UNIVERSIDAD TÉCNICA ESTATAL DE QUEVEDO
FACULTAD CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERIA MECÁNICA
Proyecto de investigación previo a la obtención de título de Ingeniero Mecánico
Título del proyecto de investigación
ANÁLISIS DE LA DEFECTOLOGÍA EN PROBETAS DE ACERO SOLDADAS, UTILIZANDO INSPECCIÓN VISUAL Y EL MÉTODO DE TINTAS PENETRANTES
EN LOS PROCESOS SMAW Y GMAW CON VARIACIÓN DE SUS PARÁMETROS PRINCIPALES
Autor
Marcos Alberto Avilés Miño
Director del proyecto de investigación
Ing. Ernesto Ruano Herrería, MSc.
ii
DECLARACIÓN DE AUTORÍA Y CESIÓN DE DERECHOS
Yo, Marcos Alberto Avilés Miño, declaro que la investigación aquí descrita es de mi autoría; que no ha sido previamente presentada para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.
La Universidad Técnica Estatal de Quevedo, puede hacer uso de los derechos correspondientes a este documento, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.
f. ________________________________ Marcos Alberto Avilés Miño
iii
CERTIFICACIÓN DE CULMINACIÓN DE PROYECTO DE
INVESTIGACIÓN
El suscrito, Ing. Ernesto Ruano Herrería MSc., Docente de la Universidad Técnica Estatal de Quevedo, certifica que el estudiante Marcos Alberto Avilés Miño, realizó el Proyecto de Investigación de grado titulado “Análisis de la defectología en probetas de acero soldadas, utilizando inspección visual y el método de tintas penetrantes en los procesos SMAW y GMAW con variación de sus parámetros principales, previo a la obtención del título de Ingeniero Mecánico, bajo mi dirección, habiendo cumplido con las disposiciones reglamentarias establecidas para el efecto.
f. _________________________________________ Ing. Ernesto Ruano Herrería, MSc.
iv
Certificado del Reporte de la herramienta de prevención de coincidencia
y/o plagio académico
Ing. Ernesto Ruano Herrería MSc. en calidad de director de proyecto de Investigación titulada “ANÁLISIS DE LA DEFECTOLOGÍA EN PROBETAS DE ACERO
SOLDADAS, UTILIZANDO INSPECCIÓN VISUAL Y EL MÉTODO DE TINTAS PENETRANTES EN LOS PROCESOS SMAW Y GMAW CON VARIACIÓN DE SUS PARAMETROS PRINCIPALES”, me permito manifestar a usted y por intermedio al Consejo Académico de Facultad lo siguiente:
Que, el estudiante MARCOS ALBERTO AVILÉS MIÑO, egresado de la Facultad Ciencias de la Ingeniería, ha cumplido con las correcciones pertinentes, e ingresado su Proyecto de Investigación al sistema URKUND, tengo a bien certificar la siguiente información sobre el informe del sistema anti plagio con un porcentaje de 6%.
___________________________________________ Ing. Ernesto Ruano Herrería, MSc.
v
Certificado de aprobación por Tribunal de Sustentación
FACULTAD CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA MECÁNICA
PROYECTO DE INVESTIGACIÓN
Título
“ANÁLISIS DE LA DEFECTOLOGÍA EN PROBETAS DE ACERO SOLDADAS, UTILIZANDO INSPECCIÓN VISUAL Y EL MÉTODO DE TINTAS
PENETRANTES EN LOS PROCESOS SMAW Y GMAW CON VARIACIÓN DE SUS PARÁMETROS PRINCIPALES”.
Presentado al Consejo Académico de Facultad como requisito previo a la obtención del título de Ingeniero Mecánico.
Aprobado por:
_________________________________
Ing. MSc. Patricio Alcocer Quinteros
PRESIDENTE DEL TRIBUNAL
_________________________________ ________________________________
Ing. MSc. Jorge Guadalupe Almeida Ing. MSc. Gabriel Arellano Ortiz
MIEMBRO DEL TRIBUNAL MIEMBRO DEL TRIBUNAL
vi
AGRADECIMIENTO
Agradezco en primer lugar y sobre todas las cosas a Dios, que pese a todas las situaciones y adversidades presentes en el camino, me dio la vida y me brindó la fortaleza para seguir en pie y cumplir una de las metas más importantes en mi vida.
A mis padres y mi familia por su apoyo, por haberme instruido de la mejor manera desde el hogar, gracias por sus consejos, gracias a mi madre por haber sido esa razón que necesitaba, el motivo por el cual no desistir en este largo camino hacia mi objetivo. Gracias por enseñarme que con esfuerzo todo se puede lograr.
A mi novia y a su familia, por siempre brindarme su apoyo incondicional, a su madre por ayudarme cuando lo necesitaba y gracias a ti amor por ser ese soporte en los momentos difíciles, gracias por siempre alentarme a persistir, a ser fuerte en todo momento y a ser cada día mejor.
Al Ing. Ernesto Ruano Herrería y al Ing. Jorge Guadalupe Almeida, que en este corto trayecto que tuve la oportunidad de conocerlos, agradezco por darme su apoyo como docentes y como amigos, por sus consejos, gracias por compartir de la mejor manera sus enseñanzas, por la confianza prestada y por haber sido parte fundamental de este objetivo.
A mis amigos compañeros de carrera, por ser parte de este periodo de mi vida y a mi hermano de la vida por su apoyo cuando lo necesité, muchas gracias.
A la Universidad Técnica Estatal de Quevedo, a la Facultad de Ciencias de la Ingeniería y con un cariño eternamente especial a la carrera de Ingeniería Mecánica, gracias a todos sus docentes, autores indispensables de mi formación como estudiante y principalmente gracias a sus grandes enseñanzas por ser esa guía para mi futuro profesional.
vii
DEDICATORIA
viii
Resumen
El presente proyecto de investigación fue realizado con el objetivo de analizar la defectología en probetas de acero soldadas. Utilizando inspección visual y el método de tintas penetrantes en los procesos SMAW y GMAW con variación de sus parámetros principales. De tal manera que se puedan identificar los defectos que se producen cuando ocurre un cambio en sus variables más importantes. Para así conocer la causa-efecto que esto conlleva, siendo esta sin duda una información muy importante ya sea de manera didáctica para los estudiantes o para las empresas dedicadas a la metal mecánica de la ciudad. Para cumplir con este análisis en primera instancia se realizaron las especificaciones de los procedimientos de soldadura o WPS (Welding Procedure Specification) según la norma AWS D1.1, para el proceso SMAW y el proceso GMAW respectivamente. La soldadura de las probetas de acero ASTM A36, se dio tomando en cuenta el WPS previamente realizado, siendo la probeta denominada con el número uno de cada proceso (tanto SMAW como GMAW) la que cumplió con el WPS prescrito, las demás (otros números) sufrieron cambios en los parámetros de soldadura, para que de esta manera se pueda realizar el análisis y comparación de los resultados. En total fueron fabricadas 14 probetas siendo 8 para GMAW y 6 para SMAW. La inspección visual consistió en la valoración de cada probeta, análisis de los defectos encontrados tanto en la cara como en la raíz del cordón y recolección de datos para el informe de cada una respectivamente. Estos datos fueron verificados después de la realización del ensayo mediante tintas penetrantes donde se pudieron evidenciar los defectos ya encontrados con la inspección visual y también demás defectos no perceptibles a simple vista. Con ello se elaboró el informe donde se determinó cuáles son los defectos principales que ocurren en los procesos de soldadura, SMAW y GMAW, cuando se produce un cambio en sus parámetros principales, tomando como referencia las especificaciones del procedimiento de soldadura recomendadas a cada proceso. Esta investigación procura mejorar la calidad en los procesos de soldadura, dando a conocer mediante un informe, los defectos que pueden ocurrir con el cambio de variable no recomendado o mala práctica del soldador en los procesos SMAW y GMAW de manera que se contribuya a la optimización de la calidad en la soldadura, algo de lo que en la ciudad existe deficiencia.
