“OPTIMIZACIÓN DE LA CAPACIDAD DEL ÁREA DE ACABADO
EN UNA PYME DE CONFECCIÓN TEXTIL”
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO TEXTIL
POR LA MODALIDAD DE ACTUALIZACIÓN DE
CONOCIMIENTOS
PRESENTADO POR:
STEPHANIE PATRICIA VAL VERDE UCHOFFEN
L IM A -P E R Ú
2
RESUMEN
En los últimos años, el empleo en las pequeñas empresas ha crecido mucho más
rápidamente que el empleo total, tanto en Perú como en otros países de la región.
No obstante, gran parte del empleo es de escasa calidad en términos de niveles de
salarios y condiciones de trabajo. El verdadero desafío consiste, por lo tanto, en
mejorar la productividad y las condiciones de trabajo en las pequeñas empresas y
concebir instrumentos eficaces para lograrlo.
El presente informe tiene como base, una pequeña empresa (PYME) de
confecciones ubicada en el Emporio Comercial de Gamarra, la cual se dedica a la
confección de polos T-shirt, polos Box, gorros, shorts, Tank top, dentro de ello el
80% de las confecciones de la mencionada empresa, corresponde a la confección
de polos T-shirt.
El planteamiento del presente informe se enfoca, dentro de la empresa de
Confecciones, al estudio del área de acabados en confecciones de polos T-shirt,
es decir, luego de la salida del área de costura el polo T-shirt pasa al área de
acabados para darle las revisiones finales, donde sigue una serie de procesos hasta
llegar al embolsado, sellado y pasar finalmente al área de almacén.
El área de acabado de prenda, es la de menor incidencia en cuanto a análisis y
evaluaciones, debido a que el mayor control tiende a realizarse en el área de
tendido, corte y costura principalmente; sin embargo al ser un flujo meramente
manual en este tipo de PYME’s muchas veces se dispone de mano de obra extra,
debido a no llevar un control de la capacidad diaria y /o mensual en el área de
ÍNDICE
I. INTRODUCCIÓN 7
II. CONCEPTOS GENERALES 9
2.1 PYME de Confecciones 9
2.2 Exportación en la Industria Textil 9
2.3 Organización 12
2.3.1 Visión 12
2.3.2 Misión 12
2.4 Objetivos de la PYME 12
2.4.1 Objetivo General 12
2.4.2 Objetivos específicos 12
2.5 Áreas de la Empresa de Confecciones 15
2.5.1 Área de Logística 15
2.5.2 Departamento de Desarrollo 17
2.5.3 Área de Corte 19
2.5.4 Área de Bordado 22
2.5.5 Área de Estampado 26
2.5.6 Área de Costura 28
2.5.7 Área de Acabado 30
2.4.8 Departamento de Almacén 31
III. Optimización de la Capacidad del Área de Acabado para prenda
T-Shirt en una PYME de Confecciones. 32
3.1 Situación Actual 32
3.1.1 Sector Competencia 32
3.1.2 Mano de Obra 33
3.1.3 Distribución Actual del área de Acabados 33
3.1.4 Diagrama de Flujo Actual del Área de Acabado 35
3.2 Análisis del Proceso de Acabado 36
4
3.2.2 Ficha del Proceso de Acabado en prenda 38
3.2.3 Toma de Tiempos en el Proceso de Acabado 38
3.2.4. Producción Actual en el área de Acabado 41
3.3 Propuesta de Optimización de la capacidad del área 42
3.3.1 Nuevo Diagrama de Flujo-Área de Acabado 44
3.3.2 Nueva Distribución del área de Acabado 44
3.3.3 Determinación de los Tiempos Estándar 46
3.3.4 Capacidad Optimizada 50
3.3.5 Análisis por el Método del Interrogatorio 50
3.3.6 Aplicación de las 5S 56
3.3.7 Propuesta de pago de incentivos 57
3.3.8 Propuesta de Polifiincionalidad 58
IV. CONCLUSIONES Y RECOMENDACIONES 60
4.1 Conclusiones 60
4.2 Recomendaciones 61
V. BIBLIOGRAFÍA 62
INDICE DE FIGURAS
Figura N°1 Distribución Porcentual de las exportaciones no tradicionales
por Sectores Económicos 10
Figura N°2 Estructura de una partida Arancelaria en el Perú. 11
Figura N°3 Principales mercados de exportación del Sector Textil
y Confecciones. 11
Figura N°4 Organigrama de la empresa 14
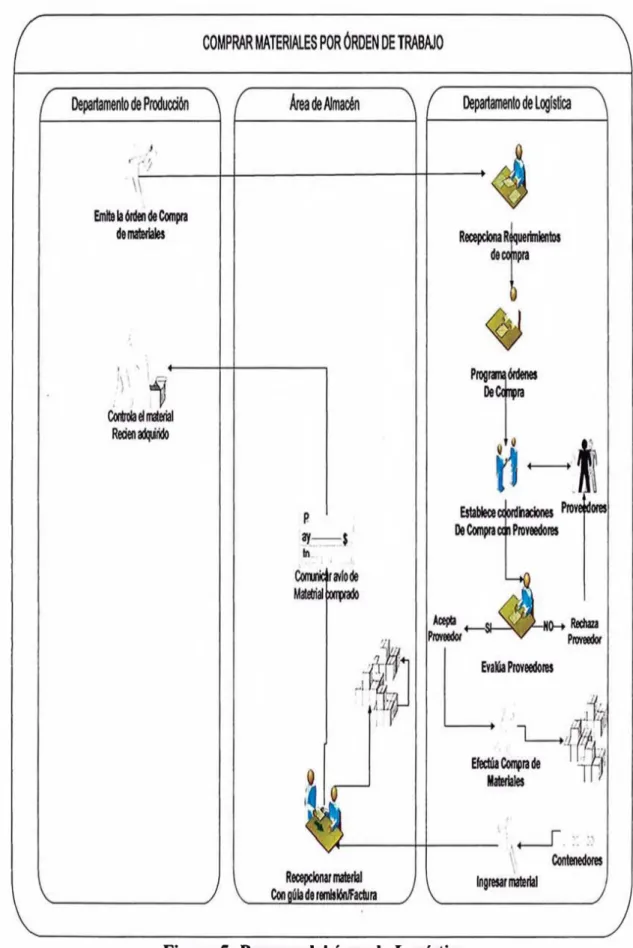
Figura N°5 Proceso del área de Logística 16
Figura N°6 Proceso del Área de Desarrollo 18
e
Figura N°7 Proceso del Area de Corte 20
Figura N°8 Proceso del Área de Habilitado de Corte 21
Figura N°9 Proceso del Área de Bordado 24
Figura N° 10 Proceso de Limpieza de Bordado 26
Figura N°11 Proceso del área de Estampado 27
Figura N° 12 Proceso del Área de Costura 29
Figura N° 13 Proceso del Área de Acabado 30
Figura N°14 Distribución Actual del Área de Acabados 34
Figura N°15 Diagrama de Flujo Actual del área de Acabado 35
Figura N°16 Planchado de prenda 36
Figura N° 17 Doblado de prenda 37
Figura N° 18 Embolsado de prenda 37
Figura N° 19 Nuevo Diagrama de Flujo del Área de Acabado 44
Figura N°20 Nueva Distribución del área de Acabado 45
Figura N°21 Tiempo Estándar 48
6
INDICE DE TABLAS
Tabla N°1 Valor FOB 10
Tabla N°2 Porcentaje de Producción mensual por tipo de prenda 33
Tabla N°3 Ficha del Proceso de Acabado en Prenda 37
TablaN°4 Volteado deprenda 38
TablaN°5 Tallado deprenda 38
Tabla N°6 Planchado 39
Tabla N°7 Doblado de prenda 39
Tabla N°8 Embolsado 39
Tabla N°9 Cerrado de Bolsa 40
Tabla N°10 Fases del Proceso de Acabado 40
Tabla N° 11 Capacidad del área de Acabado 40
Tabla N° 12 Tiempos Promedio 41
Tabla N° 13 Escala de Valoración 46
Tabla N°14 Tabla de Suplementos 47
Tabla N° 15 Distribución de Tiempos Estándar 48
Tabla N° 16 Tiempos Estándar por Operación 48
Tabla N° 17 Comparativo Tiempos iniciales vs Tiempo Estándar 49
Tabla N° 18 Capacidad Optimizada 49
Tabla N° 19 Análisis por el Método del Interrogatorio 50
nacional, por sus características y potencial constituye una industria
representativa en el Perú.
