INSTITUTO TECNOLOGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
DMSION DE GRADUADOS E INVES11GAQON
PROGRAMA DE GRADUADOS EN AGRICULTURA
ELABORACION DE CERVEZA TIPO LAGER
A PARTIR DE MALTA Y ADJUNTOS CERVECFROS
DE SORGO
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA:
OBTENER EL GRADO ACADEMICO DE
MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN INGENIERIA
DE ALIMENTOS
INSTITUTO TECNOLOGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
DIVISION DE GRADUADOS E INVESTIGACION PROGRAMA DE GRADUADOS EN AGRICULTURA
ELABORACION DE CERVEZA TIPO LAGER A PARTIR DE MAL TA Y ADJUNTOS CERVECEROS DE SORGO.
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE
MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN INGENIERIA DE ALIMENTOS
María Teresa Ortega Villicaña
Miembros del comité de tesis
Dr. Sergio Serna Saldívar
Director del Departamento de Tecnología de Alimentos Edificio del lago 105 interior 107
Ext. 4821
Dr. Jesús Velazco de la Garza Profesor-Investigador
Departamento de Tecnología de Alimentos Edificio del Lago 207
Ext. 4842, 4843
lng. Juan Antonio Nevero Muñoz, MC. Profesor
Departamento de Tecnología de Alimentos Edificio del Lago 105, interior 11 O
DEDICATORIAS
Dedico este trabajo de tesis a mis queridos padres, José Eugenio y María
Teresa, por su apoyo incondicional tanto en momentos de éxito como de
incertidumbre.
Gracias por enseñarme con amor infinito a perseguir mis ideales aunque esto
implique levantar un vuelo tan alto que me separe físicamente de ustedes.
Gracias por enseñarme a tener fé en mi misma y en la vida.
También dedico este trabajo de tesis a mi querido esposo Jorge Luis para
quien el compromiso de estar juntos "en la buenas y en las malas" se ha
extendido amorosamente hasta en compartir las largas horas de trabajo en el
laboratorio.
Porque la unión sagrada a mi, tu compañera de toda la vida, la has perseguido
hasta convertirte en Tecnólogo de Alimentos.
AGRADECIMIENTOS
Al Dr. Sergio O. Serna Saldívar por su apoyo incondicional y por guiarme a
través de esta aventura del conocimiento. Por enseñarme con su ejemplo la
alegría de conducirnos éticamente en nuestra profesión.
Al Dr. Jesús P. Velazco de la Garza por su confianza y paciencia. Por
enseñarme a trabajar con profesionalismo. Por ser mi amigo y porque "sin
querer queriendo" se ha convertido en un mentor para mi.
Al lng. Juan Nevero por su dedicación y atención prestada para que esta tesis
se concluyera.
A mis hermanos José Eugenio, Carlos Alejandro, Claudia y Eduardo Federico,
que han sido mi apoyo y mi alegría.
CONTENIDO
Indice de tablas Indice de figuras 1. INTRODUCCION
2. DEFINICION DEL PROBLEMA 2.1 Antcedentes
2.2 Empleo del sorgo en la producción de cerveza lager 2.3 La industria cervecera en México
2.4 Expectativas académicas 2.5 Areas de oportunidad 3. HIPOTESIS Y OBJETIVOS 4. MARCO TEORICO 4.1 Cerveza 4.1.1 Tipos de cerveza 1 3 5 8 8 8 9 11 11 14 16 16 16 4.1.2 Producción de cerveza tipo lager ' 17
4.1.3 Ingredientes de la cerveza 19 4.1.3.1 Malta de cebada 19 4.1.3.2 Adjuntos 22 4.1.3.3 Lúpulo 23 4.1.3.4 Fermento 23 4.1.3.5 Agua 23
4.1.4 Proceso de producción de mostos dulces empleado por
Osorio (1995) 23
4.2 El empleo de levaduras y la fermentación alcohólica 24 4.2.1 Tolerancia al etanol y la capacidad de producirlo 25
4.2.2 Floculación 26
4.3 Biotecnología de los procesos de fermentación 27
4.3.1 La fermetación 28
4.4 El fermentador 29
4.5 Envasado de la cerveza lager tipo
Pilsner
30 4.6 Factores que afectan la productividad y el sabor de la cerveza 30 4.7 Aseguramiento de la calidad y control 30 4.7.1 Adecuada limpieza de la planta 30 4.7.2 El estatus del mosto y la cerveza en la producción 31 4.7.3 Las propiedades de la cerveza terminada 32 4.8 Bases químicas para las propiedades sensoriales de la cerveza lager 3l, de cebada y oscura de sorgo4.9 Sorgo 34
4.9.1 Uso tradicional del sorgo 36
4.9.2 Envase de la cerveza de sorgo 37
4.9.3 Comparación de los procesos de producción de la cerveza
lager de cebada u oscura de sorgo 37
4.1 O Uso de sorgo para la producción de cerveza tipo lager en Nigeria 38 4.10.1 Operaciones del malteo de sorgo 38 4.10.2 Problemática asociada a la producción de cerveza lager de
sorgo 39
4.11 Comparación de la cerveza de cebada contra cerveza de sorgo 39 4.11.1 Comparación del sorgo y cebada como materia prima para
la elaboración de cerveza 39
4.11.2 Comparación de la malta de cebada y sorgo como materia prima para la elaboración de cerveza 40 4.11.3 Comparación de los procesos de producción de cerveza de 41 cebada y sorgo
5. MATERIALES Y METODOS 43
5.1.2 Molienda para la obtención de la fracción mediana o grits de
sorgo 47
5.1.3 Determinación del color de los cereales 47
5.1.4 Determinación de la humedad 47
5.1.5 Determinación de la composición proximal 47 5.1.5.1 Determinación del contenido total de cenizas 47 5.1.5.2 Determinación del contenido proteico 47 5.1.5.3 Determinación del extracto etéreo 47 5.1.5.4 Determinación de fibra bruta 48
5.2 Preparación de las maltas 48
5.2.1 Malteo del sorgo 48
5.2.2 Molienda de la malta de sorgo 48
5.2.3 Molienda de malta de cebada y cebada 49 5.2.4 Determinación de la actividad diastásica de la malta de
cebada y malta de sorgo 49
5.2.5 Determinación del color de la malta 50
5.2.6 Determinación de la humedad 50
5.2.7 Determinación de la composición proximal de la malta 50 5.2.7.1 Determinación del contenido total de cenizas 50 5.2.7.2 Determinación del contenido protéico 50 5.2.7.3 Determinación del extracto etéreo 50 5.2.7.4 Determinación de fibra bruta 51 5.3 Elaboración de mostos dulces lupulados 51
5.3.1 Procedimiento para la preparación de mostos dulces
lupulados siguiendo la metodología de Osario (1995) 51 5.3.2 Procedimiento de elaboración de mostos dulces lupulados,
enfatizando en la destrucción de la matriz protéica que engloba al
almidón 52
5.3.1.1 Determinación del rendimiento 57 5.3.1.2 Determinación de los grados Brix o grados Plato del
mosto 57
5.3.1.3 Determinación del peso específico 57 5.3.1.4 Determinación del pH final 57
5.3.1.5 Determinación del color 57
5.3.1.6 Determinación de los azúcares reductores 57 5.3.1.7 Determinación del amino nitrógeno libre 58 5.4 Desarrollo del inóculo y la fermentación 59
5.4.1 Desarrollo del inóculo 59
5.4.2 Cuantificación de las levaduras 60 5.4.3 Proceso de fermentación de los mostos 63 5.4.3.1 Determinación de los grados Brix o grados Plato 65 5.4.3.2 Determinación del pH final 65 5.4.3.3 Determinación del volúmen de la espuma en las
cervezas
5.4.3.4 Determinación del color
5.4.3.5 Determinación del contenido de etanol 5.4.3.6 Determinación de los azúcares reductores remanentes 65 65 66 66 5.5 Análisis estadístico 66 6. RESULTADOS Y DISCUSION 67 6. 1 Materia prima 67 6.1.1 Rendimientos de la molienda 67
6.1.2 Determinación del color de los cereales 67 6.1.3 Análisis proximal de los adjuntos cerveceros 68 6.1.4 Análisis proximal del sorgo dorado, la malta de cebada y la
6.2 Mostos dulces lupulados
6.2.1 Apariencia de los mostos 6.2.2 Grados Plato de los mostos
6.2.3 Gravedad específica de los mostos 6.2.4 pH de los mostos
6.2.5 Rendimiento de los mostos 6.2.6 Color de los mostos
6.2.6 Amino nitrógeno libre de los mostos 6.2.7 Azúcares reductores de los mostos 6.3 Cerveza
6.3.1 Apariencia de la cerveza 6.3.2 Grados Plato de las cervezas 6.3.3 pH de las cervezas
6.3.4 Color Lovibond de las cervezas
6.3.5 Azúcares reductores remanentes en las cervezas 6.3.6 Contenido de alcohol en las cervezas
7. CONCLUSIONES 8. LITERATURA CITADA 9. ANEXOS
74
75
76
76
76
77
78
79
80
82
82
83
85
86
87
88
90
92
97
INDICE DE TABLAS
TABLA PAGINA
Participación en el mercado de Modelo y Femsa
Femsa, citado por Reforma (1994) 10
11 Industrias cerveceras más grandes en el mundo
Femsa, citado por Reforma (1994) 10
111 Industrias cerveceras más grandes en América Latina
Femsa, citado por Reforma (1994) 10
IV Volumen y valor de la producción de cerveza por presentación en México.