ix
Abstract
This research project was conducted in order to analyse the defectology in steel welded specimens, using visual inspection (VT) and dye penetrant test (PT) in SMAW and GMAW with variation of the main parameters, so as to identify the defects that occur when a change occurs in its main parameters and thus to be able to know the cause and effect that this leads, this is undoubtedly a very important information either in a didactic way for the students or for the companies dedicated to the metal mechanic industry from the city. To accomplish this analysis firstly we made the WPS (Welding Procedure Specification) according to AWS D1.1 standard for SMAW and GMAW process respectively. The weld of ASTM A36 steel specimens was done taking into account the previously performed WPS, designing with the number 1 the specimen of each process (both SMAW and GMAW) that complied with the prescribed WPS, the others (designed with successive numbers) suffered changes in the parameters of welding, so that the analysis and comparison of the results can be performed. In total, 14 specimens were made, 8 for GMAW process and 6 for SMAW process. The visual inspection (VT) consisted of the evaluation of each specimen, analysis of defects found in both the face and the root of the weld and data collect for the report of each respectively, these data were verified after the realization of the test using dye penetrant where they could be evidenced the defects already found with the visual inspection and also other defects not perceptible to the eye. This led to a report on the main defects in welding processes, SMAW and GMAW, when a change in its main parameters was made, based on the specifications of the welding procedure recommended for each process. This research tries to improve the quality of welding processes by reporting through the report the defects that can occur with the change of non-recommended variable or bad practice of the welder in the SMAW and GMAW processes in a way that contributes to the optimization of the quality in the welding, something of which in the city exists deficiency.
x
Índice
DECLARACIÓN DE AUTORÍA Y CESIÓN DE DERECHOS ...ii
CERTIFICACIÓN DE CULMINACIÓN DE PROYECTO DE INVESTIGACIÓN ... iii
CERTIFICADO DEL REPORTE DE LA HERRAMIENTA DE PREVENCIÓN DE COINCIDENCIA Y/O PLAGIO ACADÉMICO ... iv
CERTIFICADO DE APROBACIÓN POR TRIBUNAL DE SUSTENTACIÓN ... v
AGRADECIMIENTO ... vi
1.1.1. Planteamiento del problema ... 4
1.1.2. Diagnóstico ... 5
1.1.3. Pronóstico... 5
1.1.4. Formulación del problema ... 5
1.1.5. Sistematización del problema ... 5
1.2. Objetivos ... 7
1.2.1. Objetivo general ... 7
1.2.2. Objetivos específicos ... 7
1.3. Justificación ... 8
CAPÍTULO II ... 10
2.1. Marco conceptual ... 11
2.1.1. Acero al carbono ... 11
2.1.2. Microestructura del acero ... 11
2.1.2.1. Efectos de los elementos aleantes sobre el acero ... 13
2.1.3. Soldabilidad ... 16
2.1.3.1. Soldabilidad buena ... 17
2.1.3.2. Soldabilidad regular (limitada o condicionada) ... 17
2.1.3.3. Soldabilidad mala ... 17
xi
2.1.4. Soldadura ... 18
2.1.4.1. Soldadura de fusión ... 18
2.1.4.2. Soldadura SMAW (Shielded Metal Arc Welding) ... 19
2.1.4.3. Proceso de soldadura GMAW ... 32
2.1.4.3.1. Variables principales del proceso GMAW ... 34
2.1.4.3.2. Alambres de electrodo en GMAW ... 46
2.1.4.4. Proceso de diseño en soldadura... 47
2.1.4.4.1. Juntas en Soldadura ... 47
2.1.4.5. Posiciones de aplicación de soldadura ... 51
2.1.4.6. Simbología de soldadura ... 52
2.1.4.7. Códigos, normas y especificaciones ... 54
2.1.4.8. Discontinuidades ... 56
2.1.4.8.1. Fisuras ... 57
2.1.4.8.2. Falta de fusión ... 61
2.1.4.8.3. Falta de penetración en la junta ... 62
2.1.4.8.4. Inclusiones ... 63
2.1.4.8.5. Porosidad ... 64
2.1.4.8.6. Mordeduras ... 66
2.1.4.8.7. Falta de material de aporte ... 67
2.1.4.8.8. Solapado ... 67
2.1.4.9.1. Calificación de procedimientos de soldadura ... 72
2.1.4.9.2. Inspección de Soldadura ... 74
2.2. Marco referencial ... 82
CAPÍTULO III ... 83
3.1 Localización ... 84
3.2 Tipo de investigación ... 84
3.3 Métodos de investigación ... 85
3.4 Fuentes de recopilación de información ... 85
3.5 Diseño de la Investigación ... 85
3.6 Instrumentos de la investigación ... 86
xii
3.8 Recursos humanos y materiales ... 96
3.9 Desarrollo de inspección visual ... 97
3.10 Desarrollo del ensayo por tintas penetrantes ... 98
CAPÍTULO IV ... 102
4.1 Resultados ... 103
4.1.1 Inspección Visual ... 104
4.1.2 Inspección por tintas penetrantes ... 117
4.1.3 Resultados de los ensayos de tracción ... 145
4.1.4 Informe Técnico de los ensayos de tracción ... 148
CAPÍTULO V ... 150
5.1 Conclusiones ... 151
5.2 Recomendaciones ... 153
CAPÍTULO VI ... 155
6.1 Bibliografía ... 156
CAPÍTULO VII ... 158
xiii
Índice de Tablas
Tabla 1 Propiedades Mecánicas del acero ASTM A36 ... 11
Tabla 2 Composición química del acero ASTM A36 ... 12
Tabla 3 Números “P” para materiales ferrosos y no ferrosos ... 18
Tabla 4 Clasificacion de electrodos revestidos según AWS……….32
Tabla 5 Tipos de juntas principales según AWS ... 48
Tabla 6 Tipos de unión según la sección transversal y forma de la junta ... 49
Tabla 7 Tipos de unión según la forma de sus bordes ... 49
Tabla 8 Posiciones de soldadura ... 51
Tabla 9 Ejemplos de códigos de soldadura ... 54
Tabla 10 Parámetros De Soldadura En Probetas Con Proceso SMAW ... 91
xiv
Índice de gráficos
Gráfico 1 Tamaño de grano en varias fases de microestructura ... 14
Gráfico 2 Diagrama de fases Hierro-Carbono ... 15
Gráfico 3 Transformación de un acero al carbono simple Hipoeutectoide con (0,4%C) ... 16
Gráfico 4 Bosquejo esquemático del proceso SMAW ... 19
Gráfico 5 Esquema del equipo SMAW ... 20
Gráfico 6 Esquema de flujo de electrones e iones en polaridad directa ... 23
Gráfico 7 Esquema de flujo de electrones e iones en polaridad inversa ... 24
Gráfico 8 Esquema de la influencia de la longitud de arco en el cordón de soldadura ... 25
Gráfico 9 Nomenclatura de electrodos recubiertos ... 31
Gráfico 10 Nomenclatura de electrodos recubiertos ll ... 31
Gráfico 11 Representación esquemática del proceso GMAW ... 33
Gráfico 12 Equipo de soldadura empleado en proceso GMAW ... 34
Gráfico 13 Efecto de la polaridad en el cordón de soldadura GMAW ... 36
Gráfico 14 Influencia de la velocidad de soldadura a) Lenta, b) Media, c) Rápida ... 36
Gráfico 15 Influencia de la orientación del electrodo a) Técnica de empuje, b) Electrodo perpendicular, c) Técnica de arrastre ... 38
Gráfico 16 Influencia de la boquilla sobre la forma del cordón ... 39
Gráfico 17 Transferencia de metal por corto circuito ... 40
Gráfico 18 Transferencia de metal globular ... 41
Gráfico 19 Transferencia de metal por spray ... 41
Gráfico 20 Transición de corriente de transferencia globular a transferencia por spray ... 42
Gráfico 21 Transición de corriente de transferencia globular a transferencia por spray ... 42
Gráfico 22 Efectos de la transferencia por spray y globular, sobre el cordón de soldadura ... 43
Gráfico 23 Efectos del gas protector, sobre la forma del cordón de soldadura ... 44
Gráfico 24 Efecto del argón rico como mezcla de gas protector sobre la forma del cordón de soldadura ... 45
Gráfico 25 Tipos de juntas principales ... 48
Gráfico 26 Formas básicas de las ranuras de unión ... 50
Gráfico 27 Nomenclaturas empleadas en las uniones soldadas ... 50
Gráfico 28 Nomenclaturas empleadas en las uniones soldadas ... 51
Gráfico 29 Posiciones principales de soldadura ... 52