En tal sentido, genera demanda, es una industria generadora de empleo y
que utiliza en gran medida recursos naturales del país, generando así
demanda de otros sectores, como el agrícola por el cultivo de algodón; el
ganadero para la obtención de pelos finos y lanas, la industria de plásticos,
para los botones, cierres y otros, la industria química por la
industrialización de insumos, etc.
En la actualidad en el sector textil es necesario incentivar a la pequeña y
mediana empresa para el desarrollo de nuevas técnicas en búsqueda de la
optimización de sus procesos y a la vez generen un mayor crecimiento
económico de nuestro país.
Por ello la importancia del estudio de las diferentes áreas del proceso de
confecciones en las pequeñas y medianas empresas de sector textil.
Bajo dicho contexto, el presente informe está basado en la evaluación del
área de acabados de una pequeña empresa de confecciones, la cual,
mediante la evaluación de técnicas como Toma de tiempos, análisis por el
método del interrogatorio, Propuestas de mejoras, regla de las 5S, se
propondrá un estándar de tiempo para cada función dentro del proceso de
acabado textil y con ello, mejorar el proceso productivo del área de
acabado, además bajo las técnicas mencionadas se realizarán propuestas de
8
Inicialmente se detalla las diferentes áreas de la mencionada PYME, sin
embargo, cabe resaltar que muchos procesos (estampado, bordado, corte)
son tercerizados, debido a la poca capacidad con la que cuenta actualmente
la empresa materia de estudio, y por lo tanto son procesos realizados fuera
de la empresa en talleres proveedores. Sin embargo, en el caso del área de
acabados se encuentra el cien por ciento (100%) dentro de la mencionada
PYME.
Posteriormente, se muestra el flujo del área de acabados, cantidad de
personal involucrado y la capacidad mensual del área.
Finalmente, realizando un estudio en base a toma de tiempos en el área de
acabado, se calcularán los tiempos estándar por área, en base a dichos
tiempos se determinará la capacidad mensual de producción y la cantidad
de personal requerido.
Los resultados del estudio son mostrados en el presente informe, y han
sido organizados en dos puntos centrales del análisis del proceso de
acabado y son los siguientes: Toma de tiempos y Resultados de la
evaluación.
Es importante señalar, que dada la gran cantidad de PYME’s existentes en
la actualidad en nuestro país y siendo éstas “empresas emergentes”, no
gozan de una óptima organización y planeamiento, debido a que
inicialmente el enfoque de las mencionadas empresas se dirige a la
cantidad de producción que genera, es para este tipo de evaluaciones son
Gamarra, actualmente concentran más de 24 mil establecimientos
dedicados a esta industria brindando trabajo a más de 51 mil personas,
albergando a la clase emprendedora del país. Sin embargo, esta clase
emprendedora localizada en este emporio comercial, desde sus inicios, ha
presentado problemas en su producción, tales como: la sobrecarga de
capacidad de producción, el escaso control de costos de insumos, el
descuido en los tiempos de entrega de los productos finales.
Así pues, estos problemas han impedido que las empresas puedan
aprovechar al máximo oportunidades de desarrollo como son las
exportaciones.
2.2 Exportaciones de la Industria Textil
Los productos del sector exportador de la industria textil y confecciones,
se clasifican, de acuerdo al capítulo de arancel de aduanas, de la siguiente
manera:
• Prendas de Vestir, tanto en tejido de punto como en tejido plano
(Camisetas o T-shirt, Polo camisero o Polo shirt, etc.). Capítulos 61
y 62, tejido de punto y plano respectivamente.
• Confecciones de artículos textiles exceptuando prendas de vestir
(mantas, ropas de cama, cortinas, etc.). Capítulo 63.
• Fibras, hilados y telas o textiles básicos. Desde el Capítulo 50 hasta
Tabla N°l: Valor FOB - Promperú 2011 — Elaboración Propia
Sector FOB 2011 (USD) %
Agropecuario 2831.81 28%
Textil 1985.98 20%
Químico 1645.29 16%
Pesquero 1049.95 10%
Sidero-metalúrgico 1049.48 10%
Minería no
metálica 490.7 5%
Metal-mecánico 477.88 5%
Maderas y
papeles 398.26 4%
Varios (incluye
Joyería) 190.49 2%
Pieles y cueros 33.29 0%
Artesanías 4.95 0%
TOTAL 10158.08 100%
■ Agropecuario
■ Textil
■ Químico
■ Pesquero
■ Sidero-metalúrgico
■ Minería no metálica
■ Metal-mecánico
■ Maderas y papeles
■ Varios (incluye Joyería)
■ Pieles y cueros
Figura 1: Distribución Porcentual de las Exportaciones no tradicionales por sectores Económicos 2011
Es importante mencionar que, Intemacionalmente las partidas arancelarias
se encuentran armonizadas a 6 dígitos (conforme el sistema armonizado de
designación y clasificación de mercancías). En el caso del Perú, el código
se compone de 10 dígitos; por lo que para el análisis de los principales
productos exportados del sector textil confecciones se tomará el código de
10 dígitos.
1 2 3 4 5 6 7 8 9 1 0
\_________ / i_________ ) \_________ ; i__________i \_________ /
1 Ï
Número de
Capi,Ul° Partida de
Sistema Núm(
Arm onizados u b Pa
S ist
A rm oi
i
Número de Sub Partida
. s u b N úr
íro d e i>UD H_
rtid a de Regional «
ema Nandina Nac
nizado
f ñero
S u b
1ida ional
Figura 2: Estructura de una Partida Arancelaria en el Perú Fuente: Promperú
12
2.3 Organización
2.3.1 VISIÓN
La pyme en estudio tiene como visión ser una de las empresas proveedoras
más competitivas, completas e innovadoras en el mercado peruano y
extranjero con las mejores alternativas en la línea textil publicitaria y otros
afines del área textil, basándose en los más altos estándares de calidad para
que nuestros productos sean ofrecidos con costos razonables.
2.3.2 MISIÓN
Es una pequeña empresa de confecciones textil conformado por un equipo
de trabajo con alto grado de profesionalismo y competitividad dedicados a
ofrecer la producción de prendas de vestir, complementos a pedido que
demanda el mercado textil basado en las técnicas innovadoras de tejeduría
de punto y plano, contando con maquinaria moderna y especializada en
costura contribuyendo a la mejora continua en la elaboración y control de
cada etapa de producción garantizando la calidad del producto para
satisfacción de nuestros clientes.
2.4 Objetivos de la PYME
Objetivo General
Producir líneas textiles de prendas y complementos con los más altos
estándares de calidad y tecnología que nos permita obtener un
seguimiento real de nuestra producción para brindarle los mejores
productos al cliente nacional y extranjero.