Zúñiga (1996) 11
V Composición típica de la cerveza normal y ligera (1 00g)
Serna-Saldívar (1996) 17
VI Enzimas generadas durante el proceso de germinación de los cereales
Serna-Saldívar ( 1996) 21
VII Comparación entre la composición química de la cebada y malta
Serna-Saldívar (1996) 22
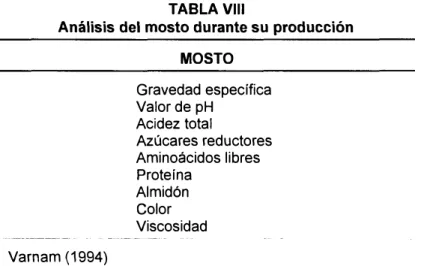
VIII Análisis del mosto durante su producción
Varnam (1994) 31
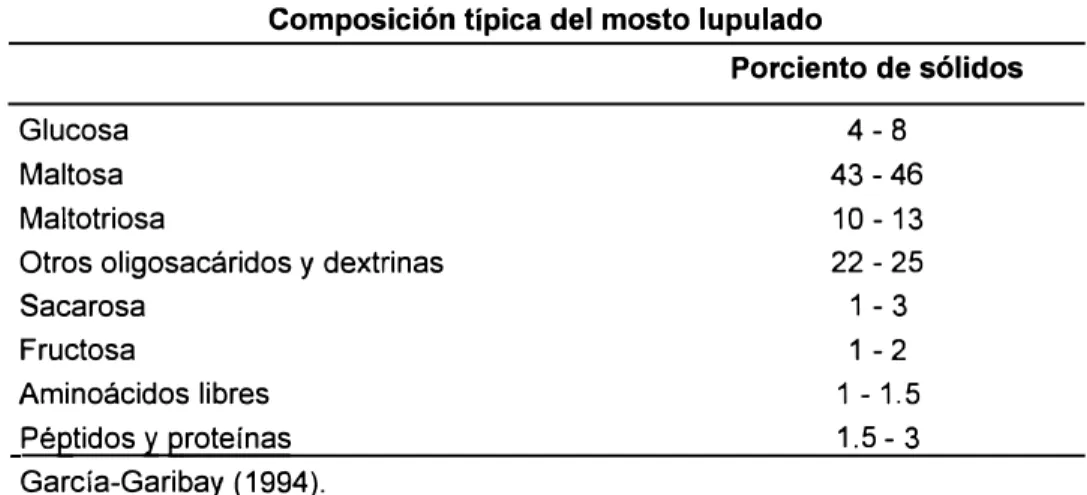
IX Composición típica del mosto lupulado
García-Garibay (1994) 32
X Pruebas más comúnmente aplicadas en el análisis de la cerveza tipo Lager
Varnam (1994) 33
XI Estructura y propiedades físicas del sorgo
Serna- Saldívar (1996), Hoseney (1986), Kulp (1991) y Kent
(1987) 35
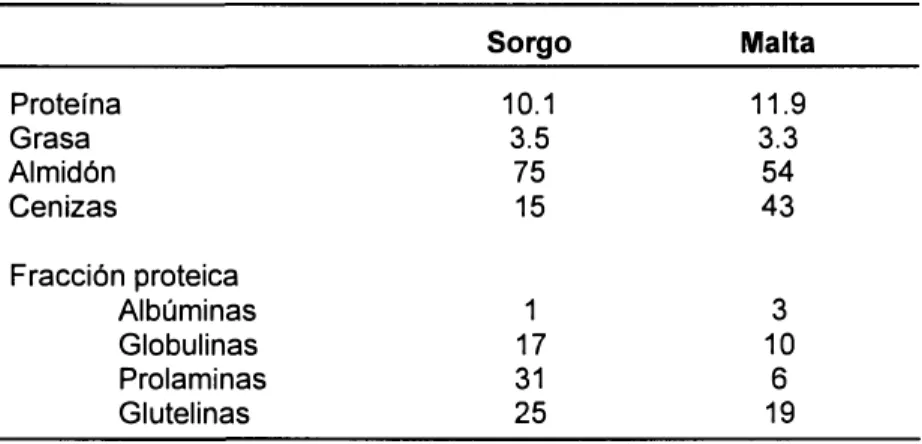
XII Comparación entre la composición química del sorgo y la malta de sorgo
Serna-Saldívar (1995) 39
XIII Comparación entre la malta de sorgo y la malta de cebada
XIV Tipos de mostos dulces producidos
45
XV Ejemplificación del conteo de levaduras
63
XVI Rendimientos de diversas fracciones durante la molienda con
rodillos
67
XVII Color de los cereales molidos
68
XVIII Composición proximal de los adjuntos
68
XIX Composición proximal de las maltas
69
XX Análisis practicados a los mostos dulces lupulados
72
XXI Análisis practicados a las cervezas
72
XXII Poder reductor de la a-amilasa de la malta de cebada
73
XXIII Poder reductor de la a-amilasa de la malta de sorgo
74
XXIV Resultados de los análisis practicados a los mostos dulces
lupulados
74
INDICE DE FIGURAS
FIGURA PAGINA
1 Producción anual de sorgo y cebada en México de 1996 a
2000.
FAO (2001) 12
2 Procesos productivos de la cerveza Ale y Lager
Varnam et al. (1994) 19
3 Ruta simplificada de la fermetación alcohólica ocacionada por levaduras ( Saccharomyces cereviceae o Saccharomyces
carlsbergensis)
Varnam et al. (1994) 25
4 Esquema de la metodología y características a evaluar en la producción de cerveza tipo lager con malta de cebada y de
sorgo. 44
5 Síntesis del proceso experimental para el malteo de sorgo
dorado. 46
6 Esquema del filtro para la separación de los mostos
Osorio (1995) 52
7 Síntesis del proceso experimental para la producción de mostos
dulces lupulados, enfatizando en la cocción con presión. 54
8 Síntesis del proceso experimental para la producción de mostos dulces lupulados, enfatizando en la gelatinización del almidón
de los adjuntos. 56
9 Esquema del desarrollo y propagación del inóculo 60
10 Esquema de la cámara de Neubauer 61
11 Esquema del recipiente de fermentación 63 12 Síntesis del proceso experimental para la inoculación de la
levadura y fermentación 64
13 Curva estándar de calibración para la determinación de la
actividad de la a-amilasa por el método de la Diamilasa 70
14 Correlación de resultados entre las unidades de Poder
diastásico (ºL) y por el método de Diamilasa (Etokakpan et al., 71
15 Correlación de resultados entre las unidades dextrinizantes
(DU) y por el método de Diamilasa (Etokakpan et al., 1990) 71 16 Rendimiento de mostos ajustados a 14º plato elaborados a
través de diferentes procesos y maltas 77 17 Media de los valores del color en mostos elaborados con
maltas de cebada y sorgo, con diferentes adjuntos y procesos
de maceración 78
18 Media de los valores de amino nitrógeno libre en mostos de
cebada y sorgo 80
19 Media de los valores de azúcares reductores en mostos
elaborados con maltas de sorgo y cebada, diferentes adjuntos o
procesos de elaboación 81
20 Medias de los ºPlato de las cervezas de malta de cebada y de
sorgo por proceso de elaboración de los mostos 84 21 Medias del pH de las cervezas de malta de cebada y de sorgo
por porceso de elaboración de los mostos 85 22 Medias del color de las cervezas de malta de cebada y de
sorgo por proceso de elaboración de los mostos 87 23 Medias de los azúcares reductores remanentes de las cervezas
de malta de cebada y de sorgo por proceso de elaboración de
los mostos 88
24 Medias del porcentaje de etanol de las cervezas de malta de
1. INTRODUCCION
La producción de cerveza es un arte tradicional en el cual, a través de los siglos, la ciencia ha ido cuidadosamente penetrando para comprender y eficientizar el proceso de producción. El proceso tradicional de producción de cerveza incluye cuatro pasos principales:
a) el malteo de los granos de cebada, en el cual se induce la germinación de los granos para solubilizar las paredes celulares del endospermo y para producir las enzimas esenciales para este proceso, siendo las más importantes las alfa y beta amilasas y las proteasas (Hallgren, 1995);
b) la producción del mosto, en la cual se maceran o hidrolizan tanto las proteínas como el almidón para ser empleados posteriormente por la levadura. Este paso incluye la aromatización con la adición de lúpulo (Serna-Saldívar et al., 1995); c) la fermentación, en la cual la levadura produce alcohol como su principal metabolito así como otros que confieren sabor característico y
d) el paso final que puede incluir una etapa de maduración o fermentación posterior en la cual se completa el desarrollo del sabor (Serna-Saldívar, 1996) o bien el filtrado para remover a la levadura y clarificar a la cerveza, envasado y pasteurización de la misma (Beckerich et al, 1987).
En general se puede decir que los procesos de elaboración de cerveza persiguen el propósito de extraer los componentes solubles del lúpulo, para dar sabor y aroma característicos, y de la malta para que a través de un programa específico de temperaturas para la hidrólisis exista un substrato óptimo para la fermentación (Hallgren, 1995). Este último se logra por la conversión enzimática del almidón del cereal o adjunto cervecero a azúcares fermentables y la subsecuente fermentación de esos azúcares hasta la producción de alcohol por la acción de levaduras (Beckerich et al, 1987).
En México la industria cervecera está en constante crecimiento como lo demuestra el hecho de que en 1997, en Zacatecas se inauguró una cervecería con capacidad para producir 350 millones de litros de cerveza al año, dando empleo a 1500 mexicanos; siendo una de las 14 fábricas cerveceras distribuidas en el país. Estas benefician la economía nacional no sólo por la creación de fuentes de trabajo, sino por la generación de ingresos gubernamentales a través de los impuestos y de la atracción de divisas por las exportaciones.