xv
Gráfico 31 Símbolos de soldadura ... 53
Gráfico 32 Fisura longitudinal ... 58
Gráfico 33 Fisura transversal ... 58
Gráfico 34 Fisura de garganta ... 59
Gráfico 35 Fisura de raíz ... 59
Gráfico 36 Fisura de tobillo ... 60
Gráfico 37 Fisura de cráter ... 60
Gráfico 38 Fisura debajo de las capas del cordón de soldadura ... 61
Gráfico 39 Falta de fusión superficial ... 62
Gráfico 40 Falta de penetración ... 63
Gráfico 41 Inclusión de escoria superficial ... 64
Gráfico 42 Porosidad dispersa ... 65
Gráfico 43 Porosidad alineada ... 65
Gráfico 44 Porosidad tubular o tipo gusano ... 66
Gráfico 45 Mordeduras en soldadura a filete ... 66
Gráfico 46 Falta de material de aporte ... 67
Gráfico 47 Solapado ... 68
Gráfico 48 Limite de convexidad en soldaduras a filete ... 69
Gráfico 49 Convexidad en junta en “T” ... 69
Gráfico 50 Efecto del refuerzo de soldadura en la resistencia a la fatiga ... 70
Gráfico 51 Micrografía de la estructura martensítica producida por un golpe de arco ... 71
Gráfico 52 Chisporroteo ... 71
Gráfico 53 Kit de inspección visual ... 75
Gráfico 54 Galga para medir el tamaño del cordón ... 76
Gráfico 55 Galga de soldadura tipo filete con perfil convexo... 77
Gráfico 56 Galga de soldadura tipo filete con perfil cóncavo ... 77
Gráfico 57 Galga bridge cam ... 78
Gráfico 58 Kit de líquidos penetrantes ... 79
Gráfico 59 Localización de la investigación ... 84
Gráfico 60 Electrodos E-7018 ... 86
Gráfico 61 Alambre de electrodo ER 70S-6 ... 87
Gráfico 62 Unión a tope ... 87
Gráfico 63 Unión de placas ... 95
Gráfico 64 Proceso de soldadura de probetas ... 95
xvi
Gráfico 66 Medición de discontinuidad ... 97
Gráfico 67 Aplicación de cleaner y limpieza de las probetas ... 98
Gráfico 68 Aplicación del penetrante ... 99
Gráfico 69 Probetas con penetrante ... 99
Gráfico 70 Aplicación del revelador ... 100
Gráfico 71 Probetas en fase de revelación ... 101
Gráfico 72 Posición De Los Ejes De Coordenadas En Las Probetas ... 103
Gráfico 73 Diagrama Esfuerzo-Deformación de la probeta 1S... 145
Gráfico 74 Diagrama Esfuerzo-Deformación de la probeta 5S... 146
Gráfico 75 Diagrama Esfuerzo-Deformación de la probeta 1G ... 147
xvii
Índice de Anexos
Anexo 1 Propiedades mecánicas y composición química del acero ASTM A36 ... 159
Anexo 2 Características del alambre ER 70S-6 ... 160
Anexo 3 Parámetros de soldadura del alambre ER 70S-6 recomendados por el fabricante ... 161
Anexo 4 Características y parámetros de soldadura del electrodo E-7018 recomendados por el fabricante ... 162
Anexo 5 Equipo MIG utilizado en la fabricación de las probetas ... 163
Anexo 6 Características de la soldadora MIG utilizado para la fabricación de las probetas ... 164
Anexo 7 Equipo de soldadura SMAW ... 165
Anexo 8 Diseño de la junta soldada ... 166
Anexo 9 Código ASME V – Examinación no destructiva ... 167
Anexo 10 Norma E 165-95 Método de prueba estándar para el examen de líquidos penetrantes 172 Anexo 11 Norma ASTM E 1417-99 Práctica para líquidos penetrantes ... 184
xviii
Código Dublín
Título:
Análisis de la defectología en probetas soldadas, utilizando inspección visual y el método de tintas penetrantes en los procesos SMAW y GMAW con variación de sus parámetros principales, Quevedo 2017.
Autor: Avilés Miño Marcos Alberto
Palabras clave: Soldadura Acero Defectos Inspección Ensayos no destructivos analizar la defectología en probetas de acero soldadas. Utilizando inspección visual y el método de tintas penetrantes en los procesos SMAW y GMAW con variación de sus parámetros principales. De tal manera que se puedan identificar los defectos que se producen cuando ocurre un cambio en sus variables más importantes. Para así conocer la causa-efecto que esto conlleva, siendo esta sin duda una información muy importante ya sea de manera didáctica para los estudiantes o para las empresas dedicadas a la metal mecánica de la ciudad. Para cumplir con este análisis en primera instancia se realizaron las especificaciones de los procedimientos de soldadura o WPS (Welding Procedure Specification) según la norma AWS D1.1, para el proceso SMAW y el proceso GMAW respectivamente. La soldadura de las probetas de acero ASTM A36, se dio tomando en cuenta el WPS previamente realizado, siendo la probeta denominada con el número uno de cada proceso (tanto SMAW como GMAW) la que cumplió con el WPS prescrito, las demás (otros números) sufrieron cambios en los parámetros de soldadura, para que de esta manera se pueda realizar el análisis y comparación de los resultados. En total fueron fabricadas 14 probetas siendo 8 para GMAW y 6 para SMAW. La inspección visual consistió en la valoración de cada probeta, análisis de los defectos encontrados tanto en la cara como en la raíz del cordón y recolección de datos para el informe de cada una respectivamente. Estos datos fueron verificados después de la realización del ensayo mediante tintas penetrantes donde se pudieron evidenciar los defectos ya encontrados con la inspección visual y también demás defectos no perceptibles a simple vista. Con ello se elaboró el informe donde se determinó cuáles son los defectos principales que ocurren en los procesos de soldadura, SMAW y GMAW, cuando se produce un cambio en sus parámetros principales, tomando como referencia las especificaciones del procedimiento de soldadura recomendadas a cada proceso. Esta investigación procura mejorar la calidad en los procesos de soldadura, dando a conocer mediante un informe, los defectos que pueden ocurrir con el cambio de variable no recomendado o mala práctica del soldador en los procesos SMAW y GMAW de manera que se contribuya a la optimización de la calidad en la soldadura, algo de lo que en la ciudad existe deficiencia.
xix
the results can be performed. In total, 14 specimens were made, 8 for GMAW process and 6 for SMAW process. The visual inspection (VT) consisted of the evaluation of each specimen, analysis of defects found in both the face and the root of the weld and data collect for the report of each respectively, these data were verified after the realization of the test using dye penetrant where they could be evidenced the defects already found with the visual inspection and also other defects not perceptible to the eye. This led to a report on the main defects in welding processes, SMAW and GMAW, when a change in its main parameters was made, based on the specifications of the welding procedure recommended for each process. This research tries to improve the quality of welding processes by reporting through the report the defects that can occur with the change of non-recommended variable or bad practice of the welder in the SMAW and GMAW processes in a way that contributes to the optimization of the quality in the welding, something of which in the city exists deficiency.
1
Introducción
Uno de los materiales más importante en las estructuras modernas es el acero, debido a su gran cantidad de características mecánicas y tecnológicas que lo hacen un material con muy buenas prestaciones para las exigencias de diseño hoy en día, por esta razón la construcción de estructuras metálicas se viene desarrollando de manera exponencial en los últimos años en el ámbito nacional e internacional, teniendo gran acogida por la versatilidad de las mismas dando muchas ventajas cuando se requiere de una estructura resistente que se adapte a las características especiales que requieran los diferentes tipos de diseño según sea la necesidad.
