ESCUELA
SUPERIOR
DE
INGENERÍA
MECÁNICA
Y
ELÉCTRICA
UNIDAD
PROFESIONAL
“ADOLFO
LOPEZ
MATEOS”
.
DISEÑO, CONFIGURACION E IMPLEMENTACIÓN DE UNA
NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL
SISTEMA DE MANUFACTURA INTEGRADA POR
COMPUTADORA CON INTOUCH WONDERWARE ®
TESIS
QUE
PARA
OBTENER
EL
GRADO
DE
INGENIERO
EN
CONTROL
Y
AUTOMATIZACIÓN
PRESENTA:
C.
MIGUEL
ANGEL
GÓMEZ
GONZÁLEZ
ASESOR
M. EN C. MARTÍN ENRÍQUEZ SOBERANES
México, D.F. Noviembre del 2012
A Dios, creador de todo. Por su inmensa bondad y generosidad que sin ella nada, incluyendo
esto, sería posible.
A mis padres por todos los sacrificios y esfuerzos que realizaron para mi formación. Por
enseñarme los mayores valores de la vida y convertirme en la persona que soy. Por no dejarme
rendir nunca y enseñarme que las más grandiosas satisfacciones de la vida son las que se
consiguen por el propio esfuerzo.
A mis hermanos y sobrinas: confidentes y cómplices por siempre. Por las numerosas e
incontables veces que me han extendido su apoyo incondicional. Por celebrar mis logros y
entender sin lugar a juicio mis desaciertos.
A mi maravillosa esposa. Porque jamás dejo de creer en mí y porque nunca permitió que yo
mismo lo dejara de hacer. Por su paciencia y entendimiento. Por las horas de desvelo
apoyándome desinteresadamente. A ella por su amor y confianza: mi colega, amiga y esposa.
Al Profesor Martín y su ejemplo de vida. Por demostrarnos a todos que las fragilidades de la
vida se afrontan con alma y corazón. Por creer en este proyecto y en mis capacidades.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 2 de 143 Contenido
OBJETIVO ... 6
OBJETIVOS PARTICULARES ... 7
JUSTIFICACIÓN ... 8
INTRODUCCION ... 10
CAPITULO 1 CIM: GENERALIDADES ... 12
1.1 DEFINICION DE CIM ... 13
1.2 HISTORIA DEL CIM ... 13
1.3 ESTRUCTURA DE UN CIM ... 14
1.4 VENTAJAS DEL CIM ... 18
CAPITULO 2 DESCRIPCIÓN DEL CIM‐2000. ... 19
2.1 LABORATORIO DE COMUNICACIONES INDUSTRIALES ... 20
2.2 ELEMENTOS DEL CIM‐2000 ... 20
2.2.1 ESTACIÓN CENTRAL DE CONTROL ... 21
2.2.2 SISTEMA DE TRANSPORTACIÓN DE MATERIALES ... 23
2.2.3 ESTACIÓN NEUMÁTICA (PN‐2800) ... 26
2.2.4 ESTACIÓN DE ALMACEN (ST‐2000) ... 29
2.2.5 ESTACIÓN DE VISION (VI‐2000) ... 31
2.2.6 ESTACIÓN ROBOTICA DE MANIPULACIÓN (RO‐2000) ... 32
2.2.7 SISTEMA DE MANUFACTURA FLEXIBLE (FMS‐2100) ... 32
2.3 OPERACIÓN CIM‐2000 ... 34
2.3.1 PRINCIPIO DE OPERACIÓN ... 34
2.3.2 CONTROL DE MATERIALES ... 35
2.3.3 DISPOSITIVOS DE CONTROL DEL CIM ... 35
2.3.4 CONTROL DEL CIM‐2000 ... 36
CAPITULO 3 PROTOCOLOS, MEDIOS Y ESTÁNDARES DE COMUNICACIÓN ... 37
3.1 INTRODUCCIÓN ... 38
3.2 PROTOCOLOS DE COMUNICACIÓN ... 38
3.2.1 FORMATO DE MENSAJE ... 38
3.2.2 TRANSMISION DE DATOS EN SERIE Y EN PARALELO ... 39
3.2.4 CARACTERÍSTICAS DE LA COMUNICACIÓN SERIAL ASÍNCRONA ... 40
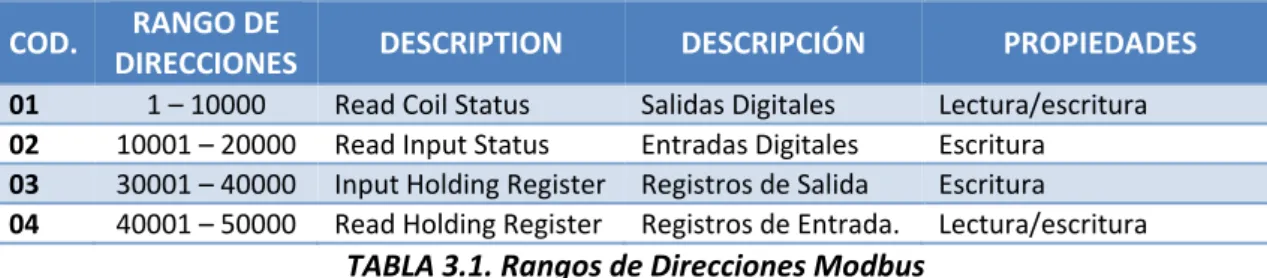
3.3 PROTOCOLO DE COMUNICACIÓN MODBUS ... 42
3.3.1 MODOS ASCII Y RTU ... 43
3.3.2 MODBUS PLUS ... 44
3.3.3 ESTRUCTURA DE LOS MENSAJES MODBUS ... 44
3.3.4 DIRECCIONAMIENTO MODBUS ... 45
3.4 EL MEDIO DE COMUNICACIÓN ... 45
3.5 RS‐232 ... 46
3.5.1 HISTORIA ... 46
3.5.2 NORMALIZACIÓN DE PINES ... 46
3.5.3 SEÑALES DE LOS PINES ... 49
3.5.4 CARACTERISTICAS ÉLECTRICAS ... 53
3.6 RED DE COMUNICACIÓN DEL CIM‐2000 ... 54
3.6.1 TRANSFERENCIA DE DATOS DE NIVEL DISCRETO ... 54
3.6.2 TRANSFERENCIA DE DATOS POR MODBUS RS232 ... 55
3.6.3 TRANSFERENCIA DE DATOS POR MODBUS PLUS ... 55
3.7 PARÁMETROS DE COMUNICACIÓN DEL CIM‐2000 ... 56
CAPITULO 4 INTOUCH WONDERWARE®: DISEÑO Y FUNCIÓN COMO PLATAFORMA PARA HMI ... 57
4.1 INTERFAZ HUMANO MAQUINA... 58
4.1.1 FUNCIONES PRINCIPALES DE UNA HMI ... 59
4.1.2 TIPOS DE HMI ... 60
4.1.3 PRINCIPIO DE CONSTRUCCIÓN DE UNA HMI ... 61
4.1.4 PRINCIPIOS DE DISEÑO DE UNA HMI ... 61
4.2 INTOUCH WONDERWARE ... 64
4.2.1 ANTECEDENTES ... 64
4.2.2 GENERALIDADES ... 65