Si bien la producción de cerveza es tan antigüa como la existencia del hombre, a lo largo del tiempo ha sufrido cambios en su proceso y en el empleo de materias primas, de acuerdo con las condiciones económicas imperantes, necesidades, gustos y preferencias de los consumidores. Así, aún cuando la cebada es ampliamente usada para producir cerveza y en algunos países como Alemania es, por prescripción legal, empleada como única fuente de carbohidratos fermentables, se han utilizado otras fuentes de carbohidratos principalmente por su bajo costo y en otros casos por ventajas como la
producción de mayor delicadeza en el sabor, color más claro y mayor uniformidad como lo menciona Matz (1991). Otra razón para la búsqueda de substitutos de la cebada es porque este cereal crece principalmente en regiones con clima templado, no así en regiones con clima tropical o subtropical. En contraste otros cereales presentan mayor adaptabilidad como el sorgo que puede crecer en los trópicos semiáridos (Hallgren, 1995). En Nigeria, debido a la creciente demanda por la cerveza clara occidental, se han realizado trabajos de investigación desde 1970 sobre el uso de sorgo local y enzimas auxiliares para producir una cerveza europea convencional. Sin embargo estos trabajos no tuvieron relevancia sino hasta 1988, cuando la importación de malta de cebada fue prohibida. Lo anterior obedece a parte de un programa para elevar la agricultura nigeriana y tratar de disminuir la crisis económica prohibiendo las importaciones más caras. Así las cervecerías nigerianas fueron forzadas a usar cultivos locales de sorgo para producir cervezas claras, lo cual hasta hace pocos años se pensaba irrealizable, este hecho se destacó en el Simposio del estatus actual y usos industriales potenciales del sorgo en Nigeria, celebrado en Kano, Nigeria.
Algunas cervecerías agregan grits o almidón de algún cereal no malteado y gelatinizado como el maíz, arroz o sorgo; esto debido a que la cebada durante el malteo produce mayor actividad enzimática que la requerida para la hidrólisis de almidón contenido en la misma (Hallgren, 1995). Como lo indican Palmer et al. (1976), el sorgo es un cultivo de particular interés en las cervecerías norteamericanas para ser empleado como adjunto y reemplazar al maíz, puesto que es ampliamente disponible y más barato. En México el sorgo es también una materia prima deseable porque puede crecer en las regiones semiáridas (Palmer, 1992), además de que México se ha distinguido como uno de los principales productores de sorgo en el mundo, en 1994 la producción nacional de sorgo superó a la del trigo, arroz y cebada (INEGI-CONAL, 1995).
Las técnicas que se han venido empleando para producir cerveza de sorgo o que emplean sorgo como adjunto cervecero se basan en la técnicas de producción de cerveza de cebada con algunas modificaciones. Se cree posible la producción de cerveza lager empleando sorgo malteado sin la adición de enzimas exógenas, pero se requiere de un mayor grado de investigación, corroboración y confirmación de resultados conforme a lo establecido en el Simposio del estatus actual y usos industriales potenciales del sorgo en Nigeria.
Los problemas que se han asociado con el uso de malta de sorgo y sorgo como adjunto cervecero en el proceso cervecero son:
a) durante el malteo: nivel menor de enzimas amilolíticas y proteolíticas en la etapa posterior de maceración o hidrólisis de los mostos; pérdidas de entre el 20 y 25% de materia del sorgo en comparación con 7% en la cebada; temperatura de germinación de 25ºC alta en comparación con la de la cebada de 16ºC que permite el desarrollo de
hongos como el Aspergillus f/avus en granos de pobre calidad microbiológica.
b) durante la producción de los mostos: la temperatura de gelatinización del almidón de sorgo es ligeramente más alta que la de la cebada o maíz, lo que se traduce en problemas de viscosidad durante la etapa de gelatinización; menor hidrólisis del almidón y proteína, por tanto, menor producción de azúcares reductores y amino nitrógeno libre indispensables para una adecuada fermentación. Además algunos sorgos, como los cafés o marrones, tienen alto contenido de taninos o polifenoles, compuestos que impiden una adecuada acción enzimática. Se ha documentado que la utilización de fracciones refinadas de sorgo ocasionan problemas por la obstrucción de los poros de los filtros causada por las adición de fracciones finas (v.gr. harina resultante de la molienda del sorgo para obtener grits) por lo tanto se incrementa el tiempo de filtración de los mostos y la pobre formación del lecho filtrante ya que el sorgo después de la cosecha pierde las glumas que ayudan a formar esta cama filtrante.
c) durante la fermentación: menor crecimiento de la levadura, menor desarrollo del sabor y capacidad espumante.
Osario (1995) estudió diversas variedades de sorgo para determinar su funcionalidad en la producción de mostos dulces; las variedades estudiadas fueron sorgos blancos normales, blancos cerosos, blancos heterocerosos y rojos normales. El sorgo blanco ceroso, según su investigación, es comparable con un mosto de referencia que fue empleado para la producción comercial de cerveza lager en la localidad. El sorgo blanco ceroso presentó los rendimientos más altos en los procesos de decorticación y molienda, mayor proporción en el extracto de azúcares fermentables en comparación con los otros sorgos, aunque un 10% menor que el mosto de referencia, también arrojó cantidades semejantes de amino nitrógeno libre, color, pH y viscosidad. Osario (1995) comprobó que los flujos de filtración eran mayores que con los mostos de referencia y los elaborados con las otras variedades de sorgo.
La presente tesis da continuidad a la linea de investigación precedida por los estudios "Determinación de las condiciones óptimas en el proceso de malteado de sorgo (Sorghum bicolor)" y "Producción de adjuntos de cervecería y mostos dulces a partir de sorgos regulares y cerosos" por Allende (1995) y Osario (1995), respectivamente; a través de esta investigación se busca establecer que es posible emplear como adjunto el sorgo blanco ceroso y obtener las condiciones que permitan la realización de una fermentación tipo lager. También que es factible la utilización exclusiva de malta de sorgo dorado y sorgo blanco con endospermo ceroso en la realización de una fermentación tipo lager sin el empleo de enzimas exógenas.
2. DEFINICION DEL PROBLEMA 2.1 Antecedentes
Ligada a la aparición de nuevos tipos de cerveza en el mercado se encuentra el desarrollo de la tecnología para su elaboración, lo anterior con la finalidad de satisfacer los deseos cambiantes de los consumidores. Los siguientes productos son sólo algunos ejemplos de cómo los tecnólogos han elaborado nuevos productos para satisfacer estas demandas, como con la aparición de las cervezas ligeras (con un contenido más bajo de calorías), cervezas bajas en alcohol y en algunos países africanos la aparición de cervezas tipo lager elaboradas con sorgo (en las cuales se utiliza malta de sorgo como substituto de la malta de cebada).
Los consumidores no son los únicos que tienen necesidades que satisfacer, de igual forma los productores requieren encontrar nuevas alternativas que les permitan abatir sus costos. De ahí que se este experimentando con diversos cereales que sean empleados como materias primas para la elaboración de cervezas tipo lager.
En estudios anteriores se constató que a partir de malta de cebada y sorgo blanco ceroso empleado como adjunto, es posible obtener mostos con contenidos de amino nitrógeno libre y otras características bioquímicas y físicas comparables a las de los mostos empleados en la producción comercial de la cerveza lager.
Por otro lado la germinación de sorgo dorado ha producido mayor actividad diastásica que otras variedades de sorgo, esto da pie a pensar que la malta de cebada, comúnmente empleada para la elaboración de cerveza tipo lager, pueda ser substituida por malta de sorgo, abatiéndose los costos. Estos estudios antes mencionados fueron realizados por Osorio (1995) y Allende (1995), respectivamente.
2.2 Empleo de sorgo en la producción de cerveza Lager
La industria cervecera en Nigeria se estableció en 1949, actualmente existen 33 plantas cerveceras con una capacidad de producción teórica de 19.61 millones de hectolitros/año. El gobierno nigeriano adoptó varias medidas regulatorias bajo el programa gubernamental llamado Structural Adjustment Programme (SAP), con la finalidad de prevenir la caída de las reservas designadas a las importaciones. Impuso barreras a las importaciones de malta de cebada, de tal forma que la industria cervecera dependía exclusivamente de la producción local de cereales, con lo cual se impulsó el crecimiento del sector agrícola (Malomo, 1989).
Debido a las condiciones climáticas en Nigeria el grano cultivado tradicionalmente es el sorgo, de tal forma que ante las barreras a las importaciones, el empleo del sorgo en el malteo era una solución viable.
Otro hecho de relevancia es que las pérdidas en el malteo de sorgo son relativamente más altas en comparación con el proceso de cebada, como lo comenta Serna-Saldívar (1996), 15% en el sorgo contra 7% en la cebada, que conjugado al estado rudimentario de la tecnología de malteo, elevaba el costo de producción de cerveza,
convirtiéndose en un reto a resolver en el corto plazo (Malomo, 1989).
Actualmente es posible producir cierta clase de cerveza 100% de sorgo, usando enzimas exógenas, pero presentándose varios problemas en la líneas de producción. Estos problemas se relacionan con el equipo, el malteado del sorgo, la gelatinización de las masas, la sacarificación, filtrado, la fermentabilidad del mosto, el cuerpo de la cerveza y la aceptación del producto final por los consumidores (Arri, 1989).