Los principales aspectos que han contribuido al desarrollo de la industria metalmecánica y por ende de las estructuras metálicas, son la rápida fabricación de piezas, la facilidad a la hora de montaje, la diversidad de materiales, la fabricación de los mismos como puros o aleaciones, pernos de alta resistencia y la soldadura como medio de unión, principalmente por su eficiencia, de esta manera, la forma para dar garantía de que la construcción de una estructura metálica se está realizando tomando en cuenta todas las exigencias normativas necesarias, es a través del seguimiento al trabajo mediante un programa de puntos de inspección que debe seguirse estrictamente en todas las etapas del proceso. La ciudad de Quevedo posee una gran cantidad de pequeñas, medianas y grandes empresas dedicadas al área de la metalmecánica, que realizan desde construcciones de estructuras metálicas hasta construcciones de máquinas agroindustriales, realizando trabajos de soldadura en general.
2 El ensayo no destructivo o NDT (Non Destructive Testing por sus siglas en inglés) ya sea como una inspección visual o mediante el uso de tintas o líquidos penetrantes, es uno de los mejores métodos de inspección aplicado a la soldadura y permite detectar imperfecciones y defectos difícilmente perceptibles a simple vista.
CAPÍTULO I
4
1.1.
Problema de investigación
1.1.1.
Planteamiento del problema
Actualmente el campo de la metalmecánica en la ciudad de Quevedo se está desarrollando cada vez más, con ayuda de las pequeñas, medianas y grandes empresas ya establecidas dentro de la ciudad, lo que a su vez implica el aumento en el grado de exigencia por obtener un buen producto o trabajo, teniendo como parte fundamental la optimización de los procesos de calidad que debe llevar cada estructura metálica, o trabajo de unión mediante soldadura en su proceso de fabricación y construcción.
5
1.1.2.
Diagnóstico
Las empresas dedicadas a la metal mecánica no están siguiendo los estándares recomendados al realizar los procesos de soldadura, esto es antes, durante y después del proceso de soldadura, por ello solo se basan a la experiencia del soldador artesanal para realizar las construcciones de soldadura, lo que bajo ningún concepto garantiza la calidad de la misma condicionando su respuesta ante las condiciones de trabajo a la que sea sometida.
1.1.3.
Pronóstico
Un trabajo de soldadura que no haya seguido las normas, códigos y especificaciones de acuerdo a su finalidad constructiva no estará garantizado para cumplir su objetivo o para resistir las condiciones para las que fue diseñado, dejando en la incertidumbre lo que puede ocurrir desde pequeñas situaciones como el fallo de un elemento o máquina por una mala soldadura dejando pérdidas materiales o situaciones mayores como el colapso de estructuras que provocarían pérdidas materiales y de acuerdo al caso hasta pérdidas humanas.
1.1.4.
Formulación del problema
¿Por qué es importante, el conocer los defectos que se pueden presentar en los procesos SMAW y GMAW, y también realizar una inspección mediante ensayos no destructivos, de inspección visual y tintas penetrantes en los trabajos de soldadura o juntas soldadas?
1.1.5.
Sistematización del problema
6
¿Cuáles son las herramientas necesarias para realizar una óptima inspección visual?
¿Cuáles son los pasos a seguir para la aplicación correcta del método de inspección NDT utilizando tintas penetrantes?
¿Qué normas se debe aplicar para la realización y calificación de los resultados del ensayo no destructivo utilizando tintas penetrantes?
7
Definir las propiedades y beneficios de la soldadura SMAW y GMAW.
Fabricar las probetas soldadas con SMAW y GMAW teniendo en cuenta, especificaciones del procedimiento de soldadura y la variación de sus parámetros principales.
Determinar los pasos a seguir para la aplicación correcta de los NDT por inspección visual y mediante tintas penetrantes.
Realizar los ensayos no destructivos en las probetas soldadas y a partir de los resultados obtenidos, determinar los defectos que existen en los diferentes procesos de soldadura, considerando los parámetros analizados.
Realizar un informe detallado con los resultados obtenidos y definir la metodología y procedimiento para reconocer directamente los defectos que se presentan en los procesos de soldadura estudiados bajo los parámetros y condiciones analizadas.
8
1.3.
Justificación
La soldadura es uno de los procesos más utilizados para la manufactura en muchas partes del mundo como un método para la construcción de distintos equipos y estructuras, entre los procesos más importantes están la soldadura SMAW y GMAW, en esta investigación se tomará como objetivo principal estos procesos, los cuales son utilizados con mayor frecuencia en varias empresas de la ciudad de Quevedo, dedicadas al área de la metalmecánica para la producción y ensamblaje de elementos que son utilizados en gran cantidad por muchas industrias.
La gran cantidad de talleres, pequeñas y medianas empresas dedicadas a la metalmecánica en la ciudad de Quevedo fomentan el desarrollo industrial de la misma siendo este un punto fuerte e importante de la ciudad que así como genera beneficios también conlleva un problema, por el que en realidad se puede ver opacada. La realidad de la mayoría de estas empresas es que no cuentan con soldadores certificados y no realizan una inspección técnica en la soldadura de sus trabajos realizados, por ende no se puede garantizar la calidad de la soldadura y lastimosamente esto condiciona sin duda alguna el gran trabajo realizado por estas empresas radicadas en la ciudad, ya que es de suma importancia que la soldadura sea muy precisa y cumpla con los requisitos de construcción, esto únicamente se logra siguiendo códigos establecidos de calificación y construcción respectivamente.
Con el paso de los años para minimizar riesgos y prolongar la vida útil de algún equipo o componente se crearon diferentes métodos y aplicaciones para identificar posibles falencias. Algunos de esos métodos de inspección son los ensayos no destructivos con los que se pueden determinar propiedades, características, identificar fallas, etc.
CAPÍTULO II
11
2.1.
Marco conceptual
2.1.1.
Acero al carbono
Durante el último siglo, las propiedades de los aceros han sido caracterizadas por su gran utilización. El motivo principal está centrado en la enormidad de usos que se le puede aplicar, y la versatilidad de sus propiedades mecánicas. Un punto fundamental, es que algunas de estas propiedades pueden ser modificadas para adaptarse al objetivo que se le quiera dar al producto. De estas propiedades mencionamos las siguientes [1]:
Ductilidad: Es una propiedad importante porque mide la capacidad de un material para absorber sobrecargas y ser trabajado en frío [1].
Dureza: Es la resistencia de un material a la penetración por una herramienta. Existen muchos métodos para determinar el tipo de dureza de un acero como dureza Rockwell y dureza Brinell, los cuales determinan las propiedades de resistencia de los materiales [1].
Maleabilidad: La maleabilidad se refiere a la creación de filamentos formando finas láminas que conservan su entereza para que no se rompa [1].
Tenacidad: Se refiere a la energía necesaria que se le tiene que aplicar a un acero para generar una fractura [1].
Tabla 1
Propiedades Mecánicas del acero ASTM A36
Designación
12 alfa, presenta una soludibilidad límite de aproximadamente 0,008% disuelve como máximo 0,025% C a la temperatura eutectoide de 727°C [2].
Perlita.- La estructura perlita es el producto de la reacción eutectoide sucediendo bajo condiciones de equilibrio a la temperatura de 727°C y con composición de 0,77 %C los reactantes son la ferrita, la cementita y la austenita en porcentajes de (0,025), (6,69) y (0,77) respectivamente. La estructura perlítica posee láminas alternas de cementita y ferrita, por esto se la suele llamar a este tipo como perlita laminar [2].
Austenita .- Es una solución sólida de carbono en hierro γ, con la soludibilidad el carbono aumenta con la temperatura a un máximo de 2,11% a 1148°C. La Austenita no se da en temperatura ambiente, para aceros al carbono solamente bajo condiciones de equilibrio [2].
Martensita.- La martensita es el constituyente metalográfico más importante en los aceros, se obtiene a través de la transformación de la austenita, para velocidades de enfriamiento por encima de la crítica, su dureza y fragilidad depende del porcentaje de carbono, siendo hasta 0,9 % [2].
La microestructura de un acero se deduce de una observación del diagrama de equilibrio y de un conocimiento de la transformación de austenita, así se determina que un acero hipoeutectoide se compone de ferrita más perlita, un acero eutectoide únicamente de perlita y un acero hipereutectoide de perlita más cementita [2].
