Con la Colaboración de
TERREMOTO DEL MAULE
CHILE 2010
NIHILCON
MANUAL DE BUENAS PRÁCTICAS Y RECOMENDACIONES SÍSMICAS PARA EQUIPOS DE BODEGAS VINÍFERAS
Indice
I. INTRODUCCIÓN 5
II. DESCRIPCIÓN DEL SISMO Y ASPECTOS GENERALES 9
III. DESCRIPCIÓN DE FALLAS, BUENAS PRÁCTICAS Y RECOMENDACIONES 12
1. Estanques con Patas 14
1. 1. Descripción de la estructura 15
1. 2. Fallas Observadas 16
1. 3. Soluciones y Recomendaciones 20
1.4. Soluciones Innovativas 27
2. Estanques Apoyados 30
2.1. Descripción de la estructura 31
2. 2. Fallas Observadas 32
2.3. Soluciones y Recomendaciones 38
3. Barricas 44
3.1. Descripción de la estructura 45
3.2. Fallas Observadas 47
3.3. Soluciones y Recomendaciones 50
3.4. Soluciones Innovativas 51
4. Bins 54
4.1. Descripción de la estructura 55
4.2. Fallas Observadas 57
I. INTRODUCCIÓN
El espíritu de este documento es analizar lo sucedido en el ter-remoto del Maule del 2010, a fi n de evitar en sucesos futuros la pérdida de vino producida por los daños en las estructuras de almacenamiento de la industria del vino. Cabe señalar que con este trabajo no se pretende que los estanques, u otras estructuras, en un sismo de alta magnitud no sufran daño, sino que estos daños provoquen la mínima pérdida de vino.
Esta información sigue siendo absolutamente pertinente, considerando la condición sísmica del país y la posibilidad de nuevos eventos futuros. Cabe señalar que las pérdidas pro-ducidas por el terremoto del Maule se estiman entre 100 y 200 millones de litros de vino. Esta pérdida pudo ser mucho mayor de haber ocurrido el terremoto después de vendimia, cuando las bodegas están en su capacidad máxima.
Dado que es la primera vez en la historia que un terremoto de gran magnitud afecta a una zona vitivinícola tan extensa, la información y las lecciones aprendidas son extremada-En febrero del 2010 tuvo lugar en el Maule-Chile uno de los
más importantes sismos de la historia, afectando la actividad normal del país y dejando sus efectos en los diferentes sec-tores productivos. La industria del vino chilena, que en esas fechas comenzaba actividades de vendimia, se vió afectada como otros sectores ya que la extensión del sismo afectó a diversos valles vitivinícolas. No obstante a los efectos inme-diatos, dicha industria pudo retomar su actividad productiva normal a la brevedad y lo más importante quisó, con una visión de largo plazo, rescatar los efectos del sismo en terreno y en forma inmediata de forma de recoger los daños y gen-erar una documentación de estos que sirviese de manual de buenas practicas y recomendaciones para eventos futuros. Es asi como gracias a la coordinación de los Consorcios del Vino, brazo técnico de Vinos de Chile, surgido de la fusión de las viñas y las universidades, se levanto este proyecto fi nanciado con el aporte de INNOVA CHILE-CORFO que recogió, analizó y edito la información del sismo y sus efectos en las distintas estructuras de vinifi cación de las bodegas.
Este Manual es el producto medular del trabajo desarrollado y para su elaboración fue necesario realizar un análisis téc-nico, compilación y cruce de toda la información en bruto que se obtuvo de 53 visitas a viñas tras el terremoto ocurrido en febrero de 2010, para poder realizar recomendaciones de buenas prácticas en estructuras de almacenaje de mostos y vinos.
El espíritu de este documento es analizar lo sucedido en el
terremoto del Maule del 2010, a fin de evitar en sucesos
futuros la pérdida de vino producida por los daños en las
estructuras de almacenamiento de la industria del vino.
Cabe señalar que con este trabajo no se pretende que
los estanques, u otras estructuras, en un sismo de alta
magnitud no sufran daño, sino que estos daños provoquen
EQUIPO DE TRABAJO
mente valiosas no sólo para Chile sino también para el resto de los países vitivinícolas del mundo. Redactar un manual con esta información es un resultsdo indispensable para no per-der este conocimiento, además de ayudar a las decisiones de corto y mediano plazo que deben tomar las viñas en cuanto a diseño, reparación, sustitución y operación de los equipos de una bodega vinífera.
Para abordar este objetivo, el Manual presenta una breve de-scripción del sismo para luego abocarse a las cuatro grandes estructuras analizadas: estanques con patas, estanques de apoyo continuo, barricas y bins. En cada uno de estas items se presenta la descripción de la estructura, la descrpción de la falla y las recomendaciones. Finalmente se presenta un capí-tulo de conclusiones.
Este trabajo ha sido desarrollado por los Consorcios del Vino VINNOVA/TECNOVID en conjunto con ingenieros civiles estructurales expertos en el desarrollo de estructuras antisís-micas, académicos de la Universidad de Chile y de la Pontifi cia Universidad Católica y con la colaboración de la Universidad de Los Andes. De igual forma se contó con la activa partici-pación de la empresa Tersainox S.A. y de altos profesionales pertenecientes a Vinos de Chile y que son Directores de los Consorcios del Vino,
El equipo de trabajo que se desempeño además como comité editorial es el siguiente:
CONSORCIOS DEL VINO VINNOVA/TECNOVID
Patricio Middleton (Director CONSORCIOS DEL VINO)
Elena Carretero (Gerente General CONSORCIOS DEL VINO)
Alejandra Soto (Coordinadora CONSORCIOS DEL VINO)
PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE
José Luis Almazán (Ph.D. Ingeniero Civil Estructural)
Víctor Sandoval (Ms. Sc. Ingeniero Civil Estructural)
Andrés González (Ms. Sc. Ingeniero Civil Estructural)
Erick González (Ingeniero Civil Estructural)
UNIVERSIDAD DE CHILE
Ricardo Herrera (Ph.D. Ingeniero Civil)
Juan Felipe Beltrán (Ph.D. Ingeniero Civil)
Eduardo Garcés (Ingeniero Civil)
TERSAINOX
DESCRIPCIÓN DEL SISMO Y
ASPECTOS GENERALES
II
El 27 de febrero de 2010, a las 3:34 a.m. hora local, un ter-remoto de magnitud 8.8 en la escala Mw1azotó a la zona central de Chile.
La ruptura ocurrió en el contacto entre la placa de Nazca y la placa continental Sudamericana y tuvo una extensión aproximada de 450 km en la dirección Norte-Sur y 150 km de ancho. Este terremoto de subducción2 afectó a un área de aproximadamente 160,000 km2, donde vive cerca del 75% de la población de Chile. La Figura 1muestra un mapa de la zona afectada y en la tabla 1 los valores de acel-eración máxima (PGA) del suelo registrada por la Red Na-cional de Acelerógrafos del Departamento de Ingeniería Civil de la Universidad de Chile (Boroschek y otros, 2010).
Considerando la extensión del área afectada, el daño pro-ducido excedió por lejos lo observado en el pasado. En particular, la industria del vino chilena fue fuertemente afectada por el terremoto. La zona sobre la cual el terre-moto golpeó con más fuerza se encuentra desde Temuco por el sur hasta Santiago por el norte (Figura 1), zona don-de se concentra la mayor producción don-de vinos en Chile. De acuerdo a estimaciones preliminares, se perdieron 125
DESCRIPCIÓN DEL SISMO
1. La escala sismológica de magnitud de momento (MW) es una escala logarítmica usada para medir y comparar sismos. Está basada en la medición de la energía total que se libera en un terremoto. Fue introducida en 1979 por Thomas C. Hanks y Hiroo Kanamori como la sucesora de la escala de Richter.
2. La subducción de placas es un proceso de hundimiento de una placa bajo otra en un límite convergente, según la teoría de tectónica de placas. . Generalmente, es la litosfera oceánica, de mayor peso específi co, la que subduce bajo la litosfera continental, menos densa.
millones de litros de vino (US $ 250 millones) lo que representa un 12.5% de la producción del año 2009. El terremoto ocurrió solo sem-anas antes del inicio de la vendimia, donde sólo el 50 % de la capacidad de almacenami-ento estaba en uso. Las pérdidas asociadas a la industria se debieron principalmente al daño en estanques de fermentación de ace-ro inoxidable y colapso de sistemas de alma-cenamiento del producto embotellado.
El diseño sismorresistente de estructuras está regido en Chile por normas asociadas al tipo de estructura a diseñar. Sin embargo, estas normas comparten características co-munes: el territorio nacional está dividido en tres zonas sísmicas (Figura 1), donde la Zona 3 es la de mayor peligro sísmico de-bido a que se encuentra cerca de la costa, debajo de la cual se origina gran parte de los terremotos de subducción. La Zona 1 es la de menor peligro sísmico, por encontrarse alejada de la costa, cerca de la cordillera de Los Andes. La demanda sísmica es cara-cterizada por una aceleración de diseño o un coefi ciente sísmico, según el método de análisis escogido, el cual depende de la zona sísmica. Este parámetro se modifi ca según las características del suelo de fundación y las propiedades dinámicas, de ductilidad y sobrerresistencia de la estructura.
