………..…… 76
Capítulo 5 Análisis de costos... 79
5.1 Costo total del prototipo………..….. 79
Conclusiones………... 83
Referencias………... 85
ÍNDICE DE FIGURAS
Figura 1.1 Máquina selladora manual.……….. 5
Figura 1.2 Máquina de embalaje automática..………. 6
Figura 2.1 Eje de alimentación..………. 14
Figura 2.2 Formador de bolsa..……….. 15
Figura 2.3 Resistencia tipo cartucho ………. 16
Figura 2.4 Mordaza de sellado ……….…. 16
Figura 2.5 Cuchilla para máquina de embalaje……… 17
Figura 2.6 Empaque completamente sellado………... 18
Figura 2.7 Proceso de operación del prototipo de embalaje………. 21
Figura 2.8 Empaque tipo pillow………... 24
Figura 3.1 Entorno del sistema de formado..………... 28
Figura 3.2 Funciones técnicas del sistema de formado….……….… 29
Figura 3.3 Componentes de un modelo funcional.………..… 29
Figura 3.4 Modelo funcional del sistema de formado Nivel – A0……….. 30
Figura 3.5 Modelo funcional del sistema de formado Nivel – A1……….. 30
Figura 3.6 Boceto sistema de formado – concepto 1……….………. 32
Figura 3.7 Boceto sistema de formado – concepto 2……….. 32
Figura 3.8 Boceto sistema de formado – concepto 3……….. 33
Figura 3.9 Modelo en CAD del sistema de formado………...………... 36
Figura 3.10 Entorno del sistema de desplazamiento…..……… 37
Figura 3.11 Funciones técnicas del sistema de desplazamiento……….. 38
Figura 3.12 Modelo funcional del sistema de desplazamiento Nivel –A0……….... 38
Figura 3.13 Modelo funcional del sistema de desplazamiento Nivel –A1………… 38
Figura 3.14 Modelo funcional del sistema de desplazamiento Nivel –A2………… 39
Figura 3.15 Bocetos sistema de desplazamiento……… 39
Figura 3.16 Modelo en CAD del sistema de desplazamiento…...……… 40
Figura 3.17 Entorno del sistema de sellado vertical …..…………... 42
Figura 3.18 Funciones técnicas del sistema de sellado vertical………... 43
Figura 3.22 Bocetos sistema de sellado vertical……….. 44
Figura 3.23 Modelo en CAD del sistema de sellado vertical……….. 45
Figura 3.24 Entorno del sistema de sellado horizontal ……….. 47
Figura 3.25 Funciones técnicas del sistema de sellado horizontal………... 47
Figura 3.26 Modelo funcional del sistema de sellado horizontal Nivel – A0……… 48
Figura 3.27 Modelo funcional del sistema de sellado horizontal Nivel – A0……… 48
Figura 3.28 Modelo funcional del sistema de sellado horizontal Nivel – A2……… 49
Figura 3.29 Modelo funcional del sistema de sellado horizontal Nivel – A2……… 49
Figura 3.30 Bocetos sistema de sellado horizontal………. 50
Figura 3.31 Modelo en CAD del sistema de sellado horizontal………. 51
Figura 3.32 Entorno del sistema estructura……….. 52
Figura 3.33 Modelo funcional de la estructura Nivel – A0……….. 53
Figura 3.34 Modelo funcional de la estructura Nivel – A1………..……… 53
Figura 3.35 Bocetos estructura………... 54
Figura 3.36 Modelo en CAD estructura y sistemas ensamblados……… 55
Figura 3.37 Puertas de seguridad y mantenimiento……… 55
Figura 3.38 Diseño final del prototipo……… 56
Figura 4.1 Representación de cargas y momentos en el eje………. 59
Figura 4.2 Sección A-B………. 60
Figura 4.3 Reacciones de la sección A-B………. 60
Figura 4.4 Sección B-C……… 60
Figura 4.5 Análisis de las reacciones de la sección B-C……… 61
Figura 4.6 Reacciones de la sección B-C………. 61
Figura 4.7 Sección C-D……… 62
Figura 4.8 Análisis de las reacciones de la sección C-D……… 63
Figura 4.9 Reacciones de la sección C-D………. 63
Figura 4.10 Suma de reacciones de las 3 secciones……….. 63
Figura 4.11 Diagrama de fuerza cortante y momento flexionante……… 64
Figura 4.12 Cargas y reacciones en el eje considerando el peso propio………… 68
Figura 4.13 Segundo diagrama de fuerza cortante y momento flexionante……… 68
Figura 4.14 Tensiones y fuerzas en la polea……… 74
Figura 4.15 Diagrama del eje conducido……….. 75
ÍNDICE DE TABLAS
Tabla 1.1 Historia del embalaje……….. 3
Tabla 1.2 Materiales utilizados para la fabricación de empaques………..…. 9
Tabla 2.1 Tipos de empaques………... 23
Tabla 3.1 Matriz morfológica para el sistema de formado.………. 31
Tabla 3.2 Conceptos de diseño para el sistema de formado………. 31
Tabla 3.3 Evaluación de factibilidad…….………. 34
Tabla 3.4 Evaluación de disponibilidad tecnológica………... 34
Tabla 3.5 Matriz de decisión….……….. 35
SIMBOLOGÍA
Costo total de control Costo total de manufactura
Costo total del producto Fuerza normal
Fuerza Tangencial
Número total de unidades Esfuerzo de cedencia Tensión
Costos de herramental
Deformación o deflexión máxima
Esfuerzo de trabajo Diámetro del eje Costos de desarrollo Fuerza(s)
Caballo de fuerza Momento de inercia Largo
Trabajo directo de manufactura y ensamble por unidad Momento
Costo del material por unidad Newton
Carga puntual
Perímetro Reacciones
Uso de los recursos de producción Módulo de sección
Costos indirectos Torque
Velocidad Peso o carga
Sección izquierda en ecuación de 3 momentos Sección derecha en ecuación de 3 momentos
Bolsas por minuto Diámetro Diámetro Kilogramo Lago Libra fuerza Metro
Factor de seguridad Radio
RESUMEN
En el presente trabajo, se aborda el diseño de un prototipo funcional de embalaje de granos desde la fase conceptual hasta la generación de la información necesaria para su manufactura y ensamble. Esto, con la finalidad de generar un equipo que pueda ser utilizado por las pequeñas y medianas empresas nacionales.
Así mismo, se presenta de manera secuencial el proceso que se siguió para el desarrollo de cada uno de los sistemas y mecanismos que se proponen, así como los cálculos necesarios para los elementos más importantes.