4.2.3 CARACTERISTICAS PRINCIPALES ... 65
4.2.4 INSTALACION ... 67
4.2.5 LICENCIA ... 70
4.2.6 INICIALIZACIÓN DE INTOUCH ... 70
4.3 I/O SERVERS ... 76
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 4 de 143
4.4 DAServer ... 77
4.4.1 DAServer Modicon MODBUS Serial... 77
4.4.2 Instalación del DAServer Modicon MODBUS Serial ... 78
4.5 ArchestrA SYSTEM MANAGMENT CONSOLE ... 80
CAPITULO 5 ESTRUCTURA DE LA NUEVA HMI DEL CIM-2000 ... 82
5.1 JUSTIFICACIÓN DE IMPLEMENTACIÓN ... 83
5.2 FILOSOFÍA DE DISEÑO ... 83
5.3 PRINCIPIOS DE NAVEGACIÓN ... 84
5.4 PARÁMETROS DE CONFIGURACIÓN ... 84
5.4.1 PUERTOS Y MEDIOS DE COMUNICACIÓN ... 84
5.4.2 CONFIGURACIÓN DEL DASERVER ... 87
5.4.3 BASES DE DATOS ... 94
5.5 CONFIGURACIÓN INICIAL EN EL WINDOW MAKER ... 95
5.5.1 NOMBRE Y UBICACIÓN DE LA APLICACIÓN ... 95
5.5.2 ACCESS NAME ... 95
5.5.3 GRUPO DE ALARMAS ... 97
5.5.3 DICCIONARIO DE VARIABLES ... 98
5.6 DISEÑO GRÁFICO DE LA APLICACIÓN ... 100
5.6.1 DISTRIBUCIÓN Y DIMENSIÓN DE VENTANAS ... 100
5.6.2 CONFIGURACIÓN DE ACCESO A MENUS ... 101
5.6.3 CONVENSION DE COLORES Y ATRIBUTOS ... 102
5.6.4 DISEÑO EXTERNO DE IMÁGENES ... 103
5.7 DISEÑO DE ANIMACIONES ... 104
5.7.1 SIMBOLOS GRÁFICOS BASICOS ... 105
5.7.2 USO DE SCRIPTS ... 106
5.8 HISTORICOS Y CURVAS ... 107
5.9 USO DE ESTADISTICAS ... 108
5.10 CONFIGURACIÓN DE MODO DE SERVICIO DE WINDOWS ... 108
5.10.1 VENTANAS DE INICIO ... 109
5.10.2 WINDOW VIEWER COMO SERVICIO DE WINDOWS ... 111
5.10.3 ARCHESTRA DASERVER COMO SERVICIO DE WINDOWS ... 111
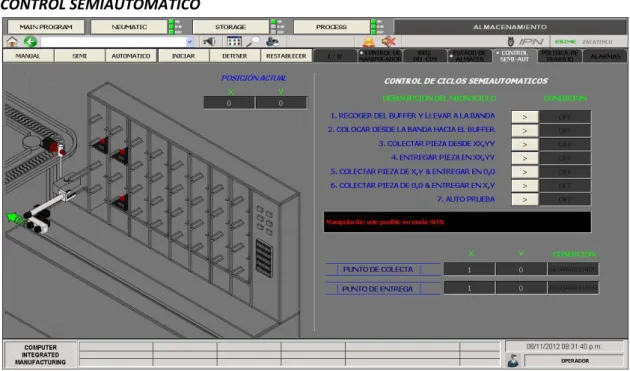
5.11 VISTAS DE LA APLICACIÓN DE MONITOREO Y CONTROL ... 112
5.11.2 PROGRAMA PRINCIPAL ... 113
5.11.3 NEUMATIC ... 116
5.11.4 ALMACEN ... 119
ANALISIS COSTO BENEFICIO ... 125
BENEFICIO Y COSTO SOCIAL: ... 125
MONTOS ECONÓMICOS ... 125
COSTO/BENEFICIO ... 126
CONCLUSIONES ... 127
BIBLIOGRAFIA ... 128
APENDICE A ... 129
A.1 BASE DE DATOS DEL CIM‐2000 ... 129
A.2 BASE DE DATOS DEL PN‐2000 ... 135
A.3 BASE DE DATOS DEL ST‐2000 ... 138
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 6 de 143
OBJETIVO
Diseñar, configurar e implementar una interfaz Humano‐Maquina con la plataforma Intouch® Wonderware complementado con el uso de otras paqueterías de diseño gráfico para el control y monitoreo del sistema CIM del laboratorio de Robotica Industrial.
OBJETIVOS
PARTICULARES
Entender los diferentes modos de operación de cada una de las unidades del CIM con el fin de proyectarlo en el diseño de la interfaz.
Mejorar la eficiencia de la navegación para una ejecución sencilla y una visualización de todas las tareas del proceso.
Establecer los medios y protocolos de comunicación que serán requeridos para comunicar la nueva interfaz gráfica con el controlador del CIM.
Desarrollar una base documental que exprese sistemáticamente la metodología para la instalación y puesta en operación de la interfaz gráfica.
Desarrollar un manual de operación simplificado que exponga todas las características de manipulación de la interfaz.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 8 de 143
JUSTIFICACIÓN
El laboratorio de robótica industrial de la ESIME Zacatenco alberga en sus instalaciones un sistema de Manufactura Integrada por Computadora ó CIM por sus siglas en ingles (Computer Integrated Manufacture). Este sistema está conformado por diversas células de proceso controladas por PLC dedicados, de la serie Compact 984‐145 de la marca Modicon y éstos a su vez controlados por un PLC central de la misma familia.
La instalación de este sistema fue llevada a cabo hace más de una década a cargo de DEGEM Systems, compañía de desarrollo de sistemas didácticos. Para entonces, los avances tecnológicos que prevalecían se basaban en sistemas de control robustos cuyas aplicaciones para la edición de sus lógicas se ejecutaban bajo sistemas operativos de la época.