Objetivos Específicos
- Confeccionar prendas con la maquinaria más actualizada.
- Cubrir con las demandas de nuestros clientes.
- Cumplir con nuestros clientes en los tiempos proyectados.
- Lograr el ordenamiento de la empresa tanto a nivel administrativo como de
producción.
- Controlar la producción bajo registros, técnicas y metodología óptima
establecida.
- Lograr estandarizar los procesos de la empresa.
Manejar indicadores que nos permita obtener un enfoque real de nuestra
producción.
Manejar proyecciones para las producciones que ingresan.
Adquirir equipos de tecnología emergente que nos permitan mejorar
nuestros resultados en las etapas de producción.
- Optimizar la calidad de los productos.
- Optimizar la productividad en base a porcentajes de eficiencia de nuestros
colaboradores.
2.5 Áreas de la empresa
Para una correcta administración y control de la pequeña empresa, se
cuenta con diversas áreas que en conjunto lograrán el objetivo principal,
lograr la satisfacción del cliente, otorgándole un producto óptimo y de
calidad. Cada una de las siguientes áreas cumple una función primordial y
necesaria en cada una de las etapas de producción.
Una de sus herramientas principales de la cual debe disponer al inicio de
una orden de producción es su muestra física y ficha técnica. Cada área
lleva un registro diario por medio del cual se controla la producción total y
se da un seguimiento a cada orden de trabajo programada.
2.5.1 Departamento de Logística
El área de logística es responsable de realizar el consumo de material por
prenda, la compra de materiales, según lo que requiera la orden de trabajo
(O/T) en base al estudio del consumo del producto que se va a
confeccionar. A su vez los materiales comprados deben ser reportados por
el área de logística al área de contabilidad con las respectivas facturas que
lo respalden.
El material adquirido, debe ingresar a la empresa con su guía de remisión
y/o factura al almacén de materia prima, además debe estar totalmente
aprobado no solo por el Jefe de Logística sino también por el Jefe del área
de calidad y Producción, luego de ser aprobado por estas tres áreas el
material es registrado y dispuesto para su respectivo proceso. Cabe resaltar
que esta área es el punto de partida para una buena producción y posterior
aceptación de los clientes, por tal motivo los proveedores deben ser
2.5.2 Área de Desarrollo
Cuenta con dos sub-áreas bien definidas. La primera realiza el
desarrollo de todo lo relacionado con prendas de vestir tales como t-
shirts, polos box, ropa deportiva, batas, etc. y la segunda sub-área de
desarrollo hace lo propio con complementos tales como, gorras,
canguros, bolsos, maletines, etc.
El área de desarrollo realiza la creación de patrones, el historial de
moldes, el diseño y confección de muestras piloto para cada orden de
compra (O/C) las cuales luego de ser aprobadas por el cliente pasan a
ser orden de trabajo (O/T) con lo cual tienen luz verde para que
logística inicie la compra de material para la producción de dicha orden
de trabajo.
Además realiza el consumo aproximado del diseño y codifica todo
molde creado (historial de moldes), las muestras físicas y las fichas
técnicas por cada orden de trabajo (O/T) en base a las cuales se hará la
primera corrida en línea para así arrancar la producción.
La elaboración de fichas técnicas es otro punto importante que realiza
esta área, pues es la guía con la que cada área lleva a cabo la
producción, tal es así que se crea una ficha técnica de producción bien
detallada la que se hará entrega a cada área según las especificaciones
que esta necesite.
Las muestras físicas deben estar tal y como lo ha especificado el
cliente; detalles, ubicaciones, medidas, colores y otros deben
mencionarse en la ficha técnica previamente aprobada por el Jefe de
Producción y Área de Control de Calidad y revisar que sean cumplidas
2.5.3 Área de corte
Esta área se encarga de realizar primero los consumos de manera real
de las órdenes de trabajo (O/T), luego se realiza el tizado de moldes
creados por el área de desarrollo, después de ello el maestro de corte
realiza el tendido de tela en paños para efectuar el corte en base a su
tizado.
El área de corte tiene dos maestros de corte, cada uno de ellos realiza
corte para prendas y complementos respectivamente. El jefe de corte
les da las pautas de trabajo y facilita las fichas técnicas de corte para
cada producto que se vaya a cortar, por su parte los maestros y
operarios deben comparar las medidas de molde con pieza cortada de
acuerdo a ficha técnica.
El tizado y tendido se realiza con los operarios del área, el maestro
procede a cortar. Luego el corte es habilitado y enumerado (etiquetado)
pieza por pieza salvo algunas excepciones como puños, cinta tapete (en
el caso de tejido de punto y tejido plano) y fuelles, vivos, forros etc.
(en el caso de complementos), deben estar correctamente identificados
correlativamente a fin que si tuviera que retirarse una pieza por fallas u
otros motivos entonces se procederá a retirar todas las piezas de ese
mismo número que constituyen una sola prenda, con la finalidad de
seguir un orden, evitar las reposiciones y no encontrar problemas de
tonos. Además, el habilitado debe ser controlado mediante un registro
según la cantidad total de material, prendas requeridas y si en caso
alguna pieza no concuerde con las demás se coordina la reposición
inmediata de la pieza. El Jefe de Producción controla las piezas
cortadas en base al tiempo programado por cada orden de trabajo y el
22
2.5.4 Área de Bordado.
Esta área se encarga de hacer el aplicativo de bordado, si es que la orden
de trabajo así lo requiere.
En primer lugar, las piezas que van a ser bordadas ingresan a ésta área
previamente habilitadas y enumeradas (etiquetado), en caso que el bordado
no sea en pieza sino en prenda, éstas ingresarán al área de bordado con
una guía que indique la cantidad de unidades.
En ambos casos se debe bordar usando la ficha técnica, donde figura la
descripción del bordado, además se le debe proporcionar datos como:
- Arte de bordado,
- Ubicación exacta del bordado,
- Código del color del hilo,
- Tipo de hilo (por lo general lumina),
- Cantidad de puntadas.
En ésta área se lleva a cabo una proyección y programación de cada
máquina en función a diferentes variables, siendo la más importante las
puntadas por diseño. Al momento de hacer el ponchado debe haberse
fijado la ubicación exacta del bordado en la pieza o prenda según la ficha
técnica y muestra física.
En cuanto al control de calidad; mientras el bordado está en máquina la
encargada de calidad deberá validar el proceso tomando al azar muestras
de la producción y verificando que se cumplan todos los requerimientos
del cliente.
Finalmente se limpia la pieza ya bordada, esto depende del tipo de
Limpieza de hilos.
Quitado de pelón.
Quemado de hilos sobre el bordado.
También se realizan operaciones adicionales, según lo requiera el arte,
tales como:
Calado.
Desmotado.
Se hará la respectiva inspección después de bordar y el conteo de piezas
bordadas que deberá coincidir con las ingresadas al área, en caso existan
fallas de bordado se coordinará inmediatamente para la rápida reposición
de las mismas.
A continuación se realiza la limpieza de bordado y corte de hilos extra, por
cada tipo de bordado que ingresa al área, ello depende del registro
supervisado por la auditora de calidad y en base a la ficha técnica del
bordado
Finalmente, las piezas de bordado se enumeran y se empaquetan.
Cabe resaltar que el Jefe del área no solo maneja el control de producción
de los bordados aplicados sino también la programación de un
26
2.5.5. Área de Estampado
Área encargada de hacer el aplicativo de estampado, si es que la orden de
trabajo así lo requiere, en el caso de la pyme en estudio, los estampados
son tercerizados a talleres que realizan el servicio de estampado de T-shirt.