ABSTRACT
This work shows the development of the design of a grain packaging machine prototype, from the conceptual stage, until the generation of the information required for its manufacture and assemble. The equipment can be used by small and medium enterprises.
The followed procedure it is shown for the development of each system and mechanism, including the engineering calculations for the principal components.
JUSTIFICACIÓN
El diseño del prototipo funcional de embalaje, fue motivado por el creciente número de pequeños y medianos productores dentro de la rama alimenticia (PyMES), así como por el limitado número de empresas nacionales dedicadas a la producción y desarrollo de tecnologías de embalaje.
Según datos de la Cámara Nacional de la Industria de la Transformación de México (CANACINTRA, 2012), cerca de un 80% de los productores nacionales dentro de la industria alimenticia son PyMES. Este tipo de empresas, requieren de tecnologías económicas y eficientes que les permitan aumentar sus niveles tanto de producción como de calidad a un costo competitivo. Desafortunadamente, la gran mayoría de los equipos de embalaje automatizados son diseñados y manufacturados por compañías transnacionales, por lo que su costo de adquisición puede ser elevado o incluso inaccesible para los pequeños empresarios, que en su mayoría, cuentan con recursos financieros limitados y tecnologías obsoletas.
ALCANCES
El presente trabajo abraca el proceso de diseño y dimensionamiento de los sistemas principales del prototipo de embalaje de granos automatizado, así como la generación de los planos de diseño necesarios para su manufactura.
OBJETIVOS
General:
Emplear ingeniería y tecnología mexicana para el diseño de un prototipo funcional de embalaje de granos automatizado, el cual permita realizar el empaquetado de productos de forma limpia, rápida, económica y eficiente.
Particulares:
Diseñar los sistemas y subsistemas necesarios.
Diseñar la estructura del equipo y la integración de los sistemas.
Documentar los cálculos de los elementos más críticos.
INTRODUCCIÓN
Las máquinas de embalaje automáticas son ampliamente utilizadas en múltiples ramas de la industria, principalmente en la alimenticia, ya que mediante la automatización de diversos procesos, se consigue un aumento en la capacidad productiva y una reducción en los costos de producción.
Un equipo de embalaje está constituido de diversos sistemas y subsistemas, cada uno encargado de una tarea específica. El proceso consiste básicamente en el moldeado de una película plástica, para formar un empaque hermético y resistente donde se pueda depositar un determinado producto. Al empaquetarlo de este modo, se obtiene una mayor calidad, duración e higiene a largo plazo.
El presente trabajo se encuentra constituido por los siguientes temas:
CAPÍTULO 1
1
ANTECEDENTES DEL EMBALAJE
Se muestra un panorama general de las tecnologías y equipos utilizados para el embalaje. Las ventajas que representa empaquetar un producto mediante un equipo automatizado, y la importancia de los mismos para la economía nacional. Así mismo, se abordan algunos conceptos fundamentales para una mejor comprensión del desarrollo de este trabajo.
1.1 El empaque, el envase y el embalaje
En la actualidad, los empaques forman una parte muy importante para la comercialización de los productos y mercancías en la sociedad moderna; se encuentran de diversos tipos y tamaños dependiendo de su aplicación. Los consumidores interactúan con ellos diariamente, desde los alimentos para su sustento hasta los productos de que se utilizan para la limpieza del hogar. Esto, por mencionar solo algunos ejemplos.
Es importante mencionar la diferencia entre envase, empaque y embalaje, ya que se puede presentar cierta confusión entre dichos términos.
Un envase, es todo aquel material que sirve para confinar o guardar un producto. Este puede ser cualquier recipiente de vidrio, plástico, metal, entre otros.
Por su parte un empaque, es cualquier material que encierre o contenga un producto con o sin envase, con la finalidad de protegerlo del medio, preservarlo por mayor tiempo y poderlo llevar a un consumidor (Envase, Empaque y Embalaje, 2012).
En resumen, un empaque cumple cinco funciones principales (Berger, 2005):
Contención
Protección
Transporte
Presentación de imagen y marca de un producto
Brindar información al consumidor
Por último, el concepto de embalaje puede ser entendido como todo el conjunto de materiales, métodos, tecnologías y procesos que se utilizan para manipular, almacenar, conservar y transportar un producto o mercancía.
1.2 Historia del embalaje
En el mundo actual, la gran mayoría de los productos generados por el hombre requieren de un empaque para que puedan ser llevados al consumidor para su utilización y aprovechamiento. Pudiera parecer que esta necesidad es relativamente reciente pero en realidad es tan antigua como la humanidad. Un ejemplo sencillo es el almacenamiento y transporte de pequeñas cantidades de agua, antiguamente se utilizaban bolsas elaboradas de cuero y actualmente se emplean materiales plásticos como el tereftalato de polietileno (PET por sus siglas en inglés), para fabricar recipientes que sean capaces de contener los líquidos. Las necesidades son las mismas, pero la forma de satisfacerlas evoluciona conforme se desarrollan nuevas tecnologías.
Tabla 1.1 Historia del embalaje
Año Papel y sus productos Vidrio Metal Plásticos
8000 a.C. Hierbas entrelazadas, sustituidas pronto por tejidos. Vasijas de barro y vidrio sin cocer.
200 a.C.
Desarrollado por los chinos a partir de hojas de morera.
868 Primeros rastros de la imprenta en China.
1500
Se crea el arte del etiquetado; se expanden los sacos de yute. 1810 Peter Durand diseña el envase cilíndrico sellado (la lata).
1890
Aparecen las cajas de cartón impresas; se patenta el tapón de corona en 1892
-Aparece la primera botella de leche -Aparece la Coca-Cola en botella, siguiéndole pronto la Pepsi-Cola
Se inventa la pasta de dientes y empieza a aparecer en tubos deformables
1900 M.W. Kellogg lanza el paquete de cereales
Se embotella la mayonesa
en 1907
Se hacen tapas de aluminio para los tarros
Mason
1909
Aparecen cajas atadas con alambre
para el embalaje a granel
La primera maquinaria para envoltorios se desarrolla en
Suiza en 1911
1900 -1930 Los frascos de perfume se hacen más imaginativos
Se emplea la hoja metálica para las barras
de caramelo Live Savers
1927 mercado como producto El PVC aparece en el
Tabla 1.1 Historia del embalaje (continuación)
Año Papel y sus productos Vidrio Metal Plásticos
1938 Du Pont lanza el nylon
1950 Primeros envases en hoja
de aluminio
-Se desarrolla el PE de alta densidad en Gran Bretaña y EE.UU. por la Phillips Petroleum y Standard Oil -Desarrollo de los
policarbonatos por General Electric y Bayer
1959 Se diseña la lata de aluminio
Se desarrolla el polipropileno en Italia, apareciendo primero como envoltorio
1960 Se usa el LDPE en sacos de gran resistencia para
fertilizantes 1977 El vidrio empieza a usarse sólo para productos de valor elevado
Se empieza a extender el PET como botella para
bebidas carbónicas
1980
Continúa la disminución de
espesor de los envases de hojalata y se pasa a diseñar
latas de una sola pieza
-Uso del PET en alimentos y productos que se llenan en caliente, como las
mermeladas
-Guy La Roche usa PET en perfumes
1990
Uso creciente, ya que los diseñadores buscan sacar
partido de la
revolución “verde” El vidrio vuelve a conquistar la atención como medio de embalaje reciclable Los productos biodegradables se van
incorporando a más diseños.