Paralelamente, el CIM fue integrado con estaciones de monitoreo y control que desplegaban de forma gráfica las condiciones y variables de los procesos que se llevaban a cabo en cada una de las células.
Estas interfaces Humano‐Maquina correspondían también a la tecnología prevaleciente de finales de los 90’s. Las aplicaciones, que fueron desarrolladas en la plataforma VUniq 3.1, se ejecutaban sobre un sistema operativo Windows 98. Los equipos de cómputo tal como la estación pentium III reunían los requisitos indispensables y básicos para este tipo de aplicaciones. Fue por ello que este tipo de ordenadores fueron utilizados para complementar el CIM instalado en el Laboratorio.
Sin embargo, a lo largo de los 13 años de operación del sistema, los avances tecnológicos han progresado de manera exponencial. Las velocidades de procesamiento de datos se han multiplicado hasta 20 veces dando pie a sistemas operativos más complejos y avanzados.
Esta gran brecha generacional de tecnología ha condenado a la obsolescencia a las interfaces Humano‐Grafica con las que dispone el CIM. Mantener en funcionamiento estaciones de trabajo con esas características se convierte en un problema cada vez mayor a medida que el tiempo transcurre. Las refacciones para estos equipos de cómputo van siendo eliminadas del mercado en su mayoría.
De la misma manera que la tecnología ha avanzado, las necesidades del sector industrial han evolucionado demandando cada vez mayores velocidades de respuesta, amplias gestiones de datos y análisis de información.
Una plataforma de diseño como es el Intouch Wonderware® ofrece una de las mejores soluciones en interfaces gráficas del mercado. Su flexibilidad le permite configurarse para enlazar con diversos tipos de PLC, incluyendo por supuesto al Compact 984‐145, que pesé al tiempo del que fue creado, sigue cumpliendo eficazmente con las funciones básicas de diseño.
Por otro lado, el protocolo de comunicación Modbus sigue y seguirá siendo un protocolo industrial tan recurrido y popular a la fecha, de tal forma que la actualización planteada contempla no solo la continuación del uso de este medio, sino una mayor explotación del mismo.
Por último, no podría dejarse pasar por alto la oportunidad de crear una guía clara y eficiente acerca de la metodología para la creación, configuración y mantenimiento de una interfaz gráfica. Ante la popularidad y el crecimiento de Interfaces Humano‐Maquina que hay en el mercado, es prioritario generar un conocimiento acerca del manejo y edición de éstos.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 10 de 143
INTRODUCCION
El constante movimiento y evolución de la ciencia y la tecnología provoca dentro del sector industrial, una batalla diaria por mantenerse a la vanguardia. Aquellas tecnologías que no son capaces de reinventarse así mismas son condenadas a la desaparición por obsolescencia.
En esta carrera tecnológica tan ambiciosamente veloz, las instituciones educativas no pueden limitarse a ser testigos pasivos, sino por el contrario, deberán ser impulsores y promotores de perseguir cada progreso generado en el mercado.
Aun cuando resulte difícil conseguirlo por limitantes de infraestructura o recursos, las alternativas podrán verse siempre nacidas de trabajos de investigación como éste, para acortar las distancias entre los despuntes tecnológicos y el conocimiento didáctico.
El laboratorio de robótica industrial de la ESIME Zacatenco, ofrece una excelente opción para la experimentación de uno de los procesos industriales más presentes en el país como lo es la manufactura integral. A través del Sistema de Manufactura Integrada por Computadora (CIM) con el que se cuenta en el laboratorio, los estudiantes practican con un sistema compuesto por diferentes etapas de una línea de producción.
Con la finalidad de entender lo que a pequeña escala representa el CIM, son tomados los conceptos más generales pero básicos acerca de este tipo de sistemas en el capítulo 1 de la presente tesis. Su historia, ventajas, limitantes, campo de acción y un sinnúmero de conceptos esenciales son tratados en el apartado para generar un enfoque inicial al lector.
De manera sistemática en el capítulo 2 se desarrolla una explicación que implica la descripción de cada célula del Sistema de Manufactura Integrada por Computadora (CIM) del laboratorio, por supuesto en el orden que obedecen dentro del proceso. De esa manera, el capitulo va llevando al lector desde el englobe general del CIM hacia cada una de las estaciones, iniciando por la estación neumática, donde comienza la alimentación de pallets y materia prima que será manufacturada.
Las estaciones que continúan el proceso como lo son la de manufactura, visión/control de calidad, hidráulica y almacenamiento son claramente explicados de la misma manera. La intención del capítulo es lograr un panorama general y explicito acerca del CIM. En la medida que sea bien definido las características y modo de operación del Sistema, será más entendible y manejable el desarrollo de los capítulos posteriores.
Este capítulo 2 da pauta a un análisis más técnico acerca del sistema de control del CIM. Para ello, se estudiarán las características de los controladores que ejecutan las rutinas lógicas de control y los parámetros con los que el sistema gobierna a sus dispositivos.
los PLC de las diferentes células del CIM y los medios de comunicación que existen entre ellos.
Valdrá la pena entender como este protocolo, pese a su ya larga existencia en el mercado, sigue teniendo una importante presencia en la industria y una inmejorable oferta de beneficios para usarse como enlace a la IHM que se desarrollará.
Este capítulo también profundiza en los parámetros bajo los que fue diseñada la IHM actual. Explica como una sola interfaz concentra datos provenientes de diferentes PLC y bajo que configuración se permite que múltiples variables puedan tener la misma dirección Modbus.
En la gran mayoría de los procesos, por no decir que todos, existe una interacción entre el sistema de control y la intervención de un operador. El capítulo 4 analiza este principio para exponer y justificar la existencia de interfaces Humano‐Maquina. También se estudian los principios básicos de diseño y operación de estas interfaces. Algunas regulaciones y normas internacionales que determinan las características de interfaces gráficas se mencionan, a modo de que el lector pueda dimensionar la importancia y exigencias de estas interfaces para algunos sectores industriales en particular.
El capítulo 4 básicamente presenta y justifica el uso de la plataforma de Intouch de Wonderware, como medio para la actualización de la IHM. Dentro de esta introducción al software, se podrá conocer la relación bilateral entre un cliente y un gestor de datos lo que terminara por abrir paso a la presentación de lo que es un Servidor de datos (conocido como DAServer) y sus requisitos de ejecución sobre un sistema de administración (System Managment Console)
El capitulo 5 explica el desarrollo de la migración de IHM. Dentro de este capítulo se sintetiza los pasos para la configuración del Servidor de Datos (DAServer) de acuerdo a las características de los 3 distintos PLC con los que va establecerse comunicación.