En primer lugar las piezas que van a ser estampadas ingresan a ésta área
previamente habilitadas y enumeradas (etiquetado).
El estampado se debe realizar usando la ficha técnica (ficha técnica de
estampado) donde figura la descripción y ubicación del arte, colores, etc.
Para cada producción que ingrese a ésta área se debe realizar una
proyección de la producción de estampado para asegurar el cumplimiento
del pedido en la fecha establecida como entrega ya sea al cliente (solo
servicio de estampado) o al área de costura.
El encargado del área recepciona el diseño y reproduce una muestra
estampada o también llamada muestra física acuerdo ai tamaño requerido y
los detalles suministrados en la ficha técnica de estampado, luego pasa por
aprobación del área de control de calidad y el departamento de ventas que
en algunos casos a pedido del cliente les presenta la muestra física.
Finalmente, luego de ser aprobada y con firma del Jefe de Producción, se
inicia el estampado de la producción haciéndose un seguimiento de la
misma y la debida verificación del codificado y habilitado de las prendas o
28
Área en la que se lleva a cabo el proceso de confección de la prenda y/o
complemento, según la orden de trabajo que se realice. Aquí ocurre el
armado del producto siguiendo todos los detalles especificados en la
ficha técnica para cumplir lo requerido por el cliente. En el caso de
prendas, cuenta con cuatro líneas de confección para tejido de punto y
tejido plano; en el caso de complementos cuenta con dos líneas de
confección. De no ser suficientes líneas de costura con las que cuenta el
área, según los pedidos que se tenga, se trabaja también con servicios
de confección externos (talleres de S/E) a los cuales también se les hace
el respectivo seguimiento y control de calidad tales como pruebas
piloto, capacidad instalada y la primera corrida a nivel de producción.
A ésta área debe llegar inicialmente una muestra física, ficha técnica y
la orden de trabajo para así pedir al área de habilitado las piezas que se
van a confeccionar, al iniciar una nueva producción se asigna a cada
máquina el tipo de costura a aplicar y se hacen las primeras corridas a
nivel de producción que son revisadas por el área de calidad, luego de
ser aprobadas las primeras corridas se dará inicio a la producción en
línea, pasando por una revisión de la auditora de línea.
En caso se necesite reposición de piezas en la confección se comunicará
al área de corte y al área de habilitado para coordinar dicha reposición.
El Jefe de Producción controla que se cumpla con las cantidades
programadas en el tiempo proyectado con el manejo de muestra física y
ficha técnica con la ayuda de las jefas de línea las cuales hacen
seguimiento a sus operarios y llevan un registro de cada uno de ellos.
30
2.5.7 Área de Acabado
Esta área se encarga de almacenar los diferentes productos adquiridos y
producidos por la empresa.
El área de almacén se divide en dos partes:
Almacén de materia prima: Donde se almacenan los productos adquiridos
por la empresa, tales como, telas, prendas sobrantes, merma de tela, avíos,
etc.
Se lleva el control de ingreso y salida de avíos con kárdex, además
coordina con el Departamento de Logística la reposición de avíos faltantes.
Almacén de producto terminado: Donde se almacenan las prendas
confeccionadas. Las prendas salen del área de costura y posteriormente se
dirigen al área de acabados, de donde salen embolsadas. Dichas prendas
son encajadas en el área de almacén para su disposición a la venta, según
la cantidad a empaquetar que indique el cliente.
Cabe indicar que, el departamento de almacén abastece a todas las áreas
de la empresa en cuanto a materia prima se refiere, más aún en las áreas de
producción que necesitan material para la producción de los
requerimientos de la orden de trabajo.
De igual forma, el departamento de almacén se encarga de encajar las
prendas terminadas, realizar el inventario de las mismas y finalmente
realizar el despacho del producto terminado al cliente, según sus
especificaciones.
III. OPTIMIZACIÓN DE LA CAPACIDAD DEL ÁREA DE ACABADO PARA PRENDA T-SHIRT EN UNA PYME DE CONFECCIONES.
Luego de la confección, la prenda o complemento pasa al área de acabado,
donde se le da las operaciones finales al producto tales como, volteado de
prenda, doblado, tallado, embolsados y sellados para finalmente pasar al
área de almacén.
Posteriormente, las prendas pasan por una revisión final y de no
encontrarse dentro del nivel de tolerancia permitido serán separadas y
enviadas a reposición o rechazo según lo indique el informe de la auditora.
El área de acabado se desempeñará utilizando la orden de trabajo donde
figuraran los requerimientos de acabado estipulados por el cliente, como
por ejemplo forma del doblado, tipo de embolsado con o sin logo, cantidad
de prendas en el embolsado.
El jefe de producción controla que las cantidades de prendas o
complementos, tanto en el ingreso como en la salida.
3.1 Situación Actual
3.1.1 Sector Competencia:
La competencia en el sector textil y confecciones tiene que ser analizado
por tipo de producto (desde fibras hasta prendas). Sin embargo, si
consideramos que uno de los principales productos es el polo T-shirt y
similares ofertados en el mercado interno, se tiene que es posible producir
este tipo de producto, puede ser producido, con similar apariencia, en el
continente asiático (por el constante desarrollo de los productos para
Además en dicho continente, existen otros factores económicos, tales
como: el bajo costo de mano de obra, la gran economía de escala, etc., que
lo convierte, en gran competencia para este sector.
3.1.2 Mano de Obra
La empresa cuenta con 12 operarios en el área de acabado, distribuidos en
las diferentes tareas que se realizan en el área. Dentro de su producción la
empresa se dedica a la confección y acabado de diferentes productos tales
como polos T-shirts, polos box, shorts, gorros, etc.
A continuación se muestra un cuadro resumen del porcentaje de
producción mensual de cada prenda:
Tabla N°2: Porcentaje de producción Mensual por tipo de prenda.
Capacidad Unidades/mcnsual50.000
T-shirt 80%
Polo Box 10%
Shorts 6%
Gorros 3%
Tank top 1%
3.1.3 Distribución Actual del Área de Acabados:
La distribución de los operarios en el área depende del tipo de tarea
a realizar
a) Volteado y Tallado de Prenda
b) Doblado y Planchado
Figura N°14: Distribución Actual del Área de Acabados
OPERARIO #2
VOLTEADO Y TALLADO
OPERARIO #3 OPERARIO #4
PLANCHADO Y DOBLADO
PRENDA EMBALA
OPERARIO# 1 OPERARIO # 1 OPERARIO # 1
■ ín;i P • ■ *tffy
PRENDA EMBALA ¡
: rcSgffl|lgsa!g
EMBOLSADO Y CERRADO DE BOLSA
-OPERARIO# 1 OPERARIO # 1 OPERARIO # 1
PRENDA EMBALA
SALIDA * AL
ALMACEN OPERARIO # 1
g_
3.1.4 Diagrama de Flujo Actual el Área de Acabado
En el actual diagrama de flujo, que se describe a continuación, se muestran
ocho (8) operaciones, notamos que no se muestra la operación de
planchado, debido a que actualmente en la pyme esta operación se realiza
únicamente en ciertos pedidos dependiendo de la exigencia del cliente, lo
cual conlleva a interpretar que la prioridad para la pyme es el costo sobre
la calidad del producto.
36
3.2 Análisis del Proceso de Acabado
3.2.1 Operaciones dentro del Proceso de Acabado
Volteado de Prenda:
La prenda que sale del área de confección hacia el área de acabado, lo hace
de revés, es por ello que al llegar al área de acabado, la primera operación
a realizar será voltear la prenda al derecho, dependiendo del modelo de
prenda, el tiempo de volteado será en mayor o menor medida.