Tabla 2
Composición química del acero ASTM A 36
13
2.1.2.1. Efectos de los elementos aleantes sobre el acero
La composición química del acero determina su resistencia, tenacidad, ductilidad y soldabilidad, los aleantes usados y elementos de impurezas se clasifican en tres grupos, elementos microaleantes, elementos substitucionales e impurezas y elementos usados para su control, de los mismos que dependen las propiedades mecánicas del acero [3].
Elementos microaleantes
En este grupo están el Nb, V, Ti, Al y B, estos influyen directamente en las propiedades y microestructura, se los denomina microaleantes cuando se adicionan en porcentajes menores a 0,10%, la utilización de estos elementos proveen un incremento en la resistencia y tenacidad [3].
Elementos substitutivos de aleación
Aquí están presentes el Si, Mn, Mo, Cu, Ni y Cr, estos elementos producen tres efectos que son:
Aumentan la resistencia del acero.
Proporcionan refinamiento del grano debido a la precipitación γ-α.
Modifican la transformación micro estructural [3].
Elementos de impurezas
14
Tamaño de grano
Las propiedades mecánicas de un metal varían notablemente de acuerdo a su tamaño de grano, los tratamientos térmicos provocan efectos de crecimiento de grano que a su vez son muy predecibles. Por lo general en metales es preferible un tamaño de grano pequeño a uno grande, ya que las características de un grano pequeño en los metales son mayor resistencia a la tracción, mayor dureza, menos susceptibilidad al agrietamiento. Por otra parte el grano grueso incrementa mayormente la endurecibilidad algo que se requiere en ocasiones cuando el acero estará bajo procesos de trabajo en frío. A altas temperaturas todos los metales experimentan crecimiento de grano, en un mismo acero pueden haber diferentes tamaños de grano [4].
Gráfico 1 Tamaño de grano en varias fases de microestructura
15
Gráfico 2 Diagrama de fases Hierro-Carbono
16 Gráfico 3 Transformación de un acero al carbono simple Hipoeutectoide con
(0,4%C)
FUENTE: FUNDAMENTOS DE LA CIENCIA E INGENIERIA DE LOS MATERIALES-WILLIAM SMITH (2014)
2.1.3.
Soldabilidad
Según la norma ASTM A36/A36M, cuando el acero va a ser soldado, se tiene que utilizar un procedimiento de soldado adecuado para el grado de acero y el uso o servicio previsto. Por lo que se recomienda consultar el apéndice X3 de la Especificación A 6/A 6M para obtener información sobre la soldabilidad [1].
17
2.1.3.1. Soldabilidad buena
Los aceros que pertenecen a este grupo son aquellos que pueden ser unidos mediante procesos de soldadura, sin que durante el proceso se presenten problemas, ya sean defectos, dificultad de ejecución del proceso, etc. Por lo general estos aceros poseen buena soldabilidad metalúrgica y entre ellos tenemos aceros al carbono con contenidos de este elemento en cantidades menores a 0,3 % [5].
2.1.3.2. Soldabilidad regular (limitada o condicionada)
Los aceros pertenecientes a este grupo son los que pueden ser unidos mediante procesos de soldadura pero a través del uso de técnicas auxiliares, tales como: precalentamiento, pos tratamiento térmico etc. Cuando estas técnicas se aplican correctamente, la unión soldada es de buena calidad. En general estos aceros tienen problemas en la soldabilidad metalúrgica y entre estos tenemos a los aceros al carbono con contenidos de carbono en valores entre 0,3 y 0,59% [5].
2.1.3.3. Soldabilidad mala
Los aceros que pertenecen a este grupo pueden ser unidos mediante procesos de soldadura pero nunca con las propiedades mecánicas similares a las del material base. Estos aceros tienen mala soldabilidad metalúrgica y entre ellos están a los aceros al carbono con contenidos de carbono en valores superiores al 0,6% [5].
2.1.3.4. Numero “P”
18 Tabla 2
Números “P” para materiales ferrosos y no ferrosos
FUENTE: ASME BPVC SECCION IX (2017) ELABORADO POR: AVILÉS MIÑO MARCOS
2.1.4.
Soldadura
En términos generales se entiende por soldadura, la unión de dos o más materiales entre sí, de manera que queden como una sola pieza. En términos más técnicos la soldadura es una coalescencia localizada, de metal, la misma que es producida por calentamiento a una temperatura, con o sin aplicación de presión y con o sin el uso de metal de aportación. Se entiende por coalescencia, la acción en virtud de la cual se logra la unión de dos o más materiales [7].
2.1.4.1. Soldadura de fusión
Existen muchos tipos de soldadura catalogados por la AWS que son utilizados en varias industrias alrededor del mundo para diferentes tipos de procesos de construcción. Todos estos procesos de soldadura podrían ser divididos en dos grandes grupos, la soldadura por fusión y la soldadura de estado sólido. Las principales aplicaciones de la soldadura son:
Designación Tipo de material
P1 Aceros al carbono
P3 Aceros de baja aleación
P4 Aceros de baja aleación
P5 Acero aleado
P6 Acero de alta aleación, martensítico P7 Acero de alta aleación, ferrítico P8 Acero de alta aleación austenítico P10 Aceros especiales de alta aleación
P21 Aluminio y sus aleaciones
P31 Cobre y sus aleaciones
19 construcción de edificaciones y puentes, tubería, tanques de presión, construcción de barcos, aeronaves, automóviles, etc [8].
La soldadura por fusión es un proceso que utiliza calor para fundir los materiales base que serán unidos, en el cual se puede utilizar o no se puede utilizar material de aporte, dependiendo del tipo de proceso de soldadura que se esté utilizando para proveer diferentes tipos de características según se requieran en los elementos o equipos que se esté construyendo. Este proceso de soldadura puede ser clasificado en varios grupos; Soldadura por arco eléctrico (AW), soldadura por resistencia (RW), soldadura con gas oxicorte (OFW), etc [8].
2.1.4.2. Soldadura SMAW (Shielded Metal Arc Welding)
La soldadura SMAW es uno de los procesos de soldadura más antiguo que existe, su inicio a partir de los años 90 del siglo XVIII en la que se utilizaba un electrodo de carbón para producir el arco eléctrico, pero no es sino hasta 1907, cuando el fundador de ESAB Oscar Kjellber crea el electrodo recubierto y por ende desarrolla el método de soldadura con electrodo recubierto, también conocido como método SMAW (Shielded Metal Arc Welding) [9].
Fue el primer método aplicado con resultados exitosos, no solo de origen técnico sino también de tipo económico, ya que este proceso permitió el desarrollo de procesos de fabricación mucho más eficaces y que hasta la actualidad han sido superados solo con modernas aplicaciones, pero estas mismas siguen basándose en el concepto básico de la soldadura al arco con electrodo auto protegido [9].
Gráfico 4 Bosquejo esquemático del proceso SMAW
20
Descripción del proceso
El proceso SMAW es un proceso de soldadura por arco eléctrico, producido entre el electrodo revestido y el charco de soldadura. El procesos se realiza con una protección proveniente de la descomposición del revestimiento del electrodo, sin la aplicación de presión y con metal de aporte proveniente del electrodo, el proceso de soldadura SMAW aprovecha el calor generado por el arco eléctrico (se ha medido por sobre 5000°C) que derrite el electrodo donde se forman pequeños glóbulos que se transfieren a través del charco de soldadura fundida, de esta manera se deposita el metal. [10]
Equipo y esquema del proceso SMAW
Los primeros equipos con los que se realizaba la soldadura por arco eran del tipo de corriente directa. Han sido utilizados hace mucho tiempo y aún se utilizan para soldadura de arco con electrodo revestido SMAW (Shielded Metal Arc Welding), y en soldadura de arco de tungsteno con gas GTAW (Gas Tungsten Arc Welding), debido a que en estos procesos es de suma importancia tener una corriente estable [10].