Figura 1 .
Área afectada por el terremoto del 27 de Febrero de 2010 y ubicación de aceleró-grafos (basada en Boroschek y otros, 2010).
Tabla 1. Máximas aceleraciones del suelo registradas
Estación PGA NS (g) PGA EW (g) PGA V (g)
Santiago (centro) 0.22 0.32 0.18
Santiago (Maipú) 0.56 0.48 0.24
Hualañé (VII Región) 0.39 0.46 0.39
Curicó (VII Región) 0.47 0.41 0.20
Talca (VII Región) 0.48 0.42 0.24
Constitución (VII Región) 0.55 0.64 0.35
Concepción (VIII Región) 0.40 0.28 0.40
Boroschek, R., Soto, P., and Leon, R. (2010), “Maule Region Earthquake, February 27, 2010, Mw = 8.8,” Renadic Report 10/08, Department of Civil Engineering, University of Chile.
DESCRIPCIÓN DE FALLAS, BUENAS
PRÁCTICAS Y RECOMENDACIONES
III
Descripción de fallas
III. DESCRIPCIÓN DE FALLAS,
BUENAS PRÁCTICAS Y RECOMENDACIONES
1. Estanques con Patas
1. 1. Descripción de la estructura 1. 2. Fallas Observadas
1. 3. Soluciones y Recomendaciones 1.4. Soluciones Innovativas
2. Estanques Apoyados
2.1. Descripción de la estructura 2. 2. Fallas Observadas
2.3. Soluciones y Recomendaciones 3. Barricas
3.1. Descripción de la estructura 3.2. Fallas Observadas
3.3. Soluciones y Recomendaciones 3.4. Soluciones Innovativas
4. Bins
4.1. Descripción de la estructura 4.2. Fallas Observadas
Estanques c
on pa
tas
1.1. Descripción
Los estanques con patas son comúnmente usados para la fermentación y guarda de volúmenes relativamente pequeños de vinos de alta calidad. Usualmente poseen entre 5.000 y 60.000 litros de capacidad y no superan los 6 m de altura y los 4 m de diámetro. Sin embargo, se fabri-can también estanques de mayor altura, que alfabri-canzan los 90.000 litros de capacidad.
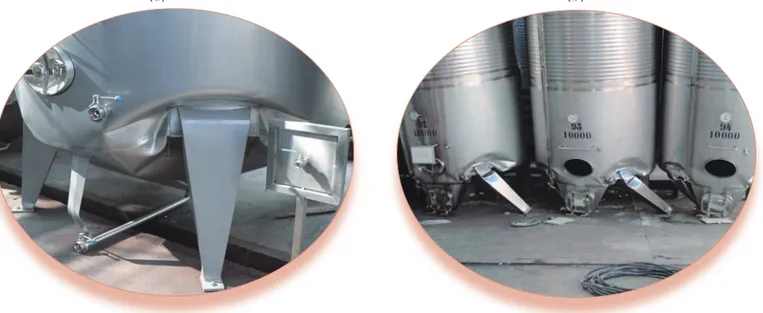
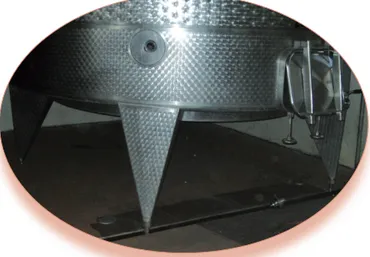
Es posible identifi car ciertas componentes comunes en este tipo de estanques. Estas partes son: el techo, el man-to, el fondo, el sistema de apoyo, el sistema de anclaje, y en algunos casos el sistema de rigidización del fondo. Adicionalmente existen componentes secundarias rela-cionadas con el manejo del proceso de vinifi cación, como los portalones, las chaquetas de enfriamiento y las llaves de paso, entre otras. La Figura 1(a) muestra un esquema con las distintas partes de un estanque con patas, mien-tras que la Figura 1 (b) muestra una imagen de un típico estanque con patas.
1. ESTANQUES CON PATAS
( a )
( b )
Figura 1:
1.2. Fallas Observadas
La falta de un procedimiento de diseño estandarizado para los estanques con patas ha generado una gran var-iedad de sistemas, los que presentaron en general com-portamientos muy diferentes durante el terremoto del Maule. En esta sección se describen los principales tipos de falla encontrados durante la inspección post-terremo-to, las que pueden ser clasifi cadas de la siguiente man-era:
• Pandeo de las patas del estanque, tanto en la parte su-perior como inferior.
• Punzonamiento (incrustación) de la pata en el manto y fondo del estanque.
• Falla del sistema de regulación de altura.
• Pandeo del techo y del manto del estanque debido al vaciado rápido.
• Deslizamiento de estanques con patas no ancladas.
• Fallas en el sistema de anclaje.
• Fallas por impacto con otros estanques.
1.2.1. Pandeo de patas
El pandeo es un fenómeno de inestabilidad muy común en estructuras de pared delgada, que se produce en zo-nas donde hay alta concentración de tensiones de com-presión.
En la Figura 2 (a) se observa una falla en la parte superior de una pata doblemente empotrada, debido a una muy pequeña longitud de apoyo del anillo de rigidización so-bre la pata (20 mm aproximadamente). Esto ocasionó que las tensiones se concentraran en un área muy pequeña. Sin embargo, en muchos de los casos donde se observó este tipo de falla, no hubo pérdidas de vino, debido a que el asentamiento vertical de las patas era muy pequeño. Desde el punto de vista del diseño estructural conven-cional, la falla local por pandeo en patas periféricas con pequeños asentamientos verticales, puede considerarse un modo de falla aceptable.
Por otro lado, la Figura 2 (b) muestra una falla por pandeo en la base empotrada de una de las patas. Este tipo de falla fue muy común en patas centrales, donde el efecto com-binado de la carga estática (50% del peso), más los esfuer-zos producidos por las grandes aceleraciones horizontales y verticales del suelo, produjeron una gran concentración de tensiones en la sección inferior, donde además el área y el momento de inercia son menores. A diferencia de la fal-la por pandeo en patas periféricas, fal-la falfal-la por pandeo en patas centrales puede producir asentamientos verticales muy considerables, entre 20 mm y 50 mm aproximada-mente. En muchos casos estos asentamientos ocasion-aron la fractura de las soldaduras que unen el fondo con la pared del estaque, provocando la pérdida parcial o total del vino almacenado.
Otro tipo de falla muy frecuente se muestra en la Figura 3. Se trata de patas con sistemas de regulación de altura con base rotulada y anclada al suelo, donde la falla se concen-tró en la parte superior de la pata, lugar en el cual los es-fuerzos por fl exión son máximos. Cuando la deformación por pandeo es sufi cientemente grande, la pata queda ro-tulada en ambos extremos, produciéndose el colapso del estanque.
III Descripción de fallas
La falta de un procedimiento de diseño
estandari-zado para los estanques con patas ha generado una
gran variedad de sistemas, los que presentaron en
general comportamientos muy diferentes durante el
1.2.2. Incrustación de patas
La falla por incrustación de patas se encontró muy fre-cuentemente en estanques cuyas patas están directa-mente soldadas al manto o al fondo del estanque, sin un sistema de rigidización o placa de refuerzo (poncho) que los conectara. Un ejemplo típico son los estanques de fondo cónico.
Este tipo de falla podría denominarse pata fuerte-manto débil, debido a que el espesor de las patas es mayor que el espesor del manto y del fondo. La Figura 4 (a) muestra un caso donde el espesor de la pata es de 3 mm, mientras que el espesor del manto y del fondo cónico es de 2.5 mm. La Figura 3 (b) muestra un caso similar de tres es-tanques iguales, con idéntico mecanismo de falla.
Debido a las grandes deformaciones, la falla de tipo pata fuerte - manto débil causó muchas veces el colapso del es-tanque y la pérdida total del vino almacenado.
( a ) ( b )
Figura 2. Pandeo local en patas doblemente empotradas: (a) pandeo en la zona superior de pata perimetral; (b) pandeo en la base de pata central.
Figura 3. Colapso de estanques debido a pandeo en la parte supe-rior de las patas.
Estanques c
on pa
tas
Debido a las grandes deformaciones, la falla de tipo
pata fuerte - manto débil causó muchas veces el colapso
1.2.3. Falla del sistema de regulación de altura
Generalmente las losas de hormigón y los radiers de las bodegas tienen una cierta pendiente para permitir el fl ujo de los líquidos hacia las canaletas de desagüe. Para facilitar la operación e instalación de los estanques con patas, permitiendo acomodar los desniveles, se usan fre-cuentemente sistemas de regulación de altura. Estos sis-temas están formados por: (1) una placa base o pedestal en contacto con la losa (o radier) de hormigón; (2) un tor-nillo de regulación de altura; y (3) una placa de unión con la pata, la que posee hilo para permitir la penetración del perno. La unión del tornillo con el pedestal permite la rotación.