1.3 Las tecnologías de embalaje en la actualidad
Para ello, se han desarrollado tecnologías que permitan la optimización de dicho proceso. Se conocen como máquinas de embalaje a los equipos que permiten llevar a cabo el
envasado o empaquetado de un determinado producto, mismos que se dividen en diferentes categorías, según sea el producto para las que fueron diseñadas, la capacidad de empaquetado, el nivel de automatización, entre otros.
Una categoría que cabe destacar es su nivel de automatización, donde se pueden dividir en manuales, semiautomáticas y automáticas:
Manuales:
Un ejemplo claro son las selladoras comúnmente utilizadas por las micro empresas. Estas consisten en una plancha que se calienta a una determinada temperatura, y se operan accionando una palanca o presionando un pedal. En este caso, un termostato ajustable a una temperatura deseada es el único dispositivo de control, ver figura 1.1.
[image:27.612.233.417.400.551.2]
Figura. 1.1 Máquina selladora manual.
Selladora manual para polietileno, Fuente: www.emar.com.mx/selladoras_1.htm
Semiautomáticas:
Automáticas:
Estos equipos son capaces de operar prácticamente de manera autónoma sin la intervención de la mano humana, salvo para algunos ajustes, dado que están equipados con elementos de monitoreo de diversos tipos como sensores de temperatura, magnéticos, ópticos, posición, etc. Los cuales se comunican de manera electrónica con una unidad de control como puede ser un microcontrolador o un PLC.
[image:28.612.242.407.372.584.2]Mediante la programación de una serie de condiciones e instrucciones en el controlador, el operador es capaz de coordinar las acciones de diversos elementos como motores, válvulas, actuadores, etc. Usualmente para el manejo de este tipo de equipos es suficiente la presencia de uno o dos operadores como máximo, para realizar tareas de ajuste y calibración. Un equipo de este tipo se muestra en la figura 1.2.
Figura. 1.2 Máquina de embalaje automática.
Vertical packaging machine SMART. Fuente: www.mielepackaging.it/en/Machines.asp
Es importante no confundir el grado de automatización con el nivel tecnológico, por ejemplo un equipo puede contar con elementos de alta tecnología y vanguardia, pero si para su operación requiere en gran medida de la mano humana no se puede considerar una máquina automática.
1.3.1 Importancia de las máquinas de embalaje en la actualidad
Actualmente, el proceso de embalaje ha cobrado una enorme importancia para las empresas productoras, desde las pequeñas y medianas que buscan su crecimiento y desarrollo, hasta las grandes compañías que se encuentran en constante evolución para mantener su posicionamiento en el mercado.
Las máquinas de embalaje han sido la alternativa ideal para alcanzar estas metas ya que presentan una serie de ventajas superiores a la forma manual de envasado, como son:
Higiene:
Al realizar el proceso de manera tradicional, el producto debe estar en contacto con la mano humana, ya sea para el vaciado dentro del empaque o durante el sellado. Aun con las medidas de higiene pertinentes, el alimento puede llegar a contaminarse. Por el contrario, si se realiza de manera automática se evita la presencia humana y la posible contaminación del producto.
Conservación del producto:
Generalmente, cuando se sella un empaque de manera manual, no se logra una hermeticidad contra el medio ambiente, lo cual puede ser contraproducente por ejemplo en el caso de los alimentos o las medicinas. Al automatizar dicha tarea, se pueden controlar parámetros tales como la temperatura, área y presión de sellado, para un empaquetado de mayor calidad que permita una mejor conservación.
Productividad:
Eficiencia:
Como se mencionó anteriormente, un equipo de embalaje automatizado cuenta con diversos elementos sensores, mismos que permiten un mejor procesamiento de las materias primas, homologar el peso o volumen del producto empaquetado, así como reducir el desperdicio, todo en un menor tiempo, lo cual impacta directamente en una reducción del costo de producción.
Aunque no son exclusivos, la mayor demanda de estos equipos se puede encontrar particularmente en la industria alimenticia, en donde la calidad del empaque debe ser óptima para preservar la integridad y calidad de los productos desde la planta donde se fabrican, hasta el consumidor.
1.4 Clasificación de los empaques
En general los empaques se pueden clasificar en tres categorías según sus características (Berger, 2005):
Flexibles:
Bolsas y empaques de papel o plástico.
Semiflexibles:
Botellas plásticas, envases y cajas de cartón.
Rígidos:
Latas y botellas de vidrio
El tipo de empaque óptimo depende de las propiedades y características del producto. Por ejemplo, si se requiere empaquetar verduras al vapor, no es viable emplear un empaque flexible, pues en el proceso de trasporte o almacenaje éste podría dañarse o maltratarse. En casos como estos, recurrir a un envase rígido como una lata, podría asegurar una mejor protección del alimento.
Tabla 1.2 Materiales utilizados para la fabricación de empaques
MATERIAL PROPIEDADES APLICACIONES
Polietileno de Alta Densidad (HD-PE) -Transparente -Muy elástico
-Resistente al choque y desgarre -Hermético para aromas y vapor -Fisiológicamente inofensivo
Película de envase para fruta, verdura, carne, embutidos, queso, forrados, ventanillas de cajas de cartón, etc. Polietileno de Baja Densidad (LD-PE) -Transparente
-Muy hermético al vapor de agua -Muy resistente al frío
-Buena rigidez y resistencia al impacto -Sensible a álcalis y ácidos
Envases para alimentos, bolsas de leche, artículos técnicos, películas contraíbles.
Polipropileno (PP)
-Transparente
-Muy resistente al desgarre -Moderada resistencia al impacto -Hermético al agua
-Estable a altas temperaturas (hasta 140ºC)
Hilos para fabricación de sacos, envase de pan, fruta, artículos técnicos, libros, camisas, medias.