Gráfico 5 Esquema del equipo SMAW
21
Ventajas y limitaciones
Principales ventajas que presenta el proceso de soldadura por arco con electrodo revestido (SMAW):
El equipo es relativamente simple, portátil y económico
La protección del metal de aporte y del charco de soldadura está incluida en el revestimiento del electrodo
No requiere del suministro externo de un gas de protección o fundente granular
Es menos sensible a las corrientes de aire en relación a los procesos que requieren protección con gas
Puede ser utilizado en áreas de acceso limitado
Sirve para la mayoría de metales de uso común [10].
Por otra parte el proceso de soldadura (SMAW) presenta ciertas limitaciones que se mencionan a continuación:
El operador requiere de una mayor habilidad que en los procesos con alimentación de alambre continuo.
La aplicación es más lenta que en los procesos de alimentación de alambre continuo
Se requiere de mayor tiempo de limpieza para los cordones
El electrodo revestido tiene la eficiencia más baja [10].
Varios tipos de electrodos son producidos y a menudo contienen aleaciones para añadir diferentes características como durabilidad, resistencia y ductilidad a la soldadura. El proceso se utiliza principalmente para aleaciones ferrosas en estructuras de acero, la construcción naval, reparaciones, fabricación y mantenimiento en general. A pesar de la relativa lentitud del proceso, debido a los cambios de electrodos y eliminación de la escoria, sigue siendo una de las técnicas más flexibles y ventajosas en áreas de acceso restringido [11].
22 electromagnéticas y la tensión superficial. Si se suelda en otras posiciones la gravedad actuará oponiéndose a las demás fuerzas [11].
Variables principales del proceso SMAW
La corriente puede ser configurada como corriente alterna (AC) o como corriente continua (DC), la determinación del tipo de corriente depende del tipo de electrodo a utilizar [10].
Si se usa corriente alterna (AC) se obtiene: penetración media y una tasa de depósito media; en cambio, al usar corriente continua (DC) se obtiene: menos salpicadura, un mejor encendido del arco y una mejor estabilidad del mismo, además, la corriente directa puede usarse con todos los tipos de electrodos revestidos y es la mejor opción cuando se usa bajo amperaje [10].
Polaridad
La polaridad es la disposición de los polos de la corriente (DC) con respecto del electrodo; si se usa una configuración de corriente continua electropositiva (DCEP) se tiene una alta penetración, en cambio al usar una configuración de corriente continua electronegativa (DCEN) se aumenta la tasa de depósito. Las configuraciones de DCEP y DCEN se muestran en la Figura [10].
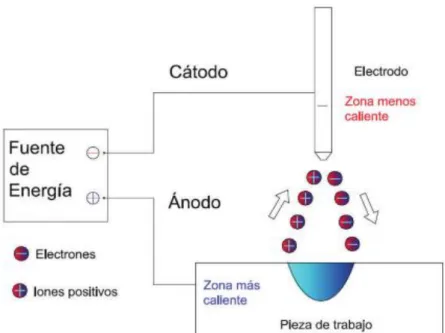
Polaridad directa
23 hacia el metal base. Así como, los iones van en sentido contrario al de los electrones, desde el metal base hacia el electrodo. La penetración de soldadura y la productividad son mejoradas con esta polaridad. Se obtiene cordones de buena profundidad pero estrechos. Cuando el electrodo está conectado al polo negativo tiene la capacidad de soportar intensidades mayores que cuando está conectado al polo positivo debido a que se calienta menos [12].
Gráfico 6 Esquema de flujo de electrones e iones en polaridad directa
FUENTE: MONAR AGUIAR TAMARA, SEGOVIA SÁNCHEZ JUAN (2016)
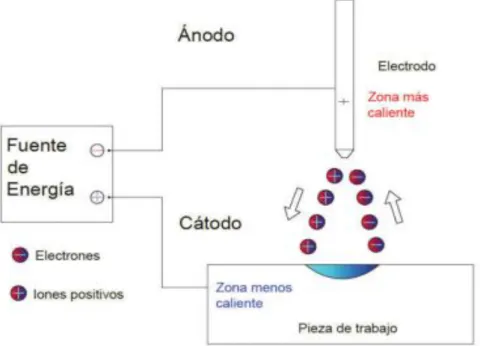
Polaridad inversa
Se produce cuando el electrodo es el polo positivo o ánodo y la pieza de trabajo es el polo negativo o cátodo. Esta polaridad se conoce con el nombre de corriente directa electrodo positivo (DCEP). Con este tipo de polaridad, el calor producido por el flujo de electrones se concentra en la punta del electrodo. Debido a esto, se facilita la fusión del material de aporte y se incrementa el refuerzo del cordón. Estas características se recomiendan para soldadura de mantenimiento [12].
24 de la capa de óxido refractario que poseen estos materiales, la cual es perjudicial para la soldadura. Este proceso se conoce como limpieza iónica [12].
Gráfico 7 Esquema de flujo de electrones e iones en polaridad inversa
FUENTE: MONAR AGUIAR TAMARA, SEGOVIA SÁNCHEZ JUAN (2016)
Voltaje de arco
El voltaje de arco es directamente proporcional a la longitud de arco (distancia de la punta del electrodo al charco de soldadura) afecta principalmente a la penetración y forma el cordón, como se ilustra en la figura [10].
25
Gráfico 8 Esquema de la influencia de la longitud de arco en el cordón de soldadura
FUENTE: RAÚL GUSTAVO TAPIA MORENO (2012)
Amperaje
Es la variable de mayor importancia en el proceso debido a que determina: nivel de penetración, tasa de aportación y el volumen del cordón; el amperaje depende del: tipo de electrodo, diámetro del electrodo, posición de soldadura y diseño de la junta [10].
Según sea el tamaño y clasificación de los electrodos, estos pueden ser utilizados satisfactoriamente a diversos amperajes dentro de cierto intervalo. Este intervalo puede variar dependiendo del espesor y la formulación del revestimiento [11].
La rapidez de aportación del material aumenta con el amperaje. Para un electrodo de cierto tamaño, los intervalos de amperaje y las tasas de aportación resultantes varían dependiendo de la clasificación del electrodo [11].
Para un tipo específico de tamaño de electrodo, el amperaje óptimo depende de varios factores como la posición de soldadura y el tipo de unión. El amperaje debe ser suficiente para obtener una buena fusión y penetración, sin perder el control del charco de soldadura. Al soldar en posición vertical o cenital, lo más probable es que los amperajes óptimos estén en la región baja del intervalo permitido [11].
26
Velocidad de soldadura
La velocidad de soldadura o de desplazamiento es la rapidez con que el electrodo se traslada a lo largo de la unión. La velocidad correcta es aquella que produce una franja de soldadura con el perfil y aspectos correctos. Son varios los factores que determinan cuál debe ser la velocidad correcta [11]:
Tipo de corriente de soldadura, amperaje y polaridad.
Posición de soldadura.
Rapidez de fusión del electrodo.
Espesor del material.
Condición de la superficie del metal base
Tipo de unión.
Manipulación del electrodo.
Al soldar, la velocidad de recorrido debe ajustarse de modo que el arco vaya casi delante de la soldadura [11].
Al momento de iniciar el proceso de soldadura, el electrodo interactúa con el material base, punto en el cual, se tiene una velocidad de recorrido alta, la misma que reduce el ancho de la franja de soldadura y aumenta la penetración. Más allá de ese punto, el electrodo interactúa con el material fundido, produce un incremento en la velocidad de recorrido con una reducción de la penetración, y causa un deterioro de las superficies en la franja de la soldadura, dificultando la eliminación de escoria y atrapando gas (porosidad) en el metal de aporte [11].
Diámetro del electrodo
27
Electrodos Revestidos
El electrodo revestido es una varilla metálica, (de acero al carbono) rodeada con una capa de material granulado, llamado revestimiento [11].
Según la naturaleza del material del revestimiento, se conocen industrialmente tres tipos fundamentales de electrodos revestidos [11]:
Celulósico.- Este tipo de electrodos tiene como recubrimiento material de celulosa, que al descomponerse genera mucho CO2 (dióxido de carbono) y H2 (hidrogeno), lo cual brinda una muy buena protección gaseosa. La característica que distingue a los electrodos celulósicos es su enfriamiento rápido, por tal motivo son utilizables en cualquier posición, aun en vertical descendente. Posee una buena penetración, la escoria producida es escasa y de fácil remoción [11].