Durante las inspecciones realizadas, se encontraron nu-merosas fallas en estos sistemas. La Figura 5 (a) muestra la base de una pata perimetral, donde la parte superior del sistema de regulación de altura tuvo un desplazami-ento lateral de 40 mm, aproximadamente. Sin embargo, en este caso el estanque no colapsó. Las fallas de los sistemas de regulación de altura ocurrieron,
principal-mente, por dos motivos: (1) tornillo mal regulado, dejando una longitud libre muy grande en relación a la longitud atornillada; y (2) placa de unión muy fl exible.
Por otro lado, la Figura 5 (b) muestra un tipo de falla por pandeo de un tornillo de regulación (con un diámetro aproximado de 20 mm), que causó el posterior pandeo de la pata central y el colapso del estanque. En muchos otros casos, se observó que las altas concentraciones de ten-siones produjeron la falla por corte del tornillo, o bien el desprendimiento del sistema de apoyo completo.
( a ) ( b )
Figura 4. Incrustación de pata en el manto por generación de mecanismo pata fuerte - manto débil.
III Descripción de fallas
Las fallas de los sistemas de regulación de altura
ocurrieron, principalmente, por dos motivos:
(1) tornillo mal regulado, dejando una longitud
libre muy grande en relación a la longitud
1.2.4. Falla por succión
Al igual que los estanques de apoyo continuo, se produ-jeron numerosas fallas por succión provocadas por la pér-dida brusca de vino. La Figura 6 muestra un caso donde la succión ocasionó la falla casi completa del techo y del manto del estanque. Aunque la mayoría de los estanques poseen válvulas de seguridad para compensar cambios de presión, muchas de ellas no funcionaron durante el sismo, ya que no están diseñadas para permitir grandes caudales de aire. Las causas principales que produjeron la pérdida brusca del vino y posterior falla por succión fueron: (1) falla de las uniones entre el manto del estanque y las tuberías y llaves de paso; (2) apertura parcial o total de portalones por excesiva distorsión angular del manto del estanque; (3) apertura parcial o total de portalones mal cerrados; y (4) ruptura de la soldadura que une el fondo con el manto del estanque.
( a ) ( b )
Figure 5. Fallas en el sistema de regulación de altura: (a) deformación lateral del tornillo debido a su gran longitud libre; y (b) colapso de estanque por falla del tornillo de regulación.
Figura 6. Estanque colapsado por succión.
Estanques c
on pa
1.2.5. Deslizamiento de estanques no anclados
En las inspecciones realizadas se observó que los es-tanques con patas no ancladas se desplazaron entre 100 mm y 300 mm. En algunos casos los estanques cam-inaron hasta que alguna de sus patas cayó en una ca-naleta de desagüe, provocando el colapso del estanque. La Figura 7 muestra un estanque vacío que se desplazó aproximadamente 200 mm durante el sismo.
1.2.6. Fallas en el sistema de anclaje
Los anclajes tienen la función de prevenir el deslizamiento y el volcamiento del estanque debido a las cargas laterales. Durante las inspecciones se observaron muchos estanques con pernos de anclaje parcial o totalmente arrancados.
La Figura 8 muestra pernos arrancados en un estanque de 50.000 litros, donde el levantamiento fue de aproximada-mente 100 mm.
Las inspecciones revelaron que las numerosas fallas en los sistemas de anclaje se produjeron principalmente por cinco motivos: (1) corrosión de los pernos de anclaje; (2) longitud de anclaje insufi ciente; (3) defi ciencias en la apli-cación de la resina epoxi; (4) mala calidad del hormigón; y (5) placas base de bajo espesor.
Sin embargo, en algunos estanques donde los anclajes funcionaron adecuadamente, el daño se produjo en otras zonas vulnerables de la estructura, tal como se muestra en Figura 9. Sin embargo, en este caso el estanque cónico no poseía un sistema de rigidización de fondo.
Figura 7. Deslizamiento de estanque vacío.
ue. azó
( a )
( b )
Figura 8. Arrancamiento de anclajes.
III Descripción de fallas
En las inspecciones realizadas se observó que los
estanques con patas no ancladas se desplazaron
entre 100 mm y 300 mm. En algunos casos los
es-tanques caminaron hasta que alguna de sus patas
1.2.7. Fallas por impacto
Debido a la alta densidad de ocupación de las bodegas, se pudo observar que los estanques colapsados impactaban frecuentemente otros estanques, dañando sus techos y paredes (Figura 10).
Este hecho se registro mayoritariamente en bodegas cuy-os estanques no estaban conectadcuy-os por la parte superior
a las pasarelas de inspección.
1.3. Soluciones y
Recomendaciones
En esta sección se describen recomendaciones y buenas prácticas para el diseño sísmico de estanques con patas. Estas servirían para evitar fallas como las mencionadas en la sección anterior.
1.3.1. Sistema de rigidización de fondo
Si bien los sistemas de rigidación de fondo (SRF) o emparril-lados no son usados por todos los proveedores, en la
may-Figura 10. Estanque dañado por impacto Figura 9. Estanque con anclajes bien materializados, donde la falla se
produjo en la parte superior de las patas.
Estanques c
on pa
tas
Debido a la alta densidad de ocupación de las
bod-egas, se pudo observar que los estanques
colapsa-dos impactaban frecuentemente otros estanques,
oría de los casos ha resultado muy efectivo, por ejemplo, impidiendo la falla por incrustación de patas mencionada en la sección 1.2.2. Un SRF bien diseñado es fundamental para materializar un diseño por capacidad, permitiendo lo-calizar la deformación inelástica en zonas diseñadas para tal fi n, evitando así daños en las paredes del estanque.
La Figura 11(a) muestra una imagen de un SRF en un es-tanque con pata central. Está formado por: (1) vigas radi-ales que conectan las patas periféricas con la pata central; (2) vigas circunferenciales exteriores que conectan las patas periféricas (anillo principal); (3) vigas circunferen-ciales interiores (anillos secundarios); y (4) placa de apoyo
(poncho) en la cara superior de las patas, que sirve para distribuir adecuadamente las tensiones en la unión pata-manto-fondo.
La Figura 11(b) muestra una imagen del SRF en un estanque sin pata central. En este caso, en lugar de la pata central ex-iste un anillo interior que conecta las vigas radiales.
Los SRF también se pueden implementar en estanques de fondo cónico, tal como se muestra en la Figura 11(c-d).
Sin embargo, para que un SRF funcione, este debe tener un diseño adecuado. La Figura 12(a) muestra un caso donde
Figura 11. Sistema de rigidización de fondo (SRF): (a) estanque con pata central; (b) estanque sin pata central; (c) estanque con fondo cónico; y (d) SRF en estanque con fondo cónico
( a ) ( b )
( c ) ( d )
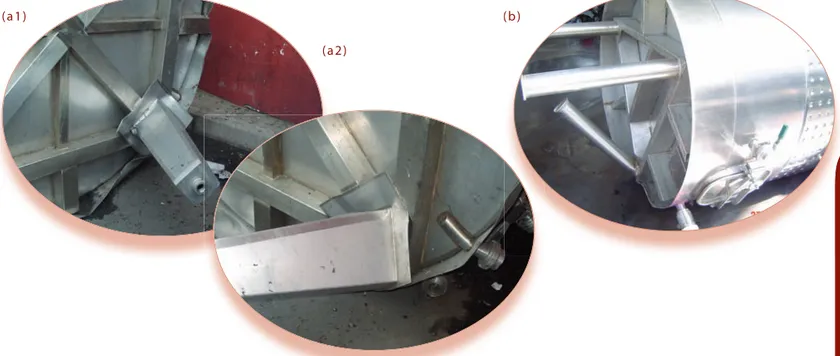
Sin embargo, debe destacarse que aunque el anclaje esté bien diseñado y construido, el estanque puede fallar por otros defectos de diseño.
La Figura 13 muestra una correcta materialización de la unión pata-manto-fondo.
( a 1 ) ( b )( b )
Figura 12. Prácticas incorrectas para materializar las uniones de las patas al estanque.
( a 2 )
La Figura 13 muestra unacorrectamaterialización de la
Estanques c
on pa
tas
la pata está unida al SRF por medio de una placa muy fl exi-ble. Además, la longitud de soldadura (marcada en rojo) no abarca todo el perímetro de la placa, por lo que fue insufi -ciente para mantenerla unida al sistema de rigidización. La Figura 12 (b) muestra otro caso de unión inadecuada, en donde las patas están directamente soldadas al SRF.