Celulosa Hidratada
(Celofán)
-Transparente
-Hermético al aire, aceite, grasa y polvo, condicionalmente al vapor de agua y suficientemente al aroma
-Necesita lacado para sellarse
Envolturas para bocadillos y para todas las mercancías a proteger del secado como pastas, carne y embutidos, dulces, cigarrillos.
1.5 Las máquinas de empaquetado
Existe una enorme cantidad de productos que se comercializan en el mercado; al igual que una gran variedad de equipos para realizar el embalaje de los mismos. Algunos de los más comunes que se pueden encontrar en la industria son principalmente, llenadoras, envolvedoras, enlatadoras y empaquetadoras.
Del grupo anterior, uno de los más utilizados por las pequeñas y medianas empresas son las empaquetadoras, dado que cuentan con una mayor flexibilidad para el embalaje de productos diversos, por ejemplo pueden empaquetar desde polvos o granos hasta algunos líquidos.
Las máquinas empaquetadoras, se dividen en dos categorías: Verticales y horizontales, su nombre deriva de la trayectoria que sigue el producto para su empaquetado.
del empaque. Son utilizados, comúnmente, para productos que no son muy delicados en su manejo como granos, dulces, polvos y líquidos.
Horizontales:
En los equipos “Horizontal Form Fill Seal” o HFFS (Yam, 2009), el producto se empaqueta de manera horizontal, como si fuera una banda trasportadora, suelen utilizarse generalmente en productos que se maltratan fácilmente durante su manejo como por ejemplo los pastelillos. En cuanto a sus componentes son muy similares a las VFFS, pero presentan la desventaja de ocupar un mayor espacio.
1.6 Panorama nacional
La rama 106 de la Cámara Nacional de la Industria de la Trasformación, perteneciente a los fabricantes de botanas, reportó en el 2012 (CANACINTRA, 2012) que del total de los productores nacionales registrados en el “Directorio nacional de fabricantes de botanas”
un 60% son micro empresas, 20% son pequeñas, 14% son medianas y tan solo el 6% son grandes. Aunque se estima que la cantidad de micro empresas es mayor. Estas empresas generan alrededor de 50,000 empleos directos, y casi 150,000 indirectos por lo que son un elemento valioso para la economía regional y nacional.
Analizando los datos anteriores, se observa que aproximadamente el 80% de los productores nacionales, pertenecen al grupo conocido como Pymes (Pequeñas y medianas empresas), el cual presenta características como (ProMéxico, 2013):
Recursos financieros limitados
Procesos deficientes de producción
Falta de tecnología
Bajos volúmenes de producción
Falta de mano de obra calificada
Escasos controles de calidad
CAPÍTULO 2
2
COMPONENTES Y CARACTERISTICAS DE
UNA MÁQUINA DE EMBALAJE VFFS
Se describen los componentes principales de una máquina de embalaje “Vertical Form Fill Seal”. Las restricciones sanitarias a considerar en el diseño de equipos empleados en el procesamiento de alimentos, y el proceso mediante el cual se genera un empaque.
2.1 Sistemas y subsistemas principales
Una máquina de embalaje vertical automatizada se compone de diversos sistemas y subsistemas dependiendo de sus características y especificaciones. Un equipo VFFS está constituido por cuatro sistemas principales: Formado, sellado, desplazamiento y control, los cuales se describen de manera resumida a continuación.
2.1.1 Formado
Mediante una serie de elementos mecánicos, se moldea la película plástica para obtener una forma tubular conocida, comúnmente, como “preforma del empaque”, a partir de la
cual operan los subsecuentes sistemas. Esta es la base para las dimensiones generales que va a tener la bolsa terminada. Los componentes principales de este sistema son:
Eje de alimentación:
Figura 2.1 Eje de alimentación
Freno:
Por efecto de la inercia, al desenrollar la bobina continuará girando, lo cual puede ocasionar un formado incorrecto del empaque. Para solucionar esto, se coloca un dispositivo o mecanismo que regule el abastecimiento de la película a los demás sistemas.
Formador:
Al momento de desembobinar la película, posee una forma plana, por lo tanto, para que se pueda formar el empaque, es necesaria la presencia de un elemento que la moldeé en forma tubular. Para ello existen dispositivos conocidos
Figura 2.2 Formador de bolsa
Formadores de bolsa. Fuente: www.macoypackaging.com/Formadores.html
Rodillos tensores:
La bobina se encuentra alejada del formador, por lo tanto para llevar la película plástica a éste, se utiliza un conjunto de rodillos montados sobre rodamientos que permiten, además, mantener una tensión adecuada.
2.1.2 Sellado
El sellado térmico es una alternativa ampliamente utilizada debido a su economía y simplicidad. Mediante una o más resistencias de cartucho como la que se muestra en la figura 2.3, se realiza el calentamiento de una plancha o mordaza metálica, que es presionada contra la película plástica por unos segundos para fundirla y generar el sello, ver figura 2.4.
Figura 2.3 Resistencia tipo cartucho
Resistencias de cartucho. Fuente: www.resistencias.com/esp/durawatt.php#!prettyPhoto
Figura 2.4 Mordaza de sellado
De manera general, el sistema de sellado se divide en:
Sellador vertical:
Realiza un sello a lo largo de la preforma, una vez realizado, la película conserva su forma tubular con el diámetro deseado para el empaque.
Sellador Horizontal:
Este sistema genera un sellado a lo ancho, en la parte superior e inferior del empaque.
Elemento de corte:
Una vez que se han realizado los sellos correspondientes en el empaque, es necesario separarlos por medio del accionamiento de una navaja o sierra dependiendo del tipo de película que se utilice, ver figura 2.5.
Figura 2.5 Cuchilla para máquina de embalaje
BAU-PCK-029. Fuente: www.baucor.com/es/products/blades-by-industry/cuchillos-de-embalaje
Figura 2.6 Empaque completamente sellado
Pillow bag. Fuente: www.appequipment.com/bag_images/090130pillow_bag_with_punched_euro_hole.jpg
2.1.3 Desplazamiento
Su función consiste en trasladar la película durante todo el proceso. Su operación determina, en gran medida, la velocidad de los mecanismos y largo de la bolsa. Existe una gran cantidad de configuraciones y métodos utilizados para dicha tarea por lo que sus componentes son diversos en cada diseño. Algunos de los más comunes son: Bandas y poleas acopladas a un motor, mecanismos de biela manivela, sistemas neumáticos, entre otros.