En este mismo capítulo se da a lugar a las configuraciones iníciales para el diseño de la nueva Interfaz Humano‐Maquina. Estas configuraciones resultan de suma importancia, puesto que determinan el éxito de la comunicación, flujo de datos, velocidades de transmisión y dimensiones de la aplicación.
El presente trabajo no tiene el objetivo de determinar si el diseño y modo de operación/navegación de la interfaz actual (basada en Vuniq 3.0) son buenos o no. Como se estableció en la justificación, la migración de Interfaz pretende explotar mayores recursos además de proponer navegación y operación más accesibles al usuario. Para ello, este mismo capítulo detalla la arquitectura de navegación propuesta para la nueva IHM.
Además se ejemplificaran los casos típicos de animación. Básicamente la aplicación contendrá gráficos que demuestren el estado o valores de variables, para lo cual, dentro del desarrollo del capítulo, se mostraran los criterios utilizados para desplegar dichos valores así como la explicación de cómo fueron configurados.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 12 de 143
CAPITULO
1
CIM:
GENERALIDADES
1.1
DEFINICION
DE
CIM
La definición del término CIM proviene en realidad del Acróstico utilizado para el término “Computer Integrated Manufacturing” o Manufactura Asistida por Computadora.
La Manufactura Asistida por Computadora, es un método de fabricación que integra ordenadores digitales en tareas diversas y claves del proceso de producción, lo que permite un intercambio de información entre los subprocesos.
Este intercambio de información agiliza los tiempos de fabricación dado que las tareas individuales de cada subproceso pueden ser accionadas de manera automática logrando con ello aumentar la eficiencia mediante la automatización los procesos de manufactura. A esto también se le conoce como diseño flexible de fabricación.
Sin embargo, el CIM no incluye exclusivamente a la tarea de fabricación. Al existir diversas células digitales para el canje de datos e información, el CIM puede pertenecer a un amplio Sistema Informático Automatizado donde puedan converger todas las funciones involucradas del proceso. Funciones tales como el diseño, análisis, planificación, compras, contabilidad de costos, control de inventario, distribución, ventas, productividad y marketing pueden ser englobadas por medio del CIM.
Podría resumirse que el CIM fusiona las complejas tecnologías de fabricación con las capacidades del manejo de información para desarrollo de procesos de manufactura bajo una filosofía de administración sistemática.
Joel Goldhar del Instituto Tecnológico de Illinois, uno de los pioneros en el desarrollo de los primeros sistemas CIM, definió en su momento al CIM de la siguiente manera:
“Uno tiene que pensar en el CIM como un sistema informático en el que los periféricos, en lugar de impresoras, plotters, terminales y discos de memoria son robots, máquinas herramientas y otros equipos de procesamiento. Es un poco más ruidoso, un poco desordenado, pero es básicamente un sistema informático.”1
1.2
HISTORIA
DEL
CIM
Desde los mediados de los 70’s, algunos fabricantes tenían la visión de implementar a sus líneas productivas, sistemas informáticos para el control de la producción. Sin embargo, las limitantes en los sistemas digitales de la época ofrecían soluciones aisladas.
1
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 14 de 143 No fue sino hasta mediados de los 80’s que el CIM paso de ser un simple concepto para luego formar parte de una incipiente tecnología que comenzaba a tener los fundamentos y recursos para lograr los objetivos que durante una década atrás había parecido solo un sueño.
Los avances en cuestiones de informática se habían desarrollado al grado que los ordenadores eran lo suficientemente económicos para poder implementarse dentro de una arquitectura de producción, además de tener mejores velocidades de procesamiento aunado a las nuevas tendencias de comunicación de datos que hacía posible la integración de la informática a la manufactura.
Paralelamente se desarrollaban dos herramientas fundamentales a partir del progreso de los sistemas computacionales: El Diseño Asistido por Computadora (CAM) y el Control Numérico Computarizado.
El primero de ellos (CAD), dio pie a una mejora revolucionaria en el ámbito del diseño industrial. Los modeladores computarizados permitían a los ingenieros, tener diseños más precisos y eficaces de los productos a fabricar. Ello también lograba mejorar los tiempos de diseño y permitía la elaboración de planes de fabricación más eficaces.
El CNC o Control Numérico es una técnica para controlar maquina‐herramientas u otros equipos a partir del uso de comandos numéricos programados. En realidad el CNC tiene una historia más larga que el propio CIM. Sus orígenes se remontan a la década de los 40 aunque desde 1910 existían ya algunos intentos de controlar levas a partir de finales de carrera.
Algunas otras aportaciones como la aparición de los servomotores y el desarrollo de sistemas de cómputo con capacidad de retención de memoria, sirvieron de respaldo para que en 1947, John Parsons un constructor de hélices de helicópteros, concibiera la invención de una maquina que a partir de cartas perforadas enviara señales de mando para perforar por coordenadas los agujeros en los ejes de las hélices.
Esto le abre paso para que la Fuerza aérea americana le encomiende la tarea de la fabricación de estructuras difíciles para las alabes de las turbinas de avión y con el apoyo del Massachusetts Institute of Technology (MIT) desarrolla una fresadora de tres ejes en contorneado manipulado por control digital. Cinco años más tarde en 1953, se utiliza por primera vez en una línea de producción.
1.3
ESTRUCTURA
DE
UN
CIM
Desde los inicios del concepto de CIM se pretendió establecer de manera jerárquica cada sección que componía a la manufactura asistida por computadora.
Figura. 1.1. La rueda del CIM2
Como puede observarse en la figura, el concepto inicial estaba fundamentalmente basado en términos de fabricación y producción. Aunque se establecían los principios de diseño y planeación como células del proceso, no se incorporaban del todo las áreas de marketing y finanzas.
En la actualidad, los sistemas computarizados han alcanzado velocidades de procesamiento vertiginosas lo que es ampliamente un parámetro que marca la pauta para el desarrollo de nuevas herramientas para un CIM.
Las tareas asociadas a la manufactura asistida se han desarrollado a campos del marketing, la estadística y la gestión de datos. Las tendencias en comunicaciones permiten que sistemas completos de manufactura puedan ser gestionados en lugares remotamente apartados del piso de planta, además de ampliar el control de inventarios a nivel mundial, por citar un ejemplo.