En nuestro caso de estudio, la prenda a efecto de análisis es un t-shirt
básico.
Tallado de Prenda:
La prenda T-shirt a la salida del área de costura se separan por tallas, se
abren las mangas y se extienden para el pase de la prenda al siguiente
proceso de planchado.
Planchado de Prenda:
Se acomodan y planchan por talla, actualmente no se lleva a cabo este
proceso en la Pyme, salvo en pedidos de algunos clientes.
Doblado de Prenda:
Se realiza en forma manual y se adapta a la forma de presentación del
producto para facilitar el empaquetado de la prenda.
Figura N°17: Doblado de prenda
Embolsado:
Se coloca la prenda en la bolsa, según las tallas y colores.
38
Cerrado de Bolsa: Finalmente, se cierra la bolsa mediante calor, las cuales
son enviadas al área de almacén.
3.2.2 Ficha del Proceso de Acabado en Prenda
Tabla N°3: Ficha del Proceso de Acabado en Prenda
P r o c e s o M i s i ó n P r o p i e t a r i o d e P r o c e s o
A l c a n c e d e l P r o c e s o
i n d i c a d o r e s d e i P r e c e s o
V a r i a b l e s d e C o n t r o l
D o c u m e n t o s y / o
R e g i s t r o s
R e c u r s o s
A c a b a d o d e p r e n d a T - s h ir t
a s e g u r a r q u e la s ó r d e n e s d e p r o d u c c i ó n
e s t é n in s p e c c i o n a d a s
V e m b a l a d a s
S u p e r v i s o r d e A c a b a d o d e P r e n d a
D e s d e l a r e c e p c i ó n d e
b p r e n d a c o n f e c c i o n a d a ,
h a s t a la p r e n d a e m b o l s a d a
p a r a ir a a lm a c é n
Ó r d e n e s d e a c a b a d o d e p r e n d a a t e n d id a s .
s e g ú n f e c h a d e
d e s p a c h o
F e c h a d e d e s p a c h o
d e p r e n d a .
f i c h a t é c n i c a .
c a p a c i d a d
M u e s t r a d e p r e n d a t e r m i n a d a , e m b o l s a d a y a p r o b a d a E s t a t u s d e p r o d u c c i ó n
C a p it a l H u m a n o .
m e s a s d e a c a b a d o .
3.2.3 Toma de Tiempos en el proceso de acabado
En este análisis se aplicó el estudio de tiempos con cronómetro que se
define como una técnica para determinar con la mayor exactitud posible,
partiendo de un número limitado de observaciones, el tiempo necesario
para llevar a cabo una tarea determinada con arreglo a una norma de
rendimiento preestablecida.
Los tiempos fueron tomados con una carga baja de trabajo y una secuencia
de 10 unidades. Para el análisis de los tiempos se dividió cada proceso en
elementos identificables y medióles.
A partir del flujo en el área de acabado y conociendo las operaciones
efectuadas en esta área nos dispondremos a realizar la toma de tiempos
para cada uno de los procesos detallados anteriormente, debido a que cada
uno de ellos forma parte del proceso de acabado.
Cabe señalar que para la toma de tiempos, se ha elegido como prenda de
capacidad analizada en la pequeña empresa,- fuente de estudio-, esta
prenda ocupa el mayor porcentaje de la producción (80%).
Es preciso mencionar que adicionalmente se tomó los tiempos para la
operación de planchado, a pesar de realizarse eventualmente dentro de las
operaciones del área.
Tabla N° 4: Volteado de Prenda
N° de Toma Tiempo Total T. Std. (se«.)
1 172.0 17.20
2 160.0 16.00
3 176.5 17.65
4 159.5 15.95
5 174.4 17.44
6 157.0 15.70
7 181.2 18.12
8 174.0 17.40
9 178.0 17.80
10 182.0 18.20
Tiempo Std. X l uid, (se«.) 17.15
Tabla N° 5: Tallado de Prenda:
Xo de Toma Tiempo Total T. Std. (se«.)
1 72.0 7.20
2 60.0 6.00
3 72.5 7.25
4 69.0 6.90
5 72.0 7.20
6 74.8 7.48
7 66.8 6.68
8 68.8 6.88
9 67.2 6.72
10 64.0 6.40
Tabla N°6: Planchado
N° de Toma Tiempo Total T. Std. (se«.)
1 182.5 18.25
2 188.2 18.82
3 175.0 17.50
4 189.0 18.90
5 188.4 18.84
6 178.0 17.80
7 180.0 18.00
8 186.3 18.63
9 179.8 17.98
10 185.4 18.54
Tiempo Std.X l uid, (se«.) 18.33
Tabla N°7: Doblado de Prenda
N° de Toma Tiempo Total T. Std. (se«.)
1 171.2 17.12
2 151.8 15.18
3 160.0 16.00
4 155.8 15.58
5 159.2 15.92
6 166.4 16.64
7 168.0 16.80
8 166.5 16.65
9 165.8 16.58
10 170.2 17.02
Tiempo Std. \ Unid, (se«.) 16.35
Tabla N°8: Embolsado
N° de Toma Tiempo Total T. Std. (se«.)
1 72.6 7.26
2 72.5 7.25
3 74.6 7.46
4 72.4 7.24
5 68.5 6.85
6 68.0 6.80
7 71.5 7.15
8 65.4 6.54
9 68.5 6.85
10 70.0 7.00
Tabla N°9: Cerrado de Bolsa
N° de Toma Tiempo Total T. Std. (seg.)
1 62.6 6.26
2 68.5 6.85
3 66.4 6.64
4 68.0 6.80
5 66.0 6.60
6 65.2 6.52
7 60.3 6.03
8 61.5 6.15
9 62.3 6.23
10 65.0 6.50
Tiempo Std. V Unid, (seg.) 6.46
Resumiendo, los tiempos tomados en promedio para cada fase del Proceso
r
Actual en el Area de Acabado, tenemos los siguientes:
Tabla N°10: Fases del Proceso de Acabado
Fase del Proceso Tiempo (seg)
Volteado de prenda 17.15
Tallado de Prenda 6.87
Planchado 18.33
Doblado de Prenda 16.35
Embolsado 7.04
Cerrado de bolsa 6.46
Tiempo Std X Unid,
(scg.) 72.19
3.2.4 Producción actual en el área de Acabados:
De los datos de producción actual de la empresa observamos lo siguiente:
Tabla N °ll: Capacidad del área de acabado-Datos actuales
Producción Total (Uncí)
Producción Total x Mes 60,000 Unidades Producción Total x Semana 15,000 Unidades
42
Se hizo tomas de tiempos para altas cargas de trabajo al 100% y para bajas
cargas de trabajo, se observó que es posible reducir los tiempos y el
personal.
Tabla N°12: Tiempos Promedio
Tiempo tomado con baja carga
de trabajo
Tiempo promedio tomado con
alta carga de trabajo al 100%
72.19 Segundos 54.07 Segundos
Se observa que de la toma de tiempos realizada para una baja carga de
trabajo los operarios en promedio utilizaron 72,19 segundos para el
acabado por prenda T-shirt.
Por otro lado, se observó que actualmente para una carga de trabajo al
100% el acabado de una prenda T-shirt utiliza aproximadamente 54.07
segundos el cual es un tiempo promedio calculado en base a la producción
actual de los doce (12) operarios que laboran en el área.
Debido a ello, se determina que es posible reducir los tiempos
(estandarización de tiempos) y reducir el personal (selección del personal
más idóneo).