1.3.2. Anclajes de patas
1.3.3. Sistemas de regulación de altura (SRA) adecuados
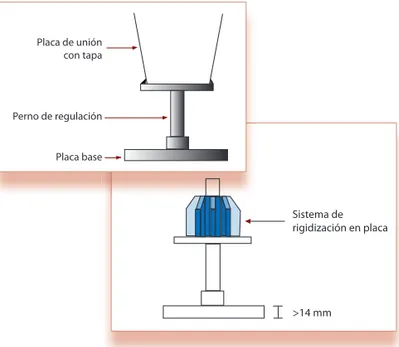
En la Sección 1.2.3 se mencionaron las tres partes que componen un sistema de regulación de altura (SRA). Ellas son: placa base, tornillo de regulación, y placa su-perior (Figura 14(a)). Una buena práctica consiste en ri-gidizar axialmente la placa superior del SRA por medio de atiesadores radiales , tal como se muestra en el es-quema de la Figura14(b) (Sistema desarrollado por Te-rainox S.A). Este sistema permite rigidizar la unión entre la pata y el tornillo, evitando fallas como la mostrada en la Figura 15.
Por otra parte es muy importante considerar que la lon-gitud libre del tornillo de regulación debe ser la mínima posible. Es decir, no debe desatornillarse más de 5 mm (aproximadamente) en relación a la longitud de fábrica. La idea es que la mayor parte del tornillo de regulación quede atornillada.
1.3.4. Barras de unión entre patas
Aunque es una solución poco frecuente, se pudo observar un muy buen comportamiento sísmico de estanques con patas conectadas lateralmente mediante perfi les tubu-lares. Este sistema de arriostre lateral permite distribuir uniformemente los esfuerzos de corte entre todas las pa-tas, impidiendo la concentración de esfuerzos producidas por el levantamiento de las patas. Otra ventaja de este sistema es que los esfuerzos no se concentran sólo en la parte superior de la pata, sino también en la zona de unión con los arriostres. Sin embargo, si el estanque está anclado adecuadamente y tiene un SRF bien diseñado, este sistema no es estrictamente necesario.
La Figura 16 muestra estanques con arriostre lateral que no presentaron ningún daño durante el terremoto, a pesar de haber estado completamente llenos. El estanque la Figura 3.16(a) tiene una pata central cilíndrica más robusta que las patas laterales, un anillo rigidizador superior, y perfi les tubulares que conectan lateralmente las patas. En cambio, en la Figura 16 (b) el estanque tiene una pata central de menor sección, pero que se encuentra arriostrada a todas las patas. Por otra parte, el estanque mostrado en la Figura 16 (c) no tiene SRF, pero el gran diámetro de las patas, y el sistema de arriostre lateral, contribuyeron al buen compor-tamiento sísmico del estanque.
Figura 15. Falla de sistema de regulación por ausencia de sistema de rigidización en placa superior.
Figura 14. Sistema de regulación de altura: (a) esquema parte exterior; y (b) esquema parte interior.
Es altamente recomendable el uso de arrostramiento lat-eral en estanques con patas. Además, deben preferirse los perfi les cerrados (tubulares o cajones) para evitar fenó-menos de inestabilidad propios de secciones abiertas.
1.3.5. Utilización de espesores mínimos en patas
Aunque se trata de un caso particular de una bodega situ-ada en la región del Maule, se pudo observar un colapso generalizado en estanques relativamente pequeños, entre 10.000 y 20000 litros de capacidad. Todos presentaron falla por pandeo en la parte superior de las patas, cuyo espesor era en todos los casos igual a 2 mm (Figura 17).
Si bien se requiere un estudio más detallado, es reco-mendable establecer para las patas un espesor mínimo de 2.5mm en estanques de baja capacidad.
Figura 16. Estanques con apoyos arriostrados: (a) estanque con pata central robusta; (b) estanque con pata central arriostrada; y (c) estanque de fondo inclinado sin SRF.
Figura 17. Deformación excesiva en pata de 2mm de espesor, en estanque de 15.000 litros con 4 patas.
Figura17 Deformación excesiva en pata de 2mm de espesor en
Estanques c
on pa
tas
Es altamente recomendable el uso de
arrostrami-ento lateral en estanques con patas. Además, deben
preferirse los perfiles cerrados (tubulares o cajones)
para evitar fenómenos de inestabilidad propios de
1.3.6. Aumento del radio de curvatura usado en el plegado de las patas
El radio de plegado usado en las planchas de las patas tiene un efecto muy importante en el comportamiento sísmico de los estanques con este sistema de soporte. La Figura 18 muestra dos secciones con igual espesor y longitud del lado, pero con distinto radio de curvatura en las esquinas.
Figura 18. Secciones con radios de curvatura distintos.
La sección con mayor radio de curvatura presenta menor concentración de tensiones en las esquinas. El pequeño radio de curvatura en las aristas de las patas fue deter-minante en el mal comportamiento sísmico de muchos estanques. Se recomienda que el radio de curvatura en las aristas sea mayor a 5 veces el espesor de la placa.
Fi 18 S i di d t di ti t
1.3.7. Utilización de pata central en estanques de gran diámetro
En la etapa de prospección se pudo observar que cuando se producían daños importantes en la pata central, era muy frecuente la pérdida total del vino, ocasionada por fallas en la soldadura entre el fondo y la pared del estanque (Fig. 2). Debido a las altas cargas de compresión que soportan las patas centrales, es muy recomendable dejarlas simple-mente apoyadas sobre una superfi cie de baja fricción.
1.3.8. Utilización de placas base con espesores mayores a 14 mm.
Es importante que la placa-base de los sistemas de anclaje, sean o no regulables, tenga un espesor sufi ciente como para evitar la falla por fl exión o fracturas de corte provo-cadas por la tracción de los pernos. De esta manera, si la falla ocurre, esta se deberá a los pernos de anclaje, cuya reparación es más fácil y económica. Se recomienda que dicho espesor sea de unos 15 mm aproximadamente.
1.3.9. Utilización de pasarelas auto-soportantes.
El uso de pasarelas conectadas con los estanques puede mejorar el comportamiento sísmico del sistema. Las pasarelas otorgan mayor estabilidad al volcamiento del es-tanque, evitando un posible efecto “dominó”. Sin embargo, es importante señalar que las pasarelas deben ser auto-soportantes, es decir, con una estructura independiente, que puede o no estar unida a la estructura principal de la bodega.
Además, en el caso que la pasarela descanse sobre los es-tanques, es importante que en el diseño, se consideren las cargas que ésta ejerce sobre los techos o virolas superiores, ya que normalmente se ocupan espesores menores en las virolas superiores de los estanque.
III Descripción de fallas
El radio de plegado usado en las planchas de las
patas tiene un efecto muy importante en el
1.4. Soluciones Innovativas
Existe una amplia gama de posibles soluciones para me-jorar el comportamiento sísmico de estanques con patas. A continuación se detallan algunas de ellas desde las más simples a las más complejas.
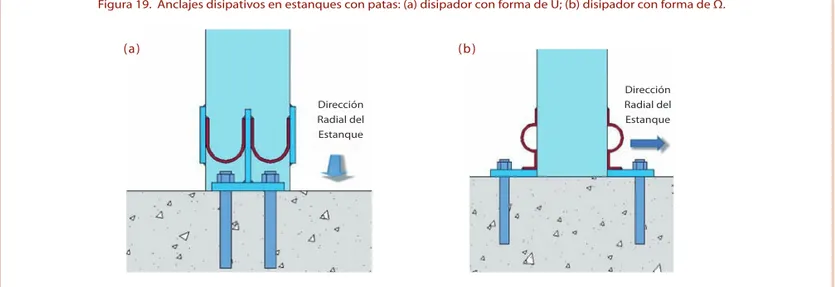
1.4.1. Patas con anclajes disipativos
Durante el terremoto del Maule hubo muchas evidencias de levantamiento de estanques con patas, tanto anclados como no anclados. Los primeros análisis computacionales realizados en estanques anclados, confi rman que se gen-eraron grandes esfuerzos de tracción en los anclajes.
Este potencial levantamiento puede aprovecharse para usar anclajes disipativos, que permitan limitar la fuerza de tracción sobre los pernos de anclaje y disipar energía por plastifi cación de metales o bien por fricción.
La Figura 19 muestra un disipador metálico de acero in-oxidable con forma de U, y otro disipador con forma de Ω.
El primero de ellos fue propuesto inicialmente por Kelly (Kelly et al, 1972), y adaptado recientemente en Chile en la Torre Titanium (De la Llera et al, 2010). El segundo es una idea que ha sido probada en un prototipo de dimen-siones reducidas sometido a carga monotónica (Bustos N, 2008). En ambos casos se podrían usar planchas de acero inoxidable recocido de 3 mm a 5 mm de espesor, aproximadamente. El disipador Ω puede también con-struirse con barras de acero inoxidable de 10 mm a 20 mm de diámetro conformadas en frío.
1.4.2. Estanques semi-anclados
Esta idea es aplicable a estanques con 6 o más patas, y consiste en anclar la mitad de las patas, dejando la otra mitad deslizante, incluyendo la pata central.