2.1.4 Control
Para coordinar y automatizar el proceso, es necesario integrar los elementos mediante un dispositivo lógico programable (PLC), que se complementa con diversos tipos de sensores y actuadores a fin de obtener la información de los componentes en operación y realizar correcciones pertinentes. Algunos de estos elementos complementarios son:
Electroválvulas
Actuadores neumáticos
Motores de AC y CD
Sensores ópticos
Sello vertical
Sensores de temperatura
Relevadores y contactores
2.2 Características requeridas en un equipo de embalaje
Cuando el producto que se desea empaquetar, está destinado para el consumo humano como es el caso de los alimentos o medicamentos, se debe tener especial cuidado en los materiales y productos que se emplean, ya que estos pueden ser nocivos para la salud. Por tal motivo, se han formulado normas que regulen los procesos de embalaje de modo que se puedan reducir los riegos de intoxicación o algún tipo de daño al consumidor. Cada país tiene sus propias regulaciones, en el caso de México, son las Normas Oficiales Mexicanas las encargadas de dicha función. En el caso del diseño de un equipo de embalaje, es importante tomar en consideración la NOM-120-SSA1-1994 referente a las
“Prácticas de higiene y sanidad para el proceso de alimentos, bebidas no alcohólicas y
alcohólicas” (Normas oficiales mexicanas, 1994) misma que abarca puntos importantes como: Obtención de la materia prima, almacenamiento, producción, higiene, transporte, entre otros.
Particularmente se puede hacer énfasis en el apartado 9 referente al “Equipamiento” que
se utiliza en el proceso de alimentos. A continuación se citan algunos de los puntos más importantes de dicha norma que competen al diseño del prototipo:
9.2 Materiales
- 9.2.1 Todo el equipo y los utensilios empleados en las áreas de manipulación de
productos y que puedan entrar en contacto con ellos, deben ser de un material
inerte que no transmita sustancias tóxicas, olores ni sabores, que sea
inabsorbente, resistente a la corrosión y capaz de resistir repetidas operaciones de
limpieza y desinfección.
- 9.2.2 Las superficies deben ser lisas y estar exentas de orificios y grietas. Además
- 9.2.3 Tratándose de alimentos y bebidas no alcohólicas, no se debe usar madera y
otros materiales que no puedan limpiarse y desinfectarse adecuadamente cuando
estén en contacto con materias primas y producto terminado.
9.3 Mantenimiento
- 9.3.1 Todos los instrumentos de control de proceso (medidores de tiempo,
temperatura, presión, humedad relativa, potenciómetros, flujo, masa, etc.), deben
estar calibrados en condiciones de uso para evitar desviaciones de los patrones de
operación.
- 9.3.2 Al lubricar el equipo se deben tomar precauciones para evitar contaminación
de los productos que se procesan. Se deben emplear lubricantes inocuos.
- 9.3.5 Las partes externas de los equipos que no entran en contacto con los
alimentos, deben de estar limpios, sin muestras de derrames.
- 9.3.7 Después del mantenimiento o reparación del equipo se debe inspeccionar
con el fin de localizar residuos de los materiales empleados para dicho objetivo. El
equipo debe estar limpio y desinfectado previo uso en producción.
2.3 Proceso general para el formado de un empaque
El proceso para el formado de una bolsa, consiste de diferentes fases, las cuales se
pueden englobar en dos etapas principales: “Preparación y ajustes”, en la cual la mayoría
de las operaciones se realiza de manera manual y “Operación de la máquina”, en donde
Figura 2.7 Proceso de operación del prototipo de embalaje
Preparación y ajustes:
1. La película que comúnmente se encuentra enrollada, se coloca en la máquina en donde se sujeta debidamente y se alinea.
2. La película se hace pasar por los rodillos o cualquier mecanismo utilizado para guiarla, y es insertarla en el formador.
3. Es recomendable que el operador realice una prueba de sellado, para verificar que todos los sistemas se encuentren operando adecuadamente. 4. En caso de que la bolsa generada, no cumpla con los requerimientos, se
debe realizar los ajustes que se consideren pertinentes hasta obtener un resultado satisfactorio.
Operación del Equipo:
7. El controlador acciona el sistema de desplazamiento y coloca la película en un punto de partida, para garantizar el correcto centrado de la bolsa. Esto se realiza comúnmente, mediante una marca en la película que es detectada por un sensor óptico.
8. El mecanismo de sellado vertical se acciona para generar un sellado a lo largo de la preforma del empaque, conservando así su forma tubular. 9. Ya con preforma sellada, se acciona el mecanismo de arrastre o
desplazamiento, para llevar la película de manera precisa al siguiente proceso de sellado.
10. Se acciona el mecanismo de sellado inferior u horizontal, por lo general este sello es de un tamaño mayor al requerido para ser cortado por la mitad, de este modo, se realiza el sellado de la parte inferior de una bosa y el superior de la siguiente, en un solo paso.
11. Entre cada accionamiento del mecanismo de sellado inferior, a través del formador se deja caer el producto, de tal forma que queda contenido entre dos sellos. Todo el proceso se repite hasta se cumplan el número de empaques necesarios o la condición programada en el sistema de control. 12. Paro de la máquina
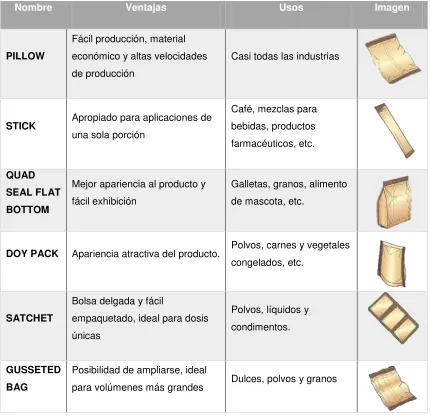
2.4 Tipos de empaques más comunes y sus principales usos
Tabla 2.1 Tipos de empaques
Nombre Ventajas Usos Imagen
PILLOW
Fácil producción, material económico y altas velocidades de producción
Casi todas las industrias
STICK Apropiado para aplicaciones de
una sola porción
Café, mezclas para bebidas, productos farmacéuticos, etc.
QUAD SEAL FLAT BOTTOM
Mejor apariencia al producto y fácil exhibición
Galletas, granos, alimento de mascota, etc.
DOY PACK Apariencia atractiva del producto. Polvos, carnes y vegetales
congelados, etc.
SATCHET
Bolsa delgada y fácil
empaquetado, ideal para dosis únicas
Polvos, líquidos y condimentos.
GUSSETED BAG
Posibilidad de ampliarse, ideal
para volúmenes más grandes Dulces, polvos y granos
Figura 2.8 Empaque tipo pillow
CAPÍTULO 3
3
DISEÑO CONCEPTUAL DE LOS PRINCIPALES
SISTEMAS
Se describe la metodología utilizada para conceptualizar el diseño de los sistemas más importantes del equipo. Además, se muestra el proceso seguido para determinar las funciones de servicio, el planteamiento de alternativas de solución y finalmente el concepto de diseño que se seleccionó como adecuado para cada uno de los casos.