Aplicaciones: La principal utilización de estos electrodos es en soldaduras de juntas para ductos (gasoductos, oleoductos, acueductos, etc.) en vertical descendente, también son empleados para ejecutar la soldadura de raíz [11].
Rutílico.- El principal componente de los revestimientos es el óxido de titanio (TiO2), rutilo, pudiendo contener hasta un 50% (en peso). Es un electrodo de fácil encendido, mantenimiento y manejo del arco, y deja un aspecto muy parejo del cordón depositado. La escoria que produce es bastante densa, de color opaco, más bien oscuro, y se desprende fácilmente, a tal punto, que a medida que el metal depositado se va enfriando, la capa de escoria comienza a separarse sola del cordón. La característica de este tipo de revestimiento hace que este electrodo sea de suave fusión y poca penetración. Permite realizar soldaduras en todas posiciones [11].
Aplicaciones: Estos electrodos son comúnmente empleados en trabajos de herrerías, carpintería metálica y en estructuras no sometidas a grandes esfuerzos y de poca o muy baja responsabilidad [11].
28 estando muy secos, los niveles de H2 en la atmosfera del arco son muy bajos. Este es un aspecto de gran importancia, especialmente cuando se deben realizar soldaduras de aceros de media y alta aleación, en grandes espesores o juntas con condiciones severas de restricción, donde la presencia de hidrogeno en el metal depositado es sumamente perjudicial en lo que se refiere posible fisuración por hidrogeno. La escoria es densa de color pardo oscuro y brillante y se adhiere con bastante fuerza al cordón depositado. En estos electrodos la generación de gases no es tan abundante como en el caso de los celulósicos, debiéndose emplear un arco muy corto y casi perpendicular al metal base para asegurar la protección al mismo [11].
Advertencia: El revestimiento básico absorbe humedad del medio ambiente con mucha facilidad por consiguiente, es muy importante que estos electrodos estén conservados en cajas herméticamente cerradas, depositadas en recintos climatizados, o en su defecto, colocados en hornos o termos porta electrodos con temperatura [11].
Funciones del revestimiento:
Establece el arco
Proporciona metal de aporte
Provee gas protector
Suministra: limpiadores, desoxidantes, fundentes, purifica la soldadura y evita el crecimiento excesivo del grano
Establece características eléctricas del electrodo
Proporciona el manto de escoria que protege al metal del medio externo
Es el medio para añadir elementos de aleación [10].
Además de las funciones mencionadas, el revestimiento de los electrodos juega un papel importante dentro del fenómeno de la soldadura eléctrica y que puede ser clasificado en tres roles: metalúrgico, eléctrico y físico-mecánico [13].
29
Protección por la escoria.- En las operaciones metalúrgicas el papel fundamental de las escorias es absorber ciertas impurezas del metal. En soldadura se ve equilibrada con la finalidad de proteger el metal mientras está en estado líquido y luego actuar como aislante demorando el enfriamiento del mismo, además de proveer elementos de aleación. La composición química de la escoria determina el grado de acidez o basicidad de la misma [13].
Aporte de elementos de aleación.- A pesar del corto tiempo de contacto entre el metal depositado en estado líquido y la escoria, el aporte de elementos de aleación por medio del revestimiento, no es despreciable. El revestimiento tiene una gran influencia sobre la composición química del metal depositado [13].
Función eléctrica del revestimiento.- El encendido y la estabilidad del arco de la soldadura dependen de la ionización de su atmosfera y esa ionización puede estar favorecida por la introducción en el revestimiento de sustancias de bajos potenciales de ionización. La composición del revestimiento determina, por su acción eléctrica, la naturaleza de la corriente apta para el soldeo (C.C. o C.A.) y la polaridad en corriente continua [13].
Función física y mecánica.- El revestimiento influye sobre la facilidad en la operación de la soldadura. Mediante la composición del revestimiento se puede [13]:
Influir sobre la forma del depósito del electrodo.- Los electrodos desnudos forman un depósito excesivo de metal de aporte. El revestimiento reduce el depósito excesivo y también influye sobre las dimensiones del cordón [13].
En la soldadura en filete pueden obtenerse cordones cóncavos o convexos, y esto es función del revestimiento que actúa variando la tensión superficial del metal en estado líquido [13].
30 Al producirse el entubamiento en la punta del electrodo, el flujo gaseoso se concentra como en una tobera y se dirige concentrado al metal base. De esta manera, la mayor concentración de calor produce una mejor penetración [13].
Hacer posible la soldadura en toda posición.- Cada posición de soldadura exige un tipo de revestimiento especial, que provoque un modo de transferencia del metal fundido que lo haga apto para la soldadura en esa posición [13].
Los electrodos a base de celulosa son, por lo general, fáciles de operar en las cuatro posiciones básicas, mientras que los básicos y rutílicos son de difícil operatividad en posición vertical y sobrecabeza [13].
Evitar un arco errático.- La función del revestimiento es también hacer de guía mecánica para un correcto arco eléctrico [13].
31
Designación o nomenclatura de Electrodos recubiertos
Gráfico 9 Nomenclatura de electrodos recubiertos
FUENTE: MANUAL DE SOLDADURA INDURA (2015)
Gráfico 10 Nomenclatura de electrodos recubiertos ll
32 Tabla 4
Clasificación de electrodos revestidos según AWS
FUENTE: MANUAL DE SOLDADURA INDURA (2015) ELABORADO POR: AVILÉS MIÑO MARCOS
2.1.4.3. Proceso de soldadura GMAW
Descripción del proceso
33
Gráfico 11 Representación esquemática del proceso GMAW
FUENTE: WELDING FOR DESIGN ENGINEERS-CWB GROUP (2006)
Durante este proceso de soldadura un sistema de alimentación continua impulsa en forma automática y a velocidad predeterminada el alambre-electrodo hacia el baño de fusión, mientras la pistola de soldadura se orienta y posiciona adecuadamente manteniendo una distancia de 10 mm, generalmente, entre la tobera y la pieza [14].
El proceso de soldadura GMAW puede ser:
Semiautomático.- Si la tensión de arco, la velocidad de alimentación del alambre, la intensidad de corriente y el flujo de gas se regulan previamente, mientras que el arrastre de la pistola es manual [14].
Automático.- Si todos los parámetros: tensión de arco, velocidad de alimentación del alambre, intensidad de corriente, flujo de gas y velocidad de soldadura, se regulan previamente, y se aplican en forma automática [14].
Robotizado.- Si todos los parámetros y además las coordenadas de localización de la unión a soldar se programan y un robot es el encargado de ejecutar dicha programación [14].
34
Visibilidad del arco durante el proceso de soldadura.
Facilidad de manipulación, la pistola y los cables de soldadura son ligeros.
Es uno de los más versátiles entre todos los procesos de soldadura, es adecuado para soldar variedad de materiales, a altas velocidades y en todas las posiciones, además que puede ser utilizado en uniones de materiales de espesores delgados y medios.
Rapidez de deposición.
Alto rendimiento, la alimentación continua del electrodo incrementa los niveles de productividad al eliminar los tiempos perdidos que se generan entre cambios de electrodo.
Posibilidad de automatización [14].
Gráfico 12 Equipo de soldadura empleado en proceso GMAW
FUENTE: WELDING FOR DESIGN ENGINEERS-CWB GROUP (2006)
2.1.4.3.1. Variables principales del proceso GMAW
Variables preseleccionadas
35
Diámetro del alambre electrodo.
Composición química del alambre electrodo.
Tipo y flujo del gas de protección [14].
Variables primarias
Voltaje de arco.- El voltaje de arco en el proceso GMAW es una variable crítica que debe ser controlada cuidadosamente y está estrechamente relacionado con la longitud de arco, los arcos demasiados largos tienden a desviarse y afectan la penetración y el perfil de soldadura, interrumpiendo además el efecto del gas de protección; si el arco es demasiado corto, la punta del electrodo puede entrar en corto-circuito con el charco de soldadura causando inestabilidad [14].