Las patas ancladas se diseñan para desarrollar grandes deformaciones inelásticas, mientras que las patas desli-zantes (en conjunto con el fondo del estanque) se diseñan para resistir la totalidad del peso propio del estanque, ante la eventualidad de que las patas ancladas no sean capaces de seguir transmitiendo su carga vertical. Las
Estanques c
on pa
tas
( a ) ( b )
Figura 19. Anclajes disipativos en estanques con patas: (a) disipador con forma de U; (b) disipador con forma de Ω.
Dirección Radial del Estanque
III Descripción de fallas
patas podrían diseñarse para que las rótulas plásticas se produzcan en la parte superior, ya que habitualmente la base está débilmente empotrada o bien rotulada, en el caso en que exista un sistema de regulación de altura.
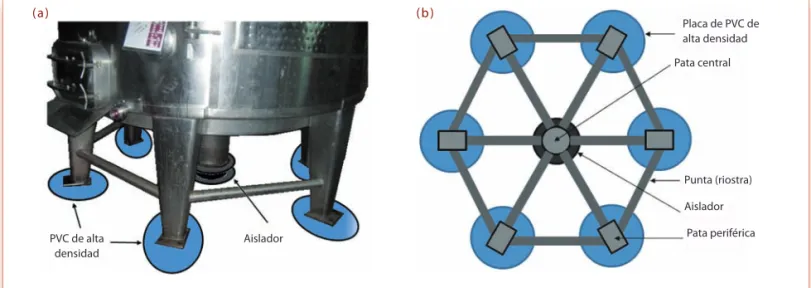
1.4.3. Estanque con aislador elastomérico central
Un nivel de desempeño superior a los anteriores sola-mente se podría lograr con aislación sísmica. Una idea muy simple y efectiva consiste en apoyar todas las patas sobre una superfi cie deslizante, como por ejemplo PVC de alta densidad. Para garantizar que las patas trabajen en conjunto es necesario unirlas por medio de un siste-ma de vigas perimetrales. Adicionalmente, se puede in-corporar un dispositivo elastomérico central, el que está conectado a cada una de las patas por medio de vigas radiales. Este aislador es el encargado de proporcionar la fuerza restitutiva horizontal. La Figura 20 muestra es-quemáticamente la confi guración de este sistema.
Para un estanque de 30000 litros, con un desplazamiento lateral estimado de 20 cm, y suponiendo un módulo de corte G=5 kgf/cm2, se requiere un aislador de 20 cm de altura y 40 cm de diámetro.
1.4.4. Aisladores de péndulo friccional (FPS)
Es una opción muy elegante, que no requiere de vigas radi-ales, pero que implica un aislador por cada pata. La mejor alternativa sería el FPS de doble curvatura (Figura 21), con-struido enteramente en acero inoxidable, con deslizador de tefl ón o material similar.
Para un desplazamiento objetivo de 20 cm, se requiere un aislador de aproximadamente 30 cm de diámetro.
Figura 20. Sistema con aislador elastomérico central: (a) vista esquemática; y (b) planta esquemática.
Estanques c
on pa
tas
Figura 21. FPS de doble curvatura (Constantinou, 2004). Figura 22. Esquema conceptual de dos tipos de aislamiento sísmico en estanques.
( a )
( b )
( c )
PIVOT POINT
1.4.5. Aislación rotacional vertical
2.1. Descripción
Los estanques apoyados son utilizados para el alma-cenamiento y fermentación de grandes volúmenes de vino, que llegan hasta los 400000 litros. La mayor parte de los estanques están en el rango de 40000 a 60000 litros1, y almacenan casi exclusivamente vino tinto.
Estos estanques apoyados pueden ser de acero inoxidable o de hormigón armado, aunque sólo un pequeño porcen-taje de vino se procesa en éstos últimos, siendo las viñas más antiguas las que poseen un porcentaje mayor de estos estanques. Las Figuras 1 y 2 muestran ejemplares típicos de estos estanques.
Los estanques de acero inoxidable observados en este trabajo pueden ser clasificados en 5 grupos:
Simplemente apoyados: No poseen sistema alguno que impida los desplazamientos debido a cualquier tipo de solicitación. Sólo basan su resistencia al deslizamiento y al levantamiento en la fricción del fondo del estanque con la superfi cie de apoyo y el peso del estanque y su contenido, respectivamente.
Figura 2:
Estanques apoyados de hormigón armado.
Figura 1: Estanques apoyados de acero inoxidable.
1.- Estanques de Acero Inoxidable de la Industria Vitivinicola: Revisión del Diseño; Diego Igor Barros San Miguel.
Estanques apo
y
ados
2. ESTANQUES APOYADOS
Apoyados con sistema de tope: Poseen un sistema de topes laterales, distribuidos en el perímetro basal del estanque, que impiden los desplazamientos horizontales.
Apoyados con sistema de anclaje: Poseen un sistema que impide los desplazamientos tanto horizontales como ver-ticales.
Apoyados con sistema de falda: Poseen un enfalde que im-pide los desplazamientos horizontales.
Apoyados con sistema de falda anclada: Poseen un enfalde anclado a fundación que impide desplazamientos hori-zontales y verticales.
Apoyados con sistema de falda anclada: Poseen un enfalde anclado a fundación que impide desplazamientos hori-zontales y verticales.
Las faldas, ancladas o no, se encontraron en dos confi gu-raciones distintas: falda soldada a virola inferior y falda de prolongación del manto. Éstas serán descritas en más detalle en el punto 2.3.
Los sistemas de anclaje se pueden clasifi car en 2 tipos fundamentales:
• Silla de anclaje • Falda de anclaje
El sistema de silla de anclaje consta de varias placas de acero, generalmente de 30 cm de ancho, 250 mm de alto y 5 mm de espesor, que se sueldan a la virola inferior y se unen a la fundación mediante pernos, existen diversas confi guraciones para este tipo de anclaje.
Las Figuras 3 a la 7 muestran algunas de estas confi gura-ciones:
La falda de anclaje consta de una virola que mide general-mente 200 mm de alto cuyo espesor es igual al de la virola inferior, la cual rodea a la fundación de hormigón. Cuando está anclada, esta falda se encuentra unida a la fundación mediante planchas de acero
general-mente de 10 cm de ancho, 300 mm de alto y 0,5 mm de espesor, que se unen a la falda mediante sol-dadura y a la fundación mediante pernos de corte o de tracción, o mediante ganchos tipo omega. La Figura 8 muestra una falda anclada mediante pernos de corte.
2.2. Fallas Observadas
En lo que sigue se hablará de daño para caracterizar com-portamientos defi cientes que no produjeron pérdidas de contenido, mientras que el término falla se aplicará a aquellos comportamientos defi cientes severos con resul-tados de pérdidas.
El terremoto del Maule dejó en evidencia el defi ciente desempeño de muchos de los estanques apoyados y sus sistemas de operación. Este desempeño defi ciente se re-sume en las siguientes fallas y daños encontrados durante el proceso de levantamiento de daños:
m
da
Figura 3: Silla de anclaje 3 placas
Figura 4: Silla de anclaje en L
Figura 5: Silla de anclaje 2 placas
Figura 6: Silla de anclaje en L
enganchada
Figura 7: Silla de anclaje en L
con atiesador Figura 8: Falda de
anclaje
Fallas y daños en estanques de acero inoxidable:
• Pandeo local del manto en zona de anclajes • Pandeo global del manto
• Fallas y daños en anclajes • Desprendimiento de fondo • Volcamiento
• Colapso del manto por vaciado rápido • Fractura en zona de portalones y válvulas
• Fallas y daños en estanques de hormigón armado:
1. Grietas de corte 2. Grietas de fl exión
3. Fallas y daños en fundación
2.2.1. Pandeo local del manto en zona de anclajes
Este tipo de evento, conocido también como punta adia-mantada, consiste en el pandeo del manto en las vecin-dades de los anclajes debido a la alta rigidez de estos, en comparación con el manto, lo que se traduce en una alta concentración de tensiones. No se produjeron, en general,
pérdidas de contenido por esta causa. La Figura 9 mues-tra una confi guración de anclajes que incluye un anillo rigidizador, mientras que la Figura10 muestra una con-fi guración de anclajes individuales, más común. Es posi-ble observar, que el daño es mayor en la confi guración de anclajes individuales.
2.2.2. Pandeo global del manto
Este evento se produce básicamente por un espesor in-sufi ciente en la estructura del manto, que no soporta los esfuerzos de compresión, cuando el estanque no se en-cuentra anclado o el sistema de anclaje no es adecuado. Se desarrolla principalmente en las zonas inferiores del cuerpo del estanque. La Figura 11 muestra un pandeo global simple, mientras que la Figura 12 muestra un pandeo global severo múltiple, con formación de varios pliegues.Grandes esfuerzos axiales de compresión oca-sionan el daño o falla por pandeo también conocida como “pata de elefante”, la cual puede provocar fi suras, fallas de soldaduras, fractura en las cañerías o incluso el colapso total de la estructura. Esta se observó princi-palmente en las zonas inferiores de estanques con y sin anclaje, pero más frecuentemente en estos últimos.