3.1 Metodología de diseño
El planteamiento de un problema de diseño mecánico, la interpretación de la(s) necesidad(es) y la generación de posibles soluciones, puede ser complicada ya que se requiere la interacción entre distintas ramas de la ingeniería de manera simultánea. En el caso particular del diseño de un prototipo de embalaje, se ven involucradas áreas como: Mecánica, eléctrica, neumática y electrónica. Por lo tanto, para que se pueda manejar de manera eficiente toda esta información es necesario implementar una “Metodología de Diseño”, que defina de manera clara y específica todos los pasos a seguir durante las distintas etapas del desarrollo del producto, que abarca desde la comprensión del problema, hasta la generación de la información necesaria para su manufactura. Dicho de otra manera, debe permitir interpretar las necesidades del cliente y traducirlas en un producto terminado.
Para el desarrollo del prototipo de embalaje de granos se consideró como base la
En la etapa de comprensión del problema, se presentan los requerimientos del cliente que fueron identificados para cada uno de los sistemas a desarrollar, así como las metas de diseño que se obtuvieron mediante la herramienta del QFD, empleadas en la etapa conceptual. En el anexo 1, se encuentran las casas de la calidad correspondientes a cada uno de los principales sistemas que fueron diseñados.
Para el diseño conceptual, se aplicó el método de “Análisis funcional descendente” que permite determinar gráficamente cuales son las funciones necesarias que debe satisfacer el sistema así como sus interrelaciones. Para ello, se presenta de manera sintetizada los pasos seguidos para la elaboración de los mismos.
Por último, se presenta la generación de conceptos que se obtuvo mediante diversas herramientas, al igual que el proceso de evaluación y selección que se realizó para determinar el adecuado.
3.2 Sistema de formado
El primer paso del proceso de diseño, fue la identificación de las necesidades del cliente. Se recurrió a la herramienta del QFD para traducir las necesidades del cliente en metas de diseño mesurables.
3.2.1 Comprensión del problema
Este sistema, tiene la función de generar la preforma de la bolsa mediante el doblado de la película, y mantenerla en esa forma, mientras se llevan a cabo las siguientes etapas del proceso.
3.2.1.1 QFD
Para su elaboración se identificaron los siguientes requerimientos:
Ser económico
De fácil uso
Obtener dimensiones homogéneas de la preforma
Ser adaptable a varios tamaños de bobina
Requerir de poco y fácil mantenimiento
No ser toxico para el procesamiento de alimentos de consumo humano
A partir de estos requerimientos se elaboró la “Casa de la Calidad”, obteniéndose las siguientes metas de diseño:
Precisión
Tolerancias dimensionales de la preforma
Resistencia
Estandarización
Flexibilidad
Estas metas de diseño, fueron consideradas durante todo el proceso hasta la obtención del diseño final.
3.2.2 Diseño conceptual
El siguiente paso, fue definir de manera clara y ordenada cada una de las funciones que debe de cumplir el sistema a desarrollar, los elementos internos y externos involucrados y las trasformaciones de energía necesarias.
3.2.2.1 Definición del modelo funcional
Se determinaron las funciones de servicio, el entorno del sistema y las funciones técnicas como se muestra a continuación.
Funciones de servicio:
El sistema tiene una función principal, a la que se le denomina “Global”. Además de una
serie de funciones adicionales, también llamadas “Complementarias”, que se ordenaron y clasificaron de la siguiente manera:
o Función Global:
A. Formar la preforma abierta de la bolsa
o Funciones Complementarias:
B. Conducir la película
Relacionando las funciones de servicio con los elementos externos involucrados, se elaboró el entorno del sistema mostrado en la figura 3.1, el cual se interpreta de la siguiente manera:
Para poderse llevar a cabo, la función global A, “Formar la preforma abierta de la bolsa”, se requiere la interacción entre el propio sistema y la película plástica, lo que es representado mediante una línea que une a ambos elementos, mismo que se repite para las funciones C y D.
Para la función complementaria B, “Conducir la película”, se necesita una acción
en conjunto entre los sistemas de: Formado, desplazamiento y control. Su función se representa con una línea curva que une a dichos elementos.
También se encuentran elementos que no forman parte del sistema, y no cumplen una función de servicio. Estos elementos no se relacionan con el sistema, pero si se incluyen en el entorno, debido a que pueden generar acciones que modifiquen las condiciones del sistema en determinados momentos, como es el caso de un
“Operador”.
Figura 3.1 Entorno del sistema de formado
En este caso, los datos de entrada que requiere el sistema son la película plástica y una orden del sistema de control para iniciar. Posteriormente, se deben realizar los procesos y trasformaciones necesarias para generar la preforma abierta de la bolsa, ver figura 3.2.
Figura 3.2 Funciones técnicas del sistema de formado
3.2.2.2 Modelo funcional
Este método, consiste en desglosar cada una de las funciones de servicio en distintos niveles. Con la intención de definir las funciones y relaciones que se deben de cumplir para el funcionamiento del sistema, sin considerar ningún aspecto de forma o dimensión. Se parte de un nivel A0 y A1 que corresponden a la función global, y las funciones complementarias, respectivamente. Posteriormente, si alguna de estas últimas no se encuentra bien definida, se analiza en un nivel A2. Mediante flechas, se representa gráficamente los elementos de entrada, salida, control, y actuantes, como se muestra en la figura 3.3.
Como se observa en la figura 3.4, el nivel A0 del sistema de formado requiere a su entrada la película plástica y una orden del sistema de control, donde la condición de control que se debe cubrir es que un operador posicione la película. La salida que se obtiene es la preforma abierta de la bolsa.
Figura 3.4 Modelo funcional del sistema de formado Nivel – A0
Para el nivel A1, se sigue el mismo procedimiento del nivel anterior, relacionándose de manera secuencial, cada una de las funciones complementarias como se muestra en la figura 3.5.
Figura 3.5 Modelo funcional del sistema de formado Nivel – A1
3.2.2.3 Generación de conceptos
La información obtenida por los métodos anteriores, fue aplicada a las herramientas de
Tabla 3.1 Matriz morfológica para el sistema de formado.