A continuación se plantea las propuestas de optimización para el área de
acabados.
3.3 Propuesta de Optimización de la Capacidad del Área
Bajo la estructura actual del área de acabado y considerando que estamos
analizando una empresa PYME de confecciones, se debe tener en cuenta
que, los cambios y las mejoras que se implementen ¡nicialmente en el área
realizar la mencionada empresa, debido a que, -al tratarse de una pequeña
empresa,- no dispondrá de liquidez para un cambio drástico dentro del
área.
Sin embargo debe reconocer ios criterios fundamentales, tales como,
cantidad de operaciones dentro del proceso, tiempo estándar, capacidad del
área, distribución de planta y diagrama de flujo del proceso.
En este proceso se debe considerar además, todos los factores de éxito,
tales como:
Recursos necesarios, alcance de las funciones de cada área en la
organización, y todo aquello necesario para desplegar con éxito el nuevo
enfoque del área de acabado en la empresa, es decir mejora del área donde
se realizan las actividades, tiempo estándar, capacidad de producción,
aplicación de reglas básicas como análisis por el método del interrogatorio,
el uso de las 5S para tener un correcto orden y por lo tanto un mejor
ambiente de trabajo
a) Alcance: El alcance abarca el cumplimiento de los objetivos trazados para
el área.
b) Principios Comunes: Elaborar el Manual de Procedimientos para el área de
Acabado.
c) Objetivo: El objetivo del Área de Acabado, es controlar de una forma
integrada el rendimiento del operario respecto a la Calidad del producto.
d) Indicador de desempeño: El indicador definido permite medir el propósito
del sistema integrado de gestión; es decir cuantifíca el nivel de
44
e) Diseño de la documentación general: El diseño debe tener como propósito
desarrollar un manual de gestión, que permita un claro direccionamiento
del sistema integrado, y también la elaboración de manuales de
procedimientos específicos que soporten la implementación y mejora de
los sistemas que se han integrado.
3.3.1 Nuevo Diagrama de Flujo - Area de Acabado.
La propuesta de un nuevo diagrama de flujo donde, al recepcionar la
prenda y realizar el volteado, en caso se detectara alguna falla se separa la
prenda en canastillas adicionales para ser recuperadas en el área de
costura,
3.3.2 Nueva Distribución del área de acabado
El planteamiento de una nueva distribución tiene como finalidad lograr:
-Mayor eficiencia en el flujo del proceso.
-Realizar cada una de las tareas con orden y eficiencia.
-Brindar bienestar a cada uno de los operarios, dentro de sus puestos de
trabajo.
- Limpieza y comodidad en el ambiente de trabajo.
Para tal fin, se consideró lo siguiente:
Los operarios se ubican en mesas más grandes las cuales poseen una cierta
inclinación, para así lograr una mejor revisión.
El espacio fue distribuido con una mejor iluminación, se agregó equipos
fluorescentes por cada espacio de trabajo, con la finalidad de lograr mayor
visibilidad de la prenda revisada y/o trabajada. Asimismo, se observó la
necesidad de lograr que cada trabajador se encuentre dentro de un grupo de
trabajo, el cual será distribuido según la tarea que realizan.
Adicionalmente, para el caso del personal encargado de la tarea de sellado,
dichas máquinas se ubican dentro de la misma mesa de trabajo, ello con la
finalidad de facilitarle al trabajador la manipulación de dicha máquina,
puesto que el traslado que realizaba con la distribución anterior, le
originaba a) referido operario, tiempos adicionales en trasladarse de un
lugar a otro para usar dicha máquina selladora.
En ese sentido, mediante estos pequeños cambios y con esta nueva
disposición en la ubicación en planta los operarios se ahorran tiempo
Figura N°20: Nueva Distribución del Área de Acabados
Canastilla para prenda con fallas
OPERARIO # 1 OPERARIO # 2
OPERARIO # 3 OPERARIO #4
M á q u i n a d e M á q u i n a d e s e lla d o s e lla d o
VOLTEADO Y TALLADO DE PRENDA
PLANCHAD O Y DOBLADO
OPERARIO #5
PRENDA EMBALADA
EM BOLSADO Y CERRADO
DE BOLSA
SALIDA AL
3.3.3 Determinación de los tiempos estándar
La propuesta de mejora de la capacidad del área de acabados tiene como
base una correcta toma de tiempos, aplicando los procedimientos para la
determinación del tiempo estándar de una prenda y bajo las definiciones
del mismo, tales como: uso del cronómetro, valoración, tiempo normal,
tiempo suplementario y tabla de suplementos de elementos productivos.
Se realizó la siguiente evaluación de tiempos para cada fase del proceso
productivo del Área de Acabados, con una carga de trabajo al 100%, con
el objetico de tener tiempos estándar en base a los cuales se observó que
era posible reducir los tiempos. Debido a ello, recalcularemos la verdadera
capacidad del área de acabados y realizaremos una comparación versus los
datos actuales de la pyme.
Para el cálculo del tiempo estándar usaremos los siguientes criterios.
a) Valoración: Aplicaremos una calificación porcentual que se asigna a un
operario por realizar una operación en condiciones de rendimiento
previamente establecidas, la escala indica porcentajes según la descripción
que tenga el trabajo realizado por los operarios y según las expectativas de
la empresa , es decir, si la empresa desea un trabajo demasiado lento y
movimientos torpes (no esperado) pues la escala de valoración que usará
será menor al 60%, por el contrario si la empresa cuenta con trabajadores
del promedio en adelante, la escala de valoración que tomará será del 80%
en adelante.
A continuación se presenta una escala de valoración con la cual elegir el
48
Tabla N°13: Escala de Valoración para la determinación de tiempo estándar.
Escala (%) Descripción
0 Trabajo Nulo
40
Demasiado Lento, movimientos torpes, inseguros, el operador parece medio dormido y sin interés en el trabajo.
60
Constante, resuelto, sin prisa, como de obrero no pagado a destajo, pero bien dirigido y vigilado parece lento pero no pierde tiempo adrede mientras lo observan.
80
Activo, capaz, como de obrero calificado medio pagado a destajo, logrando con tranquilidad el nivel de calidad y precisión fijado.
100
Muy rápido, el operario actúa con gran seguridad, destreza y coordinación de movimientos, muy por encima del obrero calificado medio.
120
Excepcionalmente rápido, concentración y esfuerzo intenso sin probabilidad de durar por largos periodos.
Actuación de virtuoso solo alcanzada por -unos-trabaiadores sobresalientes____________
Basados en la escala anterior, tomaremos una escala al 80%, es decir un
operario promedio: activo, capaz logrando tranquilidad y el nivel de
calidad y precisión fijado.
b) Suplementos: El tiempo suplementario es un porcentaje del tiempo normal
que se añade a éste para dar al trabajador la posibilidad de justificar
efectos fisiológicos (idas al baño, cansancio, etc.) y psicológicos (presión
de trabajo, desconcentración, etc.) causados por la propia dinámica de
trabajo.
Se presenta una tabla de porcentajes para el área de acabado que se va a
aplicar al tiempo normal para obtener los tiempos suplementarios de
Tabla N°14: Tabla de Suplementos de Elementos Productivos. Función Necesidades
Fatiga Distu rbios Total 1 ().