Tam-Figura 9:
Pandeo punta adiamantada, anclajes con anillo rigidizador
Figura 10: Pandeo punta adiamantada, anclajes individuales
Figura 11:
Pandeo global simple
Figura 12: Pandeo global múltiple severo
Estanques apo
y
bién es posible encontrarlo en zonas más altas, donde se producen cambios de espesor entre las virolas, debido a que el espesor menor es insufi ciente.
2.2.3. Fallas y daños en anclajes
Los anclajes constituyen un elemento clave en el com-portamiento de los estanques. Entre las fallas y daños que se observaron se encuentra el largo defi ciente de los pernos de anclaje (Figura 13), la instalación muy cercana a los bordes del bloque de hormigón (Figura 14) o in-sufi ciencia en la capacidad del hormigón de fundación, entre otras. La mala instalación y diseño de anclaje trae como consecuencia la aparición de la punta de diaman-te y también el levantamiento de la base, lo que puede ocasionar rotura de las conexiones de la tubería que salen del estanque debida a los desplazamientos verti-cales o rotura de la unión de la placa de fondo con el manto del estanque, ambos con consecuencias de pér-didas considerables.
Las fallas típicas para el caso de los elementos de anclaje son las siguientes:
2.2.3.1 Largo insufi ciente de los pernos de anclaje
En estos casos, como se ilustra en la Figura 15, ocurre una falla del anclaje por escape del perno, cuya penetración en el hormigón de fundación es insufi ciente. Un ejemplo de esta falla observado en terreno fue mostrado en la Figura 13.
2.2.3.2 Instalación muy cercana a los bordes del bloque de hormigón
En estos casos, se produjo el desprendimiento de la zona lateral de la fundación, con el consiguiente escape del perno. Este fenómeno, ilustrado en la Figura 16, puede de-berse tanto a una mala práctica en la instalación del
ancla-Figura 13: Largo insufi ciente de pernos
Figura 14: Instalación muy cercana a los bordes. Figura 14:
Figura 15: Esquema arrancamiento de perno
Figura 16: Esquema rotura lateral de fundación
je, como a una mala construcción de la fundación, ya que ésta debería contar con acero de confi namiento. La Figura 17 muestra un ejemplo de este tipo de falla observado en terreno.
El segundo tipo de falla observado ocurría cuando el largo del perno de anclaje era mayor que el espesor del radier en el que se debía anclar el perno. En esas con-diciones, parte del vástago del perno quedaba metido en el relleno bajo el radier, sin adherencia, por lo que el perno deslizaba y se salía de la fundación.
Es necesario integrar el buen diseño de anclajes con un buen diseño de fundación, que cuente con un espesor adecuado para alojar toda la longitud embebida del per-no, además de armadura de refuerzo adecuada en canti-dad y ubicación.
2.2.3.4 Corrosión
La corrosión de los materiales, tanto pernos de acero como barras de refuerzo del hormigón, facilita las fallas por arrancamiento e incluso la rotura del perno. La Figura 20 muestra un ejemplo de los efectos de la corrosión en-contrados en el levantamiento de daños debido al ter-remoto.
Figura 17: Rotura lateral de fundación
2.2.3.3 Insufi ciencia en la capacidad del hormigón de fun-dación
Se observó también gran cantidad de daños asociados al hormigón de fundación. Un tipo de falla observado corre-sponde al desprendimiento de un cono invertido de hor-migón, debido a armadura insufi ciente o mal colocada. La Figura 18 ilustra este tipo de falla y la Figura 19 muestra esta falla observada en terreno.
Figura 18:
Esquema falla de hormigón de fundación
Figura 19:
Falla de hormigón de fundación
Figura 20: Corrosión en anclajes
Estanques apo
y
2.2.4. Desprendimiento de fondo
Esta falla puede ser producida por defi ciencia en las sol-daduras o por malas prácticas de diseño, en particular en los estanques con faldas. La Figura 21 muestra el fondo de un estanque con falla en todo el perímetro. Esta falla ocurre cuando el sistema de anclaje permite desplazami-entos verticales por sobre cierto límite, a partir del cual se desprende el fondo del estanque debido al continuo proceso de “martilleo” del estanque contra la fundación durante la solicitación sísmica.
2.2.6. Colapso del manto por vaciado rápido
Esta falla consiste en una deformación severa del man-to por grandes esfuerzos generados en el interior del estanque, debido al escape rápido del contenido y la aparición de presiones negativas o succión. Este efecto es mostrado en las Figuras 23 y 24.
Fue posible observar gran cantidad de estanques con este tipo de falla, debido a que está asociada a fracturas en zona de portalones y válvulas, al desprendimiento del fondo del estanque y/o eventualmente a fi suras del man-to o rotura de cañerías por efecman-tos del pandeo global.
2.2.7. Fractura en zona de portalones y válvulas
La fractura en este tipo de elementos se inicia por una falla en la soldadura, la cual no soporta las solicitaciones generadas, o bien cede ante impactos. Esta falla es críti-ca, pues causa la fuga total del contenido, lo que genera además colapso por vaciado rápido. Esta falla tiene su origen, en general, en las zonas de soldadura, que se ven afectadas por grandes impactos o grandes esfuerzos. La Figura 25 muestra una rasgadura iniciada en la zona de soldadura de portalón. La Figura 26 muestra la falla en la soldadura de la zona inferior de portalón, que puede ser generada por impactos del estanque con la fundación debido a aceleraciones verticales. El impacto se produce
Figura 22: Estanque volcado Figura 21:
desprendimiento de fondo
2.2.5. Volcamiento
Esta falla se genera principalmente en los estanques que se encuentran desprovistos de algún tipo de sistema de tope o anclaje, de tal forma que no existe una resisten-cia sufi ciente al volcamiento y/o al deslizamiento, la que queda suministrada solamente por el peso del estanque y una porción de su contenido. Esta falla es la más crítica de todas, pues en la mayoría de los casos produce fugas de contenido, daños severos al estanque, daños a las estruc-turas y estanques aledaños y alto riesgo para el personal en las inmediaciones. La Figura 22 muestra un estanque apoyado volcado.
por la ausencia o falla del sistema de anclaje del estanque, que permite que el estanque se levante de la fundación cuando el sismo va en un sentido y luego caiga libremente sobre ésta, cuando el sismo cambia de sentido. La Figura 27 muestra la rotura de una válvula en la zona de junta con el estanque, esta rotura es causada por impactos de origen similar a la falla de la Figura 26.
Figura 23: Falla de manto por succión.
Figura 24: Falla de manto por succión
Figura 25: Falla en zona de portalón
Figura 26:
Falla en soldadura inferior de portalón
Figura 27: Falla en soldadura de válvula 2.2.8. Grietas de fl exión
El desempeño de la mayoría de los estanques de hor-migón armado frente a las solicitaciones sísmicas fue adecuado, y la pérdida de vino asociada a las fallas en este tipo de estanques fue mínima. Sin embargo, se en-contraron casos de fugas de contenido a través de gri-etas de fl exión horizontales, las que son mostradas en la Figura 28.
Figura 28: Falla en pared de estanque de hormigón por esfuerzos de fl exión
Estanques apo
y
2.2.9. Grietas de corte
También fue posible encontrar algunos casos puntuales de grietas diagonales de corte, las que son mostradas en la Figura 29.
2.2.10. Fallas y daños en fundación
Se encontró además una serie de desempeños defi -cientes en las fundaciones de los estanques de hormigón armado, los que no causaron problemas de pérdidas. Sin embargo, es importante tener en consideración los potenciales problemas que pueden ser causados por falencias en fundaciones, como asentamientos diferen-ciales o volcamientos. Este tipo de falla es mostrada en la Figura 30.
2.3. Soluciones y
Recomendaciones
En términos generales se observó un desempeño adecua-do de los estanques de hormigón armaadecua-do. La principal fal-la encontrada en estos corresponde a fal-la fuga de contenido por grietas horizontales las que fueron encontradas espe-cífi camente en la zona de juntas. Para mejorar el compor-tamiento de las juntas, el diseño y ejecución debe seguir las indicaciones estipuladas en el Anexo H, puntos H.4 y H.5 de la Nch170 Of.85.
Los asentamientos de suelo traen como consecuencia fal-las en los radieres y fundaciones, este tipo de eventos no produjeron pérdidas considerables, pero representan un potencial problema, que tiene solución a partir de una mejora en las planifi caciones de emplazamiento, lo cual incluye estudios de mecánica de suelos, con ensayos de placa de carga u otros.