Propuestas de solución
Función 1 2 3
Conducir la película Rodillos Ejes Directamente
Mantener la tensión Resortes Contrapeso
Doblar la película Formador de bolsa
Frenar la bobina Motor Trinquete Brazo de palanca
Tabla 3.2 Conceptos de diseño para el sistema de formado
Concepto Conducir la película
Mantener
tensión Doblar película Frenar la bobina
1 Ejes Resorte Formador de bolsa Trinquete
2 Directamente Contrapeso Formador de bolsa Motor
3 Rodillos Contrapeso Formador de bolsa Brazo de palanca
A continuación, se describe brevemente cada uno de los conceptos anteriores:
Concepto 1:
La película es conducida mediante una serie de ejes lisos al formador, mediante el uso de resortes en uno de los ejes se genera tensión en ella. Finalmente, la bobina se desenrolla
Figura 3.6 Boceto sistema de formado – concepto 1
Concepto 2:
[image:54.612.84.517.47.329.2]Mediante el acoplamiento de un motor con el eje principal, la bobina de película plástica es desenrollada, para conducirla al formador de manera casi lineal. En la parte posterior, se encuentra ubicado un eje o rodillo que se desplaza intermitentemente de arriba a abajo, funcionando como contrapeso y tensado la película, ver figura 3.7.
Concepto 3:
[image:55.612.128.484.225.466.2]La película se hace pasar por un arreglo de rodillos a fin de minimizar la fuerza de fricción. Cada uno de los cuales, está compuesto por un par de rodamientos embutidos en los extremos de un tubo, como se observa en la figura 3.8. La alimentación de la película se regula por medio de un sistema que posee un brazo de palanca, encargado de frenar al eje de alimentación, sirviendo a la vez de contrapeso y tensor de la película.
Figura 3.8 Boceto sistema de formado – concepto 3
3.2.2.4 Evaluación de soluciones y concepto de diseño
Los conceptos seleccionados fueron sometidos, primeramente, a una evaluación de factibilidad, ver tabla 3.3. Se consideraron aspectos como: El número de componentes, complejidad de los mecanismos, costo, simplicidad, entre otros. Estos, se calificaron
como: “No factible” si presentaba múltiples complicaciones, “Factible condicional” si cumplía con la función pero eran necesarias modificaciones, y “Digno de consideración” si
Tabla 3.3 Evaluación de factibilidad
Concepto Factibilidad Comentario
1 Factibilidad condicional Alimentación irregular por el trinquete 2 Factible condicional Mayor costo de fabricación y control 3 Digno de consideración Minimiza la fuerza de fricción
Posteriormente, se hizo una evaluación de disponibilidad tecnológica, ver tabla 3.4. Se consideraron el costo de los componentes, la complejidad de implementación y la disponibilidad en el mercado nacional. Los conceptos se calificaron como: “Maduro” si la tecnología se encuentra totalmente desarrollada, “Disponible” si era utilizable, bajo ciertas
desventajas como costos o restricciones, y “Al alcance para su utilización” si los
elementos estaban disponibles a un costo moderado.
Tabla 3.4 Evaluación de disponibilidad tecnológica
Concepto Disponibilidad
1 Alcance para su utilización
2 Disponible
3 Al alcance para su utilización
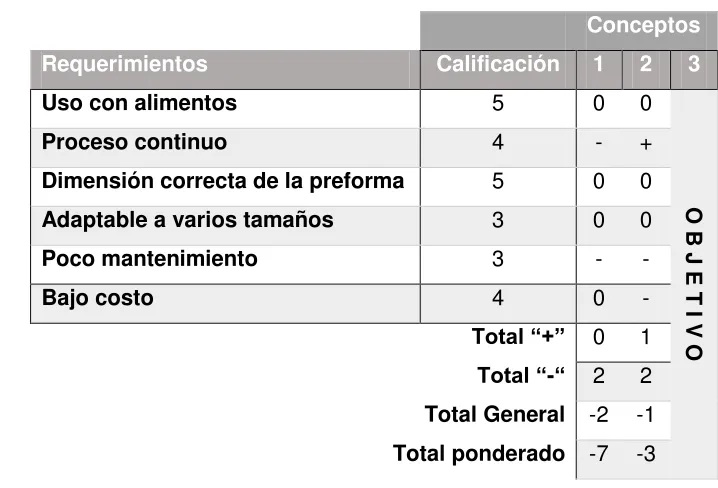
Como última herramienta, se elaboró una matriz de decisión, la cual consistió en comparar con el resto, el concepto más viable, que resultó ser el número 3. Se evaluó el grado de satisfacción de los requerimientos del cliente de la siguiente manera: Los conceptos se calificaron como “+”, si superaron al objetivo “-”, si fueron inferiores y “0” si
Tabla 3.5 Matriz de decisión
En base a los resultados obtenidos, se ratificó que la opción más adecuada era el concepto número 3, mismo que fue modelado mediante el software SolidWorks (Dassault Systèmes, 2013), facilitando así una visualización más tangible de su forma, dimensiones, y el aspecto de los elementos una vez manufacturados y ensamblados. En la Figura 3.9 se presenta el modelo de CAD correspondiente.
Las evaluaciones realizadas, se repitieron para cada uno de los sistemas del prototipo, por lo tanto, dada su similitud ya no se incluyen en los apartados siguientes. En su lugar se describe con mayor detalle el concepto de diseño seleccionado.
Conceptos Requerimientos Calificación 1 2 3
Uso con alimentos 5 0 0
O
B
J E
T
I V
O
Proceso continuo 4 - +
Dimensión correcta de la preforma 5 0 0
Adaptable a varios tamaños 3 0 0
Poco mantenimiento 3 - -
Bajo costo 4 0 -
Figura 3.9 Modelo en CAD del sistema de formado
3.3 Sistema de desplazamiento
3.3.1 Comprensión del problemaLa función de este sistema, es el de desplazar de manera rápida, higiénica y continua la preforma abierta a los demás sistemas.
3.3.1.1 QFD
Para su elaboración se identificaron los siguientes requerimientos:
Fácil uso
Fácil instalación
Requerir de poco y fácil mantenimiento
Ser higiénico
No ser toxico para el procesamiento de alimentos de consumo humano
Ser duradero
Tener un bajo costo
Rapidez
Desplazar la película con el menor error posible
Las metas de diseño obtenidas como resultado de la aplicación de la metodología fueron las siguientes:
Estandarización
Velocidad
Seguridad
Costo
3.3.2 Diseño conceptual
3.3.2.1 Definición del modelo funcional
Las funciones de servició identificadas fueron:
o Función Global
A. Desplazar la película de PP
o Funciones Complementarias
B. Sujetar la película contra el formador C. Aumentar o disminuir la velocidad
En la figura 3.11, se presentan las funciones técnicas que fueron identificadas:
Figura 3.11 Funciones técnicas del sistema de desplazamiento
3.3.2.2 Modelo funcional
En la figura 3.12, se muestra el nivel A0 de descomposición funcional, correspondiente a la función global de servicio.