Esta nueva estructura es sintetizada en nueve tareas fundamentales con las que el CIM opera y que se representa de la siguiente manera:
2 A. ALAVUDEEN, N. VENKATESHWARAN.
a
b
c)
3 A. A
2008 IMPLEMEN MAN a) Marketin Mucho a necesitad en el pro producto producció b) Informát Es el área más impo del CIM, producció todas las
c) Finanzas
Como pa para el a capital. E nuevas m
LAVUDEEN, N p. 5
NTACIÓN DE U NUFACTURA IN
Figura.
ng.
ntes de que do en el mer oceso de man o, la rentabil
ón, almacena
tica
a adherente ortantes. Est dado que g ón, controla
áreas.
rte de un si alcance de l l control del metas financi
N. VENKATESH
NA NUEVA INT
NTEGRADA POR
1.2. Nueve t
un producto cado. Es ahí nufactura. A lidad de su amiento y di de las fases ta área es qu gestiona tod las bases de stema produ as metas de flujo de act eras son tare
HWARAN. Com
TERFAZ DE MON
R COMPUTADO
tareas funda
o sea siquier donde el áre A través de e producción istribución d de producci uizá por muc
os los siste e datos y cen
uctivo, el áre e producció
ivos, la plan eas fundame
mputer Integra
NITOREO Y CON ORA CON INTOU
amentales de
a diseñado, ea de Merca sta área, se y comercial el producto ón, planeaci cho, una de emas de info
ntraliza y dis
ea de finanz n en lo que eación de in entales de es
ated Manufac
NTROL PARA E
UCH WONDERW
el CIM3
es necesario deo o Marke determina la lización y lo
ón, almacén las más imp ormación en stribuye la in
zas es la que e se refiere versiones y ste departam
cturing, Prenti
L SISTEMA DE
WARE ®
Página 16 de o saber si ést eting toma p a aceptación s volúmene n, venta entre portantes de ntre sistema nformación h e marca la pa propiament la planeació mento.
ice‐Hall, India,
d) Almacenaje
El control de inventarios ha sido una de las áreas mayormente beneficiadas con la introducción de sistemas informáticos. Las nuevas tendencias en producción demandan un control sistemático y eficiente de inventario, tanto de producto terminado, como de materias primas de fabricación o de herramientas de producción.
e) Centros Automatizados de Trabajo
La parte medular en la tarea de la manufactura recae en toda la infraestructura de producción incluida en el CIM. Cada célula de producción automatizada, sean maquinas de CNC, robots programables, bandas transportadoras controladas, arquitecturas flexibles de manufactura, Controladores Lógicos Programables (PLC) o cualquier otra herramienta de producción tendrán a su cargo la etapa de producción necesaria para la obtención del producto diseñado.
f) Ingeniería de Manufactura
La tarea de diseñar la manera en que será manufacturado el producto y las etapas de fabricación, así como los materiales, condiciones, tiempos y metodologías recaen en responsabilidad de una asidua ingeniería de diseño de producción. Este departamento también ha sido beneficiado con herramientas de diseño poderosas que ofrecen un panorama ventajoso para el diseño de producción.
g) Compras
Una de las vertebras fundamentales que equilibran el control de inventarios es el área de compras. De esta etapa importante dependerá que los insumos necesarios sean adquiridos en tiempo y en forma de acuerdo a las necesidades de producción.
h) Planeación
Basados en una estrategia planificada de producción, todas las piezas del rompecabezas que integran al CIM se moverán de manera sincronizada para la obtención de resultados satisfactorios de producción. La planeación es una etapa crucial que debe ser realizada previo cualquier intento de producción y además deberá ser auditada para su seguimiento.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 18 de 143
i) Diseño del producto.
El producto final a manufacturar tiene que ser concebido bajo un diseño minucioso que contemple todas las características necesarias para cumplir con las necesidades para las que el producto es manufacturado. Las nuevas y avanzadas herramientas de diseño asistido por computadora (CAD) han logrado poner al alcance de los diseñadores, los más inimaginables diseños de producción.
1.4
VENTAJAS
DEL
CIM
• La integración computarizada de la información provee a todos los departamentos de una fábrica un mismo y rápido acceso a los datos de producción.
• La accesibilidad de los datos de producción resulta en una respuesta más rápida al cambio, lo que a su vez acorta los tiempos de entrega, aumenta la capacidad de respuesta de la empresa a las demandas de los clientes y la competencia.
• Programación asistida por ordenador optimiza el uso del piso de planta. Esto mejora la utilización de máquinas herramientas y reduce el trabajo en curso y plazos de entrega.
• Los datos de producción en tiempo real se pueden utilizar para optimizar los procesos de producción para mejorar la calidad, utilizando técnicas tales como el control estadístico de procesos.
• El análisis por ordenador y la predicción de necesidades de material para la producción puede reducir los niveles de inventario y los tiempos de entrega. La integración con los proveedores y los clientes pueden proporcionar beneficios aún mayores.
CAPITULO
2
DESCRIPCIÓN
DEL
CIM
‐
2000.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 20 de 143
2.1
LABORATORIO
DE
COMUNICACIONES
INDUSTRIALES
El laboratorio de comunicaciones industriales de la Escuela Superior de Ingeniería Mecánica y Eléctrica (ESIME), plantel Zacatenco, alberga un sistema a escala de producción en serie, integrado en un sistema de Manufactura Asistida por Computadora (CIM) llamado CIM‐2000 de la marca Mechatronics.
Este sistema, integrado y puesto en marcha a través de DEGEM Systems, fue instalado hace poco más de una década en el laboratorio con la finalidad de proveer a una escala didáctica un ejemplo de CIM.
El CIM no solo enseña los principios de la producción automatizada, sino que también ofrece la posibilidad de experimentar y diseñar diferentes técnicas de producción para el aprendizaje de un mando de planta.
El CIM está diseñado de la manera más flexible para proveer las herramientas necesarias para que el estudiante se familiarice con cada célula o unidad de entrenamiento en particular y de esta manera integre paulatinamente todas las unidades en un sistema completo.
2.2
ELEMENTOS
DEL
CIM
‐
2000
El sistema CIM‐2000 del laboratorio de comunicaciones industriales está constituido por estaciones de trabajo, banda central de transporte, sistemas de manufactura, almacenamiento, control de calidad y suministro de materia prima organizados en la siguiente distribución:
a) 1 Estación Central de Control
b) 1 Sistema de transporte por banda en circuito cerrado. c) Sistemas de identificación de Vagón
d) 32 Vagones de transportación de materiales con identificación binaria. e) Lote de materiales de fabricación.
f) 1 Estación neumática abastecedora de materia prima (PN‐2800) g) 1 Estación automática de almacenamiento de 32 celdas (ST‐2000) h) 1 Estación de Visión y control de calidad (VI‐2000)
i) 1 Estación robótica de manipulación (RO‐2000)
j) 1 Estación de Fabricación Flexible (FMS‐2100) constituido por un torno CNC de la marca Mitsubishi.