Se ha vislumbrado que la solución a estos problemas esta ligada al desarrollo de cultivos de sorgo que presenten bajas temperaturas de gelatinización, que posean bajo contenido de polifenoles y lípidos y que contengan alto poder diastásico y muestren una rápida solubilización de su proteína (Arri, 1989).
2.3 La industria cervecera en México
Una de las pocas ramas industriales que ha podido colocarse por encima del crecimiento económico del país es la cervecera, pues de 1988 a 1993 registró un crecimiento anual en sus ventas de 5.6% y se estimó una cifra similar para 1994, según la Asociación Nacional de Fabricantes de Cerveza (El Financiero, 1994).
Desde 1983, año en que la industria cervecera experimentó una fuerte caída, el sector ha mantenido un crecimiento positivo, y en 1992 México produjo 42.5 millones de hectolitros para situarlo en el octavo lugar como productor en el ámbito mundial y año en que la industria cervecera vendió 3,315 x 106 de litros de cerveza, señaló la Asociación
Nacional de Fabricantes de Cerveza (El Financiero, 1994).
Como se muestra en la Tabla 1, el grupo Modelo, durante 1993, abarcó el 52.33% de las ventas al mercado doméstico; en las ventas al mercado de exportación abarcó el 69%. Por su parte el grupo Femsa, abarcó el 4 7. 77% de las ventas al mercado doméstico, según información de la Asociación Nacional de Fabricantes de Cerveza, (Reforma, 1994).
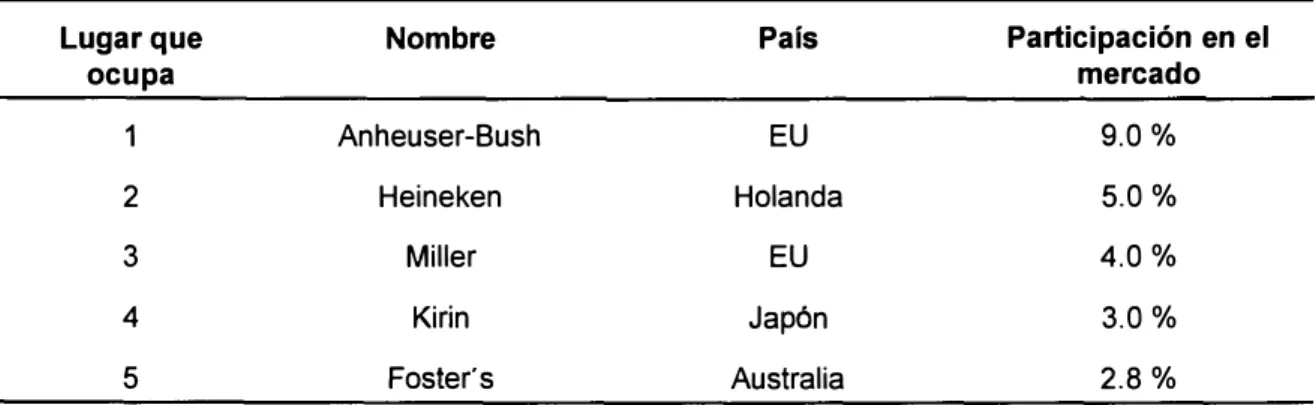
Aunque el grupo Modelo se ubicó, en 1993, en el doceavo lugar entre las empresas cerveceras más grandes del mundo (Tabla 111) su producción representa una quinta parte de la elaborada por su socio y líder mundial Anheuser-Bush, indica el lmpact Databank (Reforma, 1994).
El grupo Modelo señaló en su prospecto de colocación accionaria al cierre de 1993, que en los próximos 1 O años el mercado de cerveza en México tendrá un crecimiento entre 5 y 6 veces mayor que el esperado en los Estados Unidos: mientras que en México el consumo podría crecer a tasas de hasta 6% anual, mientras que en el vecino país del norte aumentará solamente en un 1% (Reforma, 1994).
Las expectativas de crecimiento anual también se fundamentan en el hecho de que mientras en México el consumo per cápita fue de 48 litros al cierre de 1993, en Colombia
el consumo fue de 64 litros en 1991, de 71 litros en Venezuela, de 95 en Estados Unidos, de 115 en Reino Unido y de 142 litros en Alemania (Reforma, 1994).
Lugarque ocupa 1 2 3 4 5 TABLA 1
Participación en el mercado de Modelo y Femsa
Modelo Femsa Ventas mercado nacional 52% 47% Ventas de exportación 69% 31%
Femsa (1992), Femsa (1993) citado por Reforma (1994).
TABLA 11
Industrias cerveceras más grandes en el mundo
Nombre País Anheuser-Bush EU Heineken Holanda Miller EU Kirin Japón Foster's Australia
Femsa (1992) citado por Reforma (1994).
TABLA 111 Participación en el mercado 9.0% 5.0% 4.0% 3.0% 2 .8 %
Industrias cerveceras más grandes en América Latina
Lugarque Nombre País Participación en el
ocupa mercado
6 Brahma Brasil 2.50%
9 Santo Domingo Colombia 2.00%
1 2 Modelo México 1.9 0%
14 Femsa México 1.8 %
1 5 Antártica Brasil 1.6 %
1 9 Polar Venezuela 1.3 %
Femsa (1992) citado por Reforma (1994).
cerveza distribuídas en todo el país, las cuales produjeron 46,711x 103 HL. en total, de
esta producción 40,579 x 103 HL. se vendió en el territorio nacional, mientras que 3,908
x 103 HL. se destinaron a la exportación, es decir, se exportó el 8.37% de la producción
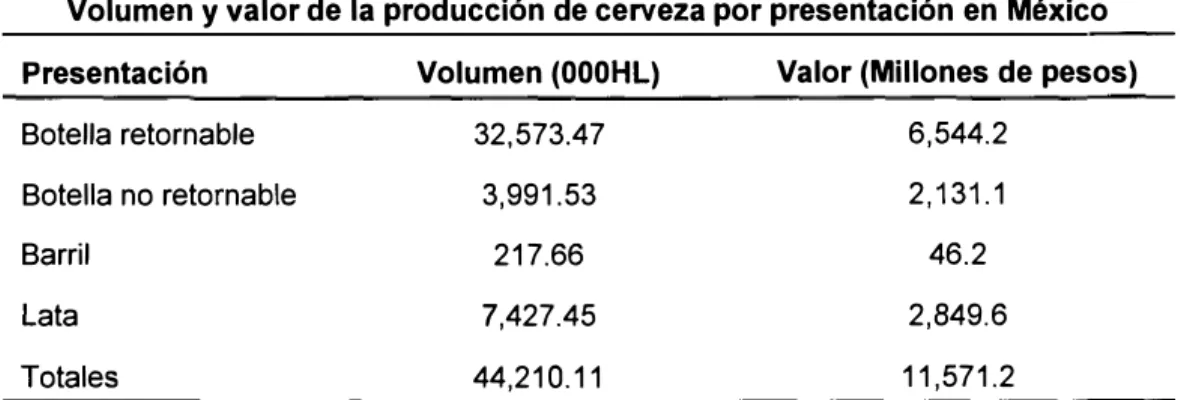
total. El valor de la producción total se estimó en 11,579.2 millones de pesos para el año de 1995. El volumen y la producción por tipo de presentación aparecen en la Tabla IV. Del total de las ventas nacionales el 79.6% correspondió a la venta de cerveza en lata y un 0.2% a la cerveza de barril. En 1995 el consumo per cápita fue de 44 litros/año (Zúñiga, 1996).
Tabla IV
Volumen y valor de la producción de cerveza por presentación en México Presentación Volumen (000HL) Valor (Millones de pesos)
Botella retornable 32,573.47 6,544.2 Botella no retornable 3,991.53 2,131.1 Barril 217.66 46.2 Lata 7,427.45 2,849.6 Totales 44,210.11 11,571.2 Zúñiga ( 1996) 2.4 Expectativas académicas
La cerveza Lager puede ser producida a partir de malta de cebada y cualquier cereal como adjunto, incluyendo al sorgo. Sin embargo, la producción de una cerveza Lager producida 100% de sorgo es enteramente un concepto nuevo originado en Nigeria y ha sido el punto de controversia entre los cerveceros alrededor del mundo recientemente (Aniche, 1990).
La selección de los cultivos de sorgo con las características deseables para el malteo puede lograrse con la ayuda de las técnicas clásicas de fitomejoramiento y también con las avances actuales en biotecnología (Briggs et al., 1994).
El estudio de la naturaleza y propiedades de las amilasas del sorgo, estudios básicos de la fisiología y bioquímica del malteo del sorgo y del proceso de fermentación con levaduras son también investigaciones requeridas para dar respuesta a la problemática que se presenta en la producción de cerveza de sorgo. De igual forma la substitución del principio para obtener el sabor amargo usando lúpulo, como el empleo de compuestos flavonoides, coadyuban a la elaboración de la cerveza lager de sorgo (Malomo, 1989).
2.5 Areas de oportunidad
En este punto señalamos la necesidad de desarrollar la tecnología y establecer los puntos críticos en el proceso de elaboración de cerveza elaborada a partir de insumos
que presenten un menor costo para los productores, pudiéndose reflejar en el precio del producto final además de otorgar una nueva alternativa a las preferencias cambiantes de los consumidores.
El sorgo es un cultivo que gracias a los escasos cuidados para su cultivo, abate considerablemente sus costos de producción. En nuestro país de 1996 a 2000 la producción anual de sorgo giró alrededor de las 6 x 106 toneladas como se puede apreciar en la Fig. 1, contrastando con las producción de cebada, cuya producción en México en los mismos años giró alrededor de 5 x 105 toneladas.