/Puesto Personales (%)
1 Tizado 5 6 2 13
2 Tendido 5 9 2 16
3 Corte 5 14 1 20
4 Numerado 5 10 1 16
5 Corte Cintera 5 8 1 14
6 Fusionado 5 12 1 18
7 Costura
(Rec/Rem) 5 7 3 15
8 Atraque 5 6 3 14
9 Zurcido 5 8 1 14
10 Costura 5 7 1 13
11 Volteado de
Prenda 5 6 1 12
12 Tallado de
Prenda 5 6 1 12
13 Planchado
Tradicional 5 12 1 18
14 Doblado 5 7 1 13
15 Embolsado 5 7 1 13
16 Cerrado de
Bolsa 5 7 1 13
c) Tiempo Normal: Es el tiempo promedio observado multiplicado por el porcentaje de valoración.
d) Tiempo Estándar: Sumaremos el Tiempo Normal más el tiempo suplementario, tal como se observa a continuación.
Figura N° 21: Tiempo Estándar
Los datos obtenidos en la toma de tiempos en la pyme, han sido analizados
50
En base a ello y mediante la aplicación de las herramientas se ha /
determinado el tiempo estándar de cada operación en el Area de Acabado.
Tabla N°15: Distribución de Tiempo Estándar
Operación T. Observado T.
Normal T. Suplement.
T. Estándar
Volteado de
Prenda 17.15 10.29 1.23 11.52
Tallado de
Prenda 6.87 4.12 0.49 4.62
Planchado 18.33 11.00 1.98 12.97
Doblado de
Prenda 16.35 9.81 1.28 11.08
Embolsado 7.04 4.22 0.55 4.77
Cerrado de
Bolsa 6.46 3.87 0.50 4.38
Tabla N°16: Tiempos Estándar por Operación
Fase del Proceso Tiempo (se«)
Volteado de prenda 11.52
Tallado de Prenda 4.62
Planchado 12.97
Doblado de Prenda 11.08
Embolsado 4.77
Cerrado de bolsa 4.38
Tiempo Std X l nid.(se«.) 49.35
Comparación entre los tiempos actuales en planta y los tiempos estándar
calculados en el estudio realizado:
Tabla N°17: Comparativo Tiempos iniciales vs Tiempo Estándar
Fase del Proceso Tiempo (Actual)
Tiempo Estándar
% diferencia
Volteado de prenda 17.15 11.52 32.83%
Tallado de Prenda 6.87 4.62 32.75%
Planchado 18.33 12.97 29.24%
Doblado de Prenda 16.35 11.08 32.23%
Embolsado 7.04 4.77 32.24%
Cerrado de bolsa 6.46 4.38 32.20
Tabla N°18: Capacidad optimizada Tiempo Stil, en
Acabado x Unid.
49.35 se».
Estudio x Operario
Producción x Hora 72 Unidades
Producción x Día 576 Unidades
Producción x Semana 3,456 Unidades
Producción x Mes 14,976 Unidades
Días Hábiles 26 Días
Sueldo Semanal x Op. 200 Soles
Costo de Mano de Obra x Prenda
0.06 Soles
N° Personal
Real 12 Operarios
Recomendable 6 Operarios
Capacidad 3,456 Unidades/Día
De la evaluación se concluye que, se contará con una capacidad de
producción similar a la que existe actualmente en la empresa con la
participación de tan solo la mitad de los operarios que laboran actualmente
en la empresa. Debido a lo cual, se producirá un recorte en los costos de la
empresa, ello debido a que mensualmente cada operario tiene una
remuneración correspondiente a ochocientos (S/.800.00) nuevos soles.
Según lo observado, la capacidad calculada en base al tiempo estándar
evaluado (49.35 segundos por prenda), sería de tres mil cuatrocientos
cincuenta y seis (3,456) unidades totales diarias, contando únicamente con
seis operarios en el área de acabados.
Tabla N°19 Análisis por el Método de Interrogatorio
Preguntas sobre el propósito
Operaciones
Básicas ¿Qué se hace?
¿Por qué
se hace?
¿Qué otra
cosa podría
hacerse? ¿Qué debería hacerse? Traslado de prendas del área de costura al área de acabado
Se saca
trasladan del
área de costura
las prendas
volteadas y se
dirigen al área
de acabados.
Para voltear
la prenda t-
shirt,
realizar el
tallado,
embolsado
y sellado.
No se podría
cambiar este proceso Colocarlo en canastillas para el recojo. Volteado y tallado de prenda Tallar la prenda t-shirt
y voltearla por
el derecho.
Para luego
planchar y
doblar la
prenda.
No se podría
cambiar este 1 proceso Que una persona ágil se encargue de este trabajo.
Planchado y
doblado de
prenda
Se plancha
manualmente
el polo T-shirt
y a
continuación
se dobla la
prenda. Para luego proceder a embolsar la . Es un proceso que debe realizarse Nuevo método de doblado, uso de tableros por talla,
para que las
prendas salgan armadas para meterlas Embolsado y cerrado de
Se embolsa la
prenda y a
Para ser
trasladada a
Automatizar
el cerrado de
Utilizar
almacén. rapidez.
Preguntas sobre el lugar
Operaciones Básicas ¿Dónde se hace? ¿Por qué se hace allí? ¿Qué otra cosa podría hacerse? ¿Cuándo debería hacerse? Traslado de prendas del área de costura al área de acabado
En el área
de costura
tercer piso
Porque es
la salida de
prenda al acabado No podría hacerse nada en esta operación No hay cambios Volteado y tallado de prenda En el segundo piso Porque hay una mesa grande. No debe cambiar de lugar por cuestiones de Esta correcta su posición espacio
Planchado y
doblado de prenda En el segundo piso Porque está cerca del volteado y tallado
No hay lugar
de reemplazo
No hay
cambios
porque es lo
que sigue
Embolsado y
cerrado de bolsa
En el segundo piso Porque se realiza en una mesa
No hay lugar
de reemplazo
grande cambios
porque es lo
que sigue.
Preguntas sobre la sucesión
Operaciones Básicas ¿Dónde se hace? ¿Por qué se hace allí?
¿En que otro
lugar podría hacerse? ¿Dónde debería hacerse? Traslado de prendas del área de costura al área de acabado
En el área
de costura
que se
encuentra
en el tercer
piso. Porque por el reducido espacio se encuentran en ese lugar
Muy cercano al
proceso
anterior
En un lugar
más amplio
Volteado y
tallado de prenda
En el segundo piso Porque continua en el mismo piso
No se puede en
otro lugar.
En un lugar
más amplio
Planchado y
doblado de prenda En el segundo piso Lugar donde sucede el proceso
En otro lugar,
se perdería
tiempo
Embolsado y
cerrado de bolsa
En el
segundo
piso
Porque es
el lugar
donde
No se puede
hacer en otro
Preguntas sobre los medios Operaciones Básicas ¿Cómo se hace ¿Por qué
se hace de
ese modo? ¿De qué otro modo podría hacerse? ¿Cómo debería hacerse? Traslado de prendas del área de costura al área de acabado
La prenda
sale del área
de costura de
revés, cuando
se tiene una
cantidad
considerable
de prendas a
la salida de
costura, éstas
son
trasladadas
por un
operario
hacia el área
de acabados Porque debido al pequeño espacio el área de acabado se encuentra en el segundo Colocarlo en canastillas y agilizar el recojo
Debería ser un
proceso rápido
que alimente al
área de acabado
constantemente
Volteado y
tallado de prenda Se coge la prenda y se
procede a
Porque de
esta
manera
permite
En una mesa
más larga
Mucho más
tallarla,
voltearla y
verificar el
óptimo
estado de la
misma
dejar a un
lado las prendas que tuvieran alguna falla notoria.
Planchado y
doblado de
prenda
Se coloca la
prenda sobre
la mesa y se
procede al planchado manual y posterior doblado. Para evitar que se mueva la pieza Automatizar el proceso (máquinas
de inyección
de vapor)
Se puede llegar
al sistema
completamente
automático.