La figura 2.1 es un diagrama de planta que ejemplifica la estructura y componentes del CIM‐ 2000, en la que se identifican cada una de las partes integrantes del CIM. Mientras que la figura 2.2 es un diagrama tridimensional de la distribución de los elementos.
Figura. 2.1. Diagrama a Bloques del Sistema CIM‐2000
Figura. 2.2. Distribución del Sistema CIM‐2000
2.2.1 ESTACIÓN CENTRAL DE CONTROL
La estación central constituye la parte fundamental del sistema de control, (figura 2.3) debido a que se comunica con todas las estaciones del laboratorio y controla los parámetros de fabricación, la metodología del proceso, la manipulación de la banda transportadora en conjunto con el sistema de identificación de vagones o pallets.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 22 de 143 Además, la estación central provee a las demás estaciones de los permisivos de trabajo necesarios para su operación.
Figura. 2.3. Estación Central del CIM‐2000
La unidad central opera bajo la lógica de programación que contiene el PLC de control, que al igual que en las estaciones neumática y de almacenamiento, es un PLC de la familia Modicon de las series 984‐145.
La central de operación, tiene además un tablero de interface para los comandos básicos de operación constituidos de la siguiente manera:
a) Botón de paro de Emergencia (Emergency Stop). Su accionamiento causa la desconexión total e inmediata de todas las células del sistema CIM.
b) Botón de permisivo de trabajo (Common Work Permission). El accionamiento de este botón concede el permiso de trabajo a todas las estaciones del sistema CIM. El botón es a su vez una lámpara cuyo encendido corresponde al permisivo otorgado.
c) Arranque de Banda (Start Conveyor). El accionamiento de este botón, inicia el movimiento de la banda transportadora.
d) Paro de Banda (Stop Conveyor). El accionamiento de este botón detiene el movimiento de la banda transportadora.
e) Lámpara de “Listo” (L2 Ready).
f) Lámpara de “modo Automático” (L1 Automation Mode).
g) Lámpara de “Energizado” (L3 Power). Cuando el sistema está correctamente energizado, la luz blanca se enciende.
h) Lámpara “Error” (L4 Error). Una luz roja es encendida cuando un error de alimentación de energía eléctrica, o de parada de emergencia o una falla de baja presión de aire comprimido está presente.
2.2.2 SISTEMA DE TRANSPORTACIÓN DE MATERIALES
Las estaciones del sistema CIM están enlazadas físicamente a través de un circuito cerrado de banda transportadora sobre la cual son trasladadas las piezas de manufactura. El control de movimiento de la banda depende de la unidad central de control, bien sea de manera manual o a través del sistema automático de control. La banda
A través de los 18.2 metros lineales de los que está compuesta la banda, seccionada sobre un perímetro rectangular (6.2 x 3.2 m) (Figura 2.4), se localiza un sistema de detección e identificación de vagones, contenido en siete unidades de sensores.
Figura. 2.4. Perímetro Cuadrangular de la banda transportadora
Cada unidad de sensores está situada justo frente de cada estación de proceso. Cada unidad de detección está identificada por un numero control, equivalente a su respectiva estación de proceso. La tabla 2.1 relaciona los números de unidad de detección con las estaciones de proceso.
No. De Unidad ESTACIÓN DE PROCESO
10 ST‐2000 (Almacén)
20 PN‐2800 (Neumática)
30 VI‐2000 (Visión)
40 FMS‐2100 (CNC)
50 PS‐2800 (Proceso – a futuro)
60 No usada
70 HYD‐2800 (Hidráulica)
80 No usada
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 24 de 143
De esta manera, el control central sitúa a través de topes momentáneos de retención a los vagones para su identificación, deteniéndolos frente de cada estación. La identificación de cada vagón se lleva a cabo a partir de dos parámetros.
El primero de ellos es el sensor de posición de vagón. Este es un sensor binario de proximidad, que notifica al control central cuando un vagón se ha situado en el puerto de la estación. (Figura 2.5).
El segundo parámetro está relacionado directamente con la identificación del número de vagón. Como puede observarse en la figura 2.5, la estructura de los vagones de transportación contiene características especiales.
Figura. 2.5. Arquitectura de las bandejas de transportación‐
Todos los vagones son idénticos por la parte superior, conteniendo una bandeja sobre la cual son colocados los pallets. Sin embargo, por la parte inferior, cada vagón es único e irrepetible: El número particular de identificación esta manifestado a través de un número binario de 5 posiciones incrustado en pines donde bornes metálicos configuran el número de vagón. La tabla 2.2 resume las configuraciones de los 32 vagones con que cuenta el CIM.
De esta manera, cuando un vagón se encuentra detenido en una estación, los sensores inductivos ubicados en la banda (figura 2.6.a) determinan el número de vagón posicionado, enviando la lectura hacia el Control Central.
Tabla 2.2. Configuración de pines de los vagones.
○
Pin vacio.●
Pin metálico
Figura. 2.6.a Sensores inductivos en la banda transportadora. Figura. 2.6.b Los sensores de
identificación activos por el pallet 01010 (No. 10)
Sobre la bandeja de cada vagón va montada una base rectangular llamada “Pallet” la cual tiene la peculiaridad de contener un vástago sobre su base para poder ser sujetada por las pinzas de los robots y poder ser retirados o puestos desde los vagones hacia las diferentes estaciones.
En el pallet las piezas de fabricación descansan sobre una base donde encajan perfectamente los tres tipos de materiales de proceso:
‐ Pieza de acrílico de base rectangular
‐ Barra cilíndrica de Aluminio de 26 mm de diámetro ‐ Barra cilíndrica de Aluminio de 20 mm de diámetro
La figura 2.7 refleja de manera gráfica como son transportados las piezas sobre los pallets y estos a su vez sobre los vagones.
Vagón Configuración de
Pines Vagón
Configuración de
Pines
1
○
○
○
○
●
17●
○
○
○
●
2
○
○
○
● ○
18●
○
○
● ○
3
○
○
○
● ●
19●
○
○
● ●
4
○
○
●
○
○
20●
○
●
○
○
5
○
○
●
○
●
21●
○
●
○
●
6
○
○
●
● ○
22●
○
●
● ○
7
○
○
●
● ●
23●
○
●
● ●
8
○
●
○
○
○
24●
●
○
○
○
9
○
●
○
○
●
25●
●
○
○
●
10
○
●
○
● ○
26●
●
○
● ○
11
○
●
○
● ●
27●
●
○
● ●
12
○
●
●
○
○
28●
●
●
○
○
13
○
●
●
○
●
29●
●
●
○
●
14
○
●
●
● ○
30●
●
●
● ○
15
○
●
●
● ●
31●
●
●
● ●
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 26 de 143
Figura. 2.7 Modo de transportación de Materiales
2.2.3 ESTACIÓN NEUMÁTICA (PN‐2800)
Esta estación emula el primer eslabón dentro de la cadena de producción del CIM. La finalidad de la estación es de proporcionar los materiales de proceso así como los pallets donde serán transportados estos.