800CXXX) 600CXXX) Trnela:Jas 400CXXX) 2COOXX)
o
ffi96 19994 ISorgo□
C.etB:taRg. 1. A-cx:lucriá1 aiual de scrgo ya:b:da en M§)4CD de 1900 a 2CX:X:l
Fuente: FIO (2CXX)1)
L-� � �
---
-�- --- ---- � --- - --- --- ---- - -----En México el sorgo ha sido un cultivo tradicionalmente empleado para la engorda de animales por su bajo precio en el mercado, así como la restricción nacional para el empleo de otros granos para el consumo animal, como es el caso del maíz.
Aun cuando el sorgo es considerado como el segundo cultivo cerealero más importante en el país, el darle un nuevo uso seria una aliciente para los productores de sorgo al encontrar márgenes de utilidad más altos que los obtenidos con la venta del mismo para el consumo animal.
De tal forma que el sorgo se presenta como un insumo conveniente para la fabricación de cerveza tipo lager, que es la más consumida en el país, investigando, adaptando y desarrollando la tecnología que para tal efecto se requiera.
Por otra parte para la industria cervecera, el invertir en estas investigaciones, además de beneficiarla por el empleo de un insumo de menor costo que los
tradicionalmente empleados, otorga una oportunidad de favorecer sus relaciones públicas ya que debe reconocerse que aún cuando la industria cervecera es muy próspera, requiere ser muy cautelosa en proyectar una imagen de responsabilidad social ya que, como es bien sabido, en exceso el consumo de alcohol lleva a serios problemas sociales y médicos tanto para los individuos como para las economías nacionales por la pérdida en la productividad, los costos de los tratamientos médicos, etc. De tal forma que el darle un repunte a la agricultura nacional daría a este sector productivo un elemento que bien empleado sería benéfico para la imagen pública de la industria cervera.
Anteriormente se han mencionado los estudios que deben ser realizados para que sea factible la elaboración de cerveza lager 100% de sorgo. Así se presenta un área de sumo interés para dar continuidad a una linea de investigación en la que se han buscado establecer las condiciones necesarias para producir cerveza a partir de mostos y adjuntos de sorgo, precedida por las tesis "Determinación de las condiciones óptimas en el proceso de mateado de sorgo ( Sorghum bicolor L Moench)" y "Producción de adjuntos de cervecería y mostos dulces a partir de sorgos regulares y cerosos" presentadas por Allende (1995) y Osorio (1995), respectivamente.
3. HIPOTESIS Y OBJETIVOS HIPOTESIS
En estudios anteriores se constató que empleando malta de cebada y sorgo blanco ceroso como adjunto, es posible obtener mostos con contenidos de amino nitrógeno libre y otras características bioquímicas y físicas comparables a las de un mosto usados en la producción comercial de cerveza lager.
Consecuentemente, se pretende comprobar que el sorgo blanco con endospermo ceroso puede emplearse como adjunto cervecero. Esto a través de una fermentación tipo lager y la obtención de una cerveza tipo lager donde se compare una mezcla de fécula de maíz, grits de sorgo rojo y cebada contra los grits refinados de sorgo blanco decorticado con endospermo ceroso para su utilización como adjuntos cerveceros.
Por otro lado la germinación de sorgo dorado ha producido mayor actividad diastásica que otras variedades de sorgo, de tal forma que también se pretende constatar que el sorgo dorado malteado es una materia prima apropiada para la producción de cerveza tipo lager. Lo anterior a través de una fermentación tipo lager donde se comparen la malta de cebada contra la malta de sorgo dorado. Esto sin la adición de enzimas exógenas y usando sorgo blanco ceroso, como adjunto cervecero y sorgo dorado malteado, como fuente de enzimas reductoras.
OBJETIVOS GENERALES
Comparar la malta de cebada y malta de sorgo para la obtención de mostos dulces lupulados.
Comparar la utilización de sorgo blanco ceroso decorticado y una mezcla de fécula de maíz, grits de sorgo rojo y cebada como adjuntos cerveceros para la obtención de mostos lupulados.
Eficientizar la obtención de mostos lupulados a través de la comparación de procesos de obtención de los mismos.
Comparar los productos obtenidos de las fermentaciones tipo lager, realizadas con mostos dulces lupulados elaborados con malta de cebada y malta de sorgo dorado y como adjuntos sorgo blanco ceroso y una mezcla de fécula de maíz, cebada y sorgo rojo.
OBJETIVOS ESPECIFICOS
a) Determinar la actividad diastásica de las maltas empleadas.
b) Determinar las características químicas de la malta de cebada y malta de sorgo dorado, del sorgo dorado empleado en el malteo, del sorgo blanco ceroso y de la mezcla de fécula de maíz, cebada y sorgo rojo.
c) Comparar el proceso de producción de mostos dulces de Osario (1995), una vez aromatizados con los procesos que teóricamente se han establecido como mejores para
este fin.
d) Determinar la cantidad producida de azúcares reductores.
e) Determinar la cantidad de amino nitrógeno libre producido en los mostos dulces aromatizados.
f) Determinar el pH, color, ºPlato y acidez de los mostos.
g) Desarrollar y propagar la levadura para obtener 1.5 x 107 células en cada mililitro de
mosto como cantidad inicial de inóculo.
h) Estandarizar las condiciones y material requerido para la realización de la fermentación lager; ajustar antes de iniciar la fermentación el pH, y ºPlato de los mostos. i) A través de una fermentación tipo lager, fermentar durante 7 días, bajo las mismas condiciones, los mostos dulces aromatizados.
j) Determinar, a las 168 horas de iniciada la fermentación, azúcares reductores remanentes, ºPlato, alcohol producido, color y pH .
4. MARCO TEORICO 4.1 Cerveza
La palabra cerveza designa a las bebidas alcohólicas elaboradas de granos de cereal. En un sentido estricto la cerveza es la bebida carbonatada preparada a través de la fermentación de la solución azucarada o mosto que contiene principalmente malta. En el sentido amplio la palabra se aplica al saké, kaffir, cerveza y otras bebidas alcohólicas (Reed et al., 1987).
La cerveza toma su nombre del antiguo vocablo celta "cerevisia", que deriva de Ceres, diosa pródiga y benevolente de las cosechas y cereales, y Vis que significa fuerza. Es decir, la cerveza, "fuerza de la tierra" (Cervecería Cuahtémoc, 1993).
La cerveza, en contraste con la producción de vino que es estacional, se elabora a lo largo de todo el año, por la disponibilidad de la materia prima (Reed et al., 1987); se prepara fermentando con levadura una solución azucarada (mosto) que también contiene sustancias nitrogenadas, vitaminas y los elementos necesarios para el crecimiento de la levadura. Los azúcares provienen de los cereales: de cebada en Europa, de centeno en la ex-URSS; de maíz en América Central, de arroz en Japón y de sorgo en Africa (Kaffir) (Hoseney, 1986).
Los carbohidratos como el almidón, se degradan a moléculas más pequeñas por la acción de las enzimas de la malta, para que puedan ser posteriormente utilizados por la levadura; el modo tradicional de producir las enzimas y la degradación enzimática de los carbohidratos ha sido el malteado. El proceso fundamental para producir cerveza a partir de cebada comprende dos procesos fundamentales: malteado y fermentación (Hoseney, 1986).
Según lo descrito por Reed et al. (1987), para la producción de cerveza los mostos son enzimáticamente hidrolizados hasta el grado deseado, asi mismo son clarificados y calentados. Las razones para calentar el mosto son: para esterilizarlo, precipitar la proteína, solubilizar e isomerizar los componentes del lúpulo, para generar sabores a través de reacciones de obscurecimiento no enzimático y para concentrarlo (Reed et al., 1987).
Las enzimas usadas para la conversión de los almidones de los cereales se obtienen de forma endógena, malteando a los granos. Tradicionalmente al hablar de malta se sobrentiende malta de cebada, pero existen maltas de trigo, arroz, sorgo, etc. (Reed et al., 1987).
4.1.1 Tipos de cervezas
c1) Ale: Fermentada con levadura de superficie
lj) Lager: Fermentada con levadura de fondo, se muestra su composición en la Tabla V
c) Pilsner: Fabricada con malta pálida (color claro), sin sabor dulce y saborizada con
lúpulo.
d) Obscura: Fabricadas con maltas obscuras con sabor más fuerte que las Pi/sner. e) Ligera: Cervezas con bajo contenido de dextrinas debido al uso de jarabes
causan menos pesades estomacal y tienen menos cuerpo o viscosidad que las cervezas lager regulares; se muestra su composición en la Tabla V.
f) Opacas: Cerveza con alta cantidad de sólidos fabricadas con sorgo o mijo malteado donde no se utiliza lúpulo. Tiene dos procesos de fermentación: láctica y levadura. Se sirven sin clarificar y en pleno proceso fermentativos. (Serna Saldívar, 1996).
El mayor número de cervezas que se producen pueden clasificarse en dos tipos como Ale, consumida principalmente en el Reino Unido, producida con cepas fermentadoras de superficie de Saccharomyces cereviceae y el tipo lager, elaborado con cepas de fermentación en el fondo de Saccharomyces carlsbergensis y que es más popular en el resto del mundo (Varnam et al., 1994).
TABLA V
Composición típica de la cerveza normal y ligera (100g)
Nutriente Humedad% Energia kcal Proteína Cenizas Alcohol Minerales Vitaminas Ca Fe Mg p K Na Zn Cu 81 (mg) 82 (mg) Niacina (mg) 86 (mg) Folacina (µg) 812 (µg) Serna-Saldívar, (1996).