Figura 3.12Modelo funcional del sistema de desplazamiento Nivel – A0
En la figura 3.13, se presenta el nivel A1 de descomposición funcional, constituido por las funciones complementarias.
En este caso, la función de servició “Aumentar o disminuir la velocidad” no está suficientemente definida, por lo tanto, se aplicó un segundo nivel de descomposición mostrado en la figura 3.14.
Figura 3.14 Modelo funcional del sistema de desplazamiento Nivel – A2
3.3.2.3 Generación de conceptos
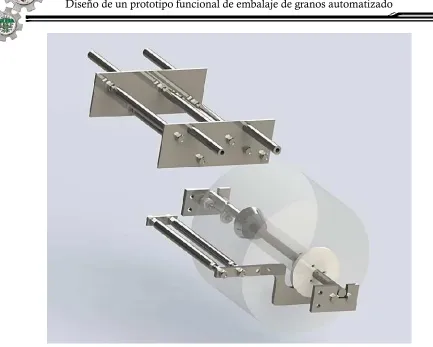
3.3.2.4 Concepto de diseño
El concepto seleccionado, consiste en un sistema de arrastre por medio de poleas y bandas síncronas. Estas últimas, cuentan con un recubrimiento de caucho para proporcionar una mayor adhesión con películas plásticas.
El sistema consiste en dos “módulos” colocados de manera tangencial a los lados del
formador, los cuales pueden ser desplazados para permitir el mantenimiento y posibles ajustes, o adaptaciones para bolsas de mayor tamaño.
[image:62.612.98.516.373.692.2]Para el dimensionamiento de las piezas, se utilizaron las especificaciones y dimensiones de un motor a pasos de la marca Autonics modelo A63K-G5913. Mismo que fue seleccionado de manera conjunta con el área de control como la opción más adecuada (Yáñez, 2013). En la Figura 3.16, se presenta el modelo de CAD del sistema de desplazamiento.
3.4 Sistema de sellado vertical
Dado que uno de los objetivos del prototipo es ser de bajo costo, tras un análisis en conjunto con el área de control (Yáñez, 2013), se determinó que la opción más adecuada para fusionar la película era mediante el método de sellado térmico. Por tal motivo, para el diseño conceptual de los sistemas de sellado vertical y horizontal se consideró el uso de resistencias de cartucho.
3.4.1 Comprensión del problema
Su principal función, es la de sellar la preforma de la bolsa de manera vertical por medio de la combinación de presión y temperatura, estos parámetros dependerán del material a trabajar. Consecuentemente al pasar por este sistema, la preforma queda completamente sellada a lo largo, de modo que adquiere de manera permanente una forma tubular, habilitada para depositar el producto.
3.4.1.1 QFD
Para su elaboración se identificaron los siguientes requerimientos:
Generar un sello resistente
Rapidez
Precisión en la ubicación del sello
Poco y fácil mantenimiento
No ser toxico para el procesamiento de alimentos de consumo humano
Ser económico
Durabilidad
Las metas de diseño obtenidas como resultado de la aplicación de la metodología fueron las siguientes:
Tiempo
Costo
3.4.2 Diseño conceptual
3.4.2.1 Definición del modelo funcional
Las funciones de servició identificadas fueron:
o Función Global
A. Sellar verticalmente la preforma
o Funciones Complementarias
B. Presionar la preforma contra el formado para fusionar la película. C. Desplazar la plancha de sellado
D. Elevar la temperatura de la plancha de sellado
[image:64.612.149.486.379.595.2]Se identificaron los elementos externos, y se relacionaron con las funciones de servicio para la elaboración del entorno del sistema, como se muestra en la figura 3.17.
Figura 3.17 Entorno del sistema de sellado vertical
Figura 3.18 Funciones técnicas del sistema de sellado vertical
3.4.2.2 Modelo funcional
En la figura 3.19, se muestra el nivel A0 de descomposición funcional, correspondiente a la función global de servicio.
Figura 3.19 Modelo funcional del sistema de sellado vertical Nivel – A0
La función de servició “Calentar la plancha de sellado” no queda lo suficientemente
definida, por lo que se requiere de un segundo nivel de descomposición mostrado en la figura 3.21.
Figura 3.21 Modelo funcional del sistema de sellado vertical Nivel – A2
3.4.2.3 Generación de conceptos
[image:66.612.111.499.436.686.2]En la figura 3.22, se muestran en conjunto bocetos a mano alzada de los conceptos que se contemplaron.
3.4.2.4 Concepto de diseño
[image:67.612.91.523.315.630.2]Este concepto, consiste en una placa de metal dividida en tres secciones como se muestra en la Figura 3.22. Se ensambla con tornillos a los lados, de manera similar a una bisagra, permitiendo una fácil y rápida apertura para instalación y ajustes. A su vez, se encuentra sujeta a un par de ejes, a fin de que que se pueda desplazar hacia adelante o atrás, para adaptarse a diferentes tamaños de formador, sin la necesidad de hacer modificaciones considerables. En la parte central se ubica un actuador neumático modelo ADVC-50-25-I-P-ASM en donde se acopla la plancha de sellado encargada de realizar el sello vertical. Para evitar que el calor se transfiera rápidamente al actuador, la plancha se encuentra separada por una placa de aluminio. En la Figura 3.23, se presenta el modelo correspondiente en CAD.
3.5 Sistema de sellado horizontal
3.5.1 Comprensión del problemaSu función consiste en realizar el sello a lo ancho de la bolsa, sellándola por completo. Adicionalmente, tiene la función de separar los empaques individuales, una vez terminados por medio de un elemento de corte.
3.5.1.1 QFD
Para su elaboración se identificaron los siguientes requerimientos:
Generar un sello resistente
Rapidez
Precisión en sellado y corte
Poco y fácil mantenimiento
Uso seguro con alimentos
Ser económico
Durabilidad
Las metas de diseño obtenidas como resultado de la aplicación de la metodología fueron las siguientes:
Tiempo
Costo
Filo
Área de sellado
Número de ciclos
3.5.2 Diseño conceptual
3.5.2.1 Definición del modelo funcional
Las funciones de servició identificadas fueron:
o Función Global
o Funciones Complementarias
B. Cortar la película
C. Calentar las mordazas de sellado
D. Presionar las mordazas contra la película
Se identificaron los elementos externos, y se relacionaron con las funciones de servicio para la elaboración del entorno del sistema, como se muestra en la figura 3.24.
Figura 3.24 Entorno del sistema de sellado horizontal
[image:69.612.146.467.258.475.2]