Los actuadores de control son completamente neumáticos, de ahí el nombre que recibe como estación. Las funciones de despacho de prismas, cilindros o pallets son controladas a través del PLC Modicon series 984‐145 y puede ser controlada localmente desde su HMI local cuando se encuentra en modo local. Cuando trabaja en modo de fabricación integrada, entonces el PLC de la estación central es quien toma el control.
La estructura de la estación está básicamente seccionada en:
‐ Almacén y distribución de Pallets ‐ Almacén y distribución de Prismas ‐ Almacén y distribución de Cilindros
‐ Transporte de Pallets con material hacia la banda de transportación.
La figura 2.8 muestra en forma tridimensional la estructura de la estación neumática. Las partes fundamentales de ésta han sido etiquetadas para su descripción particular:
Figura. 2.8 Estación Neumática PN‐2800
a) Torre de almacén de Pallets.
Es un depósito rectangular con una capacidad máxima de estibamiento de 8 pallets. Los pallets son apilados uno sobre otro, siendo su disponibilidad inmediata debido a la gravedad, es decir al momento que un pallet sale del depósito mediante el uso de un actuador lineal, el siguiente cae debido al efecto de la gravedad.
Contiene en la base un sensor capacitivo para determinar si existe al menos un pallet e la torre.
b) Alimentador de Pallets.
Es un actuador neumático que empuja el pallet inferior de la torre para posicionarlo sobre la base central de alimentación de material.
c) Base central de alimentación de materia (Buffer).
Es el punto central de la estación donde son colocados pallets, bien sea desde la torre o bien tomados desde la banda, para ser alimentados por cualquiera de los materiales de fabricación.
Contiene en la base un sensor capacitivo para determinar si existe un pallet en la base.
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 28 de 143
d) Torre de Almacén de material rectangular
Es un depósito rectangular con una capacidad para apilar 8 bases rectangulares una sobre otra, teniendo la disponibilidad de material de igual forma que los pallets, por gravedad.
Contiene en la base un switch “fin de carrera” para determinar si existe al menos un prisma en la torre.
e) Alimentador de Prismas.
Es un actuador neumático que empuja el prisma inferior de la torre para posicionarlo sobre un pallet posicionado en la base central de alimentación de material.
f) Almacén de cilindros
Son dos depósitos para el almacén de los dos tipos de barras cilíndricas. Los depósitos son planos inclinados de 45 grados, con una capacidad de almacenaje de hasta 10 cilindros cada uno.
Los cilindros se encuentran detenidos por un actuador lineal; al momento que sea requerido alimentar uno, este actuador los libera y caen por el efecto de la gravedad, además para seguridad al momento que un cilindro cae, el siguiente cilindro en el almacén (de haber más de uno) es presionado con la utilización de otro actuador lineal para evitar la alimentación de dos cilindros.
Contiene en la base un sensor capacitivo por cada uno de los dos depósitos para determinar si existe al menos un cilindro en ellos.
g) Posicionado de Cilindros
Es un actuador neumático que empuja cualquiera de los dos cilindros alimentados del almacén, hasta el final de la base donde es la posición de sujeción del brazo neumático.
Contiene en la base un sensor capacitivo para determinar si existe un cilindro presente.
h) Brazo neumático de sujeción de cilindros
Un brazo neumático, compuesto de 3 actuadores (vertical, rotatorio y horizontal) y un gripper o pinza cuyo fin es tomar cilindros desde el alimentador de cilindros y llevarlos hacia un pallet posicionado en la base central de alimentación de material o bien hacia el depósito de materiales defectuosos.
i) Brazo neumático de sujeción de pallet
Un brazo neumático, compuesto de 3 actuadores (vertical, rotatorio y horizontal) y un gripper o pinza cuyo fin es tomar los pallets cargados o vacios desde la base central de alimentación de material llevarlos hacia la banda transportadora o viceversa.
2.2.4 ESTACIÓN DE ALMACEN (ST‐2000)
Una estación por mucho destacable por la función que realiza. Esta estación tiene el objetivo de emular el control de almacén para producto terminado, materia prima o producto en tránsito (Figura 2.9).
Figura. 2.9 Estación de Almacén ST‐2000
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 30 de 143 Las funciones de almacenaje son controladas a través del PLC Modicon series 984‐145 y puede ser controlada localmente desde su HMI local cuando se encuentra en modo local. Cuando trabaja en modo de fabricación integrada, entonces el PLC de la estación central es quien toma el control.
Para la ejecución de esta función, la estación de almacén cuenta con una infraestructura de almacenamiento para 32 pallets, arreglados matricialmente en 8 columnas por 4 filas. (La figura 2.10 apunta las coordenadas cartesianas asignadas para cada celda).
Figura. 2.10 Matriz de Celdas del ST‐2000
a) celda de posición de inicio
La unidad cuenta además una celda de posición de inicio o de arrastre (Figura 2.9), cuyo objetivo es ser el punto de entrada de pallets desde la banda transportadora. Esta celda cuenta con un sensor inductivo para determinar al sistema si existe un pallet presente.
b) Manipulador de Pallets
c) Alimentador de Pallets
Un brazo neumático, compuesto de 2 actuadores (vertical y rotatorio) y un gripper o pinza tiene como fin tomar los pallets cargados o vacios desde la celda de posición de inicio y llevarlos hacia la banda transportadora o viceversa.
2.2.5 ESTACIÓN DE VISION (VI‐2000)
Dentro de un proceso de manufactura, el control de calidad es una tarea crucial. Las inspecciones visuales han evolucionado al grado que se realizan a través de cámaras de video que mediante comparaciones matemáticas con patrones, determinar la calidad de un producto.
El sistema CIM‐2000 cuenta con la estación de Visión VI‐2000 (figura 2.11) cuya estructura permite el procesamiento de la imagen tomada por la cámara y el lente ubicado en la parte superior de la estación.