4.1.2 Producción de cerveza tipo lager
Cerveza Lager Normal 92.3 41 0.3 0.1 3.6 5 0.03 6 12 25 5 0.02 0.01 0.006 0.026 0.453 0.050 6.0 0.02 - --- ---Ligera 95.2 28 0.2 0.1 3.2 5 0.04 5 12 18 3 0.03 0.024 0.009 0.030 0.392 0.034 4.1 0.01
La malta llega a la cervecería en forma de granos enteros o si es producida in situ, es molida antes de su uso. La malta es almacenada en silos, es molturada en molinos de
rodillos para obtener a la cascarilla en pedazos grandes que ayuden posteriormente a la filtración (Serna-Saldívar, 1996).
La maceración tiene como objetivo hidrolizar al almidón de los adjuntos por medio de la acción de las enzimas de la malta. La malta produce azúcares sencillos fermentables y dextrinas; estas últimas imparten el cuerpo característico a la cerveza1 ta etapa de maceración empieza cuando los adjuntos son colocados en el tanque macerador junto con una pequeña cantidad de malta. El pH del sistema es ajustado a aproximadamente 5.2 y la temperatura es mantenida a 35ºC por 30 minutos. Posteriormente la temperatura es
gradualmente incrementada hasta llegar a 70ºC y mantenida por 20-30 minutos. A
temperatura mayores de 65°C el almidón se gelatiniza y por lo tanto se hace más
suceptible al ataque enzimático. Posteriormente se incrementa la temperatura a 1 00ºC por
espacio de 30 minutos, con el objetivo de desnaturalizar o insolubilizar a los compuestos proteicos de la malta y adjuntos, además de esterilizar el medio. Después de la etapa de enfriado se agrega el resto de la malta con el propósito de hacer una hidrólisis progresiva de los componentes del adjunto. Esto se logra mediante un programa escalonado de temperatura. Generalmente se empieza con una temperatura de 35ºC y tiempos de reposo
de cuando menos 30 minutos. Posteriormente, hay incrementos de temperatura de 10-150C hasta llegar a los 70ºC. A bajas temperaturas se favorece la acción proteolítica,
seguida por la acción de la beta amilasa (temperatura óptima 60ºC) y alfa amilasa
(temperatura óptima 70°C). Durante la maceración los adjuntos se agitan vigorosamente
para lograr una mejor solubilización de la malta y para exponerlos al ataque enzimático. Después de la maceración, la mezcla pasa a un tanque donde se separa al mosto o material soluble de la cascarilla o masilla. El tanque separador tiene un sistema especial de agitación y doble fondo con piso de malla. Los contenidos del tanque macerados son bombeados al tanque separador. Posteriormente se deja precipitar al material insoluble por 30 minutos de tal manera que formen un lecho o cama filtrante. El mosto es finalmente separado por filtración, para posteriormente ingresar a una olla de cocimiento en donde se deja hervir por 1.5-2.5 hr, tiempo en el que se adicionan pequeñas cantidades de lúpulo. Generalmente la mitad del lúpulo es añadido al comenzar el proceso de ebullición y el restante al final de la operación, esto con el objetivo de tener una fuente de compuestos volátiles que no sean perdidos por las altas temperaturas. El paso de cocción esteriliza el mosto, inactiva a las enzimas y extrae a los compuestos solubles del lúpulo. También ocasiona que se precipiten algunas proteínas y se caramelice ligeramente el azúcar. Durante este paso los taninos del lúpulo ligan a las proteínas haciéndolas insolubles, de tal manera que actúan como agente clarificador. Después de la ebullición, hay que separar el lúpulo de lo contrario la cerveza tendrá un sabor amargo persistente. La separación se realiza haciéndola pasar por un colador de fondo ranurado. La proteína precipitada es generalmente removida por centrifugación. Después de completar el ciclo de ebullición, el mosto es enfriado a aproximadamente 7ºC. Los
enfriadores son recintos cerrados en los que circula aire previamente filtrado y esterilizado. Durante el proceso de enfriado también se insolubiliza proteína de tal manera que el mosto es refiltrado o recentrifugado antes de pasar a los tanques de fermentación (Serna-Saldívar, 1996).
Los procesos para los dos tipos de cerveza, Ale y Lager son similares y se resumen en la Fig. 2. (Varnam et al., 1994).
4.1.3 Ingredientes de la cerveza
La cerveza Lager-Pilsner o europea se fabrica a partir. de cinco ingredientes básicos, malta de cebada, adjuntos, lúpulo, fermento y agua, que se describen a continuación: Cebada 1 Levaduras 1 � Malteado - --�_fo(--- Mosto dulce ---i- ---�- -► Ebullición Mosto aromatizado
>f
Fermentación �---' 1 Maduración --� ---Lager Adjuntos/enzimas Agua (licor) Ale • Tanque Tanque · 1 Botella ' Barricas ---�- ---,----' Filtración_t
EnvasadoFig. 2. Procesos productivos de la cerveza Ale y Lager (Varnam et al, 1994).
4.1.3.1 Malta de cebada
El malteado es un proceso de germinación controlada, que libera una dotación de enzimas capaces de convertir el almidón del cereal en azúcares fermentables, asegurar el suministro adecuado de aminoácidos y de otros nutrientes para las levaduras y modificar las cualidades de las macromoléculas que tienen importantes efectos en las características físicas de la cerveza (Hoseney, 1986).
de crecimiento y maduración y manejo del grano post-cosecha (Serna-Saldívar, 1996).
Operaciones del malteo de cebada
El proceso industrial de la transformación de cebada en malta incluye los pasos de almacenamiento, limpieza y clasificación, remojo en un tanque, maceración, germinación, secado, reposo y almacenamiento; se describen algunos de éstos:
Clasificación: dentro de la cebada existen básicamente dos tipos: la maltera y la de
alimentación animal. También se clasifican de acuerdo a la estación del año en que es sembrada: cebada de invierno y la de verano. Para fines cerveceros generalmente se emplea la cebada de verano. En México, el 60 % de la producción de malta proviene de grano cultivado en el altiplano (v. gr. Estados de Hidalgo y Puebla). Las variedades más utilizadas son Apizaco, Cerro Prieto, Centinela y Común. A la cebada también se le clasifica de acuerdo al número de granos posicionados en la espiga. Existen variedades de dos y seis carreras. La cebada de seis hileras es más resistente a temperaturas extremas y se cultiva ampliamente en los Estados Unidos e India (Serna-Saldívar, 1996). La cebada para malta es más baja en proteínas, de granos grandes y uniformes y con un color amarillo cuando esta madura. Debe poseer buen poder germinativo (mayor del 90%), contener poca cantidad de substancias amargas y agrias en la cáscara y además, tener la propiedad de producir enzimas apropiadas en cantidad y calidad una vez que germina (Serna- Saldívar, 1996).
Remojo: el otro factor que juega un papel fundamental en la eficiencia de la operación
es el remojo en el cual se suministra aire mediante ciclos de aereación. La aereación tiene como porpósito el suministro de oxígeno y remover al calor y CO2 generado por el
proceso de respiración. La frecuencia de aereación debe ser de al menos cada hora. El remojo tiene como finalidad el hidratar al grano en condiciones aerobias de tal forma que la humedad absorbida propicie la generación de fitohormonas giberélicas que desencadenen el evento fisiológico de la germinación. Este evento comúnmente se demora de 24-48 hr a 10-15ºC, hasta incrementar la humedad de la cebada a un 42 a
44% (Serna-Saldívar, 1996).
Germinación: se hace bajo condiciones especiales para lograr la activación enzimática
deseada, división celular y el desarrollo de la radícula y plúmula. El proceso se lleva a cabo en cámaras de germinación con controles de temperatura y humedad relativa. El crecimiento o tasa de germinación es controlado a través de la cama de germinación. Las cajas de germinación son cajas con piso falso o perforado con una altura de hasta 1.5 m de altura. El grosor de la cama de cebada es de aproximadamente 1 m. Aire con temperatura de 10-18ºC y humedad relativa de 90% es forzado a través de la cama con
el objeto de remover el calor y CO2 generado por el grano germinante y abastecer del
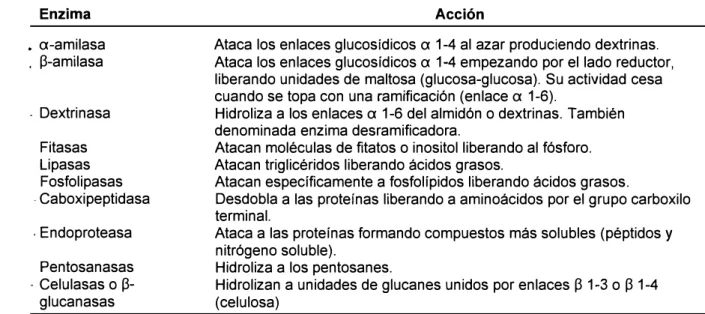
oxígeno necesario para activar al embrión (Serna-Saldívar, 1996). Las enzimas generadas durante el proceso de germinación se muestran en la tabla VI.
Secado: los objetivos de este paso son múltiples; en general son el de suprimir las
condiciones para la germinación y el desarrollo botánico de la semilla para obtener un producto estable con actividad enzimática una vez que se rehidrate.
La deshidratación permite que el grano malteado pueda ser almacenado por períodos prolongados.