En términos generales se observó desempeño más pobre en los estanques de acero inoxidable apoyados. Entre los daños más recurrentes se encuentran el pandeo de punta adiamantada en estanques con anclajes o con topes, pan-deo pata de elefante, colapso del manto debido al vaciado rápido y fallas en los sistemas de anclajes. La fuga de con-tenido que se vincula a estas fallas, tanto parcial como to-tal, indica que es necesario mejorar las metodologías de fabricación, instalación y uso de los estanques, de tal forma que se eviten pérdidas.
Se observó que, en general, los estanques de acero inoxi-dable anclados sufrieron menos daños que aquellos sin anclaje, lo que indica la necesidad de proveer a cada es-tanque de un buen sistema de anclaje. Se habla de buen sistema de anclaje, ya que, aún siendo menores los daños en estanques anclados, estos daños son numerosos y de diversos tipos, todos con origen en una mala instalación, práctica constructiva o diseño.
Figura 29: Falla en pared de estanque de hormigón por esfuerzos de corte
Figura 30: Falla de fundación
Los sistemas de anclaje, por consiguiente, deberán seguir métodos de diseño que tengan en consideración los daños y fallas revisados en 2.2., es decir, todo anclaje deberá ser calculado con métodos de ingeniería que aseguren su buen funcionamiento; dichos métodos corresponden a los estipulados en el ACI349.2R, Guide to the Concrete Capacity Design (CCD) Method -Embedment Design Example, puntos D.5 y RD.5. En éstos se indican los requerimientos de diseño para resistencia nominal a tracción, resistencia a la ruptura del hormigón, resistencia al arrancamiento y resistencia a la ruptura lateral. API Standard 650, dispone también re-querimientos mínimos para anclaje en la sección 5.12.
Se observó además un mal funcionamiento de anclajes debido a las defi ciencias y falta de metodologías adecua-das en el diseño de las bases, soportes o fundaciones, las que no poseen un cálculo de componentes básicos, como armaduras mínimas o grado de resistencia del hormigón. Por esto, se recomienda además, para conseguir un tra-bajo adecuado del anclaje, la construcción de fundaciones diseñadas de acuerdo a las condiciones de trabajo a que éstas estarán sometidas durante su vida útil. El diseño de
fundaciones para estanques, es revisado en API Stand-ard 650, Appendix B–Recommendations for Design and Construction of Foundations for Aboveground Oil Stor-age Tanks.
Para evitar el desprendimiento de fondo es recomend-able darle mayor rigidez a la parte inferior del estanque de modo que no ocurran separaciones entre la base del estanque y la fundación de hormigón, logrando de esta forma anular los impactos entre ambos.
Este desprendimiento de fondo es mucho más recur-rente cuando la falda corresponde a una extensión de la primera virola y el fondo se encuentra soldado a ésta por su superfi cie interior (Figura 31). Una solución más segura sería soldar la falda a la superfi cie exterior de la primera virola, la que a su vez se encuentra alineada y soldada a la base (Figura 32).
Para evitar volcamientos, todos los estanques de acero apoyados deben contar con un sistema de anclaje efi -ciente.
Se observó que un sistema rigidizador en la zona de an-clajes, del tipo anular muestra mejores resultados que los anclajes independientes. Este anillo de refuerzo debe ser soldado de manera continua al manto del estanque. Esto se muestra en la Figura 33.
Figura 31:
Práctica de enfalde defi ciente Figura 32: Práctica de enfalde mejorada Figura 33: A la izquierda: Anclajes individuales. A la derecha: Zona anclaje con sistema rigidizador.
Figura 33: A la izquierda: Anclajes individuales.
Estanques apo
y
Todas las faldas deben contar con anclaje, ya que tam-bién se ven expuestas a volcamiento, tal como muestra la Figura 34.
La falla de succión es evitable a través del control de las fallas de fractura de portalones y válvulas, de des-prendimiento de fondo y de cualquiera falla que genere escapes masivos de contenido, ya que frente a estos eventos masivos las válvulas de seguridad, diseñadas para liberar presión, no dan abasto. Esto se puede lograr a través de las buenas prácticas y diseños de anclaje, dis-cutidas anteriormente.
La concentración de tensiones puede ser reducida dis-eñando la ubicación de los anclajes de manera cuidado-sa, sin dejar espacios muy grandes sin anclar. La Figura 35 muestra una distribución de anclajes irregular, debido a que en el sector del portalón y válvulas no existe anclaje
y no hay un espesor de fundación sufi ciente en esa zona para poner un anclaje cerca. En este caso, es inevitable la distribución irregular de los anclajes y esta condición debe ser considerada en el diseño.
La mayoría de las soluciones innovadoras de anclaje pre-sentadas en el capítulo de estanques sobre patas, pueden ser adaptadas a anclaje de estanques apoyados. Este tipo de soluciones permitirían tener un levantamiento contro-lado del estanque, evitando impactos del fondo del es-tanque sobre la fundación al descender, y disminuyendo la demanda sobre el estanque, a través de disipación adi-cional de energía y fl exibilización del sistema.
Por último, el diseño y fabricación de estanques debe ser realizado por personal califi cado, ya que como se observó, los estanques de diseño más artesanal fueron los más afectados.
A través de un análisis lineal simplifi cado, es posible es-timar las tensiones en las paredes del estanque de acero inoxidable (correlacionada con espesor) y evaluar su com-portamiento frente a la falla de pandeo en el manto. Para esto se considera como tensión admisible la estipulada por la norma chilena ofi cial de diseño sísmico de estructuras e instalaciones industriales (Nch2369 Of.2003).
El análisis está basado en el trabajo de Veletsos (1977, 1984, 1990), más algunas modifi caciones, que incluyen:
Figura 34: Falda no anclada
Figura 35: Distribución inefi ciente de anclajes
Representación del sistema tanque-líquido con sólo el primer modo impulsivo y el primer modo convectivo.
Agrupación de la mayor masa modal impulsiva con el primer modo impulsivo y de la mayor masa modal convec-tiva con el primer modo convectivo.
Ajuste de las alturas impulsivas y convectivas a considerar para el efecto volcante de los modos mayores.
Generalización de la fórmula del período impulsivo para hacerlo aplicable a estanques de acero y hormigón de var-ios espesores de manto.
La Figura 36 , muestra un esquema del modelo.
Figura 36: Esquema del modelo
Las propiedades del modelo son:
:
Período del modo impulsivo de vibración.:
Período del modo convectivo de vi-bración.Donde:
H: altura de diseño de contenido
R: radio del estanque
h: espesor uniforme equivalente del manto
p: densidad del contenido
E: módulo elástico del material del estanque
Ci, Cc: coefi cientes tabulados
Tabla 1: valores de diseño recomendados para los modos de vi-bración impulsivo y convectivo como función de la razón H/R
El momento neto inmediato sobre la base del estanque está dado por:
Donde:
hi : altura del centro de gravedad de la presión
hidrodinámica impulsada
hc : altura del centro de gravedad de la presión
hidrodinámica convectiva
hw : altura del centro de gravedad del manto del
estanque
hr : altura del centro de gravedad del techo del
estanque
SA(Timp) : aceleración espectral impulsiva
SA(Tcon) : aceleración espectral convectiva
Para el desarrollo del modelo se utiliza el siguiente es-tanque:
Capacidad: 50.000 litros Altura: 5,5 metros Radio: 1,7 metros Espesor: 2,5 milímetros
Estanques apo
y
Con esto, se tiene una razón:
H/R = 3,2
Con lo cual se tienen los siguientes valores para la Tabla 1:
Factores Tabla 1
7,03
1,5
0,842
0,158
0,453
0,825
Con estos valores, los períodos para los modos impul-sivo y convectivo son los siguientes:
Periodos
0,220 s
1,956 s
Para el espectro de Curicó correspondiente al terremoto del 27 de febrero, con una razón de amortiguamiento del 2%, se obtienen las siguientes aceleraciones:
Aceleraciones espectrales
1,758 G
0,2451 G
Luego, para el estanque en consideración se tienen los siguientes valores:
Datos Estanque
5,5 M
1,7 M
0,0025 M
1.000 kg/m3
21.000 MPa
Masas
42.100 kg
7.900 kg
1174 kg
182 kg
Alturas
2,592 m
4,5375 m
2,75 m
5,5 m
Con esto, el momento resultante es:
M 1966 kN*m
y la tensión sobre el manto es:
T 87 MPa
Considerando como tensión admisible la estipulada por la norma Nch2369 Of.2003:
Y considerando que el estanque ha sido fabricado en base a un acero A240ES, se tiene:
Fy 240 MPa
24 MPa
Finalmente, el factor de utilización es del 364%.
Si consideramos el espectro elástico de diseño de la Nch2369 Of.2003, con una razón de amortiguamiento del 2% y un factor de modifi cación de la respuesta R=1 se ob-tienen las siguientes aceleraciones:
Aceleraciones espectrales
0,79 g
0,203 g
Un análisis similar al hecho para el registro de Curicó en-trega los siguientes resultados:
M 916 kN*m
T 40 MPa
Con lo que el factor de utilización es del 170%.