Embolsado y
cerrado de bolsa
Sobre una mesa larga Porque está cerca del anterior proceso Se podría hacer usando bolsas con banda adhesiva para mayor rapidez
Cerca de la mesa
de planchado y
doblado para que
las prendas
salgan armadas
y meterlas dentro
de la bolsa
3.3.5 Aplicación de las 5S
Utilizando esta regla muy sencilla de mantenimiento integral, mejoraremos
los niveles de calidad, eliminación de tiempos muertos y reducción de
costos, no solo de la infraestructura, si no del entorno de trabajo por parte
f
K
¥
■Seiso - Limpieza: Limpiar completamente el lugar de trabajo, de modo que no haya polvo en el piso, maquinaria y equipo.
Seiketsu - Estandarización : Mantener nuestro lugar de trabajo cómodo y productivo, gracias a ejecutar las tres primeras
•Shitsuke - Disciplina: Entrenar a la gente para seguir un buen hábito en su trabajo y observar las reglas estrictamente
Figura N° 22: Regla de las 5S
Tabla N°20: Aplicación de las 5S
Situación Actual Plan de Mejoras Recomendaciones
Clasificación Descartar las prendas que presenten fallas.
-Las canastillas ubicadas junto a los operarios que voltean las prendas, son necesarias para separar las prendas que presenten fallas
Organización
Mantener el orden en el área de trabajo, a fin de localizar fácilmente cualquier elemento que se utilice.
-Mejora de la distribución del área de acabado, logró un mayor orden y comodidad para los operarios.
Limpieza
El recorte y escondido de hilos de la prenda debe de realizarse con mucho cuidado.
-Colocar un tacho para residuos en cada línea, se recomienda evitar ingerir alimentos en el área de trabajo.
-Mantener la limpieza en el área de trabajo, a
58
fin que el ambiente de trabajo esté libre de polvo y desperdicios.
limpio sus manos, su lugar de trabajo y sus máquinas.
Estandarización
- Se debe realizar un planchado de prendas, actualmente no lo realizan.
La prenda debe plancharse
adecuadamente
verificando las medidas de prendas terminadas.
Se recomienda implantar como mínimo el planchado tradicional y hacerle notar a los operarios la diferencia.
Al inicio el planchador tendrá dificultades pero luego se acostumbrará y realizará su trabajo con mayor eficiencia.
Disciplina
Concientizar al personal sobre los buenos hábitos de trabajo, mediante charlas y dinámicas grupales.
-Mayor comunicación con el personal acerca de los cuidados y requisitos exigidos con los clientes, pago de incentivos por producción.
3.3.6 Propuesta de pago de Incentivos
Con el objetivo de descubrir y eliminar errores e inconsistencias en la
producción, se puede aplicar el pago de incentivos, así como para mejorar
el control del proceso, la innovación en la calidad y productividad.
La forma de pago de incentivos por productividad más recomendable es la
siguiente:
RT: Remuneración total
HI: Pago semanal
ID: Pago por desempeño del módulo, y que es un monto igual para todos
Entonces: RT = HI + ID
Ejemplo:
HI: S/. 15.33, ID: S/.7.50 RT = S/.22.83
El cálculo del pago por desempeño del módulo, resulta de la diferencia
entre la producción real y la producción base multiplicada por un valor por
prenda, el cual está en función de la política de remuneraciones de la
empresa.
ID = (PR - PB) * PP
Donde:
PR: Producción real
PB: Producción base (partir de la cual se paga el incentivo por cada prenda
producida)
PP: Precio por prenda
Ejemplo:
PR: 720 prendas, PB: 600 prendas PP:S/.0.0625
ID = S/.7.50
3.3.7 Propuesta de Polifuncionalidad
Se tiene registrado para cada operario las operaciones que domina y que
potencial tiene por cada operación.
Se debe lograr que cada operario domine, por lo menos, la operación
previa y la siguiente a su operación principal.
El ideal de la polivalencia implica, además de lo anterior, que los operarios
de las primeras operaciones dominen las últimas de la secuencia y los
operarios intermedios de la secuencia dominen 2 previas y 2 posteriores a
IV.- CONCLUSIONES Y RECOMENDACIONES
4.1 Conclusiones
> El estudio refleja una producción semanal por operario inferior
respecto a la cantidad que debería producirse por 12 operarios del
área de acabado.
> El área de acabado refleja un déficit en los tiempos de producción
(tiempos varían de acuerdo a la carga que se le presente al operario).
> La toma de tiempos realizada en el área de acabado, nos muestra la
capacidad por operación y a partir de ello se obtiene la capacidad del
área.
>
La realización de un estudio de tiempos requiere que los responsables cuenten con un conocimiento adecuado de los procesosde la empresa para lograr una información objetiva y facilitar el
acercamiento con las personas que suministran los datos necesarios.
> La aplicación del método mejorado le permitirá a la empresa ahorrar
la mitad de los salarios mensuales como máximo, para ello se debe
realizar la respectiva elección del personal más idóneo y con mayor
4.2 Recomendaciones
> Para mejorar los procesos contemplados en el estudio es necesario
que los resultados sean divulgados, valorados y utilizados por
quienes tiene la responsabilidad de planificar, hacer seguimiento y
mejorar la producción.
>
Para la capacidad actual del área, es recomendable que la empresa trabaje únicamente con 6 operarios y no con 12 como actualmente seviene realizando.
>
De mantener el área con 12 operarios aumentar la producción por prenda mensual con una estrategia en el área de ventas.>
Se recomienda realizar capacitaciones a los colaboradores, en especial a los nuevos para que se adecúen al trabajo estandarizado yestos puedan mantener un flujo continuo en el proceso productivo.
>
Es recomendable realizar un estudio de Pre-factibilidad de la empresa en general, para proyectar el crecimiento de su capacidad afuturo.
> Es necesario valorar la importancia de mejorar las condiciones de las
instalaciones de trabajo (iluminación, temperatura, puestos de
trabajo) para mejorar las condiciones en las cuales se desempeñan
actualmente los trabajadores.
Desarrollar una adecuada gestión en cuanto al mantenimiento de las
máquinas, ya que la calidad de los acabados depende mucho de la
V.- BIBLIOGRAFÍA
- Barreto M.
- Manual de Producción 1MTEXAP PERÚ.
- Págs. 60- 66
- Valdivieso C.
- Desempeño de la Mediana y Pequeña empresa exportadora del Sector
Textil.
- Págs. 1-25
- Fuertes A.
- Informe de Seminario de Tesis Las Confecciones en el Sector Textil.
- Págs. 50 -75
- Barreto M.
- Manual de Planeamiento y Organización Confecciones.
Hang Tag: Etiqueta volante externa que se coloca en una prenda, por
lo general se coloca en la etiqueta de marca con un sujetador de
plástico, puede incluir código de barras, precio, otros.
Hangtear: En la empresa se conoce a la acción de colocar hang tags a una prenda.
Plastiflecha: Son como hilos de plástico que se utilizan para encajar el
Hang Tag en la prenda.
Diagrama de Flujo: La técnica de diagrama de flujo de datos, es una
representación gráfica que permite al analista definir entradas,
procedimientos y salidas de la información en la organización bajo
estudio, nos permite comprender los procedimientos existentes con la
finalidad de optimizarlos,
reflejándolos en el sistema propuesto.
Valor FOB: Free on Board, término de comercialización internacional
que indica el precio de la mercancía a bordo Esto no incluye fletes,
seguros y otros gastos de manipulación después de embarcada la