En el caso de producción de malta no diastásica, el programa de secado está enfocado a desarrollar color y sabor más fuerte mediante reacciones de encafecimiento no enzimático o de Maillard (Serna-Saldívar, 1996).
Reposo - almacenamiento: la malta cervecera de mejor calidad es aquélla que después
del enfriado es añejada por cuando menos un mes. Durante este período de almacenamiento hay un equilibrio de la humedad dentro del grano lo que favorece la posterior molienda de la malta deshidratada. Malta almacenada por cuando menos un mes da mejores rendimientos de extracción, mayor actividad enzimática y mejor comportamiento durante la etapa del filtrado del mosto (Serna-Saldívar, 1996).
TABLA VI
Enzimas generadas durante el proceso de germinación de los cereales. Enzima • a-amilasa , �-amilasa . Dextrinasa Fitasas Lipasas Fosfolipasas . Caboxipeptidasa . Endoproteasa Pentosanasas • Celulasas o � glucanasas Serna- Saldívar (1996). Acción
Ataca los enlaces glucosídicos a 1-4 al azar produciendo dextrinas . Ataca los enlaces glucosídicos a 1-4 empezando por el lado reductor, liberando unidades de maltosa (glucosa-glucosa). Su actividad cesa cuando se topa con una ramificación (enlace a 1-6) .
Hidroliza a los enlaces a 1-6 del almidón o dextrinas. También denominada enzima desramificadora.
Atacan moléculas de fitatos o inositol liberando al fósforo. Atacan triglicéridos liberando ácidos grasos.
Atacan específicamente a fosfolípidos liberando ácidos grasos .
Desdobla a las proteínas liberando a aminoácidos por el grupo carboxilo terminal.
Ataca a las proteínas formando compuestos más solubles (péptidos y nitrógeno soluble).
Hidroliza a los pentosanes.
Hidrolizan a unidades de glucanes unidos por enlaces� 1-3 o� 1-4 (celulosa)
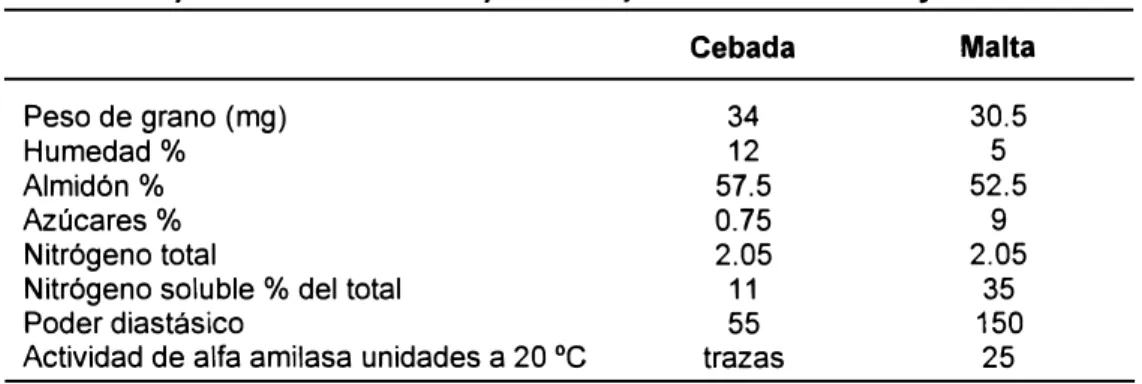
En la tabla VII se compara, con base en su composición química proximal, la cebada antes y después de maltearse.
TABLA VII
Comparación entre la composición química de la cebada y malta
Peso de grano (mg) Humedad%
Almidón% Azúcares% Nitrógeno total
Nitrógeno soluble % del total Poder diastásico
Actividad de alfa amilasa unidades a 20 ºC Serna- Saldívar (1996). Cebada Malta 34 12 57.5 0.75 2.05 11 55 trazas 30.5 5 52.5 9 2.05 35 150 25
En términos generales, durante el proceso del malteado se piede 5-10% del peso del grano. Un aumento en el contenido de humedad, en la temperatura o en el tiempo de germinación originan aumento en las pérdidas de materia seca y por consiguiente en las mermas durante el malteado. Los principales cambios en composición química son: el almidón se reduce de 58 a 53%. La cantidad de azúcares reductores se incrementa de 0.8 a 9% como se aprecia en la Tabla VII (Serna-Saldívar, 1996).
4.1.3.2 Adjuntos
Material proveedor de carbohidratos fermentables que no contribuyen con enzimas y poco o nada de nitrógeno soluble y compuestos que imparten sabor al producto terminado. Generalmente consisten de grits o fracciones del grano de maíz, arroz o inclusive sorgo refinados obtenidos en sus respectivos procesos de molienda seca. En ocasiones se utilizan jarabes glucosados o maltosados, primordialmente para cervezas ligeras.
El almidón de los adjuntos es degradado mediante la acción de las enzimas de la malta a dextrinas, maltotriosas, maltosa y trazas de glucosa. Estos carbohidratos son los responsables de dar cuerpo a la cerveza y proveen a la levadura de substrato para que pueda efectuar su acción fermentativa. Los adjuntos son productos refinados con menos de 0.7% de grasa y 1% de fibra. Además, deben llenar especificaciones de tamaño de partícula, el cual debe ser intermedio para favorecer los procesos de filtración (Serna Saldívar, 1996).
Cuando se utilizan adjuntos cerealeros para elaborar cerveza se deben tomar en cuenta las temperaturas de ge latinización de estos cera les utilizados. La cebada se puede añadir directamente al macerado principal junto con la malta. El maíz y arroz, sin embargo, tienen temperaturas de gelatinización superiores a las temparaturas en las que tanto la a - amilasa como la
í3 -
amilasa son estables. Los grits de maíz y arroz tienen temperaturas de gelatinización entre 61.5-73.9 y 61.1-77.8 ºC respectivamente, comparados con los 63-68 ºC para la malta de cebada. Sweat et al. (1984) señalan 71 a 80 ºC como temperatura de gelatinizacion para el almidón del sorgo.4.1.3.3 Lúpulo
Resultante de los conos o racimos de las flores femeninas de la planta perene
Humulus lupu/us, perteneciente a la familia de las Cannabinaceas. Se cultiva sólo en climas templados de tal manera que el 70% de su producción mundial se realiza en Alemania, EUA, Checoslovaquia y Gran Bretaña (Serna-Saldívar, 1996).
El lúpulo posee glándulas microscópicas llamadas lupulinas que son ricas en resinas, compuestos fenólicos y aceites esenciales. Se emplea en la cerveza para dar el sabor típico debido a su contenido de aceites y resinas amargas. Además contienen taninos y compuestos fenólicos los cuales ayudan en el proceso de clarificación de la cerveza. Esto se debe a que los taninos ligan a las proteínas que causan la turbidez del producto terminado. El sabor de la cerveza se deriva de los compuestos como aldehídos, alcoholes y ácidos carboxílicos. El sabor amargo de la cerveza proviene de dos compuestos clasificados como resinas: la humulona o ácidos a y la lupulona o ácidos � (Serna-Saldívar, 1996).
4.1.3.4 Fermento
Las levaduras más utilizadas son S. carlsbergensis y S. cerevisiae. La levadura de cervecería fermenta a los azúcares solubles (monosacáridos, disacáridos y trisacáridos) generando alcohol, bióxido de carbono y compuestos intermedios que contribuyen al perfil de sabor de la bebida alcohólica.
Las levaduras se seleccionan basándose en su poder y generación de compuestos saborizantes durante la fermentación. Se clasifican de acuerdo a su modo de acción como las que actúan sumergidas o en el piso fermentador; S. carlsbergis es de este tipo y se prefiere para cervezas tipo Lager; éstas operan en un rango de temperatura de 8-15ºC.
Las levaduras que tienen la propiedad de flotar, como S. cerevisiae, producen una fuerte fermentación a temperaturas altas; éstas son preferidas para elaborar cerveza tipo Pilsen. Actúan en una rango de temperaturas entre 15-22ºC y morfológicamente se diferencian
por su pared celular (Serna-Saldívar, 1996).
4.1.3.5 Agua
Aproximadamente el 95% de la cerveza es agua. El agua preferida para la elaboración de cerveza tiene un pH de 6.5-7.0, no menos de 500 ppm de CaSO4, de 200
a 300 ppm de NaCI, menos de 100 ppm de CaCO3y MgCO3 y carente de hierro. Agua con
cantidades mayores de 1 ppm de hierro causa problemas de sabor y de color en el producto terminado. El agua rica en bicarbonato de calcio es preferida para la producción de cervezas más obscuras (Serna- Saldívar, 1996).
4.1.4 Proceso de producción de mostos dulces empleado por Osorio (1995).
sin lupular, fue realizado a través de los siguientes pasos:
1) Adición de 150 mg de CaCO3 por cada litro de agua empleado, obteniéndose un pH de
6.5. Se empleó agua destilada de la marca comercial Aqua VitaMc_
2) Se mezclaron 300 mi de agua a 50 ºC con la totalidad de los adjuntos y malta en un 10% del peso de los adjuntos. Esta mezcla se mantuvo a 50 ºC en un baño con agua agitando con un agitador de laboratorio.
3) Se elevó la temperatura de la mezcla de adjuntos y malta a 100 ºC, manteniéndose
durante 30 min.
4) Al iniciar el paso anterior comenzó el calentamiento con agitación, de una mezcla agua malta en 400 mi de agua hasta alcanzar 45 ºC durante 30 min.
5) Al finalizar el cocimiento de los adjuntos y el calentamiento de la combinación agua malta se mezclaron y se sometiron a un calentamiento a 67 ºC por un tiempo de 30 min.