Los valores del voltaje de arco varían dependiendo del tipo de material que se va a soldar, del tipo de gas de protección y del tipo de trasferencia del metal de aporte, para determinar el valor óptimo de voltaje a emplear, se deben realizar ensayos con la finalidad de obtener las características más favorables de arco y de la apariencia del cordón de soldadura. El voltaje de arco depende de una variedad de factores, como el espesor del material base, el tipo de junta, la posición de soldadura, el tamaño del electrodo, la composición del gas protector y el tipo de soldadura (soldaduras de ranura o filete por ejemplo) [14].
Un aumento de voltaje de arco, respecto al valor óptimo establecido, tiende a incrementar el ancho de la zona de fusión y a aplanar el cordón de soldadura; el incremento excesivo genera porosidad, salpicaduras y socavado; una reducción en el voltaje, provoca un cordón de soldaduras más angosto, penetración más profunda y sobremonta más alta [14].
Corriente de soldadura.- La corriente de soldadura varía en una relación no lineal respecto a la velocidad de alimentación del electrodo, o rata de fusión, cuando las demás variables permanecen constantes. Si se trabaja con una fuente de potencia de voltaje constante, cuando se varíe la velocidad de alimentación del electrodo, el amperaje variará en forma similar. La relación entre velocidad de alimentación del electrodo y la corriente de soldadura, depende de la composición química del electrodo [14].
36
Polaridad.- La polaridad es el tipo de conexión eléctrica entre la pistola de soldadura y los terminales de una fuente de potencia que produzca corriente continua [14].
La polaridad indirecta, conocida como corriente directa electrodo positivo (DCEP) se obtiene cuando el cable de la pistola se conecta al terminal positivo de la fuente de potencia, esta condición genera cordones anchos y de poca penetración [14].
La polaridad directa, conocida como corriente continua electrodo negativo (DCEN), se obtiene cuando el cable de la pistola se conecta al terminal negativo de la fuente y da lugar a cordones estrechos y de correcta penetración [14].
Gráfico 13 Efecto de la polaridad en el cordón de soldadura GMAW
FUENTE: ELIZABETH ALEXANDRA ENCARNACIÓN FRANCO (2010)
Velocidad de soldadura.- Es la tasa de movimiento lineal del arco a lo largo de la junta a soldar. Cuando las demás variables se mantienen constantes, se obtiene una penetración de soldadura máxima con una velocidad de soldadura intermedia [14].
Cuando se trabaja con velocidades muy bajas, se reduce la penetración y se obtienen cordones de soldaduras anchos, pues el arco actúa más en el charco de metal de metal de soldadura que sobre el metal base [14].
Gráfico 14 Influencia de la velocidad de soldadura a) Lenta, b) Media, c) Rápida
37
Variables secundarias.- Los parámetros secundarios ejercen una influencia en el inicio y el final de una soldadura; no ejercen influencia directa sobre el cordón de soldadura, pero si sobre las variables primarias [14].
Velocidad de alimentación del electrodo.- La velocidad de alimentación del alambre electrodo, determina y regula la tasa de deposición del metal de aporte, por lo tanto, se debe fijar la alimentación del alambre de tal manera que el cordón de soldadura obtenido presente las características requeridas. La corriente de soldadura varía proporcionalmente con la velocidad de alimentación; así, si la velocidad aumenta, la corriente también se incrementa y si disminuye, la intensidad de corriente se reducirá [14].
Extensión libre del electrodo (stick out).- La extensión libre del electrodo es la distancia entre el extremo de la boquilla y la punta del electrodo. Cuando se aumenta esta distancia aumenta la resistencia eléctrica del alambre electrodo, provocando que su temperatura se eleve, resultando un pequeño incremento de la rata de fusión [14].
El incremento de la resistencia eléctrica produce una caída de voltaje mayor entre la punta del electrodo y el metal base, para compensar este incremento, la fuente de potencia reduce la corriente, disminuyendo a su vez la tasa de fusión del electrodo y acortando la longitud del arco; como consecuencia se depositaran cordones de soldadura angostos y sobremonta alta, la extensión del electrodo deseable esta generalmente entre ¼”y ½” (6 a 12 mm) para la transferencia por corto circuito y de ½” a 1” (12 a 25 mm) para la transferencia por spray [14].
Orientación del electrodo.- La forma del cordón de soldadura y la penetración se ven afectadas por la orientación del electrodo respecto a la junta a soldar, este efecto, es mayor que el del voltaje de arco o velocidad de avance [14]:
38 El ángulo entre el eje del electrodo y la superficie de la pieza de trabajo (ángulo de trabajo); en la posición plana se obtiene una máxima penetración empleando un ángulo de 25° con respecto a la perpendicular además que se produce un cordón de soldadura más convexo y angosto un arco con mayor estabilidad y menos salpicaduras. El ángulo de soldadura que generalmente se utiliza, para todas las posiciones, está en 5° y 15°, con la finalidad de mantener un control y protección del charco de soldadura. Cuando se requiere soldar una junta filete en la posición horizontal, el electrodo deberá colocarse a unos 45° respecto a la vertical, como se puede observar en la figura [14].
Gráfico 15 Influencia de la orientación del electrodo a) Técnica de empuje, b) Electrodo perpendicular, c) Técnica de arrastre
FUENTE: ELIZABETH ALEXANDRA ENCARNACION FRANCO (2010)
Distancia entre la boquilla y la pieza a soldar
Esta distancia desempeña un rol importante en la determinación de la penetración del cordón de soldadura, figura 2.6. [14]:
39
Gráfico 16 Influencia de la boquilla sobre la forma del cordón
FUENTE: ALEXANDRA ELIZABETH ENCARNACION FRANCO (2010)
Transferencia de metal a través del arco en GMAW
El proceso GMAW se identifica con una serie de modos diferentes de transferencia de metal dependiendo de los siguientes parámetros de soldadura: corriente, tamaño del electrodo, composición de los gases de protección, química de los electrodos y el tipo de fuente de alimentación. Una vez que la punta del electrodo se funde en un glóbulo de metal fundido del calor del arco, una de las fuerzas que actúan para separarla y propulsarla a través del arco al charco de soldadura es el efecto de toque electromagnético. La fuerza del campo electromagnético, y por lo tanto el efecto de toque, depende más fuertemente de la densidad de corriente (corriente de soldadura dividida por el área transversal del electrodo). Por consiguiente la velocidad y el modo de desprendimiento de gotas dependen de la densidad de corriente. Los modos de transferencia de interés en GMAW son: cortocircuito, globular, pulverizado y pulsado (donde la transferencia por pulsado es una forma de transferencia por pulverización) [15].
40 del electrodo. Las fuerzas magnéticas tocan las gotitas, que luego caen en el charco de soldadura por las fuerzas de tensión superficial [15].
La separación entre el electrodo y el charco de soldadura es entonces recreado y el arco se restablece. Este proceso se repite muy rápidamente, normalmente más de 100 veces por segundo por lo que al ojo humano no se notan los cortocircuitos y el arco parece continuo [15].
Gráfico 17 Transferencia de metal por corto circuito
FUENTE: WELDING FOR DESIGN ENGINEERS-CWB GROUP (2006)
41 inconvenientes de la transferencia globular es la formación de salpicaduras, formas irregulares de perlas y la formación de numerosas islas de escoria [15].
Gráfico 18 Transferencia de metal globular
FUENTE: WELDING FOR DESIGN ENGINEERS CWB GROUP (2006)
Transferencia de spray.- Transferencia por pulverización, también llamada aerosol axial, se produce a niveles de corriente y tensión por encima de la requerida para la transferencia globular, y cuando se usa una mezcla de gases de protección rica en argón (85% mínimo). El metal fundido es transferido a través del arco en una corriente continua de gotitas finas, y el diámetro de las gotas es relativamente menor que el diámetro de alambre. El arco es bastante rígido para que las gotas viajen directamente a lo largo de la línea central del electrodo y dentro del charco de soldadura, por lo tanto puede ser fácilmente dirigida sin afectar el comportamiento del arco [15].
Gráfico 19 Transferencia de metal por spray