Este análisis simplifi cado indica que el diseño de los actu-ales estanques no es lo sufi cientemente robusto para re-sistir sin daños los esfuerzos propios de un evento sísmico de grandes dimensiones.
Si se considera el caso en que el estanque está completa-mente lleno y no se genera oleaje, es decir, no
consid-erando el modo convectivo, se tiene que el factor
es igual a 1 y el factor es igual a 0. Con esto, los resultados serían los siguientes:
Estanque Lleno
Espectro Curicó Espectro NCh 2369
411% 185%
Estanques apo
y
Barricas
3. BARRICAS
3.1. Descripción
Para el proceso de guarda de vinos de alta calidad es común el uso de barricas de madera. Las barricas son re-cipientes cilíndricos compuestos por duelas de madera (comúnmente roble), unidas mediante anillos metálicos. La barrica oxigena el vino lentamente durante periodos de hasta 21 meses, aportando textura y aroma para suavizar su sabor. La Figura 1 muestra una barrica de 225 litros.
Para optimizar la capacidad de almacenamiento disponible de las bodegas, las barricas se almacenan en varios nive-les. Los tres sistemas de apilamiento más usados en Chile son: (1) sistema de cuñas de madera; (2) sistema de racks metálicos; y (3) sistema de racks metálicos modulares.
3.1.1. Apilamiento de barricas mediante cuñas de madera
Este sistema, al que podríamos llamar artesanal, consiste en el uso de cuñas de madera para impedir el movimiento
Figura 1. Dimensiones de una barrica de 225L.
La barrica oxigena el vino lentamente durante
periodos de hasta 21 meses, aportando textura y
aroma para suavizar su sabor. La Figura 1 muestra
una barrica de 225 litros.
Figura 2. Apilamiento de barricas mediante sistema de cuñas: (a) forma piramidal con listones en la base; y (b) listones en todos los niveles.
3.1.2. Apilamiento de barricas mediante racks metálicos
En este sistema los racks metálicos son usados como separadores entre dos niveles de barricas, el peso total del sistema descansa sobre la primera fi la de barricas. La Figura 3(a) muestra el nivel basal, formado en este caso por el rack y dos barricas. Luego las barricas se apilan en altura siguiendo la confi guración mostrada en la Figura 3 (b). En la Figura 4 se muestran dimensiones típicas de racks para una y dos barricas.
3.1.3. Apilamiento de barricas mediante racks metálicos modulares
En este sistema la barrica se apoya sobre el rack en forma similar al sistema descrito anteriormente, pero en este caso los racks no funcionan en forma independiente, sino que se acoplan entre sí mediante cuatro columnas ubicadas en cada una de las esquinas. Este sistema
mod-miento de barricasmediante racks
a)
b)
a)
b)
Figura 3. Apilamiento de barricas con racks metálicos: (a) nivel basal compuesto por un rack y dos barricas; y (b) apilamiento en cuatro y
cinco niveles.
Figura 4. Dimensiones de racks metálicos.
III Descripción de fallas
En este sistema los racks metálicos son usados como
separadores entre dos niveles de barricas, el peso total
ular hace que las barricas sólo soporten su propio peso. Además, el movimiento de las barricas en la dirección lon-gitudinal está restringido, evitando que puedan salir eye-ctadas. La Figura 5(a) muestra el nivel basal, compuesto por un rack y dos barricas. En la Figura 5(b) se muestra un un apilamiento en cuatro niveles con barricas de 300 litros. Nótese que los racks forman una única estructura.
3.2. Fallas Observadas
En esta sección se describen los daños observados a cau-sa del terremoto del Maule, para cada uno de los sistemas de apilamiento de barricas mencionados en la sección anterior.
El terremoto del Maule produjo el colapso parcial o total de una parte muy signifi cativa de los sistemas de apilami-ento de barricas. Sin embargo, según datos proporciona-dos por tres de las bodegas visitadas, las pérdidas de vino no superaron el 5%. Valor muy inferior a las pérdidas es-timadas en estanques, que serían del orden del 25%. Las barricas en sí mostraron una gran resistencia al impacto. Las pérdidas se produjeron principalmente por la salida de los tapones de sello de las barricas.
A pesar de que las pérdidas del vino almacenado en bar-ricas no fueron cuantiosas, sí lo fueron los recursos gasta-dos en horas-hombre para ordenar las salas de barricas después del terremoto.
3.2.1. Daños en apilamientos con sistema de cuñas
El comportamiento frente al terremoto del Maule de los dos sistemas de cuñas descritos en la sección 3.1.1 fue claramente insatisfactorio, tanto para apilamientos de tres como de cuatro niveles.
Uno de los modos de falla observados fue el desplazami-ento lateral de una de las barricas exteriores del nivel ba-sal, con el consiguiente colapso de todo el sistema. Esto ocurrió cuando sólo las barricas exteriores del nivel basal estaban acuñadas, no existiendo cuñas en las barricas in-teriores. La Figura 6 muestra un esquema de este modo de falla, y la Figura 7 muestra un típico caso observado. a)
b)
Figura 5. Sistema de apilamiento de barricas mediante racks metáli-cos modulares: (a) nivel basal; (b) apilamiento en cuatro niveles.
Aunque menos frecuente, otro modo de colapso obser-vado fue el volcamiento del conjunto en la dirección lon-gitudinal de las barricas, como se aprecia en la Figura 8. Este modo de falla se produce por deslizamiento de las barricas sobre las cuñas, en zonas con menor densidad de barricas, como los pasillos de circulación.
También se observaron daños en sistemas de apilamien-to con lisapilamien-tones en apilamien-todos los niveles. La Figura 9 muestra el colapso del segundo y tercer nivel. Nótese que la cer-canía entre los diferentes apilamientos de barricas im-pidió mayores daños.
En cualquiera de los casos analizados anteriormente, la mayor parte de las barricas que impactaron entre sí o
contra el suelo, no perdieron el vino almacenado. Tampoco se observaron barricas que hayan quedado totalmente de-struidas. En los pocos casos donde hubo pérdidas, éstas se debieron a que se soltaron los tapones. En casos muy espe-ciales, se pudo observar que los fl ejes de los extremos de las barricas se deformaron excesivamente por el impacto, perdiendo así el vino almacenado (Figura 10).
Figura 7. Colapso de sistemas de apilamiento mediante cuñas.
Figura 8. Volcamiento de barricas en sistemas de
apil-amientos mediante cuñas.
Figura 9. Colapso de apilamiento me-diante método tradicional con uso de listones entre cada nivel.
Figura 10. Deformación en el fl eje extremo de barrica.
III Descripción de fallas
Figura 6.
Esquema del colapso de un sistema de apilamiento mediante cuñas.
3.2.2. Daños en apilamientos con racks metálicos
El comportamiento dinámico de estos sistemas fue es-tudiado experimentalmente por Marrow (Marrow and Makris, 2000), y luego numéricamente por Candia (Candia
et al, 2010). En ambos estudios numérico-experimentales se identifi caron tres modos de colapso: (1) deslizamiento parcial o global; (2) volcamiento; y (3) eyección de barricas del nivel superior. Durante el terremoto del Maule se pudi-eron observar los tres modos de colapso.
Por la observación de las fotografías tomadas pocas horas posteriores al sismo, el volcamiento de las pilas de barricas se produjo tanto en dirección transversal como longitudi-nal. Además, el colapso y la eyección de barricas ocurrier-on desde apilamientos de dos niveles hasta apilamientos de siete niveles (Figura 11).
El número de colapsos fue considerablemente menor en las salas de barricas con mayor densidad de apilamiento. Esto se explica por el soporte mutuo entre los apilami-entos adyacentes, lo que disminuye el riego de volcami-ento. En este caso las pérdidas ocurrieron principalmente por eyección de barricas de los apilamientos periféricos (pasillos).
Sin embargo, en algunas viñas del Valle de Colchagua apilamientos de cuatro niveles no presentaron proble-mas (Figura 12), en la cual se usan racks metálicos para cuatro unidades de barricas.
3.2.3. Daños en apilamientos con racks metálicos modulares
Este sistema está diseñado para que el apilamiento de barricas trabaje como una sola estructura. Esa es la razón por la que su desempeño haya tan exitoso durante el terremoto. De hecho no hay evidencia de fallas estruc-turales ni de eyección de barricas. El único daño obser-vado en este sistema se produjo a causa del impacto de barricas eyectadas de apilamientos con racks comunes (Figura 13).
Durante las visitas se identifi caron apilamientos con un máximo de cinco niveles, limitados en todos los casos por la altura de la bodega. En una de las bodegas se pud-ieron comparar los dos sistemas de racks metálicos, en apilamientos de cinco niveles. Los únicos que presentar-on colapso fuerpresentar-on los apilamientos cpresentar-on racks metálicos comunes.
Figura 12.
Sistema de apilamiento de barricas sin daño alguno.
Figura 13. Daños en rack modular. Figura 11.
Colapso de apilamientos de barricas mediante racks metálicos.