Figura. 2.11 Estación de Visión VI‐2000
IMPLEMENTACIÓN DE UNA NUEVA INTERFAZ DE MONITOREO Y CONTROL PARA EL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA CON INTOUCH WONDERWARE ®
Página 32 de 143 Mediante una tarjeta de captura para adaptar la imagen hacia una computadora personal se envía la señal de video para que un software de procesamiento de imágenes realice el análisis de calidad del objeto. El sistema de visión no está controlado por el CIM‐2000
2.2.6 ESTACIÓN ROBOTICA DE MANIPULACIÓN (RO‐2000)
La estación robótica tiene la función de correr a lo largo de un segmento de la banda transportadora para tomar una pieza cilíndrica desde el pallet e ingresarlo a los muelles del chuck del torno CNC.
El robot no está controlado por la estación central del CIM‐2000. (Figura 2.12)
Figura. 2.12 Estación Robotica RO‐2000
2.2.7 SISTEMA DE MANUFACTURA FLEXIBLE (FMS‐2100)
Es el sistema de manufactura del CIM. Consta de un torno de Control Numérico de la marca Mitsubishi, modelo DYNA 3300B. Este torno tiene capacidad de movimiento sobre dos Ejes (X y Z) con un Portaherramientas con capacidad de 8 herramientas de corte.
El controlador de esta máquina herramienta esta desarrollado sobre el sistema Meldas 64 permitiendo al usuario programar basado en la norma ISO/DIN, la cual utiliza para estructurar los programas los códigos G y M.
Esto significa que las secuencias de corte están predefinidas por códigos de trabajo (G) complementados con coordenadas de movimiento y códigos misceláneos (M) para sistemas auxiliares como el encendido del chuck.
Figura. 2.13a Componentes frontales del FMS‐2100
Figura. 2.13b Componentes posteriores del FMS‐2100
2.3
O
2.3.1 El pri son d de fa parám 2.3 ex Así po Otro proce son r •T M •1 •2 •3 c •4 c •5 P •6 P •7 m d IMPLEMEN MANOPERACIÓ
PRINCIPIO D
incipio de o designados p
abricación e metros del s
xplica el sign
or ejemplo, u
3 ‐
0 ‐
2 ‐
3 ‐
dato de 4 d eso de cada epetidamen
A
IPO DE MATERIAL1. Vagon Vacio 2. Pallet Vacio 3. Pallet con
cilindro 1 4. Pallet con
cilindro 2 5. Pallet con
Prisma 6. Palle con
Prisma y cilind 7. Pallet con
material
defectuoso
NTACIÓN DE U NUFACTURA IN
N
CIM
‐
200
DE OPERACI
peración de por el opera está constitu istema. A es nificado de ca un código de Carga No pr Move Move y volv Tabl ígitos es ret pieza. Dicho te mostrado o o dro •P PR FM •1 t •2 F •3 T
NA NUEVA INT
NTEGRADA POR
00
ÓN
l CIM se bas dor a través uido por un ste número d ada digito. e pedido de f ar pallet con rocesar en la er la pieza a l er la pieza a l ver a montar
la 2.3 Códig
roalimentad o valor es et os en las dife
B
LAN DE ROCESO EN MS‐21001. Proceso en
torno CNC 2. Proceso en
Fresa CNC 3. Proceso en
Torno y Fresa
TERFAZ DE MON
R COMPUTADO
sa en pedido s de la estac
n número d de 4 dígitos e fabricación ig una barra ci a estación FM la estación F la estación P r.
go de pedido
o por el CIM iquetado co rentes panta •P P FM •1 t •2 F •3 T
NITOREO Y CON ORA CON INTOU
os de fabric ión Central de 4 dígitos
el sistema lo gual a 3023, líndrica No. MS1 MS2 y proce PS‐2800, insp
o de Fabricac
M‐2000 para mo P.V. (Pre allas del cont
C
LAN DE ROCESO EN MS‐21001. Proceso en
torno CNC 2. Proceso en
Fresa CNC 3. Proceso en
Torno y Fresa
NTROL PARA E
UCH WONDERW
ación Pre‐pr del CIM‐200 s que es in o etiqueta co significaría: 1 esar en la Fre peccionar la p ción identificar e esent Value) trol del CIM‐ •P P A •0 2 •1 •2 R •3 V 2
L SISTEMA DE
WARE ®
Página 34 de rogramados 00. Dicho pe ngresado en omo S.P. La t esadora. pieza en VI‐2 el estado rea . Ambos val ‐2000.
D
LAN PARA ROCESO Y LMACEN0. Sin usar PS‐
2800 ni ST‐200 1. Usar PS‐280 2. Usar VI‐200 RO‐2000 3. Usar PS‐280 VI‐2000 y RO‐
2000
e 143 que dido los tabla 2000 al de ores ‐ 00 00 00 y
Mientras cada una de las piezas ingresa a las diferentes estaciones de proceso, el sistema calcula la operación realizada en ellas, actualizando los valores de P.V. Una vez que el P.V. es igual al S.P. se puede decir que la pieza ha quedado terminada.
Pese a que desde un inicio el operador especifica el proceso de operación de cada pieza mediante el S.P., el CIM‐2000 posee la flexibilidad de permitirle al operador de alterar en cualquier momento los procesos que desee.
2.3.2 CONTROL DE MATERIALES
La condición inicial del control del CIM inicia con la alimentación de materia prima desde la estación neumática. Cuando el material es despachado de la estación neumática, este es enviado a la siguiente estación de acuerdo a los parámetros de fabricación (S.P.).
Cuando la operación ha sido completada en cualquier estación del proceso, ésta retroalimenta al control del CIM‐2000 para actualizar el valor P.V. y entonces administrar el envío del material hacia la siguiente estación de acuerdo a su parámetro de fabricación.
Sin embargo, cuando una pieza es entregada en una de las estaciones para realizar su proceso especificado, el vagón y el pallet que la transportaron permanecen sobre la banda. Aquí surge el primer problema de transito, debido que a estas piezas pudieran estorbar el flujo de otras piezas hacia las demás estaciones.
A estas piezas se les conoce como “piezas en proceso no solicitadas” (WIP) y serán entonces
almacenados temporalmente en el depósito para evitar la sobrecarga de piezas en la cinta.
Así mismo, si una pieza está lista para ingresara a una estación y dicha estación no está lista para recibir la pieza (por estar procesando otra pieza) entonces el control del CIM ordenará almacenar temporalmente la pieza hasta que reciba la señal de la estación como lista para recibir nuevamente.
2.3.3 DISPOSITIVOS DE CONTROL DEL CIM
Los dispositivos de entrada (switches, sensores) están conectados al PLC a través de tarjetas de Entrada, mientras que los dispositivos finales de control (lámparas, motores) están conectados mediante las tarjetas de salida.