Antes de mezclar se disminuyó la temperatura de los adjuntos con 200 mi de agua a 40°C,
la mezcla final adjuntos-malta llega a 55 ºC.
6) Se finalizó la maceración con una elevación de temperatura hasta 76 ºC, mateniéndose
durante 30 min.
7) La filtración de los macerados se hizo empleando un filtro como el esquematizado en la figura 6, con placa perforada en el fondo y un tubo de drenado conectado a un matraz Kitassato y se empleó vacío.
8) Cocción de los mostos sin añadir lúpulo, durante una hora, permitiendo la formación de complejos entre las sustancias insolubles.
9) Enfriamiento del mosto a temperatura ambiente y posteriormente refrigeración a 5ºC.
Separación por filtración del precipitado empleando papel Whatman No. 40.
4.2 El empleo de levaduras y la fermentación alcohólica
La forma de las células de las levaduras cerveceras puede ser esférica, elipsoidal, cilíndrica o sumamente alargada, en agrupaciones de dos, cadenas cortas o racimos o bien sin agruparse; pueden formar o no pseudomicelio. La apariencia de las colonias es muy diversa: de color crema a ligeramente café, de lisas a rugosas, en ocasiones sectorizadas, brillantes u opacas. Esporulan formando de una a cuatro ascosporas de forma redonda a ligeramente elipsoidal. En general las levaduras fermentan y asimilan la glucosa, la fructosa, la sacarosa y la maltosa, además se sabe que no pueden utilizar como fuente de nitrógeno el nitrato (García-Garibay, 1994).
,---
.1 Glucosa +
-2-ácido fosfo glicérico
+--2ADP2ATP4'
...\ 2 ATP 2 ADP
2NADH 2-ácido pirúvico - -� 2 acetaldehído
- 2-triosa-fosfato •
-� 2 etanol Fig. 3. Ruta simplificda de la fermentación alcohólica ocasionada
por levaduras (Saccharomyces cereviceae o Saccharomyces carlsbergensis). (Varnam et al., 1994)
El Saccharomyces es capaz de fermentar una amplia cantidad de azúcares
incluyendo sacarosa, glucosa, fructosa, galactosa, manosa, maltosa y maltotriosa. La producción de etanol, el producto mayor de la fermentación, incluye la formación aeróbica de piruvato vía la glucólisis o ruta de Embden-Meyerhof y la subsecuente descarboxilación anaeróbica del piruvato a acetaldehído. Finalmente el acetaldehído es reducido a etanol con la reoxidación de NADH como se muestra en la Fig. 3. (Varnam et al, 1994). El glicerol es el segundo mayor producto de la fermentación; así como el CO2 son formados por la
glicerol-3-fosfato dehidrogenasa mediante la conversión de fosfato dehidroxiacetona a glicerol-3-fosfato. Pudieran formarse durante la acción del piruvato descarboxilasa cantidades significativas de ácido acético, ver Fig. 3 (Varnam et al., 1994).
Independientemente de la taxonomía, las cepas cerveceras deben tener ciertas características que son de gran importancia tecnológica para la fermentación; estas diferencias, aunque aparentemente son muy significativas, no son sino el resultado de pequeñas mutaciones en el material genético, incluso muchas veces fácilmente inducibles, entre estas identificamos la capacidad de floculación, la capacidad para producir alcohol, la tolerancia a la osmolaridad del medio, y la capacidad y vigor en la fermentación de azúcares además de la capacidad para producir congenéricos (García Garibay, 1994).
4.2.1 Tolerancia al etanol y la capacidad de producirlo
La tolerancia al etanol se refiere a la concentración de alcohol que inhibe el crecimiento de la levadura, la velocidad específica de fermentación o el efecto que tiene sobre la viabilidad. La tolerancia al etanol también depende de las características genéticas de la cepa, a diversos factores ambientales como: concentración de azúcares
en el medio desde el inicio de la fermentación y en fases posteriores, al estado metabólico de las células, temperatura, pH y fundamentalmente a la concentración de etanol en diferentes etapas de la fermentación ( Garcí a-Garibay, 1994).
La mayoría de las cepas de Saccharomyces empleadas industrialmente tienen una tolerancia más alta que sus contrapartes silvestres. Se requiere una alta tolerancia para asegurar que la fermentación continúe hasta el contenido deseado de etanol y es de particular importancia en la elaboración de bebidas fuertes (Varnam et al., 1994).
El efecto inhibitorio del etanol tiene dos modos de acción, uno debido a la reducción de la actividad acuosa en el medio, y el otro donde el solvente actúa en contra de algunos componentes celulares como por ejemplo algunas enzimas y sistemas de transporte de la membrana celular (García-Garibay, 1994).
La capacidad de producir etanol es un fenómeno complejo cuyo rendimiento depende de factores como las características intrínsecas de la cepa, las condiciones de aireación, la concentración del inóculo, la composición del medio, las condiciones de fermentación, etc. La capacidad de producción de alcohol y la tolerancia al mismo son dos características relacionadas desde el punto de vista funcional ya que la segunda puede limitar a la primera, sin embargo, son independientes en su origen fisiológico, es decir la habilidad de una levadura de producir alcohol a partir de un carbohidrato no necesariamente implica que ésta tenga una alta tolerancia y viceversa (García-Garibay, 1994).
4.2.2 Floculación
La floculación involucra la formación de una aglomeración de células que se distingue de otro tipo de aglomeraciones como el crecimiento en racimo y formación de cadenas. Esta propiedad es requerida para la rápida separación de las levaduras del producto al finalizar la fermentación y para minimizar los sabores indeseables debido al excesivo tiempo de contacto. Una rápida floculación puede provocar fallas para completar la fermentación. La floculación no depende de la división celular, involucra iones divalentes, como ca+2, formando puentes entre grupos aniónicos en la superficie de la
célula. Varios mecanismos se han propuesto incluyendo los enlaces cruzados de células por glucoproteínas y la presencia de una cubierta vellosa de cadenas, en comparación con la cubierta tersa de las aglomeraciones no floculentas. Generalmente, la floculación es determinada y también afectada por el medio ambiente inmediato a la pared celular de las levaduras. En términos generales se puede decir que la floculación es inhibida por azúcares y promovida por sales (Varnam et al., 1994).
4.2.3 Resistencia a la actividad invasora o depredadora
La actividad invasora, depredadora o aniquilante resulta de la producción de algunas cepas de levaduras zimocidas o aniquilantes (Estrada-Godina et al., 1996), son capaces de secretar una toxina de naturaleza proteica o glicoproteica que es letal para las levaduras sensibles. La presencia de cepas depredadoras puede desorganizar la
fermentación ya que las toxinas alteran la integridad de la membrana celular de las levaduras. La resistencia a la actividad depredadora es una atributo deseable para cualquier uso comercial de la levadura (Varnam et al., 1994 ). Este fenómeno fue descubierto en 1963 en una cepa de Saccharomyces cerevisiae. Actualmente se sabe que este fenómeno esta ampliamente distribuído entre las levaduras habiéndose descubierto por lo menos unos 1 O géneros de estos microorganismos. Actualmente se conocen por lo menos 11 toxinas diferentes y se les ha clasificado como toxinas K1 a K11• Las toxinas
K1y K2 se han asociado a la especie de levadura de Saccharomyces cerevisiae. De entre
los factores fisicoquímicos en los que promueven la acción de las levaduras zimocidas esta el pH óptimo para la levadura, por ejemplo el pH óptimo para la toxina K1 de
S.cerevisiae está entre 4.2 y 4.8, mientras que temperaturas por encima de 25ºC
inactivan la toxina en cultivos líquidos, también altas concentraciones de etanol pueden inactivar a la toxina (Estrada-Godina et al., 1996).
4.2.4 Tolerancia a la cantidad de oxígeno en el medio
La concentración de oxígeno en el medio tiene una relación inversamente proporcional a la productividad específica de etanol (v. gr. cantidad de etanol producido por unidad de células por unidad de tiempo), lo cual se conoce como efecto Pasteur. No obstante concentraciones muy bajas de oxígeno son indispensables para la síntesis de lípidos que son componentes fundamentales de la membrana celular de la levaduras. Por otra parte en medios muy bien oxigenados pero con altas concentraciones de azúcares fermentables se reprime la síntesis y actividad de las enzimas respiratorias y se produce etanol, a este fenómeno se le conoce como efecto Crabtree (García-Garibay, 1994).
4.3 Biotecnología de los procesos de fermentación
Durante las fermentaciones tradicionales en la cervecería, el sistema de control metabólico determina, como un fenómeno cíclico, la utilización secuencial de aminoácidos y azúcares fermentables por las células de las levaduras cerveceras, que conjuntamente sintetizan lípidos esenciales que permiten y regulan el crecimiento celular y la división, manteniendo la integridad de la célula (Masschelein, 1989).
El principio de que la velocidad de fermentación está en función de la velocidad y el grado de crecimiento celular, está bien establecido. Cada período de crecimiento está caracterizado por una capacidad máxima de fermentación de glucosa, maltosa y maltotriosa por unidad de levadura, el grado es específico para cada clase de levadura, disminuyendo rápidamente durante la fase estacionaria hasta un nivel de mantenimiento. (Masschelein, 1989). La llegada, tanto a la fase estacionaria como el nivel de mantenimiento dependen de la temperatura de fermentación, pero en general se puede decir que la primera fase se alcanza al cuarto día de iniciada la fermentación (lng. Jorge Chávez, comunicación personal).